Настоящее изобретение относится к лопатке для облопаченного колеса турбомашины, при этом лопатка содержит - последовательно в радиальном направлении колеса - хвостовик, перо и венец; при этом хвостовик имеет полку хвостовика, образующую поверхность на стороне, обращенной к перу, при этом указанная поверхность названа стенкой полки хвостовика; венец имеет полку венца, образующую поверхность на стороне, обращенной к перу, при этом указанная поверхность названа стенкой полки венца, и перо имеет наружную поверхность, называемую поверхностью пера, и содержит корыто/сторону нагнетания и спинку/сторону всасывания.
Таким образом, термин «стенка полки» используется в данном документе для обозначения той поверхности полки лопатки, которая обращена к перу.
Подобная лопатка может быть предназначена для образования компонента рабочего колеса, которое получает энергию, поступающую от потока текучей среды, проходящего через него, или которое сообщает энергию данному потоку; она также может образовывать часть неподвижного колеса из лопастей, которые служат для направления потока.
Подобная лопатка, имеющая как полку венца, так и полку хвостовика, представляет собой компонент, который имеет сложную форму. Ее сравнительно трудно изготавливать, и она обычно требует использования форм или оснастки, изготовленных из множества деталей и/или, возможно, предусматривающих использование обрабатывающих центров для пятикоординатной обработки.
Таким образом, задача изобретения состоит в том, чтобы устранить данные недостатки и предложить лопатки, изготовление которых упрощено или облегчено по сравнению с обычными лопатками.
В лопатке такого типа, который представлен во введении, данная задача решается за счет того, что каждая из указанных стенок полок образована частью на стороне нагнетания, предусмотренной на стороне нагнетания, и частью на стороне всасывания, предусмотренной на стороне всасывания, при этом указанные части сходятся на гребнеобразной кривой, проходящей от входного/расположенного выше по потоку края к выходному/расположенному ниже по потоку краю стенки полки и проходящей через перо, и каждая точка первой поверхности, выбранной из поверхности корыта и поверхности спинки, и каждая точка тех указанных частей стенок полок хвостовика и венца, которые расположены с той же стороны, что и первая поверхность, и которые упоминаются как первые части, образуют нормаль, образующую острый угол или прямой угол относительно направления, называемого первым направлением изготовления.
То обстоятельство, что часть на стороне нагнетания находится на стороне нагнетания и часть на стороне всасывания находится на стороне всасывания, означает, что часть на стороне нагнетания содержит, по меньшей мере, ту часть стенки полки, которая расположена, будучи обращенной к стороне нагнетания, и часть на стороне всасывания содержит, по меньшей мере, ту часть стенки полки, которая расположена, будучи обращенной к стороне всасывания.
Гребнеобразная кривая, как правило, проходит по существу от переднего края лопатки до той точки на входном крае полки, которая по существу совмещена с передним краем лопатки, и, аналогичным образом, гребнеобразная кривая, как правило, проходит по существу от заднего края лопатки до той точки на выходном крае полки, которая по существу совмещена с задним краем лопатки.
Кроме того, то обстоятельство, что точка на поверхности имеет нормаль, образующую острый угол или прямой угол относительно направления изготовления, означает, что в данной точке поверхность не имеет никакого поднутрения относительно рассматриваемого направления изготовления.
Следовательно, вышеуказанное определение означает, что первая поверхность и части стенок полок, расположенные с той же стороны, что и первая поверхность, (первые части стенок полок) не имеют никакого поднутрения относительно первого направления изготовления.
Вследствие этого вся часть лопатки, которая ограничена данными поверхностями, может быть изготовлена сравнительно простым образом.
Кроме того, каждая точка второй поверхности пера, отличной от первой поверхности, и каждая точка тех указанных частей стенок полок хвостовика и венца, которые расположены с той же стороны, что и вторая поверхность, предпочтительно имеет нормаль, образующую острый угол или прямой угол относительно направления, называемого вторым направлением изготовления.
Вследствие этого лопатка может быть изготовлена сравнительно простым образом, поскольку поверхность лопатки имеет первую часть на той же стороне, что и первая поверхность, имеющую поверхности, которые не имеют никакого поднутрения относительно первого направления изготовления, и вторую часть на той же стороне, что и вторая поверхность, имеющую поверхности, которые не имеют никакого поднутрения относительно второго направления изготовления, при этом данные части, следовательно, довольно просты в изготовлении.
При этом то, каким образом сконструирована лопатка, обуславливает то, что стенка полки по существу имеет перегиб наклона с обеих сторон гребнеобразной кривой.
Тем не менее, часть гребнеобразной кривой находится внутри пера: как следствие этого, часть данного перегиба не «возникает» на самих стенках полок и не вызывает возмущений потока текучей среды на поверхностях полки.
Напротив, снаружи пера данный вариант осуществления может иметь следствием то, что полка хвостовика и/или полка венца будет иметь краевую часть или, возможно, две краевые части, одну перед пером по ходу потока и другую за пером по ходу потока. Данные края образуют расположенные выше по потоку и ниже по потоку части гребнеобразной кривой, которая разделяет стенку полки на часть на стороне нагнетания и часть на стороне всасывания.
При этом входной край проходит от пера (по существу от переднего края пера) до входного края рассматриваемой полки; выходной край проходит от пера (от заднего края) до выходного края рассматриваемой полки. Вышеупомянутая гребнеобразная кривая, на которой сходятся части стенок полок (венца или хвостовика), расположенные соответственно на стороне нагнетания и стороне всасывания, проходит вдоль данных краев на стороне нагнетания и стороне всасывания.
Было обнаружено, что наличие краев, расположенных по потоку перед передним краем пера или за его задним краем, предпочтительно по существу не оказывает существенного отрицательного воздействия на эксплуатационные характеристики лопатки.
Для упрощения изготовления лопаток первое и второе направления изготовления на радиальном виде предпочтительно являются параллельными и представляют собой противоположные направления.
Кроме того, для упрощения изготовления лопаток первое и второе направления изготовления предпочтительно являются симметричными относительно срединной плоскости пера (термин «срединная плоскость пера» используется в данном документе для обозначения плоскости, близкой к средней плоскости пера).
Кроме того, изготовление лопатки облегчается, когда большая часть поверхности стенки полки имеет достаточный угол зазора относительно направления изготовления, предусмотренного для рассматриваемой поверхности. Напротив, угол зазора на стенке полки предпочтительно должен оставаться как можно меньшим для избежания возмущения аэродинамического потока текучей среды вблизи стенки полки.
Для удовлетворения данных требований оптимальным образом в одном варианте осуществления на части длины лопатки в аксиальном направлении или даже на всей длине лопатки в аксиальном направлении сечение расположенной на стороне нагнетания и/или на стороне всасывания части одной из указанных стенок полок в плоскости, содержащей первое направление изготовления и направление, которое является радиальным для лопатки, образовано отрезком прямой.
Лопатка предназначена для ее включения в облопаченное колесо турбомашины, содержащее заданное число лопаток, обозначенное N.
В одном варианте осуществления край, ограничивающий стенку полки, представляющей собой полку (называемую «первой» полкой; при этом она может представлять собой полку хвостовика или полку венца), на стороне нагнетания, по существу совпадает с краем, ограничивающим стенку полки, представляющей собой первую полку, на стороне всасывания, после поворота на 360°/N. (Та же конструкция может быть выбрана для другой полки, если лопатка имеет две полки).
Следовательно, в том случае, когда две лопатки данного типа размещены рядом друг с другом (первая лопатка и вторая лопатка) в таком же положении, в каком они находятся, когда они собраны вместе в облопаченном колесе, перегиб наклона в зоне сопряжения между двумя лопатками, а именно между первой полкой на стороне нагнетания первой лопатки и второй полкой на стороне всасывания второй лопатки, предпочтительно происходит в углублении, образованном в зоне сопряжения между двумя лопатками.
Поскольку данная зона выполнена с углублением, перегиб наклона в данном месте не вызывает чрезмерного возмущения потока текучей среды между лопатками и не вызывает неприемлемого ухудшения эксплуатационных характеристик облопаченного колеса.
В соответствии с изобретением также разработаны облопаченное колесо, содержащее множество лопаток, подобных определенным выше, а также турбомашина, имеющая такое облопаченное колесо, в частности, предназначенное для турбины низкого давления.
Вторая задача изобретения состоит в разработке способа (примечание: в дальнейшем при печати вместо “метода” печатать “способ”) моделирования для моделирования лопатки, содержащей расположенные последовательно хвостовик, перо и венец, при этом наружная поверхность лопатки образована стороной всасывания и стороной нагнетания, при этом метод обеспечивает возможность образования лопатки, которую особенно легко изготавливать, в частности, по сравнению с лопатками по предшествующему уровню техники.
Данная задача решается, когда стенку полки лопатки моделируют путем выполнения следующих этапов:
а) создания используемой в системе автоматизированного проектирования модели первой поверхности, выбранной из стороны нагнетания и стороны всасывания, таким образом, чтобы каждая точка первой поверхности имела нормаль, образующую острый угол или прямой угол относительно направления, называемого первым направлением изготовления; и
b) создания используемой в системе автоматизированного проектирования модели стенок полок хвостовика и венца лопатки таким образом, чтобы каждая из указанных стенок полок была образована частью на стороне нагнетания, предусмотренной на стороне нагнетания, и частью на стороне всасывания, предусмотренной на стороне всасывания, при этом указанные части сходятся на гребнеобразной кривой, проходящей от входного края до выходного края стенки полки и проходящей через перо, и чтобы каждая точка на первой поверхности и каждая точка тех указанных частей стенок полок хвостовика и венца, которые расположены с той же стороны, что и первая поверхность, имела нормаль, образующую острый угол или прямой угол относительно первого направлением изготовления.
Данный метод обеспечивает возможность создания модели, используемой в системе автоматизированного проектирования (САПР), для лопатки, подобной определенной выше. Термин «модель, используемая в САПР» используется для обозначения трехмерной цифровой модели такого типа, которая может быть создана, в частности, посредством программного обеспечения для автоматизированного проектирования.
Особенно эффективный способ создания стенок полок состоит в создании их, начиная, во-первых, от «гребнеобразной» кривой, расположенной (в направлении вдоль окружности) на пере, и, во-вторых, от пограничных кривых, которые ограничивают стенку полки соответственно на стороне нагнетания и на стороне всасывания в зонах ее сопряжения с соседней лопаткой.
Используемая в системе автоматизированного проектирования модель одной из стенок полок (для хвостовика или для венца) может быть создана, в частности, от гребнеобразной кривой, которую создают или получают смещением или поступательным перемещением пространственной кривой.
В качестве примера пространственная кривая может быть создана на теоретической поверхности стенки полки, представляющей собой идеальную теоретическую форму для корпуса, пропускающего текучую среду.
Также существует возможность создания теоретической поверхности стенки полки из кривых, определяющих границы двух соседних лопаток, то есть пограничных кривых.
Пространственная кривая и пограничные кривые, создаваемые таким образом, в радиальном направлении находятся по существу на одном и том же уровне. Именно поэтому гребнеобразная кривая создается путем радиального смещения или поступательного перемещения пространственной кривой: данная операция обеспечивает возможность создания различия радиальных положений между данными кривыми, что позволяет, как разъяснено ниже, гарантировать то, что достаточный угол зазора будет образован на поверхности созданной стенки полки.
Пространственную кривую предпочтительно создают таким образом, что она пересекает насквозь теоретическую поверхность пера. Таким образом, как разъяснено выше, перегиб наклона, который происходит по существу на гребнеобразной кривой, частично «замаскирован» тем, что он имеет место с обеих сторон пера.
Что касается пограничных кривых, то существует возможность создания двух из них, как разъяснено выше, то есть одной на стороне нагнетания и одной на стороне всасывания.
Тем не менее, предпочтительно создать пограничные кривые таким образом, чтобы пограничная кривая, определяющая границу стенки полки на стороне нагнетания, совпадала (при игнорировании зазора между лопатками) с пограничной кривой, определяющей границу стенки полки на стороне всасывания, при игнорировании поворота на 360°/N.
Стенки полок могут быть созданы разными отличающимися способами.
В одном варианте осуществления используемую в системе автоматизированного проектирования модель, по меньшей мере, одной из указанных частей одной из стенок полок получают смещением отрезка прямой, который перемещается при его прилегании к двум кривым.
Выражение «прилегание к» используется в данном документе для обозначения того, что отрезок прямой всегда находится в контакте с двумя кривыми.
Отрезок прямой перемещается, всегда оставаясь в плоскости, перпендикулярной к оси колеса.
Первая из кривых, используемых для смещения, предпочтительно представляет собой вышеописанную гребнеобразную кривую.
Вторая из данных кривых предпочтительно представляет собой вышеописанную ограничивающую кривую.
Обе стороны лопатки предпочтительно моделируют, используя вышеописанный метод.
При таких обстоятельствах при первой стороне лопатки, моделируемой посредством использования вышеописанного метода, вторую сторону лопатки моделируют путем выполнения следующих этапов:
с) создания используемой в системе автоматизированного проектирования модели второй поверхности, выбранной из стороны нагнетания и стороны всасывания, отличной от первой поверхности, таким образом, что каждая точка второй поверхности имеет нормаль, образующую острый угол или прямой угол относительно направления, называемого вторым направлением изготовления; и на этапе b) используемую в системе автоматизированного проектирования модель стенок полок хвостовика и венца создают таким образом, что каждая точка стенок полок хвостовика и полки, расположенная с той же стороны, что и вторая поверхность, имеет нормаль, образующую острый угол или прямой угол относительно направления, называемого вторым направлением изготовления.
В одном варианте осуществления первое и второе направления изготовления являются идентичными.
В соответствии с изобретением также разработан способ изготовления лопатки для облопаченного колеса турбомашины, при этом лопатка содержит хвостовик, венец и перо, при этом способ отличается тем, что для образования лопатки он использует метод моделирования, подобный описанному выше.
Изобретение также относится к применению метода моделирования стенки полки, подобного определенному выше, в инструментальном средстве CATIA автоматизированного проектирования (CATIA – Computer-Assisted Three-dimensional Interactive Application - система САПР фирмы Dassault Systèmes (Франция)).
Кроме того, в соответствии с изобретением также разработаны компьютерная программа, включающая в себя команды для обеспечения возможности выполнения компьютером этапов метода моделирования лопатки, определенного выше, машиночитаемый носитель информации, на котором хранится компьютерная программа, определенная выше, и компьютер, включающий в себя носитель информации, определенный выше.
В дальнейшем изобретение поясняется описанием неограничительных вариантов его осуществления со ссылками на фигуры сопровождающих чертежей, на которых:
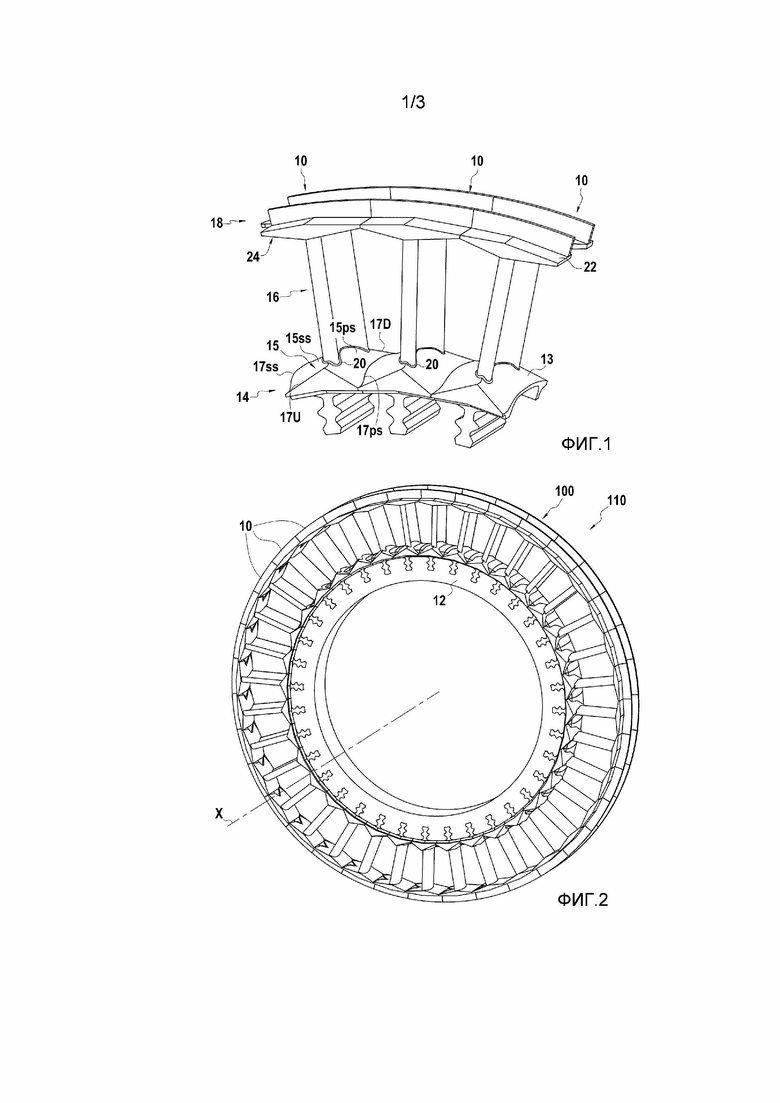
- фиг. 1 представляет собой схематический вид в изометрии лопатки по изобретению;
- фиг. 2 представляет собой местный схематический вид в изометрии турбомашины, показывающий облопаченное колесо, включающее в себя лопатки, идентичные показанным на фиг. 1;
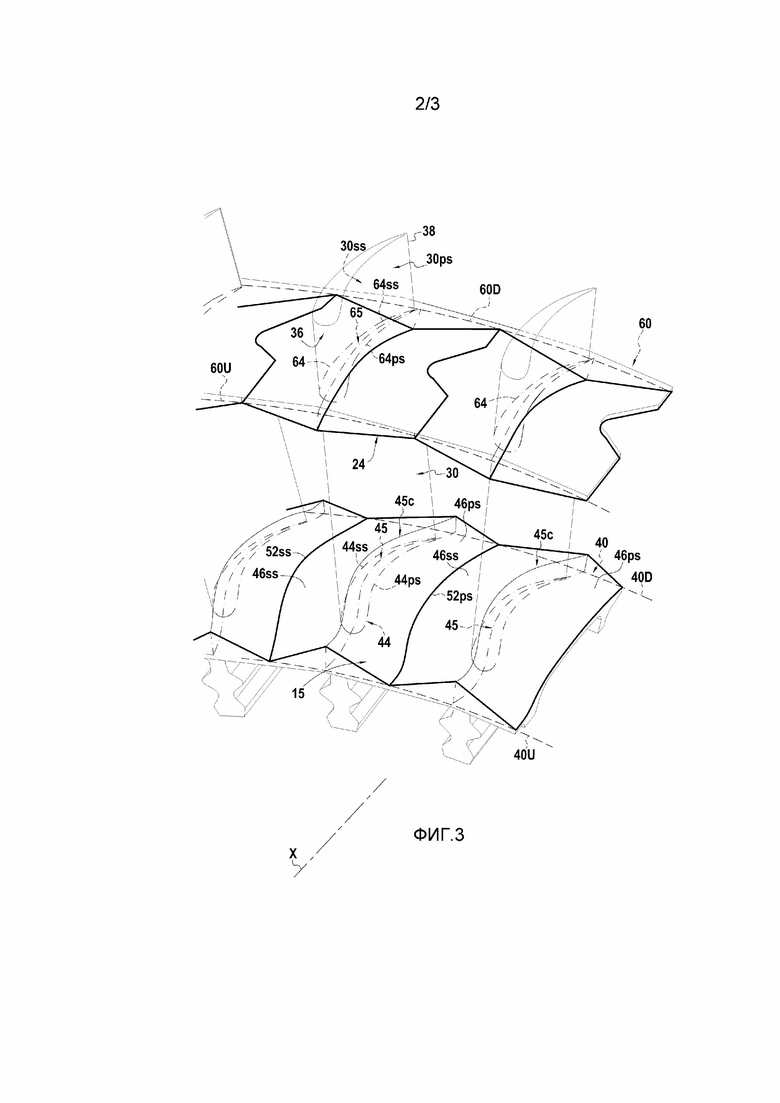
- фиг. 3 представляет собой схематический вид в изометрии цифровой модели лопатки по фиг. 1 во время ее создания посредством метода моделирования по изобретению;
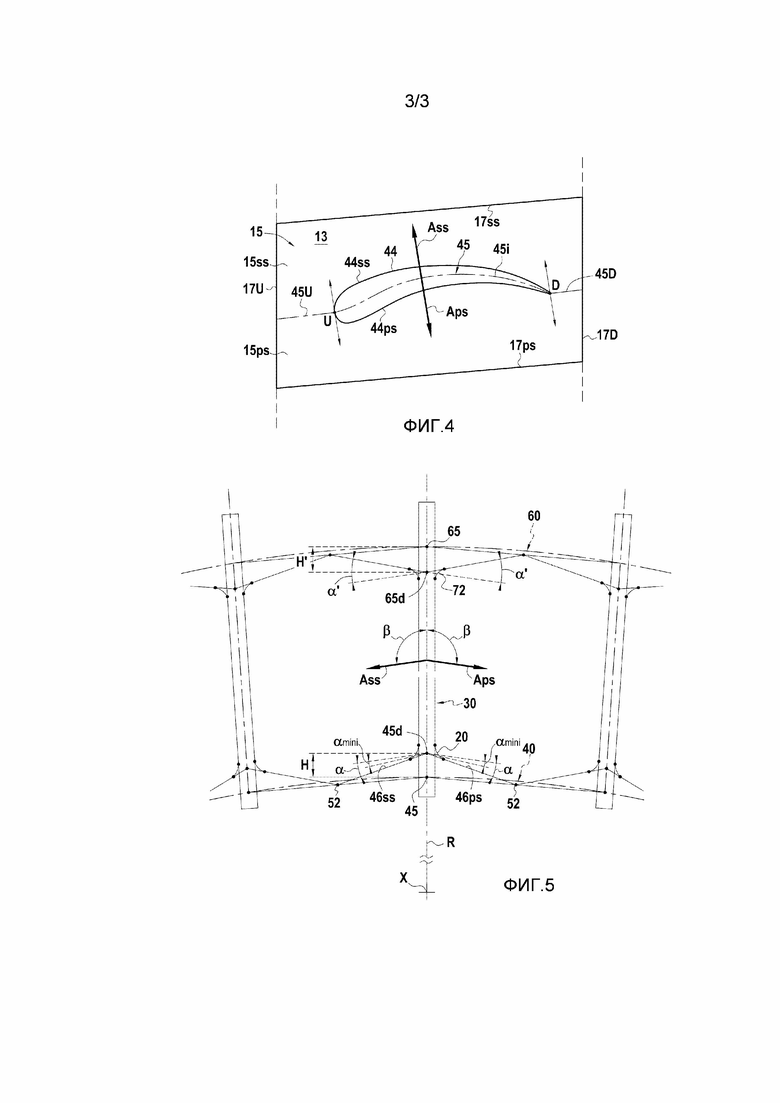
- фиг. 4 представляет собой схематический вид, который является радиальным по отношению к оси облопаченного колеса и показывает цифровую модель лопатки по фиг. 1 во время ее создания посредством способа моделирования по изобретению; и
- фиг. 5 представляет собой схематический вид - если смотреть вдоль оси облопаченного колеса - цифровой модели лопатки по фиг. 1 во время ее создания посредством способа моделирования по изобретению.
Фиг. 1 показывает три идентичные лопатки 10, представляющие один вариант осуществления изобретения. Каждая из лопаток 10 предназначена для сборки вместе с N-1 идентичными лопатками 10 для образования облопаченного колеса 100, содержащего N лопаток (фиг. 2).
Само облопаченное колесо 100 образует компонент турбомашины 110.
В колесе 100 лопатки 10 смонтированы на диске 12 ротора осесимметрично вокруг оси Х колеса. Когда колесо используется, поток текучей среды проходит вдоль оси Х от входной стороны к выходной стороне колеса.
В нижеприведенном описании элементы, соответствующие входной стороне, обозначены “u” (upstream), в то время как элементы, соответствующие выходной стороне, обозначены “d” (downstream).
Каждая лопатка 10 содержит расположенные последовательно в радиальном направлении, проходящем наружу от колеса: хвостовик 14, перо 16 и венец 18.
Таким образом, хвостовик 14 и венец 18 образуют два конца лопатки. Они включают в себя соответствующие полки 13 и 22. Данные полки 13 и 22 проходят в направлении, которое является по существу перпендикулярным к продольному направлению пера 16 (которое представляет собой радиальное направление R для лопатки 10).
Полка 13 хвостовика имеет стенку 15 полки, и полка 22 венца имеет стенку 24 полки.
На радиальном виде (если смотреть вдоль направления R, как показано на фиг. 4) стенка 15 полки имеет контур с четырьмя сторонами, образованными входным краем 17u, выходным краем 17d, краем 17ps на стороне нагнетания и краем 17ss на стороне всасывания (при этом элементы на стороне нагнетания обозначены “ps” (pressure side) и элементы на стороне всасывания обозначены “ss” (suction side)).
Стенка 15 полки образована из двух взаимодополняющих частей: части 15ps на стороне нагнетания, расположенной на стороне нагнетания, и части 15ss на стороне всасывания, расположенной на стороне всасывания аэродинамического профиля/пера.
Между данными двумя частями 15ps и 15ss образована гребнеобразная кривая 45с.
Стенка 15 полки соединена с поверхностью пера 16 посредством соединительных поверхностей 20 (которые представляют собой соединительные галтели, имеющие изменяющиеся радиусы), не показанных на фиг. 3.
Ниже описан метод моделирования, используемый для задания формы лопатки 10 в соответствии с изобретением.
Данный метод включает следующие операции:
а) определение теоретической поверхности пера;
b) определение теоретической поверхности стенки полки;
с) определение пространственной кривой для лопатки; и
d) создание стенки полки.
Данные операции выполняются на компьютере посредством использования программы для автоматизированного проектирования, например, такой как программное обеспечение CATIA (зарегистрированный товарный знак).
Таким образом, различные операции создания, упомянутые ниже, представляют собой операции создания трехмерных объектов, при этом указанные объекты определены в виртуальной трехмерной среде или пространстве.
а) Определение теоретической поверхности пера
Сначала создают теоретическую поверхность 30 пера. Данная поверхность представляет собой наружную поверхность, желательную для пера 16. Данная поверхность зависит, в частности, от аэродинамических ограничений, которые применимы для пера; перо образовано спинкой 30ss (стороной всасывания) и корытом 30ps (стороной нагнетания), и оно имеет передний край 36 и задний край 38 (фиг. 3).
b) Определение теоретической поверхности стенки полки
После этого создают или определяют теоретическую поверхность 40 стенки полки хвостовика и теоретическую поверхность 60 стенки полки венца. Каждая из данных поверхностей по существу имеет форму, желательную для внутреннего или наружного кожуха, определяющего границы проточного канала для прохода газа сквозь облопаченное колесо.
Поверхности 40, 60 проходят в аксиальном направлении перед и за гребнеобразными кривыми (40U, 40D, 60U, 60D) относительно направления потока, при этом указанные гребнеобразные кривые определяют протяженность в аксиальном направлении и площадь у основания лопатки, которая должна быть определена.
В описываемом примере поверхности 40 и 60 представляют собой поверхности вращения, определяемые вокруг оси А. При этом теоретические поверхности для стенки полки, которые не являются поверхностями вращения, также могут быть использованы в пределах объема изобретения, например, поверхности, приводящие к образованию так называемых «трехмерных» полок, которые включают в себя локальные выступы и/или углубления.
Термин «поверхность вращения» вокруг оси используется в данном документе для обозначения поверхности, создаваемой вращением кривой вокруг оси.
с) Создание пространственных кривых стенки полки
После определения вспомогательных объектов, которые образованы теоретическими поверхностями (30; 40, 60) пера и стенок полок, создают пространственные кривые 45 и 65 соответственно для стенки полки 13 и для стенки полки 22.
Для этого определяют кривую линию 44 пересечения между теоретической поверхностью 30 пера и теоретической поверхностью 40 стенки полки хвостовика.
Также определяют кривую линию 64 пересечения между теоретической поверхностью 30 пера и теоретической поверхностью 60 стенки полки хвостовика.
После этого для лопатки определяют направления Aps и Ass изготовления соответственно на ее стороне нагнетания и ее стороне всасывания.
В описываемом варианте осуществления изобретения первое и второе направления Aps и Ass изготовления с двух сторон лопатки выбраны симметричными относительно плоскости, содержащей направление R и перпендикулярной к оси Х, в результате чего упрощается производственная оснастка. Направления изготовления соответствуют направлениям извлечения из формы, механической обработки и т.д. в зависимости от используемого способа изготовления.
Следовательно, на аксиальном виде (в плоскости, перпендикулярной к оси А облопаченного колеса, подобном показанному на фиг. 5) направления Aps и Ass изготовления образуют один и тот же угол β относительно радиального направления R.
Далее следует подробное описание того, как определяется пространственная кривая 45 для полки 13 хвостовика, при этом такой же способ используется для определения пространственной кривой 65 для полки 22 венца.
Для данной кривой линии пересечения между теоретической поверхностью пера и теоретической поверхностью стенки полки (в представленном примере кривая линия пересечения представляет собой кривую 44) направления Aps и Ass изготовления соответствуют паре точек (U, D), называемых «предельными точками», которые определены следующим образом:
Две предельные точки (U, D) представляют собой пару точек, по существу расположенных соответственно вблизи переднего края 36 и заднего края 38 пера, которые образуют части рассматриваемой кривой линии (44) пересечения и которые разделяют ее на два взаимодополняющих участка (44ps и 44ss) соответственно на стороне нагнетания и на стороне всасывания, и при этом в каждой точке на каждом из данных участков (44ps и 44ss) угол, образуемый нормалью к теоретической поверхности пера в рассматриваемой точке, представляет собой острый угол или прямой угол относительно направления А изготовления.
Другими словами, в каждой точке одного из данных участков кривой теоретическая поверхность пера имеет неотрицательный угол зазора относительно направления изготовления.
В целом это означает, что на радиальном виде (то есть, если смотреть вдоль радиального направления пера, как показано на фиг. 4) касательная к кривой линии пересечения (к кривой 44) в предельных точках (U, D) будет параллельна к направлениям Aps и Ass изготовления, как показано на фиг. 4.
Выбор направлений Aps и Ass изготовления обеспечивает возможность задания пары предельных точек U, D на кривой 44.
При этом пространственную кривую 45 для стенки полки хвостовика задают так, чтобы она удовлетворяла следующим ограничениям:
- кривая 45 должна проходить через предельные точки U и D;
- она должна проходить перед и за соответствующими расположенными выше и ниже по потоку, гребнеобразными кривыми 40U и 40D теоретической поверхности 40 стенки полки относительно направления потока; и
- она должна соединять вместе точки U и D, не проходя через теоретическую поверхность 30 пера между данными точками.
Таким образом, пространственная кривая 45 содержит:
- участок 45i внутри кривой 44, концы которого образованы точками U и D. На радиальном виде (фиг. 4) данный криволинейный участок 45i проходит внутри кривой 44;
- два криволинейных участка 45u и 45d, которые образованы на теоретической поверхности 40 стенки полки хвостовика соответственно от точки U до кривой 40u и от точки D до кривой 40d.
При этом пространственную кривую 65 для полки 22 венца создают аналогичным образом.
d) Создание стенок полок хвостовика и венца
Стенки полок хвостовика и венца создают следующим образом. Описано только создание стенки полки хвостовика, при этом стенку полки венца создают аналогичным образом.
Сначала создают пограничную кривую (называемую в общем кривой 52), которая предназначена для задания границ полок соседних лопаток. Более точно, создают два элемента 52ps и 52ss данной пограничной кривой 52, один на стороне нагнетания и один на стороне всасывания теоретической поверхности 30 пера, при этом данные две кривые идентичны друг другу при игнорировании поворота на угол 360°/N вокруг оси Х. Данные кривые 52ps и 52ss создают на поверхности, представляющей собой теоретическую поверхность 40 стенки полки.
Гребнеобразную кривую 45с создают путем смещения кривой 45 в радиальном направлении наружу на высоте Н, значение которой указано ниже.
Опорные поверхности 46ps и 46ss стенки полки создают после этого путем смещения отрезков прямых, которые перемещаются с обеих сторон теоретической поверхности пера, при этом данные отрезки прилегают, во-первых, к гребнеобразной кривой 45с и, во-вторых, к соответствующей одной из кривых 52ps и 52ss.
В каждом случае каждый из данных отрезков прямых остается находящимся в плоскости Р, перпендикулярной к оси Х колеса.
Величину Н радиального смещения кривой 45с выбирают так, чтобы она была достаточной для гарантирования того, что опорные поверхности 46ps и 46ss стенки полки будут создавать в любой плоскости Р угол зазора, который достаточен относительно направления А извлечения из формы: то есть в каждой плоскости Р угол α между точкой сечения опорной поверхности стенки полки и направлением А извлечения из формы должен быть больше минимального заданного угла αmini зазора (в пределе заданный минимальный угол αmini зазора может быть равным 0).
Кроме того, при всех обстоятельствах не должно быть никакого поднутрения: таким образом, в каждой точке на каждой из опорных поверхностей 46ps и 46ss стенки полки угол между нормалью в рассматриваемой точке и направлением изготовления для той опорной поверхности стенки полки, часть которой образует данная точка, должен образовывать острый угол или прямой угол и ни при каких обстоятельствах не должен образовывать тупой угол (>90°).
Поскольку поверхности 46ps и 46ss созданы посредством смещения отрезков прямых, которые находятся в плоскости Р и которые перемещаются при их прилегании к двум кривым, их сечения в любой плоскости Р представляют собой отрезки прямых.
Тем не менее, поверхности 46ps и 46ss можно с тем же успехом создать посредством использования любого другого способа, пригодного для создания поверхности, оставаясь при этом в пределах объема изобретения.
В частности, целесообразно гарантировать то, что вышеприведенное условие будет удовлетворяться в каждой из плоскостей Р, то есть то, что в каждой из плоскостей угол между каждой точкой сечения опорной поверхности стенки полки и рассматриваемым направлением изготовления (Aps или Ass) будет больше минимального заданного угла αmini зазора.
Построение поверхностей 46ps и 46ss посредством смещения отрезка прямой, который прилегает к двум кривым, так, как описано выше, имеет следствием то, что поверхности 46ps и 46ss двух соседних лопаток будут иметь общую границу, определяемую кривой 52.
Если для создания поверхностей 46ps и 46ss используется какой-либо другой способ, желательно, чтобы поверхности 46ps и 46ss были образованы так, чтобы не было никакого разрыва (по меньшей мере, положения) между двумя соседними лопатками: это означает, что края поверхностей 46ps и 46ss, удаленные от пера, должны соответствовать (или быть обращенными друг к другу) после поворота на угол 360°/N.
На лопатках 10 это означает то, что края, определяющие границы стенки 15 полки соответственно на стороне нагнетания и на стороне всасывания (которые обозначены ссылочными позициями 17ps и 17ss и которые оба теоретически определены из кривой 52), по существу совпадают при игнорировании поворота на 360°/N.
Как только опорные поверхности 46ps и 46ss стенки полки будут созданы, они должны быть ограничены.
Для выполнения этого расчет начинают с поверхностей 20 соединительных галтелей между теоретической поверхностью 30 пера и опорными поверхностями 46ps и 46ss стенки полки. Опорные поверхности 46ps и 46ss стенки полки ограничены концами данных поверхностей 20 соединительных галтелей.
Тем не менее, перед и за теоретической поверхностью 30 пера относительно направления потока опорные поверхности 46ps и 46ss стенки полки соединяются друг с другом на криволинейных участках 45u и 45d гребнеобразной кривой 45с.
Соединение между поверхностями 46ps и 46ss, ограниченными таким образом, образует стенку 15 полки, представляющей собой полку 15.
Таким же образом создают стенку 24 полки венца, а также соединительные галтели 72 между стенкой 24 полки и теоретической поверхностью 30 пера.
Следовательно, при создании стенки 24 полки венца необходимо создать гребнеобразную кривую 65с путем радиального смещения кривой 65 на величину Н’ (которая необязательно равна Н).
Радиальное смещение, естественно, выполняют по направлению к оси Х.
После этого, поскольку кривая 45 была смещена на достаточную высоту Н, на стороне нагнетания и на стороне всасывания опорные поверхности стенок полок, представляющих собой полки венца и хвостовика, будут иметь в любой плоскости Р угол зазора относительно направления А изготовления, который является достаточным.
Завершение создания модели лопатки
Создание цифровой модели для законченной лопатки затем завершают включением в нее, в частности, стенок 15 и 24 полок, соединительных галтелей 20 и 72 и теоретической поверхности 30 пера после наложения ограничений.
Изготовление лопаток
После этого может быть осуществлено промышленное изготовление лопатки 10 с формой, заданной посредством модели, используемой в системе автоматизированного проектирования и определенной таким образом.
Предложена лопатка для облопаченного колеса турбомашины, при этом лопатка содержит хвостовик, перо и венец. Хвостовик и венец имеют соответствующие полки, каждая из которых образует поверхность (15) на стороне, обращенной к перу, при этом указанные поверхности названы соответственно стенкой полки хвостовика и стенкой полки венца. Каждая из данных стенок полок образована частью на стороне нагнетания и частью на стороне всасывания, расположенными соответственно на стороне нагнетания и на стороне всасывания и сходящимися на гребнеобразной кривой (45, 65). Изготовление лопатки облегчается, в частности, за счет того, что каждая точка первой поверхности, выбранной из стороны нагнетания и стороны всасывания, и каждая точка тех частей стенок полок хвостовика и венца, которые расположены с той же стороны, что первая поверхность, имеет нормаль, образующую острый угол или прямой угол относительно направления, называемого первым направлением изготовления. 6 н. и 9 з.п. ф-лы, 5 ил.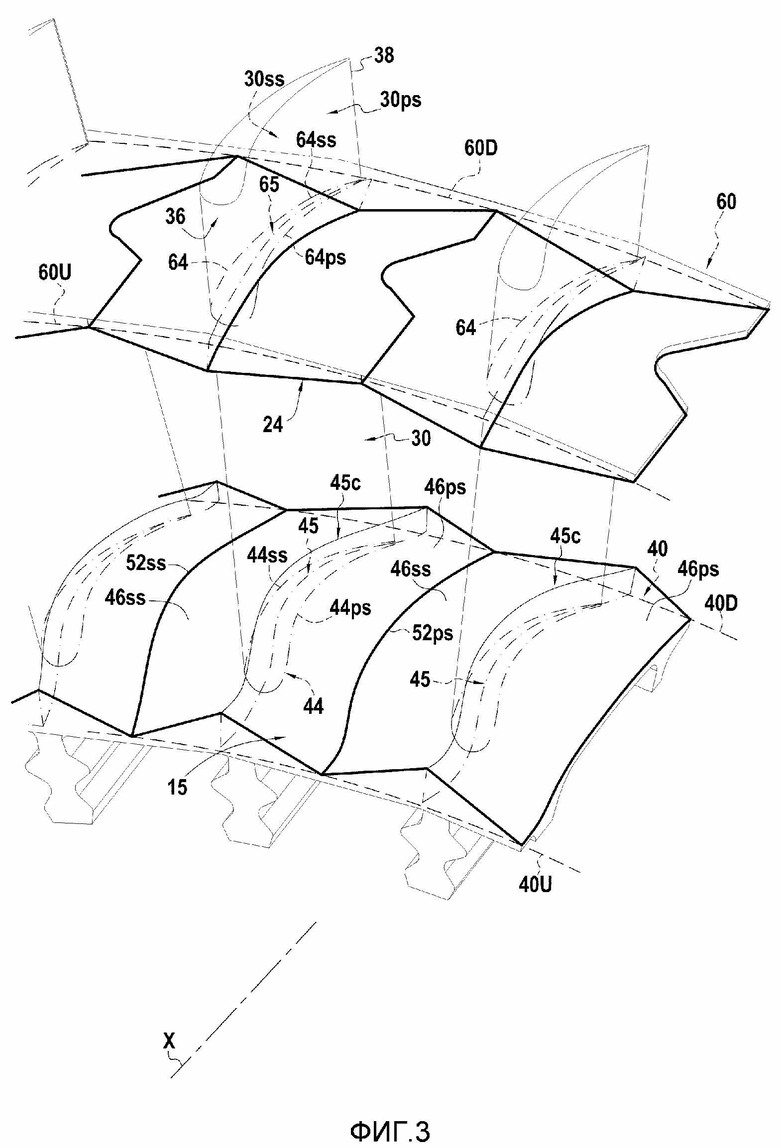
1. Лопатка для облопаченного колеса турбомашины, при этом лопатка, содержащая последовательно в радиальном направлении наружу относительно колеса хвостовик, перо и венец;
при этом хвостовик имеет полку хвостовика, образующую поверхность на стороне, обращенной к перу, при этом указанная поверхность названа стенкой полки хвостовика;
венец имеет полку венца, образующую поверхность на стороне, обращенной к перу, при этом указанная поверхность названа стенкой полки венца; причем
перо имеет наружную поверхность, называемую поверхностью пера, и содержит корыто и спинку;
отличающаяся тем, что каждая из указанных стенок полок образована частью на стороне нагнетания, предусмотренной на стороне нагнетания, и частью на стороне всасывания, предусмотренной на стороне всасывания, при этом указанные части сходятся на гребнеобразной кривой, проходящей от входного края до выходного края стенки полки и проходящей через перо; причем
каждая точка первой поверхности, выбранной из поверхности корыта и поверхности спинки, и каждая точка тех указанных частей стенок полок хвостовика и венца, которые расположены с той же стороны, что и первая поверхность, имеет нормаль, образующую острый угол или прямой угол относительно направления, называемого первым направлением изготовления.
2. Лопатка по п. 1, в которой каждая точка второй поверхности пера, отличной от первой поверхности, и каждая точка тех указанных частей стенок полок хвостовика и венца, которые расположены с той же стороны, что и вторая поверхность, имеет нормаль, образующую острый угол или прямой угол относительно направления, называемого вторым направлением изготовления.
3. Лопатка по п. 2, в которой на радиальном виде первое и второе направления изготовления являются параллельными и противоположными.
4. Лопатка по п. 1, в которой на части длины лопатки в аксиальном направлении или даже на всей длине лопатки в аксиальном направлении сечение стенки полки хвостовика или стенки полки венца на первой стороне в плоскости, содержащей первое направление изготовления и направление, которое является по существу радиальным для лопатки, образовано в основном отрезком прямой.
5. Лопатка по п. 1, которая предназначена для облопаченного колеса турбомашины, имеющего N лопаток, и в которой край, ограничивающий стенку полки, представляющей собой первую полку лопатки, на стороне нагнетания по существу совпадает с краем, ограничивающим стенку полки, представляющей собой первую полку, на стороне всасывания после поворота на 360°/N.
6. Облопаченное колесо, содержащее множество лопаток по любому из пп. 1-5.
7. Турбомашина, включающая в себя облопаченное колесо по п. 6.
8. Турбомашина, включающая в себя облопаченное колесо по п. 6 в турбине низкого давления.
9. Способ изготовления лопатки, содержащей расположенные последовательно хвостовик, перо и венец, при этом наружная поверхность лопатки образована стороной всасывания и стороной нагнетания, отличающийся тем, что включает следующие этапы:
а) создают первую поверхность, выбранную из стороны нагнетания и стороны всасывания, таким образом, чтобы каждая точка первой поверхности имела нормаль, образующую острый угол или прямой угол относительно направления, называемого первым направлением изготовления; и
b) создают стенки полок хвостовика и венца лопатки таким образом, чтобы каждая из указанных стенок полок была образована частью на стороне нагнетания, предусмотренной на стороне нагнетания, и частью на стороне всасывания, предусмотренной на стороне всасывания, при этом указанные части сходятся на гребнеобразной кривой, проходящей от входного края до выходного края стенки полки и проходящей через перо,
причем каждая точка на первой поверхности и каждая точка тех указанных частей стенок полок хвостовика и венца, которые расположены с той же стороны, что и первая поверхность, имеет нормаль, образующую острый угол или прямой угол относительно первого направления изготовления,
при этом используют предварительно выбранный образец.
10. Способ по п. 9, в котором на этапе b) одну из указанных стенок полок создают из гребнеобразной кривой, которую получают смещением или поступательным перемещением пространственной кривой.
11. Способ по п. 10, в котором на этапе b) пространственную кривую создают таким образом, чтобы она пересекала насквозь теоретическую поверхность пера.
12. Способ по п. 9, в котором на этапе b) одну из указанных стенок полок создают таким образом, что пограничная кривая, определяющая границу указанной стенки полки на стороне нагнетания, по существу совпадала с пограничной кривой, определяющей границу указанной стенки полки на стороне всасывания, при игнорировании поворота на 360°/N.
13. Способ по п. 9, в котором на этапе b) по меньшей мере одну из указанных частей одной из указанных стенок полок получают смещением отрезка прямой, который перемещается при его прилегании к двум кривым.
14. Способ изготовления лопатки, в котором первую сторону лопатки изготавливают с использованием способа по п. 9, при этом способ дополнительно включает следующие этапы:
с) создают вторую поверхность, выбранную из стороны нагнетания и стороны всасывания, отличную от первой поверхности, таким образом, чтобы каждая точка второй поверхности имела нормаль, образующую острый угол или прямой угол относительно направления, называемого вторым направлением изготовления; и при этом на этапе b) стенки полок хвостовика и венца создают таким образом, чтобы каждая точка стенок полок хвостовика и венца, расположенная с той же стороны, что и вторая поверхность, имела нормаль, образующую острый угол или прямой угол относительно второго направления изготовления, при этом используют предварительно выбранный образец.
15. Способ по п. 14, в котором первое и второе направления изготовления являются идентичными.
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВОЗОБНОВЛЯЕМОЙ ЭНЕРГИИ | 2005 |
|
RU2293212C1 |
| Ретранслятор сообщений | 1990 |
|
SU1734227A1 |
| US 4602412 A1, 29.07.1986 | |||
| ЛОПАТКА РОТОРА ТУРБОМАШИНЫ И ТУРБОМАШИНА, СОДЕРЖАЩАЯ ТАКУЮ ЛОПАТКУ | 2013 |
|
RU2587802C2 |

