Изобретение относится к трубе высокого давления, содержащей внутреннюю облицовку, внешний слой покрытия и армирующий слой, расположенный между внутренней облицовкой и внешним слоем покрытия, причем упомянутый армирующий слой содержит спирально намотанные полосы, каждая из которых содержит матрицу и волокна, заделанные в матрицу, причем упомянутые волокна содержат скрученные высокопрочные нити.
Такая труба высокого давления, в целом, известна, например, из публикации WO-A-2013/131972. Спирально намотанные армирующие элементы в виде полос упомянутой трубы предшествующего уровня техники могут содержать углеродные волокна, состоящие из большого количества тонких нитей. Углеродные волокна имеют ряд преимуществ; например, такие волокна являются в значительной степени неуязвимыми в отношении агрессивных веществ, таких как H2S, которые присутствуют в сырой нефти. Кроме того, углеродные волокна имеют высокую прочность на растяжение и высокий модуль упругости. Такие свойства обеспечивают трубы, о которых идет речь, способностью выдерживать высокие давления, до 200 бар или выше. Углеродные волокна, как таковые, однако, являются проблематичными в отношении обработки. Нити имеют высокую жесткость и твердость, что затрудняет заделку таких волокон непосредственно в стенку трубы. С целью облегчения обработки углеродных волокон они могут быть пропитаны матричным материалом и затем собраны таким образом, чтобы образовать армирующие углеродные элементы, например, в виде полос.
Из-за того обстоятельства, что углеродные нити заделаны внутрь, и тем самым, связаны друг с другом материалом матрицы, армирующие элементы проявляют относительно высокую жесткость при изгибе. Эта относительно высокая изгибная жесткость волокон не способствует проведению операций намотки, которая, например, применяется при производстве труб высокого давления. Это означает, что в процессе изготовления труб высокого давления, рассматриваемые армирующие элементы должны иметь довольно ограниченную толщину, с тем, чтобы ограничить их изгибную жесткость, и с тем, чтобы быть способными наматывать волокна вокруг внутренней облицовки. В случае тонких армирующих полос это означает, что вокруг внутренней облицовки наматывается относительно большое количество полос с тем, чтобы обеспечить требуемую прочность и жесткость стенки трубы.
Процесс намотки нескольких слоев полос с заделанными волокнами является, однако, сложным и отнимает много времени. Было бы предпочтительнее завершить процесс намотки с ограниченным количеством полос, предпочтительно, двумя противоположно намотанными полосами. Количество и толщина волокон в каждой из этих полос затем должны быть увеличены. Однако жесткость полученных таким образом полос будет серьезно ограничивать возможность их намотки вокруг внутренней облицовки. Более того, сама труба была бы довольно жесткой в отношении изгиба, из-за чего практически невозможно намотать трубу на катушку.
Следовательно, задачей изобретения является обеспечение трубы высокого давления упомянутого выше типа, которая может быть изготовлена из ограниченного числа полос, и которая по-прежнему имеет преимущества, связанные с высокопрочными волокнами. Дополнительной задачей является обеспечение такой трубы, которую можно намотать на катушку ограниченного радиуса. Эта задача достигается тем, что нити волокна представляют собой аппретированные нити, полученные посредством воздействия на нити операции аппретирования, прежде чем скручивать их вместе на этапе образования волокон.
Операция аппретирования нитей имеет преимущество в том, что она позволяет некоторое смещение между соседними волокнами, в отличие от нитей, которые жестко приклеены друг к другу через жесткую матрицу, такую как отвержденная смола. Нити скручиваются с тем, чтобы образовать волокно, возможно, при наличии дополнительного материала, который способствует сцеплению скрученного нитевидного пучка. Нити должны по-прежнему иметь возможность смещаться относительно друг друга в волокне, что позволяет сгибать волокно даже в том случае, если толщина волокна и, следовательно, количество скрученных нитей в волокне является относительно высоким.
Операция аппретирования хорошо известна, как таковая, в области текстильного материала. Операция аппретирования подразумевает, например, использование аппретирующих веществ или химических веществ, таких как жидкие смолы, масляные и восковые материалы.
Предпочтительно, нити представляют собой непропитанные нити. Как правило, волокна имеют толщину 4-100 мкм, или 4-50 мкм, или 4-10 мкм. Предпочтительно, нити представляют собой углеродные нити. При желании, нити покрываются гибким покрытием, например, каучукоподобным покрытием. Как правило, нити имеют длину, которая имеет тот же порядок величины, что и длина волокна, содержащего упомянутые нити.
Изобретение, кроме того, относится к способу изготовления трубы высокого давления, включающему этапы, при которых:
- предоставляют высокопрочные нити;
- аппретируют упомянутые высокопрочные нити;
- скручивают аппретированные высокопрочные нити с тем, чтобы образовать волокна;
- заделывают волокна в матрицу с тем, чтобы образовать полосу;
- предоставляют трубчатую внутреннюю облицовку;
- спирально наматывают полосы друг на друга и с противоположным углом намотки вокруг внутренней облицовки;
- предоставляют наружное покрытие поверх спирально намотанных полос.
Нити, предпочтительно, представляют собой непропитанные нити, и предпочтительно, на этапе заделки волокон в матрицу, непропитанное состояние нитей волокон сохраняется. Непропитанные волокна представляют собой волокна, которые не пропитаны матричным материалом или другими материалами, которые делают волокна прилипшим друг к другу таким образом, что возможно отсутствие или почти отсутствие относительных смещений. Таким образом, можно обеспечить, чтобы нити в непропитанном волокне могли выполнять относительные смещения в отношении друг друга с тем, чтобы поддерживать определенную податливость изгибу волокон. Кроме того, предпочтительно, волокна и матрицу выбирают из материалов, которые исключают или препятствуют адгезии между упомянутыми волокнами и упомянутой матрицей. Отсутствие (сильной) адгезии между волокнами и окружающей матрицей также способствует податливости полос к изгибу, что делает дополнительно возможным наматывание полос на относительно небольшой радиус.
Возможно, волокна перед их заделкой в матрицу могут быть погружены в смесь с тем, чтобы покрыть упомянутые волокна каучукоподобным веществом.
Далее изобретение будет описано со ссылкой на варианты осуществления, показанные на чертежах.
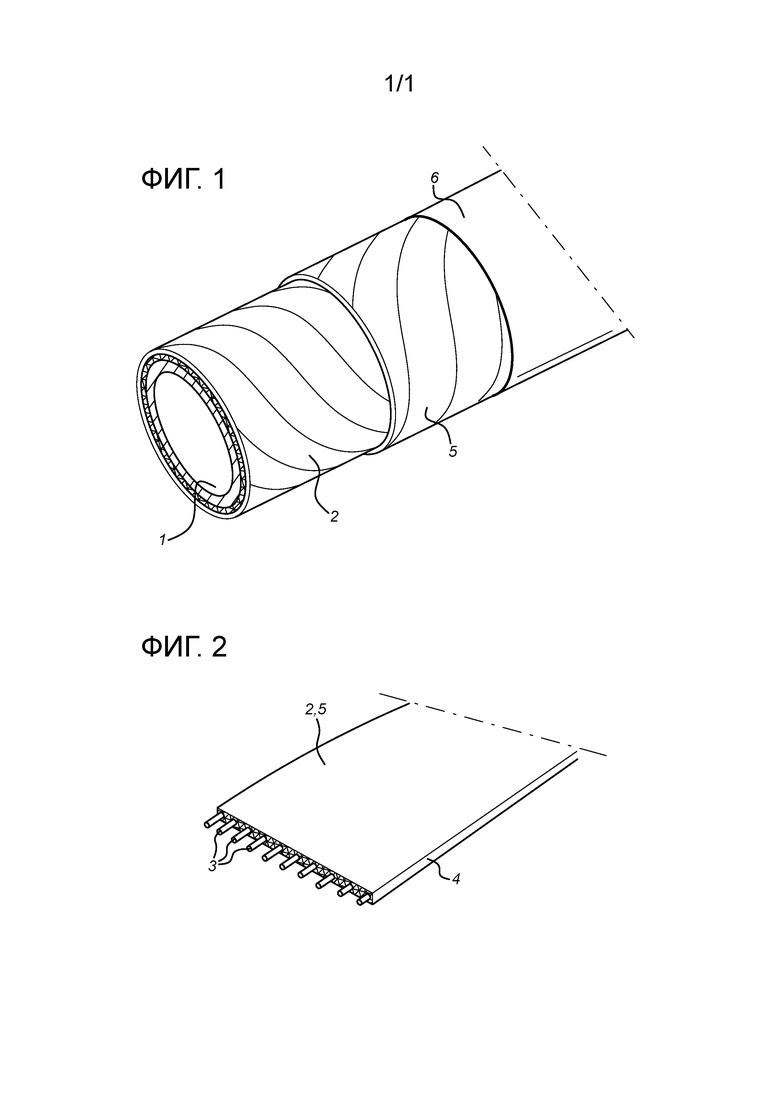
Фиг.1 показывает вид в перспективе и в разрезе трубы высокого давления.
Фиг.2 показывает вид в перспективе на армированную полосу для трубы.
Труба, показанная на фиг.1, состоит из внутренней облицовки 1, вокруг которой прежде всего спирально намотана армирующая полоса 2. Затем, на упомянутую первую армирующую полосу 2 спирально намотана вторая армирующая полоса 5 с противоположным углом намотки. Затем, внешний слой 6 покрытия нанесен на вторую спирально намотанную армирующую полосу 5.
Каждая армирующая полоса 2, 5 состоит из тела 4 матричного материала и волокон 3, заделанных в тело 4 матричного материала. Волокна 3 состоят из углеродных нитей, которые скручены друг с другом. Эти волокна были подвергнуты операции аппретирования, и, кроме того, они не пропитаны матричным материалом 4. В результате волокна обладают относительно высокой податливостью на изгиб. Из-за того обстоятельства, что волокна 3 не прилипают к окружающему телу 4 матричного материала, сама армирующая полоса также обладает относительно высокой податливостью на изгиб.
В результате армирующие полосы 2, 5 могут быть намотаны с относительно небольшим радиусом вокруг внутренней облицовки. Этот относительно небольшой радиус изгиба может даже быть получен, в случае если волокна 3 имеют относительно большую толщину и, следовательно, относительно большое количество скрученных углеродных волокон. Это означает, что ограниченного числа, в частности только двух, армирующих полос 2, 5 будет достаточно для изготовления трубы с высокой устойчивостью к внутренним давлениям. Кроме того, сама труба будет сочетать относительно высокую жесткость и прочность против внутренних избыточных давлений с относительно низкой податливостью на изгиб. Таким образом, такая труба подходит для намотки на катушку, что значительно упрощает производство и транспортировку труб.
Список ссылочных позиций
1. Внутренняя облицовка
2. Первая армирующая полоса
3. Волокна
4. Тело матричного материала
5. Вторая армирующая полоса
6. Слой покрытия.
В то время как изобретение было описано со ссылкой к примерам осуществления, оно будет понятно специалистам в данной области техники, что различные изменения могут быть сделаны и эквиваленты могут быть заменены для его элементов без отхода от объема изобретения. Кроме того, многие модификации могут быть сделаны для адаптации к конкретной ситуации или материалам изобретения без отступления от существенной его области. Поэтому, подразумевается, что изобретение не ограничивается раскрытыми конкретными и/или предпочтительными вариантами осуществления, а что настоящее изобретение включает в себя все варианты осуществления, попадающие в пределы объема прилагаемой формулы изобретения.
Труба высокого давления содержит внутреннюю облицовку (1), внешний слой покрытия (6) и армирующий слой (2, 5), расположенный между внутренней облицовкой и внешним слоем покрытия. Армирующий слой имеет спирально намотанные полосы (2, 5), каждая из которых содержит матрицу (4) и волокна (3), заделанные в матрицу; волокна состоят из множества скрученных высокопрочных нитей. С целью обеспечения относительно высокой податливости к изгибу, нити волокна представляют собой аппретированные нити, полученные путем воздействия на нити при операции аппретирования. 3 н. и 13 з.п. ф-лы, 2 ил.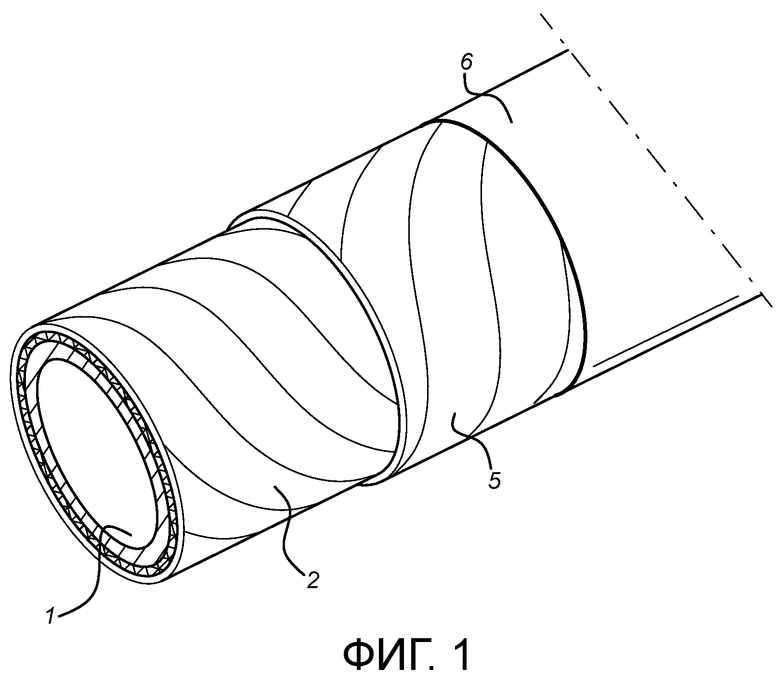
1. Труба высокого давления, содержащая внутреннюю облицовку (1), внешний слой покрытия (6) и армирующий слой (2, 5), расположенный между внутренней облицовкой и внешним слоем покрытия, причем армирующий слой содержит первую спирально намотанную полосу (2) и вторую спирально намотанную полосу (5), намотанную в противоположном направлении, чем первая спирально намотанная полоса (2), причем каждая полоса (2, 5) содержит матрицу (4) и единственный ряд волокон (3), заделанных в матрицу, причем волокна содержат скрученные высокопрочные нити, при этом нити волокна являются аппретированными нитями, полученными путем воздействия на нити при операции аппретирования.
2. Труба высокого давления по п.1, в которой нити являются непропитанными нитями.
3. Труба высокого давления по п.1 или 2, в которой нити имеют толщину 4-100 мкм.
4. Труба высокого давления по любому из предшествующих пунктов, в которой нити являются углеродными нитями.
5. Труба высокого давления по любому из предшествующих пунктов, в которой нити покрыты гибким покрытием.
6. Труба высокого давления по п.5, в которой гибкое покрытие содержит каучукоподобное покрытие.
7. Труба высокого давления по любому из предшествующих пунктов, в которой нити имеют длину, которая имеет тот же порядок величины, что и длина волокна, содержащего нити.
8. Труба высокого давления по любому из предшествующих пунктов, в которой армирующий слой содержит только две противоположно навитые спиральные полосы (2, 5).
9. Труба высокого давления по любому из предшествующих пунктов, в которой между нитями волокна отсутствует матричный материал.
10. Способ изготовления трубы высокого давления, содержащий этапы, при которых:
- предоставляют высокопрочные нити;
- аппретируют высокопрочные нити;
- скручивают аппретированные высокопрочные нити с образованием волокон (3),
- заделывают волокна в матрицу (4) для образования полосы (2, 5) единственного ряда волокон, заделанных в матрицу,
- предоставляют трубчатую внутреннюю облицовку (1);
- спирально наматывают полосы (2, 5) поверх друг на друга и с противоположным углом намотки вокруг внутренней облицовки (1);
- предоставляют наружное покрытие (6) поверх спирально намотанных полос (2, 5).
11. Способ по п.10, в котором нити являются непропитанными нитями.
12. Способ по п.11, в котором во время этапа заделки волокон (3) в матрицу (4) непропитанное состояние нитей волокон сохраняется.
13. Способ по любому из пп. 10-12, в котором волокна и матрицу (4) выбирают из материалов, которые исключают или препятствуют адгезии между волокнами (3) и матрицей (4).
14. Способ по любому из пп. 10-13, в котором волокна перед их заделкой в матрицу погружают в смесь для покрытия волокон каучукоподобным веществом.
15. Способ по любому из пп. 10-14, в котором нити волокна расположены рядом друг с другом без помещения матричного материала между упомянутыми нитями.
16. Полоса (2, 5) для использования в способе по любому из пп. 10-15, содержащая матрицу (4) и единственный ряд волокон (3), заделанных в матрицу, причем волокна содержат скрученные высокопрочные нити, причем нити волокна представляют собой аппретированные нити, полученные путем воздействия на непропитанные нити при операции аппретирования.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Гибкий трубопровод | 1988 |
|
SU1738101A3 |
| ГИБКИЙ ПОЛЫЙ ТРУБОПРОВОД, СОДЕРЖАЩИЙ ПОЛУЮ ГЕРМЕТИЧНУЮ ОБОЛОЧКУ ИЗ СШИТОГО ПОЛИЭТИЛЕНА, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2073612C1 |
| Устройство для равнения кромок ткани при сборке заготовок сердечников транспортерных лент | 1959 |
|
SU125668A1 |

