Область техники
Настоящее изобретение относится к опорному элементу полого бака, и, в частности, оно относится к опорному элементу полого бака и способу получения полого бака; изобретение принадлежит к области технологии производства топливных баков.
Предыдущий уровень техники
Существующие обыкновенные пластиковые топливные баки в течение срока своей службы могут выдерживать внутреннее давление в диапазоне от -2 кПа до 6 кПа, но по мере развития автомобильных технологий в некоторых особых случаях, в частности в случае автомобилей с гибридными двигателями, для пластикового топливного бака требуется более высокая допустимая нагрузка в отношении давления, при этом диапазон внутреннего давления, которое он должен выдерживать, увеличивается до диапазона от -15 кПа до 40 кПа. В этом случае конструктивной прочности обыкновенных пластиковых топливных баков совершенно недостаточно для удовлетворения новых требований к выдерживаемому давлению: они легко деформируются и трескаются, что приводит к утечке топлива и потенциально может вызвать опасность серьезной аварии. Для повышения конструктивной прочности обыкновенного пластикового топливного бака из предшествующего уровня техники известен способ, в котором снаружи топливный бак обматывают сеточной конструкцией, но такая конструкция позволяет только ограничить деформации бака, вызванные повышением внутреннего давления и вздутием, и не может поддерживать форму бака при деформации конструкции, вызванной сжатием бака внутрь, когда внутренняя часть бака подвергается отрицательному давлению. Другой распространенный способ повышения прочности полых баков состоит в том, что внутри полого бака располагают несколько колонн; эти колонны соединяют верхнюю и нижнюю внутренние стенки полого бака; колонны в середине часто содержат металлические детали, что обеспечивает достаточно высокую прочность колонн и позволяет баку выдерживать достаточно высокое давление. Эти содержащие металлические детали колонны характеризуются высокой себестоимостью производства и требуют противостатической обработки; кроме того, в середине колонн находится металл, прочность которого превышает прочность частей, присоединенных на обоих концах, в результате чего части, присоединенные на обоих концах колонны, легко выходят из строя. Кроме того, металл обладает высокой плотностью, что значительно увеличивает вес полого бака. Специалисты в данной области техники постоянно пытаются найти новые способы, но для этой проблемы еще не было найдено подходящего решения.
Суть изобретения
С целью решения проблем существующих аналогов, известных из уровня техники, согласно настоящему изобретению предложен опорный элемент полого бака и способ получения полого бака, конструкция которого может противостоять деформациям, возникающим под действием высокого избыточного давления или сравнительно низкого разрежения, и повышать общую стабильность формы изделия; в то же время эта опорная конструкция характеризуется применением малого количества материала, легким весом и низкой себестоимостью.
Для осуществления вышеуказанной цели согласно настоящему изобретению предложены следующие технические решения: опорный элемент полого бака, при этом указанный опорный элемент содержит опорную часть и опорные торцевые части, расположенные на двух торцах опорной части; указанные опорные торцевые части снабжены ступенчатыми переходными элементами для соединения с опорной частью.
В качестве усовершенствования настоящего изобретения указанная опорная часть выполнена в виде полой конструкции.
В качестве усовершенствования настоящего изобретения указанная опорная часть содержит опорные основные части и основания.
В качестве усовершенствования настоящего изобретения указанная опорная основная часть выполнена в виде цилиндрической конструкции или в виде гофрированного в средней части цилиндра.
В качестве усовершенствования настоящего изобретения указанные основания выполнены круглой, или овальной, или квадратной формы, при этом указанные основания снабжены отверстиями основания. По краю на одинаковом расстоянии расположены сквозные отверстия; при соединении с опорными торцевыми частями сквозь эти сквозные отверстия может проходить частично расплавленный материал на опорных торцевых частях, и после охлаждения материала формируется вытянутая конструкция, и таким образом еще больше повышается прочность соединения между опорными торцевыми частями и опорной частью.
В качестве усовершенствования настоящего изобретения указанные опорные торцевые части имеют круглую, или овальную, или квадратную торцевую поверхность, при этом указанная торцевая поверхность снабжена выступающими элементами; на участке указанной торцевой поверхности для соединения с опорной частью выполнена ступенчатая конструкция опорной торцевой части.
В качестве усовершенствования настоящего изобретения на участках соединения торцов указанной опорной основной части с опорными торцевыми частями выполнена ступенчатая конструкция опорной части; указанная ступенчатая конструкция опорной части сопряжена со ступенчатой конструкцией опорных торцевых частей с образованием ступенчатых переходных элементов. С обеих сторон опорной части в местах соединения с опорными торцевыми частями находятся радиально проходящие «ступенчатые» края, которые сопряжены со «ступенчатыми» конструкциями на опорных торцевых частях; указанная опорная часть может изготавливаться из пластика, например из POM, HDPE, PA, РРА, РВТ, PPS, PEEK, и нержавеющей стали, а опорные торцевые части также могут быть изготовлены из пластика, например из HDPE.
В качестве усовершенствования настоящего изобретения указанная опорная основная часть снабжена пазами; указанные пазы выполнены V-образными, U-образными или полукруглыми; указанная опорная основная часть ближе к торцам снабжена отверстиями. Это обеспечивает возможность попадания жидкости в полый бак и ее вытекания из него, поэтому жидкость внутри полого бака занимает очень незначительное пространство. В полом цилиндре можно выполнить несколько отверстий, проходящих сквозь цилиндр. Конструкция полого цилиндра с пазами и сквозными отверстиями может обеспечить то, что при падении бака место расположения пазов и сквозных отверстий является точкой концентрации напряжения и поэтому разламывается первым, что позволяет избежать трещин в месте соединения опорной конструкции со стенкой бака и сохранить целостность стенок бака. Разрушение стенки бака приведет к утечке топлива, находящегося внутри, и может легко возникнуть опасность серьезной аварии.
Способ формирования полого бака с опорным элементом, характеризующийся тем, что способ включает следующее:
1) подачу материала в виде двух заготовок в устройство пресс-формы;
2) задвигание приспособления с матрицей предварительного формования между половинами пресс-формы;
3) закрывание половинами пресс-формы матрицы предварительного формования после завершения подачи материала; осуществление внутри выдувного формования под высоким давлением с предварительным формованием корпуса;
4) раскрывание формы по окончании определенного времени предварительного выдувного формования;
5) отведение приспособления с матрицей предварительного формования с одновременным размещением устройства встраивания опорного элемента в заданном положении между половинами пресс-формы;
6) присоединение устройством встраивания опорного элемента торцевой поверхности соединительной части на одной стороне вставляемой внутрь конструкции в заданном месте на заготовке;
7) отведение устройства встраивания опорного элемента;
8) повторное закрывание пресс-формы; присоединение торцевой поверхности соединительной части на другой стороне вставляемой внутрь конструкции в заданном месте на заготовке с другой стороны;
9) окончательное формование полого бака путем вдувания воздуха под высоким давлением;
10) раскрывание формы и извлечение изделия.
В качестве усовершенствования настоящего изобретения вставляемая внутрь конструкция, применяемая на указанном этапе 6), содержит опорный элемент и элемент в виде брызгоотражателя; при прикреплении опорного элемента посредством устройства встраивания опорного элемента к внутренним стенкам полого бака торцевую поверхность соединительной части на каждой стороне опорного элемента молено сначала предварительно нагреть для обеспечения ее надлежащего соединения с внутренней стенкой полого бака.
По сравнению с существующими аналогами, известными из уровня техники, настоящее изобретение обладает следующими преимуществами: 1) опорная часть опорного элемента полого бака выполнена полой цилиндрической конструкции; такая конструкция может в течение длительного времени выдерживать внешнее давление без деформации, а также такая конструкция легко формуется и имеет достаточно низкие требования к набору инструментов формования, что позволяет сократить время и себестоимость работы; 2) по периметру цилиндрической опорной основной части выполнены пазы, эти пазы выполнены V-образными, U-образными или полукруглыми; кроме того, указанная опорная часть, в местах ближе к двум торцам, снабжена отверстиями; это обеспечивает возможность попадания жидкости в полый бак и ее вытекания из него, поэтому жидкость внутри полого бака занимает очень незначительное пространство; в полом цилиндре можно выполнить несколько отверстий, проходящих сквозь цилиндр; конструкция полого цилиндра с пазами и сквозными отверстиями может обеспечить то, что при падении бака место расположения пазов и сквозных отверстий является точкой концентрации напряжения и поэтому разламывается первым, что позволяет избежать трещин в месте соединения опорной конструкции со стенкой бака и сохранить целостность стенок бака; разрушение стенки бака приведет к утечке топлива, находящегося внутри, и может легко возникнуть опасность серьезной аварии; 3) с обеих сторон опорной части в местах соединения с опорными торцевыми частями находятся радиально проходящие «ступенчатые» края, которые сопряжены со «ступенчатыми» конструкциями на опорных торцевых частях; по краю на одинаковом расстоянии расположены сквозные отверстия; при соединении с опорными торцевыми частями сквозь эти сквозные отверстия может проходить частично расплавленный материал на опорных торцевых частях, и после охлаждения материала формируется вытянутая конструкция, и таким образом еще больше повышается прочность соединения между опорными торцевыми частями и опорной частью; 4) это техническое решение обладает сравнительно низкой себестоимостью и может найти широкое применение.
Описание графических материалов
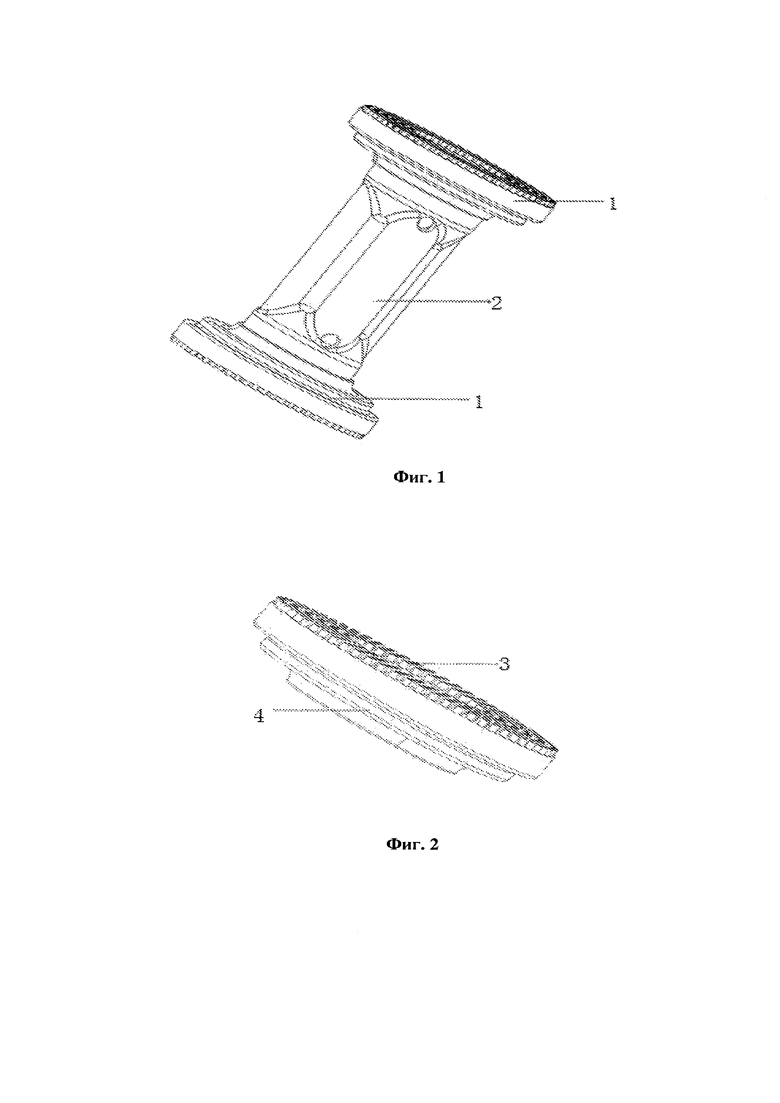
Фиг. 1 представляет собой схематическое изображение опорной конструкции согласно настоящему изобретению;
фиг. 2 представляет собой схематическое изображение конструкции опорных торцевых частей согласно настоящему изобретению;
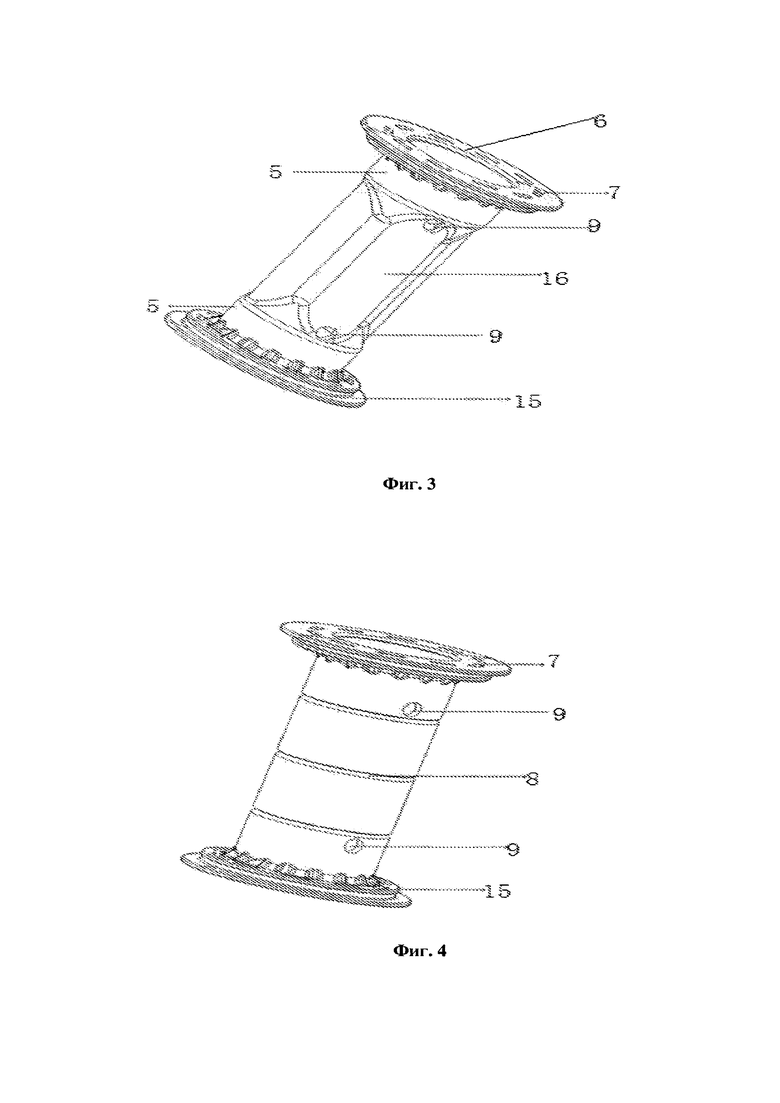
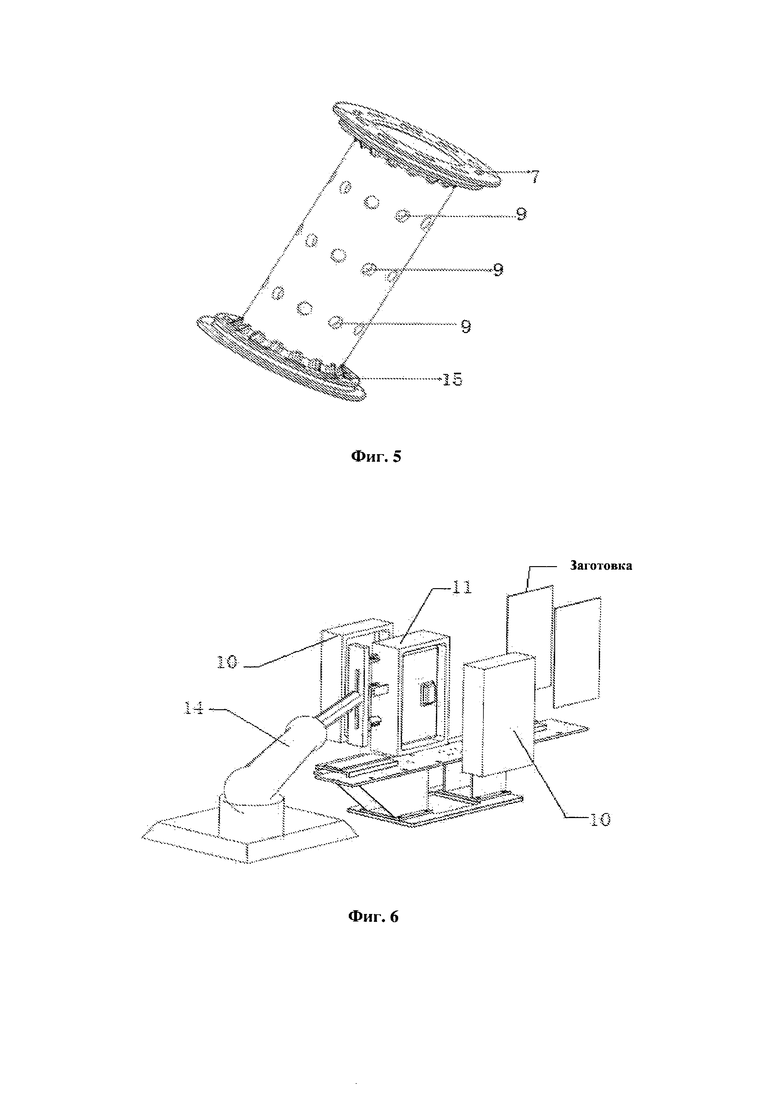
фиг. 3-5 представляют собой разные схематические изображения конструкции опорной части;
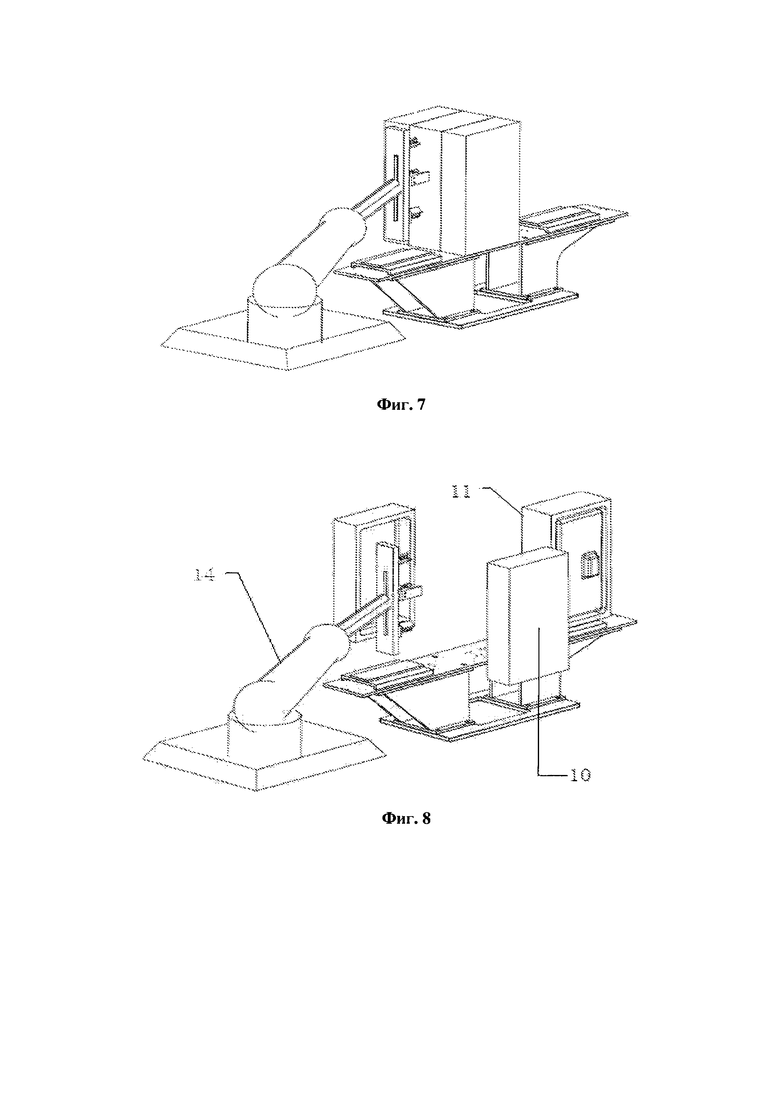
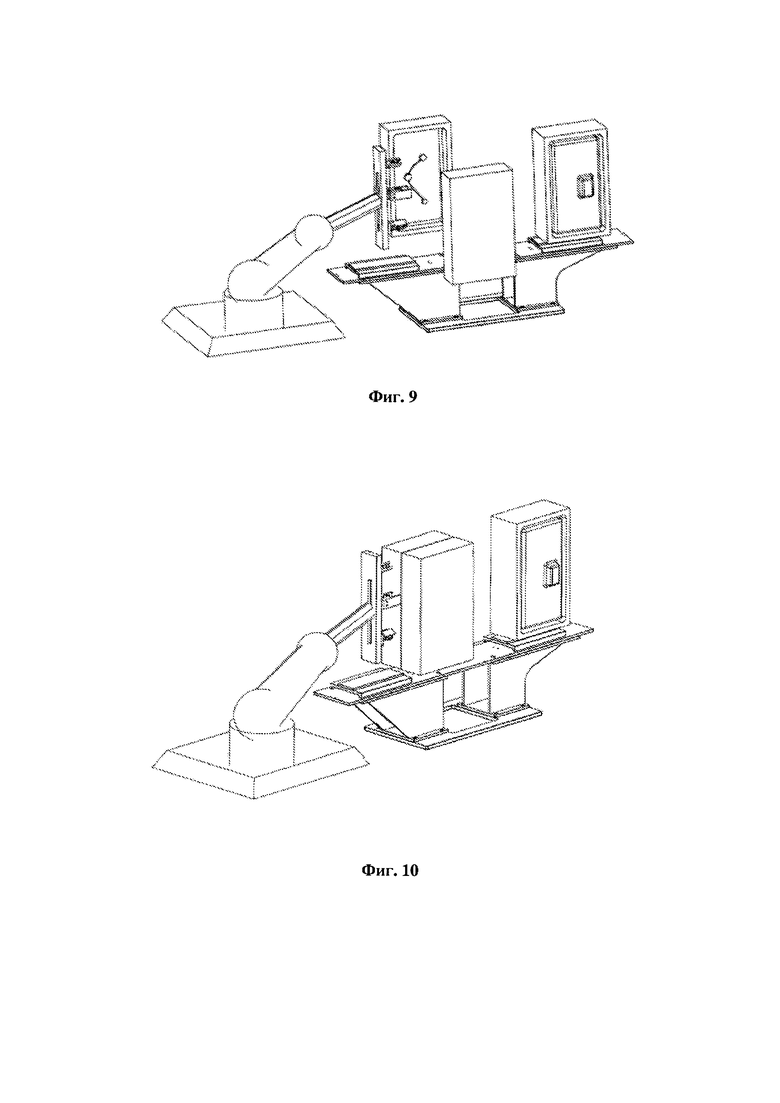
на фиг. 6-10 схематически показан процесс производства из двух заготовок.
На фигурах: 1 - опорная торцевая часть; 2 - опорная часть; 3 - выступающий элемент; 4 - ступенчатая конструкция опорной торцевой части; 5 - опорная основная часть; 6 - основание; 7 - отверстие основания; 8 - паз; 9 - отверстие; 10 - половина пресс-формы; 11 - матрица предварительного формования, 14 -устройство встраивания опорного элемента; 15 - ступенчатая конструкция опорной части; 16 - гофрированный в средней части цилиндр.
Конкретные варианты осуществления
Для более глубокого понимания настоящего изобретения далее приведено более подробное описание настоящего изобретения на основании его вариантов осуществления.
Вариант осуществления 1
На фиг. 1-5 показан опорный элемент полого бака; указанный опорный элемент содержит опорную часть 2 и опорные торцевые части 1, расположенные на двух торцах опорной части; указанные опорные торцевые части снабжены ступенчатыми переходными элементами для соединения с опорной частью; указанная опорная часть 2 выполнена в виде полой конструкции; указанная опорная часть содержит опорные основные части 5 и основания 6; указанные опорные торцевые части 1 имеют круглую, или овальную, или квадратную торцевую поверхность, при этом указанная торцевая поверхность снабжена выступающими элементами 3; количество выступающих элементов и размер поперечного сечения каждого выступающего элемента определяются в соответствии с фактическими требованиями к прочности соединения. Такая конструкция позволяет просто и быстро присоединять опорные торцевые части к стенкам корпуса, а также использовать для изделия минимальное количество материала с обеспечением соединения высокой прочности, что позволяет достичь цели, состоящей в улучшенных характеристиках при низкой себестоимости и малом весе. В этом техническом решении опорная часть выполнена в виде полой конструкции и характеризуется легким весом, устойчивостью конструкции, применением малого количества материала и возможностью противостоять деформациям, возникающим под действием высокого избыточного давления или низкого разрежения.
Вариант осуществления 2
Как показано на фиг. 3, в качестве усовершенствования настоящего изобретения указанная опорная основная часть 5 выполнена в виде цилиндрической конструкции или в виде гофрированного в средней части цилиндра. Такая конструкция может в течение длительного времени выдерживать внешнее давление без деформации, а также такая конструкция легко формуется и имеет достаточно низкие требования к набору инструментов формования, что позволяет сократить время и себестоимость работы.
Вариант осуществления 3
Как показано на фиг. 3, в качестве усовершенствования настоящего изобретения указанные основания 6 выполнены круглой, или овальной, или квадратной формы, при этом указанные основания снабжены отверстиями 7 основания. По краю на одинаковом расстоянии расположены сквозные отверстия; при соединении с опорными торцевыми частями сквозь эти сквозные отверстия может проходить частично расплавленный материал на опорных торцевых частях, и после охлаждения материала формируется вытянутая конструкция, и таким образом еще больше повышается прочность соединения между опорными торцевыми частями и опорной частью.
Вариант осуществления 4
Как показано на фиг. 3, в качестве усовершенствования настоящего изобретения на участке указанной торцевой поверхности для соединения с опорной частью выполнена ступенчатая конструкция 4 опорной торцевой части; на участках соединения торцов указанной опорной основной части с опорными торцевыми частями выполнена ступенчатая конструкция 15 опорной части; указанная ступенчатая конструкция опорной части сопряжена со ступенчатой конструкцией опорных торцевых частей с образованием ступенчатых переходных элементов. С обеих сторон опорной части в местах соединения с опорными торцевыми частями находятся радиально проходящие «ступенчатые» края, которые сопряжены со «ступенчатыми» конструкциями на опорных торцевых частях. Такая конструкция позволяет не только увеличить поверхность контакта между опорными торцевыми частями и опорной частью, но и экономить материал для изделия; опорные торцевые части посредством технологии литьевого формования расположены с двух сторон опорной части. Такая конструкция позволяет повысить прочность соединения между опорными торцевыми частями и опорной частью, а также снизить вес изделия.
Вариант осуществления 5
Как показано на фиг. 4, в качестве усовершенствования настоящего изобретения указанная опорная основная часть снабжена пазами 8; указанные пазы выполнены V-образными, U-образными или полукруглыми; указанная опорная основная часть ближе к торцам снабжена отверстиями 9. Это обеспечивает возможность попадания жидкости в полый бак и ее вытекания из него, поэтому жидкость внутри полого бака занимает очень незначительное пространство. В полом цилиндре можно выполнить несколько отверстий, проходящих сквозь цилиндр, см. фиг. 5. Конструкция полого цилиндра с пазами и сквозными отверстиями может обеспечить то, что при падении бака место расположения пазов и сквозных отверстий является точкой концентрации напряжения и поэтому разламывается первым, что позволяет избежать трещин в месте соединения опорной конструкции со стенкой бака и сохранить целостность стенок бака. Разрушение стенки бака приведет к утечке топлива, находящегося внутри, и может легко возникнуть опасность серьезной аварии. Указанная опорная часть может изготавливаться из пластика, например из POM, HDPE, РА, РРА, РВТ, PPS, PEEK, и нержавеющей стали, а опорные торцевые части также могут быть изготовлены из пластика, например из HDPE, что позволяет им лучше соединяться со стенками топливного бака.
Вариант осуществления 6
На фиг. 6-10 показан способ формирования полого бака с опорным элементом, при этом способ включает следующее:
1) подачу материала в виде двух заготовок в устройство пресс-формы, см. фиг. 6;
2) задвигание приспособления с матрицей предварительного формования между половинами пресс-формы, см. фиг. 7;
3) закрывание половинами 10 пресс-формы матрицы 11 предварительного формования после завершения подачи материала; осуществление внутри выдувного формования под высоким давлением с предварительным формованием корпуса, см. фиг. 7;
4) раскрывание формы по окончании предварительного выдувного формования, см. фиг. 8;
5) отведение приспособления с матрицей 11 предварительного формования с одновременным размещением устройства встраивания опорного элемента в заданном положении между половинами пресс-формы, см. фиг. 9;
6) присоединение устройством встраивания опорного элемента торцевой поверхности соединительной части на одной стороне вставляемой внутрь конструкции в заданном месте на заготовке, при этом движение вставляемой внутрь конструкции может осуществляться роботом, см. фиг. 9;
7) отведение устройства встраивания опорного элемента, см. фиг. 10;
8) повторное закрывание пресс-формы; присоединение торцевой поверхности соединительной части на другой стороне вставляемой внутрь конструкции в заданном месте на заготовке с другой стороны;
9) окончательное формование полого бака путем вдувания воздуха под высоким давлением;
10) раскрывание формы и извлечение изделия.
Вставляемая внутрь конструкция, применяемая на указанном этапе 6), содержит опорный элемент, элемент в виде брызгоотражателя и т.п.; при прикреплении опорного элемента посредством устройства встраивания опорного элемента к внутренним стенкам полого бака торцевую поверхность соединительной части на каждой стороне опорного элемента можно сначала предварительно нагреть для обеспечения ее надлежащего соединения с внутренней стенкой полого бака.
Согласно настоящему изобретению технические признаки вариантов осуществления 2, 3, 4 и 5 также могут комбинироваться с признаками варианта осуществления 1, образуя новые способы осуществления.
Необходимо отметить, что приведенные выше варианты осуществления вовсе не предназначены для ограничения объема защиты настоящего изобретения, и все тождественные модификации или замены, сделанные на основе указанных технических решений, также попадают в объем защиты, определяемый формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДУВНОГО ФОРМОВАНИЯ ИЗ ДВУХ ПЛАСТИН ПОЛЫХ ЕМКОСТЕЙ С ИСПОЛЬЗОВАНИЕМ ВСПОМОГАТЕЛЬНОЙ ПОЗИТИВНОЙ ФОРМЫ | 2013 |
|
RU2589162C2 |
| Гидравлический бак и способ изготовления гидравлического бака | 2016 |
|
RU2733586C1 |
| БАК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2104870C1 |
| СПОСОБ ВЫДУВНОГО ФОРМОВАНИЯ КОРПУСА ПОЛОГО БАКА С ВСТРОЕННЫМИ ВНУТРИ КОМПОНЕНТАМИ И УСТРОЙСТВО МАТРИЦ ПРЕДВАРИТЕЛЬНОГО ФОРМОВАНИЯ | 2009 |
|
RU2494867C2 |
| ПРОБКА ЗАЛИВНОЙ ГОРЛОВИНЫ ТОПЛИВНОГО БАКА АВТОМОБИЛЯ (2 ВАРИАНТА) | 2006 |
|
RU2312775C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО КОМПОЗИТНОГО БАКА | 2002 |
|
RU2233744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО БАКА | 2010 |
|
RU2525542C2 |
| ТОПЛИВНЫЙ БАК, СНАБЖЕННЫЙ ДАТЧИКОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО БАКА | 2009 |
|
RU2500549C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ПОЛОГО ТЕЛА, А ТАКЖЕ ПЛАСТМАССОВЫЙ СОСУД | 2006 |
|
RU2378116C1 |
| ПЛАСТИКОВЫЙ ТОПЛИВНЫЙ БАК, СОДЕРЖАЩИЙ ПЕРЕГОРОДКУ ДЛЯ СНИЖЕНИЯ ШУМА, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2514315C2 |
Изобретение относится к опорному элементу полого бака, и, в частности, оно относится к опорному элементу полого бака и способу получения полого бака; изобретение принадлежит к области технологии производства топливных баков. Опорный элемент полого бака содержит опорную часть (2) и опорные торцевые части (1), расположенные на двух торцах опорной части. Опорные торцевые части (1) снабжены ступенчатыми переходными элементами (4) для соединения с опорной частью (2). Опорная часть (2) выполнена в виде полой конструкции. Опорная часть (2) содержит опорные основные части (5) и основания (6). Опорная основная часть (5) выполнена в виде цилиндрической конструкции или в виде гофрированного в средней части цилиндра. Технический результат: создание опорного элемента полого бака и способа получения полого бака, конструкция которого может противостоять деформациям, возникающим под действием высокого избыточного давления или сравнительно низкого разрежения, и повышать общую стабильность формы изделия; в то же время эта опорная конструкция характеризуется применением малого количества материала, легким весом. 2 н. и 7 з.п. ф-лы, 10 ил.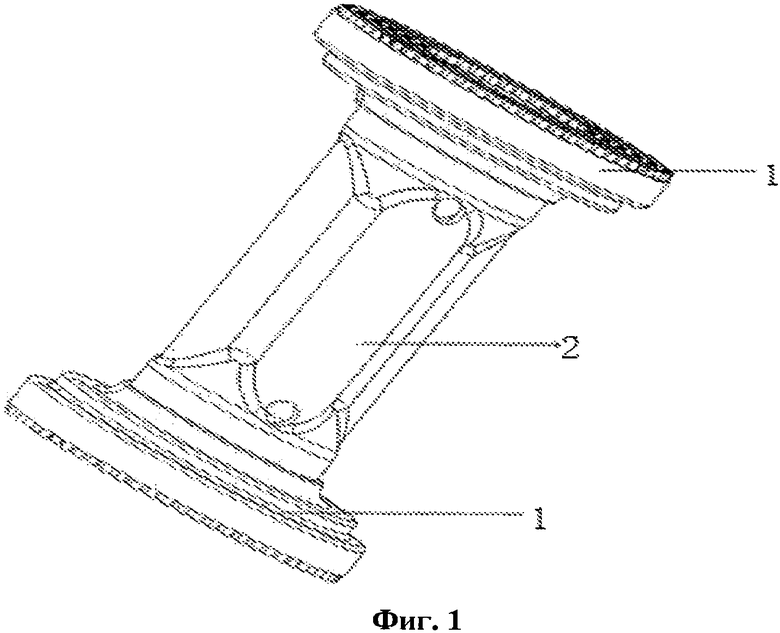
1. Опорный элемент полого бака, при этом указанный опорный элемент содержит опорную часть и опорные торцевые части, расположенные на двух торцах опорной части; указанные опорные торцевые части снабжены ступенчатыми переходными элементами для соединения с опорной частью.
2. Опорный элемент полого бака по п. 1, отличающийся тем, что указанная опорная часть выполнена в виде полой конструкции.
3. Опорный элемент полого бака по п. 1 или 2, отличающийся тем, что указанная опорная часть содержит опорные основные части и основания.
4. Опорный элемент полого бака по п. 3, отличающийся тем, что указанная опорная основная часть выполнена в виде цилиндрической конструкции или в виде гофрированного в средней части цилиндра.
5. Опорный элемент полого бака по п. 4, отличающийся тем, что указанные основания выполнены в виде круглой, или овальной, или квадратной, или любой другой формы, при этом указанные основания снабжены отверстиями основания.
6. Опорный элемент полого бака по п. 1 или 2, отличающийся тем, что указанные опорные торцевые части имеют круглую, или овальную, или квадратную торцевую поверхность, при этом указанная торцевая поверхность снабжена выступающими элементами; на участке указанной торцевой поверхности для соединения с опорной частью выполнена ступенчатая конструкция опорной торцевой части.
7. Опорный элемент полого бака по п. 6, отличающийся тем, что на участках соединения торцов указанной опорной основной части с опорными торцевыми частями выполнена ступенчатая конструкция опорной части; указанная ступенчатая конструкция опорной части сопряжена со ступенчатой конструкцией опорных торцевых частей с образованием ступенчатых переходных элементов.
8. Опорный элемент полого бака по п. 1 или 2, отличающийся тем, что указанная опорная основная часть снабжена пазами; указанные пазы выполнены V-образными, U-образными или полукруглыми; указанная опорная основная часть ближе к торцам снабжена отверстиями; указанная опорная часть выполнена из POM, HDPE, PA, PPA, PBT, PPS, PEEK или нержавеющего металла, а опорные торцевые части выполнены из HDPE.
9. Способ формирования полого бака с опорным элементом по любому из
пп. 1–8, отличающийся тем, что указанный способ включает:
1) подачу материала в виде двух заготовок в устройство пресс-формы;
2) задвигание приспособления с матрицей предварительного формования между половинами пресс-формы;
3) закрывание половинами пресс-формы матрицы предварительного формования после завершения подачи материала; осуществление внутри выдувного формования под высоким давлением с предварительным формованием корпуса;
4) раскрывание формы по окончании определенного времени предварительного выдувного формования;
5) отведение приспособления с матрицей предварительного формования с одновременным размещением устройства встраивания опорного элемента в заданном положении между половинами пресс-формы;
6) присоединение устройством встраивания опорного элемента торцевой поверхности соединительной части на одной стороне вставляемой внутрь конструкции в заданном месте на заготовке; при этом вставляемая внутрь конструкция содержит опорный элемент и элемент в виде брызгоотражателя; при этом при прикреплении опорного элемента посредством устройства встраивания опорного элемента к внутренним стенкам полого бака торцевую поверхность соединительной части на каждой стороне опорного элемента предварительно нагревают для обеспечения ее надлежащего соединения с внутренней стенкой полого бака;
7) отведение устройства встраивания опорного элемента;
8) повторное закрывание пресс-формы; присоединение торцевой поверхности соединительной части на другой стороне вставляемой внутрь конструкции в заданном месте на заготовке с другой стороны;
9) окончательное формование полого бака путем вдувания воздуха под высоким давлением;
10) раскрывание формы и извлечение изделия.
| CN 105538659 A, 04.05.2016 | |||
| US 6338420 B1, 15.01.2002 | |||
| CN 104884292 A, 02.09.2015 | |||
| ТОПЛИВНЫЙ БАК С ПОВЫШЕННОЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТЬЮ | 2012 |
|
RU2582504C2 |

