ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к деталям, сделанным из композиционного материала, содержащим твердое тело вместе с по меньшей мере одной платформой, присутствующей на одном из их концов. Такие детали в частности, но не исключительно, относятся к лопаткам турбинного двигателя, имеющим встроенную внутреннюю и/или наружную платформы для турбинного сопла или для набора направляющих лопаток компрессора.
Патентный документ WO 2013/079860 описывает создание лопатки турбинного двигателя из композиционного материала, имеющего интегрированные в нее внутреннюю и наружную платформы.
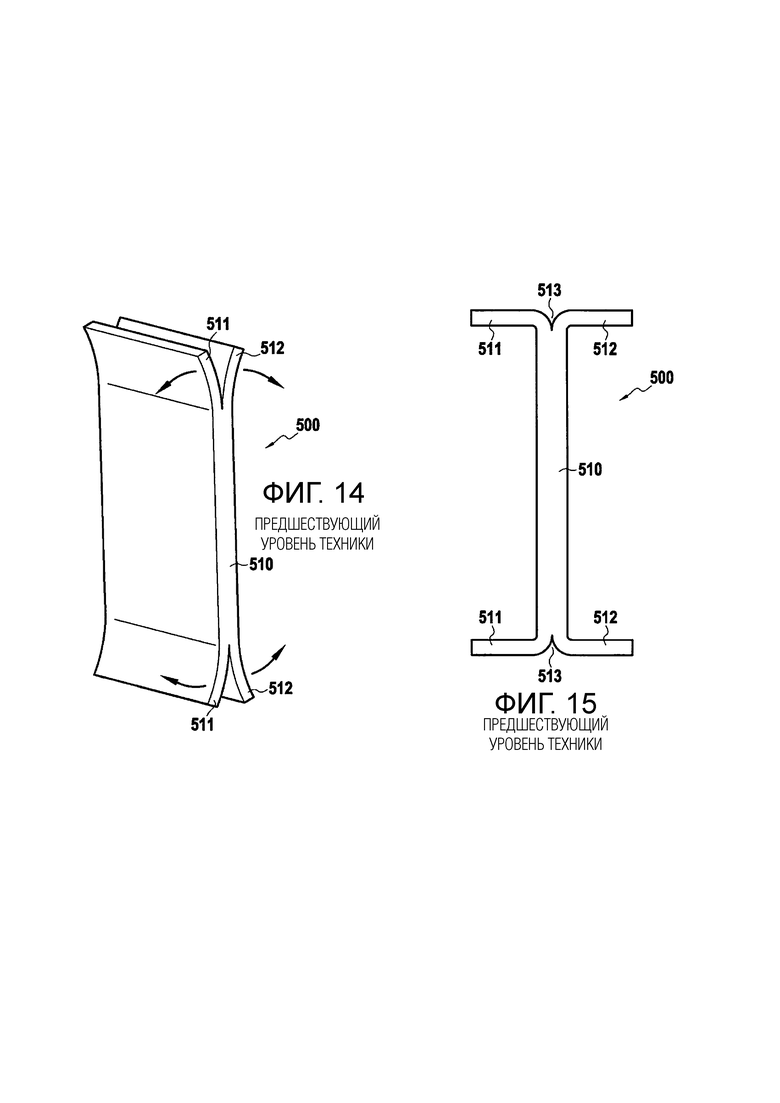
Как показано на Фиг. 14, лопатка с интегрированными в нее внутренней и наружной платформами делается из волоконной болванки 500 полученной с помощью трехмерного (3D) многослойного переплетения, например, с использованием нитей из волокон карбида кремния или углеродных волокон. Болванка 500 имеет часть 510, которая должна формировать аэродинамический профиль лопатки, и в которой все слои нитей являются взаимосвязанными. Эта волоконная болванка также включает в себя области несвязывания для обеспечения пары частей 511 и 512 на каждом из ее концов. Как показано на Фиг. 15, внутренняя и наружная платформы могут быть сделаны путем развертывания этих частей 511 и 512 перпендикулярно к части 510, которая должна формировать аэродинамический профиль лопатки. Заготовка, полученная таким образом, затем уплотняется известным образом с помощью матрицы, например матрицы, которая сделана из керамического, оксидного или органического (термопластичного, термореактивного,...) материала.
Как только части 511 и 512 будут развернуты, канавка или пустота 513 образуется между двумя развернутыми частями 511 и 512. Если она не заполняется, канавка 513 может создавать зону слабости, что может привести к разрушению волокон, когда деталь подвергается механическому напряжению. Эта канавка может быть заполнена путем помещения в нее элемента наполнителя, который может содержать одну смолу или армирующие волокна (жгут, пучок и т.д.), пропитанные смолой.
Тем не менее, хотя наполнитель таким образом служит для улучшения механической прочности лопатки в той зоне, где две части платформы разделяются, он имеет некоторые недостатки. В частности, добавление вставного элемента наполнителя делает изготовление детали более сложным, так как это добавляет операции при изготовлении детали (вторичные операции для формирования и вставки элемента наполнителя). Это приводит к более высокой стоимости изготовления детали. В дополнение к этому, хотя добавление такого элемента наполнителя действительно служит улучшению сопротивления детали сжатию, ее прочность при растяжении тем не менее остается проблематичной, поскольку радиусы в местах соединения частей платформы с аэродинамическим профилем лопатки деформируются при растягивающих усилиях, что может привести к потере когезии и к отсоединению элемента наполнителя от остальной части лопатки.
ПРЕДМЕТ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Следовательно, задачей настоящего изобретения является разработка упрощенного способа изготовления детали из композиционного материала, имеющей по меньшей мере одну составляющую с ней единое целое платформу, которая имела бы хорошую прочность как при сжатии, так и при растяжении.
Для решения задачи предлагается способ изготовления детали из композиционного материала, имеющей тело, прикрепленное по меньшей мере к одной платформе, присутствующей на одном конце упомянутого тела, который содержит:
- использование многослойного переплетения между множеством слоев нитей основы для формирования волоконной болванки, имеющей продольное направление, соответствующее продольному направлению тела детали, которая должна быть изготовлена, причем эта волоконная болванка делится в направлении ее толщины на первую, вторую и третью части по меньшей мере в одной зоне несвязывания, смежной с одним из ее концов, причем первая часть располагается между второй и третьей частями, с которыми она соединена путем переплетения снаружи упомянутой по меньшей мере одной зоны несвязывания;
- использование этой волоконной болванки для формирования заготовки для детали, которая должна быть изготовлена, путем укладки сегментов второй и третьей частей, которые не связаны с первой частью, на противоположных сторонах первой части, с помощью формирования уложенных сегментов второй и третьей частей так, чтобы сформировать части заготовки для платформы изготовляемой детали, а также складывания сегмента первой части для заполнения канавки, присутствующей в зазоре между второй и третьей частями; и
- уплотнение этой заготовки с помощью матрицы для того, чтобы получить деталь, сделанную из композиционного материала, имеющую по меньшей мере одну интегрированную платформу.
При использовании способа по настоящему изобретению канавка, присутствующая между теми уложенными частями волоконной болванки, которые должны формировать платформу, заполняется текстурой волокна, выходящего непосредственно из болванки и присоединенного к ней, позволяя таким образом избежать добавления какого-либо отдельного заполняющего элемента. Таким образом способ изготовления детали упрощается, и прочность детали при растяжении и сжатии улучшается, поскольку элемент связан с телом детали волокнами, а не только матрицей.
Кроме того, при использовании способа по настоящему изобретению количество операций, необходимых для заполнения канавки, присутствующей в зазоре между второй и третьей частями, уменьшается по сравнению с решением предшествующего уровня техники, которое заключается в добавлении отдельного заполнительного элемента. Следовательно, способ по настоящему изобретению обеспечивает экономию при изготовлении детали из композиционного материала.
В одном конкретном варианте осуществления первая, вторая и третья части вместе имеют одинаковое количество слоев нитей основы в качестве остатка от волоконной болванки, расположенных снаружи упомянутой меньшей мере одной зоны несвязывания. Этот вариант осуществления представляет экономическую выгоду благодаря простоте изготовления, которое не требует введения дополнительных нитей в различных частях детали.
В другом конкретном варианте осуществления первая, вторая и третья части вместе содержат больше слоев нити основы, чем количество слоев нити основы в остальной части волоконной болванки, расположенных снаружи упомянутой по меньшей мере одной зоны несвязывания. При таких обстоятельствах один или более дополнительных слоев основы могут быть сотканы вместе со слоями нитей основы по меньшей мере второй и третьей частей. Этот вариант осуществления позволяет увеличить толщину некоторых частей детали, например платформы, позволяя тем самым передавать им большие усилия.
В еще одном конкретном варианте осуществления первая, вторая и третья части вместе содержат меньше слоев нити основы, чем количество слоев нити основы в остальной части волоконной болванки, расположенных снаружи упомянутой по меньшей мере одной зоны несвязывания. При таких обстоятельствах один или более слоев основы убираются во время переплетения по меньшей мере упомянутых второй и третьей частей. Этот вариант осуществления позволяет уменьшить толщину неструктурных частей детали или частей, в которых усилия являются низкими, обеспечивая тем самым более легкую интеграцию детали за счет уменьшения ее общей массы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие характеристики и преимущества настоящего изобретения станут очевидными из следующего описания конкретных вариантов осуществления настоящего изобретения, приводимых в качестве неограничивающих примеров, со ссылкой на сопроводительные чертежи, в которых:
- Фиг. 1 представляет собой схематический вид в перспективе лопатки турбинного двигателя;
- Фиг. 2 представляет собой схематический вид сверху тканой волоконной болванки для использования при изготовлении волоконной заготовки для лопатки показанного на Фиг. 1 типа;
- Фиг. 3 представляет собой вид сбоку болванки, показанной на Фиг. 2;
- Фиг. 4 представляет собой схематическое поперечное сечение по линии IV-IV, показанной на Фиг. 2;
- Фиг. 5 и 6 представляют собой увеличенные схематические изображения плоскостей переплетения болванки, показанной на Фиг. 2, в поперечных сечениях по линиям V-V и VI-VI, показанным на Фиг. 2;
- Фиг. 7-9 представляют собой схематические изображения, показывающие стадии изготовления заготовки лопатки из волоконной болванки, изображенной на Фиг. 2-6;
- Фиг. 10 представляет собой частичный вид сбоку другого варианта осуществления тканой волоконной болванки для изготовления волоконной заготовки лопатки того типа, который показан на Фиг. 1;
- Фиг. 11 представляет собой увеличенное схематическое изображение плоскостей переплетения в болванке, показанной на Фиг. 10;
- Фиг. 12 представляет собой частичный вид сбоку другого варианта осуществления тканой волоконной болванки для изготовления волоконной заготовки лопатки того типа, который показан на Фиг. 1;
- Фиг. 13 представляет собой увеличенное схематическое изображение плоскостей переплетения в болванке, показанной на Фиг. 12;
- Фиг. 14 представляют собой схематический вид в перспективе волоконной болванки для изготовления волоконной заготовки лопатки в предшествующем уровне техники; и
- Фиг. 15 представляют собой вид сбоку показанной на Фиг. 14 волоконной болванки после развертывания частей болванки, которые должны формировать внутреннюю и внешнюю платформы.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг. 1 представляет собой весьма схематическое изображение лопатки 10, например направляющей лопатки выходного отверстия (OGV) для направления обходного потока авиационного турбинного двигателя. Лопатка 10 содержит аэродинамический профиль 12, а также внутреннюю и наружную платформы 14 и 16.
В настоящем описании термины «внутренняя» и «наружная» используются для обозначения радиального положения относительно оси турбинного двигателя.
Внешняя поверхность 14b платформы 14 и внутренняя поверхность 16a платформы 16 определяют проход для потока газа через турбину после установки лопатки 10 в кожухе турбины.
Аэродинамический профиль 12 проходит между платформами 14 и 16 и крепится к ним. В показанном примере платформы 14 и 16 проходят между их входными и выходными концами в общих направлениях, которые формируют отличные от нуля углы относительно плоскости, перпендикулярной к продольному направлению аэродинамического профиля 12.
Лопатка 10 делается из композиционного материала. Изготовление лопатки включает в себя формирование волоконной заготовки с формой, которая соответствует форме лопатки, а также уплотнение этой заготовки с помощью матрицы.
Фиг. 2 представляет собой вид сверху волоконной болванки 101, из которой может быть сформирована волоконная заготовка лопатки 10.
Болванка 101 может быть получены из полосы 100, сотканной путем трехмерного (3D) или многослойного переплетения, проходящей обычным образом в направлении X, которое соответствует продольному направлению изготавливаемой лопатки. В качестве примера, переплетение выполняется с использованием нитей основы, проходящих в направлении X, но при этом следует понимать, что также возможно переплетение с нитями утка, проходящими в этом направлении. Множество болванок 101 может быть соткано последовательно в направлении X. Также возможно одновременно ткать множество параллельных рядов болванок 101.
В варианте осуществления, показанном на Фиг. 2-6, болванка 101 включает в себя в направлении ее толщины и на каждом из ее концов 101a и 101b первую часть 102, 112, вторую часть 104, 114 и третью часть 106, 116. Часть 102 располагается между частью 104 и частью 106 и связана с частями 104 и 106 с помощью трехмерного переплетения в зоне 120, которая должна формировать аэродинамический профиль лопатки, и не связана с частями 104 и 106 в зоне 103 несвязывания, содержащей первое несвязывание 103a между частью 102 и частью 104 и второе несвязывание 103b между частью 102 и частью 106. Несвязывание 103a, 103b проходит по всей ширине болванки 101 (в направлении утка) от конца 101a болванки 101 к доньям несвязывания 103c и 103d. Донья несвязывания 103c и 103d проходят между продольными краями 101c и 101d болванки 101 в направлении, формирующем отличный от нуля угол относительно направления утка, для того, чтобы соответствовать ориентации внутренней платформы 14.
Часть 112 располагается между частью 114 и частью 116 и связана с частями 114 и 116 с помощью трехмерного переплетения в зоне 120, которая должна формировать аэродинамический профиль лопатки, и не связана с частями 114 и 116 в зоне 105 несвязывания, содержащей первое несвязывание 105a между частью 112 и частью 114 и второе несвязывание 105b между частью 112 и частью 116. Несвязывание 105a, 105b проходит по всей ширине болванки 101 от конца 101b болванки 101 к доньям несвязывания 105c и 105d. Донья несвязывания 105c и 105d проходят между продольными краями 101c и 101d болванки 101 в направлении, формирующем отличный от нуля угол относительно направления утка, для того, чтобы соответствовать ориентации наружной платформы 16.
Несвязывание между двумя слоями нитей основы обеспечивается хорошо известным образом путем непропускания уточной нити через зону несвязывания для связывания нитей основы слоев, расположенных по обе стороны от несвязывания.
Виды сверху на Фиг. 5 и 6 показывают один пример трехмерного переплетения с интерлочным переплетением и с несвязыванием 105a и 105b, причем несвязывание 103a и 103b получается тем же самым образом, что и несвязывание 105a и 105b. На Фиг. 6, несвязывание представлено пунктирными линиями. Часть 112 содержит множество слоев нитей основы (три слоя в показанном примере), которые связаны трехмерным переплетением. Каждая из частей 114 и 116 содержит множество слоев нитей основы (пять слоев в показанном примере), которые взаимно связаны трехмерным переплетением. Между зоной несвязывания 103, определяемой доньями несвязывания 103c и 103d, и зоной несвязывания 105, определяемой доньями несвязывания 105c и 105d, все слои нитей основы в частях 102, 112, 104, 114 и 106, 116 связаны друг с другом в показанном примере (см. Фиг. 5).
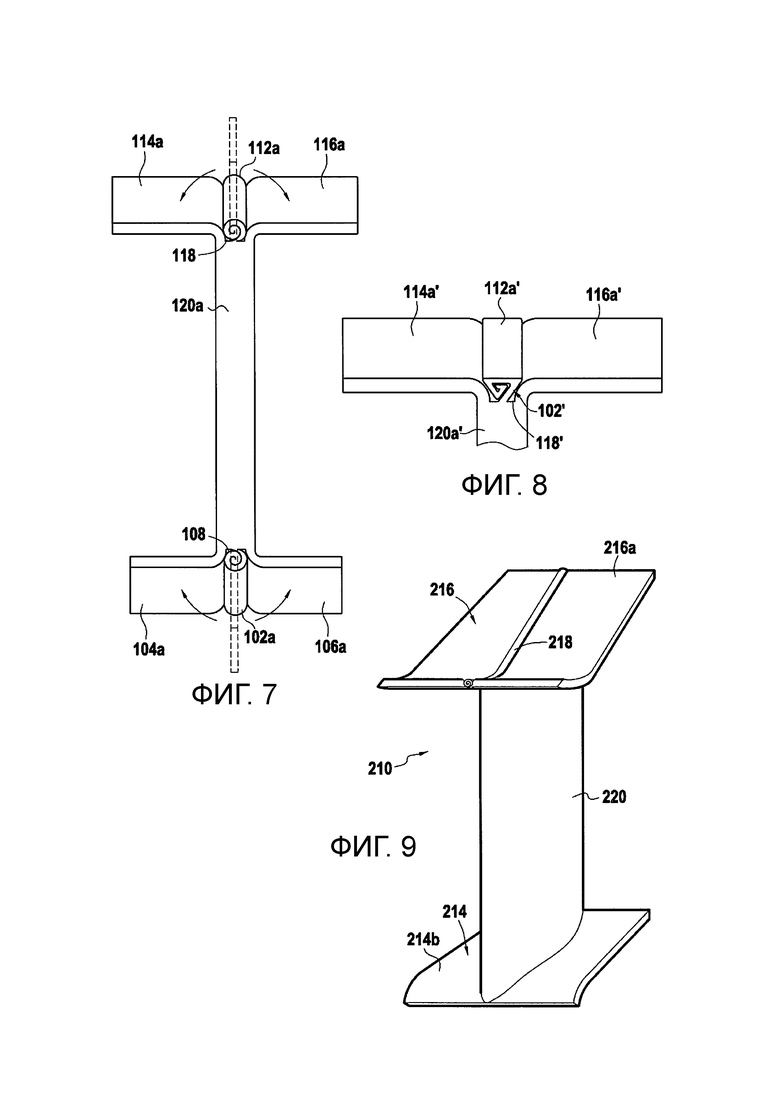
После переплетения те сегменты 104a, 114a и 106a, 116a частей 104, 106, 114 и 116, которые не связаны с частями 102 и 112, складываются или разворачиваются, как показано на Фиг. 7, чтобы сформировать части заготовки для платформ 14, 16 так, чтобы сегменты 104a, 114a были смежными с несвязыванием 103a, 105a, а сегменты 106a, 116a были смежными с несвязыванием 103b, 105b. Это складывание имеет место на доньях несвязываний.
Как показано на Фиг. 7, складывание сегментов 104a и 106a частей 104 и 106 приводит к образованию канавки 108 между частями 104 и 106, где они становятся отдельными в болванке 101, причем сегмент 102a и часть 102 проходят из центра канавки 108. Аналогичным образом складывание сегментов 114a и 116a частей 114 и 116 приводит к образованию канавки 118 между частями 114 и 116, где они становятся отдельными в болванке 101, причем сегмент 112a части 112 проходят из дна канавки 118.
В соответствии с настоящим изобретением канавка 108 заполняется путем укладки сегмента 102a в упомянутую канавку, в то время как канавка 118 заполняется путем укладки сегмента 112a в упомянутую канавку. Сегменты 102a и 112a могут быть сложены различными способами. В качестве примера, они могут быть скручены в соответствующих канавках с увеличивающимся радиусом, как показано на Фиг. 7 для сегмента 102, или они могут быть скручены в соответствующих канавках с прямолинейными частями, по существу параллельными к краям бороздок, как показано на Фиг. 8 для сегмента 112a', скрученного в канавке 118' между развернутыми сегментами 114a' и 116a'.
Волоконная заготовка для будущей лопатки затем изготавливается путем отливки под давлением с использованием конформационного инструмента, деформируясь для получения желаемого полого аэродинамического профиля и желаемых форм для платформ. В результате получается заготовка 210 (см. Фиг. 9) с частью 220 заготовки для аэродинамического профиля, которая получается путем формования сегмента 120a (см. Фиг. 7), и с частями 214 и 216 заготовки для внутренней и наружной платформ, которые получаются путем формования сегментов 104a, 106a, 114a и 116a. Центральная часть верхней поверхности 216a части 216 заготовки, соответствующая положению канавки 118, заполняется частью 218 заготовки, получаемой путем формования сегмента 112a как описано выше. Аналогичным образом центральная часть нижней поверхности части 214 заготовки, соответствующая положению канавки 108, заполняется частью заготовки, получаемой путем формования сегмента 102a (не показан на Фиг. 9).
Полая лопатка CMC, такая как показанная на Фиг. 1, может быть изготовлена следующим образом.
Полоса 100 из волокна ткется с помощью трехмерного переплетения как множество волоконных болванок 101, например располагающихся в направлении основы, вместе с зонами несвязывания, как показано на Фиг. 2. Переплетение может выполняться с использованием нитей, сделанных из керамики, в частности из нитей на основе карбида кремния (SiC), например поставляемых под маркой «Nicalon» японским поставщиком Nippon Carbon. Могут использоваться и другие керамические нити, в частности нити, сделанные из огнеупорного оксида, такие как нити на основе глинозема Al2O3, в частности для материалов CMC типа оксид/оксид (в которых как армирующие волокна, так и матрица сделаны из огнеупорного оксида). Также возможно использовать углеродные волокна для материала CMC, имеющего углеродные армирующие волокна.
Полоса из волокна может обрабатываться известным образом для того, чтобы устранить пропитку, присутствующую на волокнах, и устранить присутствие оксида на поверхностях волокон.
Также известным образом на волокнах полосы из волокна с помощью химической инфильтрации пара (CVI) может быть затем сформирован тонкий слой устраняющего хрупкость межфазного покрытия. В качестве примера, этот межфазный материал может быть пиролитическим углеродом PyC, нитридом бора BN или легированным бором углеродом BC. В качестве примера, толщина формируемого слоя может находиться в диапазоне от 10 нм до 100 нм для того, чтобы болванки сохраняли способность к деформации.
После этого полоса из волокна может быть пропитана составом для уплотнения, обычно смолой углеродного прекурсора или смолой керамического прекурсора, возможно разбавленной в растворителе. После сушки отрезаются индивидуальные волоконные болванки. Каждая болванка формуется (как показано на Фиг. 7-9) и помещается в оснастку для формования частей заготовки, соответствующих аэродинамическому профилю, а также внутренней и наружной платформам.
После этого смола отверждается, а затем пиролизуется после удаления заготовки от конформационного инструмента для получения заготовки лопатки, уплотненной остатками пиролиза. Количество уплотняющей смолы выбирается так, чтобы оно было достаточным, но не чрезмерным, так, чтобы остатки пиролиза связывали вместе волокна заготовки для обеспечения ее обработки при сохранении ее формы без помощи инструмента.
Второй слой устраняющего хрупкость межфазного покрытия может быть сформирован с помощью CVI, например из PyC, BN или BC. Создание межфазного покрытия в виде двух слоев до и после уплотнения описано в патентном документе EP 2154119.
Уплотненная заготовка затем окончательно уплотняется с помощью керамической матрицы, например путем CVI. Эта матрица может состоять из SiC, или она может быть самовосстанавливающейся матрицей, имеющей матричные фазы из пиролитического углерода PyC, карбида бора B4C, или тройной системы Si-B-C, как описано в частности в патентных документах US 5246756 и US 5965266. Могут использоваться и другие типы керамической матрицы, в частности матрицы, сделанные из огнеупорных оксидов, например из глинозема, в частности для материалов CMC типа оксид/оксид.
Уплотнение предпочтительно выполняется в две стадии, которые разделяются стадией машинной обработки лопатки до ее желаемых размеров, в частности для того, чтобы получить желаемую окончательную форму для платформ 14, 16, и возможно также для того, чтобы получить желаемый аэродинамический профиль 12.
Лопатка может также быть сделана из композитного материала с органической матрицей (OMC), которая может быть термопластичной или термореактивной, с любым типом волоконной заготовки. При таких обстоятельствах получаемая волоконная заготовка уплотняется обычным образом с использованием жидкостной методики.
Жидкостная методика состоит в пропитывании волоконной заготовки смолой. Заготовка помещается в форму, которая может быть закрыта герметичным образом так, чтобы ее внутренняя полость имела форму окончательно сформованной детали. После этого смола, например термопластичная или термореактивная смола, вводится так, чтобы она заполнила всю внутреннюю полость и пропитала все волокна заготовки.
Полимеризация выполняется путем термообработки (обычно путем нагрева формы). Поскольку заготовка все еще удерживается в форме, ее форма соответствует форме детали, которая должна быть изготовлена. Органическая матрица может быть получена в частности с использованием эпоксидных смол.
В описанном выше варианте осуществления первые части 102, 112, вторые части 104, 114 и третьи части 106, 116 вместе есть тот же самое количество слоев нитей основы, что и остальная часть волоконной болванки 101, расположенная вне зон 103 и 105 несвязывания, то есть в зоне 120. В примере, показанном на Фиг. 5 и 6, каждая из второй и третьей части 114 и 116 содержит пять слоев нитей основы, в то время как первая часть 112 содержит три слоя нитей основы. То же самое относится к первой, второй и третьей частям 102, 104 и 106, которые не показаны на Фиг. 5 и 6.
В другом варианте осуществления настоящего изобретения первая, вторая и третья части вместе содержат количество слоев нити основы, которое больше, чем количество слоев нитей основы в остальной части волоконной болванки, расположенной вне зон несвязывания в волоконной болванке. При таких обстоятельствах один или более дополнительных слоев нитей основы ткутся вместе со слоями нитей основы по меньшей мере второй и третьей частей.
Фиг. 10 и 11 показывают конец 301b волоконной болванки 301, который, как показано на Фиг. 6 и 7, отличается от конца 101b описанной выше волоконной болванки 101 тем, что дополнительные слои нитей основы ткутся вместе со второй и третьей частями 314 и 316, которые должны формировать наружную платформу лопатки. Более точно, в зоне несвязывания 305 слой 315, имеющий три дополнительных слоя нитей основы, ткется вместе со второй частью 314 от начала несвязывания 305a, где первая часть 312 отделяется от второй части 314, а слой 317, содержащий три дополнительных слоя нитей основы, ткется с третьей частью 316 от начала несвязывания 305b, где первая часть 312 отделяется от третьей части 316. Как было описано выше для части 112 болванки 101, первая часть 312 служит для складывания и заполнения канавки 318, образующейся между сложенными сегментами частей 314 и 316. Таким образом, в зоне несвязывания 305 болванка 301 имеет первую, вторую и третью части 312, 314 и 316, которые вместе имеют количество слоев нити основы, которое больше, чем количество слоев нитей основы в зоне 120, расположенной вне зон несвязывания волоконной болванки.
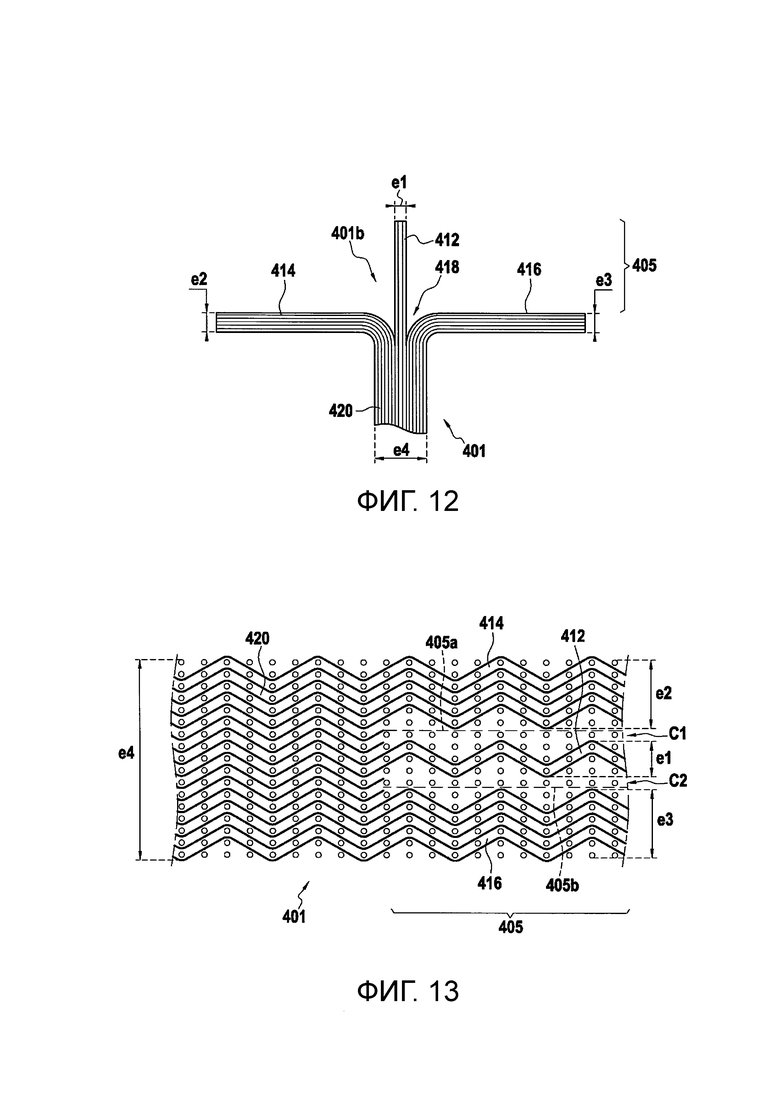
В еще одном варианте осуществления настоящего изобретения первая, вторая и третья части вместе содержат количество слоев нити основы, которое меньше, чем количество слоев нитей основы в остальной части волоконной болванки, расположенной вне зон несвязывания в волоконной болванке. При таких обстоятельствах один или более слоев нитей основы отводятся, то есть не ткутся, и извлекаются из болванки в ее зонах несвязывания.
Фиг. 12 и 13 показывают конец 401b волоконной болванки 401, который отличается от конца 101b описанной выше и показанной на Фиг. 6 и 7 болванки 101 тем, что слои нитей основы удалены в зоне несвязывания 405, имеющей несвязывание 405a между первой частью 412 и второй частью 414 и несвязывание 405b между первой частью 412 и третьей частью 416, причем вторая и третья части 414 и 416 служат для формирования наружной платформы лопатки. Более точно, от начала зоны несвязывания 405 два слоя нитей основы C1 и C2 больше не ткутся со слоями нитей основы, используемыми для формирования первой части 412 (см. Фиг. 13). Слои C1 и C2 таким образом могут отводиться в зоне несвязывания 405 таким образом, что первая часть 412 будет иметь только три слоя нитей основы, в то время как каждая из второй и третьей части 414 и 416 будет иметь шесть слоев нитей основы. Сумма толщин e1, e2 и e3 соответственно первой, второй и третьей частей 412, 414 и 416 является меньшей, чем толщина e4 части 420 болванки, которая должна формировать заготовку аэродинамического профиля лопатки. Как было описано выше для сегмента 112a болванки 101, первая часть 412 служит для складывания и заполнения канавки 418, образующейся между отогнутыми сегментами второй и третьей частей 414 и 416.
Способ по настоящему изобретению описан выше со ссылкой на изготовление направляющей лопатки выходного отверстия (OGV) в наборе направляющих лопаток турбинного двигателя. Тем не менее, способ по настоящему изобретению может быть применен в частности к изготовлению любой авиационной детали, которая содержит тело по меньшей мере с одной интегрированной платформой. Способ по настоящему изобретению может использоваться в частности для изготовления движущихся лопастей турбинного двигателя, профилей усиления и подвесок.




Изобретение относится к деталям, сделанным из композиционного материала, содержащим твердое тело вместе с по меньшей мере одной платформой, присутствующей на одном из их концов. Такие детали, в частности, но не исключительно, относятся к лопаткам турбинного двигателя, имеющим встроенную внутреннюю и/или наружную платформы для турбинного сопла или для набора направляющих лопаток компрессора. Способ изготовления детали из композиционного материала, имеющей тело, прикрепленное по меньшей мере к одной платформе, присутствующей на одном конце упомянутого тела, включает использование волоконной болванки для формирования заготовки для детали, которая должна быть изготовлена, путем складывания сегментов второй и третьей частей, которые не связаны с первой частью, на противоположных сторонах первой части, с помощью формирования сложенных сегментов второй и третьей частей так, чтобы сформировать части заготовки для платформы изготовляемой детали, а также складывания сегмента первой части для заполнения канавки, присутствующей в зазоре между второй и третьей частями; и уплотнение этой заготовки с помощью матрицы для того, чтобы получить деталь, сделанную из композиционного материала, имеющую по меньшей мере одну интегрированную платформу. Изобретение обеспечивает упрощенный способ изготовления детали из композиционного материала, имеющей по меньшей мере одну составляющую с ней единое целое платформу, которая имела бы хорошую прочность как при сжатии, так и при растяжении. 6 з.п. ф-лы, 13 ил.
1. Способ изготовления детали из композиционного материала, имеющей тело, прикрепленное по меньшей мере к одной платформе, присутствующей на одном конце упомянутого тела, который содержит:
- использование многослойного переплетения между множеством слоев нитей основы для формирования волоконной болванки, имеющей продольное направление, соответствующее продольному направлению тела детали, которая должна быть изготовлена, причем эта волоконная болванка делится в направлении ее толщины на первую, вторую и третью части по меньшей мере в одной зоне несвязывания, смежной с одним из ее концов, причем первая часть располагается между второй и третьей частями, с которыми она соединена путем переплетения снаружи упомянутой по меньшей мере одной зоны несвязывания;
- использование волоконной болванки для формирования заготовки для детали, которая должна быть изготовлена, путем складывания сегментов второй и третьей частей, которые не связаны с первой частью, на противоположных сторонах первой части, с помощью формирования сложенных сегментов второй и третьей частей так, чтобы сформировать части заготовки для платформы изготовляемой детали, а также складывания сегмента первой части для заполнения канавки, присутствующей в зазоре между второй и третьей частями; и
- уплотнение этой заготовки с помощью матрицы для того, чтобы получить деталь, сделанную из композиционного материала, имеющую по меньшей мере одну интегрированную платформу.
2. Способ по п. 1, в котором первая, вторая и третья части вместе имеют то же самое количество слоев нитей основы, что и остальная часть волоконной болванки, расположенная снаружи упомянутой по меньшей мере одной зоны несвязывания.
3. Способ по п. 1, в котором первая, вторая и третья части вместе содержат больше слоев нити основы, чем количество слоев нити основы в остальной части волоконной болванки, расположенной снаружи упомянутой по меньшей мере одной зоны несвязывания.
4. Способ по п. 3, в котором один или более дополнительных слоев основы ткутся вместе со слоями нитей основы по меньшей мере второй и третьей частей.
5. Способ по п. 1, в котором первая, вторая и третья части вместе содержат меньше слоев нити основы, чем количество слоев нити основы в остальной части волоконной болванки, расположенной снаружи упомянутой по меньшей мере одной зоны несвязывания.
6. Способ по п. 5, в котором один или более слоев основы убираются во время переплетения по меньшей мере упомянутых второй и третьей частей.
7. Способ по п. 1, в котором деталь из композиционного материала соответствует авиационной детали, выбираемой из по меньшей мере одной из следующих деталей: лопатка турбинного двигателя, лопасть турбинного двигателя, профиль усиления и подвеска.
| ЛОПАТКА ТУРБОМАШИНЫ С ЧЕТНОЙ ИЛИ НЕЧЕТНОЙ ДОПОЛНЯЮЩЕЙ ГЕОМЕТРИЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2562983C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2519116C2 |
| ТКАНАЯ ЗАГОТОВКА, КОМПОЗИТНЫЙ МАТЕРИАЛ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2550860C2 |
| WO 2013079860 A1, 06.06 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| СПОСОБ ПЕРЕРАБОТКИ ВТОРИЧНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2154119C1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

