Изобретение относится к способу и устройству для переноса декоративного участка тиснильной пленки на подложку.
При нанесении тиснильных пленок, которые содержат в лаковом пакете, в частности, сильно сшивающие лаковые системы, например, сшивающие под воздействием ультрафиолета лаковые системы и/или лаковые системы с большой толщиной слоя, то есть с толщиной больше, чем 5 мкм слоя переноса без несущей пленки, возможно лишь с очень большим трудом создавать при тиснении чистую разделительную кромку. Кроме того, разделение многослойной пленки происходит в этих случаях не по краю прикладного инструмента, а в неопределенном положении. Благодаря сильному сшиванию, в лаках доходит до образования сравнительно длинных или очень длинных полимерных цепей, вследствие чего оказывается соответствующее влияние на физические свойства лаков. В зависимости от твердости сильно сшитого лака сравнительно твердый и ломкий лак может при тиснении, например, произвольно ломаться, причем могут возникать "чешуйки" (хлопья) лака различных размеров в качестве нежелательного загрязнения. Например, сравнительно мягкий и упругий лак может при тиснении не ломаться или лишь не полностью ломаться или произвольно разрываться, так что в худшем случае разделительная кромка и вовсе не возникает. В нормальном случае образуются при тиснениях этого типа "блуждающие" остатки выполненного в виде лакового пакета слоя переноса, вышеупомянутые, так называемые чешуйки, которые в процессе дальнейшей обработки оттисненной подложки (основы) приводят к загрязнению машин и таким образом к повышенным затратам на очистку. В крайнем случае благодаря этим чешуйкам может существенно повышаться брак продукции.
Под чешуйками понимаются отделенные от несущей пленки части слоя переноса, которые не были нанесены на подложку. При этом чешуйки, не прилипая к подложке, зависают на прилипающих к подложке частях нанесенного на подложку декоративного участка и могут там в процессе дальнейшей обработки неконтролируемым образом либо оставаться висеть, либо срываться и вследствие этого вызывать соответствующие нарушения в процессе обработки тиснильной пленки и/или подложки. Чешуйки могут иметь очень небольшие размеры, в частности, в диапазоне микрометров, и тем самым иметь, например, форму пыли, однако также они могут иметь сравнительно большие размеры, в частности в диапазоне нескольких миллиметров или даже сантиметров, по меньшей мере, в одном направлении распространения.
Задача данного изобретения состоит в предоставлении улучшенного способа, который сочетает в себе преимущества стабильной тиснильной пленки с чистым отделением декоративных участков от несущей пленки.
Согласно изобретению эта задача решается с помощью предмета пункта 1 формулы изобретения. Предлагается способ переноса декоративного участка тиснильной пленки на подложку при помощи тиснильного штампа, причем тиснильная пленка включает в себя несущую пленку и расположенный на несущей пленке слой переноса, причем предлагается то, что способ включает в себя следующие шаги:
a) предоставление тиснильной пленки;
b) вдавливание, соответственно, впрессовывание, по меньшей мере, одного отстоящего от края декоративного участка участка уплотнения в слой переноса;
c) тиснение декоративного участка на подложку;
d) отделение остаточной тиснильной пленки от оттисненной декоративным участком подложки.
Соответствующий изобретению способ имеет то преимущество, что благодаря образованию, то есть механическому впрессовыванию, соответственно, вдавливанию участка уплотнения в слое переноса образуется определенная кромка излома без повреждения при этом несущей пленки. На участке уплотнения слои слоя переноса механически нагружаются таким образом, что вследствие этого может образовываться заданное место разрушению в определенной позиции, которое при изгибающей нагрузке легко ломается. Изгибающая нагрузка прикладывается, в частности, посредством последующего отделения несущей пленки под определенным углом отрыва относительно подложки от нанесенного декоративного участка.
Достигаемое тем самым чистое разделение между декоративным участком и остаточной тиснильной пленкой при передаче, соответственно, переносе слоя переноса от несущей пленки в виде декоративного участка на подложку предпочтителен при любом типе нанесения, то есть тиснения, соответственно, укладки на подложку. Это включает в себя нанесение без приводки, а также нанесение с приводкой. При нанесении без приводки декоративный участок практически непрерывно без учета относительного положения между подложкой и декоративным участком наносится, передается, соответственно, переносится, то есть тиснится, с несущего слоя на подложку. При нанесении с приводкой декоративный участок наносится в заданном относительном положении относительно подложки, соответственно, передается/переносится на него, для того чтобы, например, нанесенный перед этим, например, напечатанный декор приводить в соответствие, то есть в приводку, с декоративным участком. Тем самым, например, дополняющие друг друга частичные декоры могут создаваться из напечатанного декора и тисненого декора, причем между этими частичными декорами чистое разделение декоративного участка является предпочтительным, в частности, даже необходимым.
Под регистром или приводкой, соответственно, точностью регистра или точностью приводки следует понимать точность расположения двух или нескольких элементов и/или слоев, в данном случае, в частности, подложки и тиснильной пленки и/или декоративного участка, друг относительно друга. При этом точность приводки должна перемещаться в пределах заданного допуска и при этом быть минимально возможной. Одновременно точность приводки нескольких элементов и/или слоев друг относительно друга является важным признаком для повышения надежности технологического процесса. Точное по положению позиционирование может при этом осуществляться, в частности, посредством обнаруживаемых сенсорно, предпочтительно оптически меток приводки или меток регистра. Эти метки приводки или метки регистра могут при этом либо представлять собой специальные отдельные элементы или области или слои, либо быть даже частью позиционируемых элементов или областей или слоев.
Под остаточной тиснильной пленкой понимается не включающая в себя декоративный участок тиснильной пленки часть тиснильной пленки или частичная область этой части.
Может быть предусмотрено то, что на шаге b) способа прикладывается давление прессования, которое больше, чем созданное на шаге c) способа давление тиснения.
Отношение давления прессования к давлению тиснения может находиться в диапазоне от 1:1 до 1:10000.
Далее может быть предусмотрено то, что давление прессования прикладывается на линейном участке или, по меньшей мере, местами линейном участке. Этот участок может быть, например, вытянутым прямым, однако, также пилообразным или волнообразным. Участок может иметь открытую форму, в частности, в виде указанной линейной формы, или также альтернативно замкнутый контур, например в виде круга, эллипса, треугольника или многоугольника, в частности, звездочки. Форма участка определяет при этом, по меньшей мере, частично перенесенную на подложку форму декоративного участка.
Так, например, выполненная в виде полосы тиснильная пленка может обрабатываться таким образом, что части равным образом полосовидного слоя переноса наносятся в виде декоративного участка на подложку, и приложенное, например, по линии давление прессования задает торцевую внешнюю кромку нанесенного декоративного участка.
Так, например, выполненная в виде участка поверхности тиснильная пленка может обрабатываться таким образом, что частичные составляющие поверхности, в частности, так называемые меньшие «лоскуты» («заплаты»), наносятся в виде декоративного участка на подложку, и приложенное, например, по замкнутому контуру давление прессования задает окружную внешнюю кромку нанесенного декоративного участка в виде лоскута (заплаты).
Ширина линейного участка может находиться в диапазоне от 0,02 мм до 1 мм, в частности от 0,02 мм до 0,2 мм.
В одном предпочтительном исполнении может быть предусмотрено, что расстояние, по меньшей мере, одного участка уплотнения от края декоративного участка находится в диапазоне от 0 мм до 2 мм. Протяженность декоративного участка соответствует при этом протяженности тиснильной поверхности тиснильного штампа.
Далее задача изобретения решается с помощью предмета пункта 7 формулы изобретения. Предлагается тиснильное устройство для переноса декоративного участка тиснильной пленки на подложку при помощи тиснильного штампа с тиснильной поверхностью, причем тиснильная пленка включает в себя несущую пленку и расположенный на несущей пленке слой переноса, причем предлагается, что, по меньшей мере, на одном краевом участке тиснильной поверхности расположен на тиснильном штампе перед краем тиснильной поверхности фальцевальный элемент, нижняя торцевая сторона которого выполнена в виде поверхности прессования.
Соответствующее изобретению тиснильное устройство имеет то преимущество, что поверхностью прессования фальцевального элемента в слое переноса выполняется, то есть механически впрессовывается, соответственно, вдавливается, участок уплотнения без повреждения при этом несущей пленки. В участке уплотнения слои слоя переноса механически нагружены таким образом, что вследствие этого может образовываться заданное место разрушения в заданной позиции, которое при изгибающей нагрузке легко ломается. Изгибающая нагрузка прикладывается, в частности, посредством последующего отделения несущей пленки под определенным углом отрыва относительно подложки от нанесенного на подложку декоративного участка.
Может быть предусмотрено то, что поверхность прессования выполнена в виде линейной округло-выпуклой формы. Выпуклое (бочкообразное) исполнение имеет то преимущество, что поверхность прессования не действует в качестве лезвия и таким образом не вызывает надреза несущей пленки и тем самым не повреждает или иным образом механически не ослабляет несущую пленку.
Ширина поверхности прессования может находиться в диапазоне от 0,02 мм до 1 мм, в частности, от 0,02 мм до 0,2 мм. Говоря о ширине, речь идет об эффективной ширине поверхности прессования, то есть о ширине активного поперечного сечения.
Фальцевальный элемент может быть соединен за одно целое с тиснильным штампом или альтернативно этому иметься в виде отдельного конструктивного элемента, который закреплен на тиснильном штампе.
Далее может быть предусмотрено, что поверхность прессования расположена на одной прямой с тиснильной поверхностью.
Альтернативно может быть предусмотрено то, что поверхность прессования расположена с выступом параллельно к тиснильной поверхности, соответственно, в вертикальном направлении ближе к тиснильной пленке, чем тиснильная поверхность. Поверхность прессования не должна выступать более чем на 50% толщины несущей пленки, для того чтобы с определенностью предотвращать повреждение несущей пленки. В частности, уже выступы, в частности, от 10% до 20% толщины несущей пленки являются достаточными, для того чтобы достигать чистого разделения при минимально возможной механической нагрузке несущей пленки.
Далее также возможно, что выступ поверхности прессования относительно тиснильной поверхности также больше, в частности, составляет от 50% до 1000%, предпочтительно от 50% до 700%, толщины несущей пленки. Вследствие этого оказывается содействие чистому разделению слоев переноса, которые обладают высокой механической стабильностью.
Так испытания неожиданно показали, что также такие более крупные выступы поверхности прессования относительно тиснильной поверхности возможны, без того чтобы при этом несущая пленка повреждалась таким образом, что она больше не может выполнять свою функцию. Так, при подобных испытаниях выступ составлял примерно от 50% до примерно 1000%, предпочтительно примерно от 50% до примерно 700%, толщины несущей пленки. Несущая пленка была в этих испытаниях из полиэтилентерефталата (ПЭТ). Ширина поверхности прессования составляла при этом примерно от 0,01 мм до примерно 0,10 мм, предпочтительно примерно от 0,02 мм до примерно 0,05 мм. При этих испытаниях расстояние между поверхностью прессования и тиснильной поверхностью составляло около 0 мм, то есть поверхность прессования и тиснильная поверхность расположены непосредственно друг около друга без промежутка между собой.
Несущая пленка может иметь толщину от 10 мкм до 50 мкм. Испытания показали, что несущая пленка не должна иметь толщину ниже определенной толщины, в частности 10 мкм, так как механическое нагружение несущей пленки поверхностью прессования в противном случае могло бы привести к разрыву пленки во время ее дальнейшей обработки.
Несущая пленка может состоять из одного отдельного слоя пленки или также альтернативно из ламината (слоистого материала) из различных или одинаковых пленок.
Расстояние (промежуток) между поверхностью прессования и тиснильной поверхностью может находиться в диапазоне от 0 мм до 2 мм. Это незначительное расстояние ухудшает внешний вид перенесенного декоративного участка в минимально возможной степени. В случае, если поверхность прессования расположена на одной прямой с тиснильной поверхностью, расстояние между поверхностью прессования и тиснильной поверхностью составляет примерно от 0,1 мм до 2 мм. Это расстояние является предпочтительным, чтобы на тиснильную пленку переменная нагрузка действовала через смежную систему из тиснильной поверхности, промежутка и поверхности прессования и вследствие этого могло наиболее предпочтительным образом образовываться заданное место разрушения в слоях слоя переноса. Тиснильная пленка может при этом распространяться вверх, в частности, в указанный промежуток, в то время как тиснильная пленка прижимается под тиснильной поверхностью и поверхностью прессования вниз.
В случае, если поверхность прессования расположена с выступом относительно тиснильной поверхности по направлению к тиснильной пленке, от промежутка можно и вовсе отказаться, так как в этом случае поверхность прессования действует некоторое время отдельно на тиснильную пленку при опускании тиснильного штампа на тиснильную пленку, и тиснильная пленка в областях рядом с тиснильной поверхностью может избегать вдавливания, и для этого отдельный промежуток не должен требоваться. Однако, в виде опции также в этом случае может быть предусмотрен промежуток в дополнение к выступу.
Также возможно располагать под подложкой, то есть на обращенной от поверхности прессования и тиснильной поверхности стороне подложки, по меньшей мере, в области воздействующей на подложку поверхности прессования подкладной элемент.
Этот подкладной элемент имеет, в частности, толщину примерно от 0,5 мкм до 200 мкм, предпочтительно примерно от 0,5 мкм до 100 мкм, и может усиливать воздействие поверхности прессования на подложку таким образом, что подложка между поверхностью прессования и подкладным элементом уплотняется, соответственно, сжимается немного сильнее. Вследствие этого может оказываться еще большее содействие возникновению заданного места разрушения.
Подкладной элемент состоит предпочтительно из материала с аналогичными свойствами как у подложки, например, из бумаги или пластика. Однако подкладной элемент может быть также из металла или металлических сплавов или из силикона.
Подкладной элемент может быть одним отдельным элементом или также элементом, собранным из нескольких уложенных друг на друга элементов, так что может происходить точная и тонкая настройка общей толщины подкладного элемента при помощи этих отдельных элементов с в каждом случае небольшой толщиной. Такой отдельный элемент может иметь толщину, например, от 0,5 мкм до 50 мкм, в частности, от 5 мкм до 35 мкм.
Внешний вид перенесенного декоративного участка определяется также структурой подложки, в частности, его шероховатостью поверхности. При этом поверхность прессования взаимодействует с подложкой в качестве элемента обратного давления. Чем ниже шероховатость поверхности подложки, тем определеннее это взаимодействие, и тем точнее может происходить отделение перенесенного декоративного участка.
Может быть предусмотрено то, что расстояние может устанавливаться при помощи расположенного между фальцевальным элементом и тиснильным штампом дистанционного элемента. Говоря о дистанционном элементе, речь может идти, например, о распорной пластине или о распорной шайбе. Также возможно укладывать несколько дистанционных элементов друг на друга в стопу, для того чтобы была возможность точно устанавливать расстояние.
Альтернативно может быть предусмотрено то, что расстояние может устанавливаться при помощи расположенного между фальцевальным элементом и тиснильным штампом установочного устройства. Например, в качестве установочного устройства может быть предусмотрен установочный винт с точной (мелкой) резьбой.
Может быть предусмотрено то, что поверхность прессования выполнена с возможностью вертикальной юстировки. Это исполнение может находить применение, в частности, в опытной эксплуатации или для адаптации к различным качествам тиснильной пленки.
Фальцевальный элемент может иметь продольные отверстия, сквозь которые проведены крепежные винты, причем расположенная на фальцевальном элементе поверхность прессования может после ослабления крепежных винтов юстироваться в вертикальном направлении. Для установки глубины могут, например, одна или несколько распорных пластин располагаться между поверочной плитой и тиснильной поверхностью, и затем фальцевальный элемент может опускаться таким образом, что поверхность прессования лежит на поверочной плите заподлицо. Прилегание заподлицо может контролироваться, например, методом "световой щели". После затягивания крепежных винтов распорная пластина или пластины могут удаляться, и тиснильный штамп может помещаться в тиснильную станцию.
Альтернативно может быть предусмотрено то, что поверхность прессования выполнена с возможностью вертикальной юстировки посредством расположенного между фальцевальным элементом и тиснильным штампом установочного устройства.
Установочное устройство может быть выполнено в виде винтовой передачи. Ради желаемой точной настройки в диапазоне микрометров является предпочтительным предусматривать разностную винтовую передачу, выходное перемещение которой задано разницей ходов резьбы обоих взаимодействующих винтов.
Может быть также предусмотрено, что установочное устройство выполнено в виде кулачкового механизма. В качестве кулачкового механизма может быть предпочтительно предусмотрен эксцентриковый механизм, эксцентриситет которого задает максимальный перестановочный ход.
В одному другом исполнении может быть предусмотрено то, что фальцевальный элемент и тиснильный штамп выполнены за одно целое. Исполнение за одно целое может быть предпочтительно предусмотрено, для того чтобы образовывать фальцевальный элемент, который окружает всю тиснильную поверхность, или для того чтобы предоставлять предназначенный для серийного производства тиснильный штамп.
При этом может быть предусмотрено то, что расстояние между поверхностью прессования и тиснильной поверхностью выполнено в виде паза. Паз может выбираться, например, посредством обработки лазером с высокой точностью.
Далее изобретение разъясняется более подробно при помощи примеров осуществления. На чертежах показано:
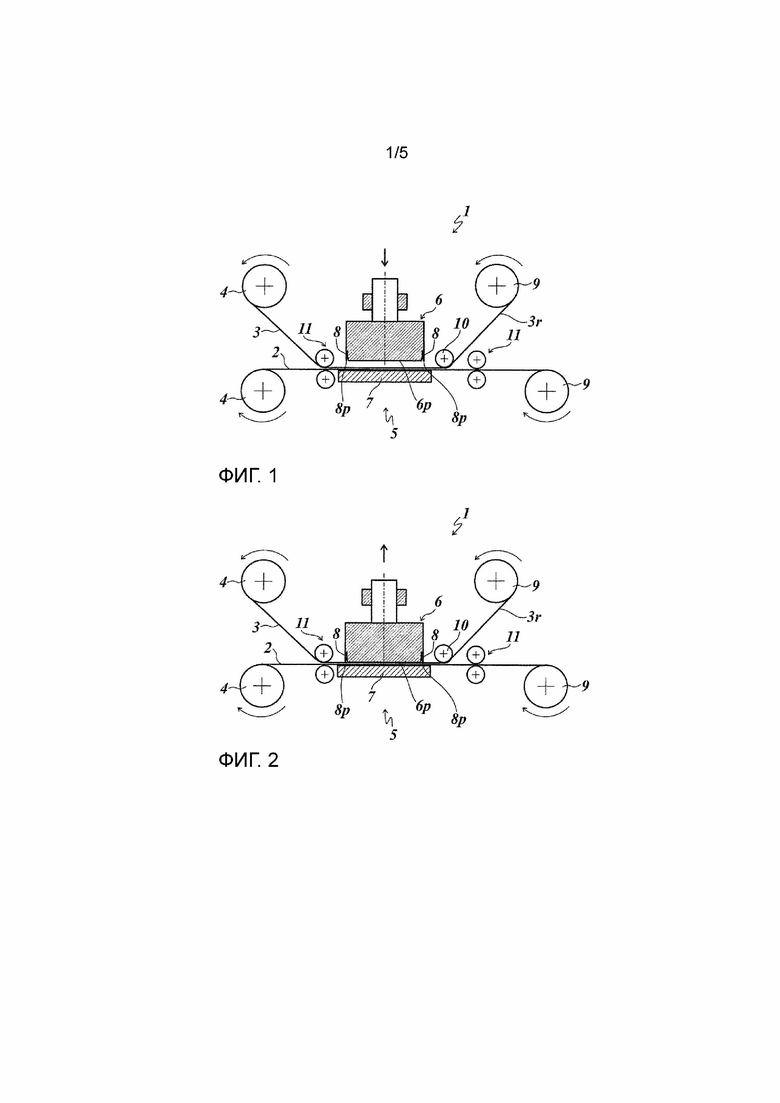
фиг.1 - первый пример осуществления тиснильного устройства в первом рабочем положении на схематичном изображении;
фиг.2 - тиснильное устройство с фиг.1 во втором рабочем положении;
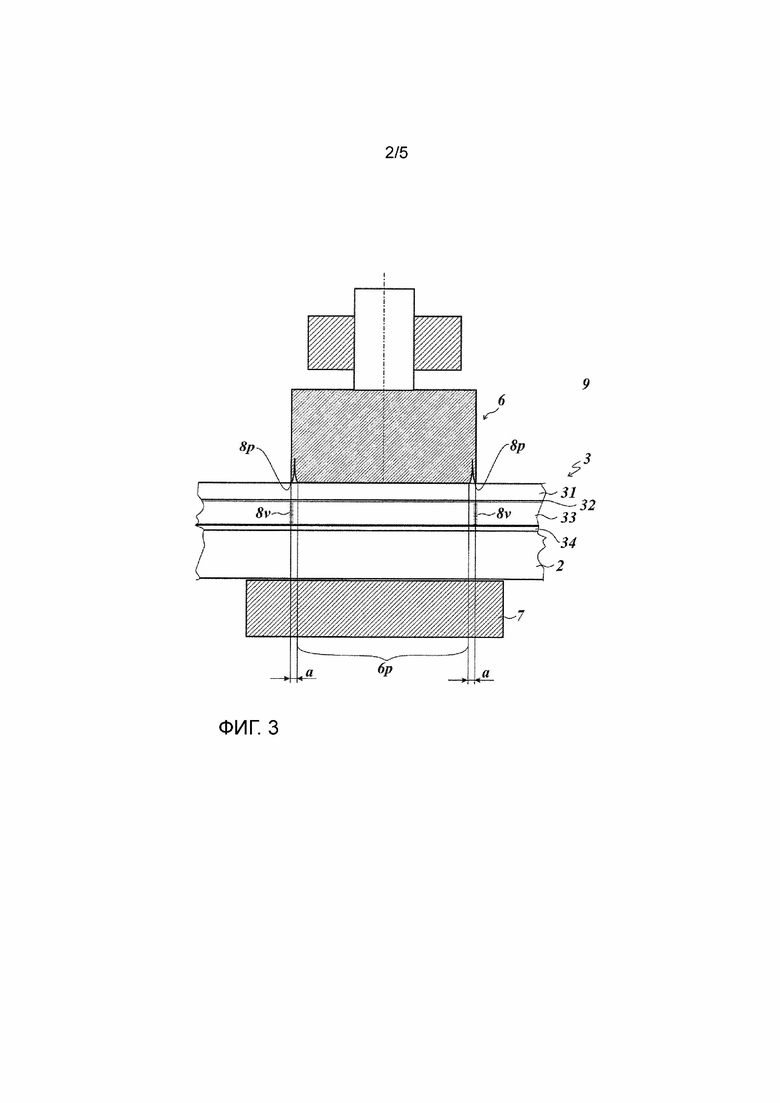
фиг.3 – фрагмент III с фиг.2 на увеличенном схематичном изображении;
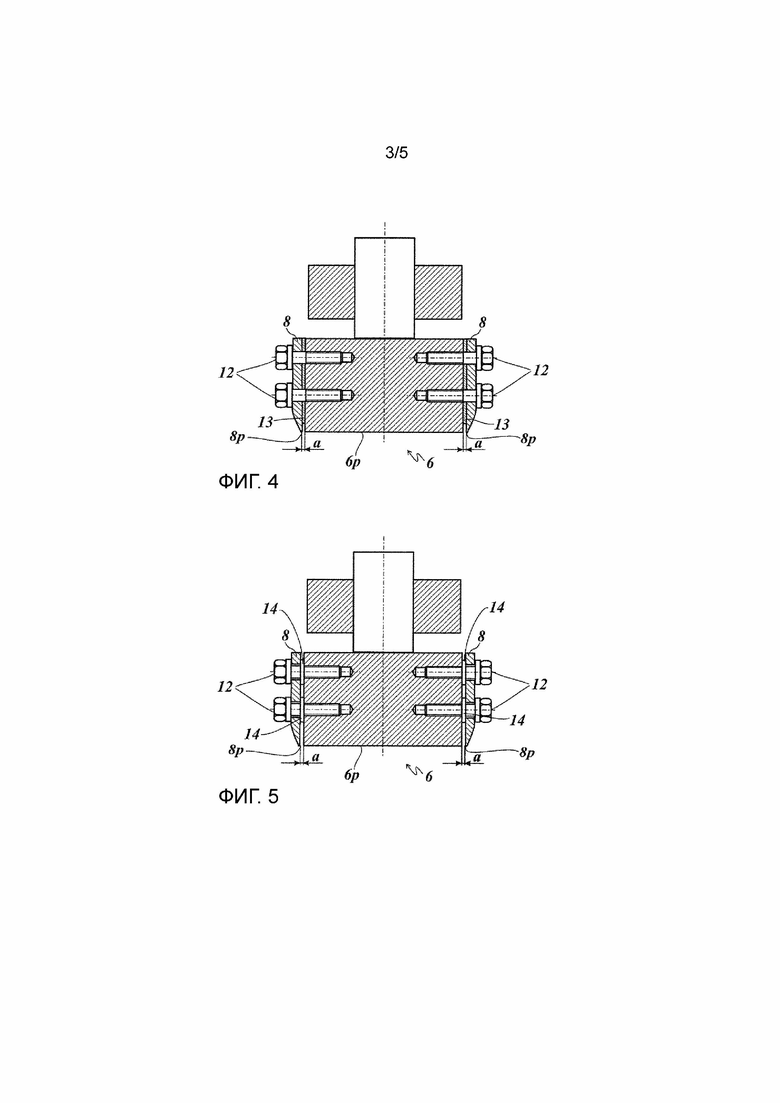
фиг.4 - тиснильный штамп второго примера осуществления тиснильного устройства на схематичном изображении в разрезе;
фиг.5 - тиснильный штамп третьего примера осуществления тиснильного устройства на схематичном изображении в разрезе;
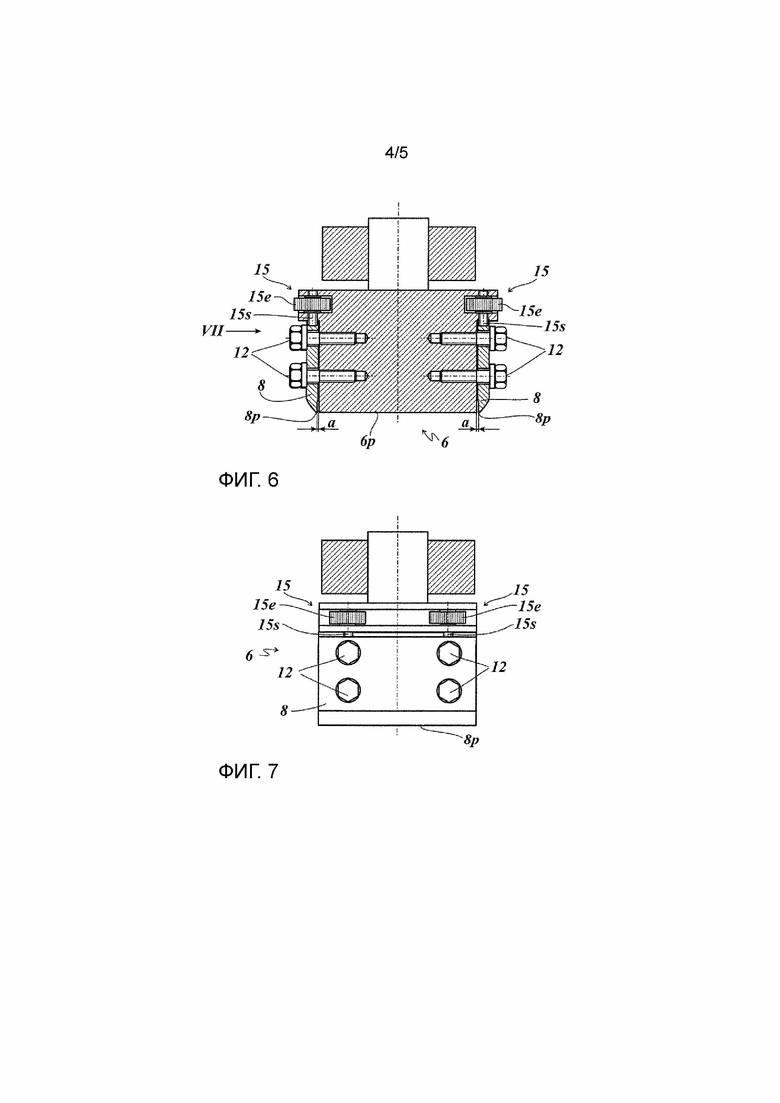
фиг.6 - тиснильный штамп четвертого примера осуществления тиснильного устройства на схематичном изображении в разрезе;
фиг.7 - вид сбоку VII с фиг.6;
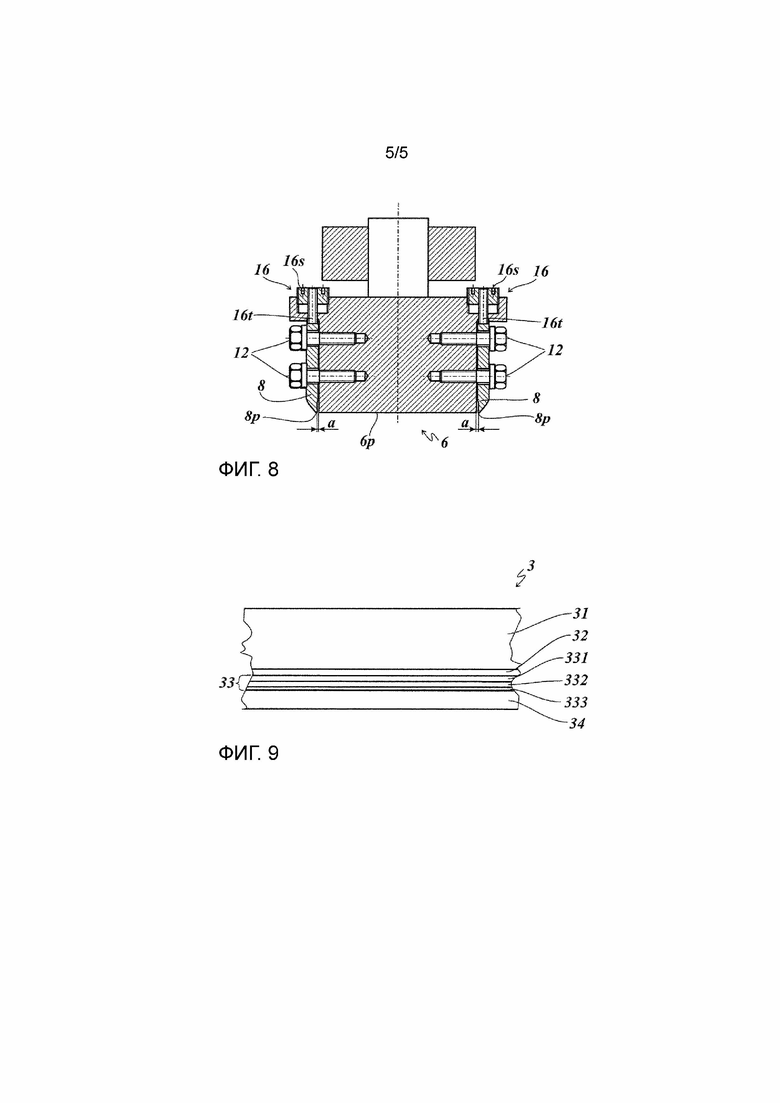
фиг.8 - тиснильный штамп пятого примера осуществления тиснильного устройства на схематичном изображении в разрезе; и
фиг.9 - пример осуществления структуры тиснильной пленки на схематичном изображении.
Фиг.1 и 2 показывают первый пример осуществления соответствующего изобретению тиснильного устройства 1 на схематичном изображении.
Тиснильное устройство 1 выполнено в показанном примере осуществления в виде подъемного тиснильного устройства и для способа "с рулона на рулон", при котором на запасных барабанах 4 предоставляется как оттисняемая подложка 2, так и тиснильная пленка 3.
Тиснильная пленка 3 включает в себя несущую пленку 31 отрывной слой 32, слой 33 переноса и клеевой слой 34 (см. фиг.3). Структура тиснильной пленки 3 более подробно описана ниже на фиг.9.
Тиснильная пленка 3 и подложка 2 подаются к тиснильной станции 5 с вертикально перемещаемым тиснильным штампом 6, причем подложка 2 в тиснильной станции 5 прилегает своей нижней стороной к тиснильной подкладке 7. Тиснильная пленка 3 прилегает своим клеевым слоем 34 к верхней стороне подложки 2. Альтернативно этому (не показано) тиснильный штамп может быть также выполнен в виде прокатывающегося тиснильного колеса или в виде выпуклого и перекатывающегося по своей выпуклости тиснильного штампа.
Тиснильный штамп 6 имеет на своей обращенной к тиснильной подкладке 7 торцевой стороне нагреваемую тиснильную поверхность 6p, причем размеры тиснильной поверхности 6p определяют размеры переносимого с тиснильной пленки 3 на подложку декоративного участка 3d. У тиснильной поверхности 6p, по меньшей мере, на одном участке расположен фальцевальный элемент 8 с отстоящей от края тиснильной поверхности 6p линейной поверхностью 8p прессования (см. фиг.3). Поверхность 8p прессования выполнена в виде выпуклой поверхности. Расстояние «a» поверхности 8p прессования от края тиснильной поверхности 6p составляет примерно от 0,1 мм до 0,2 мм. Предпочтительно поверхность 8p прессования расположена на одной прямой с тиснильной поверхностью 6p в плоскости, параллельной тиснильной пленке и подложке, то есть она не выступает относительно тиснильной поверхности 6p в направлении тиснильной пленки. Однако, также возможно, что поверхность 8p прессования выступает вниз (в направлении тиснильной пленки) относительно тиснильной поверхности 6p максимум на 50% толщины несущей пленки 31.
Тиснильный штамп 6 в первом рабочем положении расположен на расстоянии от тиснильной пленки 3 и подложки 2 (фиг.1).
Во втором рабочем положении (фиг.2) тиснильный штамп 6 опущен на тиснильную пленку 3 и на подложку 2 и накладывает тиснильную пленку 3, образуя давление pp тиснения, на подложку 2. Нагреваемая тиснильная поверхность 6p тиснильного штампа 6 активирует клеевой слой 34 тиснильной пленки 3 в области тиснильной поверхности 6p и соединяет там тиснильную пленку 3 в области декоративного участка 3d с подложкой 2. Одновременно тиснильная пленка 3 спрессовывается в области поверхности 8p прессования с образованием давление pk прессования, причем материал тиснильной пленки 3 вытесняется в сторону от поверхности 8p прессования. Вследствие давления pk прессования расположенные под несущей пленкой 31 слои тиснильной пленки 3 механически нагружаются в полосообразном участке 8v уплотнения. Говоря об этих слоях, речь идет преимущественно о лаковых слоях.
В случае поверхности 8p прессования, расположенной на одной прямой с тиснильной поверхностью 6p и отстоящей от тиснильной поверхности 6p, лаковые слои благодаря действующей механической нагрузке в области поверхности 8p прессования и одновременному снятию нагрузки в области промежутка между тиснильной поверхностью 6p и поверхностью 8p прессования деформируются на очень небольшом пространстве по-разному таким образом, что в области участка 8v уплотнения образуется заданное место разрушения, которое ломается при вызванной отслаиванием несущей пленки изгибающей нагрузке.
В случае поверхности 8p прессования, выступающей относительно тиснильной поверхности 6p, при накладывании тиснильного штампа 6 на тиснильную пленку 3 и подложку 2 оказывается в области поверхности 8p прессования сравнительно высокое давление pk прессования на тиснильную пленку 3 и подложку 2, так что благодаря этой сильной локальной механической нагрузке в лаковых слоях создается или выдавливается/прессуется участок 8v уплотнения в виде заданного места разрушения, которое ломается при вызванной отслаиванием несущей пленки 31 изгибающей нагрузке. При рассмотрении во времени сначала поверхность 8p прессования соприкасается с тиснильной пленкой 3 и сравнительно глубоко погружается в тиснильную пленку 3, не повреждая ее при этом. После этого контактирует в этом случае тиснильный штамп 6 с тиснильной пленкой 3 и закрепляет, соответственно, тиснит декоративный участок 3d на подложке 2.
После тиснения тиснильный штамп 6 поднимается и снова приводится в первое рабочее положение (фиг.1). Несущая пленка 31 проведена ниже по потоку за тиснильной станцией 5 по отклоняющему ролику 10. Несущая пленка 31 стягивается за отклоняющим роликом 10 со слоя 33 переноса, и остаточная тиснильная пленка 3r, включающая в себя несущую пленку 31 и остающиеся остатки слоя 33 переноса и клеевого слоя 34, подается на первый намоточный ролик 9. Отделению несущей пленки 31 способствует отрывной слой 32. Оттисненная подложка 2 подается на второй намоточный ролик 9.
Для транспортировки подложки 2 и тиснильной пленки 3 предусмотрены пары 11 транспортных роликов.
Фальцевальный элемент 8 выполнен в изображенном на фиг.1-3 первом примере осуществления за одно целое с тиснильным штампом 6. Для образования расстояния «a» между поверхностью 8p прессования и краем тиснильной поверхности 6p предусмотрена желобообразная выточка (прорезь). Показанная на фиг.1-3 в поперечном сечении выточка может быть выполнена на не показанном здесь виде сверху, например, вытянутой линейной, однако также пилообразной или волнообразной. Выточка может иметь на виде сверху открытую форму, в частности, в виде указанной линейной формы, или также альтернативно замкнутый контур, например, в виде круга, эллипса, треугольника или многоугольника, в частности, в виде звездочки.
В изображенном на фиг.4 втором примере осуществления тиснильный штамп 6 имеет прямоугольную тиснильную поверхность 6p, причем на двух противоположных друг другу сторонах тиснильного штампа 6 в каждом случае расположен фальцевальный элемент 8, поверхность 8p прессования которого проходит параллельно прилегающему краю тиснильной поверхности 6p. Поверхность 8p прессования фальцевального элемента 8 расположена на одной прямой с тиснильной поверхностью 6p тиснильного штампа 6.
Фальцевальный элемент 8 и тиснильный штамп 6 соединены друг с другом крепежными винтами 12, которые входят в зацепление с резьбовыми отверстиями тиснильного штампа 6.
Расстояние «a» кромки 8k прессования от края тиснильной поверхности 6p задано толщиной распорной пластины 13, которая расположена между фальцевальным элементом 8 и тиснильным штампом 6. Также возможно предусматривать вместо распорной пластины пакет из нескольких тонких распорных пластин, для того чтобы была возможность точно устанавливать расстояние «a».
Изображенный на фиг.5 третий пример осуществления выполнен как описанный выше пример осуществления, с той разницей, что в фальцевальном элементе 8 предусмотрены продольные отверстия, сквозь которые проведены крепежные винты 12, и что расстояние «a» кромки 8k прессования от края тиснильной поверхности 6p задано распорными шайбами 14 вместо распорной пластины.
Продольные отверстия делают возможной установку глубины поверхности 8p прессования фальцевального элемента 8 относительно тиснильной поверхности 6p. Для установки глубины может, например, одна распорная пластина располагаться между поверочной плитой и тиснильной поверхностью 6p, и затем фальцевальный элемент 8 может опускаться таким образом, что поверхность 8p прессования лежит на поверочной плите заподлицо. Прилегание заподлицо может контролироваться, например методом "световой щели". После затягивания крепежных винтов 12 распорная пластина может удаляться, и тиснильный штамп 6 может помещаться в тиснильную станцию 5.
Фиг.6 и 7 показывают четвертый пример осуществления, в котором расстояние «a» кромки 8k прессования от края тиснильной поверхности 6p благодаря исполнению фальцевального элемента 8 с упругим восстановлением положения поверхности 8p прессования выполнено без возможности регулировки.
Как и в описанном на фиг.5 примере осуществления, предусмотрена установка глубины поверхности 8p прессования фальцевального элемента 8 относительно тиснильной поверхности 6p. Установка глубины реализована посредством винтовой передачи 15, которая включает в себя установочный винт 15s и регулировочное колесико 15e. Установочный винт 15s выполнен с прецизионной резьбой. Установочный винт 15s неподвижно соединен с верхним концевым участком фальцевального элемента 8 и входит в зацепление с резьбовым отверстием регулировочного колесика 15e. Регулировочное колесико 15e может иметь шкалу, для того чтобы была возможность воспроизводить перестановочный ход винтовой передачи 15.
Тиснильный штамп 6 имеет выступающий верхний концевой участок, в котором расположена винтовая передача 15. Установочный винт 15s установлен в проходящем вертикально сквозь верхний концевой участок сквозном отверстии. Регулировочное колесико 15e расположено в горизонтальном щелеобразном гнезде верхнего концевого участка тиснильного штампа 6 и вследствие этого не может перемещаться в осевом направлении.
Для фиксации фальцевального элемента 8 на тиснильном штампе 6 предусмотрены, как было описано на фиг.5, крепежные винты 12, которые проходят сквозь продольные отверстия фальцевального элемента 8.
Изображенный на фиг.8 пятый пример осуществления отличается от изображенного на фиг.7 примера осуществления тем, что для установки глубины поверхности 8p прессования предусмотрена сдвоенная винтовая передача 16, которая включает в себя первый установочный винт 16s и второй установочный винт 16t, которые выполнены с различными ходами резьбы, причем первый установочный винт 16s может регулироваться снаружи и входит в зацепление с вертикальным резьбовым отверстием выступающего верхнего концевого участка тиснильного штампа 6, а второй установочный винт 16t входит в зацепление с центральным резьбовым отверстием первого установочного винта 16s и неподвижно соединен с верхним концевым участком фальцевального элемента 8. Чем меньше разница ходов резьбы обоих установочных винтов 16s и 16t, тем точнее установка вертикального перестановочного хода поверхности 8p прессования.
Фиг.9 показывает слоистую структуру использованной в соответствующем изобретению тиснильном устройстве 1 тиснильной пленки 3, причем схематичное изображение примерно воспроизводит отношение толщин тиснильной пленки 3.
Несущая пленка 31 выполнена в этом примере осуществления в виде ПЭТ-пленки с толщиной слоя в 19 мкм.
Расположенный между несущей пленкой 31 и слоем 33 переноса отрывной слой является лаковым слоем с толщиной от 0,5 мкм до 1 мкм.
Слой 33 переноса имеет следующие слои, которые в каждом случае образованы из лака:
- защитный слой 331 из сшитого ультрафиолетовым излучением акрилата с толщиной от 1 мкм до 10 мкм,
- декоративный слой 332 из акрилата, из поливинилхлорида или смеси из них с красящими веществами и/или красящими пигментами с толщиной от 0,5 мкм до 50 мкм, в частности, от 0,5 мкм до 30 мкм,
- стабилизирующий слой 333 из сшитого ультрафиолетовым излучением акрилата с толщиной от 1 мкм до 10 мкм.
Толщина слоя 33 переноса составляет таким образом между 5,5 мкм и 70 мкм.
Говоря о клеевом слое 34, речь идет в вышеописанных примерах осуществления о слое клея горячего отверждения, который может активироваться под воздействием тепла. Клеевой слой 34 состоит из поливинилхлорида с толщиной слоя от 1 мкм до 10 мкм. Однако, также возможно использовать слой клея холодного отверждения, который может активироваться с помощью энергоемкого излучения.
При тестировании предложенного тиснильного устройства 1 хорошо зарекомендовали себя следующие параметры.
Температура тиснения находится в диапазоне от 80°C до 250°C, предпочтительно в диапазоне от 100°C до 200°C, в зависимости от тиснильной станции 5 и подложки 2.
Давление тиснения находится в диапазоне от 1 кН/см2 до 10 кН/см2.
Время тиснения находится в диапазоне от 1 мс до 1000 мс, в частности, в диапазоне от 1 мс до 500 мс.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 тиснильное устройство
2 подложка
3 тиснильная пленка
3d декоративный участок
3r остаточная тиснильная пленка
4 запасный барабан
5 тиснильная станция
6 тиснильный штамп
6p тиснильная поверхность
7 тиснильная подкладка
8 фальцевальный элемент
8k кромка прессования
8p поверхность прессования
8v участок уплотнения
9 первый и второй намоточный ролик
10 отклоняющий ролик
11 пара транспортирующих роликов
12 крепежный винт
13 распорная пластина
14 распорная шайба
15 винтовая передача
15e регулировочное колесико
15s установочный винт
16 сдвоенная винтовая передача
16s первый установочный винт
16t второй установочный винт
31 несущая пленка
32 отрывной слой
33 слой переноса
34 клеевой слой
331 защитный слой
332 декоративный слой
333 стабилизирующий слой
a расстояние кромки 8k прессования от края тиснильной поверхности 6p
pp давление тиснения
pk давление прессования.
Предоставляется способ переноса декоративного участка тиснильной пленки на подложку при помощи тиснильного штампа, причем тиснильная пленка включает в себя несущую пленку и расположенный на несущей пленке слой переноса. Способ включает в себя шаги: a) предоставление тиснильной пленки; b) вдавливание, соответственно, впрессовывание, по меньшей мере, одного отстоящего от края декоративного участка участка уплотнения в слой переноса, причем посредством указанного вдавливания участка уплотнения слои слоя переноса механически нагружают таким образом, что вследствие этого образуется заданное место разрушения в определенной позиции, которое выполнено с возможностью легкого излома при изгибающей нагрузке; c) тиснение декоративного участка на подложку; d) отделение остаточной тиснильной пленки от оттисненной декоративным участком подложки. Кроме того, описывается устройство для реализации способа. 2 н. и 20 з.п. ф-лы, 9 ил.
1. Способ переноса декоративного участка (3d) тиснильной пленки (3) на подложку (2) при помощи тиснильного штампа (6), причем тиснильная пленка (3) включает в себя несущую пленку (31) и расположенный на несущей пленке (31) слой (33) переноса,
отличающийся тем, что
способ включает в себя следующие шаги:
a) предоставление тиснильной пленки (3);
b) вдавливание, соответственно, впрессовывание, по меньшей мере, одного отстоящего от края декоративного участка (3d) участка (8v) уплотнения в слой (33) переноса, причем посредством указанного вдавливания участка уплотнения слои слоя переноса механически нагружают таким образом, что вследствие этого образуется заданное место разрушения в определенной позиции, которое выполнено с возможностью легкого излома при изгибающей нагрузке;
c) тиснение декоративного участка (3d) на подложку (2);
d) отделение остаточной тиснильной пленки (3r) от оттисненной декоративным участком (3d) подложки (2).
2. Способ по п.1, отличающийся тем, что на шаге b) способа прикладывается давление pk прессования, которое больше, чем созданное на шаге c) способа давление pp тиснения.
3. Способ по п.2, отличающийся тем, что отношение давления pk прессования к давлению pp тиснения находится в диапазоне от 1:1 до 1:10000.
4. Способ по п.2 или 3, отличающийся тем, что давление pk прессования прикладывается на линейном участке или, по меньшей мере, местами линейном участке, причем линейный, соответственно, по меньшей мере, местами линейный участок является, в частности, прямым, пилообразным или волнообразным или имеет замкнутый контур, в частности, в виде круга, эллипса, треугольника, многоугольника или звездочки.
5. Способ по п.4, отличающийся тем, что ширина линейного участка находится в диапазоне от 0,02 мм до 1 мм, в частности от 0,02 мм до 0,2 мм.
6. Способ по любому из пп.1-5, отличающийся тем, что расстояние упомянутого, по меньшей мере, одного участка (8v) уплотнения от края декоративного участка (3d) находится в диапазоне от 0 мм до 2 мм.
7. Тиснильное устройство (1) для осуществления способа по п.1, включающее в себя тиснильный штамп (6) с тиснильной поверхностью (6p), причем тиснильная пленка (3) включает в себя несущую пленку (31) и расположенный на несущей пленке (31) слой (33) переноса,
отличающееся тем, что
в, по меньшей мере, одном краевом участке тиснильной поверхности (6p) на тиснильном штампе (6) перед краем тиснильной поверхности (6p) расположен фальцевальный элемент (8), нижняя торцевая сторона которого выполнена в виде поверхности (8p) прессования так, что она образует участок уплотнения в слое переноса, вследствие чего в этом месте возникает заданное место разрушения.
8. Тиснильное устройство по п.7, отличающееся тем, что поверхность (8p) прессования выполнена в виде линейной выпуклой поверхности.
9. Тиснильное устройство по п.7 или 8, отличающееся тем, что ширина поверхности (8p) прессования находится в диапазоне от 0,02 мм до 1 мм, в частности от 0,02 мм до 0,2 мм.
10. Тиснильное устройство по любому из пп.7-9, отличающееся тем, что поверхность (8p) прессования расположена на одной прямой с тиснильной поверхностью (6p).
11. Тиснильное устройство по любому из пп.7-10, отличающееся тем, что поверхность (8p) прессования расположена с выступом параллельно тиснильной поверхности (6p).
12. Тиснильное устройство по любому из пп.7-11, отличающееся тем, что расстояние (a) между поверхностью (8p) прессования и тиснильной поверхностью (6p) находится в диапазоне от 0 мм до 2 мм, в частности в диапазоне от 0,1 мм до 2 мм.
13. Тиснильное устройство по п.12, отличающееся тем, что расстояние (a) может устанавливаться при помощи расположенного между фальцевальным элементом (8) и тиснильным штампом (6) дистанционного элемента (13; 14).
14. Тиснильное устройство по п.12, отличающееся тем, что расстояние (a) может устанавливаться при помощи расположенного между фальцевальным элементом (8) и тиснильным штампом (6) установочного устройства.
15. Тиснильное устройство по любому из пп.7-14, отличающееся тем, что поверхность (8p) прессования выполнена с возможностью вертикальной юстировки.
16. Тиснильное устройство по п.15, отличающееся тем, что фальцевальный элемент (8) имеет продольные отверстия, сквозь которые проведены крепежные винты (12), причем расположенная на фальцевальном элементе (8) поверхность (8p) прессования может после ослабления крепежных винтов (12) юстироваться в вертикальном направлении.
17. Тиснильное устройство по п.15 или 16, отличающееся тем, что поверхность (8p) прессования выполнена с возможностью вертикальной юстировки посредством расположенного между фальцевальным элементом (8) и тиснильным штампом (6) установочного устройства.
18. Тиснильное устройство по п.17, отличающееся тем, что установочное устройство выполнено в виде винтовой передачи (15; 16).
19. Тиснильное устройство по п.17, отличающееся тем, что установочное устройство выполнено в виде кулачкового механизма.
20. Тиснильное устройство по п.7, отличающееся тем, что фальцевальный элемент (8) и тиснильный штамп (6) выполнены за одно целое.
21. Тиснильное устройство по п.20, отличающееся тем, что расстояние (a) между поверхностью (8p) прессования и тиснильной поверхностью (6p) выполнено в виде паза.
22. Тиснильное устройство по любому из пп.7-21, отличающееся тем, что под подложкой, по меньшей мере, в области, воздействующей на подложку поверхности прессования, расположен подкладной элемент.
| US 3584572 A, 15.06.1971 | |||
| DE 102012105342 A1, 24.12.2013 | |||
| ВЫРАВНИВАНИЕ СЕТЕВОЙ НАГРУЗКИ С ПОМОЩЬЮ ИНФОРМАЦИИ СТАТУСА ХОСТА | 2004 |
|
RU2380746C2 |

