Изобретение касается устройства нанесения покрытия для нанесения покрытия на основное тело, а также способа.
Известно для декорирования производить тиснение, соответственно покрывать тело переносным слоем пленки для горячего тиснения. Как, например, описано в публикации DE 102012109315 A1, такого рода устройство тиснения имеет в качестве крепления для тиснения держатель, в который зажато подвергаемая тиснению, соответственно, покрываемая заготовка. Далее предусмотрен инструмент тиснения, прижимающий пленку горячего тиснения к декорируемой поверхности заготовки, причем давление тиснения создается здесь между креплением для тиснения и инструментом тиснения.
Итак, в основе изобретения лежит задача предоставить устройство нанесения покрытия для покрытия основного тела, а также способ, который улучшает изготовление такого основного тела и снижает производственные затраты.
Изобретение решается с помощью устройства нанесения покрытия для покрытия основного тела, причем устройство нанесения покрытия имеет по меньшей мере один держатель для фиксации основного тела, по меньшей мере одну установку тиснения и по меньшей мере одну установку печати для нанесения одного или нескольких печатных слоев по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело пленочных элементов и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело дополнительных печатных слоев, и установка тиснения имеет один или несколько блоков тиснения для оттиска одного или нескольких пленочных элементов по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело дополнительных пленочных элементов и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело печатных слоев.
Эта задача решается далее способом для покрытия основного тела, в частности, ранее описанным устройством нанесения покрытия, причем при способе проводятся следующие этапы, в частности, в следующей последовательности:
а) фиксация основного тела в держателе,
b) оттиск, в частности, в установке тиснения устройства нанесения покрытия, одного или нескольких пленочных элементов по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одной частичной области одного или нескольких оттиснутых на основное тело дополнительных пленочных элементов и/или по меньшей мере на одной частичной области одного или нескольких нанесенных на основное тело печатных слоев, причем основное тело остается в держателе,
с) нанесение, в частности, в установке печати устройства нанесения покрытия, одного или нескольких печатных слоев по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одной частичной области одного или нескольких оттиснутых на основное тело пленочных элементов, и/или по меньшей мере на одной частичной области одного или нескольких нанесенных на основное тело дополнительных печатных слоев, причем основное тело остается в держателе,
d) извлечение имеющего покрытие основного тела из держателя.
Благодаря изобретению теперь возможно улучшить возможности нанесения покрытия на основное тело и, в частности, увеличить многообразие функций и/или многообразие дизайна. Благодаря нанесению покрытия на основное тело, зафиксированное в держателе с геометрическим замыканием и/или с силовым замыканием, посредством горячего тиснения и последующей за ним печати или, в обратном порядке, посредством печати и последующего горячего тиснения выполнимы многообразные покрытия, которые до сих пор выполнялись только в полностью разделенных, в частности, во времени и в пространстве рабочих операциях.
Предпочтительные примеры исполнения изобретения указаны в подпунктах.
Предпочтительно основное тело – это жесткое тело, имеющее, в частности, по меньшей мере одну участками изогнутую, ровную и/или неровную поверхность.
В частности, возможно, чтобы основное тело и/или поверхность основного тела, в частности, покрываемая поверхность основного тела была в значительной мере плоской, в частности, ровной в двух измерениях или 2,5-D-деформированной или трехмерно деформированной.
Предпочтительно основное тело включает в себя конструктивный элемент, в частности, деталь транспортного средства, деталь корпуса, компонент кабины и/или деталь кузова, отлитую под давлением деталь, деталь 3D-печати и/или конструктивный элемент, изготовленный способом изготовления со снятием стружки и/или без снятия стружки.
Далее также предусмотрено, в частности, чтобы способ включал в себя следующий этап, причем, в частности, этап выполняется перед этапом a):
изготовление основного тела литьем под давлением и/или 3D-печатью и/или способом изготовления со снятием и/или без снятия стружки.
Предпочтительно основное тело включает в себя полимерный материал, включающий в себя термопласт, в частности, ударопрочный термопласт. Далее, полимерный материал состоит, в частности, из полиэтилена (PE), поликарбоната (PC), полипропилена (PP), полистирола (PS), полибутадиена, полинитрила, полиэстера, полиуретана, полиметакрилата, полиакрилатов, полиамидов, полиэтилентерефталата (PET), полибутилентерефталата (PBT), предпочтительно акрилнитрил-бутадиен-стирола (ABS), акрилэстер-стирол-акрилнитрила (ASA), ABS-PC, PET-PC, PBT-PC, PC-PBT и/или ASA-PC и/или кополимеров или их смесей. Также возможно, чтобы полимерный материал имел еще неорганические или органические наполнители, предпочтительно SiO2, Al2O3, TiO2, глинные минералы, силикаты, цеолиты, стекловолокна, углеродные волокна, стеклянные шарики, органические волокна или их смеси. При этом наполнители подмешиваются, в частности, к полимерному материалу, чтобы еще более повысить стабильность основного тела. Далее эти наполнители могут уменьшать долю полимерных материалов и, таким образом, уменьшать затраты на изготовление и/или вес конструктивного элемента. Также возможно, чтобы полимерный материал имел еще неорганические или органические вспомогательные вещества, улучшающие, в частности, обрабатываемость полимерного материала.
Также возможно, чтобы материал основного тела включал в себя сталь, медь, латунь и/или другие металлические вещества и/или сплавы. Также возможно, чтобы материал основного тела включал в себя стекло и/или дерево.
Предусмотрено, в частности, чтобы в зависимости от геометрии и материала основного тела применялись различные держатели, которые, в частности, индивидуально адаптированы к соответствующему основному телу, предпочтительно адаптированы таким образом, чтобы держатели фиксировали соответствующее основное тело с геометрическим замыканием и/или с силовым замыканием. При этом предусмотрено, чтобы зажимное усилие держателя было выбрано таким образом, чтобы был исключен перекос и/или деформация основного тела по причине зажимного усилия.
Предпочтительно при всех этапах способа основное тело остается с геометрическим замыканием и/или с силовым замыканием в держателе. Благодаря этому, с одной стороны, обеспечивается соответственно высокое качество тиснения и печати также для дополнительных этапов тиснения и печати и, в дальнейшем, также особо хорошее удержание совмещения оттиснутых дополнительных пленочных элементов или нанесенных дополнительных печатных слоев, и, таким образом, еще значительно улучшается качество продукта, а также соответственно уменьшается брак.
Под приводкой или совмещением при печати, соответственно, точностью приводки или удержанием совмещения, или точностью совмещения, или точностью положения следует понимать, в частности, точность расположения двух или более элементов и/или слоев относительно друг друга. При этом точность приводки должна изменяться предпочтительно в рамках предварительно заданного допуска и при этом быть предпочтительно насколько возможно высокой. Одновременно точность приводки нескольких элементов и/или слоев друг к другу – это, в частности, важный момент для того, чтобы повысить надежность процесса. При этом точное по положению размещение осуществляется, в частности, с помощью сенсорных, предпочтительно оптически обнаруживаемых меток совмещения или маркировок положения. При этом, в частности, эти метки совмещения или маркировки положения представляют собой либо специальные отдельные элементы или области, или слои, или сами являются частью располагаемых элементов или областей, или слоев.
Далее, также предпочтительно предусмотрено, чтобы при оттиске один или несколько пленочных элементов одного или нескольких пленочных элементов были оттиснуты с точной приводкой к одному или нескольким дополнительным пленочным элементам, причем, в частности, регистрировались одна или несколько приводочных меток оптических признаков одного или нескольких дополнительных пленочных элементов и/или держателя и использовались для управления оттиском.
Далее, в частности, предусмотрено, чтобы держатель мог открываться и/или раскрываться механически и/или гидравлически, и/или пневматически, и/или электрически, и/или вручную.
Далее, также возможно, чтобы способ включал в себя следующий этап, причем, в частности, этап выполняется перед этапом a):
подвод и/или размещение основного тела в держателе.
Предпочтительно подвод и/или размещение основного тела происходит человеческой рукой, подающим устройством, которое заканчивается в держателе и/или полностью автоматизировано, например, роботом.
Предпочтительно предусмотрено, чтобы устройство нанесения покрытия имело по меньшей мере один, расположенный с возможностью перемещения инструментоноситель, в частности, расположенный вертикально или горизонтально поворотный диск или передвигаемый стол, в частности, с линейным приводом. В частности, на нем расположен по меньшей мере один держатель. Предпочтительно по меньшей мере один держатель, в частности, вместе с зафиксированным основным телом, с помощью инструментоносителя перемещаем по меньшей мере между по меньшей мере одной установкой тиснения и/или по меньшей мере одной установкой печати, и/или по меньшей мере одной установкой предварительной обработки, и/или по меньшей мере одной проверочной установкой и/или по меньшей мере одной очистительной установкой.
Далее, предпочтительно возможно, чтобы устройство нанесения покрытия имело число n установок, в частности, по меньшей мере одну установку тиснения, по меньшей мере одну установку предварительной обработки, по меньшей мере одну очистительную установку и/или по меньшей мере одну печатную установку, и чтобы по меньшей мере на одном инструментоносителе были расположены по меньшей мере n держателей.
Также возможно, чтобы устройство нанесения покрытия имело по меньшей мере одно установочное устройство для перемещения держателя и/или расположенного по меньшей мере на одном общем инструментоносителе по меньшей мере одного держателя между установками устройства нанесения покрытия.
При этом предпочтительно возможно, чтобы один или несколько держателей были смонтированы по меньшей мере на одном инструментоносителе, и они совместно перемещались по меньшей мере одним инструментоносителем с помощью установочного устройства.
Далее, в частности, предусмотрено, чтобы по меньшей мере одно установочное устройство включало в себя по меньшей мере один сервопривод и/или по меньшей мере один гидравлический привод, и/или по меньшей мере один пневматический привод, и/или по меньшей мере один электрический привод.
Далее предпочтительно установочное устройство включает в себя один или несколько линейных приводов, в частности, один или несколько высокоточных линейных приводов, которые перемещают, в частности по меньшей мере один инструментоноситель в одном направлении в пространстве, предпочтительно в двух направлениях в пространстве, далее предпочтительно в трех направлениях в пространстве. Тем самым, отдельные рабочие этапы выполнимы с точным расположением, и улучшается качество изготовления, а также качество продукта.
В частности, предусмотрено, чтобы линейный привод имел вращательный привод, преобразующий через передачу, в частности, шпиндель вращательное движение в линейное, поступательное движение. Также возможно, чтобы линейный привод включал в себя линейный прямой привод, соответственно, линейный двигатель, у которого напрямую, в частности, через магнитные поля возможен линейный, поступательный привод. Линейный привод с передачей, соответственно, шпинделем имеет точность позиционирования +/-50 мкм или меньше, предпочтительно +/-30 мкм или меньше. Линейный прямой привод, соответственно, линейный двигатель имеет точность позиционирования +/-10 мкм или меньше, предпочтительно +/-5 мкм или меньше, под чем здесь следует понимать высокоточный линейный привод. Высокая точность позиционирования высокоточного линейного привода на линейном приводе может быть достигнута с помощью накапливающей или абсолютной системы прямых измерений, причем система прямых измерений напрямую соединена с приводными компонентами линейного привода и работает с использованием измерительных шкал (с или без предварительной калибровки).
Далее, в частности, предусмотрено, чтобы устройство нанесения покрытия имело по меньшей мере одно устройство управления процессом, управляющее установочным устройством, в частности, таким образом, чтобы один или более держателей циклически в предварительно установленной последовательности подводились к двум или более установкам устройства нанесения покрытия, в частности, в последовательности: установка тиснения – установка печати, установка печати – установка тиснения, установка предварительной обработки – установка тиснения – установка печати, установка тиснения – установка предварительной обработки – установка печати, установка предварительной обработки – установка тиснения – установка предварительной обработки – установка печати. Предпочтительно устройство управления процессом включает в себя один или несколько микропроцессоров, периферийные компоненты для управления одной или несколькими установками тиснения, одной или несколькими установками печати, одной или несколькими установками предварительной обработки, одним или несколькими блоками УФ-облучения (УФ = электромагнитное излучение в ультрафиолетовом диапазоне спектра) и/или одним или несколькими блоками ИК-облучения (ИК = электромагнитное излучение в инфракрасной области спектра), одним или несколькими блоками подачи пленки и по меньшей мере одним установочным устройством, а также соответствующие компоненты программного обеспечения.
При этом, в частности, возможно, чтобы один или несколько держателей многократно подводились к установке.
Например, возможно, чтобы этапы b) и c) проводились одно- или многократно и/или в любой последовательности. Далее предпочтительно, чтобы время циклов этапов b) и c) составляло соответственно между 1 с и 300 с, предпочтительно между 5 с и 120 с, в частности, между 20 с и 30 с.
Далее предпочтительно возможно, чтобы по меньшей мере один инструментоноситель, на котором расположен по меньшей мере один держатель, в частности, вместе с зафиксированным основным телом, перед этапом b) перемещался в положение тиснения для проведения этапа b) и/или перед этапом c) в положение печати для проведения этапа c).
Далее является целесообразным, чтобы установка тиснения имела по меньшей мере одну револьверную головку, установленную с возможностью вращения вокруг по меньшей мере одной оси и поступательно перемещаемую вдоль по меньшей мере одной оси, причем, в частности, револьверная головка включала в себя одно или несколько креплений штампа тиснения, которые вмещают один или несколько штампов тиснения. Благодаря размещению нескольких штампов тиснения в револьверной головке возможно оттискивать различные мотивы различными штампами тиснения и при этом одновременно обеспечивать малое время цикла.
В частности, является целесообразным, чтобы один или несколько штампов тиснения были смонтированы с возможностью замены на одном или нескольких креплениях штампов тиснения по меньшей мере одной револьверной головки, предпочтительно причем каждое крепление штампа тиснения имеет соответственно систему быстрой смены для замены без использования инструментов штампов тиснения, предпочтительно причем система быстрой смены имеет крепление «ласточкин хвост» и/или зажимной рычаг для замены штампов тиснения.
Далее возможно, чтобы система быстрой смены включала в себя пластину крепления штампов, которая имеет теплоизоляцию и/или быстродействующий запор, в частности по меньшей мере один затяжной рычаг и/или по меньшей мере одно крепление «ласточкин хвост», и/или интегрированный в пластину крепления штампов прямой нагрев. Теплоизоляция обеспечивает предпочтительно, чтобы возникающее при процессе тиснения тепло не передавалось на другие элементы устройства нанесения покрытия. В частности, в результате получается то следующее преимущество, что с помощью системы быстрой смены значительно уменьшается время подготовки устройства нанесения покрытия.
Далее предпочтительно возможно, чтобы одно или несколько креплений штампа тиснения и один или несколько штампов тиснения были кодированы, предпочтительно RFID-чипами. Получается предпочтительно то преимущество, что таким образом устройство нанесения покрытия распознает примененный штамп тиснения и, например, именно для него из банка данных вычислительного блока устройства нанесения покрытия предоставляются подобранные параметры процесса.
Далее предпочтительно предусмотрено, чтобы один или несколько не смонтированных на револьверной головке штампов тиснения временно хранились в креплении устройства нанесения покрытия для предварительного нагрева. При этом диапазон нагрева находится предпочтительно между 0°C и 300°C, в частности, между 80°C и 250°C.
Таким образом получается предпочтительно то преимущество, что при замене штампа тиснения разогрев заново монтированного штампа тиснения происходит значительно быстрее, и, тем самым, сокращается время простоя устройства нанесения покрытия, поскольку процесс изготовления может возобновиться раньше.
В частности, целесообразно, чтобы один или несколько штампов тиснения имели по меньшей мере один прямой нагрев для быстрого разогрева штампа тиснения. При этом, в частности, один или несколько штампов тиснения имеют нагревательные проволоки, и возникает предпочтительно преимущество в экономии энергии. Предпочтительно предусмотрено, чтобы диапазон нагрева одного или нескольких штампов тиснения находился между 0°C и 300°C, в частности, между 80°C и 250°C.
Предпочтительно предусмотрено, чтобы один или несколько штампов тиснения включали в себя материал или комбинацию материалов, выбранных из: сталь, силикон, полимерный материал, алюминий, медь, латунь и/или магний.
Далее возможно, чтобы установка тиснения имела по меньшей мере один блок подачи пленки, причем блок подачи пленки включал в себя два или более валиков пленки, которые наматывают или разматывают два или более полотен пленки, причем два или более полотен пленки располагаются предпочтительно параллельно друг другу и предпочтительно задвигаются, соответственно, выдвигаются между штампом тиснения и основным телом. При этом, в частности, предусмотрено, чтобы могли быть использованы два или более полотен пленки различной структуры, цвета, характеристик поверхности и проч., чтобы создавалось большое многообразие дизайна и многообразие функций основных тел, имеющих покрытие. Далее получается, в частности, то преимущество, что уменьшается время подготовки, поскольку может быть уменьшена частота смены полотен пленки между отдельными этапами тиснения.
Далее предпочтительно возможно, чтобы по меньшей мере один блок подачи пленки имел по меньшей мере одно вспомогательное устройство сращивания, и/или чтобы два или более валиков пленки могли быть извлечены, в частности, для смены пленки. Под вспомогательным устройством сращивания понимается, в частности, устройство для скрепления полотен пленки, в частности, липкими лентами. Далее предпочтительно предусмотрено, чтобы вспомогательное устройство сращивания включало в себя вакуумный блок, который создает вакуум, в частности, зоне места склеивания, чтобы склеивание двух или более полотен пленки можно было проводить без включений воздуха. В частности, извлекаемые валики пленки позволяют просто и быстро заменять полотна пленки.
Далее возможно, чтобы блок подачи пленки имел, в частности по меньшей мере одну двукратную и/или многократную намотку и размотку, с помощью которой наматываются, соответственно, разматываются два и/или более полотен пленки. Предпочтительно предусмотрено, чтобы также блок подачи пленки имел по меньшей мере один, регулируемый по высоте направляющий ролик, по меньшей мере один тормозной привод и/или по меньшей мере один электрический поворотный ролик для понижения натяжения пленки. Далее возможно, чтобы блок подачи пленки включал в себя по меньшей мере один сервопривод, который приводит в движение один или более валиков пленки. Далее возможно, чтобы блок подачи пленки включал в себя по меньшей мере один регулируемый прижимной валик.
Далее возможно, чтобы устройство нанесения покрытия имело по меньшей мере один блок контроля пленки, который проверял два или более полотен пленки на разрыв пленки, конец пленки и/или запас пленки, предпочтительно с помощью по меньшей мере одного датчика и/или с помощью двух или более сервомоторов, расположенных на двух или более валиках пленки.
У датчика речь идет, в частности, об оптическом датчике, например, камере. Такая проверка производится предпочтительно с применением способа обработки картинки и может, например, при установлении сбоя посылать сигнал наладчику машины, чтобы он мог устранить ее.
В отношении установки печати, в частности, предусмотрено, чтобы по меньшей мере одна установка печати включала в себя установку цифровой печати и/или установку Inkjet-печати, и/или установку тампонной печати и/или установку струйной печати чернилами. Далее предпочтительно, чтобы по меньшей мере одна установка печати включала в себя по меньшей мере один блок печати, который имеет, в частности, по меньшей мере одну печатающую головку.
При этом, в частности, предусмотрено, чтобы по меньшей мере один блок печати имел по меньшей мере один линейный привод, в частности, по меньшей мере один высокоточный линейный привод, перемещающий по меньшей мере один блок печати в одном направлении в пространстве, предпочтительно в двух направлениях в пространстве, далее предпочтительно в трех направлениях в пространстве.
Далее предпочтительно предусмотрено, чтобы по меньшей мере одна печатающая головка по меньшей мере одного блока печати имела по меньшей мере один линейный привод, в частности, по меньшей мере один высокоточный линейный привод, перемещающий по меньшей мере одну печатающую головку в одном направлении в пространстве, предпочтительно в двух направлениях в пространстве, далее предпочтительно в трех направлениях в пространстве.
Для способа, в частности, возможно, чтобы нанесение одного или нескольких печатных слоев проводилось с помощью цифровой печати и/или струйной печати чернилами, и/или Inkjet-печати, и/или тампонной печати.
При этом, в частности, предусмотрено, чтобы по меньшей мере одна печатающая головка наносила один или несколько печатных слоев. Далее возможно, чтобы один или несколько печатных слоев имели один или несколько материалов, в частности, выбранных из: чернила для печати, в частности, чернила для печати цветами из цветовой модели CMYK- и/или RGB и/или особыми цветами, и/или прозрачные чернила для печати, в частности, прозрачный лак или защитный лак (ClearCoat), и/или клей, в частности, клей холодного приклеивания и/или УФ-клей, и/или лаки. При этом цветовая модель CMYK составляется, в частности, из цветов C = Cyan (сине-зеленый); M = Magenta (пурпурный); Y = желтый; K = черный, а цветовая модель RGB из цветов R = красный; G = зеленый; B = синий. Особые цвета могут быть заимствованы, например, из цветовой системы PANTONE®. При этом, в частности, предусмотрено, чтобы каждая печатающая головка предоставляла один цвет. Предпочтительно путем слагательного или вычитательного совмещения и/или смешивания отдельных цветных компонентов создаются цвета, которые могут быть нанесены как один или несколько печатных слоев.
Для способа аналогично получается, в частности, что нанесение одного или нескольких печатных слоев проводится на этапе c) с помощью одной или нескольких печатающих головок, которые имеют чернила для печати, в частности, чернила для печати цветами из цветовой модели CMYK- и/или RGB и/или особыми цветами, и/или прозрачные чернила для печати, в частности, прозрачный лак и/или защитный лак (ClearCoat), и/или клей, в частности, клей холодного приклеивания и/или УФ-клей, и/или лаки, которые наносятся предпочтительно как печатный слой по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело пленочных элементов, и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело дополнительных печатных слоев.
Далее также предусмотрено, чтобы один или несколько нанесенных на основное тело печатных слоев частично отверждались и/или отверждались полностью.
Далее, в частности, предусмотрено, чтобы устройство нанесения покрытия имело по меньшей мере один блок УФ-облучения для предварительного УФ-отверждения, в частности, пиннинга одного или нескольких печатных слоев одного или нескольких печатных слоев и/или по меньшей мере один блок УФ-облучения для полного отверждения одного или нескольких печатных слоев одного или нескольких печатных слоев, причем блок УФ-облучения включает в себя испускающий УФ-излучение источник света, который испускает свет предпочтительно в диапазоне длин волн от 385 нм до 405 нм. В частности, предусмотрено, чтобы отверждаемые один или несколько печатных слоев включали в себя один или несколько материалов, выбранных из: УФ-клей, клей холодного приклеивания, клей, лак и/или чернила.
Предварительное УФ-отверждение, в частности, пиннинг работает со сравнительно малой мощностью блока УФ-облучения, причем, например, потребление мощности соответствующего УФ-светодиода (LED) находится между 1 Ваттом и 5 Ваттами. Блок УФ-облучения для полного отверждения работает со сравнительно высокой мощностью блока УФ-облучения, причем, например, потребление мощности соответствующего УФ-светодиода находится между 10 Ваттами и 50 Ваттами.
Далее возможно, чтобы по меньшей мере один блок УФ-облучения включал в себя по меньшей мере один линейный привод, в частности, по меньшей мере один высокоточный линейный привод, который перемещает по меньшей мере один блок УФ-облучения в одном направлении в пространстве, предпочтительно в двух направлениях в пространстве, далее предпочтительно в трех направлениях в пространстве.
Предпочтительно способ включает в себя следующий этап, причем этап проводится на этапе c):
УФ-облучение, в частности, пиннинг, с помощью УФ-света, предпочтительно УФ-светодиода, для предварительного отверждения одного или нескольких печатных слоев одного или нескольких печатных слоев, в частности, УФ-клея, клея холодного приклеивания, клея, лака и/или чернил, причем, в частности, облучение светом проводится, в частности, из диапазона длин волн от 385 нм до 405 нм.
Особо предпочтительно способ включает в себя далее следующий этап, причем этап проводится на этапе c):
УФ-облучение с помощью УФ-света, предпочтительно УФ-светодиода, для полного отверждения одного или нескольких печатных слоев одного или нескольких печатных слоев предпочтительно УФ-клея, клея холодного приклеивания, клея, лака и/или чернил, причем, в частности, проводится облучение светом, в частности, из диапазона длин волн от 385 нм до 405 нм.
Наряду по меньшей мере с одной установкой тиснения и по меньшей мере одной печатной установкой предусмотрена, в частности, также еще по меньшей мере одна установка предварительной обработки. В частности, предусмотрено, чтобы устройство нанесения покрытия имело по меньшей мере одну установку предварительной обработки для предварительной обработки частичной области поверхности основного тела, одного или нескольких оттиснутых на основное тело пленочных элементов и/или одного или нескольких нанесенных на основное тело печатных слоев, в частности, одним или несколькими способами обработки, выбранными из: обработка газом, обработка пламенем, обработка плазмой, фторирование, облучение, чистка, активация поверхности, нанесение покрытия, ионизация.
Далее также, в частности, предусмотрено, чтобы способ включал в себя следующий этап, причем, в частности, этап проводится одно- или многократно до этапа b) и/или перед этапом c):
предварительная обработка по меньшей мере одной частичной области первой поверхности основного тела и/или по меньшей мере одной частичной области одного или нескольких оттиснутых на основное тело пленочных элементов, и/или по меньшей мере одной частичной области одного или нескольких нанесенных на основное тело печатных слоев, в частности, одним или несколькими способами обработки, выбранными из: обработка газом, обработка пламенем, обработка плазмой, фторирование, облучение, чистка, активация поверхности, ионизация, нанесение покрытия.
Здесь является особо предпочтительным то, что из-за «близости» по времени предварительной обработки как к процессу тиснения, так и к процессу печати, предварительно обработанная поверхность является особенно «доступной» для проведенных способов обработки, и в значительной мере предотвращается дегенерация – из-за близости по времени. Таким образом значительно повышается эффективность предварительной обработки, и, например, улучшаются свойства сцепления между основным телом и одним или несколькими пленочными элементами и/или одним или несколькими печатными слоями.
В частности, ионизация позволяет уменьшить электростатический заряд, благодаря чему оттиск одного или нескольких пленочных элементов формируется более эффективно. В частности, благодаря транспорту ионов через работающие от электричества элементы вентилятора становится ненужным, по причине сравнительно большой дальности действия примерно в 500 мм, специальное выставление расстояния по высоте. Поскольку работа ионизации не видна оператору, то с помощью встроенной функции наблюдения подается сигнал в управление о возможном возникающем сбое блока.
Предпочтительно устройство нанесения покрытия имеет по меньшей мере одну установку проверки для оптической проверки по меньшей мере одной частичной области поверхности основного тела, одного или нескольких оттиснутых на основное тело пленочных элементов и/или одного или нескольких нанесенных на основное тело печатных слоев с помощью оптического датчика, в частности, камеры.
Далее, в частности, предусмотрено, чтобы перед этапом b) и/или этапом c) происходила оптическая проверка по меньшей мере одной частичной области поверхности основного тела и/или по меньшей мере одной частичной области одного или нескольких оттиснутых на основное тело пленочных элементов, и/или по меньшей мере одной частичной области одного или нескольких нанесенных на основное тело печатных слоев оптическим датчиком, в частности, камерой.
При этом такого рода оптическая проверка проводится предпочтительно с применением способа обработки картинки и может, например, использоваться для того, чтобы оптимизировать параметры процесса, например, путем объединения в соответствующий регулировочный контур, чтобы таким образом еще более уменьшить процент брака. Далее эта оптическая проверка может быть использована и для обеспечения качества. Эта оптическая проверка может проводиться многократно в различные моменты времени процесса, например, после процесса тиснения и/или после предварительной обработки, и/или после процесса печати, и/или после процессов очистки, и/или после извлечения имеющего покрытие основного тела из держателя, и/или после дополнительных процессов обработки.
Далее возможно, чтобы устройство нанесения покрытия имело по меньшей мере одну установку чистки, в частности, для чистки по меньшей мере одной поверхности основного тела и/или одного или нескольких оттиснутых на основное тело пленочных элементов, и/или одного или нескольких нанесенных на основное тело печатных слоев путем обработки щетками и/или сжатым воздухом, и/или отсосом и/или струей жидкого CO2 и/или клейкой лентой, в частности, с помощью подъемного ленточного очистителя (Hub-Tapecleaner) и/или роликового ленточного очистителя (Rollen-Tapecleaner).
В частности, предусмотрено, чтобы способ включал в себя следующий этап, причем, в частности, этап проводится до и/или после этапа b) и/или до и/или после этапа c):
очистка, в частности, с помощью щеток и/или сжатого воздуха, и/или отсоса, и/или, струей жидкого CO2, и/или клейкой лентой, в частности, с помощью подъемного ленточного очистителя и/или роликового ленточного очистителя.
Этим способом очищается, например, свободная поверхность от отходов процесса тиснения. Здесь процесс очистки проводится предпочтительно, когда основное тело еще находится в держателе. Благодаря этому предпочтительно обеспечено, чтобы основное тело во время процесса очистки было надежно зафиксировано, чтобы также могли быть применены способы очистки, которые требуют стабильной фиксации очищаемого продукта.
Предпочтительно возможно, чтобы устройство нанесения покрытия имело по меньшей мере одну проточную камеру (Flowbox), предпочтительно по меньшей мере один вентилятор для уменьшения пыли и/или недопущения пыли, причем, в частности, она/он вдувает в рабочее пространство отфильтрованный окружающий воздух, соответственно, воздух помещения под избыточным давлением. Для способа предпочтительно возможно, чтобы до и/или во время, и/или после этапа b) и/или этапа c) проникновение пыли в рабочее пространство уменьшалось, в частности, предотвращалось с помощью избыточного давления воздуха. Это имеет то преимущество, что никакие частицы пыли или прочие частицы не попадают извне в рабочее пространство, чтобы, например, не возникали включения пыли при оттиске или нанесении печати.
При этом предпочтительно рабочее пространство герметизировано от окружающего пространства и особо предпочтительно является запираемым от окружающего пространства. Далее, в частности, предусмотрено, чтобы рабочее пространство включало в себя то пространство, в котором расположены по меньшей мере одна установка тиснения, по меньшей мере одна установка печати, по меньшей мере одна установка предварительной обработки, по меньшей мере одна установка очистки и/или по меньшей мере одна установка проверки.
Также возможно, чтобы способ включал в себя следующий этап, причем, в частности, этап проводится после этапа d) в одной или нескольких дополнительных установках:
обливание, набрызгивание и/или распыление лака на имеющее покрытие основное тело, и/или предпочтительно ламинирование датчиками, в частности, датчиками, восприимчивыми к касанию и/или приближению, на имеющее покрытие основное тело, в частности, на обратную сторону имеющего покрытие основного тела.
В частности, комбинированием имеющего покрытие основного тела с датчиками, восприимчивыми к касанию и/или приближению, визуализируются индивидуальные программирования соответствующим декорированием на поверхности в соответствии с торговой маркой (Corporate Identity). Такого рода датчиками могут быть работающие как сопротивление или как емкость датчики касания.
Предпочтительно оттиск одного или нескольких пленочных элементов проводится на этапе b) при помощи накатного тиснения и/или частичного накатного тиснения, и/или вертикального тиснения. Далее также возможно использовать для этого соответствующие способы тиснения, которые оптимизированы именно для имеющих трехмерную форму поверхностей, таких, как описаны в публикации DE 102012109315 A.
Предпочтительно возможно, чтобы оттиск одного или нескольких пленочных элементов проводился на этапе b) с помощью одного или нескольких штампов тиснения, которые наносят пленку или один или несколько фрагментов пленки как пленочный элемент по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело дополнительных пленочных элементов, и/или по меньшей мере одну на частичную область одного или нескольких нанесенных на основное тело печатных слоев.
Также, в частности, предусмотрено, чтобы нанесение одного или нескольких пленочных элементов производилось тиснильными валиками. Предпочтительно один или несколько тиснильных валиков адаптированы под форму основного тела и/или в своей проводке и по своему характеру накатки создают возможность соответственного следования контуру в отношении контура поверхности первой поверхности основного тела, соответственно, подогнаны под это следование.
При проведении этапа b) в качестве пленок рассматриваются, в частности, переносные пленки, например, пленки горячего тиснения или пленки холодного тиснения, а также ламинирующие пленки.
При этом особенно пригодны для использования переносные пленки, которые включают в себя несущий слой и отделяемый от него переносной слой. При этом несущий слой состоит предпочтительно из полимерной пленки, например, PET-пленки толщиной между 5 мкм и 250 мкм. Переносной слой имеет при этом один или несколько слоев, которые предпочтительно выбраны из: одного или нескольких декоративных слоев, одного или нескольких функциональных слоев, одного или нескольких защитных слоев, одного или нескольких слоев, обеспечивающих адгезию, одного или нескольких барьерных слоев, одного или нескольких проводящих слоев.
Далее предпочтительно, если между несущим слоем и переносным слоем расположены один или несколько отделяемых слоев, которые улучшают отделяемость. Такого рода слои содержат предпочтительно воски и/или силиконы, и/или полимеры.
В случае, если такого рода переносная пленка выполнена как пленка горячего тиснения, то она имеет предпочтительно на направленной от несущего слоя стороне переносной пленки термически активируемый клейкий слой, который может быть активирован, в частности, с помощью термической энергии штампа тиснения и/или тиснильного валика. Затем несущая пленка с частями переносного слоя, на которые не воздействовали штампом тиснения и/или тиснильным валиком, снова удаляется.
В случае, если такого рода переносная пленка выполнена как пленка холодного тиснения, то на основное тело и/или на направленной от несущего слоя стороне переносной пленки наносится УФ-отверждаемый клеевой слой, в частности, наносится печатью, например, с помощью глубокой печати и/или офсетной печати, и/или флексопечати, и/или Inkjet-печати, и/или тампонной печати и после совместной проводки пленки холодного тиснения и основного тела активируется УФ-излучением и отверждается. Затем несущая пленка с частицами переносного слоя, которые не были связаны с клеевым слоем, снова отделяется.
Далее также возможно, чтобы переносный слой переносной пленки имел, например, нанесенные вырубанием или резкой или воздействием лазера выемки, или переносной слой был предусмотрен в форме наклеек (Patches) на несущем слое. Такого рода переносные слои также имеют предпочтительно еще одну или несколько несущих пленок для стабилизации переносного слоя. Благодаря этому получается то преимущество, что «чувствительные» функциональные и декоративные слои получают дополнительную защиту от термических и механических нагрузок процесса тиснения, соответственно, от последующих этапов процесса.
Предпочтительно предусмотрено, чтобы в качестве пленки на этапе b) использовалась ламинирующая пленка, и при оттиске наносился в качестве пленочного элемента по меньшей мере один, обусловленный формой штампа тиснения фрагмент ламинирующей пленки при активации клеевого слоя ламинирующей пленки или предусмотренного между поверхностью основного тела и ламинирующей пленкой клеевого слоя.
Ламинирующие пленки имеют предпочтительно не один «отделяемый» несущий слой, т.е. несущий слой и дополнительные слои образуют прочно сцепляющийся композит. Ламинирующие пленки имеют предпочтительно один или несколько из следующих слоев: один или несколько декоративных слоев, один или несколько функциональных слоев, один или несколько защитных слоев, один или несколько несущих слоев, один или несколько слоев, обеспечивающих адгезию, одну или несколько несущих пленок, один или несколько барьерных слоев, один или несколько проводящих слоев.
При этом предпочтительно ламинирующие пленки имеют, в частности, нанесенные вырубанием и/или резкой, и/или воздействием лазера выемки или уже при оттиске подводятся к процессу тиснения в форме этикеток, ярлыков или подобных отдельных элементов, которые, в частности, могут быть расположены на вспомогательном носителе.
Нанесенные одним или несколькими штампами тиснения, соответственно, тиснильными валиками один или несколько пленочных элементов предпочтительно имеют форму, которая в широком диапазоне может быть предопределена формой исполнения одного или нескольких штампов тиснения, соответственно, тиснильных валиков, формой пленки, соответственно, переносного слоя пленки и/или другими мерами, как описано ниже. Эти пленочные элементы в отношении строения их слоев определяются соответствующим строением слоев использованной для оттиска пленки, соответственно, переносного слоя использованной для оттиска пленки. Поэтому один или несколько пленочных элементов имеют предпочтительно при определенных обстоятельствах один или несколько слоев, выбранных из: один или несколько декоративных слоев, один или несколько функциональных слоев, один или несколько защитных слоев, один или несколько слоев, обеспечивающих адгезию, один или несколько клеевых слоев, один или несколько несущих слоев, один или несколько несущих пленок.
В частности, предусмотрено, чтобы один или несколько пленочных элементов и/или один или несколько дополнительных пленочных элементов имели соответственно по меньшей мере один декоративный слой и/или по меньшей мере один функциональный слой, в частности, слой с электрической функциональностью, в частности, включающий в себя один или несколько элементов, выбранных из: датчик касания, антенна, электромагнитное экранирование, не электропроводящие металлические слои для предотвращения электростатического заряда, дисплей, светодиод, электросхема, фотоячейка, по меньшей мере один, в частности, дополнительно отверждаемый защитный слой и/или по меньшей мере один слой, обеспечивающий адгезию.
Декоративный слой или декоративные слои состоят предпочтительно из одного декоративного слоя или комбинации следующих декоративных слоев:
- прозрачный или полупрозрачный, или непрозрачный лаковый слой, содержащий красители и/или пигменты, в частности, органические/неорганические пигменты, люминесцентные и/или флуоресцентные пигменты и/или красители, оптически меняющиеся пигменты, термохромные пигменты и/или красители, металлические пигменты, магнитно-ориентируемые пигменты,
- слой объемной голограммы,
- слой с оптически активным рельефом поверхности, в частности, с дифрактивно и/или рефрактивно работающим рельефом поверхности, голографическим рельефом поверхности, с рельефом поверхности, содержащим рефрактивные структуры, дифрактивные структуры, в частности, линзовые структуры, распределения микролинз, микропризмы, микрозеркала, матовые структуры, в частности, изотропные и/или анизотропные матовые структуры и/или комбинацию любых структур такого рода;
- отражающие слои, в частности, металлические или диэлектрические отражающие слои;
- слои с высоким показателем преломления или с низким показателем преломления, в частности, с показателями преломления, отличающимися на более, чем +/- 0,2 от показателя преломления в 1,5;
- жидкокристаллические слои, в частности, холестерические и/или нематические жидкокристаллические слои;
- тонкопленочные слои, которые демонстрируют оптически меняющийся эффект изменения цвета, в частности, трехслойную композицию, включающую в себя слой поглотителя, диэлектрический разделительный слой и дополнительный отражающий слой или альтернативно включающую в себя многократную последовательность чередующихся прозрачных слоев с высокими и низкими коэффициентами преломления.
При этом эти декоративные слои могут быть нанесены в любой последовательности друг на друга и/или рядом друг с другом. При этом каждый отдельный декоративный слой может быть сформирован на части поверхности в форме шаблона, чтобы достигать, в частности, желаемого графического декора. Декоративные слои предпочтительно расположены с приводкой относительно друг друга.
Функциональный слой или функциональные слои состоят предпочтительно из одного слоя или из комбинации следующих указанных функциональных слоев: слои с электрической функциональностью, в частности, включающие в себя один или несколько элементов, выбранных из: датчик касания, антенна, электромагнитное экранирование, не электропроводные металлические слои для предотвращения электростатического заряда, дисплей, светодиод, электросхема, фотоячейка, слой с магнитной функциональностью, например, с магнитным штрих-кодом, слои с механической функциональностью, например, элементы усиления или элементы жесткости из металла и/или полимерного материала, и/или сотканные и/или нетканые волоконные слои, и/или волокнистые наполнители, и/или волокнистые дополнительные слои, слои с оптической функциональностью, например, антиотражающие слои или отражающие слои, слои с тактильной функциональностью, например, сенсорные покрытия поверхности.
Возможно, чтобы в качестве пленки на этапе b) использовалась пленка горячего тиснения, включающая в себя несущий слой и отделяемый от него переносной слой и/или при этапе b) в качестве пленочного элемента наносился по меньшей мере один, задаваемый формой штампа тиснения фрагмент переносного слоя при активации клеевого слоя переносного слоя или предусмотренного между основным телом и переносным слоем клеевого слоя.
Далее возможно, чтобы в качестве пленки на этапе b) использовалась переносная пленка, в частности, пленка холодного тиснения, включающая в себя несущий слой и отделяемый от него переносной слой, на переносной слой и/или на частичную область поверхности основного тела наносится в первой области клеевой слой, в частности, выбранный из клея холодного приклеивания и/или УФ-клея, в частности, с помощью Inkjet-печатающей головки, однако, не наносится во второй области, в частности, с помощью штампа тиснения переносная пленка направляется на поверхность основного тела, клеевой слой активируется, и переносная пленка снова отделяется, так что в качестве пленочного элемента наносится задаваемый формой первой области фрагмент переносного слоя.
Клеевой слой отверждается предпочтительно с помощью электромагнитного излучения, обладающего большой энергией, например, с помощью УФ-облучения и/или ИК-облучения, и/или облучения электронами. При этом отверждение может происходить, в частности, до и/или во время, и/или после нанесения переносного слоя на клеевой слой. Если отверждение происходит перед нанесением переносного слоя на клеевой слой, то, тем самым, клеевой слой может быть предварительно отвержден, чтобы, например, вязкость клеевого слоя целенаправленно повысить (ИК-облучение) или понизить (УФ-облучение). Если отверждение происходит во время нанесения переносного слоя на клеевой слой, то отверждение может происходить у несущего слоя, пока еще связанного с переносным слоем. Если отверждение происходит после нанесения переносного слоя на клеевой слой, то отверждение может происходить при уже отделенном от переносного слоя несущем слое и при свободном переносном слое с верхней стороны основного тела.
Во время отверждения клеевого слоя могут быть одновременно совместно отверждены или дополнительно отверждены с помощью облучения, действующего на основное тело, один или несколько пленочных элементов и/или один или нескольких дополнительных пленочных элементов, также и дополнительные слои и/или частичные области основного тела, и/или один или несколько печатных слоев, и/или один или несколько дополнительных печатных слоев.
Далее также возможно, чтобы один или несколько печатных слоев и/или один или несколько дополнительных печатных слоев отверждались раздельно. При этом следует обратить внимание, в частности, на описанное выше УФ-облучение.
Далее, в частности, при сформированных прозрачными основных телах предусмотрено проводить двустороннее декорирование, соответственно, нанесение покрытия, чтобы благодаря отступу друг от друга обоих декоров из-за толщины стенки основного тела возникал эффект глубины. Для этого толщина основного тела выбирается предпочтительно так, чтобы один или несколько пленочных элементов, с одной стороны, и один или несколько дополнительных пленочных элементов, с другой стороны, находились на расстоянии друг от друга таким образом, чтобы создавался оптический эффект глубины благодаря взаимодействию одного или нескольких пленочных элементов и одного или нескольких дополнительных пленочных элементов.
Если основное тело выполнено, например, непрозрачным, то декор на обеих сторонах с помощью одного или нескольких пленочных элементов и одного или нескольких дополнительных пленочных элементов может давать различный оптический облик основного тела с различных сторон.
Путем использования одного или нескольких пленочных элементов и одного или нескольких дополнительных пленочных элементов также может производиться комбинация декоративных пленок и функциональных пленок. Например, на одной стороне основного тела может производится декорирование, а на другой стороне основного тела – нанесение функционального элемента, например, датчика касания или антенны, или дисплея.
Для этой цели, в частности, предпочтительно, чтобы устройство нанесения покрытия имело поворотное устройство для основного тела. Далее, для этого, в частности, предпочтительно, чтобы установочное устройство имело дополнительный инструментоноситель для повернутого основного тела, поскольку, в частности, возможно, что обратная сторона имеет иную форму, чем передняя сторона основного тела. Предпочтительно возможно, чтобы поворотное устройство имело, например, манипулятор, который извлекает основное тело из одного инструментоносителя, основное тело соответственно поворачивает и размещает, соответственно, располагает в повернутом положении в следующем инструментоносителе.
При нанесении печати на этапе c) возможно, чтобы по меньшей мере одна следующая частичная область находилась внутри по меньшей мере одной частичной области первой поверхности основного тела и/или по меньшей мере одной частичной области одного или нескольких оттиснутых на основное тело пленочных элементов, и/или по меньшей мере одной частичной области одного или нескольких нанесенных на основное тело дополнительных печатных элементов. В этом случает происходит нанесение печати, в частности, на свободные поверхности основного тела и/или одного или нескольких оттиснутых на основное тело пленочных элементов, и/или на один или несколько нанесенных на основное тело дополнительных печатных элементов.
Однако, также возможно, чтобы по меньшей мере одна следующая частичная область находилась лишь в свободной первой частичной области поверхности основного тела. В этом случае нанесение печати происходит рядом, соответственно, смежно с одним или несколькими оттиснутыми на основное тело пленочными элементами и/или с одним или несколькими нанесенными на основное тело дополнительными печатными элементами.
Далее также возможно, чтобы по меньшей мере одна следующая частичная область находилась как внутри по меньшей мере одной частичной области, в которой нанесены один или несколько оттиснутых на основное тело пленочных элементов и/или один или несколько нанесенных на основное тело дополнительных печатных элементов, так и в свободной первой частичной области поверхности основного тела. В этом случае нанесенная печать перекрывает по меньшей мере зонами как один или несколько оттиснутых на основное тело пленочных элементов и/или один или несколько нанесенных на основное тело дополнительных печатных элементов, так и свободную первую частичную область поверхности основного тела.
Далее является предпочтительным, если нанесение одного или нескольких печатных слоев производится с точной приводкой к одному или нескольким оттиснутым на основное тело пленочным элементам и/или к одному или нескольким нанесенным на основное тело дополнительным печатным слоям, для чего регистрируются, в частности, одна или несколько приводочных меток или оптических признаков одного или нескольких оттиснутых на основное тело пленочных элементов и/или одного или нескольких нанесенных на основное тело дополнительных печатных слоев, и/или держателя, например, камерой, и используются для управления нанесением одного или нескольких печатных слоев.
Предпочтительно нанесение одного или нескольких печатных слоев по меньшей мере в одной частичной области, представляет собой по меньшей мере один декор, соответственно, один визуально различимый элемент дизайна, которым может быть, например, графически созданный контур, фигурное изображение, картина, мотив, символ, логотип, портрет, раппорт, растр, буквенно-цифровой знак, текст и тому подобное.
Далее в качестве примера изобретение поясняется несколькими примерами исполнения с помощью прилагаемых рисунков. Поэтому показанные примеры исполнения не следует понимать как ограничивающие.
Фиг.1a – Фиг.1f поясняет с помощью нескольких схематичных изображений проведение способа для нанесения покрытия на основное тело.
Фиг.2a, Фиг.2b поясняет соответственно схематичное изображение устройства нанесения покрытия для изготовления основного тела с нанесенным покрытием.
Фиг.3 показывает схематичное изображение устройства нанесения покрытия для нанесения покрытия на основное тело.
Фиг.4a – Фиг.4c поясняет с помощью нескольких схематичных изображений способ для нанесения покрытия на основное тело.
Фиг.5 показывает изображение в качестве примера устройства нанесения покрытия.
Фиг.6 поясняет в качестве примера изображение установочного устройства и инструментоносителя.
Фиг.7 показывает в качестве примера изображение блока печати.
Фиг.8 показывает в качестве примера изображение блока УФ-облучения.
Фиг.9a показывает в качестве примера изображение основного тела.
Фиг.9b показывает в качестве примера изображение держателя.
С помощью фигур с 1a по 1f далее описывается способ изготовления основного тела, имеющего покрытие:
Фиг.1a показывает держатель 20, в который зафиксировано основное тело 10, предпочтительно зафиксировано с геометрическим замыканием и/или с силовым замыканием. В частности, предусмотрено, чтобы держатель 20 мог открываться и/или закрываться механически и/или гидравлически, и/или пневматически, и/или электрически, и/или вручную. Предпочтительно вкладывание основного тела 10 производится рукой человека, с помощью подающего устройства, которое заканчивается в держателе 20 или полностью автоматизировано, например, с помощью робота.
Предпочтительно основное тело 10 - это жесткое тело, которое имеет, в частности, по меньшей мере одну участками изогнутую, ровную и/или неровную поверхность.
В частности, возможно, чтобы основное тело 10 и/или поверхность основного тела 10, в частности, покрываемая поверхность основного тела 10, была в значительной мере плоской, в частности, ровной в двух измерениях или имела 2,5-D-форму или трехмерную форму.
Далее предпочтительно основное тело 10 включает в себя конструктивный элемент, в частности, деталь транспортного средства, деталь корпуса, компонент кабины и/или деталь кузова, деталь литья под давлением, деталь 3D-печати и/или конструктивный элемент, изготовленный способом изготовления с образованием стружки или без образования стружки.
Затем, на следующем этапе, как поясняется на Фиг.1b, в частности, в установке 30 тиснения устройства 50 нанесения покрытия наносятся один или несколько пленочных элементов 11 по меньшей мере на одну частичную область первой поверхности основного тела 10. В частности, также предусмотрено, чтобы один или несколько пленочных элементов 11 наносились по меньшей мере на одной частичной области одного или нескольких оттиснутых на основное тело 10 дополнительных пленочных элементов 11 и/или по меньшей мере на одной частичной области одного или нескольких нанесенных на основное тело 10 печатных слоев 12. В частности, основное тело 10 во время оттиска остается в держателе 20.
На Фиг.1b изображено зафиксированное в держателе 20 основное тело 10, которое находится на установке 30 тиснения. Установка 30 тиснения имеет блок 31 тиснения, который в этом исполнении имеет штамп 32 тиснения и блок 36 подачи пленки. Блок 36 подачи пленки включает в себя два валика 34 пленки, которые наматывают и разматывают полотна 33 пленки. Для оттиска пленочного элемента 11 штамп 32 тиснения перемещается поступательно в направлении основного тела 10, как обозначено стрелкой. Вследствие давления при тиснении и подведения тепла пленочный элемент 11 закрепляется на основном теле 10. В качестве результата на Фиг.1с изображено покрытое пленочным элементом 11 основное тело 10. При этом предпочтительно основное тело 10 все еще расположено с фиксацией в держателе 20. Однако, также возможно, чтобы один или несколько пленочных элементов 11 оттискивались на основное тело 10.
Предпочтительно установка 30 тиснения имеет по меньшей мере один блок 31 тиснения, включающий в себя один или несколько штампов 32 тиснения. Далее возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере один блок 36 подачи пленки, причем пленочный блок включает в себя два или несколько валиков 34 пленки, которые наматывают и разматывают одно или несколько полотен 33 пленки, причем два или несколько полотен 33 пленки расположены предпочтительно параллельно друг другу и вдвигаются, соответственно, выдвигаются предпочтительно между штампом 32 тиснения и основным телом 10.
В альтернативном варианте формы исполнения возможно, чтобы по меньшей мере, один блок 36 подачи пленки имел по меньшей мере одно вспомогательное устройство сращивания, и/или чтобы могли быть извлечены два или несколько валиков 34 пленки, в частности, для смены пленки.
Предпочтительно для оттиска одного или нескольких пленочных элементов 11 один или несколько штампов 32 тиснения перемещаются поступательно в направлении основного тела 10, до контакта пленочного элемента 11 с основным телом 10. Если контакт установлен, то затем накладывается, в частности, предварительно установленное давление тиснения, и с помощью подвода тепла пленочный элемент 11 оттискивается на основное тело 10. Возможно, чтобы один или несколько штампов 32 тиснения имели, соответственно по меньшей мере один прямой нагрев для быстрого разогрева штампа 32 тиснения. Далее, в частности, предусмотрено, чтобы область нагрева одного или нескольких штампов 32 тиснения находилась между 0°C и 300°C, в частности, находилась между 80°C и 250°C.
Далее предусмотрено, чтобы оттиск одного или нескольких пленочных элементов 11 на этапе b) проводился с помощью накатного тиснения и/или частичного накатного тиснения и/или вертикального тиснения.
В предпочтительном варианте исполнения предусмотрено, чтобы в качестве пленки 33 на этапе b) использовалась пленка горячего тиснения, включающая в себя несущий слой и отделяемый от него переносной слой, и/или на этапе b) в качестве пленочного элемента 11 наносился по меньшей мере один, задаваемый формой штампа 32 тиснения фрагмент переносного слоя при активации клеевого слоя переносного слоя или предусмотренного между основным телом 10 и переносным слоем клеевого слоя.
Далее предпочтительно, чтобы в качестве пленки 33 на этапе b) использовалась переносная пленка, в частности, пленка холодного тиснения, включающая в себя несущий слой и отделяемый от него переносной слой. Предпочтительно на пленку холодного тиснения, которая наносится на переносной слой и/или на частичную область поверхности основного тела 10, наносится клеевой слой, в частности, выбранный из клея холодного приклеивания и/или УФ-клея, нанесенный, в частности, с помощью Inkjet-печатающей головки 42, в первой области, однако, не нанесенный во второй области. В частности, с помощью штампа 32 тиснения переносная пленка проводится к поверхности основного тела 10, клеевой слой активируется, и переносная пленка снова удаляется, так что задаваемый формой первой области фрагмент переносного слоя наносится в качестве пленочного элемента 11.
Также возможно, чтобы в качестве пленки 33 на этапе b) использовалась ламинирующая пленка, и при оттиске в качестве пленочного элемента 11 наносился по меньшей мере один, задаваемый формой штампа 32 тиснения фрагмент ламинирующей пленки при активации клеевого слоя ламинирующей пленки или предусмотренного между поверхностью основного тела 10 и ламинирующей пленкой клеевого слоя.
На Фиг.1d изображено покрытое пленочным элементом 11 основное тело 10, которое находится на установке 40 печати, причем основное тело 10 остается и дальше в держателе 20. Установка 40 печати имеет блок 41 печати, включающий в себя две печатные головки 42. Далее возможно, чтобы установка 40 печати имела по меньшей мере один блок 41 печати, который, в свою очередь, включает в себя одну или несколько печатных головок 42, и с помощью которых наносятся один или несколько печатных слоев 12.
Итак, на первом этапе, в частности, в установке 40 печати устройства 50 нанесения покрытия наносятся один или несколько печатных слоев 12 по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело 10 пленочных элементов 11. В следующем варианте формы исполнения также предусмотрено, чтобы один или несколько печатных слоев 12 наносились по меньшей мере на одну частичную область первой поверхности основного тела 10 и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело 10 дополнительных печатных слоев 12. В частности, предусмотрено, чтобы основное тело 10 оставалось в держателе 20.
В частности, нанесение одного или нескольких печатных слоев 12 проводится с помощью цифровой печати и/или струйной печати, и/или Inkjet-печати, и/или тампонной печати.
Далее, в частности, предусмотрено, чтобы нанесение одного или нескольких печатных слоев 12 на этапе c) проводилось с помощью одной или нескольких печатных головок 42, имеющих печатные чернила, в частности, печатные чернила с цветами из цветовой модели CMYK и/или RGB, и/или специальными цветами, и/или прозрачные печатные чернила, в частности, прозрачный лак и/или защитный лак (ClearCoat), и/или клей, в частности, клей холодного приклеивания и/или УФ-клей, и/или лаки, которые наносятся предпочтительно как печатный слой 12 по меньшей мере на одну частичную область первой поверхности основного тела 10 и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых основном теле 10 пленочных элементов 11, и/или по меньшей мере на частичную область одного или нескольких нанесенных на основное тело 10 дополнительных печатных слоев 12.
На Фиг.1e изображено покрытое пленочным элементом 11 и печатным слоем 12 основное тело 10, причем оно все еще зафиксировано в держателе 20 с геометрическим замыканием и/или с силовым замыканием.
На Фиг.1f показано на следующем этапе извлечение имеющего покрытие основного тела 10 из держателя 20. Оно обозначено стрелкой. После удаления имеющего покрытие основного тела 10 возможно проводить дополнительные этапы обработки, которые предпочтительно выполняются на отдельных установках.
Так, возможно, чтобы способ включал в себя дополнительный этап, причем, в частности, этап после извлечения имеющего покрытие основного тела 10 из держателя 20 проводится на одной или нескольких дополнительных установках:
обливание, набрызгивание и/или распыление лака на имеющее покрытие основное тело 10, и/или предпочтительно ламинирование датчиками, в частности, датчиками, восприимчивыми к касанию и/или приближению, имеющего покрытие основного тела 10, в частности, обратной стороны имеющего покрытие основного тела 10.
Фиг.2a показывает схематичное изображение устройства 50 нанесения покрытия, включающего в себя инструментоноситель 21, выполненный предпочтительно как поворотный диск и перемещающий не изображенный на этой фигуре держатель 20 вместе c основным телом 10 между установкой 30 тиснения и установкой 40 печати.
На Фиг.2b также показано схематичное изображение устройства 50 нанесения покрытия, причем устройство 50 нанесения покрытия в этом варианте исполнения имеет инструментоноситель 21, включающий в себя передвигаемый стол и/или блок 23 линейного перемещения и перемещающий держатель 20 с зафиксированным в нем с геометрическим замыканием и/или с силовым замыканием основным телом 10 между установкой 30 тиснения и установкой 40 печати.
Фиг.3 поясняет форму исполнения устройства 50 нанесения покрытия по Фиг.2b, у которого инструментоноситель 21 включает в себя передвигаемый стол и/или блок линейного перемещения. Устройство 50 нанесения покрытия имеет, наряду с инструментоносителем 21, установочное устройство 22, поступательно перемещающее инструментоноситель 21 между установкой 30 тиснения и установкой 40 печати, как обозначено двойной стрелкой. Далее на инструментоносителе 21 расположен держатель 20, в котором зафиксировано основное тело 10, в частности, с геометрическим замыканием и/или с силовым замыканием. Далее устройство 50 нанесения покрытия включает в себя устройство 60 управления процессом. Устройство 60 управления процессом включает в себя один или несколько микропроцессоров, периферийные компоненты для управления установкой 30 тиснения, установкой 40 печати и установочным устройством 22, а также соответствующие компоненты программного обеспечения.
Далее, в частности, предусмотрено, чтобы устройство 50 нанесения покрытия имело по меньшей мере один держатель 20 для фиксации основного тела 10, по меньшей мере одну установку 30 тиснения и по меньшей мере одну установку 40 печати, для нанесения одного или нескольких печатных слоев 12 по меньшей мере на одну частичную область первой поверхности основного тела 10 и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело 10 пленочных элементов 11, и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело 10 дополнительных печатных слоев 12; и что установка 30 тиснения имеет один или несколько блоков 31 тиснения для оттиска одного или нескольких пленочных элементов 11 по меньшей мере на одну частичную область первой поверхности основного тела 10 и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело 10 дополнительных пленочных элементов 11, и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело 10 печатных слоев 12.
Установка 30 тиснения имеет по меньшей мере один блок 31 тиснения для оттиска одного или нескольких пленочных элементов 11. Блок 31 тиснения имеет предпочтительно по меньшей мере одну револьверную головку 35, на которой смонтирован по меньшей мере один штамп 32 тиснения. На показанном на Фиг.3 варианте исполнения на револьверной головке 35 расположены четыре штампа 32 тиснения.
Далее возможно, чтобы установка 30 тиснения имела по меньшей мере одну револьверную головку 35, которая установлена с возможностью вращения предпочтительно по меньшей мере вокруг одной оси и является поступательно перемещаемой вдоль по меньшей мере одной оси. В частности, предусмотрено, чтобы револьверная головка 35 включала в себя одно или несколько креплений штампов тиснения, которые вмещают один или несколько штампов 32 тиснения. Предпочтительно штампы 32 тиснения имеют различные геометрии, чтобы можно было оттискивать различные мотивы. Размещение с возможностью вращения револьверной головки 35 и возможность поступательного перемещения револьверной головки 35 обозначены изображенными стрелками.
Далее, в частности, предусмотрено, чтобы установка 30 тиснения имела по меньшей мере один блок 36 подачи пленки, причем блок 36 подачи пленки включает в себя два или более валиков 34 пленки, которые наматывают или разматывают два или более полотен 33 пленки. При этом, в частности, возможно, чтобы два или более полотна 33 пленки были расположены параллельно рядом друг с другом, и причем два или более полотна 33 пленки вдвигались, соответственно, выдвигались между штампом 32 тиснения и основным телом 10.
Револьверная головка 35 вместе со штампом 32 тиснения передвигается в этом варианте исполнения по типу вертикального пресса поступательно к основному телу 10. Однако, также возможно, чтобы оттиск одного или нескольких пленочных элементов 11 проводился посредством накатного тиснения и/или частичного накатного тиснения.
Предпочтительно, чтобы один или несколько штампов 32 тиснения были смонтированы с возможностью замены на одном или нескольких креплениях штампов тиснения по меньшей мере одной револьверной головки 35, предпочтительно причем каждое из креплений штампа тиснения имеет соответственно систему быстрой смены для замены без использования инструмента штампа 32 тиснения, причем предпочтительно система быстрой смены имеет крепление «ласточкин хвост» и/или затяжной рычаг для замены штампов 32 тиснения.
Это имеет то преимущество, что штампы 32 тиснения являются заменяемыми, в частности, без использования инструмента, что в значительной мере сокращает время подготовки машины, в частности, при техническом обслуживании или смене на другое основное тело 10.
Также возможно, чтобы один или несколько не смонтированных на револьверной головке 35 штампов 32 тиснения временно хранились для предварительного нагрева в держателе устройства 50 нанесения покрытия.
Далее возможно, чтобы один или несколько штампов 32 тиснения включали в себя материал или комбинацию материалов, выбранных из: сталь, силикон, полимерный материал, алюминий, медь, латунь и/или магний.
Далее, в частности, предусмотрено, чтобы одно или несколько креплений штампа тиснения и один или несколько штампов 32 тиснения были кодированы, предпочтительно были кодированы RFID-чипами.
Далее также возможно, чтобы по меньшей мере одна установка 40 печати включала в себя установку цифровой печати и/или установку Inkjet-печати, и/или установку тампонной печати, и/или установку струйной печати.
Далее возможно, чтобы по меньшей мере одна установка 40 печати включала в себя по меньшей мере один блок 41 печати, который имеет, в частности, по меньшей мере одну печатающую головку 42. С помощью по меньшей мере одной печатающей головки 42 наносятся один или несколько печатных слоев 12. В частности, возможно, чтобы каждая печатающая головка 42 из одной или нескольких печатных головок 42 была расположена с возможностью отдельного поступательного движения, предпочтительно была расположена с возможностью перемещения в z-направлении, чтобы могло сохраняться одинаковое технологическое расстояние до поверхности основного тела 10. Возможно, чтобы поверхность основного тела 10 могла иметь неровности и/или шероховатость, посему управление по меньшей мере одной печатающей головкой 41 для сохранения технологического расстояния производится предпочтительно с помощью устройства 60 управления процессом.
В частности, предусмотрено, чтобы один или несколько печатных слоев 12 имели один или несколько материалов, выбранных, в частности, из: чернила для печати, в частности, чернила для печати с цветами из цветовой модели CMYK и/или RGB и/или особыми цветами, и/или прозрачные чернила для печати, в частности, прозрачный лак и/или защитный лак (ClearCoat), и/или клей, в частности, клей холодного приклеивания и/или УФ-клей, и/или лаки.
В альтернативном варианте исполнения возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере одну установку 70 предварительной обработки для предварительной обработки частичной области поверхности основного тела 10, одного или нескольким оттиснутых на основное тело 10 пленочных элементов 11 и/или одного или нескольких нанесенных на основное тело 10 печатных слоев 12, в частности, одним или несколькими способами обработки, выбранными из: обработка газом, обработка пламенем, обработка плазмой, фторирование, облучение, чистка, активация поверхности, нанесение покрытия, ионизация.
Далее также возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере одну установку проверки для оптической проверки по меньшей мере одной частичной области поверхности основного тела 10, одного или нескольких оттиснутых на основное тело 10 пленочных элементов 11 и/или одного или нескольких нанесенных на основное тело 10 печатных слоев 12 с помощью оптического датчика, в частности, камеры.
Соответственно цели возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере одну установку очистки, в частности, для очистки по меньшей мере одной поверхности основного тела 10 щетками и/или сжатым воздухом, и/или отсосом.
Предпочтительно возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере одну проточную камеру, предпочтительно по меньшей мере один вентилятор для уменьшения пыли и/или недопущения пыли, причем, в частности, она/он вдувает в рабочее пространство воздух из окружающей среды, соответственно, воздух помещения с избыточным давлением.
При этом предпочтительно рабочее пространство является герметичным относительно окружающего пространства и особо предпочтительно запираемым от окружающего пространства. Далее, в частности, предусмотрено, чтобы рабочее пространство включало в себя то пространство, в котором расположена по меньшей мере одна установка 30 тиснения, по меньшей мере одна установка 40 печати, по меньшей мере одна установка 70 предварительной обработки, по меньшей мере одна установка очистки, по меньшей мере один блок 80 УФ-облучения и/или по меньшей мере одна установка проверки.
В следующем варианте исполнения возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере один блок 80 УФ-облучения для предварительного УФ-отверждения, в частности, пиннинга, одного или нескольких печатных слоев 12 одного или нескольких печатных слоев 12 и/или блок 80 УФ-облучения для полного отверждения одного или нескольких печатных слоев 12 одного или нескольких печатных слоев 12. Один или несколько печатных слоев 12 включают в себя УФ-клей и/или клей холодного приклеивания, и/или клей, и/или лаки, и/или чернила. Блок 80 УФ-облучения включает в себя предпочтительно испускающий УФ-излучение источник света, который испускает свет предпочтительно в диапазоне длин волн от 385 нм до 405 нм.
Далее возможно, чтобы устройство (50) нанесения покрытия имело по меньшей мере один блок контроля пленки, который проверяет два или более полотен (33) пленки на обрыв пленки, конец пленки и/или запас пленки, предпочтительно с помощью по меньшей мере одного датчика и/или с помощью двух или более сервомоторов, которые расположены на двух или более валиках пленки. В частности, предусмотрено, чтобы у датчика речь шла об оптическом датчике, например, камере.
В следующем варианте исполнения возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере один, расположенный с возможностью перемещения инструментоноситель 21, в частности, расположенный вертикально или горизонтально поворотный диск или передвигаемый стол, в частности, на котором расположен по меньшей мере один держатель 20 и с помощью которого перемещаем по меньшей мере один держатель 20, в частности, вместе с зафиксированным основным телом 10 по меньшей мере между по меньшей мере одной установкой 30 тиснения и/или по меньшей мере одной установкой 40 печати, и/или по меньшей мере одной установкой 70 предварительной обработки, и/или по меньшей мере одной установкой проверки, и/или по меньшей мере одной установкой очистки.
В другом исполнении возможно, чтобы устройство 50 нанесения покрытия имело число n установок, в частности, по меньшей мере одну установку 30 тиснения, по меньшей мере одну установку 70 предварительной обработки, по меньшей мере одну установку очистки и/или по меньшей мере одну установку 40 печати, и чтобы по меньшей мере на одном инструментоносителе 21 располагалось по меньшей мере n держателей 20.
В частности, предусмотрено, чтобы устройство 50 нанесения покрытия имело по меньшей мере одно установочное устройство 22 для перемещения держателя 20 и/или по меньшей мере один, расположенный по меньшей мере на одном общем инструментоносителе 21 держатель 20 между установками устройства 50 нанесения покрытия.
В следующем варианте исполнения возможно, чтобы устройство 50 нанесения покрытия имело по меньшей мере одно устройство 60 управления процессом, которое управляет установочным устройством 22, в частности, таким образом, чтобы один или несколько держателей 20 циклически подводились в предварительно заданной последовательности к двум или более установкам устройства 50 нанесения покрытия, в частности, в последовательности: установка 30 тиснения – установка 40 печати, установка 40 печати – установка 30 тиснения, установка 70 предварительной обработки – установка 30 тиснения – установка 40 печати, установка 30 тиснения – установка 70 предварительной обработки – установка 40 печати, установка 70 предварительной обработки – установка 30 тиснения – установка 70 предварительной обработки – установка 40 печати.
На Фиг.4a показан способ для нанесения покрытия на основное тело 10, в частности, устройством 50 нанесения покрытия, причем при способе следующие этапы проводятся, в частности, в следующей последовательности:
а) фиксация основного тела 10 в держателе 20,
b) оттиск одного или нескольких пленочных элементов 11 по меньшей мере на одну частичную область первой поверхности основного тела 10 и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело 10 дополнительных пленочных элементов 11, и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело 10 печатных слоев 12, причем основное тело 10 остается в держателе 20,
с) нанесение одного или нескольких печатных слоев 12 по меньшей мере на одну частичную область первой поверхности основного тела 10 и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело 10 пленочных элементов 11, и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело 10 дополнительных печатных слоев 12, причем основное тело 10 остается в держателе 20,
d) извлечение основного тела 10, имеющего покрытие из держателя 20.
Также возможно, чтобы этапы b) и c) проводились однократно или многократно и/или проводились в любой последовательности. Это также поясняется на Фиг.4b и Фиг.4c.
Особо предпочтительно предусмотрено, чтобы время циклов этапов b) и c) составляло соответственно между 1 с и 300 с, предпочтительно между 5 с и 120 с, в частности, между 20 с и 30 с.
Далее возможно, чтобы способ включал в себя следующий этап, причем, в частности, этап проводится перед этапом a):
изготовление основного тела 10 методом литья под давлением и/или 3D-печати, и/или способом изготовления с образованием и без образования стружки.
Также возможно, чтобы способ включал в себя следующий этап, причем, в частности, этап проводится перед этапом a):
подвод и/или размещение основного тела 10 в держателе 20.
Далее, в частности, предусмотрено, чтобы способ включал в себя следующий этап, причем, в частности, этап выполняется на этапе c):
УФ-облучение, в частности, пиннинг, с помощью УФ-света, предпочтительно УФ-светодиода, для предварительного отверждения одного или нескольких печатных слоев 12 одного или нескольких печатных слоев 12, в частности, УФ-клея, клея холодного приклеивания, клея, лака и/или чернил, причем, в частности, облучение проводится светом, в частности, из диапазона длин волн от 385 нм до 405 нм.
В альтернативном варианте исполнения предусмотрено, чтобы способ включал в себя следующий этап, причем, в частности, этап выполняется на этапе c):
УФ-облучение УФ-светом, предпочтительно УФ-светодиодом, для полного отверждения одного или нескольких печатных слоев 12 одного или нескольких печатных слоев 12, предпочтительно УФ-клея, клея холодного приклеивания, клея, лака и/или чернил, причем, в частности, облучение проводится светом, в частности, из диапазона длин волн от 385 нм до 405 нм.
На Фиг.4b изображено, что на основном теле 10 сначала согласно этапу с) наносятся один или несколько печатных слоев 12, а затем проводится этап b), чтобы были оттиснуты один или несколько пленочных элементов 11. Возможно, чтобы основное тело 10 предварительно обрабатывалось в установке 70 предварительной обработки между обоими этапами b) и c) или в обратном порядке.
В частности, возможно, чтобы способ включал в себя следующий этап, причем, в частности, этап проводится однократно или многократно перед этапом b) и/или перед этапом c):
предварительная обработка по меньшей мере одной частичной области первой поверхности основного тела 10 и/или по меньшей мере одной частичной области одного или нескольких оттиснутых на основное тело 10 пленочных элементов 11, и/или по меньшей мере одной частичной области одного или нескольких нанесенных на основное тело 10 печатных слоев 12, в частности, одним или несколькими способами обработки, выбранными из: обработка газом, обработка пламенем, обработка плазмой, фторирование, облучение, очистка, активация поверхности, ионизация, нанесение покрытия.
В следующем варианте исполнения, в частности, предусмотрено, чтобы перед этапом b) и/или этапом c) происходила оптическая проверка по меньшей мере одной частичной области первой поверхности основного тела 10 и/или по меньшей мере одной частичной области одного или нескольких оттиснутых на основное тело 10 пленочных элементов 11, и/или по меньшей мере одной частичной области одного или нескольких нанесенных на основное тело 10 печатных слоев 12 оптическим датчиком, в частности, камерой.
В частности, предусмотрено, чтобы способ включал в себя следующий этап, причем, в частности, этап выполняется до и/или после этапа b) и/или до и/или после этапа c):
очистка, в частности, щетками и/или сжатым воздухом и/или отсосом и/или струей жидкого CO2 и/или клейкой лентой, в частности, с помощью подъемного ленточного очистителя и/или роликового ленточного очистителя.
Также возможно, чтобы до и/или во время, и/или после этапа b) и/или этапа c) сокращалось, в частности, предотвращалось попадание пыли в рабочее пространство с помощью избыточного давления воздуха.
Далее является целесообразным, чтобы по меньшей мере один инструментоноситель 21, на котором расположен по меньшей мере один держатель 20, в частности, вместе с зафиксированным основным телом 10 до этапа b) перемещался в положение тиснения для проведения этапа b) и/или перед этапом c) в положение печати для проведения этапа c).
Также возможно, чтобы оттиск одного или нескольких пленочных элементов 11 на этапе b) проводился с помощью одного или нескольких штампов 32 тиснения, который наносит пленку 33 или один или несколько фрагментов пленки 33 в качестве пленочных элементов 11 по меньшей мере на одну частичную область первой поверхности основного тела 10 и/или по меньшей мере одну частичную область одного или нескольких оттиснутых на основное тело 10 дополнительных пленочных элементов 11, и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело 10 печатных слоев 12.
Далее предусмотрено, чтобы на этапе b) один или несколько пленочных элементов 11 одного или нескольких пленочных элементов 11 оттискивались с точной приводкой к одному или нескольким дополнительным пленочным элементам 11, причем, в частности, регистрируется одна или несколько приводочных меток оптических особенностей одного или нескольких дополнительных пленочных элементов 11 и/или держателя 20 и используются для управления оттиском.
Также возможно, чтобы один или несколько пленочных элементов 11 и/или один или несколько дополнительных пленочных элементов 11 имели соответственно по меньшей мере один декоративный слой и/или по меньшей мере один функциональный слой, в частности, слой с электрической функциональностью, в частности, включающий в себя один или несколько элементов, выбранных из: датчик касания, антенна, электромагнитное экранирование, не электропроводные металлические слои для предотвращения электростатического заряда, дисплей, светодиод, электросхема, фотоячейка, по меньшей мере, в частности, один, дополнительно отверждаемый защитный слой и/или по меньшей мере слой, обеспечивающий адгезию.
На Фиг.5 показано в качестве примера изображение устройства 50 нанесения покрытия. При этом устройство 50 нанесения покрытия имеет, по существу, установку 30 тиснения и установку 40 печати. Далее устройство нанесения покрытия включает в себя устройство 60 управления процессом, блок 80 УФ-облучения, установочное устройство 22 и инструментоноситель 21. Далее установка 30 тиснения включает в себя револьверную головку 35, несущую один или несколько штампов 32 тиснения и блок 36 подачи пленки. Револьверная головка 35 расположена с возможностью перемещения с помощью линейных приводов 23 в z-направлении, как обозначено двойной стрелкой, а блок 36 подачи пленки - в y-направлении. Также блок 41 печати и блок 80 УФ-облучения расположены с возможностью перемещения с помощью линейных приводов 23, в частности, в z-направлении, что также обозначено двойной стрелкой. Блок 41 печати и блок 80 УФ-облучения ниже описываются более подробно. Далее, в частности, предусмотрено, чтобы также инструментоноситель 21 и установочное устройство 22 были расположены с возможностью перемещения с помощью линейных приводов 23. Они также ниже описываются в деталях.
По существу, инструментоноситель 21 является передвигаемым в y-направлении между установкой 30 тиснения, установкой 40 печати и блоком УФ-облучения, для этого с помощью устройства 60 управления процессом управляется установочное устройство 22, чтобы инструментоноситель 21 был передвигаем между положением тиснения и положением печати. Далее предусмотрено, чтобы инструментоноситель 21 для оттиска одного или нескольких пленочных элементов 11 устанавливался в положение тиснения и аналогично этому для нанесения одного или нескольких печатных слоев 12 – в положение печати. Затем устройство 60 управления процессом управляет процессом тиснения и/или процессом печати. С помощью регулируемого от линейных приводов 23 блока 36 подачи пленки, револьверной головки 35 и блока 41 печати могут производиться индивидуальные декорирования.
Фиг.6 показывает в качестве примера изображение установочного устройства 22 и инструментоносителя 21. С помощью линейного привода 23, расположенного на установочном устройстве 22, инструментоноситель 21 является перемещаемым вдоль y-направления. Сам по себе инструментоноситель 21 имеет дополнительный линейный привод 23, который перемещает инструментоноситель 21 в x-направлении. Направления движения обозначены, в частности, обеими двойными стрелками.
На Фиг.7 показано в качестве примера изображение блока 41 печати. Блок 41 печати в этом варианте исполнения включает в себя четыре печатные головки 42. Они могут покрывать, например, цветовое пространство цветовой модели CMYK. Однако, также возможно, чтобы с помощью печатных головок 42 наносились цвета цветовой модели RGB, прозрачные чернила для печати, в частности, прозрачный лак и/или защитный лак (ClearCoat), и/или клей, в частности, клей холодного приклеивания и/или УФ-клей, и/или лаки. В этом, взятом в качестве примера варианте каждая из четырех печатных головок 42 имеет блок 80 УФ-облучения, в частности, для предварительного отверждения одного или нескольких печатных слоев 12 одного или нескольких печатных слоев 12. Однако, также возможно, чтобы блок 80 УФ-облучения был выполнен для полного отверждения одного или нескольких печатных слоев 12 одного или нескольких печатных слоев 12.
Далее предпочтительно предусмотрено, чтобы блок 41 печати был передвигаем с помощью линейного привода 23 вместе с четырьмя печатными головками 42 в x-направлении, как обозначено двойной стрелкой. Дополнительно возможно, чтобы каждая из печатных головок 42 имела собственный линейный привод 23 для индивидуального передвижения печатных головок 42 вдоль z-оси, как обозначено двойной стрелкой. В этом случае расположение линейных приводов 23 не должно действовать как ограничение. Далее возможно, чтобы блок 41 печати и/или печатные головки 42 имели дополнительные линейные приводы 23, передвигающие блок 41 печати и/или печатные головки 42 в другие направления в пространстве.
На Фиг.8 в качестве примера изображен блок 80 УФ-облучения. Предпочтительно при этом речь идет о блоке 80 УФ-облучения для полного отверждения одного или нескольких печатных слоев одного или нескольких печатных слоев 12. Однако, также возможно, чтобы у блока 80 УФ-облучения речь шла о блоке 80 УФ-облучения для предварительного отверждения одного или нескольких печатных слоев 12 одного или нескольких печатных слоев 12.
В этой альтернативной форме исполнения блок 80 УФ-облучения имеет линейный привод 23, благодаря чему блок 80 УФ-облучения является передвигаемым в z-направлении. Однако, также возможно, чтобы блок 80 УФ-облучения включал в себя дополнительные линейные приводы 23, чтобы блок 80 УФ-облучения был перемещаем в дополнительных и/или других направлениях в пространстве.
На Фиг.9a в качестве примера изображено основное тело 10. У показанного основного тела 10 речь идет о детали транспортного средства, в частности, компоненте кабины. Возможно, чтобы геометрия основного тела 10 имела индивидуальные формы, чтобы оно имело, в частности, неровные и/или изогнутые поверхности.
По причине многообразной геометрии основного тела 10 в большинстве случаев необходимы подогнанные под основное тело 10 держатели 20. Такого рода держатель 20 в качестве примера изображен на Фиг.9b. При этом предпочтительно держатель 20 фиксирует основное тело 10 с геометрическим замыканием и/или с силовым замыканием, чтобы оно при дальнейшей обработке удерживалось в точном положении. Это само по себе дает, в частности, то преимущество, что также и дополнительные этапы способа могут быть проведены в точном положении и/или с точной приводкой. При этом предпочтительно также возможно, чтобы держатель 20 имел маркировку положения и/или приводочную маркировку, которые регистрируются блоком распознавания, а затем производится точный по положению оттиск одного или нескольких пленочных элементов 11 и/или нанесение одного или нескольких печатных слоев 12.
Список ссылочных обозначений:
10 основное тело
11 пленочный элемент
12 печатный слой
20 держатель
21 инструментоноситель
22 установочное устройство
23 линейный привод
30 установка тиснения
31 блок тиснения
32 штамп тиснения
33 пленка / полотно пленки
34 валик пленки
35 револьверная головка
36 блок подачи пленки
40 установка печати
41 блок печати
42 печатающая головка
50 устройство нанесения покрытия
60 устройство управления процессом
70 установка предварительной обработки
80 блок УФ-облучения
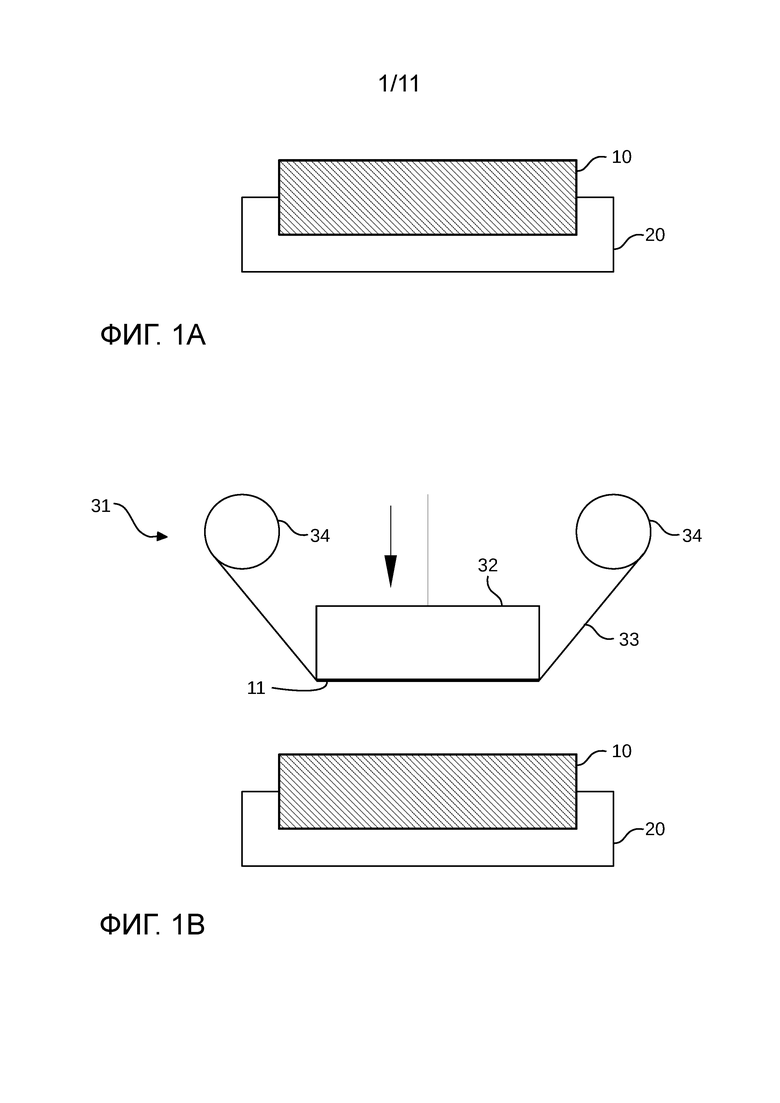
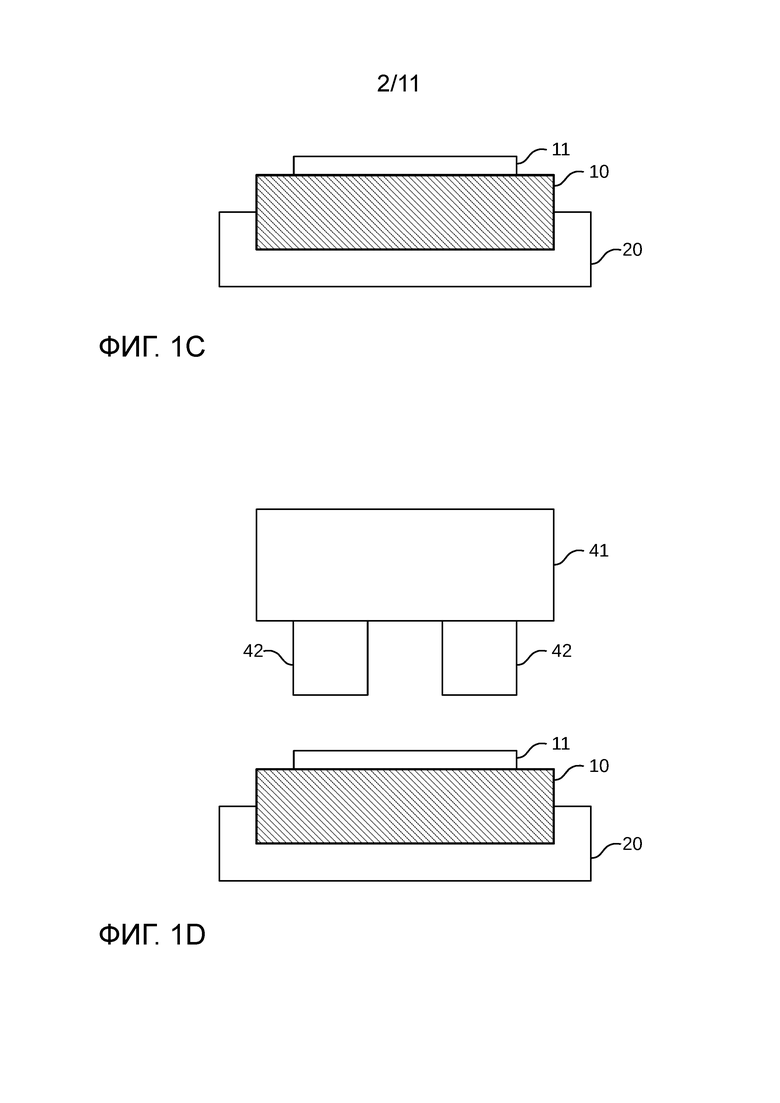
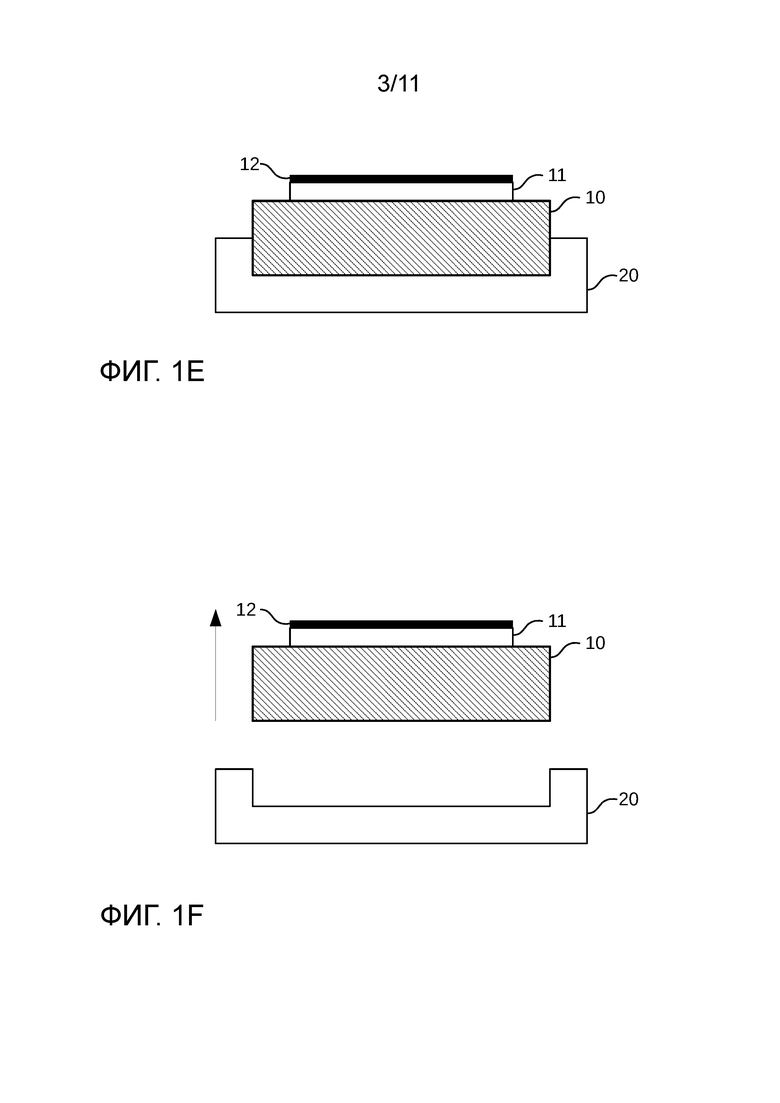
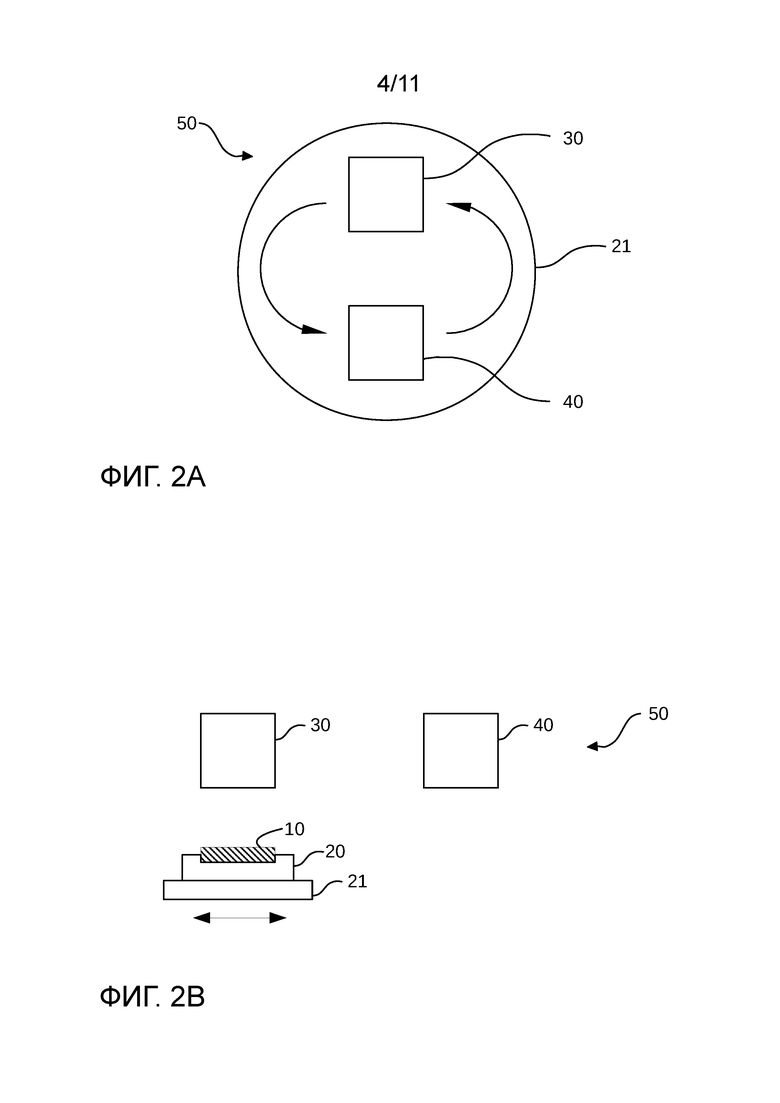
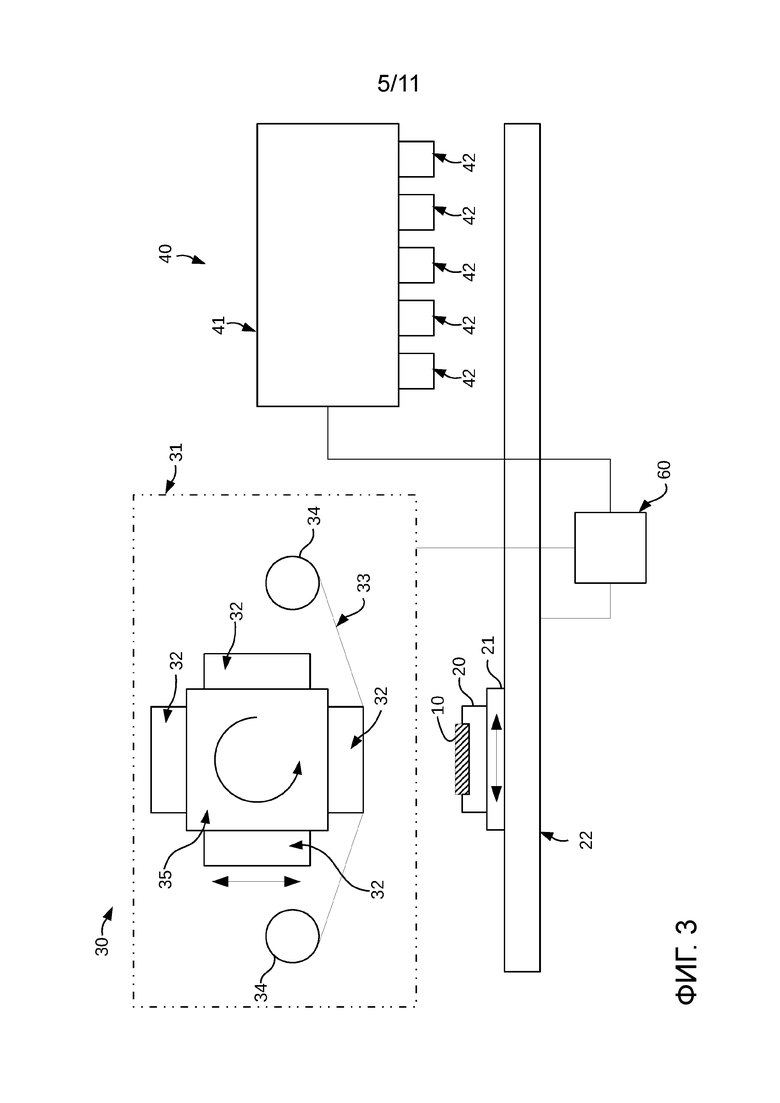
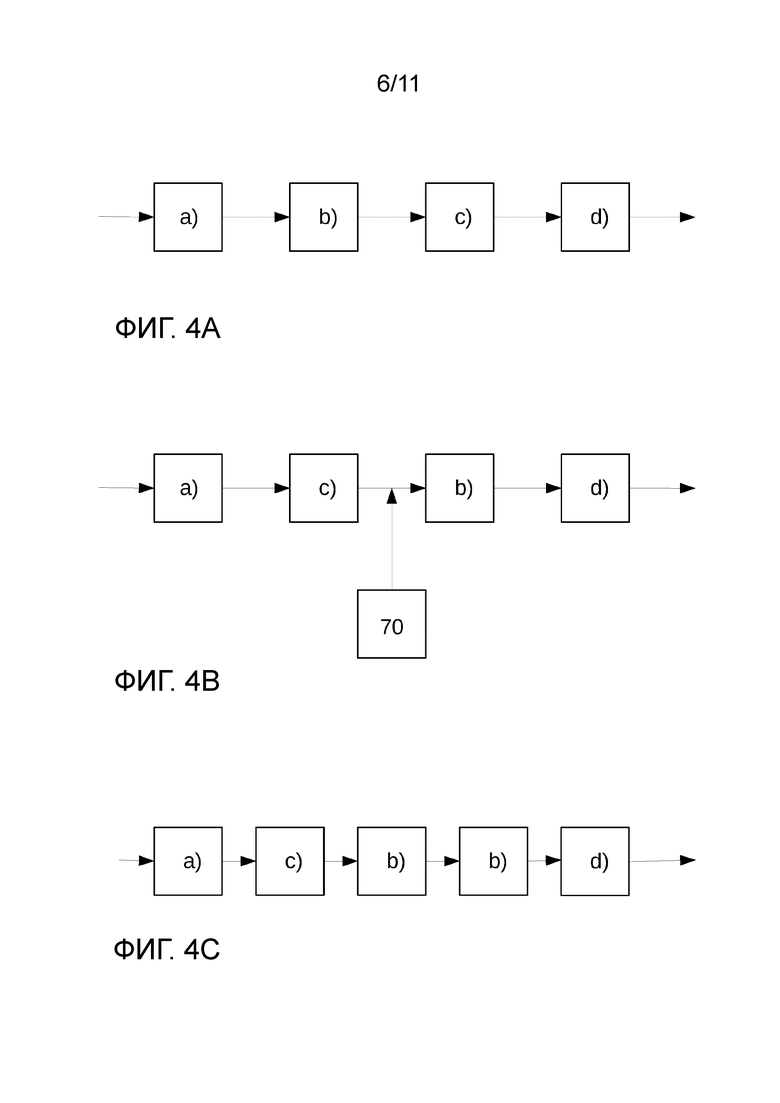
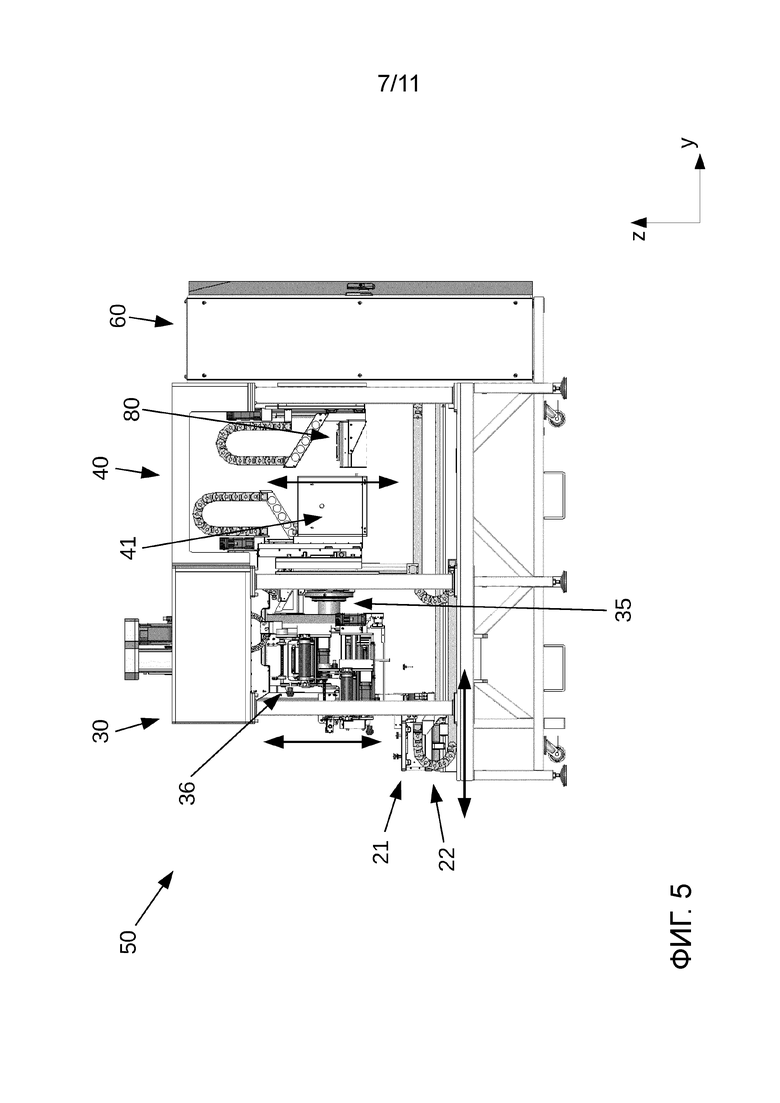
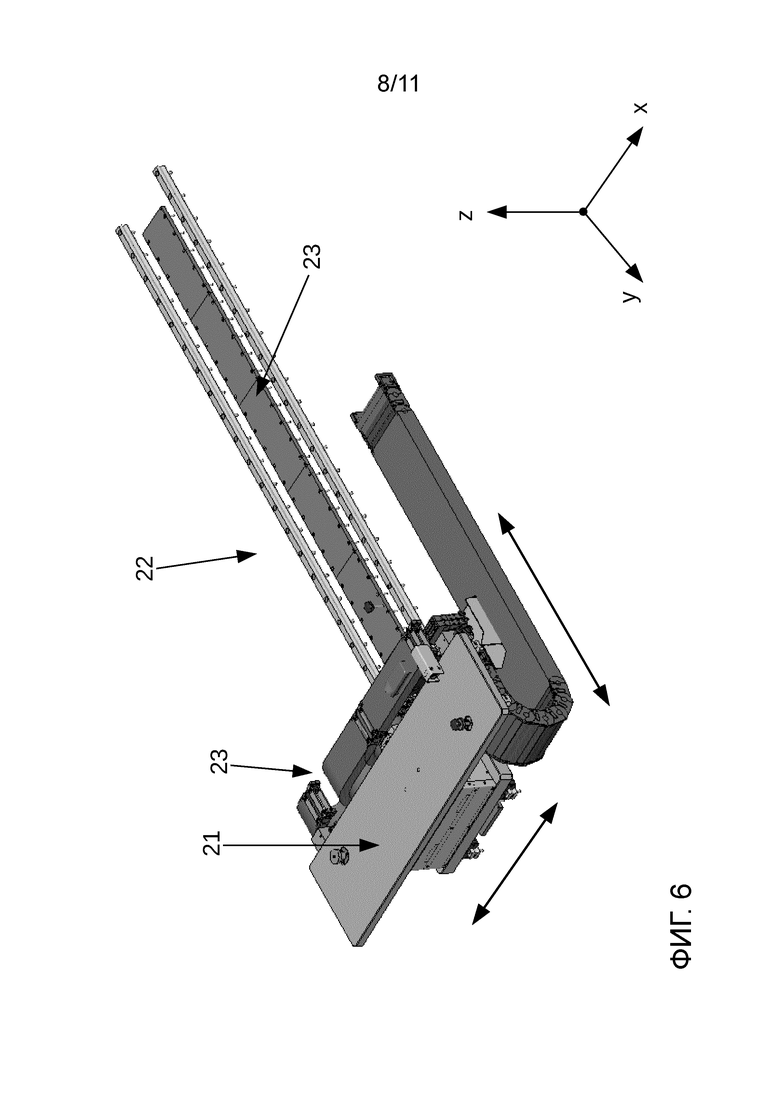
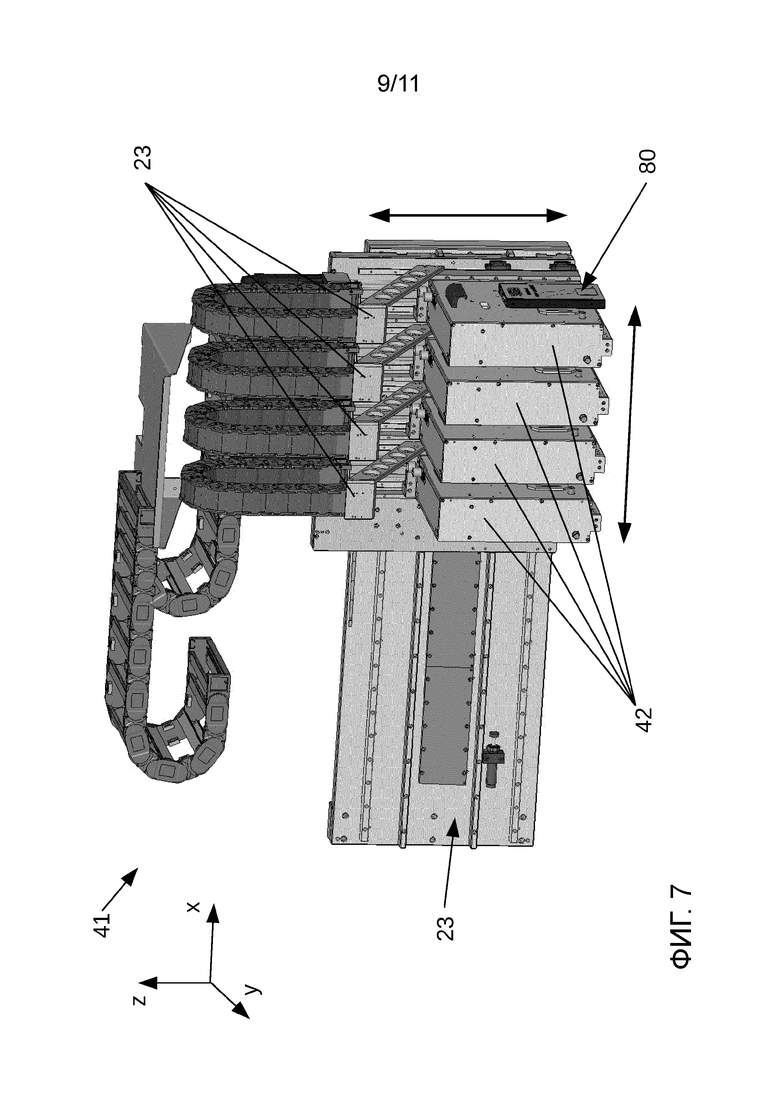
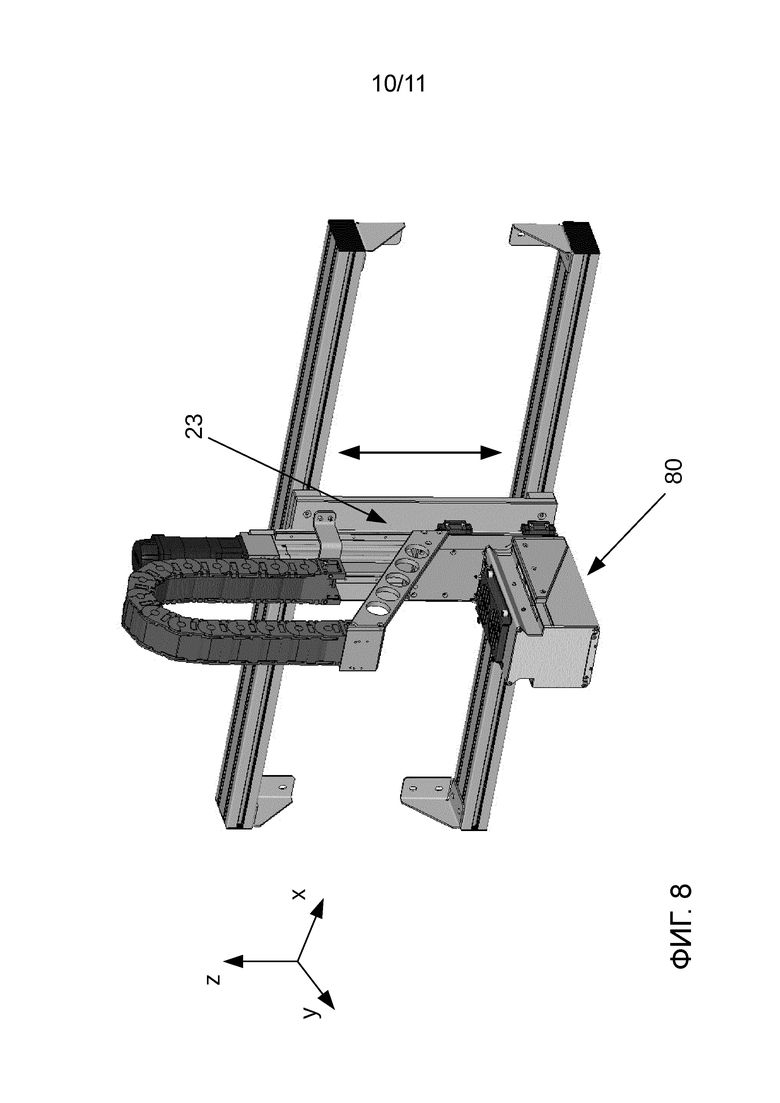
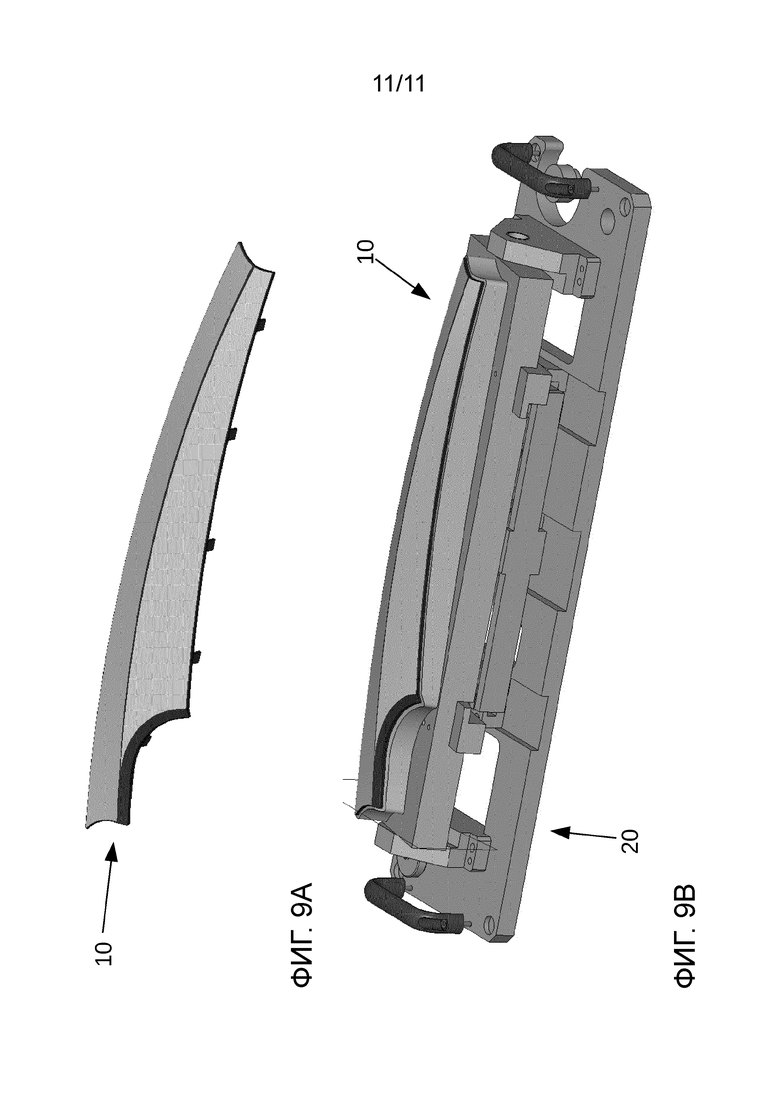
Изобретение включает в себя устройство (50) нанесения покрытия для нанесения покрытия на основное тело (10), а также способ. Устройство нанесения покрытия имеет по меньшей мере один держатель (20) для фиксации основного тела, по меньшей мере одну установку (30) тиснения и по меньшей мере одну установку (40) печати для нанесения одного или нескольких печатных слоев (12) по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело пленочных элементов (11), и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело дополнительных печатных слоев, причем установка тиснения имеет один или несколько блоков (31) тиснения для оттиска одного или нескольких пленочных элементов по меньшей мере на одну частичную область первой поверхности основного тела и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело дополнительных пленочных элементов, и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело печатных слоев. 2 н. и 45 з.п. ф-лы, 9 ил.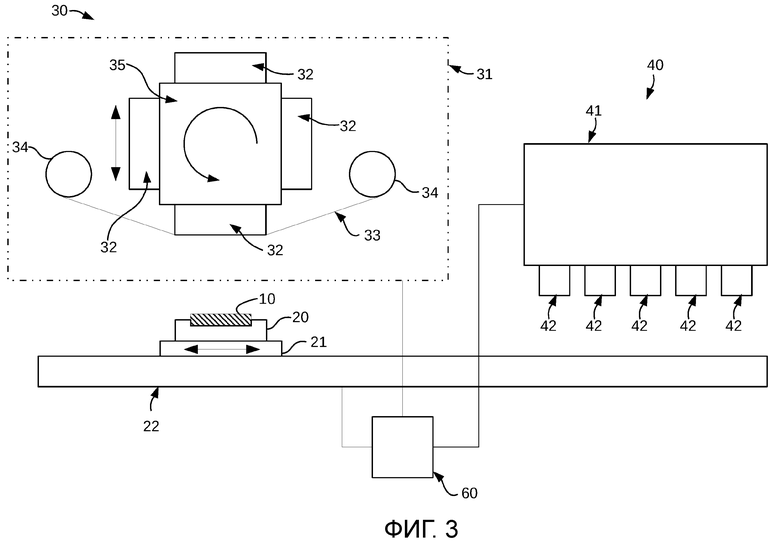
1. Устройство (50) нанесения покрытия, предназначенное для нанесения покрытия на основное тело (10),
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере один держатель (20) для фиксации основного тела (10), по меньшей мере одну установку (30) тиснения и по меньшей мере одну установку (40) печати для нанесения одного или нескольких печатных слоев (12) по меньшей мере на одну частичную область первой поверхности основного тела (10) и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело (10) пленочных элементов (11), и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело (10) дополнительных печатных слоев (12), и что установка (30) тиснения имеет один или несколько блоков (31) тиснения для оттиска одного или нескольких пленочных элементов (11) по меньшей мере на одну частичную область первой поверхности основного тела (10) и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело (10) дополнительных пленочных элементов (11), и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело (10) печатных слоев (12).
2. Устройство нанесения покрытия по предыдущему пункту,
отличающееся тем,
что основное тело (10) представляет собой жесткое тело, имеющее, в частности, по меньшей мере одну, участками изогнутую, ровную и/или неровную поверхность.
3. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что основное тело (10) включает в себя конструктивный элемент, в частности деталь транспортного средства, деталь корпуса, компонент кабины и/или деталь кузова, деталь литья под давлением, деталь 3D-печати и/или конструктивный элемент, изготовленный способом изготовления со снятием стружки и/или без снятия стружки.
4. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере одну установку (70) предварительной обработки для предварительной обработки частичной области поверхности основного тела (10), одного или нескольких оттиснутых на основное тело (10) пленочных элементов (11) и/или одного или нескольких нанесенных на основное тело (10) печатных слоев (12), в частности одним или несколькими способами обработки, выбранными из: обработка газом, обработка пламенем, обработка плазмой, фторирование, облучение, очистка, активация поверхности, нанесение покрытия, ионизация.
5. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере одну установку проверки для оптической проверки по меньшей мере одной частичной области поверхности основного тела (10), одного или нескольких оттиснутых на основное тело (10) пленочных элементов (11) и/или одного или нескольких нанесенных на основное тело (10) печатных слоев (12) оптическим датчиком, в частности камерой.
6. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере одну установку очистки, в частности для очистки по меньшей мере одной поверхности основного тела (10) и/или одного или нескольких оттиснутых на основное тело (10) пленочных элементов, и/или одного или нескольких нанесенных на основное тело (10) печатных слоев (12) щетками, и/или сжатым воздухом, и/или отсосом, и/или струей сжатого CO2, и/или клейкой лентой, в частности с помощью подъемного ленточного очистителя и/или роликового ленточного очистителя.
7. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере одну проточную камеру, предпочтительно по меньшей мере один вентилятор, для уменьшения пыли и/или недопущения пыли, причем, в частности, она/он вдувает отфильтрованный воздух окружающей среды, соответственно, воздух помещения под давлением в рабочее пространство.
8. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере один расположенный с возможностью перемещения инструментоноситель (21), в частности, расположенный вертикально или горизонтально поворотный диск или передвигаемый стол, в частности блок (23) линейного перемещения, на котором, в частности, расположен по меньшей мере один держатель (20) и с помощью которого по меньшей мере один держатель (20), в частности, вместе с зафиксированным основным телом (10) имеет возможность перемещения по меньшей мере между указанной по меньшей мере одной установкой (30) тиснения, и/или указанной по меньшей мере одной установкой (40) печати, и/или указанной по меньшей мере одной установкой (70) предварительной обработки, и/или указанной по меньшей мере одной установкой проверки, и/или указанной по меньшей мере одной установкой очистки.
9. Устройство нанесения покрытия по п. 8,
отличающееся тем,
что устройство (50) нанесения покрытия имеет число n установок, в частности по меньшей мере одну установку (30) тиснения, по меньшей мере одну установку (70) предварительной обработки, по меньшей мере одну установку очистки и/или по меньшей мере одну установку (40) печати, и что по меньшей мере на одном инструментоносителе (21) расположены по меньшей мере n держателей (20).
10. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что установка (30) тиснения имеет по меньшей мере одну револьверную головку (35), расположенную предпочтительно с возможностью поворота вокруг по меньшей мере одной оси и перемещаемую поступательно вдоль по меньшей мере одной оси, причем, в частности, револьверная головка (35) включает в себя одно или несколько креплений штампа тиснения, вмещающих в себя один или несколько штампов (32) тиснения.
11. Устройство нанесения покрытия по п. 10,
отличающееся тем,
что один или несколько штампов (32) тиснения смонтированы с возможностью замены на одном или нескольких креплениях штампа тиснения по меньшей мере одной револьверной головки (35), причем предпочтительно каждое крепление штампа тиснения имеет соответственно систему быстрой смены для замены без использования инструмента штампов (32) тиснения, причем предпочтительно система быстрой смены имеет крепление «ласточкин хвост» и/или затяжной рычаг для замены штампов (32) тиснения.
12. Устройство нанесения покрытия по одному из пп. 10 или 11,
отличающееся тем,
что одно или несколько креплений штампов тиснения и один или несколько штампов (32) тиснения кодированы, предпочтительно кодированы RFID-чипами.
13. Устройство нанесения покрытия по одному из пп. 10-12,
отличающееся тем,
что один или несколько штампов (32) тиснения имеют соответственно по меньшей мере один прямой нагрев для быстрого разогрева штампа (32) тиснения.
14. Устройство нанесения покрытия по одному из пп. 10-13,
отличающееся тем,
что один или несколько не смонтированных на револьверной головке (35) штампов (32) тиснения временно хранятся для предварительного нагрева в креплении устройства (50) нанесения покрытия.
15. Устройство нанесения покрытия по одному из пп. 10-14,
отличающееся тем,
что диапазон нагрева одного или нескольких штампов (32) тиснения находится между 0°C и 300°C, в частности находится между 80°C и 250°C.
16. Устройство нанесения покрытия по одному из пп. 10-15,
отличающееся тем,
что один или несколько штампов (32) тиснения включают в себя материал или комбинацию материалов, выбранных из: сталь, силикон, полимерный материал, алюминий, медь, латунь и/или магний.
17. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что установка (30) тиснения имеет по меньшей мере один блок (36) подачи пленки, причем блок (36) подачи пленки включает в себя два или более валиков (34) пленки, которые наматывают и разматывают два и более полотен (33) пленки, причем два или более валиков (33) пленки расположены предпочтительно параллельно рядом друг с другом и вдвигаются, соответственно, выдвигаются предпочтительно между штампом (32) тиснения и основным телом (10).
18. Устройство нанесения покрытия по п. 17,
отличающееся тем,
что по меньшей мере один блок (36) подачи пленки имеет по меньшей мере одно вспомогательное устройство сращивания, и/или что два или более валиков (34) пленки могут быть вынуты, в частности, для смены пленки.
19. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере один блок контроля пленки, который проверяет два или более полотен (33) пленки на разрыв пленки, конец пленки и/или запас пленки, предпочтительно по меньшей мере одним датчиком и/или с помощью двух или более сервомоторов, расположенных на двух или более валиках пленки.
20. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере один блок (80) УФ-облучения для предварительного УФ-отверждения одного или нескольких печатных слоев (12) из указанных одного или нескольких печатных слоев (12) и/или блок (80) УФ-облучения для полного отверждения одного или нескольких печатных слоев (12) из указанных одного или нескольких печатных слоев (12), причем предпочтительно блок (80) УФ-облучения включает в себя испускающий УФ-излучение источник света, испускающий свет предпочтительно в диапазоне длин волн от 385 до 405 нм.
21. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что по меньшей мере одна установка (40) печати включает в себя по меньшей мере один блок (41) печати, имеющий, в частности, по меньшей мере одну печатающую головку (42).
22. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что один или несколько печатных слоев (12) имеют один или несколько материалов, в частности, выбранных из: чернила для печати, в частности чернила для печати с цветами из цветовой модели CMYK и/или RGB, и/или специальные цвета, и/или прозрачные чернила для печати, в частности прозрачный лак и/или защитный лак (ClearCoat), и/или клей, в частности клей холодного приклеивания и/или УФ-клей, и/или лаки.
23. Устройство нанесения покрытия по одному из предыдущих пунктов,
отличающееся тем,
что по меньшей мере одна установка (40) печати включает в себя установку цифровой печати, и/или установку Inkjet-печати, и/или установку тампонной печати, и/или установку струйной печати.
24. Устройство нанесения покрытия по одному из пп. 8-23,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере одно установочное устройство (22) для перемещения держателя (20) и/или по меньшей мере один расположенный по меньшей мере на одном общем инструментоносителе (21) держатель (20) между установками устройства (50) нанесения покрытия.
25. Устройство нанесения покрытия по п. 24,
отличающееся тем,
что устройство (50) нанесения покрытия имеет по меньшей мере одно устройство (60) управления процессом, которое управляет установочным устройством (22), в частности, таким образом, чтобы один или несколько держателей (20) циклически в предварительно заданной последовательности подводились к двум или более установкам устройства (50) нанесения покрытия, в частности, в последовательности: установка (30) тиснения - установка (40) печати, установка (40) печати - установка (30) тиснения, установка (70) предварительной обработки - установка (30) тиснения - установка (40) печати, установка (30) тиснения - установка (70) предварительной обработки - установка (40) печати, установка (70) предварительной обработки - установка (30) тиснения - установка (70) предварительной обработки - установка (40) печати.
26. Способ для нанесения покрытия на основное тело (10), в частности устройством (50) нанесения покрытия по одному из предыдущих пунктов, причем при способе проводят, в частности в следующей последовательности, следующие этапы:
а) фиксация основного тела (10) в держателе (20),
b) оттиск одного или нескольких пленочных элементов (11) по меньшей мере на одну частичную область первой поверхности основного тела (10), и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело (10) дополнительных пленочных элементов (11), и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело (10) печатных слоев (12), причем основное тело (10) остается в держателе (20),
с) нанесение одного или нескольких печатных слоев (12) по меньшей мере на одну частичную область первой поверхности основного тела (10), и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело (10) пленочных элементов (11), и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело (10) дополнительных печатных слоев (12), причем основное тело (10) остается в держателе (20),
d) извлечение основного тела (10), имеющего покрытие, из держателя (20).
27. Способ по п. 26,
отличающийся тем,
что этапы b) и c) проводят одно- или многократно и/или в любой последовательности.
28. Способ по одному из пп. 26 или 27,
отличающийся тем,
что время циклов этапов b) и c) составляет соответственно между 1 с и 300 с, предпочтительно между 5 с и 120 с, в частности между 20 с и 30 с.
29. Способ по одному из пп. 26-28,
отличающийся тем,
что способ включает в себя следующий этап, причем, в частности, этап выполняется перед этапом a):
изготовление основного тела (10) литьем под давлением и/или 3D-печатью, и/или способом изготовления со снятием стружки и/или без снятия стружки.
30. Способ по одному из пп. 26-29,
отличающийся тем,
что способ включает в себя следующий этап, причем, в частности, этап выполняется перед этапом a):
подвод и/или размещение основного тела (10) в держателе (20).
31. Способ по одному из пп. 26-30,
отличающийся тем,
что способ включает в себя следующий этап, причем, в частности, этап выполняется после этапа d) в одной или нескольких дополнительных установках:
обливание, набрызгивание и/или распыление лака на имеющее покрытие основное тело (10), и/или предпочтительно ламинирование датчиками, в частности датчиками, восприимчивыми к касанию и/или приближению, на имеющее покрытие основное тело, в частности на обратную сторону имеющего покрытие основного тела.
32. Способ по одному из пп. 26-31,
отличающийся тем,
что нанесение одного или нескольких печатных слоев (12) проводится цифровой печатью, и/или струйной печатью, и/или Inkjet-печатью, и/или тампонной печатью.
33. Способ по одному из пп. 26-32,
отличающийся тем,
что способ включает в себя следующий этап, причем, в частности, этап выполняется на этапе c):
УФ-облучение УФ-светом, предпочтительно УФ-светодиодом, для предварительного отверждения одного или нескольких печатных слоев (12) из указанных одного или нескольких печатных слоев (12), в частности УФ-клея, клея холодного приклеивания, клея, лака и/или чернил, причем, в частности, проводится облучение светом, в частности из области длин волн от 385 до 405 нм.
34. Способ по одному из пп. 26-33,
отличающийся тем,
что способ включает в себя следующий этап, причем, в частности, этап выполняется на этапе c):
УФ-облучение УФ-светом, предпочтительно УФ-светодиодом, для полного отверждения одного или нескольких печатных слоев (12) из указанных одного или нескольких печатных слоев (12), предпочтительно УФ-клея, клея холодного приклеивания, клея, лака и/или чернил, причем, в частности, проводится облучение светом, в частности, диапазона длин волн от 385 до 405 нм.
35. Способ по одному из пп. 26-34,
отличающийся тем,
что способ включает в себя следующий этап, причем, в частности, этап проводится одно- или многократно перед этапом b) и/или перед этапом c):
предварительная обработка по меньшей мере одной частичной области первой поверхности основного тела (10) и/или по меньшей мере одной частичной области одного или нескольких оттиснутых на основное тело (10) пленочных элементов (11), и/или по меньшей мере одной частичной области одного или нескольких нанесенных на основное тело (10) печатных слоев (12), в частности с помощью одного или нескольких способов обработки, выбранных из: обработка газом, обработка пламенем, обработка плазмой, фторирование, облучение, очистка, активация поверхности, ионизация, нанесение покрытия.
36. Способ по одному из пп. 26-35,
отличающийся тем,
что перед этапом b) и/или этапом c) осуществляют оптическую проверку по меньшей мере одной частичной области первой поверхности основного тела (10), и/или по меньшей мере одной частичной области одного или нескольких оттиснутых на основное тело (10) пленочных элементов (11), и/или по меньшей мере одной частичной области одного или нескольких нанесенных на основное тело (10) печатных слоев (12) оптическим датчиком, в частности камерой.
37. Способ по одному из пп. 26-36,
отличающийся тем,
что способ включает в себя следующий этап, причем, в частности, этап выполняют до и/или после этапа b), и/или до и/или после этапа c):
очистка, в частности щетками, и/или сжатым воздухом, и/или вытяжкой, и/или струей сжатого CO2 и/или клейкой лентой, в частности подъемным ленточным очистителем и/или роликовым ленточным очистителем.
38. Способ по одному из пп. 26-37,
отличающийся тем,
что перед, и/или во время, и/или после этапа b), и/или этапа c) сокращается, в частности предотвращается, проникновение пыли в рабочее пространство с помощью избыточного давления воздуха.
39. Способ по одному из пп. 26-38,
отличающийся тем,
что по меньшей мере один инструментоноситель (21), на котором расположен по меньшей мере один держатель (20), в частности, вместе с зафиксированным основным телом (10), перед этапом b) перемещается в положение тиснения для проведения этапа b) и/или перед этапом c) в положение печати для проведения этапа c).
40. Способ по одному из пп. 26-39,
отличающийся тем,
что проводят оттиск одного или нескольких пленочных элементов (11) на этапе b) накатным тиснением, и/или частичным накатным тиснением, и/или вертикальным тиснением.
41. Способ по одному из пп. 26-40,
отличающийся тем,
что оттиск одного или нескольких пленочных элементов (11) на этапе b) проводится с помощью одного или нескольких штампов (32) тиснения, который наносит пленку (33) или один или несколько фрагментов пленки (33) в качестве пленочных элементов (11) по меньшей мере на одну частичную область первой поверхности основного тела (10), и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основное тело (10) дополнительных пленочных элементов (11), и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело (10) печатных слоев (12).
42. Способ по одному из пп. 26-41,
отличающийся тем,
что в качестве пленки (33) на этапе b) используют пленку горячего тиснения, включающую в себя несущий слой и отделяемый от него переносной слой, и/или на этапе b) в качестве пленочного элемента (11) наносят по меньшей мере один задаваемый формой штампа (32) тиснения фрагмент переносного слоя при активации клеевого слоя переносного слоя или предусмотренного между основным телом (10) и переносным слоем клеевого слоя.
43. Способ по одному из пп. 26-42,
отличающийся тем,
что в качестве пленки (33) на этапе b) используют переносную пленку, в частности пленку холодного тиснения, включающую в себя несущий слой и отделяемый от него переносной слой, причем на переносной слой и/или на частичную область поверхности основного тела (10) наносят клеевой слой, в частности, выбранный из клея холодного приклеивания и/или УФ-клея, в частности, с помощью Inkjet-печатающей головки (42), в первой области, однако во второй области не наносят, в частности, с помощью штампа (32) тиснения переносная пленка направляется к поверхности основного тела (10), клеевой слой активируется, и переносная пленка снова снимается, так что в качестве пленочного элемента (11) наносится задаваемый формой первой области фрагмент переносного слоя.
44. Способ по одному из пп. 26-43,
отличающийся тем,
что в качестве пленки (33) на этапе b) используют ламинирующую пленку, и при оттиске в качестве пленочного элемента (11) наносят по меньшей мере один задаваемый формой штампа (32) тиснения фрагмент ламинирующей пленки при активации клеевого слоя ламинирующей пленки или предусмотренного между поверхностью основного тела (10) и ламинирующей пленкой клеевого слоя.
45. Способ по одному из пп. 26-44,
отличающийся тем,
что на этапе b) оттискивают один или несколько пленочных элементов (11) из указанного одного или нескольких пленочных элементов (11) с точной приводкой к одному или нескольким дополнительным пленочным элементам (11), причем, в частности, регистрируют одну или несколько приводочных меток оптических особенностей одного или нескольких пленочных элементов (11) и/или держателя (20) и используют для управления оттиском.
46. Способ по одному из пп. 26-45,
отличающийся тем,
что один или несколько пленочных элементов (11) и/или один или несколько дополнительных пленочных элементов (11) имеют соответственно по меньшей мере один декоративный слой и/или по меньшей мере один функциональный слой, в частности слой с электрической функциональностью, в частности, включающий в себя один или несколько элементов, выбранных из: датчик касания, антенна, электромагнитное экранирование, неэлектропроводные металлические слои для предотвращения электростатического заряда, дисплей, светодиод, электросхема, фотоячейка, по меньшей мере один, в частности дополнительно отверждаемый, защитный слой и/или по меньшей мере один слой, обеспечивающий адгезию.
47. Способ по одному из пп. 26-46,
отличающийся тем,
что нанесение одного или нескольких печатных слоев (12) на этапе c) проводится с помощью одной или нескольких печатных головок (42), которые имеют чернила для печати, в частности чернила для печати с цветами из цветовой модели CMYK и/или RGB и/или особых цветов, и/или прозрачные чернила для печати, в частности прозрачный лак и/или защитный лак (ClearCoat), и/или клей, в частности клей холодного приклеивания и/или УФ-клей, и/или лаки, которые наносятся предпочтительно как печатный слой (12) по меньшей мере на одну частичную область первой поверхности основного тела (10), и/или по меньшей мере на одну частичную область одного или нескольких оттиснутых на основном теле (10) пленочных элементов (11), и/или по меньшей мере на одну частичную область одного или нескольких нанесенных на основное тело (10) дополнительных печатных слоев (12).
| МНОГОСЛОЙНАЯ ПЛЕНКА | 2012 |
|
RU2627410C2 |
| СПОСОБ ПРОИЗВОДСТВА ЧАСТИЧНО МЕТАЛЛИЗОВАННОГО ПЛЕНОЧНОГО ЭЛЕМЕНТА | 2003 |
|
RU2343077C2 |
| Механизм подачи инструмента в ультразвуковом станке | 1974 |
|
SU549304A1 |
| CN 108394168 B, 26.11.2019 | |||
| US 20160221326 A1, 04.08.2016. | |||
