Область техники, к которой относится изобретение
Изобретение относится к многослойной коэкструдированной термопластичной пищевой оболочке, содержащей по меньшей мере один термопластичный пористый абсорбирующий слой, включающий участки, имеющие не уменьшенную среднюю толщину слоя, и участки, имеющие уменьшенную среднюю толщину слоя; к способу изготовления указанной многослойной коэкструдированной термопластичной пищевой оболочки и к применению указанной многослойной коэкструдированной термопластичной пищевой оболочки, например, в качестве колбасной оболочки, при этом пищевая оболочка способна переносить функциональные пищевые добавки, такие как ароматизаторы или красители, на заключённый в неё пищевой продукт, преимущественно в производстве мясных продуктов, сыров или рыбных продуктов.
Уровень техники
В производстве мясных продуктов обработка дымом имеет давнюю традицию как способ улучшения вкуса и предохранения от порчи. В рамках этой традиции широко применяется копчение продуктов в коптильных камерах. Но в этом случае необходимо, чтобы оболочка была проницаемой для дыма, а это значит, что оболочка будет иметь низкую паропроницаемость, вследствие чего мясной продукт может терять массу в процессе термической обработки (варки) и хранения. Для того чтобы избежать массопотерь в процессе хранения, может понадобиться вторичная упаковка. Однако отложения дыма на стенах и потолке коптильных камер могут отрицательно сказаться на внешнем виде мясных продуктов в последующем цикле варки. Во избежание этих недостатков обработки дымом через дымопроницаемую оболочку внутренность оболочек, которая является достаточным барьером по отношению к водяному пару, покрывается или пропитывается жидким дымом, а также красящими растворами, например, раствором карамельного колера, или приправами.
Особой категорией часто обрабатываемых дымом мясных продуктов являются продукты, которые набиваются в сетку, и варка которых проводится в сетке для стабилизации и сохранения формы продукта, а также придания текстурированной поверхности готовому продукту. Затем готовый продукт реализуется, будучи упакованным во вторичную упаковку с сеткой на продукте или (для удобства потребителя) с уже снятой сеткой. Даже если продукт реализуется в нарезанном на ломтики виде, то ломтики ещё могут показывать по периметру обусловленное текстурой варьирование цвета и (в зависимости от степени набивки сетки) более или менее выраженную волнистость кромки как следствие продавливания мясного продукта через ячейки сетки. Варьирование цвета является результатом контакта сетки с продуктом, и такая схема контакта уменьшает доступ дыма к поверхности продукта.
В продаже имеются сетки разной формы, размера и цвета дыма. Плетёные сетки могут быть в виде, например, сетчатой оболочки, стокинета (тканевый мешок для транспортной упаковки, например, копчёностей) и эластичной сетки. Обычно сетка представляет собой бесшовный сетчатый чулок или рукав с отверстиями многоугольной, круглой или овальной формы и содержит волокна, выбранные из группы, состоящей из хлопка, льна, вискозы, полиамида, полиэфира, полиолефина, целлюлозы и эластомеров. US 4 883 677 описывает PVDC (поливинилиденхлорид) как материал для сеток. Предлагаемые образцы и разновидности в мотках реализуются на рынке под такими названиями как квадрат или куб, ромб, гладкий, гофрированный, волнистый, спиралевидный или шестигранный.
Часто бывает, что только сетка не может в достаточной мере удерживать на месте мясной продукт или сетка может прилипнуть к мясному продукту настолько, что при её удалении может произойти повреждение продукта, что приведёт к непривлекательному внешнему виду готового продукта. Поэтому перед набивкой или даже в процессе набивки мясного продукта в сетку мясной продукт (такой как окорок) в типичных случаях завёртывается в обёрточный материал, который может быть съедобным, если он изготовлен из коллагена, модифицированной целлюлозы или каррагинана, либо несъедобным, если он изготовлен из фиброузных или полимерных оболочек, целлофана или бумаги. Если обёрточный материал представляет собой лишь негерметичную плёнку, то сетка будет препятствовать вскрытию плёнки.
Пример усиленной волокном плёнки для использования вместе с сеткой описан в US 2010/0227164. Указанная плёнка придаёт упругость, проницаемость и прочность плёнке, включающей усиленную бумагой альгинатную плёнку, содержащую многоатомный спирт, причём плёнка легко удаляется без остатка и после её удаления необязательно копчёный пищевой продукт показывает чётко видимый на нём рисунок сетки. Однако применение этой плёнки (как и любой проницаемой обёртки) без вторичной упаковки связано с вышеупомянутыми недостатками – массопотерями продукта в процессе термообработки и хранения.
Для обеспечения упаковочной системы, которая позволяет выполнять указанный процесс набивки в традиционной машине для набивки в оболочку, US 7 666 484 описывает плёнку, сгибаемую по продольной оси с образованием цилиндра, в котором продольные боковые кромки до известной степени перекрываются, будучи в прямом контакте друг с другом, но не соединены как-то иначе, гофрированы или сложены по типу гармошки, чтобы имелась внутренняя опора в виде трубки из жёсткого материала, и который может быть покрыт снаружи разделительным листом и также гофрированной рукавной сеткой. Однако любое применение комбинации сетки с оболочкой является дорогостоящим и поэтому практикуется только в случае высоко ценящихся продуктов. Другой проблемой при разработке нового мясного продукта с волнистой сетчатой оболочкой (будь то неэластичная или эластичная сетка) являются трудности, связанные с систематическим получением требуемой “массы нетто”.
Касаясь комбинации сетки с оболочкой, WO 2007/090934 раскрывает способ изготовления композитной гофрированной оболочки, включающий стадии вытягивания наружной оболочки относительно внутренней оболочки и необязательно сетки между внутренней и наружной оболочками или относительно наружной оболочки с последующим гофрированием композитной оболочки для получения компактного рукава, которая режется на готовые куски. Наружная оболочка может быть образована многослойной пластичной оболочкой, в то время как внутренняя оболочка может быть фиброузной оболочкой. Использование двух оболочек повышает стоимость продукта в сетке.
DE 37 41 329 раскрывает колбасную оболочку, изготовленную, по меньшей мере частично, из термопластичного материала, при этом вся окружность оболочки показывает выпуклые наружу деформации, которые могут быть сферическими по форме и располагаться с равными промежутками. Существенным для колбасной оболочки, описанной в DE 37 41 329, является то, что оболочка заключена в эластичную сетку, сдавливания которой в процессе набивки оболочки позволяют деформациям проникать наружу. За счёт обеспечения эластичной сетки на наружной стороне оболочки создаётся давление на оболочку, что позволяет предупредить образование пузырьков внутри колбасы. Деформации требуется оттиснуть в термопластичный плоский лист, который затем можно сшить, например, вместе с трубчатой оболочкой. Воздухопроницаемый вариант воплощения представлен как подходящий для колбас длительной сушки.
Во избежание применения сетки без потери внешнего рисунка в виде сетки на готовом продукте EP 2 478 772 A предлагает оболочку, представляющую собой трубчатый вязаный (трикотажный) стокинет, выполненный из одного вида пряжи (например, полиэфирных волокон), причём стокинет содержит зоны уплотнённых петель. Уплотнённые петли могут склеиваться друг с другом в результате тепловой деформации, которая к тому же может вызвать усадку зон уплотнённых петель. Для образования таких зон, показывающих пониженную эластичность, вязаный трикотажный стокинет селективно нагревается прессованием плоско-сложенного стокинета между двумя нагретыми формами, каждая из которых имеет соответствующий рисунок, например, рисунок сетки.
Для достижения внешнего вида, имитирующего сетчатую поверхность фактически без использования сетки, и для удержания нативного сока исходного сырья в термообработанном продукте US 5 597 606 рекомендует формирование полости для термообработки продукта из термоусадочной плёнки, заполнение полости мясным продуктом, запечатывание заполненной продуктом полости другим термоусадочным материалом, термообработку сформованной упаковки с мясным продуктом с последующим удалением упаковки таким образом, чтобы сохранить трёхмерную поверхность мясного продукта и чтобы удержать сок внутри готового продукта. Затем на следующем этапе продукт может, например, подвергаться копчению или окрашиванию и в заключение вновь запечатываться для перепродажи. Форма, с помощью которой плёнка формуется в полость для термообработки, имеет имитирующую сетку внутреннюю поверхность. Топология внутренней поверхности формы отображается на плёнке, в которой мясной фарш подвергается термообработке, приобретая форму плёночной полости. Основными недостатками этого способа являются дополнительная стадия для придания аромата или цвета и формы готовому продукту, который не является типичным продуктом для использования сетки, но имеет сходство с ним.
Во всех цитируемых выше документах используются проницаемые структуры и/или плоские плёнки, которые требуют запечатывания с помощью одной или более оболочек и/или плоской плёнки для получения мясного продукта с термообработкой в сетке или мясного продукта, имеющего внешний вид, схожий с внешним видом продукта, термообработанного в сетке.
Для переноса функциональных добавок, например, жидкого дыма или карамельного колера на пищевой продукт, описано несколько структур оболочек. В качестве внутренних слоёв оболочек некоторые из этих структур используют гидрофильные материалы, которые способны абсорбировать функциональные добавки в материал. Например, использовались внутренние слои, содержащие крахмал. Другие структуры в качестве внутреннего слоя используют слой из целлюлозы, который входит в контакт с пищевым продуктом. Однако в этом случае наблюдается абсорбция жидкости бумагой или целлюлозой. В случае плоской плёнки в альтернативном варианте желательные функциональные добавки могут наноситься на поверхность распылением, печатным способом или скребком. Для достижения достаточной фиксации обычно проводится стадия сушки перед формованием плоской плёнки в рукав и её запечатыванием. При переносе функциональных добавок на мясо место запечатывания плёнки будет выглядеть как продольная линия разного цвета в продольном направлении пищевого продукта с удаляемой оболочкой.
Плёнкой-носителем этих структур может служить волокнистый слой, основным недостатком которого является его низкий барьерный эффект по отношению к водяному пару. В процессе термообработки или хранения пищевой продукт может терять часть содержащейся в нём воды, в результате чего снижается выход. Поэтому были разработаны фиброузные оболочки и ламинаты с полимерным покрытием, содержащие наружную полимерную плёнку и внутреннюю бумажную или целлюлозную плёнку.
EP 0 992 194 A описывает оболочку, которая состоит из непроницаемой плёнки с соединённым с ней внутренним вкладышем, состоящим из хлопковых или целлюлозных волокон либо тканых, нетканых или трикотажных материалов, которая затем пропитывается и запечатывается в виде рукава или мешка.
Другой пример пищевой оболочки, способной переносить пищевые добавки, описан в US 2006/0003058 A, который раскрывает по меньшей мере двухслойную трубчатую пищевую оболочку, включающую внутренний слой из термопластичного органического полимера, содержащего порошкообразный органический наполнитель, такой как крахмал. Оболочки, описанные в этих двух документах, объединяют в себе абсорбирующую способность материала, формирующего внутренний слой, и барьерные свойства, обеспечиваемые наружными (многослойными) полимерными плёнками. Однако такие оболочки имеют недостатки, поскольку для изготовления таких структур оболочек с покрытием или ламинированных требуется многостадийный производственный процесс и/или может происходить возможный рост плесени на внутреннем крахмальном, целлюлозном или бумажном слое и могут иметь место проблемы, связанные с разрывом оболочек в процессе термообработки.
US 7 615 270 B2 раскрывает оболочки, содержащие внутренний слой из гидрофильных материалов, таких как, например, сложные эфиры блок-сополиэфиров или блок-сополиэфирамиды. Такие оболочки имеют тот недостаток, что их способность абсорбировать жидкие вещества ограничена. Во многих областях применения такой абсорбирующей способности недостаточно для оказания желательного эффекта на пищевой продукт. Кроме того, если жидкое вещество остаётся на поверхности оболочки, то существует вероятность неравномерного непредсказуемого распределения и образования капель при вскрытии трубчатой оболочки и переноса их на пищевой продукт, что приведёт к неравномерному крапчатому (подобно мрамору) окрашиванию пищевого продукта.
DE 101 24 581 A описывает пищевую оболочку, которая опрыскивается жидким дымом в процессе её собирания в сборку (гофрирования). Поскольку для миграции жидкого дыма в оболочку период хранения увеличивается по меньшей мере на 5 суток, затраты на хранение возрастают и увеличивается “время-до-потребителя”.
В большинстве случаев наружная сторона оболочки удобна для нанесения печати, покрытия или пропитки. Но в случае рукавных барьерных плёнок оболочку необходимо выворачивать на внутреннюю сторону (наизнанку), так что обрабатываемая поверхность будет контактировать с пищевым продуктом. EP 1 192 864 A описывает стадию нанесения покрытия или пропитки наружной стороны оболочки, которая набивается продуктом через трубчатое отверстие, так что она может выворачиваться наизнанку в процессе набивки. Поэтому ещё до набивания оболочки её обработанная наружная поверхность может загрязниться в ходе процессов погрузки-разгрузки. Другим недостатком является то, что, если обработка (нанесение покрытия/пропитка) проводится способом нанесения печати, то края приходится обрабатывать этим способом дважды, чтобы на пищевом продукте после снятия оболочки оставались две чётко выраженные продольные линии.
Для повышения абсорбционной способности термопластичного внутреннего слоя желательным является образование пор в этом внутреннем слое. Внутренние слои из термопластичного материала, как описано в EP 1 164 856 B1, показывают сеть взаимосвязанных пустот. Указанные внутренние слои изготовлены из пищевого термопластичного полимера с пустотами, образуемыми порообразующим агентом на основе не сверхкритической жидкости, причём полимер необязательно содержит также неорганический наполнитель.
EP 1 911 352 A1 и US 2009/214722 A1 раскрывают многослойные коэкструдированные растяжимые термопластичные пищевые оболочки, имеющие по меньшей мере один пористый внутренний слой, содержащий по меньшей мере один полимерный материал, по меньшей мере один наполнитель и по меньшей мере один порообразующий компонент маслянистого порообразующего агента. Пористость пористого внутреннего слоя является взаимосвязанной пористостью, так что указанный самый внутренний пористый слой способен абсорбировать, удерживать, десорбировать и переносить по меньшей мере одну переносимую функциональную добавку из пористого внутреннего слоя на пищевой продукт, заключённый в указанную оболочку. Оболочки содержат также по меньшей мере один слой с барьерным эффектом по отношению к водяному пару, а в US 2009/214722 A1 – по отношению к воде и/или кислороду.
EP 3014997 A1 описывает многослойную ориентированную барьерную оболочку, внутренний слой которой имеет пористость, генерируемую (ко)экструзией первой полимерной композиции, содержащей полимер и сверхкритический порообразующий агент. Пористость позволяет абсорбировать, удерживать, десорбировать и переносить по меньшей мере одну переносимую функциональную добавку из указанного по меньшей мере одного пористого внутреннего слоя на пищевой продукт, заключённый в указанную оболочку.
Все из вышеописанных оболочек, которые способны абсорбировать большое количество вещества, переносимого в толщу слоя, посредством гидрофильных компонентов или пор, предназначены для равномерного переноса содержащегося вещества на заключённый в оболочку пищевой продукт. Они не способны переносить рисунок на поверхность пищевого продукта или создавать текстурную поверхность либо обеспечивать получение пищевого продукта, имеющего внешнюю поверхность, которая выглядит, как если бы она была в контакте с сеткой в процессе изготовления продукта. Даже если переносимое вещество отпечатается на рисунке на плоской плёнке или на наружной стороне трубчатой оболочки, то текстурная поверхность готового продукта всё равно не будет достигнута и вышеупомянутые недостатки запечатывания и/или обратного процесса делают стадию нанесения печати невыгодной.
EP 0 738 471 A2 раскрывает целлюлозную оболочку для набивки мясных продуктов, которая относится к виду оболочек, содержащих трубчатую основу неопределённой длины, предназначенную для приёмки мясного фарша в процессе стадии набивания и удаляемую после последующих стадий копчения, термообработки и/или окрашивания, характеризующуюся тем, что она частично и по всей длине или на отдельных участках покрыта защитным веществом, обеспечивающим барьер для прохождения снаружи дыма и/или красителей, и/или пигментов, с целью создания цветового контраста на поверхности мясного продукта после применения такого дыма или красителей и после удаления целлюлозной оболочки.
EP 1 955 596 A2 раскрывает способ получения копчёных пищевых продуктов с метками, отличающийся тем, что он включает следующие стадии:
- нанесение печатным способом водо- и дымонепроницаемых меток на всю поверхность плёнки или только часть её,
- покрывание пищевого продукта по меньшей мере частью плёнки с печатными метками,
- интенсивная обсушка пищевого продукта и плёнки при относительной влажности менее 25%,
- копчение пищевого продукта и плёнки в таких же условиях влажности для получения соответствующих местоположению меток участков на поверхности пищевого продукта, имеющих более тёмный копчёный цвет, чем на остальной поверхности продукта.
Как EP 0 738 471 A2, так и EP 1 955 596 A2 используют способ копчения заключённого в оболочку пищевого продукта с созданием изображения на поверхности пищевого продукта. Для этого оболочки должны быть проницаемыми для водяного пара, что приведёт к массопотерям в процессе стадии термообработки и последующего хранения.
В DE 35 26 394 описана оболочка для сырокопчёных колбас, которая изготовлена из продольно запечатываемого, не содержащего связующего агента, нетканого волокнистого материала на полиамидной основе. Нетканое волокнистое полотно подвергается обработке частичным сжатием (уплотнением) для создания прямоугольных уплотнённых зон и расположенных между ними не обработанных сжатием полос. Как следствие обработки сжатием, по меньшей мере не обработанные сжатием полосы образовавшейся решётки остаются проницаемыми. Нетканое волокнистое полотно не способно абсорбировать и удерживать функциональную добавку (чтобы препятствовать миграции функциональной добавки наружу) и переносить абсорбированные функциональные добавки на заключённый в оболочку пищевой продукт.
WO 2005/110713 A1 описывает равномерное растягивание плоской плёнки для достижения более однородной толщины и улучшенных механических свойств. Способ включает экструзию термопластичного экструдата в виде полотна в его расплавленном состоянии и размещение дифференциальных скоростных роликов для охлаждения плёнки до её твёрдого состояния и растягивания плёнки между роликами для получения растягивающейся плёнки (стретч-плёнки), имеющей в основном одинаковый калибр. Пористость плёнки создаётся растягиванием слоя или плёнки, материал которой включает порообразующие частицы. На поверхность микропористой плёнки может наноситься печать или создаваться приятное ощущение на ощупь. Охлаждающий ролик может включать металлический ролик для тиснения с целью создания тканеподобной поверхности, матовой отделки или других текстур. Однако геометрия тиснения может быть только относительно мелкой по размерам, как и другой способ растягивания, особенно с использованием сцепленных между собой роликов, и приводит к неравномерному растягиванию. Так, если тиснение проводится перед стадией растягивания, то образуется микропористость.
EP 1 556 285 B1 раскрывает клейкие пищевые обёртки, изготовленные из тиснёного материала, имеющего тиснёные выпуклости и впадины между ними, причём в последних содержится клей, которым может приклеиваться второй материал. Указанный второй материал может выбираться из группы, включающей противомикробную защиту, консервирование продуктов, модификацию атмосферы в упаковке, устранение неприятных запахов, индикацию порчи продуктов, питание и преимущества диетического питания, усиление вкуса и аромата, абсорбцию влаги, улучшение микроволновой обработки, нагревание, охлаждение, продуктовую изоляцию и комбинации перечисленного.
Таким образом, задачей, решаемой настоящим изобретением, является обеспечение многослойной коэкструдированной термопластичной пищевой оболочки, имеющей высокую прочность, способность к однородному гофрированию и дегофрированию, и отличную способность к переносу пищевых добавок на заключённый в эту оболочку пищевой продукт, при этом указанная термопластичная пищевая оболочка способна передавать на пищевой продукт любой дизайн, показывающий стабильный контраст и хорошую износостойкость, который может быть оформлен из пищевой(ых) добавки(ок), переносимой(ых) на пищевой продукт в оболочке, например, в виде фирменного логотипа, маркировки, любого художественного оформления или рисунка сетки.
Кроме того, цель настоящего изобретения состоит в обеспечении способа изготовления такой улучшенной многослойной коэкструдированной пищевой оболочки.
Более того, целью настоящего изобретения является применение оболочки в качестве обёрточного материала для мясных и других пищевых продуктов.
Раскрытие изобретения
Согласно изобретению предлагается многослойная (ко)экструдированная термопластичная пищевая оболочка, содержащая по меньшей мере один термопластичный пористый абсорбирующий слой и по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару и/или кислороду,
в которой по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду имеет среднюю толщину слоя от 5 до 60 мкм на всей площади поверхности; в которой по меньшей мере один термопластичный пористый абсорбирующий слой содержит в качестве основного компонента по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов и (со)полиолефинов; в которой по меньшей мере один термопластичный пористый абсорбирующий слой содержит участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, при этом средняя толщина по меньшей мере одного термопластичного пористого абсорбирующего слоя на участках, имеющих не уменьшенную среднюю толщину слоя, составляет от 10 до 200 мкм и при этом средняя толщина слоя на участках, имеющих уменьшенную среднюю толщину слоя, составляет менее чем от 7 до 140 мкм и уменьшена на 30% - 85% по сравнению с имеющими не уменьшенную среднюю толщину слоя участками по меньшей мере одного термопластичного пористого абсорбирующего слоя, и при этом оба вида участков, имеющих уменьшенную среднюю толщину слоя и не уменьшенную среднюю толщину слоя, содержат поры, способные абсорбировать функциональную добавку.
В предпочтительном варианте осуществления изобретения многослойная (ко)экструдированная термопластичная пищевая оболочка включает по меньшей мере один термопластичный пористый абсорбирующий слой, который содержит (со)полиолефин в качестве основного компонента, причём термопластичный пористый абсорбирующий слой дополнительно содержит по меньшей мере 5 мас.% (со)полиамида в пересчёте на массу термопластичного полимерного материала, используемого для формирования по меньшей мере одного термопластичного пористого абсорбирующего слоя (не включая другие добавки, такие как порообразующие агенты или функциональные добавки). Авторами настоящего изобретения установлено, что, если по меньшей мере один термопластичный пористый абсорбирующий слой содержит (со)полиолефин в качестве основного компонента и по меньшей мере 5 мас.% (со)полиамида, то свойства многослойной (ко)экструдированной термопластичной пищевой оболочки, например, касающиеся адгезии (прилипания) пищевого продукта, заключённого в оболочку, могут улучшиться.
Многослойная (ко)экструдированная термопластичная пищевая оболочка по настоящему изобретению, как определено выше, может создавать на поверхности пищевого продукта (если он заключён в пищевую оболочку) рисунок, образуемый функциональной добавкой, перенесённой на пищевой продукт.
Термин “многослойная (ко)экструдированная термопластичная пищевая оболочка” обозначает трубчатые оболочки, изготовленные коэкструзией через кольцевую экструзионную головку, и плоские плёнки либо плоские заготовки для трубчатых оболочек, из которых формуются с последующим запечатыванием трубчатые оболочки, и пакеты (мешки), изготовленные из них. В предпочтительном варианте осуществления изобретения многослойная (ко)экструдированная термопластичная пищевая оболочка представляет собой бесшовную трубчатую многослойную коэкструдированную термопластичную пищевую оболочку.
Согласно настоящему изобретению, по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду и необязательно другие непористые слои (если таковые присутствуют) могут называться также “объёмными слоями”.
Термин “пористый абсорбирующий слой” обозначает абсорбирующие слои, которые содержат участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, при этом участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, показывают разные уровни пористости на внутренней поверхности оболочки или могут показывать крупные поры в отдельных частях внутренней поверхности и мелкие поры в других частях по меньшей мере одного пористого абсорбирующего слоя.
Термин “абсорбирующий” обозначает абсорбцию и/или адсорбцию функциональной добавки в и/или на указанном по меньшей мере одном пористом абсорбирующем слое при комнатной температуре (25°C) и атмосферном давлении (1 бар).
Термин “обладающий барьерным эффектом по отношению к водяному пару” согласно настоящему изобретению означает, что коэкструдированная термопластичная пищевая оболочка показывает скорость проникновения пара от 0,01 до 500 г/м2 в сутки, предпочтительно – от 0,1 до 100 г/м2 в сутки, более предпочтительно – от 1 до 20 г/м2 в сутки, даже более предпочтительно – от 1 до 10 г/м2 в сутки, при 23°C и относительной влажности 85% согласно стандарту ASTM E398-03.
Термин “обладающий барьерным эффектом по отношению к кислороду” согласно настоящему изобретению означает, что коэкструдированная термопластичная пищевая оболочка показывает скорость проникновения кислорода через пищевую оболочку по настоящему изобретению 30 см3/(м2·сутки·бар) или ниже, предпочтительно – ниже 20 см3/(м2·сутки·бар), зачастую – от 6 до 12 см3/(м2·сутки·бар), в некоторых случаях – примерно 0,1 или от примерно 1 до ниже 6 см3/(м2·сутки·бар), по результатам испытаний согласно DIN 53380-3 при 23°C и относительной влажности 50%.
Термин “основной компонент указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя” по настоящему изобретению означает, что по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов и (со)полиолефинов, присутствует в указанном по меньшей мере одном термопластичном пористом абсорбирующем слое в массовом соотношении по меньшей мере 55 мас.%, предпочтительно – по меньшей мере 70 мас.%, более предпочтительно – по меньшей мере 80 мас.%, даже более предпочтительно – по меньшей мере 90 мас.%, наиболее предпочтительно – в диапазоне от 90 до 95 мас.%, в пересчёте на массу термопластичного полимерного материала, используемого для изготовления указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя (не включая другие добавки, такие как порообразующие агенты или функциональные добавки).
В рамках создания настоящего изобретения было установлено, что участки по меньшей мере одного термопластичного пористого абсорбирующего слоя, имеющие уменьшенную среднюю толщину слоя или не уменьшенную среднюю толщину слоя, показывают разную способность к удерживанию функциональной добавки, переносимой на пищевой продукт, заключённый в пищевую оболочку. Согласно настоящему изобретению, термин “удерживающая способность” определяется как способность участков по меньшей мере одного термопластичного пористого абсорбирующего слоя, имеющих уменьшенную или не уменьшенную среднюю толщину, к абсорбции и/или адсорбции функциональной добавки в и/или на указанных участках по меньшей мере одного пористого абсорбирующего слоя при комнатной температуре (25°C) и атмосферном давлении (1 бар). Согласно настоящему изобретению, параметр “коэффициент удерживающей способности” участков, имеющих уменьшенную или не уменьшенную среднюю толщину, по меньшей мере одного термопластичного пористого абсорбирующего слоя выражается отношением толщины по меньшей мере одного термопластичного пористого абсорбирующего слоя на соответствующем участке к толщине по меньшей мере одного объёмного слоя, расположенного там же. В заявленной пищевой оболочке по настоящему изобретению “удерживающая способность” обычно понижается с уменьшением толщины слоя на участках по меньшей мере одного пористого абсорбирующего слоя, имеющих уменьшенную среднюю толщину слоя, если указанные участки по меньшей мере одного термопластичного пористого абсорбирующего слоя подвергаются обработке тиснением согласно настоящему изобретению. “Удерживающая способность” участков по меньшей мере одного термопластичного пористого абсорбирующего слоя, имеющих уменьшенную среднюю толщину слоя, обычно повышается, если по меньшей мере один термопластичный пористый абсорбирующий слой подвергается обработке термоформованием согласно настоящему изобретению. В этом случае средняя толщина по меньшей мере одного непористого слоя уменьшается в зависимости от применяемого коэффициента вытяжки, в то время как средняя толщина по меньшей мере одного пористого абсорбирующего слоя на соответствующих участках снижается в меньшей степени, если применяется такой же коэффициент вытяжки, так как поры на указанных участках становятся крупнее, что не уменьшает среднюю толщину по меньшей мере одного пористого абсорбирующего слоя на указанных участках в такой же степени, как по меньшей мере в одном непористом слое.
Согласно настоящему изобретению участки, имеющие уменьшенную среднюю толщину слоя, обычно формируются путём применения механической и/или термической обработки к участкам по меньшей мере одного пористого абсорбирующего слоя.
Кроме того, термин “механическая и/или термическая обработка” согласно настоящему изобретению подразумевает, например, “рельефное тиснение” и/или “термоформование”.
Термин “рельефное тиснение” согласно настоящему изобретению относится к стадии способа, на которой средняя толщина по меньшей мере одного пористого абсорбирующего слоя уменьшается за счёт локального проведения термической и необязательно механической обработки поверхности по меньшей мере одного пористого абсорбирующего слоя таким образом, чтобы по меньшей мере один пористый абсорбирующий слой перешёл в термопластичное состояние. Для получения путём рельефного тиснения участков, имеющих уменьшенную среднюю толщину слоя, необходимо, чтобы полукристаллические полимеры имели температуру, близкую к их температуре плавления или выше. Обработка рельефным тиснением согласно настоящему изобретению может проводиться без какого бы то ни было реального физического контакта с по меньшей мере одним пористым абсорбирующим слоем, который деформируется. Термическая обработка, например, с применением соответствующего лазера может иметь достаточно энергии для “тиснения” или формирования желательной текстуры на по меньшей мере одном пористом абсорбирующем слое, особенно если оболочка является ориентированной оболочкой и пористость была образована, по меньшей мере частично, растягиванием, при условии, что поры, которые способны абсорбировать функциональную добавку, остаются на участках, имеющих уменьшенную среднюю толщину слоя.
Термин “термоформование” согласно настоящему изобретению относится к стадии способа, на которой средняя толщина слоя на определённых участках термопластичной пищевой оболочки уменьшается, пока указанная термопластичная пищевая оболочка находится в вязко-эластичном состоянии. Для достижения уменьшения средней толщины слоя без слияния всех пор необходимо, чтобы термопластичный материал указанного по меньшей мере одного пористого абсорбирующего слоя имел температуру, выше температуры стеклования, но ниже температуры плавления. При проведении стадии термоформования толщина слоя на термоформуемых участках уменьшается в отличие от не термоформуемых участков.
Под термином “коэффициент вытяжки” согласно настоящему изобретению подразумевается отношение площади поверхности термоформуемого участка после термоформования к площади поверхности того же участка до термоформования. Если согласно настоящему изобретению проводится стадия “рельефного тиснения”, то коэффициент вытяжки на стадии тиснения равен 1.
В соответствии с настоящим изобретением в процессе образования участков, имеющих уменьшенную среднюю толщину слоя, на по меньшей мере одном термопластичном пористом абсорбирующем слое средняя толщина непористых объёмных слоёв уменьшается только на коэффициент вытяжки для указанных участков (т.е. на участках с тиснением средняя толщина непористых объёмных слоёв не изменяется).
Термины “выворачивание” и “вывёртывание” согласно настоящему изобретению относятся к процессу выворачивания оболочки наизнанку так, чтобы наружная поверхность стала внутренней или чтобы продукт контактировал с поверхностью оболочки после стадии выворачивания или вывёртывания наизнанку.
Согласно настоящему изобретению участки по меньшей мере одного пористого абсорбирующего слоя, имеющие не уменьшенную толщину слоя, могут определяться путём мечения участков с максимальной толщиной указанного по меньшей мере одного пористого абсорбирующего слоя с помощью копировальной бумаги (например, Plenticopy 200 H от Pelikan Group GmbH), которая прикрепляется к плоской стеклянной пластинке с помощью двухсторонней клейкой ленты и перемещается по уплощённой поверхности по меньшей мере одного пористого абсорбирующего слоя. После этого на участке по меньшей мере 10 см2 пищевой оболочки измеряется анализируемая толщина по меньшей мере одного пористого абсорбирующего слоя по меньшей мере в 10 местах на помеченных (указанной копировальной бумагой) участках указанного по меньшей мере одного пористого абсорбирующего слоя, имеющих не уменьшенную толщину слоя, и по меньшей мере в 10 местах на непомеченных участках, имеющих уменьшенную толщину указанного по меньшей мере одного пористого абсорбирующего слоя (при этом должны использоваться 10 измеренных наименьших значений толщины) с помощью толщиномера или с применением сканирующей электронной микроскопии (SEM), как описано ниже.
Как подчёркивалось выше, в рамках создания настоящего изобретения неожиданно было обнаружено, что способность к удерживанию функциональной добавки, такой как жидкий дым, на участках, имеющих уменьшенную среднюю толщину слоя, заметно отличается от способности удерживать указанную функциональную добавку на участках, имеющих не уменьшенную среднюю толщину по меньшей мере одного пористого абсорбирующего слоя, вследствие чего эти участки будут переносить разные количества функциональной добавки на заключённый в оболочку пищевой продукт. Кроме того, установлено также, что, если средняя толщина слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, уменьшена на 30% – 85% и на 7 – 140 мкм по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, то оба вида участков способны переносить функциональную добавку, такую как жидкий дым, на находящийся в оболочке пищевой продукт так, чтобы достигался поддающийся визуальному контролю и визуально приемлемый контраст в количестве переносимой функциональной добавки и в то же время предупреждалась десорбция или диффузия количества абсорбированной/адсорбированной функциональной добавки до её переноса на пищевой продукт. Однако, если среднюю толщину слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снизить менее чем на 30% и/или менее чем на 7 мкм по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, то разница в количестве переносимой добавки будет слишком мала для достижения контраста, поддающегося визуальному контролю, на полученном пищевом продукте. С другой стороны, если среднюю толщину слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снизить более чем на 85% и/или более чем на 140 мкм по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, то функциональная добавка не сможет удерживаться для последующего переноса её на поверхность обрабатываемого пищевого продукта (например, если указанные участки формируются термической обработкой, такой как термоформование) или может ухудшиться способность мяса прилипать к пористому слою (например, на участках с уменьшенной толщиной слоя при проведении обработки рельефным тиснением).
Средняя толщина указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя пищевой оболочки по настоящему изобретению может определяться также путём измерения общей толщины оболочки (как указано выше, по меньшей мере в 10 местах) за вычитанием толщины объёмного слоя (слоёв), анализируемой под микроскопом, как описано ниже.
Согласно настоящему изобретению неожиданно было обнаружено, что, если среднюю толщину указанного по меньшей мере одного пористого абсорбирующего слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снизить на от 7 до 140 мкм по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, более предпочтительно – от 7 до 120 мкм, даже более предпочтительно – от 8 до 90 мкм, ещё более предпочтительно – от 8 до 60 мкм, даже более предпочтительно – от 15 до 60 мкм, наиболее предпочтительно – на от 20 до 40 мкм, то участки, имеющие уменьшенную толщину слоя, будут иметь достаточно небольшую среднюю толщину слоя, чтобы можно было чётко различать количества функциональной добавки, которое может адсорбироваться и/или абсорбироваться окружающими участками, имеющими не уменьшенную толщину слоя, и, кроме того, чтобы сформировать дизайн участков, который создаст визуально контролируемый контраст в переносимом количестве функциональной добавки на пищевой продукт между участками с высокой и участками с низкой удерживающей способностью.
В предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки многослойная коэкструдированная термопластичная пищевая оболочка является бесшовной и трубчатой.
В следующем предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки по настоящему изобретению было установлено, что, если средняя толщина указанного по меньшей мере одного пористого абсорбирующего слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снижается на от 30% до 80%, предпочтительно – от 35% до 75%, более предпочтительно – от 55% до 70%, по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, то оба вида участков будут способны переносить функциональную добавку, такую как жидкий дым, на заключённый в оболочку пищевой продукт таким образом, чтобы можно было определить поддающийся визуальному контролю контраст в количестве переносимой функциональной добавки.
В следующем предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки средняя толщина по меньшей мере одного термопластичного пористого абсорбирующего слоя не ограничена только 2 уровнями (уменьшенная и не уменьшенная), а включает также участки с промежуточной средней толщиной слоя с тем, чтобы создать промежуточные цветовые оттенки на заключённом в оболочку пищевом продукте. Промежуточная средняя толщина слоя может, например, сформироваться за счёт локального применения процесса рельефного тиснения при заданной температуре и различной продолжительности процесса тиснения на подлежащих тиснению участках указанного по меньшей мере одного пористого абсорбирующего слоя или за счёт применения процесса тиснения при различных температурах и одинаковой продолжительности процесса тиснения на подлежащих тиснению участках указанного по меньшей мере одного пористого абсорбирующего слоя, или за счёт локального применения различных коэффициентов вытяжки на термоформуемых участках указанного по меньшей мере одного пористого абсорбирующего слоя.
В следующем предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки разница в средней толщине слоя между участками указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя, имеющими уменьшенную толщину слоя, и участками того же слоя, имеющими не уменьшенную толщину слоя, приводит к переносу рисунка в виде сетки на заключённый в оболочку пищевой продукт.
В следующем предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки разница в средней толщине слоя между участками указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя, имеющими уменьшенную толщину слоя, и участками того же слоя, имеющими не уменьшенную толщину слоя, приводит к переносу рисунка логотипа на заключённый в оболочку пищевой продукт.
В следующем предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки разница в средней толщине слоя между участками указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя, имеющими уменьшенную толщину слоя, и участками того же слоя, имеющими не уменьшенную толщину слоя, приводит к переносу рисунка, показывающего сходство с “естественно” неравномерным цветом поверхности, состоящим из зон или пикселей различных оттенков тёмного, на заключённый в оболочку пищевой продукт.
В следующем предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки разница в средней толщине слоя между участками указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя, имеющими уменьшенную толщину слоя, и участками того же слоя, имеющими не уменьшенную толщину слоя, приводит к переносу рисунка в виде сетки, показывающего видимые “выпуклости”, характерные для колбасы, варка которой проводилась в сетке.
В процессе заполнения оболочки по меньшей мере один термопластичный пористый абсорбирующий слой присутствует на внутренней стороне многослойной коэкструдированной термопластичной пищевой оболочки, в то время как по меньшей мере один дополнительный слой, обладающий барьерным эффектом по отношению к водяному пару и/или кислороду, образует наружный слой(и) пищевой оболочки. Более одного термопластичного пористого абсорбирующего слоя может присутствовать в многослойной термопластичной пищевой оболочке по настоящему изобретению, так что они могут совместно обеспечить участки с разной средней толщиной слоя и, тем самым, удерживающую способность оболочки.
Настоящее изобретение предлагает также способ изготовления многослойной (ко)экструдированной термопластичной пищевой оболочки, как описано выше, включающий стадию подвергания многослойной (ко)экструдированной термопластичной пищевой оболочки по меньшей мере одной механической и/или термической обработке, с тем чтобы создать на внутренней поверхности указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, как описано выше.
В предпочтительном варианте осуществления настоящее изобретение предлагает способ изготовления многослойной (ко)экструдированной термопластичной пищевой оболочки, как описано выше, включающий стадию подвергания по меньшей мере одного термопластичного пористого абсорбирующего слоя многослойной (ко)экструдированной термопластичной пищевой оболочки (в отношении по меньшей мере одного термопластичного пористого абсорбирующего слоя) бесконтактному нагреву через внешний слой. Этот способ включает нагревание пористого слоя, например, с использованием лазера, инфракрасных лучей или горячего воздуха либо, например, нагретых материалов, фактически физически соприкасающихся с непористым внешним слоем. Поразительным является то, что указанные разные участки, как определено выше, могут создаваться без повреждений наружного слоя (слоёв) или появления трещин либо разрывов в процессе набивки оболочки или термообработки заполненной оболочки.
В альтернативном варианте осуществления настоящее изобретение предлагает способ изготовления многослойной (ко)экструдированной термопластичной пищевой оболочки, как определено выше, включающий стадию подвергания многослойной (ко)экструдированной термопластичной пищевой оболочки по меньшей мере одной механической и/или термической обработке таким образом, чтобы создать на наружной поверхности указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, с последующим покрыванием указанной наружной стороны указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя функциональной добавкой; необязательную стадию сушки и последующую стадия выворачивания оболочки.
В следующем альтернативном варианте осуществления настоящее изобретение предлагает способ изготовления (ко)экструдированной термопластичной пищевой оболочки, как определено выше, включающий стадию подвергания многослойной (ко)экструдированной термопластичной пищевой оболочки механической и/или термической обработке таким образом, чтобы создать на её наружной поверхности участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя; последующую стадию выворачивания оболочки и последующую дополнительную стадию подвергания коэкструдированной оболочки дополнительной механической и/или термической обработке таким образом, чтобы на её внутренней поверхности стабильно сформировались участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, как определено выше.
В предпочтительном варианте осуществления изобретения способ изготовления многослойной (ко)экструдированной термопластичной пищевой оболочки включает стадию термоформования, с тем чтобы предложить заключённый в оболочку пищевой продукт с трёхмерным рисунком на его поверхности, при этом указанная многослойная (ко)экструдированная пищевая оболочка не содержит сетки на своей наружной поверхности.
Специалист в данной области техники хорошо знает различные способы выворачивания, включая способ выворачивания гофрокуклы (т.е. гофрированной оболочки в виде гильзы) в процессе набивки.
Пропитка функциональной добавкой может осуществляться путём распыления или окунания, пока контактирующая с пищевым продуктом поверхность находится снаружи. В этом случае может проводиться необязательная стадия сушки и/или выдерживания функциональной добавки с целью закрепления (фиксации) функциональной добавки на поверхности. В качестве альтернативы нанесению покрытия на контактирующую с пищевым продуктом поверхность, находящуюся на наружной стороне оболочки, оболочку можно вывернуть обратно после механической и/или термической обработки наружной поверхности. Если контактирующая с пищевым продуктом поверхность представляет собой по меньшей мере один внутренний слой, то она может пропитываться с применением техники нанесения внутреннего покрытия по принципу “moving bubble” (“перемещающегося пузыря”) между 2 парами прижимных барабанов либо опрыскиванием внутренней поверхности, например, в процессе гофрирования.
Стадия подвергания (ко)экструдированной оболочки механической и/или термической обработке включает стадию, на которой толщина слоя участков указанного по меньшей мере одного пористого абсорбирующего слоя уменьшается путём подвергания участков на поверхности по меньшей мере одного термопластичного пористого абсорбирующего слоя стадии рельефного тиснения и/или стадии термоформования. Предпочтительно процесс рельефного тиснения проводится путём нагрева этих участков до температуры, выше температуры стеклования (см. страницу 11), например, до температуры, которая на от 5 до 25°C ниже температуры плавления термопластичного материала по меньшей мере одного термопластичного пористого абсорбирующего слоя. Нагрев может осуществляться контактными методами (например, ультразвуковое тиснение) или неконтактными методами (например, лазером). Нагрев может производиться с противоположной стороны оболочки при условии, что по меньшей мере один из внешних слоёв имеет достаточно высокую температуру плавления, чтобы выдержать нагрев без расплавления. Если температура рельефного тиснения примерно на 5°C ниже температуры плавления по меньшей мере одного термопластичного пористого абсорбирующего слоя, то, принимая во внимание механическую обработку оболочки, нужны контактные методы для того, чтобы достаточно уменьшить толщину по меньшей мере одного термопластичного пористого абсорбирующего слоя. Температуры рельефного тиснения, превышающие температуры размягчения по Викá, по меньшей мере одного термопластичного пористого абсорбирующего слоя являются наиболее предпочтительными для достижения стабильного уменьшения толщины по меньшей мере одного термопластичного пористого абсорбирующего слоя.
Согласно настоящему изобретению разница между температурой плавления материала по меньшей мере одного пористого абсорбирующего внутреннего слоя и температурой плавления по меньшей мере одного слоя, обладающего барьерным эффектом по отношению к водяному пару и/или кислороду, (при измерении температур плавления согласно DIN EN ISO 11357-3) должна составлять больше 30°C, предпочтительно – больше 40°C, более предпочтительно – больше 50°C, наиболее предпочтительно – больше 60°C.
Необязательно стадия подвергания (ко)экструдированной оболочки механической и/или термической обработке включает также стадию подвергания многослойной (ко)экструдированной термопластичной пищевой оболочки процессу термоформования, например, с помощью гофратора так, чтобы образовались выпуклости, которые позволят готовому продукту получить форму, напоминающую, например, форму продукта, варка которого проводилась в сетке. За счёт проведения такой стадии термоформования на обработанных участках размер пор, присутствующих в по меньшей мере одном термопластичном пористом абсорбирующем слое указанной многослойной (ко)экструдированной термопластичной пищевой оболочки, может увеличиться, в результате чего ещё более улучшится удерживающая способность пор на указанных участках.
Способ изготовления многослойной (ко)экструдированной термопластичной пищевой оболочки необязательно включает также стадию подвергания многослойной (ко)экструдированной термопластичной пищевой оболочки одноосной или двуосной ориентации перед стадией формирования по меньшей мере одного термопластичного пористого абсорбирующего слоя, содержащего участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя. За счёт проведения стадии ориентации размер пор, присутствующих в по меньшей мере одном термопластичном пористом абсорбирующем слое указанной многослойной (ко)экструдированной термопластичной пищевой оболочки, может увеличиться. Если во время термоформования пищевая оболочка уже подверглась одноосной или двуосной ориентации, то степень ориентации должна быть достаточно низкой для того, чтобы стала возможной последующая локальная ориентация до желательной степени.
Помимо этого, за счёт подвергания указанной многослойной (ко)экструдированной термопластичной пищевой оболочки одноосной или двуосной ориентации, например, способом двойного или тройного раздува прочность структуры оболочки также может увеличиться, что позволит получать пищевые оболочки без морщин и соответствующего калибра. Предпочтительно ориентированная оболочка должна отжигаться, чтобы она имела низкую усадку или вообще не показывала усадки и во избежание усадки на последующих стадиях термической обработки, таких как, например, сушка наружной стороны оболочки. Это особенно важно, если термическая обработка должна комбинироваться со стадией ориентации, поскольку неконтролируемая усадка приведёт к сморщиванию плёночной или трубчатой оболочки, что затруднит обработку оболочки на последующих стадиях. Например, точное позиционирование оболочки в термоформующем устройстве может быть затруднено, если оболочка показала усадку во время предшествующей стадии рельефного тиснения для создания по меньшей мере одного термопластичного пористого абсорбирующего слоя, содержащего участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя.
Кроме того, в предпочтительном варианте осуществления настоящего изобретения полимерная композиция, которая образует по меньшей мере один термопластичный пористый абсорбирующий слой многослойной коэкструдированной термопластичной пищевой оболочки, представляет собой полимерную композицию, содержащую также по меньшей мере один гидрофильный компонент и/или по меньшей мере один порообразующий агент и необязательно наполнитель и/или необязательно нуклеатор.
Поскольку, согласно настоящему изобретению, многослойная пищевая оболочка является термопластичной пищевой оболочкой, недостатков, обусловленных ламинированием с использованием органических веществ, можно избежать и поэтому опасность роста плесени из-за органических веществ, таких как бумага, целлюлоза или крахмал, можно предупредить. Если в предпочтительном варианте осуществления изобретения многослойная термопластичная пищевая оболочка представляет собой бесшовную многослойную коэкструдированную термопластичную пищевую оболочку, то указанная трубчатая многослойная коэкструдированная термопластичная пищевая оболочка не содержит ослабляющего её шва или уплотнения, так что может достигаться требуемое образование имеющих пористую структуру участков с высокой способностью к удерживанию функциональной добавки и участков с низкой способностью к удерживанию функциональной добавки.
В рамках настоящего изобретения неожиданно было установлено, что в результате подвергания многослойной (ко)экструдированной термопластичной пищевой оболочки механической и/или термической обработке на поверхности по меньшей мере одного термопластичного пористого абсорбирующего слоя могут образоваться участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя.
В отличие от пищевых оболочек, известных в уровне техники, удерживающая способность по меньшей мере одного пористого абсорбирующего слоя пищевой оболочки по настоящему изобретению отличается локально, так что на указанный по меньшей мере один термопластичный пористый абсорбирующий слой с разной удерживающей способностью может быть нанесён рисунок, такой как логотип или картинка либо сетка, причём этот рисунок после загрузки функциональной добавки в/на внутреннюю поверхность по меньшей мере одного термопластичного пористого абсорбирующего слоя может быть перенесён на пищевой продукт.
По меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду, проявляя барьерный эффект по отношению к водяному пару в пищевой оболочке по настоящему изобретению, гарантирует достаточный барьерный эффект, так что переносимые функциональные добавки не смогут легко диффундировать за пределы оболочки, тем самым предупреждается загрязнение окружающей среды и оборудования в процессе транспортировки и обработки. Кроме того, за счёт использования пищевой оболочки, содержащей по меньшей мере один термопластичный пористый абсорбирующий слой, как определено согласно настоящему изобретению, могут значительно снизиться массопотери в процессе термической обработки (варки) и хранения по сравнению с традиционными оболочками, изготовленными из волокон, целлюлозы или коллагена.
Кроме того, что касается по меньшей мере одного слоя с барьерным эффектом по отношению к водяному пару и/или кислороду, то при наличии барьерного эффекта по отношению к водяному пару скорость проникания водяного пара для указанного по меньшей мере одного слоя с барьерным эффектом по отношению к водяному пару в пищевой оболочке по настоящему изобретению может регулироваться таким образом, чтобы частичная сушка поверхности всё же могла иметь место во время фаз сушки цикла варки.
Барьерный эффект по отношению к кислороду по меньшей мере одного слоя, обладающего барьерным эффектом по отношению к водяному паре и/или кислороду, также может регулироваться путём регулирования состава указанного по меньшей мере одного слоя. В дополнение к поливинилиденхлориду или полиэтиленвиниловому спирту, могут использоваться, например, смеси из полиамида и полиэтиленвинилового спирта либо полиамидные смолы с барьерным эффектом по отношению к кислороду, такие как полиамидные смолы, полученные поликонденсацией мета-ксилилендиамина (MXDA) с адипиновой кислотой (например, Nylon-MXD6® от Mitsubishi Gas Chemical Company), для изготовления по меньшей мере одного слоя с барьерным эффектом по отношению к водяному пару и/или кислороду.
Краткое описание чертежей
На фиг. 1 представлен предпочтительный вариант воплощения пищевой оболочки с рельефным тиснением (1) по настоящему изобретению, содержащей пористый слой(слои) (3) и объёмный слой(слои) (4), причём пористый слой(слои) на своей контактирующей с пищевым продуктом стороне (2) содержит участки, имеющие низкий показатель удерживающей способности (5), и участки, имеющий высокий показатель удерживающей способности (6), при этом тиснёные участки с низким показателем удерживающей способности имеют уменьшенную толщину пористого слоя (8), а участки с высоким показателем удерживающей способности имеют не уменьшенную толщину пористого слоя (7).
Осуществление изобретения
Пищевая оболочка по настоящему изобретению может использоваться в качестве упаковки для любого вида пищевых продуктов, включая, но не ограничиваясь, мясные продукты, колбасные изделия, молочные продукты, сырные продукты и блюда (технологически необработанные или обработанные), в частности, мясосодержащие продукты, такие как ферментированные колбасы, колбаса из варёного мясного сырья (нем. Kochwurst = варёная колбаса), колбаса/колбасные изделия, отвариваемые в кипящей воде (нем. Brühwurst), например, сосиски; варёный окорок (нем. Kochschinken), ветчина, солонина, копчёная грудка индейки и мясные солёности (нем. Pökelware); овощи, молочные продукты, например, сыры; углеводы; соевые продукты, а также различные смеси или продукты любой желательной обработки. Пищевые оболочки по настоящему изобретению могут использоваться в любой желательной форме, например, в форме "бесконечных" рукавов, секций, колец, например, для колбасы в кольцах, изделий по индивидуальным заказам, таких как гофрокуклы или мешки; пищевая оболочка по настоящему изобретению может быть порожней, начинённой и дополнительно обработанной (по желанию заказчика).
Пищевой продукт зачастую подвергается обработке, т.е. варке в пакете из пластиковой плёнки, например, путём по меньшей мере частичного погружения пакета в горячую воду или размещения пакета в пароварочной камере. Затем пакет с обработанным продуктом может охлаждаться, пока из обработанного продукта не будет приготовлено блюдо или пока он не будет употреблён в пищу, либо не будет очищен от оболочки и дополнительно упакован после порционирования на куски или ломтики. В процессе варки, например, мяса дым или другие модификаторы цвета, вкуса или аромата диффундируют в пищевой материал. Процесс диффузии длится дольше, если происходит только при температурах окружающей среды, например, во время процесса ферментации или хранения.
Переносимые функциональные добавки
По меньшей мере одной переносимой функциональной добавкой могут быть, например, один или более красителей, такие как карамельный колер или экстракт паприки, ароматизаторы, такие как глутаматы, душистые вещества, такие как терпеноиды и/или любые другие желательные пищевые добавки. Многие переносимые функциональные добавки могут быть эффективными в качестве различных (например, двух или трёх) видов переносимых функциональных добавок, выбранных из группы красителей, ароматизаторов и душистых веществ. Например, жидкий дым функционирует как краситель, ароматизатор, а также как душистое вещество.
Краситель, ароматизатор, душистое вещество и/или другая добавка либо их любая комбинация может наноситься (в одном из возможных вариантов осуществления изобретения) на оболочку любым желательным способом, например, из тюбика, содержащего жидкость, диспергированием, растворением или любой комбинацией перечисленного. Переносимая функциональная добавка может быть в виде жидкой массы, которая может предпочтительно распределяться путём пузырькового течения жидкости так, чтобы добавка может перемещаться или распределяться либо и то, и другое. Таким путём содержимое переносимой функциональной добавки может наноситься непосредственно на коэкструдированную и необязательно растянутую оболочку. Переносимая функциональная добавка может наноситься в своей коммерчески доступной форме – предпочтительно в жидкой форме, в частности, в растворённом виде, диспергированном виде или в растворённом и диспергированном виде, например, в воде, либо в модифицированной форме. Более предпочтительно функциональная добавка присутствует в растворённом в воде виде. В типичных случаях она наносится на контактирующую с пищевым продуктом поверхность оболочки, которая является наружной поверхностью находящегося глубоко внутри по меньшей мере одного пористого абсорбирующего слоя, например, путём погружения, затопления, распыления или даже сжимания тубы, содержащей жидкую массу. Это может осуществляться, например, с помощью отжимных вальцов и распределением жидкости, по меньшей мере частично, на поверхности внутреннего слоя оболочки, например, с помощью таких отжимных вальцов. Предпочтительно по меньшей мере одно из этих соединений или смесь, содержащая по меньшей мере одно из этих соединений, предпочтительно в жидком виде, может абсорбироваться, загружаться, распределяться, вводиться, инжектироваться, наноситься в виде плёнки или покрытия либо в любой комбинации перечисленного на/в/внутрь плёнки или контактирующей с пищевым продуктом поверхности оболочки. Особенно желательно, чтобы добавка(и) обеспечивались на/в/внутри по меньшей мере одной пористой абсорбирующей внутренней поверхности или на/в/внутри части по меньшей мере одного пористого абсорбирующего внутреннего слоя многослойной коэкструдированной термопластичной пищевой оболочки, например, под действием капиллярных сил. Перенос этих соединений/смесей из по меньшей мере одного пористого абсорбирующего внутреннего слоя пищевой оболочки в пищевой продукт может происходить через их поверхность раздела. Это особенно верно в том случае, если многослойная коэкструдированная термопластичная пищевая оболочка образована из неполярных полимеров, таких как (со)полиолефины. Если краситель, ароматизатор, душистое вещество и/или любая другая добавка являются полярными по природе, то перенос такого соединения(й) иногда может быть почти полным или может быть даже полным, если неполярная поверхность покрыта полярной функциональной добавкой.
В том случае, если по меньшей мере один пористый абсорбирующий слой не является внутренним слоем трубчатой оболочки (т.е. он является наружным слоем трубчатой оболочки, которая впоследствии будет выворачиваться, или поверхностью плоской плёнки), в дополнение к погружению, затоплению, распылению или орошению, нанесение по меньшей мере одной переносимой функциональной добавки может происходить также через процесс нанесения печати. Так, если в наличии две или более переносимых функциональных добавок, то они могут наноситься независимо друг от друга так, чтобы стал возможным перенос смешанных образцов и/или смеси функциональных добавок, таких как вкусовые добавки. Например, специи могут наноситься на участки с низкой удерживающей способностью или на участки с высокой удерживающей способностью. Адгезия функциональной добавки к поверхности оболочки может повышаться при плазменной обработке или обработке в коронном разряде поверхности оболочки перед покрыванием её функциональной добавкой, а в случае функциональной добавки в форме твёрдых частиц, такой как специи или пряности, с использованием связующих веществ.
Предпочтительно обработка в коронном разряде проводится таким образом, чтобы после обработки коронным разрядом поверхностное натяжение при смачивании поверхности самого внутреннего слоя составляло 35 мН/м (миллиньютон/метр) или выше, предпочтительно – 40 мН/м или выше, более предпочтительно – от 50 до 60 мН/м, как показали измерения при испытании с чернилами согласно DIN ISO 8296 для определения натяжения при смачивании полимерных плёнок. Условия обработки в коронном разряде не лимитированы и могут быть определены соответствующим образом согласно типу, толщине и скорости подачи обрабатываемой оболочки. Поскольку пористость влияет на обеспечиваемое натяжение при смачивании, регулирование параметров устройства для обработки коронным разрядом следует проводить с использованием оболочки, содержащей непористый внутренний слой, имеющий такой же полимерный состав, что и состав пористого внутреннего слоя, используемого согласно изобретению.
Текучая среда или жидкость по меньшей мере одной переносимой функциональной добавки предпочтительно абсорбируется/адсорбируется порами, содержащимися в по меньшей мере одном термопластичном пористом абсорбирующем внутреннем слое. Оболочка по настоящему изобретению предпочтительно имеет по меньшей мере один термопластичный пористый абсорбирующий внутренний слой, но в нескольких вариантах осуществления изобретения предпочитается, чтобы большинство или все другие слои оболочки имели низкую пористость, почти не имели или вообще не имели пористости. Предпочитается, чтобы по меньшей мере один из других слоёв показывал высокую прочность. Если оболочка имеет по меньшей мере один непористый слой, обладающий барьерным эффектом по отношению к водяному пару и/или кислороду, и по меньшей мере один термопластичный абсорбирующий пористый внутренний слой, то можно изготовить оболочки, которые способны переносить функциональную добавку на заключённый в оболочку пищевой продукт. Такие оболочки обладают достаточной прочностью, гибкостью и/или барьерным эффектом по отношению к водяному пару или газам, таким как кислород, либо по отношению и к водяному пару, и к кислороду.
По меньшей мере один пористый абсорбирующий слой
По меньшей мере один пористый абсорбирующий слой, содержащий участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, включает области с высокой удерживающей способностью в отношении функциональной добавки и области с низкой удерживающей способностью в отношении функциональной добавки. В типичных случаях по меньшей мере один пористый абсорбирующий слой предназначен для абсорбции/адсорбции и, следовательно, для фиксации по меньшей мере одной переносимой функциональной добавки. Добавка может быть в жидкой форме и после её закрепления может десорбировать, стать подвижной и может быть перенесена на пищевой продукт при контакте с ним. Доминирующим механизмом может быть прилипание или связывание добавки с поверхностью при незначительном впитывании в по меньшей мере один пористый абсорбирующий слой. Фиксация по меньшей мере одной переносимой функциональной добавки может быть усилена сушкой и/или выдерживанием.
В одном варианте осуществления пищевая оболочка по настоящему изобретению содержит в типичных случаях по меньшей мере один термопластичный пористый слой, служащий в качестве по меньшей мере одного абсорбирующего внутреннего слоя. Альтернативно, два, три, четыре или более пористых внутренних слоёв могут образовать группу пористых внутренних слоёв, из которых один будет самым внутренним пористым слоем, чья поверхность прилегает к заключённому в оболочку пищевому продукту.
В другом варианте пищевая оболочка по настоящему изобретению содержит по меньшей мере один пористый абсорбирующий слой, служащий в качестве абсорбирующего наружного слоя, когда она экструдируется. Если применяется такой производственный процесс, то оболочку необходимо вывернуть наизнанку в какой-то момент в ходе процесса, чтобы получить многослойную коэкструдированную термопластичную пищевую оболочку по настоящему изобретению, которая может быть подвергнута стадии набивки её продуктом.
По меньшей мере один термопластичный пористый абсорбирующий слой содержит в качестве основного компонента по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов и (со)полиолефинов.
Примерами указанных (со)полиамидов и/или (со)полиолефинов являются
(со)полиамиды, такие как гомо-, со- или терполиамиды, предпочтительно – алифатические (со)полиамиды, частично ароматические (со)полиамиды;
полиолефины, предпочтительно – полиэтилены, полипропилены или сополимеры на основе, например, этилена, пропилена или других олефинов, поли(изо)бутены либо любая смесь перечисленного.
Во многих вариантах осуществления изобретения многослойная коэкструдированная термопластичная пищевая оболочка содержит более одного термопластичных органических полимерных компонентов. Часто присутствуют два или три, а иногда даже более трёх различных термопластичных полимеров либо даже по меньшей мере два разных термопластичных полимера, которые различаются по меньшей мере одной химической группой, содержащейся в них.
Так, по меньшей мере один термопластичный пористый абсорбирующий слой может также содержать следующие компоненты:
виниловые сополимеры, например, сополимеры этилена и винилацетата, поливиниловые спирты, сополимеры этилена и винилового спирта (EVOH) или любая комбинация перечисленного, которые необязательно подвергнуты частичному или полному омылению, такие как сополимеры этилена и винилового спирта; поливинилпирролидон, полистирол, поливинилхлорид, поливинилфторид или любая комбинация перечисленного;
(со)полимеры винилиденхлорида (PVDC), например, сополимеры винилиденхлорида и сомономера(ов), такого как винилхлорид или (мет)акрилат;
(со)полиэфиры алифатического, (частично) ароматического или алифатического и ароматического характера, например, полилактид, поликапролактон, поликарбонат или (со)полимеры алифатических диолов и алифатической или ароматической дикарбоновой кислоты (кислот), такие как терефталат(ы), такой как поли(бутиленгликольтерефталат): особенно полигидрооксиалканоаты или полимолочные кислоты.
В одном предпочтительном варианте осуществления настоящего изобретения в качестве термопластичных органических полимеров могут использоваться полиолефины, такие как гомополимеры этилена или пропилена и/или сополимеры линейных альфа-олефинов с числом C-атомов от 2 до 8, предпочтительно линейный полиэтилен низкой плотности, полиэтилен низкой плотности, полиэтилен высокой плотности, гомополипропилен, блок-полипропилен и рандом-сополимеры пропилена. В ещё более предпочтительном варианте могут использоваться полиэтилен низкой плотности и линейный полиэтилен низкой плотности.
В другом предпочтительном варианте осуществления настоящего изобретения в качестве термопластичных органических полимеров могут использоваться полиамиды, такие как гомо-, со- или терполиамиды, которые могут быть получены из соответствующих мономеров, таких как капролактам, лауролактам, омега-аминоундекановая кислота, адипиновая кислота, азелаиновая кислота, себациновая кислота, декандикарбоновая кислота, додекандикарбоновая кислота, терефталевая кислота, изофталевая кислота, тетраметилендиамин, пентаметилендиамин, гексаметилендиамин, октаметилендиамин и ксилилендиамин. Предпочтительными полиамидами, используемыми в настоящем изобретении, являются гомо- и (со)полиамиды, такие как полиамид 6, полиамид 12, полиамид 66, полиамид 610, полиамид 612, полиамид MXD6, полиамид 6/66, полиамид 66/6, полиамид 6/12 и полиамид 6I/6T. В ещё более предпочтительном варианте могут использоваться полиамид 6 и полиамид 6/66.
Кроме того, термопластичный органический полимер(ы), используемый согласно настоящему изобретению для образования по меньшей мере одного термопластичного пористого абсорбирующего слоя, может содержать дополнительные гидрофильные компоненты, такие как полиэфир-эфир-сополимер, поливиниловый спирт, полиэфир-блок-амид, сополимер полиэфир-эфир-амид или полиэфирамид-блок-сополимер и поливинилпирролидон, с тем чтобы облегчить прохождение водяного пара через или в матрицу по меньшей мере одного термопластичного пористого абсорбирующего слоя, содействуя, тем самым, закреплению функциональной добавки после переноса.
Согласно настоящему изобретению указанный по меньшей мере один термопластичный пористый абсорбирующий слой содержит в качестве основного компонента по меньшей мере один термопластичный материал, выбранный из группы, состоящей из (со)полиамидов и (со)полиолефинов, который присутствует в указанном по меньшей мере одном термопластичном пористом абсорбирующей слое в массовом соотношении по меньшей мере 55 мас.%, предпочтительно – по меньшей мере 70 мас.%, более предпочтительно – по меньшей мере 80 мас.%, даже более предпочтительно – по меньшей мере 90 мас.%, наиболее предпочтительно – от 90 до 95 мас.%, в пересчёте на массу термопластичного пористого абсорбирующего слоя (не включая другие добавки, такие как порообразующие агенты или функциональные добавки).
Кроме того, в предпочтительном варианте осуществления указанная многослойная (ко)экструдированная термопластичная пищевая оболочка включает по меньшей мере один термопластичный пористый абсорбирующий слой, который содержит (со)полиолефин в качестве основном компонента, причём указанный термопластичный пористый абсорбирующий слой содержит также по меньшей мере 5 мас.% (со)полиамида в пересчёте на массу термопластичного полимерного материала, используемого для образования указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя (не включая другие добавки, такие как порообразующие агенты или функциональные добавки).
По меньшей мере один термопластичный пористый абсорбирующий слой обычно имеет – в общем – среднюю толщину слоя от 10 до 200 мкм, предпочтительно – от 15 до 150 мкм, более предпочтительно – от 15 до 130 мкм, более предпочтительно – от 20 до 120 мкм. Толщина слоя зависит от требуемой удерживающей способности и количества слоёв, доступных для достижения требуемой удерживающей способности.
Согласно настоящему изобретению неожиданно было обнаружено, что удерживающая способность для функциональной добавки, такой как жидкий дым, на участках, имеющих уменьшенную среднюю толщину слоя, заметно отличается от удерживающей способности для указанной функциональной добавки на участках, имеющих не уменьшенную среднюю толщину по меньшей мере одного пористого абсорбирующего слоя, так что эти участки будут переносить разные количества такой функциональной добавки на заключённый в оболочку пищевой продукт. Кроме того, было обнаружено, что, если средняя толщина слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снизится на от 30 до 85% и на от 7 до 140 мкм по сравнению указанными участками, имеющими не уменьшенную среднюю толщину слоя, то оба вида участков будут способны переносить функциональную добавку, такую как жидкий дым, на заключённый в оболочку пищевой продукт таким образом, что будет достигаться визуально контролируемый контраст в количестве переносимой функциональной добавки и в то же время количество абсорбированной/адсорбированной функциональной добавки не будет десорбировать или диффундировать до её переноса на пищевой продукт. Однако, если средняя толщина слоя на указанных участках, имеющих уменьшенную толщину слоя, снизится менее чем на 30% и/или менее чем на 7 мкм по сравнению с указанными участками, имеющими не уменьшенную толщину слоя, то разница в количестве переносимой функциональной добавки будет слишком мала для достижения визуально контролируемого контраста на изготовляемом пищевом продукте. С другой стороны, если средняя толщина слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снизится более чем на 85% и/или более чем на 140 мкм по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, то функциональная добавка не сможет удерживаться до последующего переноса функциональной добавки на поверхность обрабатываемого пищевого продукта (например, если указанные участки подвергаются термической обработке, такой как термоформование) или прилипаемость мяса к пористому слою может ухудшиться (например, на участках с уменьшенной толщиной слоя при проведении тиснения).
Согласно настоящему изобретению неожиданно было обнаружено, что, если средняя толщина указанного по меньшей мере одного пористого абсорбирующего слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снизится на от 7 до 140 мкм по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, более предпочтительно – на от 7 до 120 мкм, даже более предпочтительно – на от 8 до 90 мкм, даже более предпочтительно – на от 8 до 60 мкм, даже более предпочтительно – на от 15 до 60 мкм, наиболее предпочтительно – на от 20 до 40 мкм, то участки, имеющие уменьшенную толщину слоя, будут иметь достаточно малую среднюю толщину слоя, для того чтобы чётко различать количество функциональной добавки, которое может быть адсорбировано и/или абсорбировано окружающими участками, имеющими не уменьшенную толщину слоя, и, кроме того, получить схему участков, которая создаст визуально контролируемый контраст в перенесённом количестве функциональной добавки на пищевой продукт между участками с высокой и участками с низкой удерживающей способностью.
В следующем предпочтительном варианте воплощения указанной многослойной коэкструдированной термопластичной пищевой оболочки по настоящему изобретению было обнаружено, что, если средняя толщина указанного по меньшей мере одного пористого абсорбирующего слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, снизится на от 30 до 80%, предпочтительно – на от 35 до 75%, более предпочтительно – на от 55 до 70%, по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, то оба вида участков будут способны переносить функциональную добавку, такую как жидкий дым, на заключённый в оболочку пищевой продукт таким образом, что можно будет определить визуально контролируемый контраст в количестве перенесённой функциональной добавки.
Средняя толщина указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя пищевой оболочки по настоящему изобретению может определяться также путём измерения общей толщины оболочки (как указано выше, по меньшей мере в 10 точках) и вычитания толщины объёмного слоя(слоёв), анализируемого под микроскопом, как описано ниже.
Согласно настоящему изобретению, поверхности полостей и каналов пористости указанного по меньшей мере одного пористого абсорбирующего внутреннего слоя способны абсорбировать/адсорбировать переносимую функциональную добавку, хранить её и впоследствии высвобождать и переносить её. Другими словами, если функциональная добавка, сохраняемая в по меньшей мере одном пористом абсорбирующем внутреннем слое, входит в прямой контакт с пищевым продуктом при набивке пищевого продукта в оболочку, то по меньшей мере одна функциональная добавка переносится на пищевой продукт.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения пористая структура по меньшей мере одного термопластичного пористого абсорбирующего слоя создаётся сверхкритическим порообразующим агентом, введённым в расплавленный полимер или смесь полимеров в экструдере, предназначенном для формирования по меньшей мере одного термопластичного пористого абсорбирующего слоя таким образом, чтобы образовался раствор. В противоположность этому, в большинстве пищевых оболочек, известных в уровне техники, полости (пористая структура) или промежутки в по меньшей мере одном пористом абсорбирующем слое образуются в результате использования не сверхкритических жидких порообразующих агентов, таких как гидрофобные масла или маслянистые вещества.
Одним из выгодных преимуществ применения сверхкритического порообразующего агента является то, что порообразующий агент не остаётся в по меньшей мере одном пористом внутреннем слое после экструзии полимерной смеси.
Любой из широкого спектра сверхкритических порообразующих агентов, такой как сверхкритический азот, сверхкритический кислород, сверхкритический гелий или сверхкритический диоксид углерода, более предпочтительно – сверхкритический диоксид углерода или сверхкритический азот, даже более предпочтительно – сверхкритический азот, может использоваться в качестве сверхкритического порообразующего агента, используемого согласно настоящему изобретению. Указанный сверхкритический порообразующий агент вводится в экструдер и смешивается с по меньшей мере одним первым полимером (для получения по меньшей мере одного термопластичного пористого абсорбирующего слоя), например, с термопластичным органическим полимером, чтобы быстро получить однофазный раствор полимерного материала путём впрыска указанного порообразующего агента как сверхкритического флюида.
Обычно сверхкритический порообразующий агент вводится в указанный полимерный материал, который предназначен для образования по меньшей мере одного пористого абсорбирующего слоя, через входное отверстие экструдера. Как подчёркивалось выше, сверхкритический порообразующий агент, используемый согласно настоящему изобретению, предпочтительно выбран из группы, состоящей из сверхкритического азота и сверхкритического диоксида углерода. В принципе, могут использоваться также и другие сверхкритические флюиды, такие как сверхкритический гелий или сверхкритический кислород. Однако, даже если критическая точка таких агентов допускает их использование, то воспламеняемость, затраты и/или проблемы здоровья и экологии могут составлять их недостатки по сравнению с сверхкритическим азотом или диоксидом углерода. Сверхкритическая точка азота находится при 34 бар и -147°C, в то время как критическая точка диоксида углерода – при 72 бар и 31°C. Концентрация сверхкритического порообразующего агента в полимерной смеси, образующей по меньшей мере один термопластичный пористый абсорбирующий слой, обычно составляет от 0,001 до 10 мас.%, предпочтительно – от 0,005 до 1 мас.%, наиболее предпочтительно – от 0,01 до 0,5 мас.%, в пересчёте на массу полимерной смеси, образующей указанный по меньшей мере один термопластичный пористый абсорбирующий слой.
К тому же по меньшей мере один пористый абсорбирующий слой необязательно может содержать наполнитель. Предпочтительно указанный наполнитель представляет собой неорганический наполнитель. В предпочтительном варианте осуществления изобретения указанный наполнитель, если таковой используется, выбран из кремнезёма(ов), такого как кварц, плавленый кварц, кристобалит, диатомовая земля, силиказоль, силикагель, осаждённый или пирогенный кремнезём либо любая комбинация этих видов кремнезёма; талька, карбоната(ов) кальция, сульфата бария, глинозёма(ов), гидроксида(ов) алюминия, гидроксида магния, диоксида титана, диоксида циркония, силиката(ов), предпочтительно осаждённых силикатов Ca, Al, CaAl, NaAl, таких как слюда(слюды), каолин, волластонит или любая комбинация этих силикатов; NaCl либо любой комбинации веществ перечисленных групп веществ. Такие наполнители предпочтительно добавляются в виде тонких твёрдых частиц, хотя при необходимости могут использоваться и другие формы, например, гель и т.п.
В более предпочтительном варианте осуществления изобретения наполнитель выбран из силикатов, карбонатов или гидроксидов, известных специалисту в данной области техники. Наиболее широко используются тальк или карбонат кальция. Предпочтительно применяемый наполнитель(и) имеет(имеют) средний размер гранул от 0,02 до 12 мкм, более предпочтительно – от 0,05 до 8 мкм, зачастую – от 0,2 до 5 мкм. Такой наполнитель(и) может также улучшить удерживание по меньшей мере одной переносимой функциональной добавки в/внутрь/на по меньшей мере один пористый внутренний слой. Предпочтительно по меньшей мере один пористый абсорбирующий слой способен переносить по меньшей мере одну переносимую функциональную добавку. В типичных случаях наполнитель добавляется в количестве от 0,1 до 19 мас.%, предпочтительно – от 0,1 до 15 мас.%, наиболее предпочтительно – от 0,2 до 12 мас.%, в пересчёте на массу полимерного материала, используемого для образования по меньшей мере одного термопластичного пористого абсорбирующего слоя, содержащего поры, которые могут абсорбировать и удерживать по меньшей мере одну переносимую функциональную добавку.
Помимо этого, по меньшей мере один термопластичный пористый абсорбирующий слой необязательно может содержать нуклеирующий агент (нуклеатор). Согласно настоящему изобретению нуклеирующий агент может выбираться из группы, включающей карбонаты (например, бикарбонат натрия), производные гидразина (например, 4,4’-оксибис (бензолсульфонилгидразид)), азосоединения (например, азодикарбонамид), семикарбазиды, тетразолий, нитрозосоединения и/или лимонную кислоту и её производные. Если по меньшей мере один из по меньшей мере одного пористого абсорбирующего слоя содержит полипропилен, то нуклеатором может быть β-нуклеатор.
В предпочтительном варианте осуществления настоящего изобретения в многослойной (ко)экструдированной термопластичной пищевой оболочке по настоящему изобретению (т.е. после её изготовления) по меньшей мере один термопластичный пористый абсорбирующий слой состоит из полимера и необязательно наполнителя и/или необязательно нуклеирующего агента (другими словами, в таком случае по меньшей мере один термопластичный пористый абсорбирующий слой не содержит ни одного из упомянутых ниже “традиционных” порообразующих агентов).
Альтернативно и/или в дополнение к этому, в многослойной (ко)экструдированной термопластичной пищевой оболочке по настоящему изобретению (т.е. после её изготовления) по меньшей мере один термопластичный пористый абсорбирующий слой пищевой оболочки по настоящему изобретению может содержать жидкие порообразующие агенты, выбранные из группы, состоящей из следующих порообразующих агентов:
1) минеральные масла,
2) растительные масла, такие как арахисовое масло, соевое масло, подсолнечное масло, рапсовое масло, оливковое масло или любая их комбинация,
3) сложные эфиры натуральных жирных кислот,
4) сложные эфиры синтетических жирных кислот и глицерина, такие как глицеринмонолаурат, глицеринмоноолеат, глицериндиолеат, глицеринтриолеат или любая их комбинация,
5) моно- или диглицериды жирных кислот, которые необязательно были подвергнуты реакции этерификации с органической кислотой, например, такой как уксусная кислота, молочная кислота, лимонная кислота или диацетилвинная кислота либо их любая комбинация или любая комбинация веществ в пределах разных химических групп,
6) полиглицериновые сложные эфиры жирных кислот,
7) алкилполиглюкозиды,
8) сложные эфиры сахарозы,
9) сахароглицериды,
10) сложные эфиры жирных кислот и сорбитана, такие как сорбитанмоностеарат, сорбитантристеарат, сорбитанмонолаурат, сорбитанмоноолеат, сорбитанмонопальмитат или их любая комбинация,
11) сложные эфиры полиоксиэтиленсорбитана и жирных кислот, такой как Polysorbat® 20 (полиоксиэтилен-(20)-сорбитанмонолаурат), такой как Polysorbat® 40 (полиоксиэтилен-(20)-сорбитанмонопальмитат), такой как Polysorbat® 60 (полиоксиэтилен-(20)-сорбитанмоностеарат), такой как Polysorbat® 65 (полиоксиэтилен-(20)-сорбитантристеарат) или такой как Polysorbat® 80 (полиоксиэтилен-(20)-сорбитанмоноолеат),
12) этоксилаты C12 – C18 жирных спиртов,
13) порообразующие жидкости на основе глицерина или лецитина, такие как вязкие маслообразные, но более полярные жидкости, например, соединения на основе глицерина, лецитина или их любой комбинации, и
14) гликолевые соединения, такие как полиэтиленгликоль, пропиленгликолевые сложные эфиры, особенно натуральных жирных кислот, таких как олеиновая кислота, лауриновая кислота, стеариновая кислота, пальмитиновая кислота или любая их комбинация.
Обычно по меньшей мере один термопластичный пористый абсорбирующий слой содержит локально варьирующую пористость в диапазоне от 0 до 90 об.% в зависимости от желательного рисунка на поверхности колбасы.
Если оболочка включает более одного термопластичного пористого абсорбирующего слоя, то пористость может варьироваться предпочтительно от слоя к слою, особенно таким образом, чтобы самый внутренний или второй самый внутренний пористый слой из всех указанных внутренних пористых слоёв имел самую высокую пористость.
Тем не менее группа всех пористых абсорбирующих слоёв оболочки обычно показывает локально варьирующую пористость в диапазоне от 0 до 90 об.%, в зависимости от желательного рисунка на поверхности колбасы.
Диаметр пор и поровых каналов в по меньшей мере одном термопластичном пористом абсорбирующем слое может предпочтительно составлять от 0,01 до 2000 мкм, зачастую – от 0,05 до 1200 мкм. Предпочтительно по меньшей мере один термопластичный пористый абсорбирующий слой пищевой оболочки содержит поровые каналы, предпочтительно имеющие диаметр от 0,02 до 1000 мкм, более предпочтительно – от 0,1 до 800 мкм, как рассчитано по количеству хорошо видимых пор и их минимальному диаметру на плоскости поверхности под сканирующим электронным микроскопом (SEM) или на SEM-снимках. Зачастую распределение пор по размеру по меньшей мере одного термопластичного пористого абсорбирующего слоя показывает, что распределение пор по размеру имеет два, три или четыре пика. Средний диаметр d50 распределения пор по размеру в по меньшей мере одном термопластичном пористом абсорбирующем слое может предпочтительно составлять от 0,1 до 500 мкм, более предпочтительно – от 0,5 до 400 мкм или от 1 до 300 мкм, наиболее предпочтительно – от 1,5 до 200 мкм или от 2 до 150 мкм. Во многих вариантах осуществления диаметр d95 распределения пор по размеру в по меньшей мере одном термопластичном пористом абсорбирующем слое может предпочтительно составлять от 10 до 3500 мкм, более предпочтительно – от 20 до 3000 мкм или от 30 до 2400 мкм, наиболее предпочтительно – от 40 до 1800 мкм или от 50 до 1400 мкм, или от 60 до 1000 мкм.
Пористость различных слоёв пищевой оболочки по настоящему изобретению можно измерить на приготовленных с помощью крио-микротома поперечных сечениях оболочек или плёнок. Измерения (общей) пористости могут выполняться под сканирующим электронным микроскопом (SEM) или на SEM-фотографиях, например, путём подсчёта с помощью мерной линейки количества точек или измеряемых длин пористости по отношению к общему количеству точек, соответственно к общей измеряемой длине. Согласно настоящему изобретению пористость является суммой взаимосвязанной пористости (поровые каналы и др.) и закрытой пористости (закрытые поры). Отношение взаимосвязанной пористости к закрытой пористости может варьироваться в широких пределах. В зависимости от размера пор взаимосвязанная пористость может измеряться методом ртутной порометрии (методом проникания ртути под давлением) с использованием адекватного оборудования высокого давления. Однако в тех случаях, которые затрагивают более крупные размеры пор, абсорбирующую/адсорбирующую способность образовавшейся пористости невозможно адекватно определить оценкой поперечных сечений методом ртутной порометрии. В этих случаях пористость можно проще определить путём измерения общей толщины по меньшей мере одного внутреннего или наружного пористого слоя с помощью толщиномера и определения свободного объёма за вычетом непористого объёма указанного по меньшей мере одного экструдированного слоя. Для определения непористого объёма толщина барьерных слоёв в готовых оболочках оценивается световой микроскопией. Зная экструдированный объём для каждого отдельного слоя, выражаемый числом оборотов в минуту насоса для перекачки расплава, можно рассчитать толщину наружного непористого слоя(ёв) путём деления толщины всех барьерных слоёв на их экструдированный объём в минуту и умножения на экструдированный объём наружного слоя. Пористость рассчитывается с помощью отношения толщины по меньшей мере одного пористого абсорбирующего слоя, когда он был непористым, к толщине пористого слоя(ёв), обусловленного разницей между средней толщиной слоя и суммой всех толщин барьерных слоёв.
По меньшей мере один термопластичный пористый абсорбирующий слой предпочтительно способен абсорбировать /адсорбировать по меньшей мере одну переносимую функциональную добавку, такую как жидкий дым, по меньшей мере на участках с высокой удерживающей способностью в течение периода контакта, например, до 15 - 25 секунд при 20°C и атмосферном давлении (если предположить, что толщина по меньшей мере одного термопластичного пористого абсорбирующего слоя составляет от 10 до 200 мкм) в количестве предпочтительно от 1 до 100 г/м2, более предпочтительно – от 5 до 90 г/м2 или от 10 до 80 г/м2, наиболее предпочтительно – от 15 до 70 г/м2, особенно жидкого дыма из продукта “Hickory Teepak Alkalized Smoke” от Kerry Ingredients & Flavours или из продукта "SmokEz Cherrywood Poly2515" от Red Arrow. С применением этих двух видов жидкого дыма можно получить массу покровного слоя из функциональной добавки более 0,3 г/м² на мкм толщины пористого абсорбирующего слоя, более предпочтительно – более 0,4 г/м² на мкм толщины пористого абсорбирующего слоя, наиболее предпочтительно – более 0,5 г/м² на мкм толщины пористого абсорбирующего слоя. В зависимости от состава по меньшей мере одного термопластичного пористого абсорбирующего слоя и функциональной добавки абсорбция функциональной добавки по меньшей мере одним термопластичным пористым абсорбирующим слоем может продолжаться более 15 – 25 секунд, например, несколько минут, часов или даже дней.
Состав и другие свойства более чем одного слоя из по меньшей мере одного пористого абсорбирующего слоя(ёв) в одной и той же пищевой оболочке могут показывать различие между самым внутренним абсорбирующим слоем и одним (или более) другим абсорбирующим слоем(ями), хотя при необходимости они могут быть частично или полностью идентичными.
Если присутствует по меньшей мере один дополнительный пористый абсорбирующий слой, прилежащий к самому внутреннему пористому абсорбирующему слою, контактирующему с пищевым продуктом, то по меньшей мере один дополнительный пористый абсорбирующий слой может увеличить количество функциональной пищевой добавки, которая может быть абсорбирована/адсорбирована оболочкой, и/или он может улучшить адгезию соседних слоёв, которые показывали бы меньшую адгезию, если бы дополнительный пористый абсорбирующий слой не присутствовал. Типичным примером является пористый абсорбирующий слой на основе модифицированного полиолефина в качестве адгезивного слоя между непористым слоем на основе полиамида и самым внутренним пористым абсорбирующим слоем на основе полиолефина.
В предпочтительном варианте осуществления изобретения в качестве термопластичных органических полимеров абсорбирующего слоя, содержащего полиамиды и полиолефиновые компоненты, или дополнительного абсорбирующего слоя между самым внутренним абсорбирующим слоем и соседним барьерным слоем, могут использоваться сополимеры этилена или пропилена, более предпочтительно – линейные альфа-олефины с числом C-атомов от 3 до 8 с альфа-, бета-ненасыщенной карбоновой кислотой, более предпочтительно – с акриловой кислотой, метакриловой кислотой и/или их металлическими солями и/или их алкиловыми сложными эфирами, либо соответствующие графтсополимеры вышеупомянутых мономеров на полиолефинах или частично омыленные сополимеры этилена и винилацетата, которые необязательно являются графт-полимеризованными с альфа-, бета-ненасыщенной карбоновой кислотой и имеют низкую степень омыления, либо смеси перечисленного. Кроме того, в соответствии с настоящим изобретением могут использоваться модифицированные полиолефины, такие как модифицированные гомо- или сополимеры этилена и/или пропилена и необязательно дополнительные альфа-олефины с числом C-атомов от 3 до 8, которые содержат привитые мономеры, такие как альфа- или бета-ненасыщенные карбоновые кислоты, предпочтительно малеиновая кислота, фумаровая кислота, итаконовая кислота или их кислотные ангидриды, сложны эфиры кислот, амиды кислот или имиды кислот. Наиболее предпочтительными являются полиолефины, которые содержат привитый малеиновый ангидрид, поскольку группы привитого малеинового ангидрида проявляют адгезивную функцию, так что смеси полиамидных и полиолефиновых компонентов компатибилизированы и расслоения, например, слоёв на полиамидной основе или на полиолефиновой основе можно избежать.
Слой с барьерным эффектом по отношению к водяному пару
Обычно по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару, изготовляется преимущественно их термопластичного полимера. Слой с достаточным барьерным эффектом по отношению к водяному пару способствует тому, чтобы оболочка имела скорость проникновения водяного пара от 0,01 до 500 г/м2 в сутки, предпочтительно – от 0,1 до 100 г/м2 в сутки, более предпочтительно – от 1 до 20 г/м2 в сутки, даже более предпочтительно – от 1 до 10 г/м2 в сутки, при 23°C и относительной влажности 85% согласно ASTM E398-03. Если пищевая оболочка по изобретению показывает скорость проникновения водяного пара 20 г/м2 в сутки или ниже, то заключённый в оболочку пищевой продукт не теряет влагу, а заключённые в оболочку мясные продукты остаются свежими в течение длительных периодов времени. Если по меньшей мере один слой, показывающий барьерный эффект по отношению к водяному пару, присутствует в многослойной коэкструдированной пищевой оболочке, особенно для колбас, то выделение мясного сока из продукта через стенку оболочки эффективно предотвращается.
Указанные термопластичные полимеры, используемые для по меньшей мере одного слоя, обладающего барьерным эффектом по отношению к водяному пару, в типичных случаях являются такими же термопластичными полимерами, что и упомянутые выше. В предпочтительном варианте осуществления изобретения указанные используемые термопластичные полимеры выбраны из группы, состоящей из полиолефинов, сополимеров, содержащих этилен и/или пропилен, и/или линейные альфа-олефины с числом C-атомов от 3 до 8, сополимеров, используемых для необязательного адгезивного слоя, как описано ниже, полиамидов (гомо-, со- или терполиамидов), термопластиков, имеющих барьерный эффект по отношению к кислороду, и (со)полиэфиров. Смеси этих термопластичных полимеров также могут использоваться. При необходимости к термопластичному полимеру могут добавляться компатибилизаторы, известные специалисту в данной области техники. Компатибилизаторы могут, например, выбираться из группы, включающей сополимеры этилена и винилацетата (EVA), этилена и акриловой кислоты (EAA), этилена и метакриловой кислоты (EMAA), этилена и метилакрилата (EMA), иономеры и/или модифицированные ангидридом полиолефины.
Барьерные свойства по отношению к водяному пару могут обеспечиваться за счёт использования по меньшей мере одного полиолефинового слоя. Эти слои в типичных случаях преимущественно содержат органические полимеры на основе полиэтилена, полипропилена, полибутилена, сополимеры, содержащие звенья этилена, пропилена, α-олефина, предпочтительно с числом C-атомов от 4 до 8, диенов и/или любой комбинации этих единиц или любой комбинации таких органических полимеров. Даже функционализированные виниловые мономеры, такие как винилацетат, (мет)акриловая кислота и сложный эфир (мет)акриловой кислоты могут быть возможными со-единицами для сополимеров. Более предпочтительными сополимерами являются те из них, которые содержат сополимеры C2/C3 или C2/C8 полиолефинов либо их комбинацию.
Кроме того, по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару, может дополнительно содержать краситель, тонкозернистый пигмент или оба, которые могут использоваться для окрашивания таких оболочек и/или для защиты их от УФ-излучения. Поэтому по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару, необязательно может быть окрашенным. Если слой является поверхностным слоем, то могут добавляться также скользящие и/или антиблокирующие добавки.
Составы и другие свойства более чем по меньшей мере одного слоя, обладающего барьерным эффектом по отношению к водяному пару, внутри одной оболочки являются независимыми друг от друга, хотя они могут быть частично или полностью идентичными.
Зачастую по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару, показывает хорошую адгезию к соседнему пористому абсорбирующему слою, так что нет необходимости добавлять усилитель адгезии в материал по меньшей мере одного слоя с барьерным эффектом по отношению к водяному пару или включать адгезионный слой между указанными слоями. Но в некоторых вариантах осуществления изобретения может быть предпочтительным, чтобы по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару, включал по меньшей мере один усилитель адгезии, особенно в том случае если имеется слой, обладающий барьерным эффектом по отношению к кислороду, или другой соседний функциональный слой, который не содержит усилителя(ей) адгезии.
Слой с барьерным эффектом по отношению к водяному пару дополнительно может обеспечить прочность, пригодность к печати и/или защиту от внешних повреждений. Кроме того, барьерные свойства препятствуют миграции абсорбированного/адсорбированного вещества за пределы оболочки в процессе термообработки и хранения.
Что касается толщины слоя, то по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару, который может содержать усилитель(и) адгезии, может иметь толщину от 1 до 15 мкм, предпочтительно – от 2 до 10 мкм, более предпочтительно – от 3 до 5 мкм. Если оболочка по настоящему изобретению подвергается обработке термоформованием, то вышеупомянутая толщина является минимальной толщиной на термоформуемых участках после обработки. Исходную оболочку необходимо сделать толще, чтобы компенсировать уменьшение её толщины в процессе термоформования.
Толщина слоёв, обладающих барьерным эффектом по отношению к водяному пару, может составлять от 5 до 60 мкм в зависимости от требуемой прочности, барьерных свойств и/или сопротивления проколу/разрыву. Если оболочка по настоящему изобретению подвергается обработке термоформованием, то вышеупомянутая толщина является минимальной толщиной на термоформуемых участках после обработки. Исходную оболочку надо сделать толще, чтобы компенсировать уменьшение её толщины в процессе термоформования.
Слой с барьерным эффектом по отношению к кислороду
Согласно настоящему изобретению может присутствовать слой, обладающий барьерным эффектом по отношению к кислороду. Такой слой с барьерным эффектом по отношению к кислороду означает слой, который является достаточным барьером для кислорода или других газов и предпочтительно показывает скорость проникновения газа кислорода (OTR) через пищевую оболочку по настоящему изобретению 30 см3/(м2·сутки·бар) или ниже, предпочтительно – ниже 20 см3/(с2·сутки·бар), зачастую – от 6 до 12 см3/(м2·сутки·бар), иногда – около 0,1 или от примерно 1 до ниже 6 см3/(м2·сутки·бар), при измерениях согласно DIN 53380-3 при 23°C и относительной влажности 50%.
Подходящие полимерные материалы для изготовления таких слоёв включают сополимеры этилена и винилового спирта (EVOH), которые необязательно могут быть частично или полностью омыленными; или сополимеры винилиденхлорида (PVDC), например, с винилхлоридом или (мет)акрилатом в качестве сомономеров либо смеси перечисленного. Эти полимеры могут смешиваться с добавками, такими как смягчители или другие органические полимеры, например, сополиамиды и/или иономеры. Таким образом, композиции для изготовления слоя с барьерным эффектом по отношению к кислороду, а также состав изготовленного слоя, обладающего барьерным эффектом по отношению к кислороду, могут при необходимости состоять, по сути, из вышеупомянутых компонентов. Состав и другие свойства более чем одного слоя с барьерным эффектом по отношению к кислороду внутри одной оболочки являются не зависимыми друг от друга, хотя они могут быть частично или полностью идентичными.
Необязательно пищевая оболочка по настоящему изобретению содержит также по меньшей мере один адгезивный слой, который более подробно описан ниже. Указанный необязательный по меньшей мере один адгезивный слой может быть в прямом контакте со слоем, обладающим барьерным эффектом по отношению к кислороду, на по меньшей мере одной стороне слоя с барьерным эффектом по отношению к кислороду, особенно если соседний слой не является слоем, содержащим усилитель адгезии.
Толщина барьерного слоя, обладающего барьерным эффектом по отношению к кислороду, может составлять от 1 до 20 мкм, предпочтительно – от 2 до 15 мкм, более предпочтительно – от 2 до 10 мкм. Если оболочка по настоящему изобретению подвергается обработке термоформованием, то вышеупомянутая толщина является минимальной толщиной на термоформуемых участках после обработки. Исходная оболочка должна быть толще, чтобы компенсировать уменьшение её толщины в процессе термоформования.
Если многослойная коэкструдированная термопластичная пищевая оболочка по настоящему изобретению используется для ферментированных продуктов и/или сыра, то её проницаемость для газов, таких как кислород, может быть желательной и поэтому слой с барьерным эффектом по отношению к кислороду может иметь повышенную OTR, чем упомянутая выше, или вообще может не присутствовать.
Необязательный адгезивный слой
В некоторых случаях слои, обладающие барьерным эффектом по отношению к водяному пару, и/или слои, обладающие барьерным эффектом по отношению к кислороду, пищевой оболочки по изобретению не прилипают в достаточной мере друг к другу и/или к другому слою(ям), если они являются коэкструдированными без адгезивного слоя между ними или без слоя, имеющего достаточно высокое содержание по меньшей мере одного усилителя адгезии, либо без того и другого. Хорошая адгезия может достигаться, например, в том случае если по меньшей мере один промежуточный адгезивный слой предусмотрен между соседними слоями по меньшей мере одного другого вида. Такой адгезивный слой, обеспечивающий подходящие адгезионные свойства, может содержать преимущественно графтсополимеры, линейные сополимеры или оба виды сополимеров. Эти сополимеры могут включать более одного или даже более двух разных видов мономеров, например, этиленовые звенья, пропиленовые звенья, звенья (мет)акриловой кислоты, звенья сложного эфира (мет)акриловой кислоты, винилацетатные звенья, звенья малеинового ангидрида или любую их комбинацию. Более предпочтительными являются полиэтилены с привитым малеиновым ангидридом (LDPE-g-MAAA, HDPE-g-MAA, LLDPE-g-MAA и т.п.), сополимеры этилена и сложного эфира акриловой кислоты, сополимеры этилена и винилацетата (EVA) или любая их комбинация. Все эти полимерные вещества могут присутствовать по отдельности или в комбинации в каком-нибудь одном из адгезивных слоёв. Кроме того, адгезивный слой может дополнительно содержать любые другие органические полимеры, такие как полиэтилен; любые пигменты; любые другие добавки или любую комбинацию перечисленного. Таким образом, композиции для производства адгезивного слоя, а также композиция полученного адгезивного слоя могут при необходимости состоять в основном из вышеупомянутых веществ. Состав и другие свойства более чем одного адгезивного слоя, если в одной оболочке по изобретению присутствует более одного адгезивного слоя, не зависят друг от друга, хотя они могут быть частично или полностью идентичными. Промежуточный адгезивный слой(и) может отсутствовать, если имеет место достаточно сильная адгезия между соседними слоями, как это часто бывает, например, между полиамидными слоями и слоями из некоторых видов сополимеров этилена и винилового спирта (EVOH), или в том случае, если усилитель адгезии подмешивается в состав смежных слоёв, например, слоя, обладающего барьерным эффектом по отношению к водяному пару и/или барьерным эффектом по отношению к кислороду.
В типичных случаях адгезивный слой содержит по меньшей мере 50 мас.% по меньшей мере одного вещества, которое имеет адгезионные свойства. Часто его содержание составляет по меньшей мере 60 мас.%, более предпочтительно – по меньшей мере 70 мас.% или 80 мас.%, иногда – по меньшей мере 90 мас.%, в большинстве случаев – даже до 100 мас.%. При адекватном выборе и использовании по меньшей мере одного усилителя адгезии для адгезивного слоя достигается отличная адгезия между смежными слоями. Благодаря этому можно минимизировать или предотвратить адгезию частей оболочки или участков по меньшей мере внутреннего слоя к пищевому продукту.
Зачастую по меньшей мере один адгезивный слой служит хорошим барьером для водяного пара, но во многих вариантах осуществления адгезивный слой может быть единственным барьером для водяного пара в пищевой оболочке. Если в оболочке имеется другой слой, который является барьером для водяного пара, как определено выше, то в этом случае может вообще не быть никакого адгезивного слоя.
Необязательный дополнительный функциональный слой
Согласно настоящему изобретению пищевая оболочка по изобретению необязательно может содержать ещё один (или более дополнительный функциональный слой(и). Необязательный дополнительный функциональный слой(и) предпочтительно содержит(ат) по меньшей мере 50 мас.% (со)полиамида(ов), зачастую – по меньшей мере 60 мас.%, более предпочтительно – по меньшей мере 70 мас.% или по меньшей мере 80 мас.%, иногда – даже по меньшей мере 90 мас.%, иногда – даже по меньшей мере 95 мас.% или даже до 100 мас.%.
Такой дополнительный функциональный слой может содержать один, два или даже несколько разных алифатических полиамидов, алифатических сополиамидов или и тех, и других, а также необязательно может содержать частично ароматические полиамиды, частично ароматические сополиамиды или и те, и другие.
Примерами сополиамидов, используемых для необязательного дополнительного функционального слоя, являются
- алифатические полиамиды: PA6, PA66, PA11, PA12;
- алифатические сополиамиды: PA4/6, PA6/66, PA6/69, PA6/9, PA6/10, PA6/12, полиэфирамиды, полиэстерамиды, полиэфирэстерамиды, полиамид-уретаны, поли(эфир-блок-амиды);
- частично ароматические полиамиды: PA6-I (I = изофталевая кислота), нейлон-MXD-6 (поликонденсат m-ксилилендиамина и адипиновой кислоты);
- частично ароматические сополиамиды: PA6-I/6-T, PA6/6-I (I = изофталевая кислота, T = терефталевая кислота).
Особенно предпочтительными компонентами являются PA6, PA66, PA 12, PA6/66, нейлон-MXD-6 или PA6-I/6-T либо их любая комбинация. Особенно предпочтительные смеси содержат по меньшей мере два разных вещества этих компонентов. Количество частично ароматических (со)полиамидов может составлять предпочтительно не более 40 мас.% по отношению к одному дополнительному функциональному слою, более предпочтительно – не более 25 мас.%.
Кроме того, по меньшей мере один дополнительный функциональный слой может содержать любой другой органический полимерный материал, такой как олефиновые сополимеры, такие как сополимеры этилена и (мет)акриловой кислоты (EMAA), иономерные материалы, полученные из или относящиеся к EMAA, сополимеры этилена и винилового спирта (EVOH), даже водорастворимые или растворимые в горячей воде синтетические органические полимерные материалы, например, поливиниловые спирты (PVA), которые все необязательно могут быть частично или полностью омыленными, поливинилпирролидон (PVP), поливинилполипирролидон (PVPP), сополимеры виниловых спиртов с пропен-1-олом, полиалкиленгликоли, сополимеры винилпирролидона по меньшей мере с одним олефиновым ненасыщенным мономером, полимерные материалы N-винилалкиламидов или (со)полимеры акриловой кислоты, акриламида или акриловой кислоты и акриламиды либо любая комбинация всех этих веществ.
Количество по меньшей мере одного другого органического полимерного материала по меньшей мере одного дополнительного функционального слоя, который не является (со)полиамидом, предпочтительно составляет менее 50 мас.% в пересчёте на содержание сухого вещества и эффективных соединений композиции, используемой для единственного дополнительного функционального слоя, а также по отношению к материалу единственного дополнительного функционального слоя, более предпочтительно – не более 40 мас.%, но зачастую по меньшей мере 0,1 мас.%.
Далее, необязательный дополнительный функциональный слой(и) может необязательно содержать по меньшей мере один тонкозернистый пигмент, по меньшей мере одну добавку, такую как смазывающее вещество, антиблокирующий агент, светостабилизатор или их любую комбинацию. Таким образом, композиции для получения необязательного дополнительного функционального слоя, а также композиция полученного дополнительного функционального слоя при желании может состоять, в основном, из вышеупомянутых веществ.
Композиции и другие свойства более чем одного дополнительного функционального слоя в одной оболочке не зависят друг от друга, хотя они могут быть частично или полностью идентичными.
Необязательный дополнительный функциональный слой(и) могут иметь толщину слоя от 2 до 40 мкм, предпочтительно – от 3 до 30 мкм, более предпочтительно – от 4 до 20 мкм. Толщина зависит от действия, которое обеспечит слой, например, он может способствовать прочности и барьерному эффекту готовой структуры оболочки. Если оболочка по настоящему изобретению подвергается обработке термоформованием, то вышеупомянутая толщина является минимальной толщиной на термоформуемых участках после обработки. Исходная оболочка должна быть толще, чтобы компенсировать уменьшение толщины в процессе термоформования.
Необязательно по меньшей мере один дополнительный функциональный слой может быть позиционирован как самый удалённый от центра слой без прямого контакта по меньшей мере с одним термопластичным пористым абсорбирующим слоем. В этом случае, например, дополнительный функциональный слой может обеспечивать пригодность для нанесения печати.
Чтобы получить оболочки, пригодные для нанесения печати, в качестве материалов для функционального дополнительного слоя можно использовать полиамиды или полиэфиры, такие как полиэтилентерефталат (PET). Именно применение полиэтилентерефталата придаёт глянец печати. Вдобавок, высокая температура плавления PET может расширить диапазон применяемых температур рельефного тиснения, который лимитирован разницей между температурой плавления полимера по меньшей мере одного термопластичного пористого абсорбирующего слоя и температурой плавления по меньшей мере одного слоя с барьерным эффектом по отношению к водяному пару и/или кислороду.
Толщина функционального дополнительного слоя, показывающего хорошую пригодность для нанесения печати, может составлять от 3 до 40 мкм. Если оболочка по настоящему изобретению подвергается обработке термоформованием, то вышеупомянутая толщина слоя будет минимальной толщиной на термоформуемых участках после обработки. Поэтому исходную оболочку необходимо делать толще, что компенсировать уменьшение толщины в процессе термоформования.
Добавки необязательного слоя и порядок расположения слоёв
Если какой-либо слой, за исключением необязательного адгезивного слоя, должен содержать по меньшей мере один усилитель адгезии (т.е. вещество с адгезионными свойствами), то содержание по меньшей мере одного усилителя адгезии предпочтительно составляет до 50 мас.%, более предпочтительно – до 40 мас.%, зачастую – до 30 или 20 мас.%, иногда – до 10 мас.%. Подходящие усилители адгезии предпочтительно включают органические полимерные материалы адгезивной природы.
В некоторых вариантах осуществления изобретения по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару и/или кислороду, содержит по меньшей мере один усилитель адгезии, который может присутствовать в количестве, упомянутом выше. В некоторых вариантах предпочитается, чтобы по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду, который содержит по меньшей мере один усилитель адгезии, находился в прямом контакте по меньшей мере с одним пористым абсорбирующим слоем, что означает, что между по меньшей мере одним слоем, обладающим барьерным эффектом по отношению к водяному пару и/или кислороду, и по меньшей мере одним пористым абсорбирующим слоем отсутствует адгезивный слой.
В одном предпочтительном варианте осуществления в пищевой оболочке по настоящему изобретению присутствует по меньшей мере один слой, обладающий барьерным эффектом по отношению к кислороду. Если пищевая оболочка по изобретению показывает барьерный эффект по отношению к кислороду и даже к некоторым другим газам, то заключённый в неё пищевой продукт может сохраняться свежим в течение длительного времени.
В одном следующем предпочтительном варианте пищевая оболочка по изобретению содержит по меньшей мере один слой с барьерным эффектом по отношению к кислороду и по меньшей мере один слой с барьерным эффектом по отношению к водяному пару, при этом в некоторых вариантах осуществления изобретения оба этих эффекта могут присутствовать в одном и том же слое(ях). В некоторых вариантах, в частности, по меньшей мере один слой с барьерным эффектом по отношению к водяному пару или необязательный адгезивный слой (HV) либо любая их комбинация могут показывать барьерный эффект по отношению к кислороду, которого вполне достаточно для применения. Однако зачастую полиолефины не проявляют достаточно высокого барьерного эффекта по отношению к кислороду, в частности, при использовании оболочки для неферментированных колбас.
Оболочки по изобретению могут содержать также вспомогательные вещества, облегчающие обработку, такие как антиблокирующие агенты, скользящие агенты, стабилизаторы и/или антистатики. Их содержание в композиции обычно составляет от 0,01 до 5 мас.% в пересчёте на общую массу оболочки.
Коэкструдированная термопластичная пищевая оболочка по настоящему изобретению может представлять собой плоскую плёнку, которая свёртывается в запечатываемый рукав в момент заполнения продуктом, запечатываемую плоскую плёнку или бесшовную трубчатую оболочку. Помимо этого, коэкструдированная термопластичная пищевая оболочка может представлять собой ламинат, состоящий из моно- и/или многослойных плёнок, которые ламинируются перед стадией термоформования.
Многослойная коэкструдированная термопластичная пищевая оболочка по изобретению может представлять собой пластиковую плёнку, которая содержит 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 или более 12 слоёв. Указанный по меньшей мере один пористый абсорбирующий внутренний слой способен переносить по меньшей мере одну переносимую функциональную добавку из по меньшей мере одного абсорбирующего внутреннего слоя на пищевой продукт. Предпочтительно пищевая оболочка имеет по меньшей мере один слой, который обладает барьерным эффектом по отношению к водяному пару и/или кислороду. Может быть 2, 3, 4 или даже более 4 слоёв с барьерным эффектом по отношению к водяному пару и/или кислороду.
В случае, если участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, по меньшей мере одного пористого абсорбирующего слоя создаются техникой рельефного тиснения, существенно важно, чтобы по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду имел более высокую температуру плавления, чем термопластичный материал по меньшей мере одного пористого абсорбирующего слоя, так чтобы пористость по меньшей мере одного пористого абсорбирующего слоя могла модифицироваться без повреждения по меньшей мере одного слоя, обладающего барьерным эффектом по отношению к водяному пару и/или кислороду, например, с использованием инструмента для тиснения, который нагревается до температуры, достаточно высокой для плавления по меньшей мере одного пористого абсорбирующего слоя, но не плавления по меньшей мере одного слоя с барьерным эффектом по отношению к водяному пару и/или кислороду. Разница между температурой плавления материала по меньшей мере одного пористого абсорбирующего внутреннего слоя и температурой плавления материала по меньшей мере одного слоя, обладающего барьерным эффектом по отношению к водяному пару и/или кислороду, причём температуры плавления измеряются согласно DIN EN ISO 11357-3, должна быть больше 30°C, предпочтительно – больше 40°C, более предпочтительно – больше 50°C, наиболее предпочтительно – больше 60°C.
В случае, если участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, по меньшей мере одного пористого абсорбирующего слоя создаются в процессе термоформования, материалы различных слоёв необходимо выбирать таким образом, чтобы избежать того, чтобы необходимая температура термоформования привела к закрытию и/или сплавлению пор по меньшей мере одного пористого абсорбирующего внутреннего слоя либо к плавлению наружного слоя, с тем чтобы сохранялась целостность коэкструдированной оболочки в течение всего процесса термоформования.
Согласно настоящему изобретению пищевая оболочка по настоящему изобретению может состоять из по меньшей мере 2 слоёв (один пористый абсорбирующий внутренний слой и один барьерный слой), но может содержать 10 или более слоёв. Возможны многие различные многослойные структуры. Более предпочтительно оболочка по изобретению содержит два, три, четыре, пять или семь слоёв, даже более предпочтительно – пять или семь слоёв, как показано ниже. Используются следующие аббревиатуры названий типов слоёв:
- paL: пористый абсорбирующий слой
- BL: объёмный слой с барьерным эффектом, адгезивным эффектом и/или дополнительной функцией.
При необходимости используются следующие аббревиатуры для описания подтипов материалов:
- A: необязательный адгезивный материал
- B: материал, обладающий барьерным эффектом по отношению к водяному пару, например, материал, изготовленный из полиолефина
- C: материал, обладающий барьерным эффектом по отношению к водяному пару, например, материал, изготовленный из полиамида
- D: необязательный материал с барьерным эффектом по отношению к кислороду
- E: необязательный материал из полиэтилентерефталата.
За буквами могут следовать цифры, обозначающие слои из одного и того же подтипа материала, чьи составы могут быть разными, но также два или более слоёв из одного и того же (под)типа материала могут иметь один и тот же состав.
Общая структура оболочки по изобретению, начиная со стороны, контактирующей с пищевым продуктом, и кончая наружной стороной:
paL/…/BL/…
Структура может экструдироваться как трубчатая оболочка с по меньшей мере одним пористым абсорбирующим слоем на внутренней стороне или на наружной стороне. Если пористая абсорбирующая структура находится на наружной стороне, то оболочку следует вывернуть наизнанку в какой-то момент процесса до или после заполнения её пищевым продуктом.
Объёмный слой BL может иметь адгезионные свойства (подтип A), барьерные свойства по отношению к водяному пару (подтипы A, B и C), барьерные свойства по отношению к кислороду (C- и D-слои) и/или оптимизирующие печать свойства (C- и E-слои) в зависимости от того, какие необходимы при эксплуатации оболочки.
Следовательно, предпочтительными структурами являются следующие, но они не ограничиваются только перечисленными:
2 слоя: paL-B1 / BL-B2
paL-A / BL-C
paL-C1 / BL-C2
3 слоя: paL-B1 / BL-A / BL-B2
paL-B / BL-A / BL-C
paL-A / BL-C1 / BL-C2
paL-C1 / BL-A / BL-C2
4 слоя: paL-B1 / BL-B2 / BL-A / BL-C
paL-B1 / paL-B2 / BL-A / BL-C
paL-C1 / BL-C2 / BL-D / BL-C3
5 слоёв: paL-B1 / BL-B2 / BL-A1 / BL-C / BL-A2
paL-B1 / paL-B2 / BL-B3 / BL-A / BL-C
paL-B1 / BL-A1 / BL-B2 / BL-A2 / BL-C
paL-B / BL-A / BL-C1 / BL-D / BL-C2
paL-C1/ BL-C2 / BL-A1 / BL-C3/ BL-C4
paL-C1 / paL-A / BL-B / BL-A / BL-C2
paL-C1 / paL-C2 / BL-C3 / BL-A / BL-C4
6 слоёв: paL-B1 / BL-B2 / BL-A / BL-C1 / BL-D / BL-C2
paL-B1 / paL-B2 / BL-A / BL-C1 / BL-D / BL-C2
paL-B1 / BL-B2 / BL-A1 / BL-C / BL-A2 / BL-E
7 слоёв: paL-B1 / paL-B2 / BL-B3 / BL-A / BL-C1 / BL-D / BL-C2
paL-C1 / BL-A1 / BL-C2 / BL-D / BL-C3 / BL-A2 / BL-E
8 слоёв: paL-B1 / BL-B2 / BL-A1 / BL-C1 / BL-D / BL-C2 / BL-A2 /
BL-E
paL-C1 / BL-C2 / BL-A1 / BL-C3 / BL-D / BL-C4 / BL-A2 /
BL-E
9 слоёв: paL-C / BL-A1 / BL-B / BL-A2 / BL-C1 / BL-D / BL-C2 /
BL-A3 / BL-E
paL-C / paL-A / BL-B / BL-A1 / BL-C1 / BL-D / BL-C2 /
BL-A2 / BL-E.
В частности, если по меньшей мере один объёмный слой BL содержит только композиции на основе полиамидов (BL-C) и другие гидрофильные термопластичные полимеры, то оболочка может быть проницаемой для водяного пара, но препятствует тому, чтобы вещества, абсорбированные по меньшей мере одним пористым абсорбирующим слоем(ями) paL, мигрировали наружу оболочки, загрязняя людей или оборудование в процессе доставки и обработки. Очевидно, что с увеличением количества слоёв увеличится и число возможных комбинаций, поэтому перечисленные структуры могут предоставить лишь небольшой выбор возможных структур.
В более предпочтительном варианте осуществления изобретения предпочтительными являются следующие структуры:
5 слоёв: пористый абсорбирующий внутренний слой / объёмный слой с барьерным эффектом / адгезивный слой / объёмный слой с барьерным эффектом / объёмный слой с барьерным эффектом,
пористый абсорбирующий внутренний слой / адгезивный слой / объёмный слой с барьерным эффектом / адгезивный слой или объёмный слой с барьерным эффектом / объёмный слой с барьерным эффектом,
пористый абсорбирующий внутренний слой / абсорбирующий слой, необязательно имеющий адгезивный эффект / объёмный слой с барьерным эффектом / адгезивный слой / объёмный слой с барьерным эффектом,
такие как
paL-B1 / BL-A1 / BL-B2 / BL-A2 / BL-C
paL-B / BL-A / BL-C1 / BL-D / BL-C2
paL-B1 / paL-B2 / BL-B3 / BL-A / BL-C
paL-C1/ BL-C2 / BL-A1 / BL-C3 / BL-C4
paL-C1 / paL-A1 / BL-B / BL-A2 / BL-C2
paL-C1 / paL-C2 / BL-C3 / BL-A / BL-C4,
и
7 слоёв: абсорбирующий внутренний слой / абсорбирующий слой, необязательно имеющий адгезивный эффект / объёмный слой с барьерным эффектом / объёмный слой, имеющий адгезивный эффект / объёмный слой с барьерным эффектом / объёмный слой с барьерным эффектом / объёмный слой с барьерным эффектом,
абсорбирующий внутренний слой / адгезивный слой / объёмный слой с барьерным эффектом / объёмный слой с барьерным эффектом / объёмный слой с барьерным эффектом / объёмный слой, имеющий адгезивный эффект / объёмный слой, обладающий функциональным эффектом,
такие как
paL-B1 / paL-B2 / BL-B3 / BL-A1 / BL-C1 / BL-D / BL-C2
paL-C1 / BL-A1 / BL-C2 / BL-D / BL-C3 / BL-A2 / BL-E.
Чем меньше количество слоёв в оболочке по изобретению, тем больше внимания следует уделять тому, чтобы присутствовал по меньшей мере один слой, придающий достаточную прочность и эластичность. Это может потребовать того, чтобы по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду вообще не содержал пор или почти не содержал пор и, возможно, был потолще. Поскольку по меньшей мере один пористый внутренний слой ослаблен из-за пор и поскольку его прочность сильно снижается при наличии крупных пор или прочно связанных пустот либо и того, и другого, важное значение приобретают хорошая адгезия по меньшей мере одного пористого внутреннего слоя к смежному с ним наружному слою(ям) и достаточная прочность по меньшей мере одного из непористых слоёв.
Формирование удерживающей способности по образцу рисунка по меньшей мере одного термопластичного пористого абсорбирующего слоя
Для создания по меньшей мере одного пористого абсорбирующего внутреннего слоя (или наружного слоя, если пищевая оболочка выворачивается после обработки), содержащего участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, указанный по меньшей мере один пористый абсорбирующий слой пищевой оболочки может подвергаться механической и/или термической обработке, такой как рельефное тиснение и/или термоформование.
Для создания, например, напоминающего сетку дизайна функциональной добавки, переносимой на пищевой продукт, заключённый в пищевую оболочку по настоящему изобретению, толщина указанного по меньшей мере одного пористого абсорбирующего слоя уменьшается на участках, которые должны иметь уменьшенную среднюю толщину слоя, на от 7 до 140 мкм и на от 30 до 85% по сравнению с участками, имеющими не уменьшенную среднюю толщину слоя. Более предпочтительно толщина указанного по меньшей мере одного пористого абсорбирующего слоя уменьшается на участках, которые должны иметь уменьшенную среднюю толщину слоя, на от 7 до 120 мкм, даже более предпочтительно – на от 8 до 90 мкм, даже более предпочтительно – на от 8 до 60 мкм, даже более предпочтительно – на от 15 до 60 мкм, наиболее предпочтительно – на от 20 до 40 мкм, с тем чтобы получить участки, имеющие уменьшенную толщину слоя, на которых количество функциональной добавки, которая может адсорбироваться и/или абсорбироваться, отличается по сравнению с окружающими участками, имеющими не уменьшенную толщину слоя. При этом формируется картина участков, которая показывает значительную разницу в переносимом количестве функциональной добавки на пищевой продукт между участками с высокой и участками с низкой удерживающей способностью.
Более того, для создания, например, напоминающего сетку дизайна функциональной добавки, переносимой на пищевой продукт, заключённый в пищевую оболочку по настоящему изобретению, толщина указанного по меньшей мере одного пористого абсорбирующего слоя должна быть уменьшена на участках, имеющих уменьшенную среднюю толщину слоя, на от 30 до 85%, предпочтительно – на от 30 до 80%, более предпочтительно – на от 35 до 75%, даже более предпочтительно – на от 55 до 70%, по сравнению с участками, имеющими не уменьшенную среднюю толщину слоя, с тем чтобы сформировать картину участков на указанном по меньшей мере одном пористом термопластичном слое, который способен переносить функциональную добавку, такую как жидкий дым, на заключённый в оболочку пищевой продукт таким образом, можно было определить визуально контролируемый контраст в количестве переносимой функциональной добавки.
Такая обработка, как рельефное тиснение, может включать непрерывные способы с использованием цилиндров или зажимных барабанов, имеющих требуемую поверхность с рисунком в виде сетки или логотип в виде охватываемого/позитивного и нагретого клише на их поверхности, а также периодические способы, такие как горячее тиснение, например, плитами для горячего тиснения. Обычно коэкструдированная пищевая оболочка по настоящему изобретению не должна предварительно нагреваться. Вместо этого оболочка пропускается через пару металлических валов, имеющих охватываемое/позитивное и нагретое изображение на поверхности, соответствующее, например, рисунку в виде сетки. Инструмент для тиснения требует нагрева до температуры, при которой в случае контакта инструмента с оболочкой термопластичный полимер матрицы по меньшей мере одного подлежащего тиснению пористого абсорбирующего слоя близок к своему термопластичному состоянию или даже к расплавленному состоянию. (Со)полиамид-содержащие слои должны быть сухими во избежание образования газовых пузырьков при влажности. Этот способ рельефного тиснения не надутой оболочки может применяться, в частности, в том случае, если по меньшей мере один пористый абсорбирующий слой является наружным слоем (позже вывернутой) оболочки в процессе тиснения.
В случае, если по меньшей мере один пористый абсорбирующий слой является внутренним слоем трубчатой оболочки во время тиснения, то необходимо избегать сваривания вместе стенок оболочки при её тиснении. Неожиданно оказалось, что может быть достаточным предусмотреть воздушную подушку между тиснящими зажимными барабанами, т.е. не пользоваться наковальней для повторного тиснения, и получать желательную текстуру на по меньшей мере одном пористом абсорбирующем слоя, особенно если оболочка является ориентированной оболочкой. Если дизайн текстуры должен покрыть весь периметр оболочки, то дизайн можно распределить с помощью штампов 2-х последовательных пар зажимных барабанов, причём пары устанавливаются перпендикулярно друг к другу, сжимая не надутую оболочку в достаточной мере, чтобы каждый участок периметра оболочки входил в разовый контакт по меньшей мере с одним из барабанов при прохождении оболочки через комплект зажимных барабанов.
Другой способ тиснения ромбовидной сетки на трубчатой оболочке – это пропускание надутой оболочки через 2 вращающихся в противоположных направлениях кольца большего диаметра, чем диаметр надутой оболочки. Каждое из вращающихся колец оснащено большим количеством радиально расположенных нагретых стержней или сопел, выпускающих струю горячего воздуха, причём диаметр стержней или сопел равен ширине нити желательного рисунка сетки и расстояние между стержнями или соплами при воздействии на надутую оболочку равен ширине ячейки (меш) желательного рисунка сетки.
Альтернативно, эффект обработки тиснением, а именно локальное снижение пористости по меньшей мере одного пористого абсорбирующего слоя, может быть заменён другим контактным или бесконтактным способом, который генерирует достаточно теплоты в по меньшей мере одном пористом абсорбирующем слое для эффективного уменьшения пористости слоя. Таким методом может быть, например, обработка лазером или (в зависимости от дизайна) одним или несколькими струйными потоками горячего воздуха с нанесением дизайна на оболочку.
Рельефное тиснение сетки на по меньшей мере одном термопластичном пористом абсорбирующем слое является предпочтительной обработкой поверхности согласно настоящему изобретению.
Модификация удерживающей способности пищевой оболочки по образцу рисунка может также достигаться определённой локальной вытяжкой по меньшей мере одного пористого абсорбирующего слоя в процессе термоформования, открыванием, тем самым, пор указанного по меньшей мере одного пористого абсорбирующего слоя и уменьшением толщины по меньшей мере одного непористого слоя. Например, проведение локальной вытяжки в процессе термоформования оболочки с коэффициентом вытяжки (определяемым как отношение площади поверхности после термоформования к площади поверхности до формования), равным, например, 3, с последующим покрыванием всей поверхности оболочки одним и тем же количеством функциональной добавки из расчёта на площадь поверхности и последующей (на стадии отжига) выдержкой для усадки вытянутых участков, например, на 30% в прямом и обратном направлениях движения машины удваивает доступное количество переносимой функциональной добавки на термоформованных, а затем и на подвергнутых отжигу участках, по сравнению с не термоформованными участками, поскольку после отжига термоформованная площадь сокращается на 51%. Для получения поверхности, обладающей удерживающей способностью по образцу рисунка, которая будет расти вплоть до образования рисунка в виде сетки на заключённом в оболочку пищевом продукте, разница в удерживающей способности между участками, имеющими уменьшенную среднюю толщину слоя, и участками, имеющими не уменьшенную толщину слоя, пищевой оболочки должна составлять по меньшей мере 10%, предпочтительно – по меньшей мере 40%, наиболее предпочтительно – по меньшей мере 70%.
Другой предпочтительный способ изготовления многослойной коэкструдированной термопластичной пищевой оболочки, включающей по меньшей мере один пористый абсорбирующий слой, который содержит участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную толщину слоя, предусматривает использование процесса термоформования. Термоформование локально растягивает оболочку и повышает удерживающую способность, как описано выше, так что образуется по меньшей мере один пористый абсорбирующий слой, содержащий участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную толщину слоя. Термоформование трубчатых оболочек может проводиться с применением форм особой конструкции на линиях с гофратором. Для термоформования плоской плёнки, содержащей по меньшей мере один пористый абсорбирующий слой, включающий участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную толщину слоя, могут применяться традиционные линии термоформования оболочки по настоящему изобретению.
Перед термоформованием оболочка обычно предварительно нагревается до температуры термоформования оболочки. Если поверхность контакта с пищевым продуктом является наружной поверхностью во время термоформования, то область выпуклостей необходимо механически растянуть, например, с помощью так называемых пробок, обращённых внутрь против давления воздуха в надутой оболочке. Если же поверхность контакта с пищевым продуктом является внутренней поверхностью, то область выпуклостей пневматически будет растягиваться в форме для термоформования, необязательно засасываясь в форму для термоформования в условиях вакуума. В обоих случаях процесс термоформования трубчатой оболочки требует контроля давления воздуха внутри надутой оболочки. В зависимости от локализации стадии термоформования в процессе, контроль давления воздуха может достигаться через надутую прямую или разматываемую из рулона исходную оболочку, через надутую прямую или сматываемую в рулон готовую оболочку и/или путём поддержания давления воздуха между движущимися прижимными барабанами.
Учитывая, что процесс термической обработки (варки) проводится при температурах, при которых усадка растянутых участков может прекратиться, для достижения выпуклого, например, рисунка в виде сетки на пищевом продукте рекомендуется растянуть оболочку в процессе термоформования и/или отжига оболочки таким образом, чтобы избежать полной обратимости деформации в процессе термической обработки. Это может включать применение передвижных нагретых форм, которые делают возможной принуждённую релаксацию внутренних напряжений.
Вышеупомянутые способы, например, тиснение и термоформование могут также комбинироваться друг с другом таким образом, чтобы получить многослойную коэкструдированную термопластичную пищевую оболочку, включающую внутреннюю поверхность по меньшей мере одного термопластичного пористого абсорбирующего слоя, содержащего участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, при этом слой формирует, например, рисунок в виде сетки со светло-окрашенными линиями сетки и выпуклостями на заключённом в оболочку пищевом продукте.
Коэкструдированная термопластичная пищевая оболочка по настоящему изобретению может представлять собой плоскую плёнку, которая запечатывается самое позднее во время заполнения оболочки продуктом в запечатанную плоскую плёнку или трубчатую оболочку. Для удобства, если оболочка представляет собой плоскую плёнку или отрезанную рукавную плёнку, то стадии рельефного тиснения и/или термоформования поверхности контакта с пищевым продуктом и стадия покрывания функциональной добавкой могут проводиться перед запечатыванием плёнки в рукав. Запечатывание может осуществляться, например, сваркой “утюжком” или предпочтительно ультразвуковой сваркой, но в зависимости от материалов, используемых в структуре, может применяться любой другой известный метод запечатывания, включая склеивание.
Как указывалось выше, настоящее изобретение предлагает также способ изготовления многослойной коэкструдированной термопластичной пищевой оболочки, описанной выше, причём указанная пищевая оболочка, содержащая по меньшей мере один пористый абсорбирующий слой и по меньшей мере один слой, обладающий барьерным эффектом по отношению к водяному пару и/или кислороду, в котором указанный по меньшей мере один пористый абсорбирующий слой содержит участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя; в котором средняя толщина указанного по меньшей мере одного пористого абсорбирующего слоя на участках, имеющих не уменьшенную среднюю толщину слоя, составляет от 10 до 200 мкм, и в котором средняя толщина слоя на участках, имеющих уменьшенную среднюю толщину слоя, меньше на 7 – 140 мкм и уменьшена на 30 – 85% по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя, при этом указанный способ включает стадии
- экструзии термопластичной пищевой оболочки,
- необязательно подвергания пищевой оболочки операции ориентации с последующей стадией отжига (если требуется),
- подвергания по меньшей мере одного термопластичного пористого абсорбирующего слоя необязательно предварительно нагретой оболочки стадиям рельефного тиснения и/или термоформования при необходимости с последующей стадией отжига,
- покрывания по меньшей мере одного пористого абсорбирующего слоя переносимым веществом с последующей стадий сушки, если требуется.
Если по меньшей мере один пористый абсорбирующий слой находится на наружной стороне, то способ включает стадию выворачивания оболочки наизнанку. Если по меньшей мере один пористый абсорбирующий слой находится на наружной стороне, то рекомендуется наружное покрытие, которое наносится перед выворачиванием оболочки. Перед нанесением покрытия должна иметь место необязательная стадия термоформования, с тем чтобы достигнуть эффекта потемнения, описанного выше. В принципе, выворачивание оболочки может иметь место перед термоформованием и нанесением внутреннего покрытия. Вообще выворачивание оболочки необходимо проводить перед или в процессе гофрирования либо самое позднее перед заполнением оболочки продуктом.
Обычно способ изготовления многослойной термопластичной пищевой оболочки включает стадию приготовления по меньшей мере двух разных термопластичных композиций, причём каждая из них содержит по меньшей мере один органический полимерный материал для создания путём коэкструзии по меньшей мере двух разных слоёв, которые затем объединяются при высокой температуре, чтобы получить многослойную термопластичную пищевую оболочку.
Перед коэкструзией термопластичные композиции обычно размягчаются либо размягчаются и после этого расплавляются, по меньшей мере частично, а затем пропускаются через комплект экструдеров, соединённых с нагретой кольцевой многослойной экструзионной головкой, имеющей по меньшей мере столько кольцеобразных каналов, сколько их нужно для различных нагретых композиций. Расплав подаётся в экструдеры в соответствии требуемым соотношением толщин разных слоёв. При выходе из экструзионной головки экструдированная пищевая оболочка отверждается при охлаждении, образуя первичную многослойную оболочку, содержащую по меньшей мере два слоя, хорошо прилипающих друг к другу.
В предпочтительном варианте осуществления изобретения коэкструдированная пищевая оболочка после этого может, по меньшей мере локально, одноосно или двухосно растягиваться, например, с помощью воздушной подушки между двумя прижимными роликами. В процессе растягивания термопластичный материал оболочки ориентируется, и оболочка снова приобретает способность к термоусадке (которая может постепенно снижаться за счёт термостабилизации), так что оболочка находится в плотном и хорошо округлённом состоянии даже после использования её в процедуре "набивка-и-варка". В процессе такого растягивания количество и/или объём пор могут увеличиться.
После этого растянутая многослойная плёнка может пропускаться через зону дополнительного нагрева, с тем чтобы провести термостабилизацию (термофиксацию), при этом оболочка обычно стабилизируется захваченным воздушным пузырём. Таким образом, потенциал термической усадки может снижаться до низких значений, необходимых для практического применения указанной плёнки в качестве пищевой оболочки.
Для создания по меньшей мере одного пористого абсорбирующего слоя, содержащего участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя, могут использоваться различные способы, описанные выше, а также их комбинации. Хотя, в принципе, холодная механическая обработка поверхности по меньшей мере одного пористого абсорбирующего слоя оболочки может проводиться, однако в соответствии с настоящим изобретением рекомендуется предусмотреть нагрев оболочки до достаточно высокой температуры, с тем чтобы избежать повреждения оболочки в процессе создания удерживающей способности по образцу рисунка на по меньшей мере одном пористом абсорбирующем слое.
В случае проведения термоформования для локального повышения удерживающей способности поверхности указанного по меньшей мере одного пористого абсорбирующего слоя, подходящие температуры должны быть по меньшей мере выше температуры стеклования компонента, формирующего матрицу. Таким образом, стадии предварительного нагрева перед стадией механической обработки могут быть предпочтительными. Если по меньшей мере один пористый абсорбирующий слой будет подвергаться тепловой обработке для локального снижения удерживающей способности поверхности указанного по меньшей мере одного пористого абсорбирующего слоя, то температура такой локальной тепловой обработки предпочтительно должна быть выше температуры плавления матрикс-формирующего материала указанного по меньшей мере одного пористого абсорбирующего слоя.
Одним из предпочтительных способов локального уменьшения средней толщины слоя поверхности указанного по меньшей мере одного пористого абсорбирующего слоя является рельефное тиснение или горячее штампование, которое может проводиться между плитами или цилиндрами, которые имеют на своей поверхности охватываемые/позитивные изображения, соответствующие целевому дизайну.
Рельефное тиснение приводит к уменьшению средней толщины слоя на тиснёных участках по меньшей мере одного пористого абсорбирующего слоя. Оно может происходить как холодная деформация, но более предпочтительно достигается при горячем тиснении, которое частично сплавляет между собой поры по меньшей мере одного пористого абсорбирующего слоя. В этом последнем случае по меньшей мере один слой с барьерными свойствами должен иметь более высокую температуру плавления, чем матриксный материал по меньшей мере одного пористого абсорбирующего слоя в расплавленном состоянии. Это делает возможной абсорбцию по меньшей мере одной переносимой функциональной добавки только на участках с открытой пористостью. По меньшей мере один пористый абсорбирующий слой, обработанный таким способом, может находиться на наружной стороне оболочки, причём способ также включает последующую стадию выворачивания оболочки, которая заканчивается тем, что по меньшей мере один пористый абсорбирующий слой приводится в контакт с пищевым продуктом, или на внутренней стороне оболочки, соответственно с учётом того, какая оболочка – наружная или внутренняя. И вновь сетка на готовой колбасе остаётся непокрытой, что придаёт продукту внешний вид, схожий с внешним видом копчёного продукта, варка которого проводилась в сетке. После стадии рельефного тиснения необязательно может осуществляться стадия термоформования, на которой (необязательно дополнительно нагретая) оболочка формуется с помощью специальной формы или металлической решётки.
Локальные манипуляции с по меньшей мере одним пористым абсорбирующим слоем могут также проводиться другими контактными или бесконтактными способами прикладывания энергии к по меньшей мере одному пористому абсорбирующему слою без отрицательного воздействия или разрушения другого слоя(ёв). Например, нагретая, металлическая сетка необязательно с покрытием низкой степени липкости может накладываться на поверхность по меньшей мере одного пористого абсорбирующего слоя. Лазер также может использоваться для управления удерживающей способностью по меньшей мере одного пористого абсорбирующего слоя. Либо лазерный луч фокусируется прямо на поверхность по меньшей мере одного пористого абсорбирующего слоя, расплавляя при этом пористый слой, либо лазерный свет проникает внутрь прозрачного для лазера непористого наружного слоя(ёв) перед превращением энергии в теплоту на не прозрачном для лазера абсорбирующем слое. Если по меньшей мере один пористый абсорбирующий слой является внутренним слоем, то тепловая обработка должна проводиться в надутом состоянии, с тем чтобы противолежащие стороны внутреннего слоя трубчатой оболочки не приварились друг к другу. Если оболочка обрабатывается в не трубчатом состоянии или при нахождении по меньшей мере одного пористого (со сплавленными порами) абсорбирующего слоя на наружной стороне, то могут использоваться дополнительные способы, обычно применяемые для запечатывания плёнок.
В случае оболочек, имеющих по меньшей мере один пористый абсорбирующий наружный слой, (которые необходимо выворачивать на более поздней стадии перед заполнением продуктом) удерживающая способность по дизайну рисунка может создаваться рельефным тиснением. После этого на тиснёную поверхность может наноситься печатное изображение с по меньшей мере одной переносимой функциональной добавкой. Впадины тиснёной сетки не будут контактировать с цилиндром для нанесения печати, так что на готовой колбасе сетка останется без покрытия, что придаст внешний вид варившегося в сетке копчёного продукта. После тиснения рисунка в виде сетки на по меньшей мере одном термопластичном пористом абсорбирующем слое необязательно может проводиться стадия термоформования, на которой дополнительно нагретая (при необходимости) оболочка формуется с помощью формы таким образом, чтобы создать выпуклости.
Следовательно, если по меньшей мере один пористый абсорбирующий слой является по меньшей мере одним абсорбирующим внутренним слоем, то может проводиться стадия тиснения сетки. По меньшей мере один пористый абсорбирующий слой повреждается и поэтому в процессе внутреннего покрывания тиснёные участки сетки не абсорбируют функциональную добавку. Этот эффект может усилиться, если удерживаемый рисунок дополнительно формируется процессом термоформования.
В случае, если рельефное тиснение поддерживается повышенными температурами (например, как в процессе горячего штампования), то очень важно, чтобы трубчатая оболочка не склеивалась внутри. В то время как этого можно избежать за счёт достаточно высокой температуры плавления внутреннего слоя по отношению к температуре тиснения, если по меньшей мере один пористый абсорбирующий слой находится на наружной стороне, а вот слипание внутреннего слоя может стать лимитирующим фактором применения нагретого тиснения, если по меньшей мере один пористый абсорбирующий слой находится на внутренней стороне. Для последнего случая прессование надутой воздухом оболочки против имеющей соответствующий рисунок и нагретой формы или сетки позволит локально уменьшить удерживающую способность поверхности указанного по меньшей мере одного пористого абсорбирующего слоя, поскольку теплота будет передаваться через наружные слои к по меньшей мере одному пористому абсорбирующему внутреннему слою.
Стадия термоформования может быть дополнительной стадией, выполняющейся вместе с тиснением рисунка, или может вообще не проводиться, если тиснение считается адекватно эффективным для создания желательной удерживающей способности по образцу рисунка на по меньшей мере одном пористом абсорбирующем слое. Если же стадия термоформования является частью текстурирования оболочки, то она может проводиться в вакуумных формовочных устройствах (таких как гофраторы), известных специалистам в данной области техники, либо с масками (например, металлическими сетками), которые делают возможной деформацию через отверстия в маске. В зависимости от диаметра форм гофратора оболочка может быть ориентирована на той же стадии, что и термоформование. Необязательно гофратор может работать с уже ориентированной оболочкой, если оболочка является достаточно пригодной для термоформования, поскольку она до этого не растягивалась до максимального коэффициента ориентации.
Комбинация форм для термоформования с проволоками, нагреваемыми импульсным нагревом, вместо сетки позволяет объединить 2 стадии – плавление рисунка сетки и термоформование выпуклостей в одной форме. После предварительного нагрева оболочки до температуры термоформования оболочка раздувается против формы, в которой сначала происходит поддерживаемое вакуумом термоформование, а затем плавление сетки, пока оболочка находится в форме.
Термоформованные выпуклости предоставляют дополнительную поверхность для покрывания по меньшей мере одной функциональной добавкой. Поскольку по меньшей мере один пористый абсорбирующий слой является пористым, пористость дополнительно увеличивается за счёт растягивания в процессе термоформования, создавая высокую удерживающую способность.
Дизайн сетки характеризуется отношением площади с сетчатым рисунком к площади без такого рисунка, отношением толщин, в частности, толщины тиснёного слоя к толщине не тиснёного слоя и коэффициентом вытяжки выпуклостей.
Стадия покрывания в типичных случаях проводится отдельно от процесса экструзии с целью поддержания гибкости производства. Однако возможно также проведение процесса покрывания наружной стороны вместе со стадиями экструзии, тиснения, термоформования и/или отжига в непрерывном способе, если по меньшей мере один пористый абсорбирующий слой доступен, т.е. находится снаружи в случае трубчатой оболочки.
В предпочтительном варианте воплощения пищевой оболочки по настоящему изобретению, которая переносит по меньшей мере одну переносимую функциональную добавку, покрывание наружной поверхности происходит способами нанесения печатного изображения или распыления либо погружением оболочки в ванну. В типичных случаях в отдельной стадии сушки нет необходимости, если дозировка адекватная. Тем не менее, стадия сушки, которая одновременно может служить и стадией отжига, если термостойкость функциональной добавки достаточно высокая, может быть полезной для закрепления по меньшей мере одной переносимой функциональной добавки. Сушка может осуществляться традиционными технологиями сушки, такими как сушка горячим воздухом, сушка инфракрасными лучами или другими средствами, включая воздушные лопасти. В то время как обычно воздушные лопасти монтируются таким образом, чтобы они не сдували покрытие, они могут быть полезны для сдувания избытка покрытия с участков с низкой удерживающей способностью или перенасыщенных мест. Если воздушная лопасть использует холодный воздух, то отжиг в этом случае невозможен, как и усадка.
Если отжиг требуется для уменьшения усадки оболочки и термоформованных участков, то стадия отжига может вводиться при условии, что оболочка нагрета до температуры отжига при достаточном натяжении, чтобы не потерять геометрические свойства. Термоформованные и покрытые добавкой участки в процессе сушки вновь приобретают способность к усадке, так что эти участки теперь имеют большее количество функциональной добавки на единицу площади, чем не термоформованные участки, что приводит, например, к различной интенсивности цвета поверхности готового пищевого продукта.
В альтернативном варианте оболочка по настоящему изобретению, которая после рельефного тиснения и/или термоформования будет переносить по меньшей мере одну переносимую функциональную добавку, может пропускаться через две пары последовательно расположенных сжимающих роликов, где может размещаться пузырь с жидкостью, содержащей композицию с по меньшей мере одной переносимой функциональной добавкой, которая предпочтительно представляет собой раствор или суспензию указанной по меньшей мере одной переносимой функциональной добавки. Эта пропитка перемещающимся пузырём возможна в том случае, если тиснёная и необязательно термоформованная оболочка с наружным пористым абсорбирующим слоем была вывернута наизнанку или по меньшей мере один пористый абсорбирующий слой уже является внутренним слоем трубчатой оболочки либо тиснёной, необязательно термоформованной запечатанной плоской плёнки.
Когда на внутреннюю сторону оболочки, имеющей термоформованный рисунок участков с уменьшенной толщиной слоя, наносится покрытие методом пузыря с жидкостью, перемещающегося между парами прижимных барабанов, то плоские термоформованные участки с уменьшенной толщиной слоя могут захватывать жидкость, которая не была отжата из оболочки. В этом случае рекомендуется, чтобы у по меньшей мере одного пористого абсорбирующего слоя не было времени стать насыщенным по меньшей мере одной переносимой функциональной добавкой в процессе прохождения между парами прижимных барабанов, для того чтобы захваченная жидкость могла быть абсорбирована в некоторой степени по меньшей мере одним пористым абсорбирующим слоем в процессе последующего хранения пропитанной оболочки. Эта абсорбция жидкой функциональной добавки может увеличиться за счёт использования вышеупомянутых гидрофильных компонентов в рецептуре слоёв, контактирующих с функциональной добавкой. К тому же, количество захваченной жидкости уменьшается, если пузырь между 2 парами прижимных барабанов вместе с оболочкой вертикально перемещается вверх, в результате чего избыток жидкости под действием силы тяжести вытекает из термоформованных участков назад в резервуар для пищевой добавки.
Если наносится наружное покрытие путём погружения или внутреннее покрытие с помощью перемещающегося пузыря, то покрытие однородно покрывает поверхность оболочки, имеющей рисунок участков с уменьшенной толщиной слоя и участков с не уменьшенной толщиной слоя. В отличие от этого, распыление с наружной стороны или распыление с внутренней стороны в процессе гофрирования обычно не поставляет функциональную добавку в соответствии со специфической локально варьирующейся удерживающей способностью, если форсунки пульсируют и расположены ненадлежащим образом с учётом желательной схемы удерживающей способности или если распыляемое количество меньше, чем количество, которое может удержать общая удерживающая способность оболочки.
Если пропитка по меньшей мере одной переносимой функциональной добавки происходит перед процессом термоформования, но после стадии тиснения/плавления, то термоформованные участки будут содержать меньше добавки из расчёта на площадь поверхности по меньшей мере одного пористого абсорбирующего слоя, так что на набивке готового продукта указанные участки будут меньше покрыты переносимой функциональной добавкой из расчёта на площадь. Различие в цвете между участками с высокой удерживающей способностью и участками с низкой удерживающей способностью, которое становится видимым на поверхности колбасы, зависит от степени изменения пористости по меньшей мере одного пористого абсорбирующего слоя на стадии тиснения/плавления.
Готовые пищевые оболочки по изобретению обычно имеют локально различающуюся общую толщину (в зависимости от обработки, проводимой на по меньшей мере одном термопластичном пористом абсорбирующем слое) в диапазоне от 10 мкм до 230 мкм, предпочтительно – от 20 до 180 мкм, более предпочтительно – от 30 до 150 мкм.
Оболочка необязательно может гофрироваться по традиционной технологии, известной специалисту в данной области техники. Альтернативно, возможно также использование из рулона, в кусках или в виде рукава.
Если пищевая оболочка будет запечатываться, например, для создания трубчатых оболочек или мешков, то контактирующий с пищевым продуктом слой изготовляется из термосвариваемого термопластичного материала. Если рукавная плёнка с открытым концом или плоская плёнка будет запечатываться в рукав, то последовательность слоёв должна отражать необходимость запечатывания, т.е. запечатываемые поверхности должны быть изготовлены из термосвариваемого термопластичного материала. Ламинированная плёнка или формуемая отливкой плёнка может состоять из слоёв с уменьшенной шириной по сравнению с другими слоями плёночной структуры, чтобы, например, наружный слой(и) могли свариваться непосредственно друг с другом в нахлёстку, например, с помощью ультразвуковой сварки. Альтернативно, если наружные слои тиснёной плоской плёнки невозможно запечатать в нахлёстку клейкой полоской, то плёнка может ламинироваться термосвариваемой плёнкой для преобразования плоской плёнки в трубчатую оболочку с последующим запечатыванием её дополнительной полоской из такого же термосвариваемого материала в нахлёстку или свариванием встык концов плёнки.
С учётом вышеуказанных свойств пищевая оболочка с покрытием или пропиткой по изобретению может заполняться пищевым продуктом, в частности, мясными продуктами, такими как колбасный или ветчинный фарш либо плавленый сыр или рыбные продукты, и переносить окрашивающие или ароматизирующие функциональные пищевые добавки на пищевой продукт в процессе термообработки (варки) и/или хранения.
Ниже изобретение описывается с приведением примеров вариантов его осуществления и сравнительных примеров, но без ограничения объёма изобретения.
Примеры
Неориентированная оболочка сравнительного примера C1 изготовлялась на линии экструзии раздувом плёнки с 5 экструдерами с использованием следующего сырья:
- PE: полиэтилен: LLDPE 1004 YB от ExxonMobil
- связывающий агент: модифицированный полиолефин Admer NF 518E от Mitsui Chemicals
- PA6: полиамид: 80% Tarnamid T30 от Zaklady Azotowe 20% PA 6I/6T Grivory G21 от EMS.
Трубчатая оболочка изготовлялась пластификацией и гомогенизацией PE, связывающего агента и PA6 в соответствующих экструдерах, как описано ниже в табл.1, причём упомянутый первый слой контактирует с пищевым продуктом. Слои на основе полиамида имели температуру плавления примерно 240°C, а слои на основе полиолефина и адгезивов (= связующий агент) – примерно 220°C. 5 потоков расплава были коэкструдированы в рукaв при использовании 5-слойной экструзионной головки при 240°C, в которой отдельные потоки объединялись в количественных соотношениях в соответствии с желательной толщиной отдельных слоёв и экструдировались через кольцевую головку. Пузырь охлаждался воздухом через внутреннее воздушное и охлаждающее кольцо на наружной стороне. Внутренняя поверхность оболочки обрабатывалась в коронном разряде, с тем чтобы натяжение при смачивании составило 40 мН/м. Толщина трубчатой оболочки в плоском виде составляла 160 мм. Толщина слоёв от внутренних до наружных составляла 15 мкм (PE), 7 мкм (связывающий агент), 20 мкм (PA), 7 мкм (связывающий агент) и 15 мкм (PA). На следующей стадии оболочка на внутреннюю поверхность оболочки наносилось покрытие из функциональной добавки (Hickory Alkalized Smoke от Kerry Ingredients & Flavours) методом вертикального “перемещающегося пузыря” между 2 парами зажимных барабанов при времени контактирования 120 с. Давление верхней пары сжимающих барабанов составляло 2 бар.
Сравнительный пример C2 выполнялся так же, как и сравнительный пример C1, но PE-слой был сделан пористым путём добавления пенообразующего агента. Слой, контактирующий с пищевым продуктом, имел следующий состав:
- P1: пористый 1: 95 мас.% LLDPE 1004 YB от ExxonMobil 0,5 мас.% Ecocell H1 от Clariant.
Толщина слоёв от внутренних до наружных составляла 15 мкм (содержание не использованного сухого вещества) (P1), 7 мкм (связывающий агент), 20 мкм (PA), 7 мкм (связывающий агент) и 15 мкм (PA). При выходе из экструзионной головки пенообразующий агент увеличивал толщину слоя P1 в среднем до 69 мкм. Внутренняя поверхность оболочки была обработана коронным разрядом такой же интенсивности, что и в C1, но по причине пористости поверхностное натяжение невозможно было оценить тестом с чернилами. На следующей стадии пористая оболочка покрывалась функциональной добавкой Hickory Alkalized Smoke от Kerry Ingredients & Flavours методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контакта 120 с. Давление верхней пары сжимающих барабанов составляло 2 бар.
Пример 1 согласно изобретению выполнялся с использованием оболочки сравнительного примера C2, но без покрытия, в качестве оригинальной оболочки, вывернутой таким образом, чтобы пористый слой был снаружи. Распрямлённая трубчатая оболочка подвергалась тиснению в течение 15 с при гидравлическом давлении 80 бар в гидравлическом цилиндре диаметром 45 мм между 2-мя штампами для тиснения, покрытых фторэтиленовым полимером (PTFE-), длиной 280 мм и шириной 250 мм; штампы нагревались до температуры примерно 130°C, т.е. выше температуры плавления пористого, на основе полиолефина, контактирующего с пищевым продуктом слоя, но ниже температуры плавления полиамидного слоя, и способны к тиснению сетки толщиной 1 мм и шириной ячеек (меш) квадратной формы 17 мм путём вплавления рисунка сетка в пористый слой. После тиснения участки сетки с тонким тиснением имели меньшую непрозрачность в сравнении с пористыми меш-участками. Тиснёная оболочка вновь выворачивалась и покрывалась функциональной добавкой Hickory Alkalized Smoke от Kerry Ingredients & Flavours методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контакта 120 с. Давление верхней пары сжимающих барабанов составляло 2 бар.
Пример 2 согласно изобретению выполнялся с использованием оболочки сравнительного примера C2, но без покрытия, в качестве исходной оболочки. Оболочка была обрезана с одного края с целью получения открытой плоской ширины 270 мм. Пористая сторона вскрытой оболочки подвергалась тиснению в течение 15 секунд при гидравлическом давлении 80 бар в гидравлическом цилиндре диаметром 45 мм с одним штампом для тиснения с PTFE-покрытием длиной 280 мм и шириной 250 мм; штамп нагревался до температуры примерно 130°C и способен к тиснению сетки толщиной 1 мм и шириной ячеек (меш) квадратной формы 17 мм. Плёнка размещалась относительно штампа таким образом, чтобы по 10 мм с каждого из двух концов вскрытой плёнки остались без тиснения. После тиснения участки сетки с тонким тиснением имели меньшую непрозрачность в сравнении с пористыми меш-участками. Тиснёная плёнка с подлежащими термоформованию пористыми участками квадратной формы предварительно нагревалась инфракрасным нагревом на нетиснёной стороне до температуры термоформования примерно 100°C. В отделении для термоформования, пока плёнка удерживалась на месте верхней и нижней формами для термоформования с совпадающими по рисунками сетки, участки квадратной формы равномерно вытягивались под действием вакуума в нижней форме и давлением воздуха в верхней форме в полости нижней формы для термоформования, которые имели форму (в направлении, перпендикулярном плоскости плёнки) слишком натянутых выпуклостей (глубина 10 мм), растягивая, тем самым, тиснёные квадратной формы участки с коэффициентом вытяжки примерно от 3 до 4. После термоформования глубина выпуклостей уменьшилась в результате инфракрасного нагрева до примерно 3-4 мм. На следующей стадии тиснёная и термоформованная плёнка покрывалась функциональной добавкой Hickory Alkalized Smoke от Kerry Ingredients & Flavours путём распыления, затопления горизонтальной тиснёной и термоформованной плёнки в течение 1 мин. Для удаления избытка жидкости плёнку пропускали через цилиндр и направляли вверх под углом 45° в течение 1 мин, причём воздушные пузырьки на нижней стороне плёнки препятствовали тому, чтобы функциональная добавка попадала на нижнюю сторону плёнки. После прохождения через покрытый рукавом цилиндр с рукавами негативной выпуклой топологии, совпадающей с топологией термоформованной плёнки, покрытая, теперь горизонтальная, плёнка высушивалась в потоке воздуха при 80°C. Сушка прекращалась, когда функциональная добавка была достаточно сухой для подачи на следующую стадию. В заключение плёнка запечатывалась с образованием рукава, внутренняя сторона которого была покрыта полоской из Tarnamid T30 (который представляет собой полиамид 6) толщиной 30 мкм, приваренной к PA-слою на не перекрывающихся нетиснёных и не термоформованных краях плёнки 2-мя продольными сварными швами (ультразвуковой сварки) шириной 1 мм, имеющими достаточную прочность, чтобы уцелеть в процессе цикла варки. Оболочка примера 2 не выворачивалась перед заполнением оболочки.
Ориентированная оболочка сравнительного примера C3 изготовлялась в виде 3-слойной структуры на линии экструзии с 3-мя одношнековыми экструдерами способом двойного раздува рукавной плёнки с использованием следующего сырья:
- P2: пористый слой 2: соединение A, как описано ниже
- связующий агент: модифицированный полиолефин Bynel 50E571 от Du Pont
- PA6: полиамид: 80% PA6 Ultramid B 36 SL от BASF 20% PA6I/6T Grivory G21 от EMS.
Соединение A, которое используется в P2, получено из следующего сырья:
- 63 мас.% полипропилена: MTEGRITYP P100 от M. Holland Company
- 19 мас.% соевого масла: рафинированное IP Ph. Eur. 8.0 от Gustav Heess GmbH
- 8 мас.% глицерина: 99,5% дистиллированного глицерина/Pharma grade от Preol, a.s.
- 10 мас.% силики: Hi-Sil ABS-D от PPG Industries.
Для приготовления соединения A в котле с обогревом и мешалкой при температуре 50°C смешивались масло и глицерин перед добавлением силики (диоксид кремния) и перемешивались до тех пор, пока смесь не стала представлять собой флотирующие крошки. Эти крошки компаундировались с полипропиленом в ZSK 25 (от Werner & Pfleiderer) с 25мм-шнеками с отношением длины к диаметру, равным 50. Компаунд гомогенизировался при 250 об/мин и температуре от 170 до 230°C и выходил через матрицу компаундера в форме жгута диаметром 2 × 3,5 мм при производительности 12 кг/ч. Затем белый жгут охлаждался на водяной бане и измельчался на гранулы.
Трубчатая оболочка сравнительного примере C3 была изготовлена пластификацией и гомогенизацией сырья в соответствующих одношнековых экструдерах, как описано ниже в таблице 1, причём упомянутый первый слой – это слой, который находится в контакте с пищевым продуктом. Слои на основе полиамида имели температуру плавления около 255°C, а слои на основе полиолефина и адгезивов (= связующие) – около 240°C. 3 потока расплава подвергались коэкструзии с образованием первичного рукава с помощью 3-слойной экструзионной головки при 255°C, в которой отдельные потоки объединялись в количественных соотношениях в соответствии с желательной толщиной отдельных слоёв и экструдировались через кольцевую фильеру головки. Первичный рукав быстро охлаждался до примерно 20°C и затем нагревался до примерно 80°C для ориентации при соотношении площадей 9,24:1. В следующей зоне нагрева полученная оболочка термостабилизировалась, так что её усадка при нагревании достигла 12%. В 3-слойной оболочке толщина наружного слоя (A) составляла 42 мкм, толщина адгезивного слоя (HV) – 4 мкм, толщина внутреннего слоя (P) – 34 мкм. Усадка оболочки спустя 15 мин пребывания в воде температурой 80°C составила 20% в продольном направлении и 19% в поперечном направлении. Плоская ширина трубчатой оболочки была 160 мм. На следующей стадии оболочка покрывалась функциональной добавкой SmokEz Cherrywood Poly2515 от Red Arrow методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контакта 300 с. Давление верхней пары прижимных барабанов составляло 2 бар.
Пример 3 согласно изобретению выполнялся с использованием оболочки сравнительного примера C3, но без покрытия, в качестве исходной оболочки. Чтобы вплавить рисунок в виде сетки в пористый слой, оболочка раздувалась в течение 3 секунд давлением воздуха 0,4 бар между 2 штампами для тиснения с FEP-покрытием, которые нагревались до 165°C и отстояли друг от друга на 20 мм, причём каждый штамп для тиснения длиной 280 мм и шириной 250 мм может тиснить сетки толщиной 1 мм с шириной ячейки(меш) квадратной формы 17 мм путём вплавления рисунка сетки в пористый слой. В тех местах, где оболочка контактировала со штампами для тиснения, она показала меньшую непрозрачность, что указывает на частичную потерю пористости при оплавлении матрицы. На следующей стадии термически обработанная оболочка покрывалась функциональной добавкой SmokEz Cherrywood Poly2515 от Red Arrow методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контакта 300 с. Давление верхней пары прижимных барабанов составляло 2 бар.
Ориентированная оболочка сравнительного примера C4 изготовлялась в виде 5-слойной структуры на линии экструзии способом двойного раздува рукавной плёнки с 5 одношнековыми экструдерами с использованием следующего сырья:
- P3: пористый 3: 73 мас.% Flexirene CL 10U от Polimeri Europa, 27 мас.% мастербатча (суперконцентрат) на LLDPE-основе с 40 мас.% талька от Performance Compounding, 6,356 г/ч азота Nitrogen 4,0 (степень чистоты 99,99%) от Linde Gas,
- связующий агент: модифицированный полиолефин
- Admer NF 518E от Mitsui Chemicals,
- PE: полиэтилен: Flexirene CL 10U от Polimeri Europa,
- PA6: полиамид: 95% PA 6 Akulon F136C от DSM, 0,5% PA 6I/6T Grivory G21 от EMS.
Трубчатая оболочка сравнительного примера C4 изготовлялась пластификацией и гомогенизацией сырья в соответствующих одношнековых экструдерах, как описано в табл.1, причём вышеупомянутый первый слой один контактировал с пищевым продуктом. Полиамид-содержащие слои имели температуру плавления около 250°C, а слои на основе полиолефина и адгезивы(= связующие агенты) – около 230°C. Дозирующая система для инжекции сверхкритического порообразующего агента (азота) была связана с экструдером, питающим пористый внутренний слой. 5 потоков расплава коэкструдировались в первичный рукав через 5-слойную головку при 250°C, в которой отдельные потоки объединялись в количественных соотношениях с учётом желательной толщины отдельных слоёв, и экструдировались через кольцевую фильеру головки. Первичный рукав быстро охлаждался примерно до 20°C, а затем нагревался примерно до 80°C для ориентации при соотношении площадей 8,0:1. В следующей зоне нагрева полученная оболочка термостабилизировалась, так что её усадка при нагреве после 1 мин пребывания в воде температурой 80°C достигла 15% в обоих направлениях. В 5-слойной оболочке толщина полиамидного наружного слоя составила 30 мкм, толщина связывающих слоёв – по 2,5 мкм каждый, толщина полиэтиленового центрального слоя – 10 мкм и толщина внутреннего слоя (P3) – 55 мкм. Плоская ширина трубчатой оболочки была 160 мм. На следующей стадии оболочка покрывалась функциональной добавкой SmokEz Cherrywood Poly2515 от Red Arrow методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контакта 120 с. Давление верхней пары прижимных барабанов составляло 2 бар.
Пример 4 согласно изобретению выполнялся с использованием оболочки сравнительного примера C4, но без покрытия, в качестве исходной оболочки. Чтобы вплавить рисунок в виде сетки в пористый слой, оболочка раздувалась в течение 10 секунд давлением воздуха 0,2 бар между 2 штампами для тиснения с тефлоновым покрытием, которые нагревались до 130°C и отстояли друг от друга на 20 мм, причём каждый штамп для тиснения длиной 280 мм и шириной 250 мм способен тиснить сетку толщиной 1 мм и с шириной ячейки(меш) квадратной формы 17 мм путём вплавления рисунка сетки в пористый слой. В тех местах, где оболочка контактировала со штампами для тиснения, она показала меньшую непрозрачность, что указывает на частичную потерю пористости при оплавлении матрицы. На следующей стадии термически обработанная оболочка покрывалась функциональной добавкой SmokEz Cherrywood Poly2515 от Red Arrow методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контакта 120 с. Давление верхней пары прижимных барабанов составляло 2 бар.
Ориентированная оболочка сравнительного примера C5 изготовлялась таким же способом, что и C4, но с использованием следующего сырья для пористого слоя:
- P4: пористый 4: 75 мас.% Admer NF 518E от Mitsui Chemicals, 0,5 мас.% мастербатча (суперконцентрат различных добавок) на LLDPE-основе с 40 мас.% талька от Performance Compounding, 20 мас.% PA 6 Akulon F136C от DSM, 7,718 г/ч азота Nitrogen 4.0 (степень чистоты 99,99%) от Linde Gas.
В 5-слойной оболочке толщина полиамидного наружного слоя составляла 30 мкм, толщина связывающих слоёв – по 2,5 мкм каждый, толщина полиэтиленового центрального слоя – 10 мкм и толщина внутреннего слоя (P4) составляла 65 мкм. Оболочка покрывалась функциональной добавкой Hickory Alkalized Smoke by Kerry Ingredients & Flavours методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контакта 120 с. Давление верхней пары прижимных барабанов составляло 2 бар.
Пример 5 согласно изобретению выполнялся с использованием оболочки сравнительного примере C5, но без покрытия, в качестве исходной оболочки путём обработки её, как в примере 4, за исключением того, что инструменты для тиснения использовались при температуре 150°C. Термически обработанная оболочка покрывалась функциональной добавкой Hickory Alkalized Smoke от Kerry Ingredients & Flavours методом вертикально “перемещающегося пузыря” между 2 парами прижимных барабанов при времени контактирования 120 с. Давление верхней пары прижимных барабанов составляло 2 бар.
Таким образом, в сравнительных целях на оригинальные оболочки примеров наносилось покрытие и проводилась оценка без предварительного подвергания их термическому рельефному тиснению и/или стадии термоформования. Сравнительный пример C1 – это сравнительный пример C2 без химического пенообразующего агента в слое, контактирующем с пищевым продуктом; сравнительный пример C2 – это оригинальная оболочка примеров 1 и 2; сравнительные примеры C3, C4 и C5 – это оригинальные оболочки соответственно примеров 3, 4 и 5.
Таблица 1 даёт обзор оболочек в приведенных примерах.
Оценка образцов
Примеры были охарактеризованы с помощью следующих методов оценки:
- общая толщина стенки на имеющих не уменьшенную толщину слоя участках по меньшей мере одного пористого абсорбирующего слоя (TWT n-r PL).
Необработанные участки оболочки – это имеющие не уменьшенную толщину слоя участки по меньшей мере одного пористого абсорбирующего слоя. Если оболочка только тиснёная, то необработанные участки оболочек по изобретению показывают более высокую степень непрозрачности, чем обработанные участки, так что эти участки можно визуально обнаружить и различить на фоне источника света, такого как негатоскоп (для просмотра рентгенограмм), или на другом контрастном фоне. Если на внешнюю поверхность наружного объёмного слоя оболочки нанесено печатное изображение, то при необходимости удаления типографской краски можно использовать адекватный метод, например, с применением растворителя для краски. По окружности оболочки были отмечены несмываемым маркером 10 мест с визуально наиболее высокой непрозрачностью на внешней поверхности самого удалённого от центра объёмного слоя, причём отмеченные места имели анализируемую не уменьшенную толщину слоя. Ни одна пара из 10 мест не находилась на одной линии в продольном направлении. К тому же, если топология поверхности это позволяет, из 10 мест на участках, имеющих не уменьшенную толщину слоя, каждое выбирается таким образом, чтобы в направлении линии экструзии тиснёная область была достаточно близка к тому, чтобы иметь оба вида участков, т.е. с не уменьшенной и уменьшенной толщиной слоя, делается один тонкий врез для анализа толщины объёмного слоя в этом месте. После хранения образца в течение 1 суток при условиях испытания (23°C и относительная влажность 50%) измеряется общая толщина стенки в этих 10 местах согласно DIN 53370:2006-11 метод F (для тиснёных плёнок) с помощью толщиномера, имеющего диаметр зоны измерения 8 мм и контактное давление 20 кПа. Поскольку пористые слои могут показывать вязко-эластичную деформацию под давлением, показания, считываемые спустя 1 секунду контакта, выражаются как общая толщина стенки.
Если оболочка подверглась термоформованию, то термоформованные участки могут быть отмечены как участки, выходящие из плоскости плёнки, когда открытая трубчатая оболочка размещается наружной поверхностью по меньшей мере одного её пористого абсорбирующего слоя плашмя на плоскую поверхность. В зависимости от размеров пор необработанной оболочки термоформованные участки могут иметь более высокую непрозрачность или более низкую непрозрачность, чем необработанные участки с не уменьшенной толщиной слоя. Участки с не уменьшенной толщиной слоя, помеченные для оценки общей толщины стенки, выбраны из мест наиболее высокой непрозрачности, которые находятся в плоскости плёнки, т.е. являются не термоформованными.
Поскольку толщиномер, как описано выше, с наконечником 8 мм может не подходить для измерения толщины необработанного места на термоформованных участках в случае термоформованной оболочки, участки, имеющие не уменьшенную толщину слоя, делаются доступными (после хранения образца в течение 1 суток в условиях испытаний: 23°C и относительная влажность 50%) в результате вырезания полосок шириной 5 мм с помеченными точками на полосках. С помощью толщиномера с контактным усилием 0,5 Н измеряется (согласно DIN 53370:2006-11 метод P) общая толщина стенки на участке, имеющем не уменьшенную среднюю толщину по меньшей мере одного пористого абсорбирующего слоя. Поскольку пористые слои могут показывать вязко-эластичную деформацию под давлением, показания, считываемые спустя 1 секунду контакта, выражаются как общая толщина стенки.
- Общая толщина стенки на имеющем уменьшенную среднюю толщину слоя участке по меньшей мере одного пористого абсорбирующего слоя (TWT r PL)
Если оболочка имеет рельефное тиснение, то тиснёные участки оболочки – это и есть участки с уменьшенной средней толщиной слоя по меньшей мере одного пористого абсорбирующего слоя. Вообще говоря, тиснёные участки оболочки по изобретению имеют более низкую непрозрачность, чем необработанные участки, так что эти участки можно визуально обнаружить и различить на фоне источника света, такого как негатоскоп, или на другом контрастном фоне. Если на внешнюю поверхность наружного объёмного слоя оболочки нанесено печатное изображение, то при необходимости удаления типографской краски можно использовать адекватный метод, например, с применением растворителя для краски. 10 мест наименьшей визуальной непрозрачности, т.е. максимальной прозрачности, выбраны для измерений с учётом вышеупомянутой близости к местам нахождения не уменьшенной средней толщины слоя на по меньшей мере одном пористом абсорбирующем слое. В случае тиснёной оболочки рекомендуется начинать выбор подлежащих оценке мест на имеющих уменьшенную среднюю толщину слоя участках по меньшей мере одного пористого абсорбирующего слоя, а затем выбирать соседние места с не уменьшенной средней толщиной слоя на по меньшей мере одном пористом абсорбирующем слое в продольном направлении.
Если площадь рельефного тиснения согласно настоящему изобретению слишком мала для измерения по стандарту DIN 53370:2006-11 метод F (для плёнок с тиснением), то оценка может проводиться под световым или оптическим микроскопом, как описано ниже для определения толщины объёмного слоя(ёв).
В случае термоформованной оболочки общая толщина стенки участков с уменьшенной средней толщиной слоя на по меньшей мере одном пористом абсорбирующем слое определяется после хранения образца в течение 1 суток в условиях испытаний (23°C и относительная влажность 50%)), вдоль самого длинного термоформованного контура 10 разных термоформованных участков вырезается полоска шириной 5 мм. С помощью толщиномера с контактным усилием 0,5 Н согласно DIN 53370:2006-11 метод P и сканирования множественных измерений самой малой общей толщины стенки определяется местоположение самой малой общей толщины стенки на участке с высокой удерживающей способностью и измеряется общая толщина стенки. Поскольку пористые слои могут показывать вязко-эластичную деформацию под давлением, показания, считываемые спустя 1 секунду контакта, выражаются как общая толщина стенки.
- Объёмный слой(слои): толщина объёмного слоя(ёв) в местах с не уменьшенной и уменьшенной толщиной слоя на по меньшей мере одном пористом абсорбирующем слое (соответственно BL LT n-r PL и BL LT r PL)
Все места измерений толщины слоя помечены на непористой наружной поверхности оболочки несмываемым маркером, так что одно и то же место может оцениваться под световым или оптическим микроскопом с подходящим увеличением и контрастностью. Толщина по меньшей мере одного непористого слоя (= объёмные слои) в местах, помеченных для измерения толщины слоя, определялась на тонких срезах толщиной 20мкм, приготовленных с помощью микротома RM 2245 от Leica, и анализировалась микроскопом BX51 от Olympus при увеличении 10x40 в режиме светопропускания.
В том случае, если оболочку нельзя разрезать для получения тонкого среза, можно воспользоваться крио-микротомом (криотомом) и/или образец можно заключить в отверждающуюся смолу перед разрезанием.
- Пористый слой(слои): толщина слоя в местах с не уменьшенной и уменьшенной толщиной слоя на по меньшей мере одном пористом абсорбирующем слое (соответственно PL LT n-r PL и PL LT r PL)
Толщина по меньшей мере одного пористого абсорбирующего слоя определяется как разница между общей толщиной стенки оболочки в анализируемом месте (соответственно TWT n-r PL и TWT r PL) и толщиной по меньшей мере одного объёмного слоя (соответственно BL LT n-r PL и BL LT rPL) в этом же месте.
Что касается средней толщины по меньшей мере одного термопластичного пористого абсорбирующего слоя на участках с не уменьшенной или уменьшенной толщиной слоя, то средние значения PL WT, определяемые для каждого из 10 мест на участках с не уменьшенной и уменьшенной толщиной слоя соответственно в результате тиснения и термоформования, рассчитывались по отдельности. Если оболочка была тиснёной и термоформованной, то брали наименьшую среднюю толщину слоя на по меньшей мере одном термопластичном пористом абсорбирующем слое и использовали её для расчёта разницы в средней толщине слоя на участках с не уменьшенной средней толщиной слоя и на участках с уменьшенной толщиной слоя по меньшей мере одного термопластичного пористого абсорбирующего слоя.
- Коэффициент удерживающей способности (RCR)
Для определения коэффициента удерживающей способности для каждого оцениваемого места слоя вычисляется соотношение толщины по меньшей мере одного пористого абсорбирующего слоя, рассчитываемой как разница между общей толщиной стенки оболочки и толщиной объёмного слоя(ёв), к толщине по меньшей мере одного объёмного слоя в том же месте.
По 10 значениям RC для каждого из участков, имеющих не уменьшенную среднюю толщину слоя, участков, имеющих уменьшенную в результате тиснения толщину слоя, и/или участков, имеющих уменьшенную в результате термоформования толщину слоя, рассчитывалось соответствующее среднее значение RCR. Разница в удерживающей способности (RCD) между участками с высокой удерживающей способностью и участками с низкой удерживающей способностью рассчитывалась как абсолютная разница между максимальным средним значением RCR и минимальным средним значением RCR и выражалась как разница в удерживающей способности примера в% от среднего коэффициента удерживающей способности участков, имеющих минимальный средний коэффициент удерживающей способности образца.
- Масса покрытия
Масса покрытия оценивалась путём измерения массы трубчатой оболочки с внутренним пористым слоем (т.е. запечатанной, без покрытия из примера 2) до и после пропитки жидким дымом (в зависимости от примера с жидким дымом типа Hickory Teepak Alkalized Smoke от Kerry Ingredients & Flavours или типа SmokEz Cherrywood Poly2515 от Red Arrow). Оболочка длиной 1000 мм разрезалась, средняя плоская ширина рассчитывалась по результатам 3-х измерений линейкой до 0,5 мм на обоих концах и в центре куска оболочки, и масса измерялась на весах (с максимальным пределом взвешивания 420 г и ценой деления d = 0,001 г от Sartorius). Затем оболочка запечатывалась на одном конце с помощью клейкой ленты и заполнялась жидким дымом таким образом, чтобы (в процессе хранения в горизонтальном плоском виде на столе) вся внутренняя поверхность была в контакте с жидким дымом в течение 3 мин или 5 мин, таким же было время контакта при подготовке образца. После опорожнения оболочки клейкая лента на её конце удалялась, кусок был обмотан плёнкой-носителем и сжимался парой прижимных барабанов при давлении 2 бар. После сжатия кусок оболочки освобождался от плёнки-носителя и вновь взвешивался. Масса покрытия в г/м² рассчитывалась как разница между двумя измерениями массы в соотношении с площадью поверхности оболочки; как и указывалось, длина оболочки в два раза превышала её среднюю ширину в плоско-сложенном виде.
Для получения одного значения массы покрытия проводилось по 3 измерения и рассчитывалось среднее значение.
- Высота выпуклостей
Для определения высоты выпуклостей на готовой колбасе в оболочке использовался штангенциркуль с линейкой с d = 0,1 мм. 5 ломтей шириной 50 мм отрезались от термически обработанной и охлаждённой колбасы. Сердцевина каждого ломтика вырезалась по кругу таким образом, чтобы осталось цилиндрическое кольцо толщиной примерно 5 мм плюс глубина возможных выпуклостей и оставшаяся ширина 50 мм. Кольцо вырезалось открытым и помещалось плашмя на поверхность стола. Прямоугольная, в форме куба, стеклянная пластина размером 10 см x 10 см x 1,3 мм (масса = 31 г) размещалась по ширине по меньшей мере на 3 выпуклости, и измерялось расстояние между основанием между двумя выпуклостями и верхней поверхностью стеклянной пластины с помощью штангенциркуля с линейкой. Высота выпуклости равняется измеренному расстоянию минус толщина стеклянной пластины. Измерения проводились в 2-х местах/ломоть и по результатам 10 измерений рассчитывалось одно среднее значение.
- Дополнительный барьер
Для оценки дополнительного барьера поверхность термически обработанной колбасы в оболочке протиралась белой бумажной салфеткой. Отмечался любой перенос функциональной добавки через оболочку. “Чистая наружная сторона” означает, что изменения цвета белой бумажной салфетки визуально не обнаружено.
- Поверхностный рисунок после термической обработки (варки)
Колбасы типа болонской готовили путём набивки фаршевой эмульсии в пропитанный материал образца, варки колбас в варочной камере при 76°C в течение 2 часов и охлаждения их в течение ночи до 3°C в холодильной камере. Перенесённый рисунок функциональной добавки на поверхность готовой колбасы с удалённой оболочкой оценивался визуально как видимость более светлого рисунка сетки против более тёмных участков без сетки по шкале от 0 (= рисунок сетки не виден) через 1 (=рисунок сетки едва виден) и 2 (=рисунок сетки хорошо виден) до 3 (=рисунок сетки очень чётко виден).
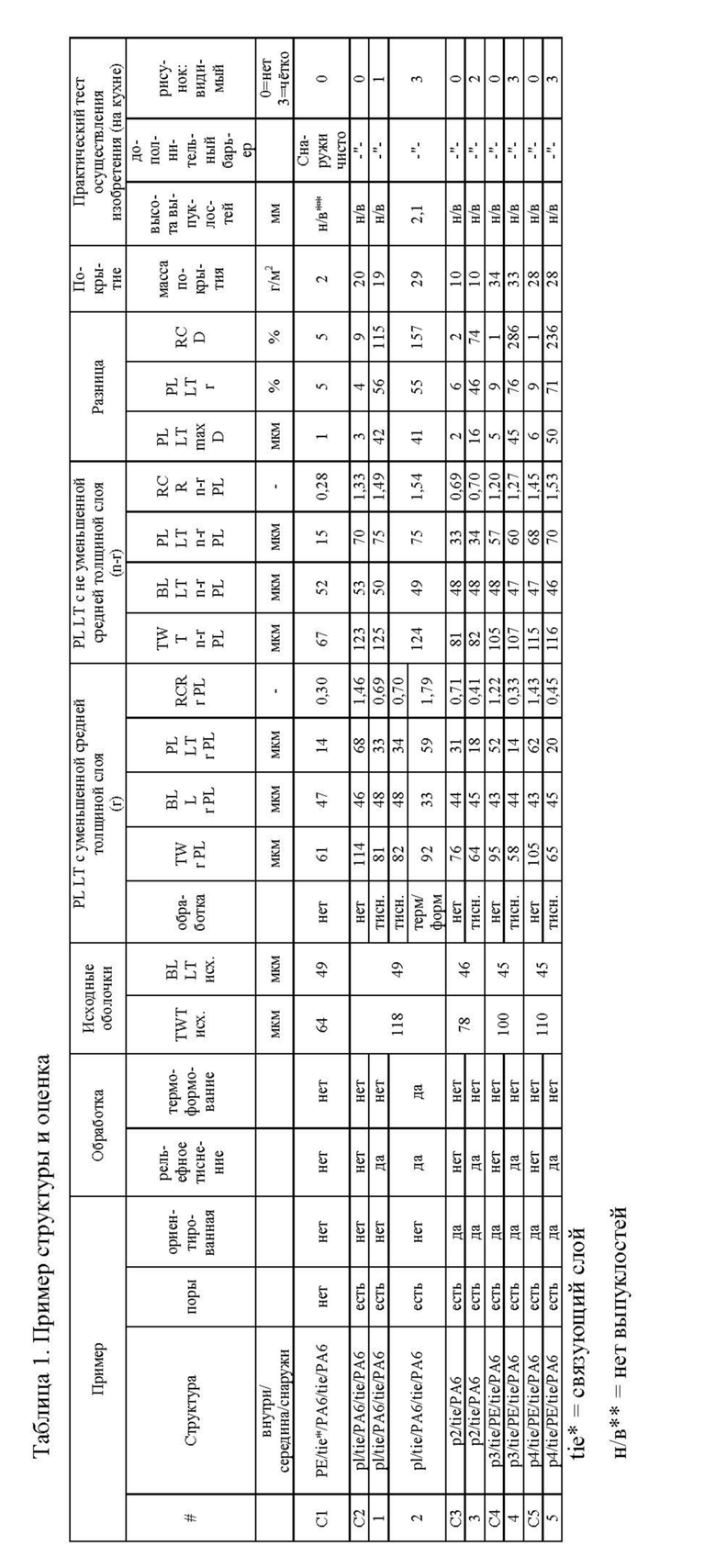
Образцы сравнительных примеров C1 и C2 не показали ни образования выпуклостей, ни рисунка в виде сетки. В C1 незначительное количество жидкого дыма, оставшееся внутри оболочки, привело к появлению очень неровных светлых полос, поскольку большая часть жидкого дыма была отжата прижимными барабанами, а оставшаяся жидкость попала в складки, откуда перешла на мясо. C2, C3, C4 и C5 равномерно перенесли дым, не показывая рисунка сетки.
Примеры согласно изобретению, наоборот, показывают хороший перенос добавки, не позволяя переносимой функциональной добавке мигрировать наружу. Наиболее важным является то, что имеет место чёткое различие в цвете между более тёмной окраской участков без рисунка сетки и более светлой окраской мест с рисунком сетки. Сравнительные примеры 4 и 5, пример 5 показали большее прилипание к поверхности колбасы при удалении оболочки, чем пример 4.
После варки (термической обработки) термоформованные выпуклости примера 2 всё ещё оставались высокими, что способствовало усилению сходства с колбасным продуктом, варка которого проводилась в сетке. Результирующее увеличение пористости и удержание жидкого дыма в выпуклостях не способствовали достижению значительного поверхностному потемнению колбасы на участках без рисунка сетки по сравнению с участками с тиснёной сеткой.
Примеры оболочек по изобретению показали, что оболочки можно заполнять продуктом и проводить термическую обработку (варку) без повреждений. Примеры согласно изобретению показали однородный интенсивный перенос функциональной добавки на участки оболочки, не имеющие рисунка в виде сетки, в результате которого сетка остаётся более светлой в отличие от неудовлетворительного или не соответствующего рисунку переноса в сравнительных примерах. Масса покрытия не сильно изменилась в процессе тиснения/сплавления для создания сетки в примерах 1, 3, 4 и 5.
Примеры согласно изобретению показали локальную удерживающую способность жидкостей от хорошей до отличной. В зависимости от сырья и реализованной деформации удерживающая способность может определяться в широком диапазоне. .
Как описано выше, в альтернативном варианте гидрофильные вещества могут вводиться в барьерные слои для улучшения прохождения воды в оболочке по изобретению или они могут вводиться в по меньшей мере один пористый абсорбирующий слой для повышения абсорбции переносимой функциональной добавки.
Если суммировать вышесказанное, то приведенные примеры показывают, что оболочки по изобретению сочетают в себе удерживающую способность, способность к переносу добавки, непроницаемость для функциональных добавок, избирательное окрашивание и текстуру, типичную для продукта, варка (термическая обработка) которого проводилась в сетке, разносторонность дизайна рисунка и надёжные механические свойства.
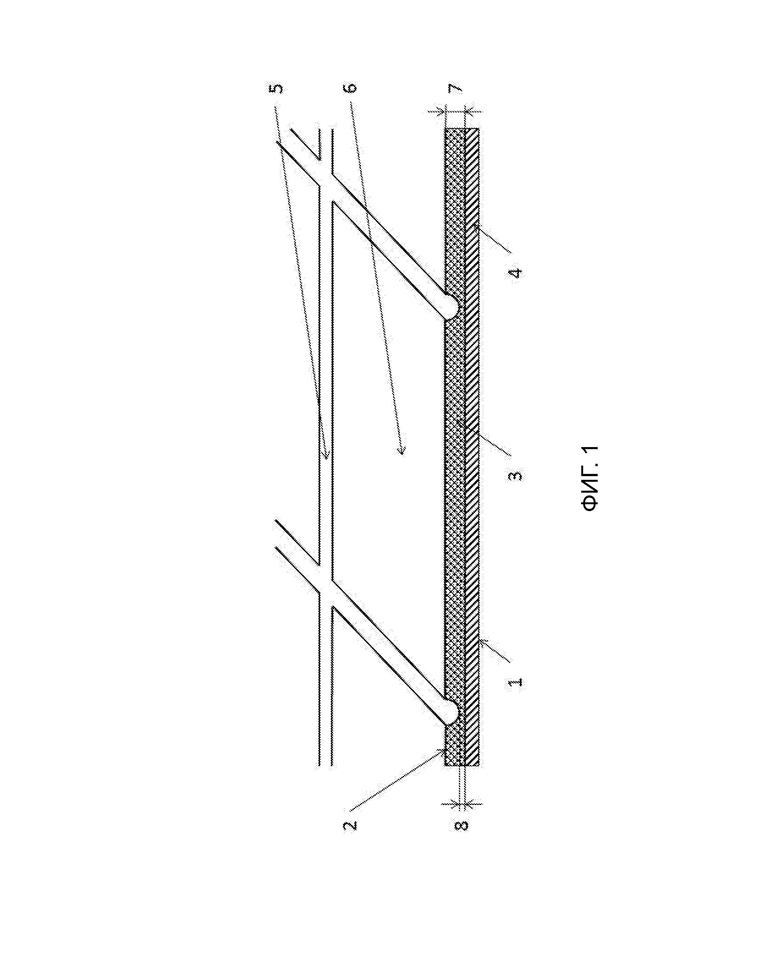
Многослойная коэкструдированная термопластичная пищевая оболочка включает по меньшей мере один термопластичный пористый абсорбирующий слой и по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду. Слой с барьерным эффектом по отношению к водяному пару и/или кислороду имеет среднюю толщину от 5 до 60 мкм по всей площади поверхности. Термопластичный пористый абсорбирующий слой содержит в качестве главного компонента по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов и (со)полиолефинов, и содержит участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя. Средняя толщина термопластичного пористого абсорбирующего слоя на участках, имеющих не уменьшенную среднюю толщину слоя, составляет от 10 до 200 мкм, при этом средняя толщина слоя на участках, имеющих уменьшенную среднюю толщину слоя, меньше на от 7 до 140 мкм и уменьшена на от 30 до 85% по сравнению с участками, имеющими не уменьшенную среднюю толщину по меньшей мере одного термопластичного пористого абсорбирующего слоя. Оба вида участков содержат поры, которые способны абсорбировать функциональную добавку. Изобретение обеспечивает пищевую оболочку, имеющую способность к переносу пищевых добавок на заключённый в эту оболочку пищевой продукт. 2 н. и 12 з.п. ф-лы, 1 табл., 5 пр., 1 ил.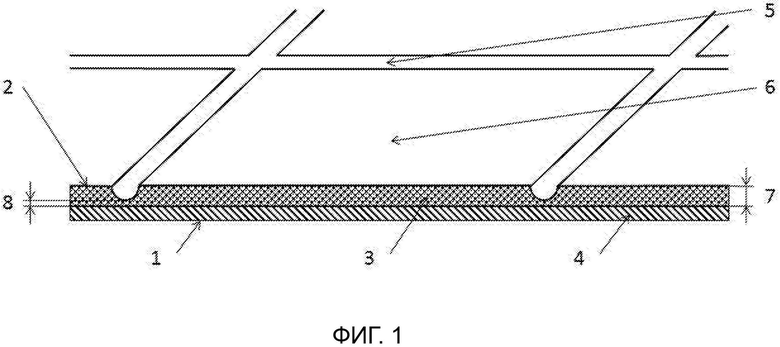
1. Многослойная (ко)экструдированная термопластичная пищевая оболочка, содержащая:
по меньшей мере один термопластичный пористый абсорбирующий слой и
по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду,
при этом указанный по меньшей мере один слой с барьерным эффектом по отношению к водяному пару и/или кислороду имеет среднюю толщину слоя от 5 до 60 мкм по всей площади поверхности,
при этом указанный по меньшей мере один термопластичный пористый абсорбирующий слой содержит в качестве основного компонента по меньшей мере один термопластичный полимерный материал, выбранный из группы, включающей (со)полиамиды и (со)полиолефины,
при этом указанный по меньшей мере один термопластичный пористый абсорбирующий слой содержит участки, имеющие уменьшенную среднюю толщину слоя, и участки, имеющие не уменьшенную среднюю толщину слоя,
при этом средняя толщина указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя на участках с не уменьшенной средней толщиной слоя составляет от 10 до 200 мкм,
при этом средняя толщина слоя на участках, имеющих уменьшенную среднюю толщину слоя, составляет менее чем от 7 до 140 мкм и уменьшена на от 30 до 85% по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину по меньшей мере одного термопластичного пористого абсорбирующего слоя, и
при этом оба вида участков, имеющие уменьшенную среднюю толщину слоя и имеющие не уменьшенную среднюю толщину слоя, содержат поры, которые способны абсорбировать функциональную добавку.
2. Оболочка по п.1, которая включает в качестве внутреннего слоя указанный по меньшей мере один термопластичный пористый абсорбирующий слой, который содержит (со)полиолефин в качестве основного компонента, при этом поверхность самого внутреннего термопластичного пористого абсорбирующего слоя указанного по меньшей мере одного пористого абсорбирующего слоя прилегает к пищевому продукту, заключённому в оболочку, причём указанный термопластичный пористый абсорбирующий слой также содержит по меньшей мере 5 мас.% (со)полиамида в пересчёте на массу термопластичного полимерного материала, используемого для образования указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя, при этом по меньшей мере один термопластичный пористый абсорбирующий слой содержит наполнитель в количестве от 0,1 до 15 мас.%.
3. Оболочка по п.1, которая представляет собой бесшовную, трубчатую многослойную коэкструдированную термопластичную пищевую оболочку, содержащую термопластичный полимерный материал в указанном по меньшей мере одном термопластичном пористом абсорбирующем слое в массовом соотношении по меньшей мере 55 мас.% в пересчёте на массу термопластичного полимерного материала, используемого для образования указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя.
4. Оболочка по п.1, в которой средняя толщина указанного по меньшей мере одного пористого абсорбирующего слоя на указанных участках, имеющих уменьшенную среднюю толщину слоя, уменьшена на от 10 до 90 мкм и на от 35 до 75%, предпочтительно – на от 15 до 60 мкм и от 40 до 70%, по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину слоя.
5. Оболочка по п.1, в которой средняя толщина указанного по меньшей мере одного пористого абсорбирующего слоя на участках, имеющих не уменьшенную среднюю толщину слоя, составляет от 15 до 130 мкм и в которой средняя толщина слоя на участках, имеющих уменьшенную среднюю толщину слоя, составляет менее чем от 8 до 60 мкм и уменьшена на от 55 до 70% по сравнению с указанными участками, имеющими не уменьшенную среднюю толщину по меньшей мере одного термопластичного пористого абсорбирующего слоя.
6. Оболочка по п.1, в которой по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов и (со)полиолефинов, присутствует в указанном по меньшей мере одном термопластичном пористом абсорбирующем слое в массовом соотношении по меньшей мере 80 мас.% в пересчёте на массу термопластичного полимерного материала, используемого для образования указанного по меньшей мере одного термопластичного пористого абсорбирующего слоя.
7. Оболочка по п.1, в которой пористость указанного по меньшей мере одного пористого абсорбирующего слоя была образована коэкструзией полимерной композиции, содержащей сверхкритический порообразующий агент.
8. Оболочка по п. 1, которая не содержит не-сверхкритического порообразующего агента.
9. Оболочка по п.1, в которой в качестве термопластичного материала используется (со)полиамид.
10. Оболочка по п.1, в которой указанный по меньшей мере один термопластичный пористый абсорбирующий слой не содержит жидкого порообразующего агента.
11. Способ изготовления многослойной (ко)экструдированной термопластичной пищевой оболочки по п.1, включающий стадию подвергания (ко)экструдированной оболочки механической и/или термической обработке с целью создания в указанном по меньшей мере одном пористом абсорбирующем слое удерживающей способности по образцу рисунка с последующей стадией нанесения покрытия и необязательной стадией сушки и с необязательной последующей стадией выворачивания оболочки наизнанку, если по меньшей мере один пористый абсорбирующий слой находился на наружной стороне.
12. Способ по п.11, включающий также стадию подвергания (ко)экструдированной или ламинированной оболочки в состоянии плоской плёнки по меньшей мере одной механической и/или термической обработке с тем, чтобы создать на её по меньшей мере одном пористом абсорбирующем слое удерживающую способность по образцу рисунка, покрывание этой контактирующей с пищевым продуктом стороны функциональной добавкой с последующей необязательной стадией сушки и последующей стадией запечатывания с получением трубчатой оболочки с покрытой функциональной добавкой внутренней стороной.
13. Способ по п.11, дополнительно включающий стадию рельефного тиснения, которая осуществляется при термопластичном состоянии материала слоя, контактирующего с пищевым продуктом, для создания текстурированной поверхности на поверхности (ко)экструдированной термопластичной пищевой оболочки, контактирующей с пищевым продуктом.
14. Способ по п.11, дополнительно включающий стадию подвергания многослойной (ко)экструдированной термопластичной пищевой оболочки одноосной или двуосной ориентации перед стадией формирования текстурированной поверхности на пищевой оболочке.
| EP 3014997 A1, 04.05.2016 | |||
| US 4786512 A, 22.11.1988 | |||
| RU 2009106120 A, 27.08.2010 | |||
| EP 1911352 A1, 16.04.2008 | |||
| WO 2017148682 A1, 08.09.2017 | |||
| US 2011220532 A1, 15.09.2011. |

