Область техники, к которой относится изобретение
Изобретение относится к (ко)экструдированной термопластичной пищевой оболочке, имеющей текстурированную поверхность, к способу изготовления указанной (ко)экструдированной термопластичной пищевой оболочки и к применению указанной (ко)экструдированной термопластичной пищевой оболочки, такой как, например, колбасная оболочка, при этом пищевые оболочки способны переносить функциональные пищевые добавки, такие как ароматизаторы или красители, на заключенный в оболочку пищевой продукт, преимущественно в производстве мясных продуктов, сыров или рыбных продуктов.
Уровень техники
В производстве мясных продуктов обработка дымом имеет давнюю традицию как способ улучшения вкуса и предохранения от порчи. В рамках этой традиции широко применяется копчение продуктов в коптильных камерах. Но в этом случае необходимо, чтобы оболочка была проницаемой для дыма, а это значит, что оболочка будет обладать низким барьером по отношению к водяному пару, вследствие чего мясной продукт может терять массу в процессе термической обработки (варки) и хранения. Для того чтобы избежать массопотерь в процессе хранения, может понадобиться вторичная упаковка. Однако отложения дыма на стенах и потолке коптильных камер могут отрицательно сказаться на внешнем виде мясных продуктов в последующем цикле варки. Во избежание этих недостатков обработки дымом через дымопроницаемую оболочку внутренность оболочек, которая является достаточным барьером по отношению к водяному пару, покрывается или пропитывается жидким дымом, а также растворами красителей, например, раствором карамельного колера, или приправами.
Особой категорией часто обрабатываемых дымом мясных продуктов являются продукты, которые набиваются в сетку, и варка которых проводится в сетке с целью стабилизации и сохранения формы продукта, а также придания текстурированной поверхности готовому продукту. Затем готовый продукт реализуется, будучи упакованным во вторичную упаковку с сеткой на продукте или (для удобства потребителя) с уже снятой на производстве сеткой. Даже если продукт реализуется в нарезанном на ломтики виде, то ломтики еще могут показывать по периметру обусловленное текстурой варьирование цвета и (в зависимости от степени набивки сетки) более или менее выраженную волнистость кромки как следствие продавливания мясного продукта через ячейки сетки. Варьирование цвета является результатом контакта сетки с продуктом, и такая схема контакта уменьшает доступ дыма к поверхности продукта.
В продаже имеются сетки разной формы, размера и цвета дыма. Плетеные сетки могут быть в виде, например, сетчатой оболочки, стокинета (тканевый мешок для транспортной упаковки, например, копченостей) и эластичной сетки. Обычно сетка представляет собой бесшовный сетчатый чулок или рукав с отверстиями многоугольной, круглой или овальной формы и содержит волокна, выбранные из группы, состоящей из хлопка, льна, вискозы, полиамида, полиэфира, полиолефина, целлюлозы и эластомеров. US 4883677 описывает PVDC (поливинилиденхлорид) как материал для сеток. Предлагаемые образцы и разновидности в мотках реализуются на рынке под такими названиями как квадрат или куб, ромб, гладкий, гофрированный, волнистый, спиралевидный или шестигранный.
Часто бывает, что только сетка не может в достаточной мере удерживать на месте мясной продукт или сетка может прилипнуть к мясному продукту настолько, что при ее удалении может произойти повреждение продукта, что приводит к непривлекательному внешнему виду готового продукта. Поэтому перед набивкой или даже в процессе набивки мясного продукта в сетку мясной продукт (такой как окорок) в типичных случаях завертывается в оберточный материал, который может быть съедобным, если он изготовлен из коллагена, модифицированной целлюлозы или каррагинана, либо несъедобным, если он сделан из фиброузных или пластиковых оболочек, целлофана или бумаги. Если оберточный материал представляет собой незапечатанную пленку, то сетка будет препятствовать вскрытию пленки.
Пример усиленной волокном пленки для использования вместе с сеткой раскрывается в US 2010/0227164. Указанная пленка, включающая усиленную бумагой альгинатную пленку, содержащую многоатомный спирт, обеспечивает, как утверждается, эластичность, проницаемость и прочность пленки, причем пленка легко удаляется без остатка и после ее удаления необязательно копченый пищевой продукт показывает четко видимый на нем рисунок сетки. Однако применение этой пленки (как и любой проницаемой обертки) без вторичной упаковки связано с вышеупомянутыми недостатками - массопотерями продукта в процессе термообработки и хранения.
Для обеспечения упаковочной системы, которая позволяет выполнять указанный процесс набивки в традиционной машине для набивки в оболочку, US 7666484 описывает пленку, сгибаемую по продольной оси с образованием цилиндра, в котором продольные боковые кромки в некоторой степени перекрываются, будучи в прямом контакте друг с другом, но не соединены как-то иначе, гофрированы или сложены по типу гармошки, с тем чтобы имелась внутренняя опора в виде трубки из жесткого материала, и который может быть покрыт снаружи разделительным листом и также гофрированной рукавной сеткой. Однако любое применение комбинации сетки с оболочкой является дорогостоящим и поэтому практикуется только в случае высоко ценящихся продуктов. Другой проблемой при разработке нового мясного продукта с волнистой сетчатой оболочкой (будь то неэластичная или эластичная сетка) являются трудности, связанные с систематическим получением требуемой “массы нетто”.
Касаясь комбинации сетки с оболочкой, WO 2007/090934 раскрывает способ изготовления композитной гофрированной оболочки, включающий стадии вытягивания наружной оболочки относительно внутренней оболочки и необязательно сетки между внутренней и наружной оболочками или относительно наружной оболочки с последующим гофрированием композитной оболочки для получения компактного рукава, который порционно разрезается. Наружная оболочка может быть образована многослойной пластичной оболочкой, в то время как внутренняя оболочка может быть фиброузной оболочкой. Использование двух оболочек повышает стоимость продукта в сетке.
DE 3741329 раскрывает колбасную оболочку, изготовленную, по меньшей мере частично, из термопластичного материала, при этом вся окружность оболочки показывает выпячивающиеся наружу деформации, которые могут быть сферическими по форме и располагаться с равными промежутками. Существенным для колбасной оболочки, описанной в DE 3741329, является то, что оболочка заключена в эластичную сетку, ячейки которой в процессе набивки оболочки позволяют деформациям проникать наружу. За счет обеспечения эластичной сетки на наружной стороне оболочки создается давление на оболочку, что позволяет предупредить образование пузырьков внутри колбасы. Деформации необходимо оттиснуть в термопластичный плоский лист, который затем можно сшить, например, вместе с трубчатой оболочкой. Воздухопроницаемый вариант выполнения представлен как подходящий для колбас длительной сушки.
Во избежание применения сетки без потери внешнего рисунка в виде сетки на готовом продукте EP 2478772 A предлагает оболочку, представляющую собой трубчатый вязаный (трикотажный) стокинет, выполненный из одного вида пряжи (например, полиэфирных волокон), причем стокинет содержит зоны уплотненных петель. Уплотненные петли могут склеиваться друг с другом в результате тепловой деформации, которая к тому же может вызвать усадку зон уплотненных петель. Для образования таких зон, показывающих пониженную эластичность, вязаный трикотажный стокинет селективно нагревается прессованием плоско-сложенного стокинета между двумя нагретыми формами, каждая из которых имеет соответствующий рисунок, например, рисунок сетки.
Для получения внешнего вида, имитирующего сетчатую поверхность фактически без использования сетки, и для удержания нативного сока исходного сырья в термообработанном продукте US 5597606 рекомендует формирование полости для термообработки продукта из термоусадочной пленки, заполнение полости мясным продуктом, запечатывание заполненной продуктом полости другим термоусадочным материалом, термообработку сформованной упаковки с мясным продуктом с последующим удалением упаковки таким образом, чтобы сохранить трехмерную поверхность мясного продукта и чтобы удержать сок внутри готового продукта. Затем на следующем этапе продукт может, например, подвергаться копчению или окрашиванию и в заключение вновь запечатываться для перепродажи. Форма, с помощью которой пленка формуется в полость для термообработки, имеет имитирующую сетку внутреннюю поверхность. Топология внутренней поверхности формы отображается на пленке, в которой мясной фарш подвергается термообработке, приобретая форму пленочной полости. Основными недостатками этого способа являются дополнительная стадия для придания аромата или цвета и формы готовому продукту, который не является типичным продуктом для использования сетки, но имеет сходство с ним.
Во всех цитируемых выше документах используются проницаемые структуры и/или плоские пленки, которые требуют запечатывания с помощью одной или более оболочек и/или плоской пленки для получения мясного продукта с термообработкой в сетке или мясного продукта, имеющего внешний вид, схожий с внешним видом продукта, термообработанного в сетке.
Для переноса функциональных добавок, например, жидкого дыма или карамельного колера на пищевой продукт, описано несколько структур оболочек. В качестве внутренних слоев оболочек некоторые из этих структур используют гидрофильные материалы, которые обеспечивают абсорбцию функциональной добавки в материал. Например, использовались внутренние слои, содержащие крахмал. Другие структуры в качестве внутреннего слоя используют слой из целлюлозы, который входит в контакт с пищевым продуктом. Однако в этом случае наблюдается абсорбция жидкости бумагой или целлюлозой. В случае плоской пленки в альтернативном варианте желательные функциональные добавки могут наноситься на поверхность распылением, печатным способом или скребком. Для достижения достаточной фиксации обычно проводится стадия сушки перед формованием плоской пленки в рукав и ее запечатыванием. При переносе функциональных добавок на мясо место запечатывания пленки будет выглядеть как продольная линия разного цвета в продольном направлении пищевого продукта с удаляемой оболочкой.
Пленкой-носителем этих структур может служить волокнистый слой, основным недостатком которого является его низкий барьерный эффект по отношению к водяному пару. В процессе термообработки или хранения пищевой продукт может терять часть содержащейся в нем воды, в результате чего снижается выход. Поэтому были разработаны фиброузные оболочки и ламинаты с полимерным покрытием, содержащие наружную полимерную пленку и внутреннюю бумажную или целлюлозную пленку.
EP 0992194 A описывает оболочку, которая состоит из непроницаемой пленки с соединенным с ней внутренним вкладышем, состоящим из хлопковых или целлюлозных волокон либо тканых, нетканых или трикотажных материалов, которая затем пропитывается и запечатывается в виде рукава или мешка.
Другой пример пищевой оболочки, способной переносить пищевые добавки, описан в US 2006/0003058 A, который раскрывает по меньшей мере двухслойную трубчатую пищевую оболочку, включающую внутренний слой из термопластичного органического полимера, вделанного в порошкообразный органический наполнитель, такой как крахмал. Оболочки, описанные в этих двух документах, объединяют в себе абсорбционную способность материала, формирующего внутренний слой, и барьерные свойства, обеспечиваемые наружными (многослойными) полимерными пленками. Однако такие оболочки имеют недостатки, поскольку для изготовления таких структур оболочек с покрытием или ламинированных требуется многостадийный производственный процесс и/или может происходить возможный рост плесени на внутреннем крахмальном, целлюлозном или бумажном слое и могут иметь место проблемы, связанные с разрывом оболочек в процессе термообработки.
US 7615270 B2 раскрывает оболочки, содержащие внутренний слой из гидрофильных материалов, таких как, например, сложные эфиры блок-сополиэфиров или блок-сополиэфирамиды. Такие оболочки имеют тот недостаток, что их способность абсорбировать жидкие вещества ограничена. Во многих областях применения такой абсорбирующей способности недостаточно для оказания желательного эффекта на пищевой продукт. Кроме того, если жидкое вещество остается на поверхности оболочки, то существует вероятность неравномерного непредсказуемого распределения и образования капель при вскрытии трубчатой оболочки и переноса их на пищевой продукт, что приведет к неравномерному крапчатому (подобно мрамору) окрашиванию пищевого продукта.
DE 10124581 A описывает пищевую оболочку, которая опрыскивается жидким дымом в процессе ее собирания в сборку (гофрирования). Поскольку для миграции жидкого дыма в оболочку период хранения увеличивается по меньшей мере на 5 суток, затраты на хранение возрастают и увеличивается “время-до-потребителя”.
В большинстве случаев наружная сторона оболочки удобна для нанесения печати, покрытия или пропитки. Но в случае рукавных барьерных пленок оболочку необходимо выворачивать на внутреннюю сторону (наизнанку) так, чтобы обрабатываемая поверхность контактировала с пищевым продуктом. EP 1192864 A описывает стадию нанесения покрытия или пропитки наружной стороны оболочки, которая набивается продуктом через трубчатое отверстие, так что она может выворачиваться наизнанку в процессе набивки. Поэтому еще до набивания оболочки ее обработанная наружная поверхность может загрязниться в ходе процессов погрузки-разгрузки. Другим недостатком является то, что, если обработка (нанесение покрытия/пропитка) проводится способом нанесения печати, то края приходится обрабатывать этим способом дважды, что оставляет на пищевом продукте после снятия оболочки две четко выраженные продольные линии.
Вышеописанные оболочки, способные абсорбировать большое количество переносимой функциональной добавки в структуру слоя посредством гидрофильных компонентов или пор, предназначены для равномерного переноса функциональной добавки на заключенный в оболочку пищевой продукт. Они не рассчитаны для переноса рисунка на поверхность пищевого продукта или создания текстурированной поверхности либо для получения пищевого продукта, схожего с продуктом, который имел контакт с сеткой в процессе изготовления. Даже если переносимая функциональная добавка отпечатается в виде рисунка на плоской пленке или на наружной стороне трубчатой оболочки, то текстурная поверхность готового продукта не получится.
EP 0738471 A2 раскрывает целлюлозную оболочку для набивки мясных продуктов, содержащую трубчатое тело неопределенной длины, предназначенное для приемки мясного фарша в процессе стадии набивки и удаляемое после последующих стадий копчения, термообработки и/или окрашивания, характеризующуюся тем, что она частично и по всей длине или на отдельных участках покрыта защитным веществом, обеспечивающим барьер для прохождения снаружи дыма и/или красителей, и/или пигментов, определяющих цветовой контраст на поверхности мясного продукта сразу после применения такого дыма или красителей и после удаления целлюлозной оболочки.
EP 1955596 A2 раскрывает способ получения копченых пищевых продуктов с метками, отличающийся тем, что он включает следующие стадии:
- нанесение печатным способом водо- и дымонепроницаемых меток на всю поверхность пленки или только часть ее,
- покрывание пищевого продукта по меньшей мере частью пленки с печатными метками,
- интенсивная обсушка пищевого продукта и пленки при относительной влажности менее 25%,
- копчение пищевого продукта и пленки в таких же условиях влажности с получением соответствующих местоположению меток участков на поверхности пищевого продукта, имеющих более темный копченый цвет, чем на остальной поверхности.
Как EP 0738471 A2, так и EP 1955596 A2 используют способ копчения заключенного в оболочку пищевого продукта для создания изображения на поверхности пищевого продукта. Для этого оболочки должны быть проницаемыми для водяного пара, что приведет к массопотерям в процессе стадии термообработки и последующего хранения.
Таким образом, задача, решаемая настоящим изобретением, состоит в том, чтобы предложить (ко)экструдированную термопластичную пищевую оболочку, имеющую высокую прочность, способность к равномерному гофрированию и дегофрированию и отличную способность к переносу пищевых добавок на заключенный в оболочку пищевой продукт, при этом указанная термопластичная пищевая оболочка показывает текстурированную поверхность, которая обеспечивает на поверхности пищевого продукта, заключенного в оболочку, трехмерный рисунок, при этом указанная (ко)экструдированная термопластичная пищевая оболочка не содержит сетки на своей наружной поверхности.
Кроме того, целью настоящего изобретения является обеспечение способа изготовления такой улучшенной (ко)экструдированной пищевой оболочки.
Более того, целью настоящего изобретения является применение оболочки в качестве оберточного материала для мяса и других пищевых продуктов.
Раскрытие изобретения
Согласно изобретению предлагается способная переносить функциональную добавку (ко)экструдированная термопластичная пищевая оболочка, обладающая барьерным эффектом по отношению к водяному пару и/или барьерным эффектом по отношению к кислороду, причем указанная пищевая оболочка содержит один или более слоев, при этом
внутренняя поверхность указанной термопластичной пищевой оболочки имеет текстурированную поверхность, которая формирует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки; при этом указанная термопластичная пищевая оболочка, имеющая текстурированную поверхность в случае однослойной оболочки, или внутренний слой указанной термопластичной пищевой оболочки, если указанная пищевая оболочка содержит более одного слоя, образует внутреннюю поверхность, которая является текстурированной, содержит в качестве основного компонента по меньшей мере один термофильный полимерный материал, выбранный из группы, состоящей из (со)полиамидов, (со)полиолефинов, (со)полимеров (со)полиэстера и винилиденхлорида; при этом указанная (ко)экструдированная термопластичная пищевая оболочка не содержит сетки и/или какого-либо материала, образующего сетку, либо любой другой трехмерной структуры на своей наружной поверхности; при этом средняя толщина термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, составляет от 1 до 100 мкм; при этом средняя толщина термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 191 до 2000 мкм; отличающаяся тем, что разница в толщине между средней толщиной на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной на указанных участках, имеющих более низкую удерживающую способность, составляет от 160 до 1950 мкм, и тем, что отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25.
Примечательно то, что, согласно изобретению, области, имеющие наибольшую толщину стенки, образуют участки с более низкой удерживающей способностью, в то время как области, имеющие наименьшую толщину стенки, образуют участки с более высокой удерживающей способностью. Кроме того, в отличие от традиционного применения сеток в комбинации с оболочками, оболочка по настоящему изобретению имеет то преимущество, что топология сетки не может сдвигаться и становиться неравномерной, поскольку именно внутренняя поверхность термопластичной пищевой оболочки формирует топологию сетки, которая должна переноситься на заключенный в оболочку пищевой продукт.
Согласно настоящему изобретению неожиданно было установлено, что удерживающая способность для функциональной добавки, такой как жидкий дым, на участках, имеющих среднюю толщину стенки от 1 до 100 мкм, заметно отличается от удерживающей способности для указанной функциональной добавки на участках, имеющих среднюю толщину стенки от 191 до 2000 мкм, при условии, что разница в толщине между средней толщиной на указанных участках с более высокой удерживающей способностью и средней толщиной на указанных участках с более низкой удерживающей способностью составляет от 160 до 1950 мкм и что отношение средней толщины термопластичной пищевой оболочки на участках с более высокой удерживающей способностью к средней толщине термопластичной пищевой оболочки на участках с более низкой удерживающей способностью составляет от 0,002 до 0,25, так что эти разные участки с более низкой и с более высокой удерживающей способностью будут переносить различные количества указанной функциональной добавки на заключенный в оболочку пищевой продукт на указанных разных участках. Более того, было установлено, что, если разница между средней толщиной стенки на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной стенки на указанных участках, имеющих более низкую удерживающую способность, составляет от 160 до 1950 мкм, а отношение средней толщины термопластичной пищевой оболочки на участках с более высокой удерживающей способностью к средней толщине термопластичной пищевой оболочки на участках с более низкой удерживающей способностью составляет от 0,002 до 0,25, то оба типа участков способны переносить функциональную добавку, такую как жидкий дым, на заключенный в оболочку пищевой продукт таким образом, что (после переноса, например, окрашенной функциональной добавки) может достигаться визуально отслеживаемый контраст в перенесенном количестве функциональной добавки и в то же время весьма заметная желательная топология, которая не нарушается в процессе набивки оболочки или варки (термообработки). Однако, если разница между средней толщиной стенки на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной стенки на указанных участках, имеющих более низкую удерживающую способность, имеет значение за пределами диапазона от 160 до 1950 мкм и/или отношение средней толщины термопластичной пищевой оболочки на участках с более высокой удерживающей способностью к средней толщине термопластичной пищевой оболочки на участках с более низкой удерживающей способностью находится за пределами диапазона от 0,002 до 0,25, то перенесенное количество функциональной добавки или будет слишком мало для получения визуально обнаруживаемого рисунка и/или увеличивающаяся неспособность участков с высокой удерживающей способностью к образованию выпуклостей при увеличении толщины не поддержит образование текстурированной топологии. Если разница составляет менее 160 мкм или отношение превышает 0,25 либо (на соответствующей другой стороне диапазона) большая разница в толщине несет с собой риск того, что микроканалы, остающиеся в поперечном сечении, не смогут закрыться при запечатывании термопластичной пищевой оболочки, например, клипсой, и/или участки с более высокой удерживающей способностью могут быть слишком тонкими относительно толщины участков с более низкой удерживающей способностью, чтобы безопасно пережить возможно необходимую стадию выворачивания наизнанку и процесс набивки и/или варки.
Термин “(ко)экструдированная термопластичная пищевая оболочка” обозначает трубчатые оболочки, которые экструдировались через кольцевую экструзионную головку; плоские пленки или трубчатые оболочки с открытым концом, которые могут запечатываться с образованием трубчатой оболочки, и мешки, изготовленные из них. Термин включает экструдированные однослойные оболочки, коэкструдированные многослойные оболочки и ламинаты из них.
Термин “обладающий барьерным эффектом по отношению к водяному пару” согласно настоящему изобретению означает, что готовая (ко)экструдированная термопластичная пищевая оболочка показывает скорость проникновения водяного пара от 0,01 до 500 г/м2 в сутки, предпочтительно - от 0,1 до 100 г/м2 в сутки, более предпочтительно - от 1 до 20 г/м2 в сутки, даже более предпочтительно - от 1 до 10 г/м2 в сутки, при 23°C и относительной влажности 85% согласно ASTM E398-03.
Термин “обладающий барьерным эффектом по отношению к кислороду” согласно настоящему изобретению означает, что (ко)экструдированная термопластичная пищевая оболочка показывает скорость проникновения кислорода через пищевую оболочку по настоящему изобретению 30 см3/(м2⋅сутки⋅бар) или менее, предпочтительно - менее 20 см3/(м2⋅сутки⋅бар), зачастую - от 6 до 12 см3/(м2⋅сутки⋅бар), иногда - от примерно 0,1 или от примерно 1 до менее 6 см3/(м2⋅сутки⋅бар), по результатам испытаний согласно DIN 53380-3 при 23°C и относительно влажности 50%.
Термин “содержащий в качестве основного компонента по меньшей мере один термопластичный полимерный материал” согласно настоящему изобретению означает, что по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов, (со)полиолефинов, (со)полимеров (со)полиэстера и винилиденхлорида, присутствует в указанной (ко)экструдированной термопластичной пищевой оболочке в случае однослойной оболочки или в указанном внутреннем слое, содержащем внутреннюю поверхность, которая является текстурированной в случае многослойной оболочки, в массовом соотношении по меньшей мере 55 мас. %, предпочтительно - по меньшей мере 70 мас. %, более предпочтительно - по меньшей мере 80 мас. %, даже более предпочтительно - по меньшей мере 90 мас. %, наиболее предпочтительно - от 90 до 95 мас. %, в пересчете на массу по меньшей мере одного слоя (ко)экструдированной термопластичной пищевой оболочки, содержащей внутреннюю поверхность, имеющую текстурированную поверхность (но не включая функциональную добавку).
В предпочтительном варианте осуществления изобретения указанная (ко)экструдированная термопластичная пищевая оболочка (в случае однослойной оболочки) или внутренний слой, включающий внутреннюю поверхность, которая является текстурированной (в случае многослойной оболочки), содержит в качестве основного компонента (со)полиолефин и по меньшей мере 5 мас. % (со)полиамида в пересчете на массу термопластичной пищевой оболочки или внутреннего слоя, имеющего текстурированную поверхность.
Термин “текстурированная поверхность” согласно настоящему изобретению означает поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, при этом средняя толщина термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, составляет от 1 до 100 мкм; при этом средняя толщина термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 191 до 2000 мкм, при условии, что разница в толщине между средней толщиной на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной на указанных участках, имеющих более низкую удерживающую способность, составляет от 160 до 1950 мкм и что отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25.
Согласно настоящему изобретению термин “удерживающая способность” является параметром, определяющим массу деминерализованной воды или функциональной добавки, которая может удерживаться структурой и топологией оболочки на площади ее поверхности, и включает абсорбцию и/или адсорбцию деминерализованной воды или функциональной добавки в и/или на внутренней поверхности (ко)экструдированной термопластичной пищевой оболочки в случае однослойной оболочки или внутренней поверхности внутреннего слоя указанной термопластичной пищевой оболочки, если указанная пищевая оболочка содержит более одного слоя, при этом внутренний слой образует внутреннюю поверхность, имеющую текстурированную поверхность, при комнатной температуре (25°C) и атмосферном давлении (1 бар). Согласно настоящему изобретению (ко)экструдированная термопластичная пищевая оболочка обычно показывает удерживающую способность по меньшей мере 30 г/м2 деминерализованной воды или функциональной добавки на участках, имеющих более высокую удерживающую способность. Единицей измерения удерживающей способности является г/м2, где масса деминерализованной воды дана в граммах (г), а площадь есть вытягивание измеряемого образца в плоскости (не площадь поверхности топологии). Метод определения параметра “удерживающая способность” оболочки по настоящему изобретению описан ниже, при этом измеряется масса деминерализованной воды, задержанной между внутренней поверхностью плоско-сложенной оболочки и плоской стеклянной пластиной. В том случае если текстурированная поверхность образует внутреннюю сторону трубчатой оболочки, метод определения параметра “удерживающая способность” проводится после вскрытия оболочки так, чтобы получить плоскую оболочку, в которой текстурированная внутренняя поверхность является доступной.
Согласно настоящему изобретению параметр “участок, имеющий более низкую удерживающую способность,” означает участок, на котором оболочка имеет наибольшую толщину. Как показано на фиг. 1, в одном варианте осуществления (ко)экструдированная термопластичная пищевая оболочка (1) по настоящему изобретению содержит на стороне контакта с пищевым продуктом (2) участки, имеющие более низкую удерживающую способность (3), и участки, имеющие более высокую удерживающую способность (4), при этом участки, имеющие более низкую удерживающую способность, имеют  толщину стенки (5), а участки, имеющие более высокую удерживающую способность, имеют меньшую толщину стенки (6). Специалисту в данной области техники понятно, что под действием силы тяжести функциональная добавка может вытекать из этих толстых участков в направлении тонких участков с более высокой удерживающей способностью, когда текстурированная поверхность оболочки обращена вверх (когда оболочка размещается, например, на горизонтальной плоскости). Следовательно, если после стадии покрывания функциональной добавкой идет стадия сжимания, то участки с наибольшей толщиной будут испытывать наиболее высокое давление, так что функциональная добавка будет удаляться с участков с более низкой удерживающей способностью. Согласно настоящему изобретению, чтобы определить среднюю толщину участка, имеющего более низкую удерживающую способность, обычно на первой стадии участок, имеющий более низкую удерживающую способность, определяется по маркировке участка с наибольшей толщиной посредством листа копировальной бумаги, который прикреплен к плоской стеклянной пластине.
толщину стенки (5), а участки, имеющие более высокую удерживающую способность, имеют меньшую толщину стенки (6). Специалисту в данной области техники понятно, что под действием силы тяжести функциональная добавка может вытекать из этих толстых участков в направлении тонких участков с более высокой удерживающей способностью, когда текстурированная поверхность оболочки обращена вверх (когда оболочка размещается, например, на горизонтальной плоскости). Следовательно, если после стадии покрывания функциональной добавкой идет стадия сжимания, то участки с наибольшей толщиной будут испытывать наиболее высокое давление, так что функциональная добавка будет удаляться с участков с более низкой удерживающей способностью. Согласно настоящему изобретению, чтобы определить среднюю толщину участка, имеющего более низкую удерживающую способность, обычно на первой стадии участок, имеющий более низкую удерживающую способность, определяется по маркировке участка с наибольшей толщиной посредством листа копировальной бумаги, который прикреплен к плоской стеклянной пластине.
Более того, согласно настоящему изобретению параметр “участок, имеющий более высокую удерживающую способность,” означает участок внутренней поверхности оболочки, который не контактирует с плоской стеклянной пластиной, используемой для маркировки участка, имеющего более низкую удерживающую способность, как объяснено выше. Другими словами, такой участок, имеющий более высокую удерживающую способность, будет доступен для пищевой добавки, задержанной между стеклянной пластиной и внутренней поверхностью оболочки.
Термин “текстурированная поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки”, согласно настоящему изобретению означает любой рисунок, переносимый на поверхность заключенного в оболочку пищевого продукта. В предпочтительном варианте осуществления изобретения рисунок в виде сетки переносится на поверхность заключенного в оболочку пищевого продукта. Однако указанная текстурированная поверхность может иметь разный дизайн, так что, например, названия, логотипы или дизайны, представляющие собой текст, иконку или другое сообщение, могут переноситься на поверхность заключенного в оболочку пищевого продукта.
Согласно настоящему изобретению средняя толщина термопластичной пищевой оболочки на участке с более низкой удерживающей способностью определяется по меньшей мере в 5 местах, помеченных цветом копировальной бумаги, как указано выше, при этом указанные по меньшей мере 5 мест отстоят друг от друга по меньшей мере на 4 см и 4 из 5 мест не находятся на одной линии. Согласно настоящему изобретению средняя толщина термопластичной пищевой оболочки может определяться, например, с помощью толщиномера, как описано ниже. Средняя толщина термопластичной пищевой оболочки на участке с более высокой удерживающей способностью может определяться, как описано ниже, с помощью толщиномера, сканированием с многократными измерениями (по меньшей мере 10 измерений) наименьшей толщины стенки вдоль 10 соединяющих линий между 5 точками, помеченных цветом копировальной бумаги. В случае, если участки с более высокой удерживающей способностью невозможно сделать доступными для наконечника толщиномера, то толщина этих участков может определяться на тонких срезах под световым или оптическим микроскопом, при этом используются тонкие срезы оболочки или пленок, приготовленные с помощью (крио)микротома в направлении соединяющих линий. Измерения средней толщины стенки могут также выполняться под сканирующим электронным микроскопом (SEM) или на SEM-фотографиях, например, вычислением с помощью линий измерения длин измерений для участков, имеющих более низкую удерживающую способность (наибольшая толщина стенки), и участков, имеющих более высокую удерживающую способность (наименьшая толщина стенки), при этом средняя толщина стенки определяется путем составления средне-численных значений по меньшей мере 5 образцов участков, имеющих наименьшую толщину стенки, и 10 образцов участков, имеющих наибольшую толщину стенки, в пределах общей площади оболочки 10 см2.
Термин “рельефное тиснение” согласно настоящему изобретению относится к стадии способа, с помощью которой толщина стенки на определенных участках внутренней поверхности термопластичной пищевой оболочки уменьшается за счет приложения механической обработки к поверхности термопластичной пищевой оболочки, пока она находится большей частью в термопластичном состоянии, в котором полимеры показывают вязко-текучее поведение. Что касается этой деформации, то необходимо, чтобы температуры полукристаллических полимеров были близки к их температурам плавления или выше.
Термин “термоформование” согласно настоящему изобретению относится к стадии способа, с помощью которой толщина стенки на определенных участках внутренней поверхности термопластичной пищевой оболочки уменьшается, пока указанная термопластичная пищевая оболочка находится в термопластичном состоянии. Для достижения уменьшения толщины стенки термопластичный материал указанной термопластичной пищевой оболочки должен иметь температуру, выше температуры стеклования, но ниже температуры плавления.
Термин “коэффициент вытяжки” согласно настоящему изобретению относится к отношению площади поверхности термоформуемого участка после термоформования к площади поверхности того же участка до термоформования. Если согласно настоящему изобретению проводится стадия “рельефного тиснения”, то коэффициент вытяжки на стадии рельефного тиснения равен 1.
Термины “выворачивание” и “вывертывание” согласно настоящему изобретению относится к процессу выворачивания оболочки наизнанку, так что наружная поверхность становится внутренней или контактирующей с пищевым продуктом поверхностью оболочки после стадии выворачивания или вывертывания.
В предпочтительном варианте выполнения указанная (ко)экструдированная термопластичная пищевая оболочка, имеющая текстурированную поверхность на своей внутренней поверхности, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, представляет собой бесшовную (ко)экструдированную термопластичную пищевую оболочку.
В другом предпочтительном варианте выполнения указанной (ко)экструдированной термопластичной пищевой оболочки, имеющей текстурированную поверхность на своей внутренней поверхности, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, удерживающая способность составляет по меньшей мере 80 г деминерализованной воды на м2 или более предпочтительно -* по меньшей мере 250 г деминерализованной воды на м2.
В еще одном предпочтительном варианте выполнения указанной (ко)экструдированной термопластичной пищевой оболочки термопластичная пищевая оболочка по настоящему изобретению содержит не только участки с более высокой удерживающей способностью и участки с более низкой удерживающей способностью (т.е. повышенный и пониженный уровень), но и содержит также участки с промежуточной удерживающей способностью, с тем чтобы создать, например, промежуточные цветовые оттенки на заключенном в оболочку пищевом продукте, таком как колбаса. Промежуточная удерживающая способность может быть образована, например, за счет локального приложения промежуточного давления тиснения, которое выше, чем давление тиснения на участках с более низкой удерживающей способностью, или за счет локального применения более высокого коэффициента вытяжки на термоформуемых участках промежуточной удерживающей способности по сравнению с участками с более низкой удерживающей способностью.
Настоящее изобретение предлагает также способ изготовления (ко)экструдированной термопластичной пищевой оболочки, как определено выше, включающий стадию подвергания (ко)экструдированной оболочки механической и термической обработке, с тем чтобы создать на ее поверхности, которая будет контактировать с заключаемым в оболочку пищевым продуктом, текстурированную поверхность, обеспечивающую трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки.
В альтернативном варианте осуществления настоящее изобретение предлагает способ изготовления (ко)экструдированной термопластичной пищевой оболочки, как определено выше, включающий стадию подвергания (ко)экструдированной трубчатой оболочки по меньшей мере одной механической и термической обработке с тем, чтобы создать на ее наружной поверхности текстурированную поверхность, обеспечивающую трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, и последующую стадию выворачивания оболочки наизнанку.
В другом альтернативном варианте осуществления настоящее изобретение предлагает способ изготовления (ко)экструдированной термопластичной пищевой оболочки, как определено выше, включающий стадию подвергания (ко)экструдированной трубчатой оболочки механической и термической обработке с тем, чтобы создать на ее наружной поверхности текстурированную поверхность, обеспечивающую трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки; последующую стадию выворачивания оболочки наизнанку и последующую дополнительную стадию подвергания (ко)экструдированной оболочки механической и термической обработке с тем, чтобы создать на ее внутренней поверхности текстурированную поверхность, обеспечивающую улучшение (усиление) трехмерного рисунка более высокой и более низкой удерживающей способности для функциональной добавки.
Специалист в данной области техники хорошо знает различные способы выворачивания, включая способ выворачивания гофрокуклы (т.е. гофрированной оболочки в виде гильзы) во время набивки. Выворачивание становится более затруднительной по мере увеличения толщины участков с более низкой удерживающей способностью, по мере роста модуля тисненого материала и по мере уменьшения ширины оболочки в плоско-сложенном виде.
Пропитка внутренней поверхности (ко)экструдированной термопластичной пищевой оболочки функциональной добавкой может осуществляться путем распыления или окунания (ко)экструдированной термопластичной пищевой оболочки, пока контактирующая с пищевым продуктом поверхность еще находится снаружи. В этом случае имеется выбор между сушкой и/или выдерживанием функциональной добавки для закрепления (фиксации) функциональной добавки на поверхности еще до выворачивания (ко)экструдированной термопластичной пищевой оболочки. В качестве альтернативы покрыванию функциональной добавкой наружной поверхности (ко)экструдированной термопластичной пищевой оболочки, оболочку можно вывернуть обратно после механической и термической обработки наружной поверхности, и только после этого она может пропитываться по технологии нанесения внутреннего покрытия по принципу “moving bubble” (“перемещающегося пузыря”) или путем опрыскивания внутренней поверхности, например, в процессе гофрирования.
Способ изготовления (ко)экструдированной термопластичной пищевой оболочки, как определено выше, необязательно включает также стадию подвергания (ко)экструдированной термопластичной пищевой оболочки одноосной или двуосной ориентации перед формированием текстурированной поверхности на внутренней или наружной поверхности пищевой оболочки. За счет подвергания указанной (ко)экструдированной термопластичной пищевой оболочки одноосной или двуосной ориентации, например, способом двойного или тройного раздува прочность структуры оболочки может дополнительно увеличиться, что позволит получать пищевые оболочки без морщин и соответствующего калибра. Предпочтительно ориентированная оболочка должна иметь низкую усадку или вообще не показывать усадки во избежание усадки на последующих стадиях термической обработки, таких как, например, сушка наружного покрытия. Это особенно важно, если после стадии ориентации проводится стадия рельефного тиснения, поскольку неконтролируемая усадка приводит к сморщиванию пленочной или трубчатой оболочки, что затрудняет обработку оболочки на последующих стадиях. Например, точное позиционирование тисненой оболочки в термоформующем устройстве затрудняется, если оболочка показала усадку в процессе рельефного тиснения. Одноосная или двуосная ориентация снижает способность оболочки деформироваться при дополнительной механической и термической обработке, так что низкая степень ориентации является наиболее предпочтительной перед подверганием (ко)экструдированной термопластичной пищевой оболочки дополнительной механической и термической обработке.
Кроме того, в предпочтительном варианте осуществления настоящего изобретения полимерная композиция, которая образует контактирующий с пищевым продуктом слой (ко)экструдированной термопластичной пищевой оболочки, представляет собой полимерную композицию, содержащую, в дополнение к по меньшей мере одному термопластичному полимеру, по меньшей мере один гидрофильный компонент и необязательно наполнитель.
Поскольку оболочка согласно настоящему изобретению является термопластичной пищевой оболочкой, недостатков, обусловленных ламинированием органическими веществами, можно избежать и поэтому опасность роста плесени из-за органических веществ, таких как бумага, целлюлоза или крахмал, можно исключить. Более того, в случае, если оболочка является бесшовной, то, принимая во внимание производственный процесс, используемый согласно настоящему изобретению, возможно изготовление трубчатой (ко)экструдированной термопластичной пищевой оболочки, которая не содержит ослабляющего ее шва или уплотнения, так что может формироваться непрерывный рисунок удерживающей способности.
Согласно настоящему изобретению, неожиданным образом было установлено, что за счет подвергания (ко)экструдированной термопластичной пищевой оболочки механической и термической обработке, как описано здесь, на обрабатываемой стороне может быть сформирована текстурированная поверхность, образующая трехмерный рисунок разной удерживающей способности для функциональной добавки. При подвергании (ко)экструдированной термопластичной пищевой оболочки такой механической и термической обработке толщина стенки (ко)экструдированной термопластичной пищевой оболочки уменьшится в местах формирования более высокой удерживающей способности и увеличится в местах формирования более низкой удерживающей способности. Это противоречит тому, что обычно имеют в виду. Более того, неожиданно было установлено, что за счет подвергания (ко)экструдированной термопластичной пищевой оболочки механической и термической обработке, как описано здесь, средняя толщина термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, составляет от 1 до 100 мкм, средняя толщина термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 191 до 2000 мкм, при условии, что разница в толщине между указанными участками с более высокой удерживающей способностью и указанными участками с более низкой удерживающей способностью составляет от 160 до 1950 мкм и что отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25.
В предпочтительном варианте осуществления изобретения разница в толщине между указанными участками, имеющими более высокую удерживающую способность, и указанными участками, имеющими более низкую удерживающую способность, составляет от 160 мкм до 1950 мкм, предпочтительно - от 250 мкм до 1500 мкм, более предпочтительно - от 300 мкм до 1000 мкм, даже более предпочтительно - от 400 мкм до 900 мкм, более предпочтительно - от 400 мкм до 800 мкм, наиболее предпочтительно - от 500 мкм до 800 мкм; прочность указанной (ко)экструдированной термопластичной пищевой оболочки может поддерживаться на таком же уровне, что и прочность (ко)экструдированной термопластичной пищевой оболочки, не подвергавшейся никакой механической и термической обработке, как описанная здесь.
Кроме того, в предпочтительном варианте осуществления изобретения отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,001 до 0,25, более предпочтительно - от 0,005 до 0,25, даже более предпочтительно - от 0,01 до 0,20, даже более предпочтительно - от 0,02 до 0,15, наиболее предпочтительно - от 0,04 до 0,10.
В отличие от пищевых оболочек, известных в уровне техники, удерживающая способность пищевой оболочки по настоящему изобретению зависит от местоположения на поверхности оболочки (т.е. на участках с более высокой и более низкой удерживающей способностью), так что рисунок переносится на пищевой продукт.
Более того, барьерный эффект (ко)экструдированной термопластичной пищевой оболочки по отношению к водяному пару и/или к кислороду может регулироваться путем регулирования композиции, образующей по меньшей мере один слой (ко)экструдированной термопластичной пищевой оболочки, барьерным эффектом по отношению к водяному пару и/или к кислороду. Пищевая оболочка по настоящему изобретению гарантирует достаточный барьерный эффект, так что подлежащие переносу функциональные добавки не смогут легко диффундировать на наружную сторону оболочки, тем самым предупреждается загрязнение окружающей среды и оборудования в процессе транспортировки и обработки. К тому же, за счет использования пищевой оболочки по настоящему изобретению могут значительно сократиться массопотери в процессе варки (термообработки) и хранения по сравнению с традиционными оболочками, изготовленными из волокон, целлюлозы или коллагена.
Более того, могут использоваться, например, смеси полиамида с полиэтиленвиниловым спиртом или полиамидные смолы, обладающие барьерным эффектом по отношению к кислороду, такие как полиамидные смолы, полученные поликонденсацией мета-ксилилендиамина (MXDA) с адипиновой кислотой (например, Nylon-MXD6® от Mitsubishi Gas Chemical Company).
Краткое описание чертежей
На фиг. 1 представлен предпочтительный вариант выполнения пищевой оболочки (1) по настоящему изобретению, содержащей на стороне контакта с пищевым продуктом (2) участки, имеющие более низкую удерживающую способность (3), и участки, имеющие более высокую удерживающую способность (4), при этом участки с более низкой удерживающей способностью имеют увеличенную толщину стенки (5), а участки с более высокой удерживающей способностью имеют уменьшенную толщину стенки (6).
Осуществление изобретения
Пищевая оболочка по изобретению может использоваться в качестве упаковки для любого вида пищевых продуктов, включая, но не ограничиваясь, мясные продукты, колбасные изделия, молочные продукты, сыры и блюда (технологически необработанные или обработанные), в частности, мясосодержащие продукты, такие как ферментированные колбасы, колбаса из вареного мясного сырья (нем. Kochwurst = вареная колбаса), колбаса/колбасные изделия, отвариваемые в кипящей воде (нем.  ), например, сосиски; вареный окорок (нем. Kochschinken), ветчина, солонина, копченая грудка индейки и мясные солености (нем.
), например, сосиски; вареный окорок (нем. Kochschinken), ветчина, солонина, копченая грудка индейки и мясные солености (нем.  ); овощи, молочные продукты, например, сыры; углеводы; соевые продукты, а также различные смеси или продукты для любого желательного применения. Пищевые оболочки по настоящему изобретению могут использоваться в любой желательной форме, например, в форме "бесконечных" рукавов, секций, изделий по индивидуальным заказам, таких как гофрокуклы или мешки; пищевая оболочка по настоящему изобретению может быть порожней, начиненной и дополнительно обработанной, если это желательно.
); овощи, молочные продукты, например, сыры; углеводы; соевые продукты, а также различные смеси или продукты для любого желательного применения. Пищевые оболочки по настоящему изобретению могут использоваться в любой желательной форме, например, в форме "бесконечных" рукавов, секций, изделий по индивидуальным заказам, таких как гофрокуклы или мешки; пищевая оболочка по настоящему изобретению может быть порожней, начиненной и дополнительно обработанной, если это желательно.
Пищевой продукт зачастую подвергается обработке, т.е. варке в упаковке из пластиковой пленки, например, путем по меньшей мере частичного погружения упаковки в горячую воду или размещения упаковки в пароварочной камере. Затем упаковка с обработанным продуктом может охлаждаться, пока из обработанного продукта не будет получено готовое блюдо или пока он не будет употреблен в пищу, либо не будет освобожден от оболочки и повторно упакован после порционирования на куски или ломтики. В процессе варки, например, мяса, например, дым или другие модификаторы цвета, вкуса или аромата диффундируют в пищевой материал. Процесс диффузии длится дольше, если происходит только при температурах окружающей среды, например, во время процесса ферментации или хранения.
Переносимые функциональные добавки
По меньшей мере одной переносимой функциональной добавкой могут быть, например, один или более красителей, такие как карамельный колер или экстракт паприки, ароматизаторы, такие как глутаматы, душистые вещества, такие как терпеноиды и/или любые другие желательные пищевые добавки. Многие переносимые функциональные добавки могут быть эффективными в качестве различных (например, двух или трех) видов переносимых функциональных добавок, выбранных из группы красителей, ароматизаторов и душистых веществ. Например, жидкий дым функционирует как краситель, ароматизатор, а также как душистое вещество.
Краситель, ароматизатор, душистое вещество и/или другая добавка либо их любая комбинация может наноситься (в одном из возможных вариантов осуществления изобретения) на оболочку любым желательным способом, например, из тюбика, содержащего жидкость, диспергированием, растворением или любой комбинацией перечисленного. Переносимая функциональная добавка может быть в виде жидкой массы, которая может предпочтительно распределяться с помощью пузыря с жидкостью так, чтобы добавка могла перемещаться или распределяться либо и то, и другое. Таким путем содержимое переносимой функциональной добавки может наноситься непосредственно на (ко)экструдированную и необязательно растянутую оболочку. Переносимая функциональная добавка может наноситься в своей коммерчески доступной форме - предпочтительно в жидкой форме, в частности, в растворенном виде, диспергированном виде или в растворенном и диспергированном виде, например, в воде, либо в модифицированной форме. Более предпочтительно функциональная добавка присутствует в растворенном в воде виде. В типичных случаях она наносится на контактирующую с пищевым продуктом поверхность оболочки, например, путем окунания, затопления, распыления или даже сжимания тюбика, содержащего жидкую массу. Это может осуществляться, например, с помощью отжимных вальцов и распределением жидкости, по меньшей мере частично, по внутренней поверхности оболочки, например, с помощью таких отжимных вальцов. Предпочтительно по меньшей мере одно из этих соединений или смесь, содержащая по меньшей мере одно из этих соединений, предпочтительно в жидком виде, может абсорбироваться, загружаться, распределяться, вводиться, инжектироваться, наноситься в виде пленки или покрытия либо в любой комбинации перечисленного на/в/внутрь пленки или контактирующей с пищевым продуктом поверхности оболочки. Перенос этих соединений/смесей с контактирующих с пищевым продуктом поверхностей пищевой оболочки на пищевой продукт может происходить через их поверхность раздела. Это особенно верно в том случае, если (ко)экструдированная термопластичная пищевая оболочка образована из неполярных полимеров, таких как (со)полиолефины. Если краситель, ароматизатор, душистое вещество и/или любая другая добавка являются полярными по природе, то перенос такого соединения(й) иногда может быть почти полным или даже полным, если неполярная поверхность покрыта полярной функциональной добавкой.
Кроме того, нанесение по меньшей мере одной переносимой функциональной добавки может также осуществляться способом нанесения печати. К тому же, если имеются две или более переносимых функциональных добавок, то они могут наноситься независимо друг от друга, так что могут достигаться различные рисунки и/или вкусовые оттенки. Например, специи могут наноситься только вдоль одного участка кругового периметра оболочки, но, в принципе, путем покрывания любого отрезка окружности. Адгезия функциональной добавки к поверхности оболочки может увеличиться за счет проведения плазменной обработки или обработки в коронном разряде поверхности оболочки перед покрыванием ее функциональной добавкой, а в случае функциональной добавки в форме твердых частиц, такой как специи или пряности, с использованием адекватных связующих веществ.
Предпочтительно обработка в коронном разряде проводится таким образом, чтобы после необязательной обработки коронным разрядом поверхностное натяжение при смачивании поверхности самого внутреннего слоя составляло 35 мН/м (миллиньютон/метр) или выше, предпочтительно - 40 мН/м или выше, более предпочтительно - от 50 до 60 мН/м, при измерениях в испытаниях с чернилами согласно DIN ISO 8296 для определения натяжения при смачивании полимерных пленок. Условия обработки в коронном разряде не лимитированы и могут быть определены соответствующим образом согласно типу, толщине и скорости подачи обрабатываемой оболочки.
(Ко)экструдированная термопластичная пищевая оболочка
(Ко)экструдированная термопластичная пищевая оболочка, заявленная согласно настоящему изобретению, показывает барьерный эффект по отношению к водяному пару. В одном варианте выполнения (ко)экструдированная термопластичная пищевая оболочка предназначена для абсорбции/адсорбции и, следовательно, для закрепления (фиксации) по меньшей мере одной переносимой функциональной добавки на внутренней поверхности оболочки, при этом термин “закрепление” означает, что по меньшей мере одна переносимая функциональная добавка фиксируется в течение периода времени между покрыванием и десорбцией функциональной добавки для переноса ее на пищевой продукт. Добавка может быть в жидком виде, и после фиксации она может десорбироваться, стать подвижной и может быть перенесена на контактируемый с нею пищевой продукт. Добавка обычно адсорбируется/абсорбируется внутренней поверхностью оболочки либо сцепляется с ней. Закрепление (фиксация) улучшается при плазменной обработке или обработке в коронном разряде поверхности оболочки и/или за счет сушки и/или выдерживания функциональной добавки после покрывания ею оболочки.
(Ко)экструдированная термопластичная пищевая оболочка по настоящему изобретению может представлять собой плоскую пленку, которая запечатывается в рукав, самое позднее в момент набивки; запечатанную плоскую пленку или бесшовную трубчатую оболочку; она может представлять собой одно- или многослойную оболочку либо ламинат. Многослойные оболочки обычно содержат по меньшей мере 2 слоя, но могут содержать 10 или более слоев. Возможно много вариантов различных многослойных структур. Более предпочтительно оболочка по изобретению содержит два, три, четыре, пять или семь слоев, даже более предпочтительно - три, пять или семь слоев.
В частности, если пищевая оболочка является трубчатой, а контактирующая с пищевым продуктом поверхность на наружной стороне будет деформирована рельефным тиснением, то предпочитается многослойная оболочка, поскольку в этом случае риск запечатывания внутренних поверхностей трубчатой оболочки друг с другом на стадии рельефного тиснения и/или термоформования можно снизить или даже избежать его, если для внутреннего поверхностного слоя выбрать термопластичные материалы, которые имеют достаточно более высокую температуру плавления, чем температура тиснения и термоформования слоя, контактирующего с пищевым продуктом. Разница между температурой плавления материала внутренней поверхности и температурой плавления наружной поверхности, контактирующей с пищевым продуктом, причем температуры плавления измеряют согласно DIN EN ISO 11357-3, должна составлять более 30°C, предпочтительно - более 40°C, более предпочтительно - более 50°C, наиболее предпочтительно - более 60°C.
Возможные структуры однослойной или многослойной (ко)экструдированной термопластичной пищевой оболочки, подлежащей заполнению продуктом, включают следующие слои, начиная от внутреннего слоя, контактирующего с пищевым продуктом и кончая наружным слоем (который во время тиснения является внутренним слоем трубчатой оболочки):
1. Слой из полиамида (PA) (в виде плоской пленки);
2. Слой из полипропилена (в виде плоской пленки);
3. Слои из полиамида / (модифицированного полиолефина/) полиэстера;
4. Слои из полиамида с более низкой температурой плавления / полиамида с более высокой температурой плавления;
5. Слои из модифицированного полиэтилена / полиамида;
6. Слои из полиэтилена / модифицированного полиэтилена / полиамида;
7. Слои из полиэтилена / (модифицированного полиэтилена /) полиэтилена / модифицированного полиэтилена / полиамида; и
8. Слои из полиэтилена / модифицированного полиэтилена / полиамида / EVOH (сополимер этилена и винилового спирта) / полиамида.
Более предпочтительно возможные структуры однослойных или многослойных (ко)экструдированных термопластичных пищевых оболочек, подлежащих заполнению продуктом, включают следующие слои:
1. Слой из PA6/66 (в виде плоской пленки);
2. Слои с низкой температурой плавления PA6/12 / (привитый PE (полиэтилен) /) PA6;
3. Слои с низкой температурой плавления PA6/69 / (привитый PE /) PA6;
4. Слои из PA12 / (привитого PE /) PA6;
5. Слои из привитого PE / PA6;
6. Слои из LLDPE (линейный полиэтилен низкой плотности) / привитого PE / PA6;
7. Слои из LDPE (полиэтилен низкой плотности) / привитого PE / PA6/66;
8. Слои из LDPE / (привитого PE /) LDPE / привитого PE / PA6;
9. Слои из LLDPE / привитого PE / PA6 / EVOH / PA6.
Многочисленные многослойные структуры могут изготовляться способом, хорошо известным специалисту в данной области техники, в соответствии с желательной адгезией к мясу, прoницаемостью для кислорода и проницаемостью для водяного пара, достигаемыми механическими и оптическими свойствами. Каждый слой может быть также образован из смесей различных полимеров.
По меньшей мере один слой (ко)экструдированной термопластичной пищевой оболочки, имеющий текстурированную поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, содержит в качестве основного компонента по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов, (со)полиолефинов, (со)полимеров (со)полиэстера и винилиденхлорида.
Термопластичные полимерные компоненты в контексте настоящего изобретения включают органические полимеры, имеющие значительное содержание термопластичных органических полимеров. В типичных случаях такие термопластичные органические полимеры имеют область перехода в (вязко)текучее состояние при температуре, выше температуры их использования и ниже их температуры плавления (в частности, речь идет о по меньшей мере частично кристаллических органических полимерах). Во многих вариантах осуществления изобретения по меньшей мере один слой (ко)экструдированной термопластичной пищевой оболочки содержит более одного типично термопластичного органического полимерного компонента. Часто могут содержаться два или три, а иногда даже больше трех различных термопластичных полимера либо даже два различных термопластичных полимера, отличающихся по меньшей мере одной химической группой, содержащейся в них.
По меньшей мере один термопластичный полимерный материал, выбираемый из группы, включающей (со)полиамиды, (со)полиолефины, (со)полимеры (со)полиэстера и винилиденхлорида, выбран из следующих материалов:
(со)полиамиды, как описано ниже, такие как гомо-, со- или терполиамиды, предпочтительно алифатические (со)полиамиды, частично ароматические (со)полиамиды и полиэфир-блок-амиды;
полиолефины, предпочтительно полиэтилены, полипропилены или сополимеры на основе, например, этилена, пропилена или других полиолефинов, поли(изо)бутены или любая смесь перечисленного либо модифицированные полиолефины, как описано ниже;
алифатический или полуароматический (со)полиэстер, как описано ниже, предпочтительно - полиэфирэстер, полигидрооксиалканоаты или полимолочные кислоты; и
(со)полимеры винилиденхлорида (PVDC), например, сополимеры винилиденхлорида с сомономером(ами), таким как винилхлорид или (мет)акрилат.
Кроме того, по меньшей мере один слой термопластичной пищевой оболочки может содержать также один или более из следующих материалов:
виниловые сополимеры, например, сополимеры этилена и винилацетата, поливиниловые спирты, сополимеры этилена и винилового спирта (EVOH) или любая комбинация перечисленного, которые необязательно подвергнуты частичному или полному омылению, такие как сополимеры этилена и винилового спирта; поливинилпирролидон (PVP), поливинилполипирролидон (PVPP), полистирол, поливинилхлорид, поливинилфторид или любая комбинация перечисленного; и (со)полиэфиры алифатического, (частично) ароматического или алифатического и ароматического характера, например, полилактид, поликапролактон, поликарбонат или (со)полимеры алифатических диолов и алифатической или ароматической дикарбоновой кислоты (кислот), такие как терефталат(ы), такой как поли(бутиленгликольтерефталат).
Термин “содержащий в качестве основного компонента по меньшей мере один термопластичный полимерный материал” согласно настоящему изобретению означает, что меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов, (со)полиолефинов, (со)полимеров (со)полиэфира и винилиденхлорида, присутствует в указанной (ко)экструдированной термопластичной пищевой оболочке в случае однослойной оболочки или указанного внутреннего слоя, имеющего внутреннюю поверхность, которая является текстурированной в случае многослойной оболочки в массовом соотношении по меньшей мере 55 мас. %, предпочтительно - по меньшей мере 70 мас. %, более предпочтительно - по меньшей мере 80 мас. %, даже более предпочтительно - по меньшей мере 90 мас. %, наиболее предпочтительно - от 90 до 95 мас. %, в пересчете на массу по меньшей мере одного слоя (ко)экструдированной термопластичной пищевой оболочки, содержащей внутреннюю поверхность, которая является текстурированной (но не включая функциональную добавку).
В предпочтительном варианте осуществления изобретения указанная (ко)экструдированная термопластичная пищевая оболочка (в случае однослойной оболочки) или внутренний слой, имеющий внутреннюю поверхность, которая является текстурированной (в случае многослойной оболочки), содержит в качестве основного компонента (со)полиолефин и по меньшей мере 5 мас. % (со)полиамида в пересчете на массу термопластичной пищевой оболочки или внутреннего слоя, имеющего текстурированную поверхность.
В предпочтительном варианте в качестве термопластичных полимерных материалов на основе (со)полиолефинов используются сополимеры этилена или пропилена, более предпочтительно - линейные альфа-олефины с числом C-атомов от 3 до 8 с альфа-, бета-ненасыщенной карбоновой кислотой, более предпочтительно - с акриловой кислотой, метакриловой кислотой и/или их металлическими солями, и/или их алкиловыми сложными эфирами, либо соответствующие графтсополимеры вышеупомянутых мономеров на полиолефинах или частично омыленные сополимеры этилена и винилацетата, которые необязательно являются графт-полимеризованными с альфа-, бета-ненасыщенной карбоновой кислотой и имею низкую степень омыления, или смеси перечисленного. Кроме того, согласно настоящему изобретению могут использоваться модифицированные полиолефины, такие как модифицированные гомо- или сополимеры этилена и/или пропилена и необязательно другие альфа-олефины с числом C-атомов от 3 до 8, которые содержат привитые мономеры, такие как альфа-, бета-ненасыщенные дикарбоновые кислоты, предпочтительно малеиновая кислота, фумаровая кислота, итаконовая кислота или их кислотные ангидриды, сложные эфиры кислот, амиды кислот или имиды кислот. Наиболее предпочтительными являются полиолефины, которые содержат привитый малеиновый ангидрид, поскольку группы привитого малеинового ангидрида проявляют адгезивную функцию, так что расслоения, например, слоев на полиамидной основе и на полиолефиновой основе можно избежать.
В другом предпочтительном варианте осуществления настоящего изобретения полиолефины могут использоваться в качестве термопластичных полимерных материалов, таких как гомополимеры этилена или пропилена и/или сополимеры линейных альфа-олефинов с числом C-атомов от 2 до 8, предпочтительно - линейный полиэтилен низкой плотности, полиэтилен низкой плотности, полиэтилен высокой плотности, гомопропилен, блок-полипропилен и рандом-сополимеры пропилена. В еще более предпочтительном варианте могут использоваться полиэтилен низкой плотности и линейный полиэтилен низкой плотности.
В еще более предпочтительном варианте осуществления настоящего изобретения в по меньшей мере одном слое (ко)экструдированной оболочки в качестве основного компонента термопластичных полимерных материалов используются полиамиды, такие как, например, гомо-, со- или терполиамиды, которые могут быть получены из соответствующих мономеров, таких как капролактам, лауролактам, омега-аминоундекановая кислота, адипиновая кислота, азелаиновая кислота, себациновая кислота, декандикарбоновая кислота, додекандикарбоновая кислота, терефталевая кислота, изофталевая кислота, тетраметилендиамин, пентаметилендиамин, гексаметилендиамин, октаметилендиамин и ксилилендиамин. Предпочтительными полиамидами, используемыми согласно настоящему изобретению, являются гомо- и со-полиамиды, такие как полиамид 6, полиамид 12, полиамид 66, полиамид 610, полиамид 612, полиамид MXD6, полиамид 6/66, полиамид 66/6, полиамид 6/12 и полиамид 6I/6T. В даже более предпочтительном варианте могут использоваться полиамид 66, полиамид 6 и полиамид 6/66.
Кроме того, термопластичные органические полимеры, используемые согласно настоящему изобретению, могут содержать дополнительные гидрофильные компоненты, такие как полиэфирэстер- сополимер, поливиниловый спирт, полиэстерблокамид, сополимер полиэфирэстерамид, полиэфирамид-блок-сополимер, поливинилпирролидон (PVP), поливинилполипирролидон (PVPP), сложные эфиры целлюлозы, крахмал и/или сложные эфиры крахмала, с тем чтобы облегчить проникание водяного пара через матрицу по меньшей мере одного слоя (ко)экструдированной термопластичной пищевой оболочки. Такие гидрофильные компоненты могут использоваться для регулирования скорости проницаемости водяного пара в пищевой оболочке в соответствии с потребностями ее применения и/или для повышения абсорбции по меньшей мере одной переносимой функциональной добавки, которая десорбируется для переноса на пищевой продукт в процессе варки.
Термопластичная пищевая оболочка, имеющая текстурную поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки (в случае однослойной оболочки), или слой, имеющий текстурную поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки (в случае многослойной оболочки), обычно имеет среднюю толщину стенки на тонких участках (обеспечивающих более высокую удерживающую способность для функциональной добавки) от 1 до 100 мкм, предпочтительно - от 5 до 80 мкм, более предпочтительно - от 10 до 60 мкм, и среднюю толщину стенки на толстых участках (обеспечивающих более низкую удерживающую способность для функциональной добавки) от 191 до 2000 мкм, предпочтительно - от 250 до 1500 мкм, более предпочтительно - от 300 до 1000 мкм. Кроме того, разница в толщине между указанными участками, имеющими более высокую удерживающую способность, и указанными участками, имеющими более низкую удерживающую способность, составляет от 160 до 1950 мкм, а отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25.
Согласно настоящему изобретению неожиданным образом было обнаружено, что удерживающая способность для функциональной добавки, такой как жидкий дым, на участках, имеющих среднюю толщину стенки от 1 до 100 мкм, существенно отличается от удерживающей способности для указанной функциональной добавки на участках, имеющих среднюю толщину стенки от 191 до 2000 мкм, при условии, что разница в толщине между средней толщиной на указанных участках с более высокой удерживающей способностью и средней толщиной на указанных участках с более низкой удерживающей способностью составляет от 160 до 1950 мкм и что отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25, так что эти разные участки с более низкой и более высокой удерживающей способностью будут переносить различные количества указанной функциональной добавки на заключенный в оболочку пищевой продукт на указанных разных участках. Более того, было установлено, что, если разница между средней толщиной стенки на указанных участках с более низкой удерживающей способностью и средней толщиной стенки на указанных участках с более высокой удерживающей способностью составляет от 160 до 1950 мкм, а отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25, то оба типа участков способны переносить функциональную добавку, такую как жидкий дым, на заключенный в оболочку пищевой продуктa таким образом, чтобы (в случае окрашенной функциональной добавки) мог быть достигнут визуально контролируемый контраст в количестве переносимой функциональной добавки и в то же время была заметна требуемая топология и не наблюдалось повреждений оболочки в процессе набивки продуктом или варки. Однако, если разница между средней толщиной стенки на указанных участках, имеющих более низкую удерживающую способность, и средней толщиной стенки на указанных участках, имеющих более высокую удерживающую способность, выходит за пределы диапазона от 160 до 1950 мкм и/или отношение средней толщины термопластичной пищевой оболочки на участках с более высокой удерживающей способностью к средней толщине термопластичной пищевой оболочки на участках с более низкой удерживающей способностью выходит за пределы диапазона от 0,002 до 0,25, то количество переносимой функциональной добавки либо слишком мало для того, чтобы рисунок был визуально обнаруживаемым, и/или увеличивающаяся неспособность участков с более высокой удерживающей способностью к образованию выпуклостей с увеличением толщины не поддерживает образование текстурированной топологии. Если разница составляет менее 160 мкм или отношение превышает 0,25, или (на соответствующей другой стороне диапазонов) большая разница в толщине несет с собой риск того, что микроканалы, остающиеся в поперечном сечении, не смогут закрыться при запечатывании термопластичной пищевой оболочки, например, клипсой, и/или участки с более высокой удерживающей способностью могут быть слишком тонкими относительно толщины участков с низкой удерживающей способностью, чтобы безопасно “пережить” возможно необходимую стадию выворачивания оболочки и ее набивку и/или процесс варки (термообработки).
В предпочтительном варианте осуществления изобретения разница в толщине между указанными участками, имеющими более высокую удерживающую способность, и указанными участками, имеющими более низкую удерживающую способность, составляет от 160 мкм до 1950 мкм, предпочтительно - от 250 мкм до 1500 мкм, более предпочтительно - от 300 мкм до 1000 мкм, даже более предпочтительно - от 400 мкм до 900 мкм, более предпочтительно - от 400 мкм до 800 мкм, наиболее предпочтительно - от 500 мкм до 800 мкм; прочность указанной (ко)экструдированной термопластичной пищевой оболочки может сохраняться на таком же уровне, что прочность (ко)экструдированной термопластичной пищевой оболочки, не подвергавшейся никакой механической или термической обработке, как описано здесь.
Более того, в предпочтительном варианте осуществления отношение средней толщины термопластичной пищевой оболочки на участках с более высокой удерживающей способностью к средней толщине термопластичной пищевой оболочки на участках с более низкой удерживающей способностью составляет от 0,002 до 0,25, более предпочтительно - от 0,005 до 0,225, даже более предпочтительно - от 0,01 до 0,20, даже более предпочтительно - от 0,02 до 0,15, наиболее предпочтительно - от 0,04 до 0,10.
Вообще толщина слоев зависит также от желательной текстуризации готового продукта.
Необязательно (ко)экструдированная термопластичная пищевая оболочка может содержать наполнители, гидрофильные вещества, поддерживающие абсорбцию, нуклеирующие агенты (нуклеаторы), компатибилизаторы (присадка, улучшающая смешиваемость) и другие добавки.
Согласно настоящему изобретению, если функциональная добавка, абсорбированная/адсорбированная в (ко)экструдированную термопластичную пищевую оболочку, входит в прямой контакт с пищевым продуктом, когда последний набивается в оболочку, то по меньшей мере одна функциональная добавка переносится на пищевой продукт.
Как подчеркивалось выше, (ко)экструдированная термопластичная пищевая оболочка обладает барьерным эффектом по отношению к водяному пару, поскольку (ко)экструдированная термопластичная пищевая оболочка изготовлена преимущественно из термопластичного полимера, как определено выше. Пищевая оболочка, обладающая достаточным барьерным эффектом по отношению к водяному пару, с тем чтобы препятствовать значительной миграции переносимой функциональной добавки наружу или значительным массопотерям в процессе варки, показывает скорость проникновения водяного пара от 0,01 до 500 г/м2 сутки, предпочтительно - от 0,1 до 100 г/м2 сутки, более предпочтительно - от 1 до 20 г/м2 сутки, даже более предпочтительно - от 1 до 10 г/м2 сутки, при 23°C и относительной влажности 85% согласно ASTM E398-03. Если пищевая оболочка по изобретению показывает скорость проникновения водяного пара 20 г/м2 сутки или менее, то заключенный в оболочку пищевой продукт не будет легко терять содержащуюся в нем влагу, и заключенные в оболочку пищевые продукты будут оставаться свежими в течение длительных периодов времени.
Указанные термопластичные полимеры, используемые для по меньшей мере одного слоя (ко)экструдированной термопластичной пищевой оболочки, показывающей барьерный эффект по отношению к водяному пару, представляют собой в типичных случаях такие же термопластичные полимеры, что и упомянутые выше. В предпочтительном варианте осуществления изобретения указанные используемые термопластичные полимеры выбраны из группы, состоящей из полиолефинов, сополимеров, содержащих этилен и/или пропилен, и/или линейные альфа-олефины с числом C-атомов от 3 до 8, сополимеров, используемых для необязательного адгезивного слоя, как описано выше, полиамидов (гомо-, со- или терполиамидов), термопластиков с барьерным эффектом по отношению к кислороду и (со)полиэфиров. Смеси этих термопластичных полимеров также могут использоваться. При необходимости к термопластичному полимеру могут добавляться компатибилизаторы, известные специалисту в данной области техники. Компатибилизаторы могут выбираться, например, из группы, включающей сополимеры этилена и винилацетата (EVA), этилена и акриловой кислоты (EAA), этилена и метакриловой кислоты (EMAA), этилена и метилакрилата (EMA); иономеры и/или модифицированные ангидридом полиолефины.
В предпочтительном варианте осуществления изобретения по меньшей мере один термопластичный полимерный материал, образующий основной компонент по меньшей мере одного слоя (ко)экструдированной термопластичной пищевой оболочки, обладающей барьерным эффектом по отношению к водяному пару, преимущественно включает органические полимеры на основе полиэтилена, полипропилена, полибутилена, сополимеры, содержащие звенья этилена, пропилена, α-олефина предпочтительно с числом атомов углерода от 4 до 8, диенов и/или любую комбинацию перечисленных звеньев либо любую комбинацию таких органических полимеров. Даже функционализированные виниловые мономеры, такие как винилацетат, (мет)акриловая кислота и сложный эфир (мет)акриловой кислоты, могут быть возможными со-единицами для сополимеров. Более предпочтительными сополимерами являются сополимеры C2/C3 или C2/C8 полиолефинов либо их комбинации.
Кроме того, (ко)экструдированная термопластичная пищевая оболочка может дополнительно содержать краситель, тонкозернистый пигмент или и то, и другое, которые могут использоваться для окрашивания и/или для защиты таких оболочек от УФ-излучения. Если слой является поверхностным слоем, то могут добавляться также смазки и/или добавки, предотвращающие слипание слоев.
Если (ко)экструдированная термопластичная пищевая оболочка должна обладать барьерным эффектом по отношению к кислороду, то указанная пищевая оболочка обычно является эффективным барьером для кислорода или других газов либо и того, и другого и показывает предпочтительно скорость проникания газа кислорода через пищевую оболочку по настоящему изобретению 30 см3/(м2⋅сутки⋅бар) или менее, предпочтительно - менее 20 см3/(м2⋅сутки⋅бар), зачастую - от 6 до 12 см3/(м2⋅сутки⋅бар), иногда - от примерно 0,1 или от примерно 1 до менее 6 см3/(м2⋅сутки⋅бар), при тестировании согласно DIN 53380-3 при 23°C и относительной влажности 50%.
Подходящие полимерные материалы для образования по меньшей мере одного слоя такой пищевой оболочки включают сополимеры этилена и винилового спирта (EVOH), которые необязательно могут быть частично или полностью омыленными, или сополимеры винилиденхлорида (PVDC), например, с винилхлоридом или с (мет)акрилатом в качестве сомономеров, либо смеси перечисленного. Эти полимеры могут смешиваться с добавками, такими как смягчители, или с другими органическими полимерами, например, сополиамидами и/или иономерами. Таким образом, композиции для изготовления по меньшей мере одного слоя пищевой оболочки с барьерным эффектом по отношению к кислороду, а также композиция, обеспечивающая такой барьерный эффект по отношению к кислороду, могут состоять в основном из вышеупомянутых компонентов, при необходимости.
Текстурированная структура, обеспечивающая трехмерный рисунок
Согласно настоящему изобретению контактирующая с пищевым продуктом поверхность указанной термопластичной пищевой оболочки, имеющая текстурированную поверхность, образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, при этом удерживающая способность обычно составляет по меньшей мере 30 г деминерализованной воды/м2.
Согласно настоящему изобретению текстурированная поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, может переносить любой рисунок на поверхность заключенного в оболочку пищевого продукта. В предпочтительном варианте осуществления изобретения рисунок в виде сетки переносится на поверхность заключенного в оболочку пищевого продукта. Однако указанная текстурированная поверхность может иметь различный дизайн, так что, например, названия, логотипы или дизайн, представляющий собой текст, иконку или другое сообщение, могут переноситься на поверхность заключенного в оболочку пищевого продукта.
Благодаря наличию такой текстурированной поверхности на контактирующей с пищевым продуктом поверхности (ко)экструдированной термопластичной пищевой оболочки, указанная термопластичная пищевая оболочка снабжает пищевой продукт, заключенный в указанную пищевую оболочку, трехмерным рисунком на поверхности заключенного в оболочку пищевого продукта.
Согласно настоящему изобретению такой трехмерный рисунок может образоваться на поверхности заключенного в оболочку пищевого продукта, хотя указанная (ко)экструдированная термопластичная пищевая оболочка не содержит сетки и/или материала, образующего сетку, на своей наружной поверхности.
Обычно (ко)экструдированная термопластичная пищевая оболочка имеет среднюю толщину стенки на тонких участках (обеспечивающих более высокую удерживающую способность для функциональной добавки) от 1 до 100 мкм, предпочтительно - от 5 до 80 мкм, более предпочтительно - от 10 до 60 мкм, и среднюю толщину стенки на толстых участках (обеспечивающих более низкую удерживающую способность для функциональной добавки) от 191 до 2000 мкм, предпочтительно - от 250 до 1500 мкм, более предпочтительно - от 300 до 1000 мкм. Поэтому в большинстве случаев формируется топология трехмерной (в соответствии с разницей между тонкими и толстыми участками) текстурированной поверхности, согласно которой толщина стенки является основой для достижения желательной топологии готового пищевого продукта. Топология готового пищевого продукта должна отражать не только разницу в толщине оболочки, ограничиваясь этой разницей. Стадия термоформования может придать дополнительную глубину топологии оболочки и, следовательно, готовому продукту. Неожиданно было обнаружено, что в случае проведения стадии рельефного тиснения давление набивки может быть вполне достаточным для образования выпуклостей оболочки на участках с более высокой удерживающей способностью, если толщина оболочки на этих участках с более высокой удерживающей способностью является достаточно низкой.
Разница в толщине стенки термопластичной пищевой оболочки, которая имеет текстурированную поверхность, образующую трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки (в случае однослойной оболочки), или слоя, который имеет текстурированную поверхность, образующую трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки (в случае многослойной оболочки), между указанными участками, имеющими более высокую удерживающую способность, и указанными участками, имеющими более низкую удерживающую способность, составляет от 160 до 1950 мкм, а отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25.
В предпочтительном варианте осуществления изобретения разница в толщине между указанными участками, имеющими более высокую удерживающую способность, и указанными участками, имеющими более низкую удерживающую способность, составляет от 160 мкм до 1950 мкм, предпочтительно - от 250 мкм до 1500 мкм, более предпочтительно - от 300 мкм до 1000 мкм, даже более предпочтительно - от 400 мкм до 900 мкм, более предпочтительно - от 400 мкм до 800 мкм, наиболее предпочтительно - от 500 мкм до 800 мкм; прочность указанной (ко)экструдированной термопластичной пищевой оболочки может поддерживаться на таком же уровне, что и прочность (ко)экструдированной термопластичной пищевой оболочки, не подвергавшейся механической и термической обработке, как описано здесь.
Кроме того, в предпочтительном варианте осуществления отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25, более предпочтительно - от 0,005 до 0,225, даже более предпочтительно - от 0,01 до 0,20, еще более предпочтительно - от 0,02 до 0,15, наиболее предпочтительно - от 0,04 до 0,10.
Согласно настоящему изобретению сетчатая текстурированная структура может быть сформирована, например, на внутренней поверхности (ко)экструдированной термопластичной пищевой оболочки путем деформирования контактирующей с пищевым продуктом поверхности (которая может быть наружной поверхностью, если пищевая оболочка выворачивается обратно после образования текстурированной структуры на наружной поверхности) (ко)экструдированной термопластичной пищевой оболочки, что повышает удерживающую способность контактирующей с пищевым продуктом поверхности пищевой оболочки в тех местах термопластичной пищевой оболочки, где толщина стенки пищевой оболочки меньше. Цветной рисунок сетки, полученный, например, на заключенном в оболочку пищевом продукте, является результатом большего количества перенесенной функциональной добавки, удерживаемого в полученной топологии.
Модификация контактирующей с пищевым продуктом поверхности (ко)экструдированной трубчатой термопластичной пищевой оболочки может быть достигнута, например, в результате рельефного тиснения наружной поверхности пищевой оболочки перед ее обратным выворачиванием и/или подвергания (ко)экструдированной термопластичной пищевой оболочки процессу термоформования.
В альтернативном варианте осуществления изобретения контактирующая с пищевым продуктом поверхность (ко)экструдированной термопластичной пищевой оболочки равномерно покрывается (например, распылением) функциональной добавкой и после этого подвергается усадке (например, в туннельной сушилке/туннельной печи для отжига), с тем чтобы образовались участки, на которых присутствует большее количество переносимой функциональной добавки на единицу площади, чем на участках без усадки.
Для того чтобы получить трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки, удерживающая способность пищевой оболочки должна локально (на участках с меньшей толщиной стенки) повышаться (изменяться) так, чтобы оболочка имела удерживающую способность по меньшей мере 30 г деминерализованной воды/м2, предпочтительно - по меньшей мере 80 г деминерализованной воды/м2, наиболее предпочтительно - по меньшей мере 250 г деминерализованной воды/м2.
Такая обработка, как рельефное тиснение, может включать непрерывные способы с использованием (необязательно нагретых) цилиндров или зажимных барабанов, имеющих, например, поверхность с рисунком в виде сетки, а также периодические способы, такие как горячее штампование, например, (необязательно нагретыми) плитами для штампования. Рельефное тиснение производится на плоской пленке на однотонном фоне без рисунка либо одновременно на обеих сторонах плоско-сложенной трубчатой оболочки. Обработка тиснением приводит к выдавливанию полимерного материала из мест расположения отверстий квадратной формы на рисунке в виде сетки в места расположения рисунка пряжи в полутрубчатой форме. Обычно (ко)экструдированная пищевая оболочка предварительно нагревается до температуры, при которой термопластичный полимер матрицы по меньшей мере одного подлежащего тиснению слоя близок к своему термопластичному состоянию или даже (особенно в случае многослойной оболочки) уже находится в термопластичном состоянии, и пропускается через пару (необязательно нагретых) вальцов или плит, имеющих гравированное изображение на своей поверхности, соответствующее, например, рисунку в виде сетки. Применение нагретых инструментов для рельефного тиснения имеет то преимущество, что полимер может более легко смещаться, особенно если температура инструмента для тиснения адаптирована к температуре плавления материала, обрабатываемого тиснением. Однако, чем выше температура инструмента для тиснения, тем выше риск адгезии к инструменту, и поэтому возникает потребность в противоприлипающих модификациях. В тех случаях, если инструмент для рельефного тиснения имеет низкую теплопроводность, он может в достаточной мере разогреть оболочку и тиснение может проводиться не нагретым инструментом. Давление, необходимое для рельефного тиснения, зависит не только от температуры термопластичного материала (относительно его температуры плавления), но и от его вязкости при указанной температуре.
Необязательно рабочая поверхность инструмента для рельефного тиснения может быть спрофилированной таким образом, чтобы она поддерживала поток материала в направлении каналов рисунка (в виде пряжи) и/или чтобы она расширяла поверхность на тисненых участках, для того чтобы модифицировать удерживающую способность и/или адгезию мяса. Рельефы рабочей поверхности инструмента для тиснения могут иметь, например, форму сегмента сферы с большим радиусом или грани в форме пирамиды небольшой высоты, чтобы облегчить прохождение потока полимера. Инструмент для тиснения, рисунок тиснения и сама оболочка должны иметь подходящий дизайн, чтобы получить кромки высокого качества на трубчатой оболочке или плоской пленке. Субстрат должен иметь довольно сжатый диапазон допусков касательно ширины в плоско-сложенном виде, толщины стенки и толщин слоев, а также расположения относительно инструмента для тиснения. Согласно способу изготовления термопластичной пищевой оболочки, как изложено выше, несмотря на типичные допуски, кромки высокого качества можно получить.
Способ предварительного нагрева пищевой оболочки обычно зависит от материала, применяемого для получения пищевой оболочки. Например, для полиамидов, полиэфиров и олефиновых полимеров, используемых здесь, может применяться нагрев ИК-излучением обычно до температур 100°C или выше. Но любой предварительный нагрев может осуществляться полностью или может поддерживаться контактными методами с использованием нагретых плит или нагретых валков. Прилипаемость поверхностей нагретой оболочки можно уменьшить за счет введения скользящих добавок/разделительных смазок/антиадгезивов в рецептуру слоев на внутренних и/или наружных поверхностях, за счет применения разделительных смазок на поверхностях оболочки и/или инструмента для тиснения, и/или на материалах поверхности инструмента для тиснения, которые показывают низкую адгезию к нагретому полимеру. PA(полиамид)-содержащие слои должны быть сухими во избежание образования влажных газовых пузырьков.
Если пищевая оболочка является трубчатой, а контактирующая с пищевым продуктом поверхность должна подвергаться снаружи обработке тиснением, которая проводится на плоско-сложенной оболочке, то предпочитается многослойная оболочка, поскольку риск сваривания вместе внутренних поверхностей трубчатой оболочки на стадии рельефного тиснения и/или термоформования может уменьшиться или даже его можно будет избежать, если выбрать для внутреннего поверхностного слоя термопластичные материалы, которые имеют достаточно более высокую температуру плавления, чем температура, необходимая для тиснения слоя, контактирующего с пищевым продуктом. Разница между температурой плавления материала на внутренней поверхности и температурой плавления наружной поверхности, контактирующей с пищевым продуктом (причем температуры плавления измерялись согласно DIN EN ISO 11357-3) должна составлять более 30°C, предпочтительно - более 40°C, более предпочтительно - более 50°C, наиболее предпочтительно - более 60°C.
При рельефном тиснении многослойной оболочки согласно настоящему изобретению почти все материалы слоя(ев), имеющие более низкую температуру плавления, должны быть перенаправлены на участки с более низкой удерживающей способностью, с тем чтобы участки с более высокой удерживающей способностью состояли только из материалов, имеющих более высокую температуру плавления. Это обеспечит весьма эффективное использование соответствующих материалов при целевом расположении их в готовой оболочке.
Если оболочка является трубчатой однослойной оболочкой, то стадия рельефного тиснения несет с собой риск сваривания вместе внутренностей оболочки. Во избежание стадии рельефного тиснения в качестве альтернативы недеформированную пищевую оболочку можно подвергнуть процессу нанесения печати с лаком, отталкивающим пищевые добавки, перед проведением стадии термоформования. Лак впечатывается в дизайн сетки, причем сетку необходимо расположить на последующей стадии термоформования в соответствующих, не подлежащих термоформованию, местах. Когда наносится покрытие из по меньшей мере одной функциональной добавки, то сетка не имеет удерживающей способности, поэтому она не остается такой темной, как область выпуклостей.
Следующей возможностью локально увеличить удерживающую способность пищевой оболочки является тиснение дополнительных полостей в контактирующую с пищевым продуктом поверхность оболочки, которые предоставляют дополнительную площадь и пространство для сбора переносимой функциональной добавки в процессе нанесения покрытия.
В другом предпочтительном варианте осуществления изобретения неориентированная (ко)экструдированная термопластичная пищевая оболочка подвергается рельефному тиснению таким способом, чтобы на участках, имеющих более низкую удерживающую способность, средняя толщина стенки пищевой оболочки было по меньшей мере в 4 раза больше, чем на участках, имеющих более высокую удерживающую способность, более предпочтительно - по меньшей мере в 8 раз, наиболее предпочтительно - по меньшей мере в 12 раз. Например, когда оболочка, которая имеет толщину стенки 190 мкм, подвергается тиснению с помощью инструмента для рельефного тиснения участков квадратной формы размером 16 x 16 мм2, отстоящих друг от друга на 2 мм, то после тиснения толщина участков квадратной формы, которые образуют отверстия сетки, может составлять примерно 20 мкм, и выдавленный материал собирается вокруг тисненых квадратов практически до высоты пряжи полукруглой формы примерно в 1 мм, при этом отношение толщины стенки участков, имеющих более низкую удерживающую способность, к толщине стенки участков, имеющих более высокую удерживающую способность, составляет около 0,02. Тиснение квадратов и выворачивание оболочки внутрь приводит к трехмерной текстурированной оболочке, чья текстура отпечатывается на поверхности колбасы. Выдавленный материал образует, например, дизайн в виде сетки, в то время как тисненые квадраты являются достаточно тонкими для образования выпуклостей при давлении набивки. Необязательно оболочка может иметь дополнительные не контактирующие с пищевым продуктом слои и/или выпуклости могут быть термоформованными.
К тому же, если внутренняя поверхность тисненой и вывернутой оболочки покрывается жидкостью, например, через пузырчатое покрытие, то сжимание оболочки между прижимными барабанами не сможет полностью удалить всю жидкость из тисненых квадратов, так что снова локально будет присутствовать больше функциональной добавки, поэтому цветной рисунок сетки (светлая сетка и более темные ячейки) может быть перенесен на заключенный в оболочку пищевой продукт.
Другим предпочтительным способом изготовления (ко)экструдированной термопластичной пищевой оболочки, имеющей на своей внутренней стороне текстурированную поверхность, является процесс термоформования. Термоформование локально растягивает оболочку и повышает удерживающую способность таким образом, что получается текстурированная оболочка. Термоформование трубчатых оболочек может проводиться с использованием форм особой конструкции, как в традиционных линиях гофрирования. Для плоской пленки могут использоваться традиционные линии термоформования.
Перед термоформованием трубчатой оболочки оболочка предварительно нагревается до температуры термоформования оболочечной структуры. Если поверхность контакта с пищевым продуктом является наружной поверхностью во время термоформования, то область выпуклостей будет механически растягиваться внутрь под давлением воздуха надутой оболочки. Если же поверхность контакта с пищевым продуктом является внутренней поверхностью, то область выпуклостей будет пневматически затягиваться в форму для термоформования, необязательно всасываясь в форму для термоформования вакуумом. В обоих случаях процесс термоформования трубчатой оболочки требует контроля давления воздуха внутри надутой оболочки. В зависимости от позиции стадии термоформования в процессе, контроль давления воздуха может достигаться через надутую прямую или размотанную начальную оболочку, через надутую прямую или смотанную готовую оболочку и/или путем поддержания давления воздуха между подвижными прижимными барабанами.
Если оболочка является трубчатой однослойной оболочкой, то стадия рельефного тиснения, которая проводится в сжатом состоянии оболочки, несет с собой большой риск сваривания вместе внутренности оболочки. Этот риск уменьшается в процессе термоформования, поскольку стадия термоформования может проводиться также в предпочтительном надутом состоянии оболочки.
За счет некоторого локального растягивания оболочки в процессе термоформования удерживающая способность пищевой оболочки может повышаться. Например, достигаемое локальное растягивание оболочки в процессе термоформования с коэффициентом вытяжки, т.е. отношением площади поверхности после термоформования к площади поверхности перед термоформованием, равным, например, 3, с последующим покрыванием всей поверхности оболочки одним и тем же количеством функциональной добавки из расчета на площадь поверхности и последующей (на стадии отжига) выдержкой растянутых областей для усадки, например, на 30% и в продольном, и в поперечном направлениях, удваивает доступное количество переносимой функциональной добавки на термоформованных, а затем отожженных участках по сравнению с не термоформованными участками, поскольку после отжига термоформованный участок с покрытием сокращается на 51%. Для получения текстурированной поверхности с помощью обработки растягиванием, которая приводит к образованию, например, рисунка в виде сетки на заключенном в оболочке пищевом продукте, удерживающая способность пищевой оболочки должна локально увеличиться по меньшей мере на 30 г деминерализованной воды/м2, предпочтительно – по меньшей мере на 80 г деминерализованной воды/м2, наиболее предпочтительно - по меньшей мере на 250 г деминерализованной воды/м2. Но может быть так, что удерживаемая способность, создаваемая стадией термоформования, намного выше, а именно приводящей к удерживающей способности 1000 г деминерализованной воды/м2 или даже выше, в зависимости от термоформуемой площади и с учетом того, что (вследствие локальной способности претерпевать усадку, индуцируемую локальным растягиванием на стадии термоформования) некоторая часть термоформованной глубины теряется в результате усадки на последующей стадии процесса, проводимой при повышенных температурах, такого как, например, процесс варки (термической обработки).
Учитывая, что процесс варки проводится при температурах, при которых усадка растянутых участков может быть утрачена, для достижения выпуклого рисунка, например, в виде сетки на пищевом продукте, рекомендуется растягивать оболочку при термоформовании и/или проводить отжиг оболочки таким образом, чтобы избежать полного реверсирования деформации в процессе варки. Это может включать применение перемещающихся нагретых форм, которые обеспечивают релаксацию внутренних напряжений под давлением формы.
Вышеупомянутые методы рельефного тиснения и термоформования могут также комбинироваться, с тем чтобы получить (ко)экструдированную термопластичную пищевую оболочку, имеющую на поверхности контакта с пищевым продуктом текстурированную поверхность, образующую рисунок в виде сетки.
Для удобства, если оболочка представляет собой плоскую пленку или рукавную пленку с открытым концом, стадии рельефного тиснения и/или термоформования поверхности контакта с пищевым продуктом и стадия покрывания функциональной добавкой могут проводиться перед запечатыванием пленки в рукав. Запечатывание может производиться, например, сваркой “утюжком” или предпочтительно ультразвуковой сваркой, но в зависимости от используемых в структуре материалов может быть использован любой другой известный метод запечатывания, включая склеивание.
Необязательно экструдированная пищевая оболочка может быть одноосно или двухосно растягиваться, например, с помощью воздушной подушки между двумя прижимными роликами. В процессе растягивания термопластичный материал оболочки ориентируется, и оболочка снова приобретает способность к термоусадке (которая может постепенно снижаться за счет термостабилизации), так что оболочка находится в плотном и хорошо округленном состоянии даже после использования ее в процедуре "набивка-и-варка". Однако должны учитываться вышеупомянутые ограничения.
Для тиснения, например, отверстий сетки (“тонкое тиснение”) особенно предпочтительными являются неориентированные оболочки. Тиснение уменьшает толщину стенки оболочки в местах, где сетка имеет отверстия (практически без создания отверстий в оболочке), перемещая этот материал на место сетки, в результате чего толщина стенки увеличивается. Когда эта оболочка выворачивается и наполняется, то после ее удаления сетка будет выглядеть на колбасе как вмятины, в то время как тонкостенная оболочка образует выпуклости, придавая, тем самым, типичную топологию продукта, варка которого проводилась в сетке. Необязательно образованию выпуклостей может способствовать подвергание тисненой оболочки последующему процессу термоформования, например, посредством гофратора. Покрываемая снаружи перед любой стадией выворачивания, оболочка может переносить цвет как функциональная пищевая добавка в разной степени, дополнительно поддерживая впечатление оболочки продукта, варка которого проводилась в сетке. Если оболочка подвергается только рельефному тиснению, то пропитка может создавать “запасы” на тисненых участках, так что после сушки эти участки будут содержать больше переносимой функциональной добавки, чем участки с сеткой. Если оболочка дополнительно подвергается термоформованию перед нанесением покрытия из функциональной добавки, то термоформованные участки могут претерпевать термоусадку, например, на стадии сушки в такой степени, что количество, перенесенное на термически сформованные выпуклости, будет больше, чем количество, перенесенное через сетчатую поверхность.
Стадия нанесения покрытия в типичных случаях проводится отдельно от процесса экструзии в целях поддержания гибкости производства. Однако возможно также проводить процесс нанесения наружного покрытия вместе со стадиями экструзии, рельефного тиснения, термоформования и/или отжига на одной линии, если по меньшей мере один абсорбирующий слой доступен, т.е. расположен снаружи в случае трубчатой оболочки.
В предпочтительном варианте осуществления изобретения нанесение покрытия на наружную поверхность пищевой оболочки по настоящему изобретению, которая будет переносить по меньшей мере одну переносимую функциональную добавку, осуществляется распылением или погружением оболочки в ванну. Традиционные методы нанесения печати являются сложными в использовании, так как текстурированная поверхность оболочки показывает относительно большую разницу в толщине стенки. Однако вариантом могут гибкие ножи для нанесения покрытия. В типичных случаях нет необходимости в отдельной стадии сушки, если дозировка адекватная. Тем не менее, стадия сушки, которая одновременно может служить стадией отжига, если термостабильность функциональной добавки достаточно высокая, может помочь закреплению по меньшей мере одной переносимой функциональной добавки. Сушка может осуществляться в соответствии с традиционными технологиями сушки, такими как сушка горячим воздухом, инфракрасная сушка или с применением других средств, включая воздушные лопасти. Хотя обычно воздушные лопасти устанавливаются таким образом, чтобы они не сдували покрытие, они могут быть полезны для сдувания избытка покрытия с участков с более низкой удерживающей способностью или с перенасыщенных мест. Если воздушная лопасть использует холодный воздух, то отжиг невозможен, но и усадка не будет иметь места.
Если отжиг желателен для уменьшения усадки оболочки и термоформованных участков, то стадия отжига может вводиться при условии, что оболочка нагрета до температуры отжига при достаточном натяжении без ущерба для геометрических свойств.
Когда наружное покрытие наносится распылением или внутреннее распыление проводится в процессе гофрирования, то распыление часто выполняется таким путем, чтобы гарантировать равномерное покрывание цилиндрической поверхности в г/м2. Это может привести к меньшему количеству покрытия/площадь поверхности на термоформованных участках, чем на не термоформованных участках, поскольку площадь поверхности фактически расширяется там, где имеет место растягивание термоформованием, в то время как распыляемое количество функциональной добавки в типичных случаях не увеличивается при распылении на место, показывающее (термоформованное) отклонение от цилиндрической формы. Способы нанесения покрытия, которое полностью покрывает поверхность оболочки, такие как затопление снаружи или окунание в ванну, покрывают всю площадь поверхности и приводят к распределению по меньшей мере одной функциональной добавки в зависимости от локальной удерживающей способности, которая выше на термоформованных выпуклостях и ниже на не термоформованных участках. Использование скребка-лопатки может даже усилить эффект, за счет соскабливания функциональной добавки, особенно с участков большей толщины. Если удерживающая способность тисненых и/или термоформованных участков является слишком высокой для требуемого цветового эффекта, то удерживаемая функциональная добавка может удаляться с этих участков, например, путем продувания воздуха, соскабливания гибкими скребками-лопатками, с помощью губок или регулируемых по высоте всасывающих устройств. Эффективное применение этих или других методов зависит от разницы в высоте между участками с тонкой и толстой толщиной стенки. Во многих случаях отведение оболочки вверх (если не вертикально) на некоторое время до начала стадии горизонтальной сушки эффективно удаляет ненужные количества функциональной добавки.
Альтернативно, оболочка по настоящему изобретению, которая после рельефного тиснения и/или термоформования будет переносить по меньшей мере одну переносимую функциональную добавку, может пропускаться между двумя парами последовательно расположенных прижимных вальцов, где может размещаться пузырь с жидкостью, содержащей композицию, содержащую по меньшей мере одну переносимую функциональную добавку, которая предпочтительно представляет собой раствор или суспензию указанной по меньшей мере одной переносимой функциональной добавки. Эта пропитка перемещающимся пузырем возможна в том случае, если тисненая и необязательно термоформованная оболочка с наружной поверхностью, имеющей удерживающую способность, была вывернута наизнанку или по меньшей мере одна поверхность, обладающая удерживающей способностью, уже является внутренним слоем трубчатой, только термоформованной, оболочки либо тисненой, необязательно термоформованной и запечатанной плоской пленки.
Когда покрытие наносится на внутреннюю поверхность текстурированной оболочки, имеющей удерживающую способность по образцу термоформованного рисунка, методом перемещающегося пузыря между парами прижимных барабанов, то выровненные термоформованные выпуклости могут захватывать жидкость, которая не была отжата из оболочки. В этом случае рекомендуется, чтобы пузырь проходил оболочку при такой скорости, которая не оставит для оболочки времени стать насыщенной по меньшей мере одной переносимой функциональной добавкой, пока она находится между парами прижимных барабанов, так что захваченная жидкость может абсорбироваться в некоторой степени термопластичным материалом оболочки в процессе последующего хранения пропитанной оболочки. Эта абсорбция жидкой функциональной добавки может увеличиться с введением вышеупомянутых гидрофильных компонентов в рецептуру слоев, входящих в контакт с функциональной добавкой.
Если пропитка по меньшей мере одной переносимой функциональной добавкой имеет место до необязательного процесса термоформования, то после термоформования термоформованные участки будут содержать меньше добавки/площадь поверхности, чем не термоформованные участки, так что на готовом продукте выпуклости будут меньше покрыты переносимой функциональной добавкой из расчета на площадь, чем участки с сеткой. Для того чтобы напоминать продукт, варка которого проводилась в сетке, этот внешний вид не является предпочтительным, но могут быть дизайны, которые напоминают желательный внешний вид, так что проведение пропитки до механической или термической обработки оболочки становится рекомендательным.
Готовые пищевые оболочки по изобретению обычно имеют общую толщину стенки (в зависимости от полученного рисунка) от 1 мкм до 2000 мкм, предпочтительно - от 5 до 1500 мкм, более предпочтительно - от 10 до 1000 мкм.
Необязательно оболочка может гофрироваться по традиционной технологии, известной специалисту в данной области техники. Альтернативно, возможно использование из рулона, в отрезках или также в виде мешков.
Если пищевая оболочка должна запечатываться, например, с образованием трубчатых оболочек или мешков, то последовательность слоев, рецептура слоев и дизайн пленки должны отражать тот факт, что стадии рельефного тиснения и термоформования создают участки с различной толщиной стенки, которые могут требовать различного времени запечатывания и/или давления запечатывания, и/или энергии запечатывания, если выбранный метод запечатывания основан на теплопереносе через слои оболочки до внутренней поверхности запечатывания. Во избежание большой разницы в толщине запечатываемых участков ламинированная пленка или формуемая отливкой пленка могут состоять из подлежащего рельефному тиснению контактирующего с пищевым продуктом слоя уменьшенной ширины по сравнению с наружным слоем(ями), так что наружный слой(и) могут свариваться прямо друг с другом в нахлестку. Другой вариант - это оставить запечатываемый участок без обработки тиснением и/или термоформованием. Это может быть достигнуто за счет конструирования цилиндров или плит для рельефного тиснения в соответствии с размерами мешков и требований запечатывания. Альтернативно, тисненая плоская пленка может ламинироваться термосвариваемой пленкой для преобразования плоской пленки в трубчатую оболочку с последующим запечатыванием ее дополнительной полоской из такого же термосвариваемого материала в нахлестку или свариванием встык концов пленки.
С учетом вышеуказанных свойств пищевая оболочка с покрытием или пропиткой по изобретению может заполняться пищевым продуктом, в частности, мясными продуктами, такими как колбасный или ветчинный фарш либо плавленый сыр или рыбные продукты, и переносить окрашивающие или ароматизирующие функциональные пищевые добавки на пищевой продукт в процессе термообработки (варки) и/или хранения.
Ниже изобретение описано с приведением примеров вариантов его осуществления и сравнительных примеров, но без ограничения объема изобретения.
Примеры
Следующее сырье использовалось для выполнения всех примеров 1, 2 и 3 и всех сравнительных примеров C1 - C6:
- связывающий агент: модифицированный полиолефин Admer NF 518E от Mitsui Chemicals
- PE: полиолефин Exceed 2018 KB от ExxonMobil
- PA: полиамид UBE5033B от UBE.
Неориентированная оболочка, используемая в примере 1 и для сравнительных примеров C1 и C3, изготовлялась на линии экструзии раздувом рукавной пленки с 3 экструдерами. Трубчатая оболочка изготовлялась в соответствующих экструдерах путем пластификации и гомогенизации описанных выше сырьевых материалов, имеющих температуру плавления около 220°C в случае слоя на основе полиамида и около 200°C в случае слоев на основе полиолефина. Три (3) потока расплавов коэкструдировались через 3-слойную головку при 225°C, в которой отдельные потоки объединялись в количественных соотношениях с учетом требуемой толщины отдельных слоев и экструдировались через кольцевую фильеру.
Примером 1 является неориентированная трубчатая 3-слойная оболочка, полученная из 20 мкм полиамида в качестве внутреннего слоя, 8 мкм модифицированного полиолефина (связывающий агент = адгезив) и 88 мкм полиолефина на наружной стороне во время экструзии. Ширина в плоско-сложенном виде составляла 140 мм. Размотанная оболочка предварительно нагревалась инфракрасным нагревом до температуры примерно 135°C, т.е. выше температуры плавления полиолефиновых слоев, но ниже температуры плавления полиамидного слоя. Затем плоско-сложенная трубчатая оболочка подвергалась рельефному тиснению в течение 15 с при гидравлическом давлении 80 бар в гидравлическом цилиндре диаметром 45 мм между 2 нагретыми инструментами для тиснения с полимерным покрытием из фторэтилена (PTFE) длиной 280 мм и шириной 250 мм, которые были нагреты до температуры примерно 120°C и способны тиснить квадраты со стороной 17 мм. Между квадратами имелись углубления в форме полутрубы диаметром 1 мм и глубиной 0,8 мм, напоминающие рисунок сетки. После рельефного тиснения тонко-тисненые участки имели толщину примерно 70 мкм, в то время как участки с сеткой имели толщину до 0,8 мм, заполняя углубления полутрубчатой формы инструмента для тиснения. Тисненая оболочка обрабатывалась коронным разрядом, чтобы ее поверхностное натяжение при смачивании составило 40 мН/м на тонко-тисненых квадратных участках и после этого покрывалась функциональной добавкой SmokEz Cherrywood Poly2515 от Red Arrow путем распыления функциональной добавки на горизонтальной верхней стороне оболочки, при этом количество, распыленное на оболочку, заполняло участки без сетки примерно до высоты сетки (время контакта 1 мин). Количество функциональной добавки на тисненых участках с более высокой удерживающей способностью уменьшалось при вытягивании оболочки вверх под углом 10° в течение 1 мин перед направлением оболочки на стадию горизонтальной сушки в потоке воздуха при 80°C. Сушка прекращалась, как только функциональная добавка стала достаточно сухой для подачи на следующую стадию. После сушки оболочка переворачивалась верхней стороной вниз, и процесс покрытия проводился во второй раз. Перед набивкой оболочка переворачивалась обратно.
Неориентированная 3-слойная оболочка, использовавшаяся в примерах 2 и 3 и для сравнительных примеров C2 и C4, изготовлялась таким же способом, что и оболочка примера 1 и сравнительных примеров C1 и C3, за исключением того, что применялась более высокая скорость линии экструзии, так что 3-слойная оболочка имела уменьшенную толщину стенки, образуемой в процессе экструзии из 15 мкм полиамида в качестве внутреннего слоя, 6 мкм модифицированного полиолефина (связывающий агент = адгезив) и 66 мкм полиолефина снаружи. Ширина плоско-сложенной оболочки составляла 140 мм.
Для примера 2 размотанная оболочка предварительно нагревалась инфракрасным нагревом до температуры примерно 135°C, т.е. выше температуры плавления полиолефиновых слоев, но ниже температуры плавления полиамидного слоя. Плоско-сложенная трубчатая оболочка подвергалась рельефному тиснению в течение 15 с при гидравлическом давлении 80 бар в гидравлическом цилиндре диаметром 45 мм между 2 инструментами для тиснения (с PTFE-покрытием) длиной 280 мм и шириной 250 мм, которые нагревались до температуры примерно 120°C для тиснения квадратов со стороной 17 мм. Между квадратами имелись промежутки в форме полутрубы диаметром 1 мм и глубиной 0,6 мм, напоминающие сетку. После рельефного тиснения тонко-тисненые участки имели толщину примерно 60 мкм, в то время как участки с сеткой имели толщину до 0,6 мм, расширяя промежутки в форме полутрубы инструмента для тиснения. Тисненая оболочка обрабатывалась коронным разрядом, с тем чтобы ее поверхностное натяжение при смачивании составило 40 мН/м на тонко-тисненых квадратных площадях, затем на нее наносилось покрытие с последующей сушкой и выворачиванием перед набивкой, как в примере 1.
Пример 3 имел такую же структуру, что и пример 2, но был обрезан с одного конца, чтобы получить открытую плоскую ширину 270 мм. Открытая оболочка предварительно нагревалась инфракрасным нагревом до температуры примерно 135°C и подвергалась рельефному тиснению в течение 15 секунд при гидравлическом давлении 80 бар в гидравлическом цилиндре диаметром 45 мм с применением инструмента для тиснения (с PTFE-покрытием) длиной 280 мм и шириной 250 мм, который нагревался до температуры примерно 120°C и был способен к тиснению квадратов со стороной 17 мм. Между квадратами имелись промежутки в форме полутрубы диаметром 1 мм и глубиной 0,6 мм, напоминающие сетку. Пленка располагалась относительно инструмента таким образом, чтобы 10 мм на каждом из двух концов открытой пленки остались без тиснения. После рельефного тиснения тонко-тисненые участки имели толщину примерно 60 мкм, в то время как участки с сеткой имели толщину до 0,6 мм, становясь толще в промежутках в форме полутрубы инструмента для тиснения. Тисненая пленка с подлежащими термоформованию тонкими участками квадратной формы обрабатывалась коронным разрядом, чтобы она имела поверхностное натяжение при смачивании 40 мН/м на тонко-тисненых квадратных участках, и предварительно нагревалась инфракрасным нагревом на нетисненой стороне до температуры термоформования подлежащих термоформованию участков примерно 100°C. В отделении для термоформования, пока пленка удерживалась на месте сетчатыми участками пленки, взаимосвязанными с (фото)негативным рисунком для сетки на контактирующей с пленкой поверхности верхнего инструмента, участки квадратной формы проталкивались вакуумом в нижней форме и давлением воздуха в верхней форме однородно в полости нижней формы, которая имела форму (в направлении, перпендикулярном плоскости пленки) слишком натянутых выпуклостей (глубина 10 мм), растягивая, тем самым, тисненые квадратной формы участки с коэффициентом вытяжки примерно от 3 до 4. После термоформования глубина выпуклостей уменьшилась в результате инфракрасного нагрева примерно до 3-4 мм. На следующей стадии тисненая и термоформованная пленка покрывалась функциональной добавкой SmokEz Cherrywood Poly2515 от Red Arrow путем распыления функциональной добавки на горизонтальную пленку. В отличие от примера 2, выпуклости не затоплялись, а только покрывались относительно тонкой моросью жидкого дыма. По достижении следующей стадии горизонтальной сушки некоторая часть жидкого дыма начинала скапливаться на дне термоформованных выпуклостей. Сушка жидкого дыма потоком воздуха температурой 80°C закрепила функциональную добавку. В заключение пленка сваривалась в рукав, причем стороной с покрытием внутрь, с помощью ленты (толщиной 30 мкм) UBE 50333B, приваренной к PA-слою на не перекрывающихся, не тисненых и не термоформованных краях пленки 2-мя продольными сварными швами (ультразвуковая сварка) шириной 1 мм, имеющими достаточную прочность, чтобы уцелеть в цикле варки. Оболочка примера 3 не выворачивалась перед набивкой.
Сравнительный пример C1 изготовлялся таким же способом, что и пример 1, за исключением того, что перемещение инструмента для тиснения было ограничено размещением стальных полос толщиной 0,22 мм между поверхностями 2 форм так, что сжатие рукавной пленки между 2 формами прекращалось при расстоянии 2 поверхностей 0,22 мм (с параллельными поверхностями форм), в результате чего сокращалось образование сетки.
Сравнительный пример C2 изготовлялся таким же способом, что и пример 2, за исключением того, что перемещение инструмента для тиснения было ограничено размещением спаренных стальных полос толщиной 0,08 мм между поверхностями 2 форм, так что сжатие рукавной пленки между 2 формами прекращалось при расстоянии 2 поверхностей 0,16 мм, в результате чего сокращалось образование сетки.
Сравнительными примерами C3 и C4 были не тисненые, не термоформованные исходные оболочки соответственно примера 1 и примера 2. После обработки в коронном разряде, чтобы иметь поверхностное натяжение при смачивании 40 мН/м, сравнительные примеры покрывались SmokEz Cherrywood Poly2515 от Red Arrow путем распыления функциональной добавки на верхней стороне в количестве, достаточном для покрывания поверхности, стекания с краев оболочки и времени контакта 1 мин; затем оболочка направлялась вверх под углом 10° на 1 мин с последующей сушкой верхней стороны на стадии горизонтальной сушки в потоке воздуха температурой 80°C и (после переворачивания верхней стороны лицом вниз) также нанесением покрытия на нижнюю сторону оболочки без подвергания оболочек стадии рельефного тиснения и/или термоформования. Стадия сушки закрепила функциональную добавку. Перед набивкой оболочка переворачивалась обратно.
Неориентированная 5-слойная оболочка, используемая в сравнительных примерах 5 и 6, изготовлялась таким же способом, что и оболочка для примера 1, но разная толщина слоев достигалась распределением наружного PE-слоя 3-слойной структуры на 3 экструдера, так что оболочка сравнительных примеров 5 и 6 имела увеличенную толщину стенки, образованную из 20 мкм полиамида в качестве внутреннего слоя, 20 мкм модифицированного полиолефина (связующий агент = адгезив) и 3 слоев (60 мкм) каждого из полиолефинов на наружной стороне во время экструзии. Ширина в плоско-сложенном виде составляла 140 мм.
Для сравнительного примера 5 оболочка предварительно нагревалась инфракрасным нагревом до температуры примерно 135°C, т.е. выше температуры плавления полиолефиновых слоев, но ниже температуры плавления полиамидного слоя. Плоско-сложенная трубчатая оболочка подвергалась рельефному тиснению в течение 30 секунд при гидравлическом давлении 80 бар в гидравлическом цилиндре диаметром 45 мм между 2 инструментами для тиснения (с PTFE-покрытием) длиной 280 мм и шириной 250 мм, нагретыми до температуры примерно 120°C и способными к тиснению квадратов со стороной 34 мм. Между квадратами имелись промежутки в форме полутрубы диаметром 2 мм и глубиной 2 мм, напоминающие сетку. После рельефного тиснения тонко-тисненые участки имели толщину примерно 55 мкм, в то время как участки с сеткой имели толщину до 2 мм, расширяя промежутки в форме полутрубы инструмента для тиснения. Тисненая оболочка обрабатывалась коронным разрядом, с тем чтобы ее поверхностное натяжение при смачивании составляло 40 мН/м на тонко-тисненых квадратных участках, затем на нее наносилось покрытие, и она высушивалась таким же способом, что и в примере 1, в заключение оболочка выворачивалaсь перед набивкой продуктом.
Сравнительный пример C6 представлял собой исходную оболочку сравнительного примера C5. После обработки в коронном разряде для достижения поверхностного натяжения оболочки при смачивании 40 мН/м сравнительный пример C6 покрывался SmokEz Cherrywood Poly2515 от Red Arrow путем распыления функциональной добавки на верхней стороне в количестве, достаточном для покрывания поверхности, стекания с краев оболочки и установления времени контакта 1 мин, затем оболочка направлялась вверх под углом 10° на 1 мин с последующей сушкой верхней стороны на стадии горизонтальной сушки в потоке воздуха температурой 80°C и (после переворачивания верхней стороны лицом вниз) нанесением покрытия на нижнюю сторону оболочки без подвергания оболочек стадии рельефного тиснения и/или термоформования. Стадия сушка закрепляла функциональную добавку. Перед набивкой продукта оболочка выворачивалась.
Таблица 1 дает обзор оболочек в примерах.
Оценка образцов
Примеры были охарактеризованы с помощью следующих методов оценки.
- Удерживающая способность (RC)
Удерживающая способность поверхности оболочки оценивалась путем определения массы деминерализованной воды, задержанной между текстурированной стороной оболочки, скрепленной с первой прямоугольной в форме куба стеклянной пластиной (10 см x 10 см x 1,3 мм, масса = 31 г) с помощью клейкой с обеих сторон ленты, и второй стеклянной пластиной таких же размеров, размещенной поверх текстурированной поверхности и нагруженной массой 5 кг. Тест проводился при комнатной температуре (25°C) и атмосферном давлении (1 бар). Сначала клейкая лента (двухсторонняя Handicraft Tape Extra Strong от Tesa SE) закреплялась на одной стороне стеклянной пластины, покрывая ее поверхность адгезивом. Через стекло можно было контролировать отсутствие улавливания воздушных пузырьков. Затем образец оболочки размером 10 см x 10 см скреплялся (при отсутствии пузырьков воздуха) с текстурированной стороной, обращенной от адгезива на клейкой ленте. Общая масса 2-х стеклянных пластин, клейкой ленты и образца оболочки взвешивалась на весах (с максимальной массой взвешивания 420 г и ценой деления d = 0,001 г от Sartorius). Стеклянная пластина с образцом помещалась сверху на горизонтально выровненную стопку бумаги размером 9 см x 9 см и высотой по меньшей мере 2 см, чтобы удалить избыток воды из испытательной системы, как только текстурированная поверхность будет затоплена. Затем вся текстурированная поверхность затапливалась деминерализованной водой, и вторая стеклянная пластина помещалась поверх покрытой водой текстурированной поверхности для отжима избыточной воды. В заключение дополнительная масса помещалась сверху на вторую стеклянную пластину для дополнительного отжима избытка деминерализованной воды. Стеклянная пластина и масса оставались поверх участков с более низкой удерживающей способностью текстурированной поверхности в течение 1 мин. После тщательного вытирания остатков воды на доступных поверхностях обеих стеклянных пластин и удаления 5 кг-массы испытательная система вновь взвешивалась. Разница в массе между испытательной системой с и без деминерализованной воды и есть удерживающая способность оболочки/100 см2. Измеренная разница в массе умножалась на 100 для получения удерживающей способности в г/м2.
Текстурированные рисунки скорее всего будут повторяться таким образом, что 2 стеклянные пластины будут практически параллельны друг другу. Если дизайн рисунка приводит к значительному наклону верхней стеклянной пластины, то можно выбрать стеклянные пластины большего размера, чтобы они касались рисунков в тех местах, которые вновь обеспечат практически параллельное расположение 2 стеклянных пластин, причем текстура разделяет их.
Для оценки удерживающей способности термоформованных участков образец оболочки помещался своей контактирующей с пищевым продуктом поверхностью поверх маски, которая поддерживала оболочку снизу на не термоформованных (сетчатых) участках только с максимальной толщиной стенки и имела адекватно крупные полости внутри, что позволяло термоформованным участкам расширяться в полости маски при заполнении деминерализованной водой. Используемая маска размером 10 см x 10 см x 1 см была изготовлена из PMMA-блока. С помощью двухсторонней клейкой ленты маска закреплялась на стеклянной пластине, а образец оболочки - на верхней стороне маски. Теперь взвешиваемая испытательная система включала маску и дополнительную ленту на опорных местах. После этого стало возможным заполнить термоформованную геометрию деминерализованной водой и разместить вторую стеклянную пластину поверх текстурированной поверхности для определения удерживающей способности согласно изобретению.
RC оценивалась в 3 местах, причем это число мест было достаточным для включения в оценку всей окружности периметра оболочки, и рассчитывалось среднее значение.
- Толщина стенки на участке с более низкой удерживающей способностью (WT LRC)
Перед практическим измерением толщины стенки участка с более низкой удерживающей способностью необходимо было определить участки, имеющие более низкую удерживающую способность. Для этого прямоугольная, имеющая форму куба, стеклянная пластина размером 10 см x 10 см x 1,3 мм (масса = 31 г) покрывалась при отсутствии пузырьков воздуха двухсторонней клейкой лентой (двухсторонняя Handicraft Tape Extra Strong от tesa SE). Трубчатая оболочка с открытым концом в плоско-сложенном виде принудительно помещалась не текстурированной стороной на клейкую ленту во избежание захватывания пузырьков воздуха. Образец выравнивался по краям стеклянной пластины с помощью коврового ножа. Затем вторая стеклянная пластина таких же размеров покрывалась при отсутствии пузырьков воздуха двухсторонней клейкой лентой, с тем чтобы закрепить не содержащий пузырьков воздуха кусок копировальной бумаги (Plenticopy 200 H от Pelikan Group GmbH) на этой второй стеклянной пластине. На противоположной стороне стеклянной пластины был закреплена с помощью двухсторонней клейкой ленты гиря 200 г. Стеклянная пластина своей обращенной вниз стороной с копировальной бумагой помещалась поверх текстурированной стороны образца и перемещалась вперед-назад по меньшей мере 3 раза примерно на 1 см в двух направлениях, параллельных краям стеклянной пластины вокруг текстурированного образца, так что копировальная бумага оставила окрашенные оттиски на всех участках текстурированной стороны образца, которые были в контакте с верхней стеклянной пластиной, пометив подлежащие анализу места с низкой удерживающей способностью.
Согласно настоящему изобретению средняя толщина термопластичной пищевой оболочки на участке с низкой удерживающей способностью определялась в 5 местах, помеченных цветом копировальной бумаги. 4 из 5 мест не располагались на одной линии, и каждое из 5 мест отстояло по меньшей мере на 4 см от других. После хранения образца в течение 1 суток в тестируемых условиях при 23°C и относительной влажности 50% толщина в этих 5 местах измерялась согласно DIN 53370:2006-11 метод F (для тисненых пленок) посредством толщиномера, имеющего диаметр поверхности измерения 8 мм и контактное давление 20 кПа.
Для получения одного среднего значения толщины участка с WT LRC, проводилась оценка 5 мест.
- Толщина стенки участка с более высокой удерживающей способностью (WT HRC)
После хранения образца в течение 1 суток в тестируемых условиях при 23°C и относительной влажности 50% толщина стенки термопластичной пищевой оболочки на участке с более высокой удерживающей способностью определялась толщиномером с контактным усилием 0,5 Н, сканированием многочисленных измерений (по меньшей мере 10 измерений) согласно DIN 53370:2006-11 4.1.2 метод P для минимальной толщины стенки вдоль 10 соединяющих линий между каждой парой в 5 местах, измеренной для определения толщины участков с более низкой удерживающей способностью. Поскольку освобождение образца от клейкой ленты может приводить к деформации образца, пришлось использовать новый образец, рассчитанный для анализа 5 мест, которые равным образом располагались внутри текстуры, подобно местам, идентифицированным для WT LRC.
В случае, если участки с более высокой удерживающей способностью невозможно было сделать доступными для измерительного наконечника толщиномера, как определено в DIN 53370:2006-11 4.1.2 метод P, то толщина этих участков определялась по тонким срезам под световым или оптическим микроскопом. Тонкие срезы (толщиной 20 мкм) (ко)экструдированной термопластичной пищевой оболочки нарезались параллельно вдоль соединяющих 5 мест линий и анализировались световой микроскопией в подходящем увеличении и контрастности (например, 400x, поляризованный свет в режиме светопропускания), с тем чтобы определить WT HRC. В случае, если невозможно разрезать оболочку, чтобы получить тонкий срез, можно воспользоваться крио-микротомом (криотомом) и/или образец можно заключить в отверждающуюся смолу перед разрезанием.
Для одного среднего значения WT HRC определялись 10 минимальных толщин 10 соединяющих линий и рассчитывалось среднее значение.
Разница в толщине между участками, имеющими более высокую удерживающую способность, и участками, имеющими более низкую удерживающую способность, рассчитывалась is calculated by subtracting the average value of WT HRC from the average value of WT LRC.
Отношение толщин стенок рассчитывалось путем деления среднего значения толщины стенки слоя с более высокой удерживающей способностью (WT HRC) на среднее значение толщины стенки слоя с более низкой удерживающей способностью (WT LRC).
- Высота выпуклостей
Для определения высоты выпуклостей готовой колбасы без оболочки использовался штангенциркуль с линейкой с d = 0,1 мм. 5 ломтиков шириной 50 мм отрезались поперек от термически обработанной и охлажденной колбасы в оболочке. Сердцевина каждого ломтика вырезалась по кругу таким образом, чтобы осталось цилиндрическое кольцо толщиной примерно 5 мм плюс глубина возможных выпуклостей и оставшаяся ширина 50 мм. Кольцо вырезалось открытым, помещалось плашмя на поверхность стола и очищалось от оболочки. Прямоугольная, в форме куба, стеклянная пластина размером 10 см x 10 см x 1,3 мм (масса = 31 г) размещалась по ширине по меньшей мере на 3 выпуклости, и с помощью штангенциркуля с линейкой измерялось расстояние между основаниями двух выпуклостей и нижней поверхностью стеклянной пластины. Измерения проводились в 2-х местах/ломтик и по результатам 10 измерений рассчитывалось одно среднее значение.
- Дополнительный барьер
Для оценки дополнительного барьера поверхность термически обработанной колбасы в оболочке протиралась белой бумажной салфеткой. Отмечался любой перенос функциональной добавки через оболочку. “Чистая наружная сторона” означает, что изменения цвета белой бумажной салфетки визуально не обнаружено.
- Рисунок поверхности после термической обработки (варки)
Колбасы типа болонской готовили путем набивки фаршевой эмульсии в пропитанный материал образца, варки колбас в варочной камере при 76°C в течение 2 часов и охлаждения их в течение ночи до 3°C в холодильной камере. Перенесенный рисунок функциональной добавки на поверхность готовой колбасы с удаленной оболочкой оценивался визуально как видимость более светлого рисунка сетки против более темных участков без сетки по шкале от 0 (= рисунок сетки не виден), 1 (= рисунок сетки едва виден) и 2 (= рисунок сетки хорошо виден) до 3 (= рисунок сетки очень четко виден).
Таблица 1 показывает результаты оценки свойств.

Образцы не тисненых и не термоформованных сравнительных примеров C3, C4 и C6 не показали ни выпуклостей, ни рисунка сетки. Перенос дыма привел к образованию неравномерного и бледного рисунка, поскольку  часть жидкости стекала каплями по оболочке, прежде чем достигала зоны сушки, а оставшаяся жидкость высушивалась без рисунка на поверхности. Сравнительные примеры C1 и C2 показали слабо видимый рисунок, но без значимой текстурированной топологии.
часть жидкости стекала каплями по оболочке, прежде чем достигала зоны сушки, а оставшаяся жидкость высушивалась без рисунка на поверхности. Сравнительные примеры C1 и C2 показали слабо видимый рисунок, но без значимой текстурированной топологии.
В отличие от них, примеры по изобретению показывают хороший перенос добавки и не допускают миграции переносимой функциональной добавки наружу. Наиболее важно то, что наблюдается четко видимое различие в цвете между участком без сетки и участком расположение сетки. Колбаса имела цвет от коричневого то темно-коричневого, соответствующий удерживающей способности.
Тонкие участки примера 1 несколько выпирали под давлением набивки, в то время как толстая сетка, нанесенная тиснением, оставила свой отпечаток на поверхности термообработанного пищевого продукта с удаленной оболочкой.
Сравнительный пример C5 также показал хорошо видимый рисунок и текстурированную топологию, но место зажима оболочки клипсой не было запечатано герметично, поскольку было видно, как пузырьки воздуха выходят через клипсу надутой сжатой клипсой части оболочки, погруженной в воду.
Примеры согласно изобретению показали, что оболочки можно заполнять продуктом и проводить варку без повреждений. Примеры согласно изобретению показали однородный интенсивный перенос функциональной добавки на участки, не имеющие рисунка в виде сетки, при этом сетка остается более светлой и 3-мерно оттиснутой, в отличие от неудовлетворительного переноса сравнительного примера.
Примеры согласно изобретению показывают удерживающую способность для жидкостей от хорошей до отличной. Количество жидкости, возможно удерживаемой, выше после обработки согласно настоящему изобретению, чем количество жидкости, удерживаемой без этой обработки. В зависимости от используемого сырья и реализованной деформации удерживающая способность может определяться в широком диапазоне.
Как описано выше, в альтернативном варианте гидрофильные вещества могут вводиться в барьерные слои для увеличения проникания водяного пара в оболочке по изобретению или они могут вводиться в абсорбирующие слои для повышения абсорбции переносимой функциональной добавки.
Если суммировать вышесказанное, то примеры показывают, что оболочки по изобретению сочетают в себе удерживающую способность, способность к переносу добавки, непроницаемость для функциональных добавок, избирательное окрашивание и текстуру, типичную для продукта, варка (термическая обработка) которого проводилась в сетке, разносторонность дизайна рисунка и надежные механические свойства.
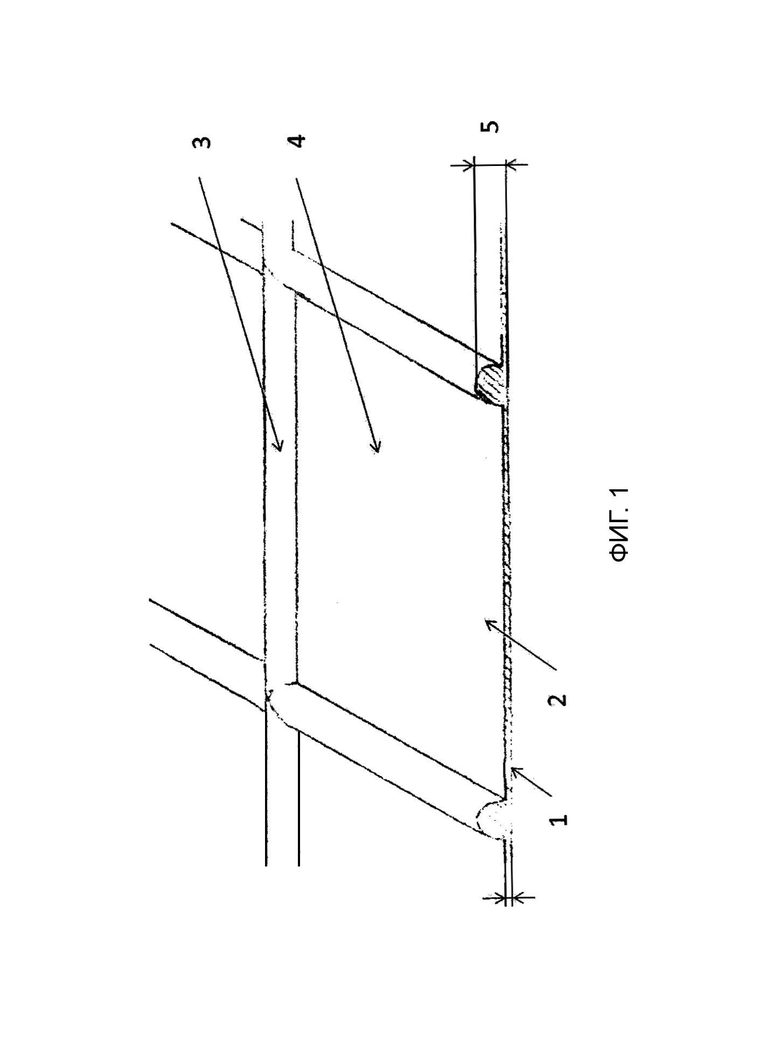
Группа изобретений может быть использована при производстве мясных продуктов, сыров или рыбных продуктов. Переносящая функциональную добавку (ко)экструдированная термопластичная пищевая оболочка обладает барьерным эффектом по отношению к водяному пару и/или к кислороду. Внутренняя сторона термопластичной пищевой оболочки имеет текстурированную поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки. Термопластичная пищевая оболочка имеет текстурированную поверхность в случае однослойной оболочки или внутренний слой, содержащий внутреннюю поверхность, которая является текстурированной. В случае многослойной оболочки содержит в качестве основного компонента по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов, (со)полиолефинов, (со)полимеров (со)полиэстера и винилиденхлорида. (Ко)экструдированная термопластичная пищевая оболочка на своей наружной поверхности не имеет сетки и/или материала, образующего сетку либо другую трехмерную структуру. Средняя толщина термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, составляет от 1 до 100 мкм. Средняя толщина термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 191 до 2000 мкм, при условии, что разница между средней толщиной на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной на указанных участках, имеющих более низкую удерживающую способность, составляет от 160 до 1950 мкм, и что отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25. При изготовлении оболочки предусматривают стадию подвергания ее по меньшей мере одной механической и термической обработке с тем, чтобы создать на ее поверхности, контактирующей с пищевым продуктом, текстурированную поверхность, имеющую трехмерный рисунок, а также стадию покрывания наружной поверхности переносимой функциональной добавкой с последующей необязательной стадией сушки и последующей стадией выворачивания оболочки наизнанку. Обеспечивается высокая прочность оболочки, способность к равномерному гофрированию и дегофрированию, способность к переносу пищевых добавок на заключенный в оболочку продукт, трехмерный рисунок на поверхности продукта. 3 н. и 13 з.п. ф-лы, 1 ил., 1 табл.
1. Переносящая функциональную добавку (ко)экструдированная термопластичная пищевая оболочка, обладающая барьерным эффектом по отношению к водяному пару и/или к кислороду,
при этом внутренняя сторона указанной термопластичной пищевой оболочки имеет текстурированную поверхность, которая образует трехмерный рисунок более высокой и более низкой удерживающей способности для функциональной добавки;
при этом указанная термопластичная пищевая оболочка, имеющая текстурированную поверхность, в случае однослойной оболочки или внутренний слой, содержащий внутреннюю поверхность, которая является текстурированной, в случае многослойной оболочки содержит в качестве основного компонента по меньшей мере один термопластичный полимерный материал, выбранный из группы, состоящей из (со)полиамидов, (со)полиолефинов, (со)полимеров (со)полиэстера и винилиденхлорида;
при этом указанная (ко)экструдированная термопластичная пищевая оболочка на своей наружной поверхности не имеет сетки и/или материала, образующего сетку либо другую трехмерную структуру;
при этом средняя толщина термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, составляет от 1 до 100 мкм; и
при этом средняя толщина термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 191 до 2000 мкм, при условии, что разница между средней толщиной на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной на указанных участках, имеющих более низкую удерживающую способность, составляет от 160 до 1950 мкм и что отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,002 до 0,25.
2. Оболочка по п. 1, причем указанная (ко)экструдированная термопластичная пищевая оболочка имеет текстурированную поверхность на внутренней стороне, которая формирует трехмерную структуру, образующую сетчатый рисунок более высокой и более низкой удерживающей способности для функциональной добавки.
3. Оболочка по п. 2, причем указанная (ко)экструдированная термопластичная пищевая оболочка, имеющая текстурированную поверхность на внутренней стороне, которая образует сетчатый рисунок более высокой и более низкой удерживающей способности для функциональной добавки, представляет собой бесшовную (ко)экструдированную термопластичную пищевую оболочку.
4. Оболочка по п. 1, причем указанная (ко)экструдированная термопластичная пищевая оболочка в случае однослойной оболочки или внутренний слой, включающий внутреннюю поверхность, которая является текстурированной, в случае многослойной оболочки содержит в качестве основного компонента (со)полиолефин и по меньшей мере 5 мас. % (со)полиамида в пересчете на массу термопластичной пищевой оболочки или внутреннего слоя, имеющего текстурированную поверхность.
5. Оболочка по п. 1, в которой разница между средней толщиной на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной на указанных участках, имеющих более низкую удерживающую способность, составляет от 300 до 1000 мкм и в которой отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,01 до 0,20.
6. Оболочка по п. 1, в которой разница между средней толщиной на указанных участках, имеющих более высокую удерживающую способность, и средней толщиной на указанных участках, имеющих более низкую удерживающую способность, составляет от 400 до 800 мкм и в которой отношение средней толщины термопластичной пищевой оболочки на участках, имеющих более высокую удерживающую способность, к средней толщине термопластичной пищевой оболочки на участках, имеющих более низкую удерживающую способность, составляет от 0,04 до 0,10.
7. Оболочка по п. 1, которая содержит по меньшей мере два слоя, при этом температура плавления материала, образующего самый внутренний слой, и температура плавления материала, образующего самый удаленный от центра слой, отличается более чем на 30°C, предпочтительно более чем на 60°C.
8. Оболочка по п. 1, причем (ко)экструдированная термопластичная пищевая оболочка обладает барьерным эффектом по отношению к кислороду.
9. Оболочка по п. 1, в которой в качестве термопластичного материала для по меньшей мере одного слоя термопластичной пищевой оболочки, имеющего структурированную внутреннюю поверхность, использован полиолефин и/или полиамид.
10. Оболочка по п. 1, в которой внутренняя поверхность самого внутреннего слоя показывает поверхностное натяжение при смачивании 35 мН/м или выше при измерении согласно DIN ISO 8296.
11. Способ изготовления (ко)экструдированной термопластичной пищевой оболочки по п. 1, включающий стадию подвергания (ко)экструдированной оболочки по меньшей мере одной механической и термической обработке с тем, чтобы создать на ее поверхности, контактирующей с пищевым продуктом, текстурированную поверхность, имеющую трехмерный рисунок.
12. Способ изготовления (ко)экструдированной термопластичной пищевой оболочки по п. 1, включающий стадию подвергания (ко)экструдированной оболочки по меньшей мере одной механической и термической обработке с тем, чтобы создать на ее наружной поверхности текстурированную поверхность, стадию покрывания наружной поверхности переносимой функциональной добавкой с последующей необязательной стадией сушки и последующей стадией выворачивания оболочки наизнанку.
13. Способ по п. 11, дополнительно включающий стадию подвергания (ко)экструдированной или ламинированной оболочки в состоянии плоской пленки по меньшей мере одной механической и термической обработке с тем, чтобы создать на ее поверхности, контактирующей с пищевым продуктом, текстурированную поверхность, стадию покрывания этой контактирующей с пищевым продуктом стороны переносимой функциональной добавкой с последующей необязательной стадией сушки и последующей стадией запечатывания для создания трубчатой оболочки, внутренность которой покрыта переносимой функциональной добавкой.
14. Способ по п. 11, дополнительно включающий стадию подвергания (ко)экструдированной термопластичной пищевой оболочки одноосной или двуосной ориентации перед стадией формирования текстурированной поверхности на пищевой оболочке.
15. Способ по п. 11, дополнительно включающий стадию рельефного тиснения, которую проводят при термопластичном состоянии материала слоя, контактирующего с пищевым продуктом, для создания текстурированной поверхности на поверхности контакта с пищевым продуктом (ко)экструдированной термопластичной пищевой оболочки.
16. Способ по п. 11, дополнительно включающий стадию нанесения функциональной добавки на текстурированную поверхность (ко)экструдированной термопластичной пищевой оболочки.
| EP 1911352 B1, 06.08.2014 | |||
| EP 3014997 A1, 04.05.2016 | |||
| US 4786512 A1, 22.11.1988 | |||
| US 5043194 A1, 27.08.1991 | |||
| US 5834076 A1, 10.11.1998 | |||
| US 4985260 A1, 15.01.1991 | |||
| ГОФРИРОВАННАЯ В ВИДЕ ЖЕСТКОЙ САМОНЕСУЩЕЙ ГОФРОКУКЛЫ ВЛАГОБАРЬЕРНАЯ ОБОЛОЧКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2016 |
|
RU2627202C1 |
| МНОГОСЛОЙНАЯ ОБОЛОЧКА ДЛЯ КОПЧЕНИЯ И ХРАНЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ И ИЗГОТОВЛЕННЫЙ В НЕЙ КОПЧЕНЫЙ ПИЩЕВОЙ ПРОДУКТ | 2016 |
|
RU2620373C1 |
| МНОГОСЛОЙНАЯ РУКАВНАЯ ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С НЕОДНОРОДНЫМ ПО ТОЛЩИНЕ ВНЕШНИМ СЛОЕМ, ИМЕЮЩИМ РЕЛЬЕФНУЮ ВОЛОКНИСТО-СЕТЧАТУЮ СТРУКТУРУ | 2005 |
|
RU2340195C2 |

