Настоящее изобретение относится к пригодной для переработки термоформованием многослойной пленке, пригодной для применения в качестве упаковочного материала, прежде всего для упаковывания пищевых продуктов.
Упаковки пищевых продуктов с атмосферой защитного газа, известные под названием МГС-упаковок (упаковки с модифицированной газовой средой), находят все более широкое применение, например, для упаковывания свежего мяса.
Известная упаковка подобного типа состоит из двух упаковочных элементов, между которыми находится упакованный в нее продукт (содержимое упаковки). Первый из этих упаковочных элементов преимущественно выполняют в виде лотка, т.е. чашевидной открытой емкости, в полость или углубление которой помещается содержимое упаковки. Такие лотки обычно формуют из соответствующих пленок путем их переработки глубокой вытяжкой. Лоток после помещения в него содержимого упаковки закрывают вторым упаковочным элементом, например крышкой, с получением в результате закрытой емкости, внутри которой находится содержимое упаковки. Оба упаковочных элемента соединяют между собой по краю круговым термосварным швом, перед выполнением которого внутреннее пространство упаковки предпочтительно заполнять защитным газом. Поскольку упаковка должна обеспечивать достаточно надежную защиту ее содержимого при транспортировке и хранении, материал, из которого изготавливают первый упаковочный элемент (лоток), должен обладать определенной механической прочностью и формоустойчивостью при обычных для конкретных окружающих условий температурах. Материал, из которого изготавливают второй упаковочный элемент (крышку), обычно является прозрачным и благодаря этому позволяет хорошо рассмотреть находящееся под ним содержимое упаковки.
К упаковочному материалу, пригодному для переработки термоформованием, преимущественно глубокой вытяжкой, предъявляются весьма разносторонние требования. С одной стороны, упаковочный материал должен обладать хорошей перерабатываемостью, т.е. должен допускать возможность его высокоскоростной надежной переработки термоформованием, например, глубокой вытяжкой, на традиционном, предназначенном для этой цели оборудовании, а с другой стороны, уже вскоре по завершении процесса термоформования он должен приобретать достаточную жесткость для сохранения заданной формы лотка после выхода из установки для термоформования.
Мерой качества упаковочного материала являются пределы, в которых допустимо варьирование параметров его переработки. К таким параметрам относятся скорость упаковывания или фасовки и температура термоформования. При этом стремятся добиться высокой скорости упаковывания или фасовки в сочетании с максимально широким диапазоном температур термоформования. Под температурой термоформования имеется в виду настроенная в машине температура нагревательных зон. Снижение температур термоформования позволяет повысить скорость работы упаковочных машин и уменьшить термическую нагрузку на упаковочный материал. После термоформования целесообразно также наличие у упаковочного материала достаточно большой толщины стенки в критических местах, прежде всего в углах термоформованного упаковочного элемента.
С особыми сложностями приходится сталкиваться в тех случаях, когда упаковочный материал должен обладать прозрачностью, чтобы содержимое упаковки можно было рассмотреть, а тем самым и визуально проверить его состояние также с нижней (тыльной) стороны упаковки. В этих случаях упаковочные материалы не только должны допускать возможность их переработки на обычных установках для термоформования в быстром ритме и в максимально широком диапазоне температур термоформования, но и дополнительно должны сохранять при этом свои оптические свойства, т.е. прежде всего свою высокую прозрачность, ухудшение которой допускается лишь в минимально возможной степени (в пересчете на постоянную толщину материала).
Помимо этого по меньшей мере обращенная внутрь лотка поверхность упаковочного материала должна быть пригодна для термосваривания, чтобы в последующем упаковку после помещения в нее соответствующего содержимого можно было воздухонепроницаемо закрыть путем термосваривания крышки с лотком. Кроме того, используемый упаковочный материал должен удовлетворять требованиям стандартов на токсичность, предъявляемым к упаковкам пищевых продуктов.
Из уровня техники известны пригодные для переработки термоформованием, предпочтительно глубокой вытяжкой, многослойные пленки, изготавливаемые соэкструзией. Однако по технологическим причинам толщину отдельных слоев таких многослойных пленок ограничивают определенной минимальной величиной по отношению к общей толщине слоев многослойной пленки. Так, в частности, с особыми сложностями приходится сталкиваться при изготовлении соэкструзией многослойных пленок, у которых толщина одного отдельного слоя должна составлять менее 5%, прежде всего менее 3%, от общей толщины слоев многослойной пленки.
В продаже имеются установки для соэкструзии плоских пленок, в которых предназначенные для образования отдельных слоев полимеры перед их экструзией через плоскощелевую головку сводятся вместе в так называемом "питателе". В таком питателе задается толщина отдельных слоев и тем самым соотношение между их толщиной. Однако возможности регулирования температурного режима в питателе ограничены, и поэтому настраивать в нем температуру экструзии индивидуально для каждого отдельного слоя невозможно. Вследствие этого невозможно также компенсировать в произвольно задаваемых пределах различия в реологических свойствах полимеров, на основе которых выполняют эти отдельные слои, путем индивидуального варьирования температуры отдельных полимеров. По этой причине в подобных установках невозможно изготавливать отдельные тонкие и однородные слои, когда одновременно с ними экструдируют также сравнительно толстые наружные слои.
Этот обусловленный технологическими причинами отрицательный фактор проявляется наиболее ярко прежде всего при соэкструзии многослойных пленок, количество отдельных слоев в которых превышает 5 и преимущественно достигает 9 и в которых вполне достаточно было бы выполнять лишь некоторые слои сравнительно большой толщины, а остальные слои - минимальной толщины.
Так, в частности, многослойные пленки часто содержат выполненные из определенных материалов слои, которые для выполнения ими своей функции в такой многослойной пленке могли бы иметь гораздо меньшую толщину, чем это возможно по технологическим причинам при их изготовлении соэкструзией. Так, например, многослойные пленки, предназначенные для упаковывания пищевых продуктов в атмосфере защитного газа, обычно содержат барьерный слой, назначение которого состоит в придании упаковке достаточной газо- и/или ароматонепроницаемости. Обычно для выполнения этой функции барьерные слои вполне было бы достаточным выполнять толщиной менее 10 мкм, а предпочтительно даже менее 5 мкм. Когда же барьерный слой является компонентом многослойной пленки с относительно большой общей толщиной ее слоев, составляющей, например, несколько сотен микрометров, то при соэкструзии в описанных выше установках для экструзии плоских пленок отрегулировать толщину барьерных слоев на минимально необходимую для выполнения ими своей функции величину в несколько микрометров невозможно вовсе или возможно лишь с трудом.
Вместо этого барьерные слои в подобных многослойных пленках обычно имеют излишне большую толщину, приводящую к нежелательному ограничению гибкости многослойной пленки. Кроме того, полимеры, на основе которых выполняют барьерный слой, имеют сравнительно высокую стоимость, и поэтому выполнение барьерных слоев излишне большой толщины нежелательно еще и по причине слишком высокого расхода идущих на их изготовление материалов. Изготовление подобных многослойных пленок дополнительно усложняется при необходимости размещения барьерного слоя между двумя полиамидными слоями.
Учитывая все сказанное выше, известные из уровня техники многослойные пленки не оптимальны и лишь с трудом поддаются переработке прежде всего на так называемых формовочно-фасовочно-термосварочных машинах, оснащенных контактными нагревателями.
Таким образом, в данной области сохраняется потребность в пригодном для переработки термоформованием, предпочтительно глубокой вытяжкой, упаковочном материале, обладающем соответствующими преимуществами перед упаковочными материалами, известными из уровня техники.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача предложить усовершенствованный упаковочный материал. Подобный упаковочный материал прежде всего должен быть пригоден для переработки термоформованием, а тем самым и для изготовления лотков для упаковок пищевых продуктов и одновременно по своим показателям механической прочности по меньшей мере должен удовлетворять самым высоким требованиям для возможности его беспроблемной переработки на обычных упаковочных машинах.
Указанная задача решается согласно изобретению с помощью предлагаемой в нем пригодной для переработки термоформованием, предпочтительно глубокой вытяжкой, многослойной пленки, которая имеет
- несущий слой (Т) на основе термопластичного полиолефина, термопластичного сополимера олефина либо их смеси,
- промежуточный слой (Z) на основе термопластичного полиолефина, термопластичного сополимера олефина либо их смеси,
- соединительный слой (V),
- адгезионный слой (HV-1) и/или полиамидный слой (РА-1),
- газо- и/или ароматонепроницаемый барьерный слой (В),
- полиамидный слой (РА-2) и/или адгезионный слой (HV-2) и
- термосвариваемый слой (S)
и у которой толщина барьерного слоя (В) составляет менее 3,0% от ее общей толщины.
При создании изобретения было установлено, что предлагаемые в нем многослойные пленки пригодны для формования из них лотков МГС-упаковок путем глубокой вытяжки. Предлагаемые в изобретении, пригодные для переработки термоформованием, предпочтительно глубокой вытяжкой, многослойные пленки обладают хорошими механическими и оптическими свойствами, которые практически не ухудшаются в результате процесса глубокой вытяжки, токсикологически безвредны и поэтому могут использоваться для упаковывания пищевых продуктов. Термосвариваемость и барьерные свойства предлагаемых в изобретении многослойных пленок можно варьировать в широких пределах в зависимости от предполагаемого назначения без ухудшения при этом их высокой пригодности для переработки термоформованием и их оптических свойств. Особо следует далее отметить тот факт, что в предлагаемых в изобретении многослойных пленках отдельные их слои имеют достаточно малую толщину, несмотря на наличие других слоев относительно большой толщины.
В одном из предпочтительных вариантов выполнения предлагаемых в изобретении многослойных пленок толщина их барьерного слоя (В) составляет менее 2,5%, более предпочтительно менее 2,0%, предпочтительнее менее 1,5%, особенно предпочтительно менее 1,0%, наиболее предпочтительно менее 0,75%, прежде всего менее 0,5%, от общей толщины многослойной пленки.
Предлагаемые в изобретении многослойные пленки пригодны для переработки термоформованием, прежде всего глубокой вытяжкой. Под выражением "пригодный для переработки глубокой вытяжкой" согласно изобретению подразумевается материал, который при тепловом воздействии способен к "глубокой вытяжке" в соответствующем устройстве, т.е. из которого под воздействием давления (и/или вакуума) можно формовать, например, открытую пластиковую емкость, предпочтительно лоток. Речь при этом идет о материале, который обладает термопластичными свойствами, благодаря которым он способен в нагретом состоянии пластически деформироваться, но который при комнатной температуре обладает достаточной формоустойчивостью, благодаря которой он и после помещения в него содержимого упаковки способен в основном сохранять приданную ему глубокой вытяжкой форму (например, форму лотка).
В одном из предпочтительных вариантов предлагаемая в изобретении многослойная пленка имеет адгезионный слой (HV-1) и адгезионный слой (HV-2). В другом предпочтительном варианте предлагаемая в изобретении многослойная пленка имеет полиамидный слой (РА-1) и полиамидный слой (РА-2). Особенно предпочтительно наличие в предлагаемой в изобретении многослойной пленке полиамидного слоя (РА-1) и адгезионного слоя (HV-1) и в равной мере особенно предпочтительно в ней наличие полиамидного слоя (РА-2) и адгезионного слоя (HV-2).
В одном из особенно предпочтительных вариантов предлагаемая в изобретении многослойная пленка имеет следующие слои:
- несущий слой (Т),
- промежуточный слой (Z),
- соединительный слой (V),
- адгезионный слой (HV-1),
- полиамидный слой (РА-1),
- барьерный слой (В),
- полиамидный слой (РА-2),
- адгезионный слой (HV-2) и
- термосвариваемый слой (S).
Последовательность расположения отдельных слоев в пленке в предпочтительном варианте соответствует той же последовательности, в которой они перечислены выше, а именно: (T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(PA-2)//(HV-2)//(S). В указанной последовательности слоев знак "//" обозначает границу раздела между двумя соседними слоями. При этом два разделенных знаком "//" слоя не обязательно должны следовать непосредственно один за другим, т.е. примыкать один к другому, а между ними могут также располагаться другие слои.
Особенно предпочтительны многослойные пленки со следующими последовательностями слоев:
(T)//(Z)//(V)//(HV-1)//(B)//(HV-2)//(S),
(T)//(Z)//(V)//(PA-1)//(B)//(PA-2)//(S),
(T)//(Z)//(V)//(HV-1)//(B)//(PA-2)//(S),
(T)//(Z)//(V)//(PA-1)//(B)//(HV-2)//(S),
(T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(HV-2)//(S),
(T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(PA-2)//(S),
(T)//(Z)//(V)//(HV-1)//(B)//(PA-2)//(HV-2)//(S),
(T)//(Z)//(V)//(PA-1)//(B)//(PA-2)//(HV-2)//(S) и
(T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(PA-2)//(HV-2)//(S).
В одном из предпочтительных вариантов общая толщина предлагаемой в изобретении многослойной пленки составляет по меньшей мере 100 мкм, более предпочтительно по меньшей мере 125 мкм, особенно предпочтительно по меньшей мере 150 мкм, наиболее предпочтительно по меньшей мере 175 мкм, прежде всего по меньшей мере 200 мкм. Предпочтительно общая толщина предлагаемой в изобретении многослойной пленки должна составлять от 100 до 3000 мкм, более предпочтительно от 125 до 2500 мкм, особенно предпочтительно от 150 до 1500 мкм, наиболее предпочтительно от 175 до 1200 мкм, прежде всего от 200 до 1100 мкм. В одном из предпочтительных вариантов общая толщина предлагаемой в изобретении многослойной пленки составляет по меньшей мере 210 мкм, 220 мкм, 230 мкм, 240 мкм, 250 мкм, 275 мкм, 300 мкм, 325 мкм, 350 мкм, 375 мкм, 400 мкм, 425 мкм, 450 мкм, 475 мкм, 500 мкм, 525 мкм, 550 мкм, 575 мкм или по меньшей мере 600 мкм.
Несущий слой (Т) и промежуточный слой (Z) предлагаемой в изобретении многослойной пленки выполняют на основе идентичных или разных полимеров из группы, включающей термопластичный полиолефин, термопластичный сополимер олефина и их смесь.
Несущий слой (Т) предпочтительно выполнять на основе термопластичного полимера с температурой плавления максимум 170°С, предпочтительно максимум 160°С, особенно предпочтительно от 110 до 170°С. Особенно предпочтительно выполнять несущий слой (Т) на основе полиэтилена, прежде всего полиэтилена с плотностью максимум 0,92 г/см3, полипропилена (ПП), сополимера этилена, прежде всего сополимера этилена с винилацетатом, и/или сополимера пропилена. Наиболее предпочтительно выполнять несущий слой (Т) на основе полипропилена, сополимера пропилена (прежде всего статистического сополимера пропилена либо блоксополимера пропилена) или их смеси.
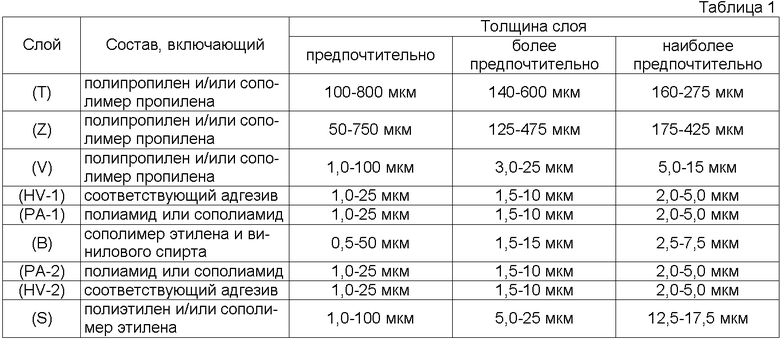
Несущий слой (Т) предпочтительно должен иметь толщину в пределах от 100 до 800 мкм, более предпочтительно от 120 до 700 мкм, особенно предпочтительно от 140 до 600 мкм, наиболее предпочтительно от 150 до 300 мкм, прежде всего от 160 до 275 мкм.
Промежуточный слой (Z) предпочтительно выполнять на основе термопластичного полимера с температурой плавления максимум 170°С, предпочтительно максимум 160°С, особенно предпочтительно от 110 до 170°С. Особенно предпочтительно выполнять промежуточный слой (Z) на основе полиэтилена, прежде всего полиэтилена с плотностью максимум 0,92 г/см3, полипропилена (ПП), сополимера этилена, прежде всего сополимера этилена с винилацетатом, и/или сополимера пропилена. Наиболее предпочтительно выполнять промежуточный слой (Z) на основе полипропилена, сополимера пропилена (прежде всего статистического сополимера пропилена либо блоксополимера пропилена) или их смеси.
Промежуточный слой (Z) предпочтительно должен иметь толщину в пределах от 50 до 750 мкм, более предпочтительно от 100 до 500 мкм, особенно предпочтительно от 125 до 475 мкм, наиболее предпочтительно от 150 до 450 мкм, прежде всего от 175 до 425 мкм.
В одном из предпочтительных вариантов выполнения предлагаемой в изобретении многослойной пленки несущий слой (Т) и промежуточный слой (Z) выполняют на основе одного и того же полиолефина, одного и того же сополимера олефина или одной и той же их смеси. В данной области известны методы, позволяющие выполнять два соседних слоя из полимера одного и того же состава в виде раздельных, индивидуальных слоев. В качестве примера одного из таких методов можно назвать микроскопию с микротомным срезом.
В одном из предпочтительных вариантов выполнения предлагаемой в изобретении многослойной пленки толщина промежуточного слоя (Z) составляет по меньшей мере 10% от толщины несущего слоя (Т). Более предпочтительно толщина промежуточного слоя (Z) должна составлять по меньшей мере 50% от толщины несущего слоя (Т), а в особенно предпочтительном варианте промежуточный слой (Z) выполняют по меньшей мере такой же толщины, что и несущий слой (Т). В одном из предпочтительных вариантов соотношение между толщиной промежуточного слоя (Z) и толщиной несущего слоя (Т) составляет от 0,1:1 до 20:1, более предпочтительно от 0,5:1 до 15:1, особенно предпочтительно от 1:1 до 10:1, наиболее предпочтительно от 1:1 до 5:1, прежде всего от 1:1 до 3:1.
Соединительный слой (V) предлагаемой в изобретении многослойной пленки предпочтительно выполнять на основе полимера, выбранного из группы, включающей полиамиды, сополиамиды, полиолефины, сополимеры олефина, полистирол, полиэтилентерефталат (аморфный ПЭТ (АПЭТ) или кристаллический ПЭТ (КПЭТ)) и поливинилхлорид. Особенно предпочтительно выполнять соединительный слой (V) на основе термопластичного полиолефина, термопластичного сополимера олефина или их смеси. Наиболее предпочтительно выполнять соединительный слой на основе прежде всего полипропилена, сополимера пропилена (прежде всего статистического сополимера пропилена либо блоксополимера пропилена) или их смеси.
Соединительный слой (V) предпочтительно должен иметь толщину в пределах от 1,0 до 100 мкм, более предпочтительно от 2,0 до 50 мкм, особенно предпочтительно от 3,0 до 25 мкм, наиболее предпочтительно от 4,0 до 20 мкм, прежде всего от 5,0 до 15 мкм.
В одном из предпочтительных вариантов несущий слой (Т), промежуточный слой (Z), а также соединительный слой (V) выполнены на основе идентичных либо разных полимеров из группы, включающей термопластичный полиолефин, термопластичный сополимер олефина и их смесь, особенно предпочтительно из группы, включающей полипропилен и сополимер пропилена. При создании изобретения неожиданно было установлено, что термоформуемость предлагаемых в нем многослойных пленок можно варьировать в широких пределах регулированием индекса расплава полимеров, на основе которых выполняют несущий слой (Т), промежуточный слой (Z) и соединительный слой (V). Таким же путем можно варьировать и температуру термоформования. Полимеры, на основе которых выполняют несущий слой (Т), промежуточный слой (Z) и соединительный слой (V), можно характеризовать их индексом расплава (ИР), который согласно изобретению предпочтительно измерять в соответствии со стандартом DIN ISO 1133 при температуре 190°С и при нагрузке 2,16 кг. В предпочтительном варианте полимеры, на основе которых выполняют несущий слой (Т), промежуточный слой (Z) и соединительный слой (V), представляют собой полимеры со сравнительно высоким ИР, т.е. с низкой вязкостью. Несущий слой (Т) предпочтительно выполнять на основе полимера, индекс расплава которого ниже, чем у полимера, на основе которого выполняют промежуточный слой (Z). Указанные слои (Т), (Z) и (V) особенно предпочтительно выполнять на основе полимеров, у которых их индексы расплава (ИР), каждый из которых определяют в соответствии со стандартом DIN ISO 1133 при температуре 190°С и при нагрузке 2,16 кг, соотносятся между собой следующим образом:
ИР(Т)<ИР(Z)<ИР(V) или
ИР(Т)<ИР(V)<HP(Z).
В одном из предпочтительных вариантов соотношение между индексом расплава полимера, на основе которого выполняют несущий слой (Т) (ИР(Т)), и индексом расплава полимера, на основе которого выполняют промежуточный слой (Z) (ИP(Z)), составляет от 1:1,1 до 1:20, более предпочтительно от 1:1,2 до 1:10, особенно предпочтительно от 1:1,3 до 1:5, наиболее предпочтительно от 1:1,4 до 1:4, прежде всего от 1:1,5 до 1:3, при измерении каждого из этих индексов расплава в соответствии со стандартом DIN ISO 1133 при температуре 190°С и при нагрузке 2,16 кг. При создании изобретения неожиданно было установлено, что предлагаемые в нем многослойные пленки обладают лучшими оптическими свойствами по сравнению с многослойными пленками, содержащими только несущий слой (Т) при отсутствии промежуточного слоя (Z) и соединительного слоя (V). При переработке предлагаемых в изобретении прозрачных многослойных пленок термоформованием их прозрачность не ухудшается вовсе или ухудшается лишь в незначительной степени (в пересчете на постоянную толщину материала, т.е. с учетом утонения упаковочного материала при его пластической деформации).
Барьерный слой (В) предлагаемой в изобретении многослойной пленки является газо- и/или ароматонепроницаемым. Методы, пригодные для измерения кислородо- и ароматонепроницаемости, хорошо известны в данной области. Газонепроницаемость предлагаемой в изобретении многослойной пленки, определенная в соответствии со стандартом DIN 53380, предпочтительно должна составлять менее 5,0 см3/м2-сутки-бар О2, более предпочтительно менее 4,0 см3/м2-сутки-бар O2, прежде всего менее 2,0 см3/м2-сутки-бар О2.
Барьерный слой (В) предпочтительно выполнять на основе по меньшей мере одного полимера, выбранного из группы, включающей сополимер этилена с виниловым спиртом (EVOH), винилиденхлорид, сополимер винилиденхлорида, сложный полиэфир и полиамид, предпочтительно на основе сополимера этилена с виниловым спиртом. Указанный сополимер этилена с виниловым спиртом получают путем частичного омыления сополимера этилена и винилацетата при степени омыления, которая предпочтительно должна составлять от 25 до 50 мол.%, более предпочтительно от 35 до 45 мол.%. Барьерный слой (В) должен быть практически непроницаемым и для кислорода, и для водяных паров. Это свойство предпочтительно должно сохраняться и при применении многослойной пленки при повышенных температурах.
Барьерный слой (В) предпочтительно должен иметь толщину в пределах от 0,5 до 50 мкм, более предпочтительно от 1,0 до 20 мкм, особенно предпочтительно от 1,5 до 15 мкм, наиболее предпочтительно от 2,0 до 10 мкм, прежде всего от 2,5 до 7,5 мкм. В одном из предпочтительных вариантов толщина барьерного слоя (В) составляет максимум 10 мкм, более предпочтительно максимум 7,5 мкм, особенно предпочтительно максимум 5,0 мкм, наиболее предпочтительно максимум 4,0 мкм, прежде всего максимум 3,0 мкм.
При наличии в предлагаемой в изобретении многослойной пленке адгезионного слоя (HV-1) и/или адгезионного слоя (HV-2) их предпочтительно выполнять идентичного или разного состава на основе смеси полиолефинов и/или сополимера олефина, предпочтительно выбранных из группы, включающей полиэтилен, такой как полиэтилен низкой плотности (ПЭНП) или полиэтилен высокой плотности (ПЭВП), полипропилен (ПП), сополимер малеинового ангидрида (привитой) и/или сополимер этилена с винилацетатом. Предпочтительно использовать модифицированный ангидридом полиэтилен, сополимеры этилена с кислотой, модифицированный кислотой этиленвинилацетат, модифицированный кислотой этилен(мет)акрилат, модифицированный ангидридом этилен(мет)акрилат, модифицированный ангидридом этиленвинилацетат, модифицированный кислотой и акрилатом этиленвинилацетат и смесь полимеров, содержащую по меньшей мере один из вышеназванных полимеров. Особенно предпочтительны сополимеры малеинового ангидрида.
Адгезионный слой (HV-1) и/или адгезионный слой (HV-2) при их наличии имеют предпочтительно одинаковую или разную толщину в пределах от 1,0 до 25 мкм, более предпочтительно от 1,2 до 15 мкм, особенно предпочтительно от 1,5 до 10 мкм, наиболее предпочтительно от 1,8 до 7,5 мкм, прежде всего от 2,0 до 5,0 мкм.
При наличии в предлагаемой в изобретении многослойной пленке полиамидного слоя (РА-1) и/или полиамидного слоя (РА-2) их предпочтительно выполнять идентичного или разного состава на основе полиамида или сополиамида, который может быть алифатическим или (частично) ароматическим. Предпочтителен алифатический полиамид. В одном из предпочтительных вариантов выполнения предлагаемой в изобретении многослойной пленки полиамидный слой (РА-1) и/или полиамидный слой (РА-2) независимо друг от друга выполнены на основе полиамида или сополиамида, выбранного из группы, включающей РА 4, PA 6, PA 7, PA 8, PA 9, PA 10, PA 11, PA 12, PA 4,2, PA 6,6, PA 6,8, PA 6,9, PA 6,10, PA 6,12, PA 7,7, PA 8,8, PA 9,9, PA 10,9, PA 12,12, PA 6/6,6, PA 6,6/6, PA 6,2/6,2 и РА 6,6/6,9/6. Предпочтительно, чтобы полиамидный слой (РА-1) и полиамидный слой (РА-2) имели идентичный состав. Особенно предпочтительно выполнять их на основе полиамида РА 6.
Полиамидный слой (РА-1) и/или полиамидный слой (РА-2) при их наличии имеют предпочтительно одинаковую или разную толщину в пределах от 1,0 до 25 мкм, более предпочтительно от 1,2 до 15 мкм, особенно предпочтительно от 1,5 до 10 мкм, наиболее предпочтительно от 1,8 до 7,5 мкм, прежде всего от 2,0 до 5,0 мкм.
Термосвариваемый слой (S) предлагаемой в изобретении многослойной пленки предпочтительно выполнять на основе по меньшей мере одного полимера, выбранного из группы, включающей полиолефины и сополимеры олефина и их смеси. Полимеры, используемые для выполнения термосвариваемого слоя (S), должны быть разрешены к применению для выполнения из них слоев, контактирующих с пищевыми продуктами. В одном из предпочтительных вариантов термосвариваемый слой (S) выполняют на основе по меньшей мере одного полиолефина, выбранного из группы, включающей металлоценовый полиэтилен (полученный на металлоценовом катализаторе полиэтилен, м-ПЭ), полиэтилен высокой плотности (ПЭВП), полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (ЛПЭНП), сополимер акриловой кислоты, прежде всего иономер (предпочтительно Surlyn®, например, по меньшей мере частично в виде цинковой соли), полипропилен (ПП), сополимер пропилена и их смесь. В особенно предпочтительном варианте термосвариваемый слой (S) выполняют на основе м-ПЭ, ПЭНП или их смеси. Температура термосваривания в предпочтительном варианте лежит в пределах от 100 до 140°С. Температура плавления термосвариваемого слоя (S) предпочтительно должна составлять от 90 до 140°С, особенно предпочтительно от 95 до 130°С. Термосвариваемый слой (S) может содержать обычные вспомогательные средства, такие как антистатики, смазки, предотвращающие запотевание средства и/или прокладки ("Abstandshalter").
В одном из предпочтительных вариантов выполнения предлагаемой в изобретении многослойной пленки термосвариваемый слой (S) не содержит предотвращающую запотевание добавку, не покрыт на своей свободной поверхности предотвращающей запотевание добавкой.
Термосвариваемый слой (S) предпочтительно должен иметь толщину в пределах от 1,0 до 100 мкм, более предпочтительно от 2,5 до 50 мкм, особенно предпочтительно от 5,0 до 25 мкм, наиболее предпочтительно от 10 до 20 мкм, прежде всего от 12,5 до 17,5 мкм.
В приведенной ниже таблице 1 представлены особенно предпочтительные варианты выполнения предлагаемой в изобретении многослойной пленки, которая при этом имеет следующую структуру:
(T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(PA-2)//(HV-2)//(S).
Предлагаемая в изобретении многослойная пленка помимо указанных может также иметь другие слои на основе по меньшей мере одного полимера, выбранного из группы, включающей полиолефины, сополимеры олефина, сложные полиэфиры, полиамиды, полистирол, полиэтилентерефталат (АПЭТ или КПЭТ) и поливинилхлорид.
На предлагаемой в изобретении пленке можно печатать, при этом на по меньшей мере одном из ее слоев можно печатать или же можно придавать ему ту или иную окраску за счет введения соответствующих добавок, таких как органические либо неорганические красители и пигменты.
В одном из предпочтительных вариантов предлагаемая в изобретении многослойная пленка является прозрачной. Под понятием "прозрачная" согласно изобретению подразумевается пригодная для переработки глубокой вытяжкой многослойная пленка, позволяющая рассматривать через нее содержимое упаковки невооруженным глазом. Количественно прозрачность предпочтительно определять с помощью денситометров. Подобные методы определения прозрачности материалов хорошо известны. В качестве меры прозрачности предпочтительно измерять степень помутнения анализируемого материала, принимаемую за соответствующий оптический показатель. Помутнение предпочтительно измерять согласно стандарту ASTM D 1003-61 m, Методика А, после калибровки измерительного прибора с использованием эталонов помутнения со степенью мутности от 0,3 до 34%. В качестве измерительного прибора можно использовать, например, мутномер Byk-Gardner с шариком Ульбрихта, позволяющий проводить интегрированное измерение пропускания рассеянного света в диапазоне телесных углов от 8 до 160°. У предлагаемых в изобретении многослойных пленок помутнение после термоформования, определяемое вышеописанным методом, предпочтительно должно составлять менее 20%, более предпочтительно менее 18%, особенно предпочтительно менее 15%, наиболее предпочтительно менее 10%, прежде всего менее 8%. Преимущество предлагаемых в изобретении многослойных пленок состоит в том, что при переработке термоформованием их оптические свойства не ухудшается вовсе или ухудшается лишь в незначительной степени (в пересчете на постоянную толщину материала).
Предлагаемая в изобретении многослойная пленка пригодна для переработки термоформованием, предпочтительно глубокой вытяжкой. Для оценки механических свойств предлагаемой в изобретении многослойной пленки можно определять, например, секущий модуль, напряжение при растяжении на 5% и напряжение пластического течения (предел текучести) испытанием на растяжение в соответствии со стандартом DIN 53455. Секущий модуль представляет собой угол подъема кривой нагрузка-удлинение на ее участке, соответствующем удлинению в пределах от 0,05 до 0,25% в пересчете на площадь зажатого поперечного сечения, напряжение при растяжении на 5% представляет собой величину напряжения в образце при его относительном удлинении на 5%, а напряжение пластического течения соответствует величине напряжения при растяжении, при которой угол подъема кривой нагрузка-удлинение впервые становится равным нулю. При этом испытания проводят на образцах шириной 15 мм при температуре 23°С, при 50%-ной относительной влажности воздуха и при скорости растяжения образца при испытании, равной 100 мм/мин.
Определенный указанным выше методом секущий модуль предпочтительно должен составлять по меньшей мере 650 Н/мм2, более предпочтительно по меньшей мере 700 Н/мм2, особенно предпочтительно по меньшей мере 720 Н/мм2, наиболее предпочтительно по меньшей мере 750 Н/мм2, прежде всего по меньшей мере 780 Н/мм2. В одном из предпочтительных вариантов выполнения предлагаемой в изобретении многослойной пленки ее секущий модуль составляет по меньшей мере 800 Н/мм2, предпочтительно по меньшей мере 900 Н/мм2, особенно предпочтительно по меньшей мере 1000 Н/мм2, наиболее предпочтительно от 800 до 1500 Н/мм2, прежде всего от 1000 до 1200 Н/мм2. Секущий модуль в особенно предпочтительном варианте должен иметь указанные выше значения при температуре 100°С. Секущий модуль коррелирует с прочностью упаковочного лотка. Преимущество предлагаемой в изобретении многослойной пленки состоит в возможности изготовления из нее глубокой вытяжкой упаковочного лотка, который в нагретом состоянии, т.е. при температуре 100°С, все еще обладает достаточной механической стабильностью и благодаря этому характеризуется значительной прочностью (выражаемой через секущий модуль) даже в своем нагретом состоянии.
Определенное указанным выше методом напряжение при растяжении на 5% предпочтительно должно составлять по меньшей мере 10 Н/мм2, более предпочтительно по меньшей мере 13 Н/мм2, особенно предпочтительно по меньшей мере 16 Н/мм2, наиболее предпочтительно по меньшей мере 19 Н/мм2, прежде всего по меньшей мере 21 Н/мм2. В одном из предпочтительных вариантов выполнения предлагаемой в изобретении многослойной пленки ее напряжение при растяжении на 5% составляет по меньшей мере 22 Н/мм2, более предпочтительно по меньшей мере 25 Н/мм2, особенно предпочтительно по меньшей мере 30 Н/мм2, наиболее предпочтительно от 25 до 50 Н/мм2, прежде всего от 30 до 40 Н/мм2.
Определенный указанным выше методом предел текучести достигается предпочтительно при значении, равном по меньшей мере 15 Н/мм2, более предпочтительно при по меньшей мере 20 Н/мм2, особенно предпочтительно при по меньшей мере 22 Н/мм2, наиболее предпочтительно при по меньшей мере 24 Н/мм2, прежде всего при по меньшей мере 26 Н/мм2. В одном из предпочтительных вариантов выполнения предлагаемой в изобретении многослойной пленки ее предел текучести достигается при значении, составляющем по меньшей мере 30 Н/мм2, более предпочтительно при значении, составляющем по меньшей мере 35 Н/мм2, особенно предпочтительно при значении, составляющем по меньшей мере 40 Н/мм2, наиболее предпочтительно при значении в пределах от 35 до 60 Н/мм2, прежде всего от 40 до 50 Н/мм2.
В одном из предпочтительных вариантов модуль упругости при растяжении у предлагаемых в изобретении многослойных пленок составляет от 1000 до 2500 МПа, более предпочтительно от 1050 до 2200 МПа, особенно предпочтительно от 1100 до 1900 МПа, наиболее предпочтительно от 1150 до 1700 МПа, прежде всего от 1200 до 1500 МПа. Модуль упругости при растяжении предпочтительно определять согласно стандарту ASTM D638 (ISO 527).
В 5 указанных ниже в таблице 2 предпочтительных вариантах осуществления изобретения предлагаемая в нем пленка характеризуется, предпочтительно в продольном и в поперечном направлениях, одним или несколькими следующими, измеренными в испытании на растяжение в соответствии со стандартом DIN EN ISO 527-3 параметрами, предпочтительно по меньшей мере секущим модулем Es, в пределах одного из приведенных ниже интервалов значений (данные указаны в виде среднего значения по трем измерениям; датчик силы: Fmax 2,5 кН; датчик перемещения: траверса; зажимная длина (расстояние между зажимами): 100 мм; а0: в пределах от 0,018 до 0,068 мм; b0: 15 мм; S0: в пределах от 0,27 до 1,02 мм2; предварительное усилие: 0,1 МПа; скорость растяжения образца при испытании: 500 мм/мин; начало определения модуля упругости Е: после деформации на 0,25%; завершение определения модуля упругости Е: после деформации на 1,5%).
Примечания:
ES - модуль упругости в соответствии со стандартом DIN EN ISO 527-3,
σY/εY - напряжение/растяжение на линейном участке в соответствии со стандартом DIN EN ISO 527-3,
σM/εм - напряжение/растяжение на максимальном участке в соответствии со стандартом DIN EN ISO 527-3,
σB/εB - напряжение/растяжение при разрыве в соответствии со стандартом DIN EN ISO 527-3.
В указанных выше интервалах значений предпочтительно должны находиться значения параметров по меньшей мере одной их пары σY/εY, σM/εM или σB/εB. В особенно предпочтительном варианте все параметры должны находиться в указанных выше интервалах значений.
Предлагаемая в изобретении многослойная пленка предпочтительно должна допускать возможность ее переработки глубокой вытяжкой с кратностью 1:2, более предпочтительно 1:2,5, предпочтительнее 1:3, особенно предпочтительно 1:3,5, наиболее предпочтительно 1:4, прежде всего 1:4,5. Известно, что толщину отдельных слоев многослойной пленки можно согласовывать с предполагаемой кратностью глубокой вытяжки с целью обеспечить в последующем и в подвергнутых глубокой вытяжке частях пленки наличие материала все еще достаточной толщины.
В принципе предлагаемая в изобретении многослойная пленка может независимо в одном или нескольких своих слоях дополнительно содержать обычные добавки или вспомогательные вещества. Так, например, для придания пленке неслипаемости по меньшей мере один ее слой может содержать (внутреннюю) смазку. Смазки предпочтительно должны при этом содержаться в несущем слое (Т) и/или термосвариваемом слое (S), но дополнительно могут также содержаться и в по меньшей мере одном из расположенных между ними слоев. Кроме того, предлагаемая в изобретении многослойная пленка может содержать в одном или нескольких своих слоях обычные стабилизаторы, антиоксиданты, пластификаторы, технологические добавки, УФ-стабилизаторы, наполнители, антипирены, антистатики и иные добавки. Подобные добавки известны.
Еще одним объектом изобретения является способ изготовления описанной выше, пригодной для переработки термоформованием многослойной пленки.
Процесс изготовления предлагаемой в изобретении многослойной пленки может в качестве отдельной его стадии включать изготовление пленки методом экструзии рукава с раздувом, плоскощелевым методом, методом нанесения покрытий, методом экструзионного формования, методом соэкструзии или соответствующим методом нанесения покрытий либо каширования. Указанные методы можно также использовать в комбинации между собой.
Отдельные слои предлагаемой в изобретении многослойной пленки предпочтительно не выполнять ни поочередно, ни за одну единственную стадию. При этом отдельные слои предлагаемой в изобретении многослойной пленки прежде всего предпочтительно не сводить вместе за одну единственную стадию соэкструзии.
Согласно изобретению предлагаемые в нем многослойные пленки предпочтительно изготавливать поэтапно, изготавливая сначала многослойную пленку-полуфабрикат, состоящую только из части слоев предлагаемой в изобретении многослойной пленки. В предпочтительном варианте такая многослойная пленка-полуфабрикат имеет соединительный слой (V), адгезионный слой (HV-1) и/или полиамидный слой (РА-1), барьерный слой (В), полиамидный слой (РА-2) и/или адгезионный слой (HV-2) и термосвариваемый слой (S) при отсутствии несущего слоя (Т) и промежуточного слоя (Z).
Указанную выше многослойную пленку-полуфабрикат предпочтительно изготавливать путем обычной соэкструзии плоских пленок или путем соэкструзии рукава с раздувом, например, методом, описанным в US 3456044. Подобные методы хорошо известны. В этом отношении можно сослаться, например, на следующие публикации: A.L.Brody, K.S.Marsh, The Wiley Encyclopedia of Packaging Technology, изд-во Wiley-Interscience, 2-е изд., 1997; W. Soroka, Fundamentals of Packaging Technology, изд-во Institute of Packaging Professionals, 1995; J. Nentwig, Kunststoff-Folien, изд-во Hanser Fachbuch, 2000; S.E.M. Selke, Undersranding Plastics Packaging Technology (Hanser Understanding Books), изд-во Hanser Gardner Publications, 1997. Для изготовления предлагаемых в изобретении пленок могут использоваться обычные, известные из уровня техники по их применению в этих целях установки. При изготовлении пленок соэкструзией плоскощелевым методом предпочтительно использовать установки с возможностью быстрого охлаждения изготавливаемых пленок, как, например, установки с крупными охлаждающими валками.
Затем полученную таким путем многослойную пленку-полуфабрикат согласно изобретению соединяют в ходе экструзионного ламинирования с несущим слоем (Т) путем экструзии промежуточного слоя (Z).
В соответствии с этим объектом изобретения является способ изготовления описанной выше многослойной пленки, заключающийся в том, что
(а) сводят вместе несущий слой (Т) и многослойную пленку-полуфабрикат, имеющую соединительный слой (V), адгезионный слой (HV-1) и/или полиамидный слой (РА-1), барьерный слой (В), полиамидный слой (РА-2) и/или адгезионный слой (HV-2) и термосвариваемый слой (S), и
(б) между несущим слоем (Т) и многослойной пленкой-полуфабрикатом экструдируют промежуточный слой (Z).
В предпочтительном варианте многослойная пленка-полуфабрикат имеет при этом одну из следующих последовательностей слоев:
(T)//(Z)//(V)//(HV-1)//(B)//(HV-2)//(S),
(T)//(Z)//(V)//(PA-1)//(B)//(PA-2)//(S),
(T)//(Z)//(V)//(HV-1)//(B)//(PA-2)//(S),
(T)//(Z)//(V)//(PA-1)//(B)//(HV-2)//(S),
(T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(HV-2)//(S),
(T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(PA-2)//(S),
(T)//(Z)//(V)//(HV-1)//(B)//(PA-2)//(HV-2)//(S),
(T)//(Z)//(V)//(PA-1)//(B)//(PA-2)//(HV-2)//(S) или
(T)//(Z)//(V)//(HV-1)//(PA-1)//(B)//(PA-2)//(HV-2)//(S).
При соединении многослойной пленки-полуфабриката с несущим слоем (Т) на стадии (а) соединительный слой (V) предпочтительно должен быть обращен к несущему слою, чтобы после выполнения стадии (б) промежуточный слой (Z) располагался в слоистой структуре готового многослойного материала между несущим слоем (Т) и соединительным слоем (V). В результате термосвариваемый слой (S) располагается с одной из двух наружных сторон многослойного материала.
Экструзию на стадии (б) предпочтительно проводить при температуре в интервале от 150 до 300°С, оптимальное значение которой можно определить для конкретного состава образующего промежуточный слой (Z) полимера или смеси полимеров путем проведения обычных экспериментов или в соответствии с указанной производителем спецификацией.
Для придания полученному таким путем многослойному материалу, состоящему из несущего слоя (Т), промежуточного слоя (Z) и многослойной пленки, достаточной механической прочности предлагаемый в изобретении способ в предпочтительном варианте включает еще одну стадию (в), на которой для обеспечения достаточно прочного соединения между собой несущего слоя (Т) и многослойной пленки-полуфабриката к полученному после выполнения стадий (а) и (б) многослойному материалу прикладывают достаточно высокое давление, преимущественно от 10 Н до 50 Н.
Используемые для изготовления предлагаемой в изобретении многослойной пленки, соответственно для выполнения отдельных ее слоев полимеры являются коммерчески доступными и достаточно давно известными продуктами. Обычно для изготовления предлагаемых в изобретении многослойных пленок такие полимеры в виде пеллетов или гранулятов при необходимости смешивают в традиционных смесительных устройствах и затем при расплавлении, предпочтительно с помощью экструдеров, подвергают дальнейшей переработке.
Предлагаемая в изобретении многослойная пленка особо пригодна для упаковывания в нее различных товаров, предпочтительно пищевых продуктов, особенно предпочтительно скоропортящихся пищевых продуктов. Предлагаемую в изобретении многослойную пленку можно при этом использовать и для горячей фасовки, и для нагревания фасованных в нее продуктов вплоть до температуры их стерилизации. Предлагаемая в изобретении многослойная пленка пригодна для упаковывания в нее таких пищевых продуктов, как мясо, рыба, овощи, фрукты, молочные продукты, копчености, готовые блюда и их полуфабрикаты (требующие только термообработки), зерновые продукты, крупяные продукты, хлебобулочные изделия, а также для упаковывания других товаров, таких, например, как продукты медицинского назначения.
В соответствии с этим еще одним объектом настоящего изобретения является применение описанной выше многослойной пленки для изготовления упаковки, предпочтительно упаковки для пищевых продуктов.
Еще одним объектом изобретения является упаковка из предлагаемой в изобретении многослойной пленки, предпочтительно для пищевых продуктов, особенно предпочтительно скоропортящихся пищевых продуктов. Предлагаемая в изобретении упаковка состоит из двух упаковочных элементов, по меньшей мере один из которых выполнен из описанной выше многослойной пленки, подвергнутой переработке термоформованием.
В предпочтительном варианте первый упаковочный элемент представляет собой сформованный глубокой вытяжкой лоток, благодаря чему между первым и вторым упаковочными элементами образуется полое пространство, при этом оба упаковочных элемента соединены между собой по краям путем термосваривания.
В одном из предпочтительных вариантов второй упаковочный элемент выполнен из многослойной пленки с общей (суммарной) толщиной всех ее слоев менее 250 мкм, более предпочтительно менее 200 мкм, особенно предпочтительно менее 100 мкм, наиболее предпочтительно менее 75 мкм, прежде всего менее 50 мкм. Многослойная пленка, образующая второй упаковочный элемент, в предпочтительном варианте не должна быть пригодна для переработки глубокой вытяжкой.
В предпочтительном варианте оба упаковочных элемента являются прозрачными.
Ниже изобретение проиллюстрировано на примерах, которые, однако, не ограничивает его объем.
Пример 1
В этом примере изготавливали многослойную пленку с представленной ниже в таблице 3 слоистой структурой.
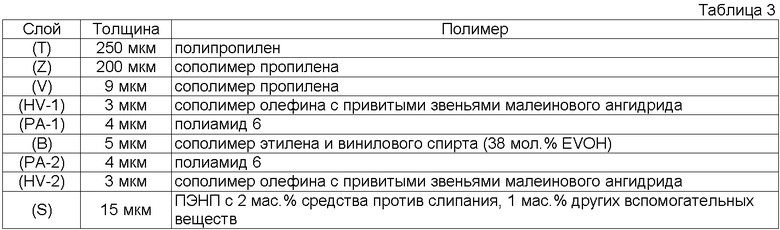
С этой целью сначала путем соэкструзии изготавливали многослойную пленку-полуфабрикат, имеющую соединительный слой (V), адгезионный слой (HV-1), полиамидный слой (РА-1), барьерный слой (В), полиамидный слой (РА-2), адгезионный слой (HV-2) и термосвариваемый слой (S). Общая толщина всех слоев этой многослойной пленки-полуфабриката составляла 43 мкм, и в результате толщина барьерного слоя (В) в пересчете на общую толщину многослойной пленки-полуфабриката составляла 11,6%.
Затем с многослойной пленкой-полуфабрикатом соединяли предварительно изготовленный несущий слой (Т) путем экструзионного ламинирования, т.е. путем экструзии промежуточного слоя (Z), и полученный таким путем многослойный материал пропускали между валками.
В результате получили многослойную пленку указанного выше состава, в которой толщина барьерного слоя (В) в пересчете на общую ее толщину составляла 1%.
Примеры 2-7
Аналогично примеру 1 изготавливали многослойные пленки с представленными ниже в таблице 4 слоистыми структурами.
В приведенной выше таблице 4 величина "(В) [%]" представляет собой выраженную в процентах относительную толщину барьерного слоя (В) в пересчете на общую толщину многослойной пленки (Σ). Для многослойных пленок из примеров 3-7 помимо этого указан секущий модуль ES в поперечном и продольном направлениях, который определяли в соответствии со стандартом DIN EN ISO 527-3 (данные указаны в виде среднего значения по трем измерениям; датчик силы: Fmax 2,5 кН; датчик перемещения: траверса; зажимная длина (расстояние между зажимами): 100 мм; а0: в пределах от 0,018 до 0,068 мм; b0: 15 мм; S0: в пределах от 0,27 до 1,02 мм2; предварительное усилие: 0,1 МПа; скорость растяжения образца при испытании: 500 мм/мин; начало определения модуля упругости Е: после деформации на 0,25%; завершение определения модуля упругости Е: после деформации на 1,5%).
Пример 8
Аналогично примеру 1 изготовлена многослойная пленка с представленными ниже в таблице 5 слоистыми структурами.
Изобретение имеет отношение к многослойной пленке, способу получения такой пленки и упаковке на ее основе. Многослойная пленка состоит из несущего слоя (Т), промежуточного слоя (Z), соединительного слоя (V), выполненных на основе термопластичного полиолефина, термопластичного сополимера олефина либо их смеси. Далее следует адгезионный слой (HV-1), выполненный из идентичного или разного состава на основе полиолефинов и/или сополимера олефина и/или полиамидный слой (РА-1); газо- и/или ароматонепроницаемый барьерный слой (В), выполненный на основе по меньшей мере одного полимера, выбранного из группы, включающей сополимер этилена с виниловым спиртом, поливинилиденхлорид, сополимер винилиденхлорида, сложный полиэфир и полиамид; полиамидный слой (РА-2) и/или адгезионный слой (HV-2), выполненный из идентичного или разного состава на основе полиолефинов и/или сополимера олефина и термосвариваемый слой (S), выполненный на основе по меньшей мере одного полимера, выбранного из группы, включающей полиолефины и сополимеры олефина и их смеси. Толщина барьерного слоя (В) составляет менее 2,0% от общей толщины пленки. Полученная пленка пригодна для переработки термоформованием и используется для упаковки пищевых продуктов. 4 н. и 12 з.п. ф-лы, 5 табл.
1. Пригодная для переработки термоформованием многослойная пленка для изготовления упаковки для, необязательно, пищевых продуктов, которая имеет
несущий слой (Т) на основе термопластичного полиолефина, термопластичного сополимера олефина либо их смеси,
промежуточный слой (Z) на основе термопластичного полиолефина, термопластичного сополимера олефина либо их смеси,
соединительный слой (V), выполненный на основе термопластичного полиолефина, термопластичного сополимера олефина либо их смеси,
адгезионный слой (HV-1), выполненный из идентичного или разного состава на основе полиолефинов и/или сополимера олефина и/или полиамидный слой (РА-1),
газо- и/или ароматонепроницаемый барьерный слой (В), выполненный на основе по меньшей мере одного полимера, выбранного из группы, включающей сополимер этилена с виниловым спиртом, поливинилиденхлорид, сополимер винилиденхлорида, сложный полиэфир и полиамид,
полиамидный слой (РА-2) и/или адгезионный слой (HV-2), выполненный из идентичного или разного состава на основе полиолефинов и/или сополимера олефина, и
термосвариваемый слой (S), выполненный на основе по меньшей мере одного полимера, выбранного из группы, включающей полиолефины и сополимеры олефина и их смеси,
и у которой толщина барьерного слоя (В) составляет менее 2,0% от ее общей толщины.
2. Многослойная пленка по п.1, отличающаяся тем, что толщина промежуточного слоя (Z) составляет по меньшей мере 10% от толщины несущего слоя (Т).
3. Многослойная пленка по п.2, отличающаяся тем, что соотношение между толщиной промежуточного слоя (Z) и толщиной несущего слоя (Т) составляет от 0,1:1 до 20:1.
4. Многослойная пленка по п.1, отличающаяся тем, что толщина промежуточного слоя (Z) составляет от 50 до 750 мкм.
5. Многослойная пленка по п.1, отличающаяся тем, что несущий слой (Т) и промежуточный слой (Z) выполнены на основе идентичных или разных полимеров из группы, включающей полипропилен, сополимер пропилена и их смесь.
6. Многослойная пленка по п.1, отличающаяся тем, что определенные в соответствии со стандартом DIN ISO 1133 при температуре 190°С и при нагрузке 2,16 кг индексы расплава (ИР) полимеров, на основе которых выполнены несущий слой (Т), промежуточный слой (Z) и соединительный слой (V), соотносятся между собой следующим образом:
ИР(Т)<ИР(Z)<ИР(V) или
ИР(Т)<ИР(V)<ИР(Z).
7. Многослойная пленка по п.1, отличающаяся тем, что барьерный слой (В) выполнен на основе сополимера этилена с виниловым спиртом или поливинилиденхлорида.
8. Многослойная пленка по п.7, отличающаяся тем, что толщина барьерного слоя (В) составляет максимум 10 мкм.
9. Многослойная пленка по п.1, отличающаяся тем, что она является прозрачной.
10. Многослойная пленка по п.1, отличающаяся тем, что ее секущий модуль, определенный в соответствии со стандартом DIN EN ISO 527-3, составляет по меньшей мере 650 Н/мм2.
11. Способ изготовления многослойной пленки по п.1, заключающийся в том, что
(а) сводят вместе несущий слой (Т) и многослойную пленку-полуфабрикат, имеющую соединительный слой (V), адгезионный слой (HV-1) и/или полиамидный слой (РА-1), барьерный слой (В), полиамидный слой (РА-2) и/или адгезионный слой (HV-2) и термосвариваемый слой (S), и
(б) между несущим слоем (Т) и многослойной пленкой-полуфабрикатом экструдируют промежуточный слой (Z).
12. Способ по п.11, отличающийся тем, что он включает также стадию (в), на которой для обеспечения достаточно прочного соединения между собой несущего слоя (Т) и многослойной пленки-полуфабриката к полученному после выполнения стадий (а) и (б) многослойному материалу прикладывают достаточно высокое давление.
13. Применение многослойной пленки по п.1 для изготовления упаковки.
14. Применение по п.13, отличающееся тем, что упаковка предназначена для упаковывания пищевых продуктов.
15. Упаковка, содержащая подвергнутую переработке глубокой вытяжкой многослойную пленку по п.1.
16. Упаковка по п.15, отличающаяся тем, что она наряду с подвергнутой переработке глубокой вытяжкой многослойной пленкой имеет еще один упаковочный элемент, при этом подвергнутая переработке глубокой вытяжкой многослойная пленка и еще один упаковочный элемент являются прозрачными.
| ЕР 1072399 А, 31.01.2001 | |||
| Дозирующий аппарат для порошкообразных веществ | 1928 |
|
SU15067A1 |
| Широкоугольный фотографический объектив | 1954 |
|
SU100716A1 |
| Рама поворотного дымового шибера | 1959 |
|
SU126897A1 |
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 1996 |
|
RU2170176C2 |
| МНОГОСЛОЙНАЯ ТЕРМОУСАДОЧНАЯ ПЛЕНКА | 1995 |
|
RU2159186C2 |
| МНОГОСЛОЙНАЯ УПАКОВОЧНАЯ ПЛЕНКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2138399C1 |
| ТЕРМОФОРМУЕМАЯ МНОГОСЛОЙНАЯ ПЛЕНКА ДЛЯ ЗАЩИТЫ ОСНОВ И ПОЛУЧАЕМЫХ ИЗДЕЛИЙ | 2001 |
|
RU2201944C2 |
| МНОГОСЛОЙНАЯ ТЕРМОФОРМУЕМАЯ ПЛЕНКА ДЛЯ ЗАЩИТЫ ПОДЛОЖЕК И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2002 |
|
RU2213663C1 |

