Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству для нанесения покрытия и к способу нанесения покрытия для нанесения покрывающего агента.
Уровень техники
[0002] Покрывающий агент может наноситься на объект в целях предотвращения ржавления, обеспечения водонепроницаемости и нанесения краски. Патентный документ 1 раскрывает устройство для нанесения покрытия для нанесения герметизирующего агента на участок окантовки, сформированный на транспортном средстве.
[0003] Оператор зачастую проверяет то, наносится или нет герметизирующий агент надлежащим образом после нанесения герметизирующего агента. В этом случае, оператору необходимо удалять устройство для нанесения покрытия из рабочей позиции и устанавливать проверочное устройство около объекта. Альтернативно, оператору необходимо передавать объект в проверочное устройство. Соответственно, оператор должен тратить много усилий на то, чтобы проверять покрывающий агент.
[0004] Помимо этого, оператору необходимо точно задавать позиционную взаимосвязь между объектом и проверочным устройством. Когда позиционная взаимосвязь между объектом и проверочным устройством не является настолько точной, проверочные данные, полученные посредством проверочного устройства, становятся неточными.
Список документов
Патентные документы
[0005] Патентный документ 1. JP 2015-199034 A
Сущность изобретения
[0006] Одна цель настоящего изобретения состоит в том, чтобы предоставлять технологии, которые обеспечивают возможность оператору точно и легко проверять то, нанесен или нет надлежащим образом покрывающий агент.
[0007] Устройство для нанесения покрытия согласно одному аспекту настоящего изобретения включает в себя: пистолет для нанесения покрытия, выполненный с возможностью нанесения покрывающего агента на объект; сенсорное устройство, выполненное с возможностью формирования области определения, в которой покрывающий агент определяется на объекте; консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство; и робот, выполненный с возможностью удерживания и вращения консоли вокруг заданной первой оси вращения. Когда робот вращает консоль из первой позиции вращения, в которой пистолет для нанесения покрытия наносит покрывающий агент на позицию нанесения покрытия на объекте, во вторую позицию вращения, в которой консоль изменяется в угловом направлении на заданный угол вращения вокруг первой оси вращения, область определения перекрывается с позицией нанесения покрытия.
[0008] Способ нанесения покрытия согласно другому аспекту настоящего изобретения включает в себя: нанесение покрывающего агента из пистолета для нанесения покрытия на объект; вращение консоли, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство, вокруг заданной первой оси вращения, чтобы обеспечивать совпадение области определения с покрывающим агентом на объекте, чтобы определять покрывающий агент на объекте, причем сенсорное устройство выполнено с возможностью формирования области определения; и определение формы покрывающего агента на объекте.
[0009] Согласно вышеуказанным технологиям, можно точно и легко проверять то, наносится или нет надлежащим образом покрывающий агент.
[0010] Другие цели, технические признаки и преимущества настоящего изобретения должны становиться более очевидными со ссылкой на подробное описание, приведенное ниже, и на прилагаемые чертежи.
Краткое описание чертежей
[0011] Фиг. 1 является схематичным покомпонентным видом в перспективе устройства для нанесения покрытия согласно первому варианту осуществления.
Фиг. 2A является схематичным видом в перспективе устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 2B является схематичным видом в перспективе устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 3 является схематичным видом в перспективе консоли пистолета устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 4 является покомпонентным видом в перспективе части консоли пистолета устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 5 является покомпонентным видом в перспективе части консоли пистолета устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 6 является схематичным видом в продольном поперечном сечении части консольного элемента консоли пистолета, показанной на фиг. 5.
Фиг. 7 является покомпонентным видом в перспективе части консоли пистолета устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 8 является принципиальной блок-схемой устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 9 является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 10A является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 10B является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 10C является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 10D является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 10E является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 10F является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 10G является схематичным видом сбоку устройства для нанесения покрытия, показанного на фиг. 1.
Фиг. 11 является концептуальной блок-схемой устройства для нанесения покрытия согласно второму варианту осуществления.
Фиг. 12 является блок-схемой последовательности операций способа, показывающей операции контроллера привода устройства для нанесения покрытия, показанного на фиг. 11.
Фиг.13 является блок-схемой последовательности операций способа, показывающей операции контроллера пистолета устройства для нанесения покрытия, показанного на фиг. 11.
Фиг. 14 является блок-схемой последовательности операций способа, показывающей операции контроллера привода устройства для нанесения покрытия, показанного на фиг. 11 (третий вариант осуществления).
Фиг. 15 является блок-схемой последовательности операций способа, показывающей операции узла определения устройства для нанесения покрытия, показанного на фиг. 11.
Фиг. 16 является блок-схемой последовательности операций способа, показывающей операции узла определения устройства для нанесения покрытия, показанного на фиг. 11 (четвертый вариант осуществления).
Подробное описание вариантов осуществления
[0012] Ниже описывается примерное устройство для нанесения покрытия. Термины, связанные с направлением, такие как "влево", "вправо", "вверх", "вниз", "передний " и "задний", используются только в целях разъяснения описания. Соответственно, принципы настоящего варианта осуществления вообще не ограничены посредством этих терминов, связанных с направлением.
[0013] Первый вариант осуществления
Устройство для нанесения покрытия, в которое включены как единое целое пистолет для нанесения покрытия для нанесения покрывающего агента на объект и устройство определения для определения наносимого покрывающего агента, упрощает нанесение и определение покрывающего агента. Примерное устройство для нанесения покрытия, в которое включены как единое целое пистолет для нанесения покрытия и устройство определения, описывается в первом варианте осуществления.
[0014] Фиг. 1 является схематичным покомпонентным видом в перспективе устройства 100 для нанесения покрытия согласно первому варианту осуществления. В дальнейшем описывается устройство 100 для нанесения покрытия со ссылкой на фиг. 1.
[0015] Фиг. 1 показывает ось x, ось y и ось z, которые являются ортогональными между собой. Положительное направление оси x упоминается как "направление влево" в нижеприведенном описании. Отрицательное направление оси x упоминается как "направление вправо" в нижеприведенном описании. Положительное направление оси y упоминается как "обратное направление" в нижеприведенном описании. Отрицательное направление оси y упоминается как "прямое направление" в нижеприведенном описании. Положительное направление оси z упоминается как "направление вверх" в нижеприведенном описании. Отрицательное направление оси z упоминается как "направление вниз" в нижеприведенном описании. Тем не менее, направления осей x, y и z могут зависеть от операций робота (не показан). Соответственно, принципы настоящего варианта осуществления вообще не ограничены посредством этих терминов, связанных с направлением.
[0016] Устройство 100 для нанесения покрытия включает в себя консоль 110, пистолет 120 для нанесения покрытия, сенсорное устройство 130 и робот (не показан). Робот удерживает консоль 110, на которой монтируются пистолет 120 для нанесения покрытия и сенсорное устройство 130. Пистолет 120 для нанесения покрытия наносит покрывающий агент на объект (не показан). Сенсорное устройство 130 используется для измерения формы слоя покрывающего агента на объекте.
[0017] Консоль 110, на которой монтируются сенсорное устройство 130 и пистолет 120 для нанесения покрытия, включает в себя консольную пластину 111, консоль 200 пистолета и консоль 600 датчика. Консольная пластина 111 представляет собой практически прямоугольный пластинчатый элемент, смонтированный на роботе. Консоль 200 пистолета и консоль 600 датчика монтируются на консольной пластине 111. Пистолет 120 для нанесения покрытия монтируется на консоли 200 пистолета. Сенсорное устройство 130 монтируется на консоли 600 датчика. Консоль 600 датчика, на которой монтируется сенсорное устройство 130, и консоль 200 пистолета, на которой монтируется пистолет 120 для нанесения покрытия, прикрепляются к консольной пластине 111, смонтированной на роботе. Соответственно, пистолет 120 для нанесения покрытия и сенсорное устройство 130 удерживаются роботом посредством консоли 110.
[0018] Консольная пластина 111, на которой монтируются консоль 600 датчика и консоль 200 пистолета, имеет правую поверхность 112 и левую поверхность 113, расположенную напротив правой поверхности 112. Ось x продолжается в направлении под прямым углом к правой и левой поверхностям 112, 113. Робот соединяется с левой поверхностью 113 консольной пластины 111. Робот может вращать консольную пластину 111 вокруг оси x. Консоль 200 пистолета и консоль 600 датчика прикрепляются к правой поверхности 112 консольной пластины 111. Консоль 200 пистолета и консоль 600 датчика расположены на правой поверхности 112 консольной пластины 111 в направлении прохождения оси y. Относительно настоящего варианта осуществления, заданная первая ось вращения примерно иллюстрируется посредством оси x.
[0019] Сенсорное устройство 130, смонтированное на консоли 600 датчика, включает в себя первый оптический датчик 131 и второй оптический датчик 132. Первый оптический датчик 131 монтируется на консоли 600 датчика. Второй оптический датчик 132 монтируется на консоли 600 датчика слева от первого оптического датчика 131. Консоль 600 датчика поддерживает позиционную взаимосвязь между первым и вторым оптическими датчиками 131, 132.
[0020] Объект (не показан), к которому прилипает покрывающий агент, наносимый из пистолета 120 для нанесения покрытия, расположен в пространстве, сформированном между первым и вторым оптическими датчиками 131, 132. Соответственно, объект имеет первую поверхность (не показана), которая обращена к первому оптическому датчику 131, и вторую поверхность (не показана), которая обращена ко второму оптическому датчику 132. Вкратце, вторая поверхность расположена напротив первой поверхности. Пистолет 120 для нанесения покрытия наносит покрывающий агент на первую поверхность. После того, как нанесение покрывающего агента завершается, первый оптический датчик 131 определяет позицию первой поверхности, форму первой поверхности, форму покрывающего агента (форму слоя покрывающего агента) на первой поверхности и позицию поверхности слоя покрывающего агента. После того, как нанесение покрывающего агента заканчивается, второй оптический датчик 132 определяет форму и позицию поверхности для второй поверхности объекта. Соответственно, сенсорное устройство 130 может определять форму и толщину объекта, на который наносится покрывающий агент.
[0021] Относительно настоящего варианта осуществления, сенсорное устройство 130 формируется из двух оптических датчиков. Тем не менее, сенсорное устройство может формироваться из других датчиков (например, акустических датчиков), выполненных с возможностью определять позицию и форму покрывающего агента на объекте. Соответственно, принципы настоящего варианта осуществления не ограничены конкретным датчиком, используемым в качестве сенсорного устройства.
[0022] Первый оптический датчик 131 сенсорного устройства 130 включает в себя кожух 133 датчика. Различные оптические части, такие как осциллятор, выполненный с возможностью колебать первый лазерный луч FLB, и фоторецептор, выполненный с возможностью принимать отражающий луч (не показан), отражаемый от первой поверхности объекта, и формировать электрический сигнал, расположены в кожухе 133 датчика. Аналогично, второй оптический датчик 132 включает в себя кожух 134 датчика. Различные оптические части, такие как осциллятор, выполненный с возможностью колебать второй лазерный луч SLB, и фоторецептор, выполненный с возможностью принимать отражающий луч (не показан), отражаемый от второй поверхности объекта, и формировать электрический сигнал, хранятся в кожухе 134 датчика. Относительно настоящего варианта осуществления, лазерные датчики используются в качестве первого и второго оптических датчиков 131, 132, соответственно. Соответственно, сенсорное устройство 130 может определять позицию и форму покрывающего агента на объекте практически без влияния посредством окружающего света вокруг сенсорного устройства 130. Тем не менее, другие оптические датчики могут использоваться в качестве первого и второго оптических датчиков. Соответственно, принципы настоящего варианта осуществления не ограничены конкретным видом датчиков, используемых в качестве первого и второго оптических датчиков.
[0023] Когда первый и второй оптические датчики 131, 132, соответственно, излучают первый и второй лазерные лучи FLB, SLB в отсутствие объекта, первый лазерный луч FLB перекрывается со вторым лазерным лучом SLB, чтобы формировать плоскую область DTA определения. Область DTA определения является практически параллельной осям x и y. Область DTA определения используется для определения позиций и форм объекта и покрывающего агента на объекте. Хотя позиции и формы объекта и покрывающего агента на объекте определяются посредством сенсорного устройства 130, объект расположен в области DTA определения. Относительно настоящего варианта осуществления, первый свет примерно иллюстрируется посредством первого лазерного луча FLB. Второй свет примерно иллюстрируется посредством второго лазерного луча SLB.
[0024] Когда объект расположен в области DTA определения, сформированной посредством первого и второго лазерных лучей FLB, SLB, первый лазерный луч FLB излучается из первого оптического датчика 131 на первую поверхность объекта. Первая поверхность объекта (и поверхность покрывающего агента) отражает первый лазерный луч FLB. Первый оптический датчик 131 принимает отражающий луч первого лазерного луча FLB и формирует сигнал напряжения в соответствии с принимаемым отражающим лучом. Сигнал напряжения, сформированный посредством первого оптического датчика 131, указывает позицию и форму первой поверхности и позицию и форму поверхности слоя покрывающего агента на первой поверхности.
[0025] Когда объект расположен в области DTA определения, второй лазерный луч SLB излучается из второго оптического датчика 132 на вторую поверхность объекта. Вторая поверхность объекта отражает второй лазерный луч SLB. Второй оптический датчик 132 принимает отражающий луч второго лазерного луча SLB и формирует сигнал напряжения в соответствии с принимаемым отражающим лучом. Сигнал напряжения, сформированный посредством второго оптического датчика 132, указывает позицию и форму второй поверхности.
[0026] Фиг. 2A и 2B являются схематичными видами в перспективе устройства 100 для нанесения покрытия. В дальнейшем подробно описывается устройство 100 для нанесения покрытия со ссылкой на фиг. 1 в 2B.
[0027] Фиг. 2A и 2B показывают кузов SCS транспортного средства в качестве вышеуказанного объекта. Надколесная арка WAC формируется в качестве части кузова SCS транспортного средства. Устройство 100 для нанесения покрытия наносит герметизирующий агент в качестве вышеуказанного покрывающего агента на кузов SCS транспортного средства вдоль надколесной арки WAC. Тем не менее, устройство 100 для нанесения покрытия может наносить покрывающий агент на другие объекты. Соответственно, принципы настоящего варианта осуществления не ограничены конкретным объектом.
[0028] Вид покрывающего агента может определяться таким образом, что покрывающий агент соответствует рабочим характеристикам, которые требуются для объекта. Когда обработка для предотвращения ржавления в объект требуется, герметизирующий агент используется в качестве покрывающего агента, аналогично настоящему варианту осуществления. Когда обработка окрашивания требуется для объекта, краска используется в качестве покрывающего агента. Соответственно, принципы настоящего варианта осуществления не ограничены конкретным покрывающим агентом.
[0029] Как фиг. 1, каждый из фиг. 2A и 2B показывает оси x, y и z. Относительно фиг. 2A и 2B, точка пересечения осей x, y и z соответствует соединительному участку, в котором робот (не показан) соединяется с консолью 110 (т.е. с консольной пластиной 111). Направления осей x, y и z, показанных на фиг. 2A, совпадают с направлениями осей x, y и z, показанных на фиг. 1. Направление оси x, показанной на фиг. 2B, совпадает с направлением оси x, показанной на фиг. 1 и 2A, соответственно. Направление оси y, показанной на фиг. 2B, совпадает с направлением оси z, показанной на фиг. 1 и 2A, соответственно. Вкратце, фиг. 2A и 2B указывают то, что робот вращает консольную пластину 111 вокруг оси x на 90°. В нижеприведенном описании, позиция вращения консоли 110, показанной на фиг. 2A упоминается как "первая позиция вращения". Позиция вращения консоли 110, показанной на фиг. 2B, упоминается как "вторая позиция вращения".
[0030] Фиг. 2A и 2B главным образом показывают вышеуказанную вторую поверхность SSF. Поверхность, расположенная напротив второй поверхности SSF, представляет собой вышеуказанную первую поверхность (не показана). Вторая поверхность SSF формирует внешнюю поверхность кузова SCS транспортного средства. Вторая поверхность SSF является практически ортогональной к оси x. Надколесная арка WAC, которая формирует нижний край второй поверхности SSF, имеет дугообразный профиль на воображаемой плоскости практически параллельно осям y и z.
[0031] Консоль 110 расположена около надколесной арки WAC. Когда консоль 110 расположена в первой позиции вращения около надколесной арки WAC, пистолет 120 для нанесения покрытия наносит герметизирующий агент на заданную область на первой поверхности. После этого, когда робот вращает консольную пластину 111 вокруг оси x на 90°, область DTA определения перекрывается с вышеуказанной заданной областью (т.е. с областью, на которую наносится герметизирующий агент). В это время, область DTA определения является практически ортогональной ко второй поверхности SSF. Нижний конец области DTA определения позиционируется ниже надколесной арки WAC. Область DTA определения формирует линии пересечения на заданных высотах относительно надколесной арки WAC с первой поверхностью и второй поверхностью SSF кузова SCS транспортного средства, соответственно. Размер по высоте заданной области, заданной на первой поверхности (т.е. на области нанесения герметизирующего агента), когда консоль 110 расположена в первой позиции вращения, меньше линии пересечения, сформированной посредством области DTA определения и первой поверхности.
[0032] Во второй позиции вращения, которая вращается относительно первой позиции вращения на 90°, сенсорное устройство 130 определяет форму поверхности и толщину кузова SCS транспортного средства вокруг надколесной арки WAC. Относительно настоящего варианта осуществления, угловая разность (т.е. заданный угол вращения) между первой и второй позициями вращения составляет 90°. Тем не менее, угловая разность между первой и второй позициями вращения может определяться таким образом, что угловая разность удовлетворяет конструкции и/или форме консоли, на которой монтируются пистолет 120 для нанесения покрытия и сенсорное устройство 130 (например, 120° или 180°). Соответственно, принципы настоящего варианта осуществления не ограничены конкретной угловой разностью между первой и второй позициями вращения.
[0033] Герметизирующий агент наносится на кузов SCS транспортного средства в первой позиции вращения. Слой герметизирующего агента на кузове SCS транспортного средства определяется во второй позиции вращения, которая вращается относительно первой позиции вращения на 90°. Переключение положения устройства 100 для нанесения покрытия между первой и второй позициями вращения достигается посредством простого принудительного обеспечения вращения, посредством робота, консоли 110 вокруг оси x. Соответственно, оператор может выполнять этап нанесения покрытия для нанесения герметизирующего агента и этап определения для определения наносимого герметизирующего агента без изменения позиции кузова SCS транспортного средства и исходной позиции (т.е. точки пересечения осей x, y и z) робота. Вкратце, изменение с этапа нанесения покрытия на этап определения может выполняться легко и плавно. Помимо этого, герметизирующий агент может точно определяться на кузове SCS транспортного средства.
[0034] Другие технические признаки
Ниже описываются другие технические признаки устройства 100 для нанесения покрытия. Тем не менее, нижеприведенное описание вообще не ограничивает принципы вышеуказанного варианта осуществления.
[0035] Консоль пистолета
Консоль пистолета, выполненная с возможностью удерживания пистолета для нанесения покрытия, может иметь различные конструкции и функции. Вышеуказанная консоль 200 пистолета (см. фиг. 2A) является подвижной вдоль надколесной арки WAC с непрерывным нахождением в контакте со второй поверхностью SSF. Соответственно, позиция консоли 200 пистолета на оси x точно регулируется в ответ на изменение формы поверхности для второй поверхности SSF. Соответственно, консоль 200 пистолета обеспечивает возможность нанесения герметизирующего агента без чрезмерно точного процесса обучения. Ниже описывается конструкция консоли 200 пистолета.
[0036] Фиг. 3 является схематичным видом в перспективе консоли 200 пистолета. В дальнейшем описывается устройство 100 для нанесения покрытия со ссылкой на фиг. 1 и 3.
[0037] Как показано на фиг. 1 и 3, консоль 200 пистолета имеет шесть консольных элементов 210, 220, 230, 240, 250, 260, четыре направляющих ползуна 271, 272, 273, 274, три шариковых ролика 281, 282, 283, направляющий ролик 284 и участок 290 качающегося вала. Консольные элементы 210, 220, 230, 240, 250, 260 используются для закрепления направляющих ползунов 271, 272, 273, 274, шариковых роликов 281, 282, 283, направляющего ролика 284 и участка 290 качающегося вала. Консольные элементы 210, 220, 230, 240, 250, 260 также используются для прикрепления консоли 200 пистолета к консольной пластине 111. Направляющие ползуны 271, 272, 273, 274 используются для того, чтобы перемещать шариковые ролики 281, 282, 283, направляющий ролик 284 и пистолет 120 для нанесения покрытия. Шариковые ролики 281, 282, 283 и направляющий ролик 284 используются для того, чтобы плавно перемещать консоль 200 пистолета вдоль надколесной арки WAC. Участок 290 качающегося вала используется для того, чтобы точно регулировать положение консоли 200 пистолета. Ниже описываются конструкции этих структурных элементов.
[0038] Фиг. 4 является покомпонентным видом в перспективе части консоли 200 пистолета. В дальнейшем описывается консоль 200 пистолета со ссылкой на фиг. 1, 3 и 4.
[0039] Консольный элемент 210 включает в себя консольную пластину 211, две упрочняющих пластины 212, 213 и линейную направляющую 214. Консольная пластина 211 используется для прикрепления консоли 200 пистолета к консольной пластине 111, описанной со ссылкой на фиг. 1. Упрочняющие пластины 212, 213 прикрепляются к консольной пластине 211 для упрочнения консоли 200 пистолета. Линейная направляющая 214 используется для смещения консольного элемента 220. Ниже описываются конструкции этих структурных элементов.
[0040] Консольная пластина 211 включает в себя пластинчатый участок 215, расположенный практически параллельно воображаемой плоскости, которая охватывает оси x и z, и пластинчатый участок 216, расположенный практически параллельно воображаемой плоскости, которая охватывает оси y и z таким образом, что консольная пластина 211 имеет Г-образное горизонтальное поперечное сечение. Упрочняющая пластина 212 прикрепляется к верхним краевым поверхностям пластинчатых участков 215, 216, тогда как упрочняющая пластина 213 прикрепляется к нижним краевым поверхностям пластинчатых участков 215, 216. Упрочняющие пластины 212, 213 повышают жесткость консольной пластины 211. Пластинчатый участок 215 имеет переднюю поверхность 217 и заднюю поверхность 218, расположенную напротив передней поверхности 217. Направляющий ползун 271 и линейная направляющая 214 прикрепляются к задней поверхности 218. Линейная направляющая 214 расположена ниже направляющего ползуна 271. Пластинчатый участок 216, расположенный слева от направляющего ползуна 271, изгибается относительно левого края пластинчатого участка 215. Консольная пластина 111, описанная со ссылкой на фиг. 1, прикрепляется к пластинчатому участку 216. Относительно настоящего варианта осуществления, четвертый консольный элемент примерно иллюстрируется посредством консольного элемента 210.
[0041] Консольный элемент 220 включает в себя консольную пластину 221 и упрочняющую пластину 222. Консольная пластина 221 используется для соединения консольного элемента 220 с консольным элементом 210. Упрочняющая пластина 222 используется для упрочнения консоли 200 пистолета. Ниже описываются конструкции этих структурных элементов.
[0042] Консольная пластина 221 включает в себя пластинчатый участок 225, расположенный практически параллельно воображаемой плоскости, которая охватывает оси x и z, и пластинчатый участок 226, расположенный практически параллельно воображаемой плоскости, которая охватывает оси y и z. Упрочняющая пластина 222 прикрепляется к нижним краевым поверхностям пластинчатых участков 225, 226, чтобы упрочнять консольную пластину 221. Пластинчатый участок 225 соединяется с направляющим ползуном 271 и линейной направляющей 214. Когда воздух подается в направляющий ползун 271, направляющий ползун 271 выдвигает консольную пластину 221 вправо. Соответственно, консольный элемент 220 перемещается в направлении прохождения оси x относительно консольного элемента 210. Линейная направляющая 214 направляет смещение консольной пластины 221 в направлении вдоль оси x. Направляющий ползун 272 монтируется на пластинчатом участке 226, который изгибается назад относительно левого края консольной пластины 221. Относительно настоящего варианта осуществления, пятый консольный элемент примерно иллюстрируется посредством консольного элемента 220.
[0043] Фиг. 5 является покомпонентным видом в перспективе части консоли 200 пистолета. В дальнейшем подробно описывается консоль 200 пистолета со ссылкой на фиг. 1, 3 и 5.
[0044] Консольный элемент 230 включает в себя монтажную пластину 231, переднюю пластину 232 манипулятора, заднюю пластину 233 манипулятора, промежуточную пластину 234 и соединительный вал 235. Передняя и задняя пластины 232, 233 манипулятора используются для удерживания участка 290 качающегося вала. Монтажная пластина 231, расположенная между передней и задней пластинами 232, 233 манипулятора, используется для монтажа консольного элемента 230 на консольном элементе 220. Соединительный вал 235, который соединяется с передней и задней пластинами 232, 233 манипулятора выше монтажной пластины 231, используется для определения диапазона качания консоли 200 пистолета вокруг участка 290 качающегося вала. Промежуточная пластина 234, смонтированная на участке 290 качающегося вала, который продолжается выше соединительного вала 235, используется для соединения консольного элемента 230 с консольным элементом 240 (см. фиг. 1). Ниже описываются конструкции этих структурных элементов.
[0045] Монтажная пластина 231 представляет собой прямоугольный пластинчатый элемент, который расположен практически параллельно воображаемой плоскости, которая охватывает оси y и z. Монтажная пластина 231 прикрепляется к направляющему ползуну 272. Когда воздух подается в направляющий ползун 272, направляющий ползун 272 выдвигает консольный элемент 230 вверх. Вкратце, консольный элемент 230 перемещается в направлении прохождения оси z относительно консольного элемента 220. Передняя пластина 232 манипулятора прикрепляется к передней краевой поверхности монтажной пластины 231, соединенной с направляющим ползуном 272, который выдвигает консольный элемент 230 вверх. Передняя пластина 232 манипулятора продолжается вверх относительно верхней краевой поверхности монтажной пластины 231. Задняя пластина 233 манипулятора, расположенная позади передней пластины 232 манипулятора, прикрепляется к задней краевой поверхности монтажной пластины 231 и продолжается вверх относительно верхней краевой поверхности монтажной пластины 231. Промежуточная пластина 234 расположена между задней и передней пластинами 233, 232 манипулятора и позиционируется выше монтажной пластины 231.
[0046] Фиг. 6 является схематичным видом в продольном поперечном сечении части консольного элемента 230. В дальнейшем подробно описывается консоль 200 пистолета со ссылкой на фиг. 5 и 6.
[0047] Как показано на фиг. 5 и 6, соединительный вал 235, расположенный между промежуточной пластиной 234 и монтажной пластиной 231, продолжается практически параллельно оси y и продолжается через переднюю пластину 232 манипулятора, промежуточную пластину 234 и заднюю пластину 233 манипулятора. Промежуточная пластина 234 имеет переднюю поверхность 236 и заднюю поверхность 237, расположенную напротив передней поверхности 236. Передняя поверхность 236 промежуточной пластины 234 обращена к передней пластине 232 манипулятора. Задняя поверхность 237 промежуточной пластины 234 обращена к задней пластине 233 манипулятора.
[0048] Участок 290 качающегося вала, на котором монтируется промежуточная пластина 234, включает в себя участок 291 вала, два подшипника 292, 293 и два держателя 294, 295 подшипника. Как показано на фиг. 6, участок 291 вала продолжается практически параллельно оси y выше соединительного вала 235 и продолжается через переднюю пластину 232 манипулятора, промежуточную пластину 234 и заднюю пластину 233 манипулятора. Соответственно, участок 290 качающегося вала удерживается посредством консольного элемента 230. Держатель 294 подшипника участка 290 качающегося вала прикрепляется к передней поверхности 236 промежуточной пластины 234. Часть держателя 294 подшипника садится в круглое отверстие, которое формируется в промежуточной пластине 234 вокруг участка 291 вала. Оставшийся участок держателя 294 подшипника выступает из передней поверхности 236 промежуточной пластины 234 к передней пластине 232 манипулятора. Подшипник 292 садится в кольцевой зазор, сформированный между участком 291 вала и держателем 294 подшипника. Держатель 295 подшипника, расположенный позади держателя 294 подшипника, прикрепляется к задней поверхности 237 промежуточной пластины 234. Часть держателя 295 подшипника садится в круглое отверстие, которое формируется в промежуточной пластине 234 вокруг участка 291 вала. Оставшийся участок держателя 295 подшипника выступает из задней поверхности 237 промежуточной пластины 234 к задней пластине 233 манипулятора. Подшипник 293 садится в кольцевой зазор, сформированный между участком 291 вала и держателем 295 подшипника. Относительно настоящего варианта осуществления, шестой консольный элемент примерно иллюстрируется посредством консольного элемента 230.
[0049] Оси вращения подшипников 292, 293 являются практически совпадающими с центральной осью участка 291 вала. Сквозное отверстие, которое формируется в промежуточной пластине 234 таким образом, чтобы обеспечивать возможность проникновения соединительного вала 235 ниже участка 291 вала, имеет диаметр, больший внешнего диаметра соединительного вала 235. Промежуточная пластина 234 может смещаться в угловом направлении вокруг участка 291 вала посредством величины в соответствии с разностью между диаметром сквозного отверстия и внешним диаметром соединительного вала 235.
[0050] Фиг. 7 является покомпонентным видом в перспективе части консоли 200 пистолета. В дальнейшем подробно описывается консоль 200 пистолета со ссылкой на фиг. 1, 3 и 7.
[0051] Консольный элемент 240 включает в себя пластинчатый участок 241, расположенный практически параллельно воображаемой плоскости, которая охватывает оси y и z, и пластинчатый участок 242, расположенный практически параллельно воображаемой плоскости, которая охватывает оси x и y. Пластинчатый участок 242 изгибается влево относительно нижнего конца пластинчатого участка 241.
[0052] Пластинчатый участок 241 имеет правую поверхность 243 и левую поверхность 244, расположенную напротив правой поверхности 243. Три шариковых ролика 281, 282, 283 и направляющий ролик 284 прикрепляются к правой поверхности 243. Три шариковых ролика 281, 282, 283 совмещаются в вертикальном направлении (т.е. в направлении прохождения оси z) на правой поверхности 243. Шариковый ролик 281 расположен в самой верхней позиции из трех шариковых роликов 281, 282, 283. Шариковый ролик 283 расположен в самой нижней позиции из трех шариковых роликов 281, 282, 283. Шариковый ролик 282 позиционируется между шариковыми роликами 281, 283. Направляющий ролик 284 позиционируется позади ряда шариковых роликов 281, 282, 283 и ниже шарикового ролика 283. Относительно настоящего варианта осуществления, первый консольный элемент примерно иллюстрируется посредством консольного элемента 240.
[0053] Консольный элемент 250, расположенный ниже консольного элемента 240, на котором монтируются направляющий ролик 284 и шариковые ролики 281, 282, 283, включает в себя пластинчатый участок 251, расположенный практически параллельно воображаемой плоскости, которая охватывает оси y и z, и пластинчатый участок 252, расположенный практически параллельно воображаемой плоскости, которая охватывает оси x и y. Пластинчатый участок 251 консольного элемента 250 соединяется с монтажной пластиной 231 консольного элемента 230.
[0054] Пластинчатый участок 252, который изгибается влево относительно верхнего конца пластинчатого участка 251 консольного элемента 250, позиционируется ниже пластинчатого участка 242 консольного элемента 240. Направляющий ползун 273 расположен между пластинчатыми участками 242, 252. Направляющий ползун 273 соединяется с пластинчатыми участками 242, 252 консольных элементов 240, 250. Когда воздух подается в направляющий ползун 273, направляющий ползун 273 перемещает пластинчатый участок 252 влево.
[0055] Направляющий ползун 273 и пластинчатые участки 242, 252 консольных элементов 240, 250 вставляются в пространство, сформированное между соединительным валом 235 и верхним краем монтажной пластины 231. Пластинчатый участок 242 консольного элемента 240 соединяется с промежуточной пластиной 234. Соответственно, консольные элементы 240, 250 и направляющий ползун 273 могут смещаться в угловом направлении вокруг участка 291 вала вместе с промежуточной пластиной 234.
[0056] Пластинчатый участок 252 консольного элемента 250 имеет правую поверхность 253 и левую поверхность 254, расположенную напротив правой поверхности 253. Левая поверхность 254 обращена к монтажной пластине 231. Направляющий ползун 274 монтируется на правой поверхности 253.
[0057] Консольный элемент 260 монтируется на направляющем ползуне 274 (см. фиг. 1). Соответственно, направляющий ползун 274 расположен между консольными элементами 250, 260.
[0058] Консольный элемент 260 включает в себя пластинчатый участок 261, расположенный практически параллельно воображаемой плоскости, которая охватывает оси y и z, и пластинчатый участок 262, расположенный практически параллельно воображаемой плоскости, которая охватывает оси x и z. Пластинчатый участок 261 монтируется на направляющем ползуне 274. Пластинчатый участок 262 продолжается вправо относительно пластинчатого участка 261. Пистолет 120 для нанесения покрытия прикрепляется к пластинчатому участку 262.
[0059] Пистолет 120 для нанесения покрытия включает в себя контейнер 310 и головку 320 форсунки. Контейнер 310 прикрепляется к пластинчатому участку 262 консольного элемента 260. Головка 320 форсунки представляет собой цилиндрический элемент, который продолжается вверх относительно контейнера 310. Механизм для выпуска покрывающего агента, такого как герметизирующий агент и краска, из выпускного порта (не показан), сформированного в головке 320 форсунки, хранится главным образом в контейнере 310. Механизмы известных выпускных устройств для выпуска жидкости могут применяться к пистолету 120 для нанесения покрытия. Соответственно, принципы настоящего варианта осуществления не ограничены конкретным устройством, используемым в качестве пистолета 120 для нанесения покрытия.
[0060] Фиг. 8 является принципиальной блок-схемой устройства 100 для нанесения покрытия. В дальнейшем подробно описывается устройство 100 для нанесения покрытия со ссылкой на фиг. 1, 3 и 8.
[0061] Сплошная линия, показанная на фиг. 8, указывает тракт передачи сигналов. Пунктирная линия, показанная на фиг. 8, указывает тракт передачи силы. Штрихпунктирная линия, показанная на фиг. 8, указывает тракт передачи воздуха.
[0062] Робот 400 включает в себя контроллер 410, приводящий участок 420, источник 430 подачи воздуха, два переключающих клапана 443, 444 и три клапана 445, 446, 447 регулирования давления. Приводящий участок 420, источник 430 подачи воздуха и переключающие клапаны 443, 444 работают под управлением контроллера 410. Приводящий участок 420 смещает консоль 200 пистолета. Воздух, который должен подаваться в консоль 200 пистолета, подается из источника 420 подачи воздуха. Тракт подачи воздуха в консоль 200 пистолета управляется посредством использования переключающих клапанов 443, 444. Давление воздуха, поданного в консоль 200 пистолета, регулируется посредством использования клапанов 445, 446, 447 регулирования давления.
[0063] Контроллер 410 включает в себя контроллер 411 привода, контроллер 412 подачи воздуха и контроллер 413 пистолета. Контроллер 411 привода управляет приводящим участком 420. Контроллер 412 подачи воздуха управляет переключающими клапанами 443, 444. Контроллер 413 пистолета управляет пистолетом 120 для нанесения покрытия. Ниже описываются эти структурные элементы.
[0064] Контроллер 411 привода формирует сигнал приведения в действие. Сигнал приведения в действие выводится из контроллера 411 привода в приводящий участок 420. Приводящий участок 420 может формироваться из электромоторов (не показаны), которые работают в ответ на сигналы приведения в действие. Приводящий участок 420 перемещает консоль 110 в направлении прохождения осей x, y и/или z в ответ на сигналы приведения в действие. Помимо этого, приводящий участок 420 вызывает вращательное перемещение консоль 110 вокруг оси x в ответ на сигнал приведения в действие. Когда приводящий участок 420 приводит в действие консоль 110, источник 430 подачи воздуха подает воздух в направляющие ползуны 271, 272 и переключающие клапаны 443, 444. Воздух подается из источника 430 подачи воздуха в направляющий ползун 271 через клапан 445 регулирования давления таким образом, что направляющий ползун 271 выдвигает консольный элемент 220 вправо с заданной силой. Воздух подается в направляющий ползун 272 через клапан 446 регулирования давления таким образом, что направляющий ползун 272 выдвигает консольный элемент 230 вверх с заданной силой. Оставшиеся направляющие ползуны 273, 274 принимают поданный воздух через переключающие клапаны 443, 444. Контроллер 412 подачи воздуха, который управляет переключающими клапанами 443, 444, формирует сигналы переключения. Сигналы переключения выводятся из контроллера 412 подачи воздуха до переключающих клапанов 443, 444. Переключающий клапан 443 открывает или закрывает тракт передачи воздуха в направляющий ползун 273 в ответ на сигнал переключения. Когда тракт передачи воздуха из переключающего клапана 443 в направляющий ползун 273 открыт, воздух подается в направляющий ползун 273 через клапан 447 регулирования давления таким образом, что направляющий ползун 273 перемещает консольный элемент 250 влево с заданной силой. В отличие от направляющего ползуна 273, который перемещает консольный элемент 250 влево, направляющий ползун 274 перемещает консольный элемент 260 в направлении прохождения оси z. Переключающий клапан 444, который соответствует направляющему ползуну 274, открывает или закрывает тракт передачи воздуха в направляющий ползун 274 в ответ на сигнал переключения. Когда тракт передачи воздуха из переключающего клапана 444 в направляющий ползун 274 открыт, консольный элемент 260 и пистолет 120 для нанесения покрытия могут смещаться в направлении прохождения оси z.
[0065] Контроллер 413 пистолета, который управляет пистолетом 120 для нанесения покрытия, формирует сигнал управления пистолетом. Сигнал управления пистолетом выводится из контроллера 413 пистолета в пистолет 120 для нанесения покрытия. Пистолет 120 для нанесения покрытия выпускает герметизирующий агент в ответ на сигнал управления пистолетом.
[0066] Фиг. 9 является схематичным видом сбоку устройства 100 для нанесения покрытия. В дальнейшем подробно описывается устройство 100 для нанесения покрытия со ссылкой на фиг. 8 и 9.
[0067] Фиг. 9 показывает участок 500 окантовки, который формирует надколесную арку WAC на задней части кузова SCS транспортного средства, и устройство 100 для нанесения покрытия, которое находится в первой позиции вращения в качестве начальной позиции. Участок 500 окантовки расположен между консольным элементом 240 и головкой 320 форсунки. Герметизирующий агент выпускается и/или наносится из устройства 100 для нанесения покрытия на участок 500 окантовки для предотвращения ржавления участка 500 окантовки.
[0068] Участок 500 окантовки включает в себя внешнюю панель 510 и внутреннюю панель 520. Внешняя панель 510 включает в себя основной пластинчатый участок 511, который формирует вторую поверхность SSF, и полоску 513 окантовки, которая изогнута вдоль изогнутого края 512 таким образом, что она составляет, по меньшей мере, часть надколесной арки WAC. Полоска 513 окантовки включает в себя край 514 окантовки, который продолжается вдоль надколесной арки WAC в позиции, удаленной от изогнутого края 512. Нижняя концевая часть внутренней панели 520 расположена между полоской 513 окантовки и основным пластинчатым участком 511. Полоска 513 окантовки и внутренняя панель 520 формируют первую поверхность FSF, расположенную напротив второй поверхности SSF. Герметизирующий агент выпускается из головки 320 форсунки к краю 514 окантовки.
[0069] Фиг. 10a-10g являются схематичными видами сбоку устройства 100 для нанесения покрытия. В дальнейшем описываются операции устройства 100 для нанесения покрытия со ссылкой на фиг. 8-10G.
[0070] В начальной позиции, показанной на фиг. 9, источник 430 подачи воздуха подает воздух в направляющие ползуны 271, 272 через клапан 445 регулирования давления (см. фиг. 8). Соответственно, направляющий ползун 271 выдвигает консольный элемент 220 вправо с заданной силой, тогда как направляющий ползун 272 выдвигает консольный элемент 230 вверх с заданной силой. Направляющие ползуны 272, 273, 274, консольные элементы 230, 240, 250, 260, шариковые ролики 281, 282, 283, направляющий ролик 284 и пистолет 120 для нанесения покрытия монтируются на консольном элементе 220 таким образом, что эти структурные элементы выдвигаются вправо вместе с консольным элементом 220. Направляющие ползуны 273, 274, консольные элементы 240, 250, 260, шариковые ролики 281, 282, 283, направляющий ролик 284 и пистолет 120 для нанесения покрытия монтируются на консольном элементе 230 таким образом, что эти структурные элементы выдвигаются вверх вместе с консольным элементом 230.
[0071] Затем контроллер 411 привода формирует сигнал приведения в действие (см. фиг. 8). Сигнал приведения в действие выводится из контроллера 411 привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 200 пистолета вправо в ответ на сигнал приведения в действие (см. фиг. 10A). Соответственно, шариковый ролик 281, смонтированный на консольном элементе 240 консоли 200 пистолета, приводится в контакт с основным пластинчатым участком 511.
[0072] Когда приводящий участок 420 дополнительно перемещает консоль 200 пистолета вправо после того, как шариковый ролик 281 приводится в контакт с основным пластинчатым участком 511, консольный элемент 240 смещается в угловом направлении вокруг участка 290 качающегося вала (т.е. третьей оси, продолжающейся параллельно оси y) (см. фиг. 10B). Соответственно, не только шариковый ролик 281, но также и шариковый ролик 282 приводятся в контакт с основным пластинчатым участком 511.
[0073] Приводящий участок 420 дополнительно перемещает консоль 200 пистолета вправо после того, как шариковый ролик 282 приводится в контакт с основным пластинчатым участком 511 (см. фиг. 10C). В этом случае, направляющий ползун 271, который принимает поданный воздух, функционирует в качестве подушки. Соответственно, робот 400 (см. фиг. 8) может приводить шариковые ролики 281, 282 в плотный прижимной контакт с основным пластинчатым участком 511 без повреждения основного пластинчатого участка 511. По меньшей мере, один из шариковых роликов 281, 282, 283 непрерывно приводится в прижимной контакт с основным пластинчатым участком 511 вследствие действия подушки направляющего ползуна 271 с приводящим участком 420, перемещающим консоль 200 пистолета вдоль надколесной арки WAC. Вкратце, консоль 200 пистолета может точно смещаться в направлении прохождения оси x в соответствии с формой поверхности основного пластинчатого участка 511 (т.е. вогнуто-выпуклой формой второй поверхности SSF). Относительно настоящего варианта осуществления, первый прижимной ползун примерно иллюстрируется посредством направляющего ползуна 271.
[0074] После того, как шариковые ролики 281, 282 приводятся в плотный контакт с основным пластинчатым участком 511, приводящий участок 420 перемещает консоль 200 пистолета вверх. Соответственно, периферийная поверхность направляющего ролика 284, прикрепленного к консольному элементу 240 консоли 200 пистолета, приводится в контакт с изогнутым краем 512 (см. фиг. 10D). Когда направляющий ролик 284 приводится в контакт с изогнутым краем 512, шариковые ролики 281, 282, 283 приводятся в точечный контакт с поверхностью основного пластинчатого участка 511. В то время, когда консоль 200 пистолета перемещается вверх таким образом, чтобы приводить в контакт направляющий ролик 284 с изогнутой линией 512, шарики шариковых роликов 281, 282, 283 прокатываются по поверхности основного пластинчатого участка 511 (т.е. по второй поверхности SSF). Относительно настоящего варианта осуществления, первый контактный участок примерно иллюстрируется посредством шариковых роликов 281, 282, 283. Второй контактный участок примерно иллюстрируется посредством направляющего ролика 284.
[0075] После того, как направляющий ролик 284 приводится в контакт с изогнутым краем 512, приводящий участок 420 дополнительно перемещает консоль 200 пистолета вверх (см. фиг. 10E). В этом случае, направляющий ползун 272, который принимает поданный воздух, функционирует в качестве подушки. Соответственно, робот 400 (см. фиг. 8) может приводить направляющий ролик 284 в плотный прижимной контакт с изогнутым краем 512 без повреждения изогнутого края 512. В то время, когда приводящий участок 420 перемещает консоль 200 пистолета вдоль надколесной арки WAC, направляющий ролик 284 вращается вокруг второй оси вращения, которая является параллельной оси x, с непрерывным приведением в прижимной контакт с изогнутым краем 512 вследствие действия подушки направляющего ползуна 272. Вкратце, консоль 200 пистолета может точно смещаться в соответствии с формой изогнутого края 512. Относительно настоящего варианта осуществления, второй прижимной ползун примерно иллюстрируется посредством направляющего ползуна 272.
[0076] После того, как приводящий участок 420 перемещает консоль 200 пистолета вверх, сигнал переключения выводится из контроллера 412 подачи воздуха в переключающий клапан 443 (см. фиг. 8). Когда переключающий клапан 443 открыт в ответ на сигналы переключения, воздух подается в направляющий ползун 273 через клапан 447 регулирования давления. Соответственно, направляющий ползун 273 перемещает консольный элемент 250, соединенный с направляющим ползуном 273, влево с заданной силой (см. фиг. 10F). Пистолет 120 для нанесения покрытия соединяется с консольным элементом 250 посредством направляющего ползуна 274 и консольного элемента 260. Соответственно, головка 320 форсунки пистолета 120 для нанесения покрытия может перемещаться влево вместе с консольным элементом 250. Как результат перемещения влево консольных элементов 250, 260 и направляющего ползуна 274 относительно консольного элемента 240, головка 320 форсунки может приближаться к полоске 513 окантовки. Относительно настоящего варианта осуществления, первый смещающий ползун примерно иллюстрируется посредством направляющего ползуна 273. Удерживающий консольный участок примерно иллюстрируется посредством консольных элементов 250, 260. Второй консольный элемент примерно иллюстрируется посредством консольного элемента 250. Третий консольный элемент примерно иллюстрируется посредством консольного элемента 260.
[0077] Затем робот 400 перемещает консоль 200 пистолета вдоль надколесной арки WAC. Между тем, направляющий ползун 271 приводит шариковые ролики 281, 282, 283 в прижимной контакт с основным пластинчатым участком 511. Соответственно, головка 320 форсунки может точно смещаться в направлении прохождения оси x в соответствии с формой поверхности основного пластинчатого участка 511. Вкратце, совместно с направляющим ползуном 273, направляющий ползун 271 играет роль предоставления возможности смещения пистолета 120 для нанесения покрытия в направлении прохождения первой оси, которая является параллельной оси x. Относительно настоящего варианта осуществления, первый ползунковый механизм примерно иллюстрируется посредством направляющих ползунов 271, 273.
[0078] Когда выпускной порт (не показан), сформированный в головке 320 форсунки пистолета 120 для нанесения покрытия, является удаленным от края 514 окантовки в направлении прохождения оси z, сигнал переключения выводится из контроллера 412 подачи воздуха в переключающий клапан 444. Соответственно, направляющий ползун 274 перемещает консольный элемент 260 и пистолет 120 для нанесения покрытия в направлении прохождения оси z относительно консольного элемента 250 таким образом, что выпускному порту головки 320 форсунки разрешается быть обращенным к краю 514 окантовки. Соответственно, позиция нанесения покрытия в виде герметизирующего агента задается на краю 514 окантовки (см. фиг. 10G). Относительно настоящего варианта осуществления, второй смещающий ползун примерно иллюстрируется посредством направляющего ползуна 274.
[0079] Когда позиция нанесения покрытия в виде герметизирующего агента задается на краю 514 окантовки, приводящий участок 420 перемещает консоль 200 пистолета вдоль надколесной арки WAC. Между тем, контроллер 413 пистолета формирует сигнал управления пистолетом. Сигнал управления пистолетом выводится из контроллера 413 пистолета в пистолет 120 для нанесения покрытия. Пистолет 120 для нанесения покрытия выпускает герметизирующий агент к позиции нанесения покрытия в ответ на сигнал управления пистолетом. Соответственно, слой герметизирующего агента формируется на краю 514 окантовки.
[0080] В то время, когда робот 400 перемещает консоль 200 пистолета вдоль надколесной арки WAC таким образом, чтобы формировать слой герметизирующего агента вдоль края 514 окантовки, направляющий ползун 272 приводит направляющий ролик 284 в прижимной контакт с изогнутым краем 512 таким образом, что головка 320 форсунки может точно смещаться в направлении прохождения оси z в соответствии с формой изогнутого края 512. Соответственно, совместно с направляющим ползуном 274, направляющий ползун 272 играет роль предоставления возможности смещения пистолета 120 для нанесения покрытия в направлении прохождения второй оси, которая является параллельной оси z. Относительно настоящего варианта осуществления, второй ползунковый механизм примерно иллюстрируется посредством направляющих ползунов 272, 274.
[0081] Как описано выше, направляющие ползуны 271, 273 приводят шариковые ролики 281, 282, 283 и направляющий ролик 284 в прижимной контакт с основным пластинчатым участком 511 и изогнутым краем 512, соответственно. Соответственно, даже когда траектория перемещения консоли 200 пистолета, определенная посредством робота 400, немного отличается от формы участка 500 окантовки, надлежащая позиционная взаимосвязь между пистолетом 120 для нанесения покрытия и участком 500 окантовки может поддерживаться. Вкратце, допустимо, если имеется незначительное различие между траекторией перемещения консоли 200 пистолета, определенной посредством робота 400, и формой участка 500 окантовки. Соответственно, операция обучения для обеспечения принудительного запоминания, посредством робота 400, траектории перемещения консоли 200 пистолета не требует чрезмерной точности.
[0082] Второй вариант осуществления
Сенсорное устройство, которое описывается в контексте первого варианта осуществления, может выводить сигналы напряжения, указывающие толщину (т.е. толщину покрытия) и ширину (т.е. ширину покрытия) герметизирующего агента. Робот может иметь функцию определения для сравнения определенной толщины покрытия и определенной ширины покрытия с заданными пороговыми значениями, чтобы определять то, наносится или нет надлежащим образом герметизирующий агент. Примерное устройство для нанесения покрытия, содержащее робот, имеющий функцию определения, описывается во втором варианте осуществления.
[0083] Фиг. 11 является концептуальной блок-схемой устройства 100A для нанесения покрытия согласно второму варианту осуществления. В дальнейшем описывается устройство 100A для нанесения покрытия со ссылкой на фиг. 1, 2B, 8, 10G и 11. Описание первого варианта осуществления является применимым к структурным элементам, которым предоставляются ссылки с номерами, идентичные ссылкам с номерами первого варианта осуществления.
[0084] Аналогично первому варианту осуществления, устройство 100A для нанесения покрытия включает в себя консоль 110, пистолет 120 для нанесения покрытия и сенсорное устройство 130. Описание первого варианта осуществления является применимым к этим элементам.
[0085] Устройство 100A для нанесения покрытия дополнительно включает в себя робот 400A. Аналогично первому варианту осуществления, робот 400A включает в себя приводящий участок 420. Описание первого варианта осуществления является применимым к приводящему участку 420.
[0086] Робот 400A дополнительно включает в себя контроллер 410A, запоминающее устройство 450, узел 460 определения и процессор 470 определения. Контроллер 410A управляет приводящим участком 420 и пистолетом 120 для нанесения покрытия. Запоминающее устройство 450 сохраняет различные данные, используемые для управления, выполняемого посредством контроллера 410A. Узел 460 определения выполняет процессы определения относительно формы слоя герметизирующего агента, наносимого из пистолета 120 для нанесения покрытия. Процессор 470 определения выполняет заданные процессы в ответ на результат обработки определения.
[0087] Запоминающее устройство 450 включает в себя первое запоминающее устройство 451 и второе запоминающее устройство 452. В первом запоминающем устройстве 451, позиционная информация, указывающая траекторию перемещения точки пересечения осей x, y и z, описанных в контексте фиг. 2A (т.е. соединительного участка между роботом 400A и консольной пластиной 111), сохраняется в качестве рабочих данных. Позиционная информация может формироваться посредством общего процесса обучения, применяемого к роботу 400A. Как описано в контексте первого варианта осуществления, конструкция консоли 110 не требует чрезмерно точного процесса обучения, так что позиционная информация может легко формироваться. В отличие от первого запоминающего устройства 451, которое сохраняет позиционную информацию, второе запоминающее устройств 452 сохраняет данные формы относительно формы слоя герметизирующего агента.
[0088] Контроллер 410A управляет приводящим участком 420 и пистолетом 120 для нанесения покрытия на основе рабочих данных, сохраненных в запоминающем устройстве 450. Контроллер 410A включает в себя контроллер 411A привода и контроллер 413A пистолета. Контроллер 411A привода управляет приводящим участком 420. Контроллер 413A пистолета управляет пистолетом 120 для нанесения покрытия.
[0089] Контроллер 411A привода считывает рабочие данные из первого запоминающего устройства 451. Контроллер 411A привода формирует сигнал приведения в действие в ответ на считываемые рабочие данные. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает или вращает консоль 110 в ответ на сигнал приведения в действие. Когда приводящий участок 420 перемещает консоль 110, заданную в первую позицию вращения (см. фиг. 2A) на воображаемой плоскости, которая охватывает оси y и z в соответствии с рабочими данными, позиция нанесения покрытия, описанная в контексте первого варианта осуществления, может перемещаться вдоль края 514 окантовки (см. фиг. 10G).
[0090] Рабочие данные, считываемые посредством контроллера 411A привода, содержат информацию величины нанесения покрытия, указывающую величину нанесения покрытия в виде герметизирующего агента. Информация величины нанесения покрытия может быть ассоциирована с вышеуказанной позиционной информацией. Когда консоль 110 задается в первую позицию вращения, контроллер 411A привода выводит позиционную информацию в контроллер 413A пистолета. Информация величины нанесения покрытия в соответствии с позиционной информацией, принимаемой из контроллера 411A привода, считывается посредством контроллера 413A пистолета из первого запоминающего устройства 451. Контроллер 413A пистолета формирует сигнал управления пистолетом в ответ на считываемую информацию величины нанесения покрытия. Сигнал управления пистолетом выводится из контроллера 413A пистолета в пистолет 120 для нанесения покрытия. Пистолет 120 для нанесения покрытия работает в ответ на сигнал управления пистолетом. Соответственно, герметизирующий агент с величиной нанесения покрытия, заданной посредством сигнала управления пистолетом, выпускается в позицию нанесения покрытия на краю 514 окантовки.
[0091] Когда заданная позиция консоль 110 изменяется с первой позиции вращения, в которой герметизирующий агент выпускается в позицию нанесения покрытия на краю 514 окантовки, на вторую позицию вращения, в которой определение формы выполняется посредством использования сенсорного устройства 130, позиционная информация выводится из контроллера 411A привода во второе запоминающее устройство 452. Затем консоль 110 перемещается вдоль надколесной арки WAC (см. фиг. 2B) посредством приводящего участка 420. Между тем, второе запоминающее устройство 452 принимает позиционную информацию из контроллера 411A привода и сигнал напряжения (т.е. данные формы нанесенного герметизирующего агента) из сенсорного устройства 130. Данные формы сохраняются во втором запоминающем устройстве 452 при ассоциировании с позиционной информацией. Ниже описываются процессы с использованием данных формы.
[0092] Как описано выше, робот 400A наносит герметизирующий агент с использованием пистолета 120 для нанесения покрытия и определяет форму нанесенного герметизирующего агента с использованием сенсорного устройства 130. Определенная форма сохраняется во втором запоминающем устройстве 452 в качестве данных формы. После завершения этих процессов, узел 460 определения считывает данные формы из второго запоминающего устройства 452. Узел 460 определения может быть выполнен с возможностью извлекать данные формы, ассоциированные с позиционной информацией, указывающей позиции, в соответствии с заданными точками дискретизации.
[0093] Чтобы формировать данные формы, используются первый и второй оптические датчики 131, 132 сенсорного устройства 130. Первый оптический датчик 131 (см. фиг. 1) может определять позицию и форму первой поверхности FSF (см. фиг. 10G) и позицию и форму слоя герметизирующего агента, сформированного на первой поверхности FSF. Второй оптический датчик 132 (см. фиг. 1) может определять позицию и форму второй поверхности SSF (см. фиг. 10G). Формы, определяемые посредством первого и второго оптических датчиков 131, 132, сохраняются во втором запоминающем устройстве 452 в качестве данных формы. На основе формы, определяемой посредством первого и второго оптических датчиков 131, 132, узел 460 определения, который считывает данные формы из второго запоминающего устройства 452, может находить толщину кузова SCS транспортного средства в области, на которую наносится герметизирующий агент. Например, узел 460 определения может быть выполнен с возможностью вычислять толщину кузова SCS транспортного средства посредством выполнения дифференциального процесса между данными позиционных координат, полученными посредством первого оптического датчика 131, и данными позиционных координат, полученными посредством второго оптического датчика 132. Узел 460 определения сравнивает толщину кузова SCS транспортного средства с заданным пороговым значением, чтобы получать результат определения, указывающий то, наносится или нет надлежащим образом герметизирующий агент. Результат определения выводится из узла 460 определения в процессор 470 определения. Процессор 470 определения выполняет заданные процессы в ответ на результат определения. Когда герметизирующий агент надлежащим образом не наносится, процессор 470 определения может сообщать оператору в отношении ненадлежащего нанесения герметизирующего агента или может выполнять другие процессы. Принципы настоящего варианта осуществления не ограничены конкретными процессами процессора 470 определения.
[0094] Робот 400A имеет функцию управления подачей воздуха, аналогично роботу 400, описанному со ссылкой на фиг. 8, в дополнение к вышеуказанной функции определения. Соответственно, описание относительно функции управления подачей воздуха робота 400 является применимым к роботу 400A.
[0095] Фиг. 12 является блок-схемой последовательности операций способа, показывающей операции контроллера 411A привода робота 400A. В дальнейшем описываются операции контроллера 411A привода со ссылкой на фиг. 2A, 2B, 9-12.
[0096] Этап S105
Контроллер 411A привода формирует сигнал приведения в действие для вращения консоли 110 вокруг оси x (см. фиг. 2A и 2B). Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 вращает консоль 110 вокруг оси x в ответ на сигнал приведения в действие. Соответственно, консоль 110 задается в первую позицию вращения. Далее выполняется этап S110.
[0097] Этап S110
Контроллер 411A привода считывает позиционную информацию из первого запоминающего устройства 451. Контроллер 411A привода формирует сигнал приведения в действие для перемещения консоли 110 в позицию, указываемую в качестве начальной точки в позиционной информации. Начальная точка может представлять собой передний или задний конец надколесной арки WAC (см. фиг. 2A и 2B). Сигнал приведения в действие для перемещения консоли 110 в позицию начальной точки выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 110 на воображаемой плоскости, которая охватывает оси y и z (см. фиг. 2A и 2B), в ответ на сигнал приведения в действие. Соответственно, консоль 110 расположена в начальной точке. Далее выполняется этап S115.
[0098] Этап S115
Контроллер 411A привода формирует сигналы приведения в действие для вызывания последовательности операций консоли 110, описанной со ссылкой на фиг. 9-10G. Сигналы приведения в действие выводятся из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 вызывает последовательность операций консоли 110, описанную со ссылкой на фиг. 9-10G, в ответ на сигналы приведения в действие. Соответственно, консоль 200 пистолета и пистолет 120 для нанесения покрытия задаются в положения, показанные на фиг. 10G, соответственно. Далее выполняется этап S120.
[0099] Этап S120
Контроллер 411A привода формирует сигнал приведения в действие таким образом, что консоль 110 перемещается вдоль траектории перемещения, указываемой посредством позиционной информации, считываемой из первого запоминающего устройства 451. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 110 в ответ на сигнал приведения в действие. Соответственно, консоль 110 перемещается вдоль надколесной арки WAC. Позиция нанесения покрытия, в которой наносится герметизирующий агент, перемещается вдоль края 514 окантовки. После формирования сигнала приведения в действие, выполняется этап S125.
[0100] Этап S125
Приводящий участок 420, который принимает сигнал приведения в действие, выводит позиционную информацию, указывающую текущую позицию, в контроллер 411A привода. Далее выполняется этап S130.
[0101] Этап S130
Контроллер 411A привода определяет то, достигает или нет консоль 110 позиции, указываемой в качестве конечной точки в позиционной информации. Конечная точка может представлять собой задний или передний конец надколесной арки WAC. Когда консоль 110 достигает конечной точки, выполняется этап S135. В противном случае, выполняются заданные процессы остановки для остановки робота 400A.
[0102] Этап S135
Контроллер 411A привода управляет приводящим участком 420 таким образом, чтобы перемещать консоль 110 в позицию, в которой консоль 110, сенсорное устройство 130 и пистолет 120 для нанесения покрытия не создают помехи кузову SCS транспортного средства. Далее выполняется этап S140.
[0103] Этап S140
Контроллер 411A привода формирует сигнал приведения в действие для вращения консоли 110 вокруг оси x. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 вращает консоль 110 вокруг оси x в ответ на сигнал приведения в действие. Соответственно, консоль 110 задается во вторую позицию вращения (см. фиг. 2B). Далее выполняется этап S145.
[0104] Этап S145
Контроллер 411A привода считывает позиционную информацию из первого запоминающего устройства 451. Контроллер 411A привода формирует сигнал приведения в действие для перемещения консоли 110 в позицию, указываемую в качестве начальной точки в позиционной информации. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 110 на воображаемой плоскости, которая охватывает оси y и z (см. фиг. 2A и 2B), в ответ на сигнал приведения в действие. Соответственно, консоль 110 позиционируется в начальной точке. Далее выполняется этап S150.
[0105] Этап S150
Контроллер 411A привода обеспечивает принудительное приближение консоли 110 к кузову транспортного средства, чтобы размещать сенсорное устройство 130 в такой позиции, что сенсорное устройство 130 может определять форму кузова транспортного средства в начальной точке. Далее выполняется этап S155.
[0106] Этап S155
Контроллер 411A привода формирует сигнал приведения в действие таким образом, что консоль 110 перемещается вдоль траектории перемещения, указываемой посредством позиционной информации, считываемой из первого запоминающего устройства 451. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 110 в ответ на сигнал приведения в действие. Соответственно, консоль 110 перемещается вдоль надколесной арки WAC. Область DTA определения перемещается вдоль края 514 окантовки. После формирования сигнала приведения в действие для перемещения области DTA определения вдоль края 514 окантовки, выполняется этап S160.
[0107] Этап S160
Приводящий участок 420, который принимает сигнал приведения в действие, выводит позиционную информацию, указывающую текущую позицию, в контроллер 411A привода. Далее выполняется этап S165.
[0108] Этап S165
Контроллер 411A привода определяет то, достигает или нет консоль 110 позиции, указываемой в качестве конечной точки в позиционной информации. Когда консоль 110 достигает конечной точки, выполняется этап S135. В противном случае, выполняются заданные процессы остановки для остановки робота 400A.
[0109] Фиг. 13 является блок-схемой последовательности операций способа, показывающей операции контроллера 413A пистолета, выполненного с возможностью управлять пистолетом 120 для нанесения покрытия, совместно с контроллером 411A привода. В дальнейшем описываются операции контроллера 411A привода со ссылкой на фиг. 12 и 13.
[0110] Этап S210
Контроллер 413A пистолета ожидает вывода позиционной информации из контроллера 411A привода (этап S125 на фиг. 12). Когда контроллер 413A пистолета принимает позиционную информацию из контроллера 411A привода, выполняется этап S220.
[0111] Этап S220
Данные величины нанесения покрытия, ассоциированные с позицией, указываемой посредством позиционной информации из контроллера 411A привода, считываются посредством контроллера 413A пистолета из первого запоминающего устройства 451. После того, как данные величины нанесения покрытия считываются, выполняется этап S230.
[0112] Этап S230
Контроллер 413A пистолета формирует сигнал управления пистолетом, посредством которого величина нанесения герметизирующего агента выпускается из пистолета 120 для нанесения покрытия, причем величина нанесения указывается посредством данных величины нанесения покрытия. Сигнал управления пистолетом выводится из контроллера 413A пистолета в пистолет 120 для нанесения покрытия. Пистолет 120 для нанесения покрытия выпускает герметизирующий агент в ответ на сигнал управления пистолетом. Соответственно, слой герметизирующего агента формируется вдоль края 514 окантовки. После формирования сигнала управления пистолетом для выпуска герметизирующего агента, выполняется этап S240.
[0113] Этап S240
Контроллер 413A пистолета, который формирует сигнал управления пистолетом, определяет то, представляет собой или нет позиция, указываемая посредством позиционной информации, конечную точку. Когда позиция, указываемая посредством позиционной информации, указывает конечную точку, операции контроллера 413A пистолета заканчиваются. В противном случае, выполняются заданные процессы остановки для остановки робота 400A.
[0114] Третий вариант осуществления
Устройство для нанесения покрытия может измерять форму кузова транспортного средства, до того, как герметизирующий агент наносится. Устройство для нанесения покрытия может сравнивать форму кузова транспортного средства до того, как герметизирующий агент наносится, с формой кузова транспортного средства после нанесения герметизирующего агента, чтобы точно определять форму слоя герметизирующего агента. Примерные технологии определения для определения формы слоя герметизирующего агента описываются в третьем варианте осуществления.
[0115] Фиг. 14 является блок-схемой последовательности операций способа, показывающей операции контроллера 411A привода. В дальнейшем описываются операции контроллера 411A привода со ссылкой на фиг. 2A, 2B, 9-14.
[0116] Этап S301
Контроллер 411A привода формирует сигнал приведения в действие для вращения консоли 110 вокруг оси x (см. фиг. 2A и 2B). Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 вращает консоль 110 вокруг оси x в ответ на сигнал приведения в действие. Соответственно, консоль 110 задается во вторую позицию вращения (см. фиг. 2B). Далее выполняется этап S303.
[0117] Этап S303
Контроллер 411A привода считывает позиционную информацию из первого запоминающего устройства 451. Контроллер 411A привода формирует сигнал приведения в действие для перемещения консоли 110 в позицию, указываемую в качестве начальной точки в позиционной информации. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. В ответ на сигнал приведения в действие, приводящий участок 420 перемещает консоль 110 на воображаемой плоскости, которая охватывает оси y и z (см. фиг. 2A и 2B). Соответственно, консоль 110 позиционируется в начальной точке. Далее выполняется этап S305.
[0118] Этап S305
Контроллер 411A привода обеспечивает принудительное приближение консоли 110 к кузову транспортного средства таким образом, что сенсорное устройство 130 размещается в такой позиции, что сенсорное устройство 130 может определять форму кузова транспортного средства в начальной точке. Далее выполняется этап S307.
[0119] Этап S307
Контроллер 411A привода формирует сигнал приведения в действие таким образом, что консоль 110 перемещается вдоль траектории перемещения, указываемой посредством позиционной информации, которая считана из первого запоминающего устройства 451. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 110 в ответ на сигнал приведения в действие. Соответственно, консоль 110 перемещается вдоль надколесной арки WAC. Между тем, область DTA определения, которая формируется посредством сенсорного устройства 130, смонтированного на консоли 110, перемещается вдоль края 514 окантовки. После формирования сигнала приведения в действие для перемещения области DTA определения, выполняется этап S309.
[0120] Этап S309
Приводящий участок 420, который принимает сигнал приведения в действие, выводит позиционную информацию, указывающую текущую позицию, в контроллер 411A привода. Далее выполняется этап S311.
[0121] Этап S311
Контроллер 411A привода определяет то, достигает или нет консоль 110 позиции, указываемой в качестве конечной точки в позиционной информации. Когда консоль 110 достигает конечной точки, выполняется этап S313. В противном случае, выполняются заданные процессы остановки для остановки робота 400A.
[0122] Этап S313
Контроллер 411A привода перемещает консоль 110 в позицию, в которой консоль 110, сенсорное устройство 130 и пистолет 120 для нанесения покрытия не создают помехи кузову транспортного средства, посредством управления приводящим участком 420. Далее выполняется этап S315.
[0123] Этап S315
Контроллер 411A привода формирует сигнал приведения в действие для вращения консоли 110 вокруг оси x (см. фиг. 2A и 2B). Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 вращает консоль 110 вокруг оси x в ответ на сигнал приведения в действие. Соответственно, консоль 110 задается в первую позицию вращения. Далее выполняется этап S317.
[0124] Этап S317
Контроллер 411A привода считывает позиционную информацию из первого запоминающего устройства 451. Контроллер 411A привода формирует сигнал приведения в действие для перемещения консоли 110 в позицию, указываемую в качестве начальной точки в позиционной информации. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. В ответ на сигнал приведения в действие, приводящий участок 420 перемещает консоль 110 на воображаемой плоскости, которая охватывает оси y и z (см. фиг. 2A и 2B). Соответственно, консоль 110 позиционируется в начальной точке. Далее выполняется этап S319.
[0125] Этап S319
Контроллер 411A привода формирует сигналы приведения в действие для вызывания последовательности операций консоли 110, описанной со ссылкой на фиг. 9-10G. Сигналы приведения в действие выводятся из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 вызывает последовательность операций консоли 110, описанную со ссылкой на фиг. 9-10G, в ответ на сигналы приведения в действие. Соответственно, консоль 200 пистолета и пистолет 120 для нанесения покрытия задаются в положения, показанные на фиг. 10G, соответственно. Далее выполняется этап S321.
[0126] Этап S321
Контроллер 411A привода формирует сигнал приведения в действие таким образом, что консоль 110 перемещается вдоль траектории перемещения, указываемой посредством позиционной информации, которая считана из первого запоминающего устройства 451. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 110 в ответ на сигнал приведения в действие. Соответственно, консоль 110 перемещается вдоль надколесной арки WAC. Позиция нанесения покрытия, в которой наносится герметизирующий агент, перемещается вдоль края 514 окантовки. После формирования сигнала приведения в действие, выполняется этап S323.
[0127] Этап S323
Приводящий участок 420, который принимает сигнал приведения в действие, выводит позиционную информацию, указывающую текущую позицию, в контроллер 411A привода. Далее выполняется этап S325.
[0128] Этап S325
Контроллер 411A привода определяет то, достигает или нет консоль 110 позиции, указываемой в качестве конечной точки в позиционной информации. Когда консоль 110 достигает конечной точки, выполняется этап S327. В противном случае, выполняются заданные процессы остановки для остановки робота 400A.
[0129] Этап S327
Контроллер 411A привода управляет приводящим участком 420 таким образом, чтобы перемещать консоль 110 в такую позицию, что консоль 110, сенсорное устройство 130 и пистолет 120 для нанесения покрытия не создают помехи кузову транспортного средства. Далее выполняется этап S329.
[0130] Этап S329
Контроллер 411A привода формирует сигнал приведения в действие для вращения консоли 110 вокруг оси x (см. фиг. 2A и 2B). Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 вращает консоль 110 вокруг оси x в ответ на сигнал приведения в действие. Соответственно, консоль 110 задается во вторую позицию вращения (см. фиг. 2B). Далее выполняется этап S331.
[0131] Этап S331
Контроллер 411A привода считывает позиционную информацию из первого запоминающего устройства 451. Контроллер 411A привода формирует сигнал приведения в действие для перемещения консоли 110 в позицию, указываемую в качестве начальной точки в позиционной информации. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. В ответ на сигнал приведения в действие, приводящий участок 420 перемещает консоль 110 на воображаемой плоскости, которая охватывает оси y и z (см. фиг. 2A и 2B). Соответственно, консоль 110 расположена в начальной точке. Далее выполняется этап S333.
[0132] Этап S333
Контроллер 411A привода обеспечивает принудительное приближение консоли 110 к кузову транспортного средства таким образом, что сенсорное устройство 130 размещается в такой позиции, что сенсорное устройство 130 может определять форму кузова транспортного средства в начальной точке. Далее выполняется этап S335.
[0133] Этап S335
Контроллер 411A привода формирует сигнал приведения в действие таким образом, что консоль 110 перемещается вдоль траектории перемещения, указываемой посредством позиционной информации, считываемой из первого запоминающего устройства 451. Сигнал приведения в действие выводится из контроллера 411A привода в приводящий участок 420. Приводящий участок 420 перемещает консоль 110 в ответ на сигнал приведения в действие. Соответственно, консоль 110 перемещается вдоль надколесной арки WAC. Между тем, область DTA определения перемещается вдоль края 514 окантовки. После формирования сигнала приведения в действие для перемещения области DTA определения, выполняется этап S337.
[0134] Этап S337
Приводящий участок 420, который принимает сигнал приведения в действие, выводит позиционную информацию, указывающую текущую позицию, в контроллер 411A привода. Далее выполняется этап S339.
[0135] Этап S339
Контроллер 411A привода определяет то, достигает или нет консоль 110 позиции, указываемой в качестве конечной точки в позиционной информации. Когда консоль 110 достигает конечной точки, операции контроллера 411A привода заканчиваются. В противном случае, выполняются заданные процессы остановки для остановки робота 400A.
[0136] Фиг. 15 является блок-схемой последовательности операций способа, показывающей операции узла 460 определения после того, как заканчивается операция приведения в действие контроллера 411A привода. В дальнейшем описываются операции узла 460 определения со ссылкой на фиг. 2A, 2B, 11, 14 и 15.
[0137] Этап S410
Когда операции контроллера 411A привода, описанного со ссылкой на фиг. 14, завершаются, узел 460 определения считывает первые данные формы и вторые данные формы из второго запоминающего устройства 452. Далее выполняется этап S420.
[0138] Этап S420
Узел 460 определения вычитает первые данные формы из вторых данных формы, чтобы формировать данные формы, указывающие форму слоя герметизирующего агента. Далее выполняется этап S430.
[0139] Этап S430
Узел 460 определения узнает толщину слоя герметизирующего агента из данных формы, полученных из этапа S420. Когда толщина слоя герметизирующего агента выше нижнего предельного порогового значения и ниже верхнего предельного порогового значения, выполняется этап S440. В противном случае, выполняется этап S450.
[0140] Этап S440
Узел 460 определения определяет то, что герметизирующий агент надлежащим образом наносится на кузов SCS транспортного средства. Результат определения выводится из узла 460 определения в процессор 470 определения. Процессор 470 определения может выполнять заданные процессы в ответ на результат определения, указывающий то, что герметизирующий агент надлежащим образом наносится на кузов SCS транспортного средства.
[0141] Этап S450
Когда толщина слоя герметизирующего агента ниже нижнего предельного порогового значения, это означает то, что возникает высокий риск образования трещин в слое герметизирующего агента. Когда толщина слоя герметизирующего агента выше верхнего предельного порогового значения, это означает то, что возникает высокий риск приведения слоя герметизирующего агента в контакт с шиной (не показана), которая вращается около надколесной арки WAC (см. фиг. 2A и 2B). В этих случаях, узел 460 определения определяет то, что герметизирующий агент надлежащим образом не наносится на кузов SCS транспортного средства. Результат определения выводится из узла 460 определения в процессор 470 определения. Процессор 470 определения может выполнять заданные процессы в ответ на результат определения, указывающий то, что герметизирующий агент надлежащим образом не наносится на кузов SCS транспортного средства (см. фиг. 2A и 2B).
[0142] Четвертый вариант осуществления
Согласно третьему варианту осуществления, можно получать первые данные формы, указывающие форму поверхности кузова транспортного средства перед нанесением герметизирующего агента. Первые данные формы могут использоваться для процесса определения для определения того, должно или нет выполняться нанесение герметизирующего агента. Примерные процессы определения для определения того, должно или нет выполняться нанесение герметизирующего агента, описываются в четвертом варианте осуществления.
[0143] Фиг. 16 является блок-схемой последовательности операций способа, показывающей операции узла 460 определения. В дальнейшем описываются операции узла 460 определения со ссылкой на фиг. 11, 14 и 16.
[0144] Процессы, показанные на фиг. 16, выполняются в течение переходного периода от этапа S330 к этапу S335, описанного со ссылкой на фиг. 14.
[0145] Этап S510
Узел 460 определения считывает первые данные формы из второго запоминающего устройства 452. Далее выполняется этап S520.
[0146] Этап S520
Узел 460 определения определяет то, возникает или нет анормальность в первых данных формы. Узел 460 определения может иметь данные заданных пороговых значений, которые должны сравниваться с первыми данными формы. Узел 460 определения может сравнивать первые данные формы с данными пороговых значений. Когда первые данные формы не отличаются существенно от данных пороговых значений, выполняется этап S335. Когда первые данные формы существенно отличаются от данных пороговых значений, выполняется этап S530.
[0147] Этап S530
Узел 460 определения выполняет процессы остановки для прекращения операций робота 400A.
[0148] Вышеуказанные различные технические признаки могут комбинироваться друг с другом или могут изменяться таким образом, чтобы удовлетворять требованиям различных производственных площадок.
[0149] Известные технологии робота могут применяться к роботу для управления пистолетом для нанесения покрытия. Соответственно, принципы настоящего варианта осуществления не ограничены конкретной конструкцией робота.
[0150] Примерные технологии, описанные в контексте вышеуказанных различных вариантов осуществления, главным образом включают в себя следующие признаки.
[0151] Устройство для нанесения покрытия согласно одному аспекту вышеуказанных вариантов осуществления включает в себя: пистолет для нанесения покрытия, выполненный с возможностью нанесения покрывающего агента на объект; сенсорное устройство, выполненное с возможностью формирования области определения, в которой покрывающий агент определяется на объекте; консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство; и робот, выполненный с возможностью удерживания и вращения консоли вокруг заданной первой оси вращения. Когда робот вращает консоль из первой позиции вращения, в которой пистолет для нанесения покрытия наносит покрывающий агент на позицию нанесения покрытия на объекте, во вторую позицию вращения, в которой консоль изменяется в угловом направлении на заданный угол вращения вокруг первой оси вращения, область определения перекрывается с позицией нанесения покрытия.
[0152] Согласно вышеуказанной конфигурации, когда пистолет для нанесения покрытия наносит покрывающий агент на объект, сенсорное устройство формирует область определения, в которой определяется покрывающий агент на объекте. Соответственно, сенсорное устройство может определять то, наносится или нет покрывающий агент надлежащим образом на объект. Робот удерживает консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство, и вращает консоль вокруг заданной первой оси вращения. Соответственно, оператор может выполнять не только нанесение покрывающего агента с использованием устройства для нанесения покрытия, но также и проверку того, наносится или нет покрывающий агент надлежащим образом на объект. Необязательно заменять устройство для нанесения покрытия проверочным устройством и передавать объект в проверочное устройство. Соответственно, упрощается проверка того, наносится или нет покрывающий агент надлежащим образом на объект. Когда консоль вращается относительно первой позиции вращения, в которой пистолет для нанесения покрытия наносит покрывающий агент на позицию нанесения покрытия на объекте, во вторую позицию вращения, в которой консоль изменяется в угловом направлении на заданный угол вращения вокруг первой оси вращения, область определения перекрывается с позицией нанесения покрытия, так что относительная позиционная взаимосвязь между первой осью вращения и объектом поддерживается. Соответственно, сенсорное устройство может точно определять то, наносится или нет надлежащим образом покрывающий агент.
[0153] Относительно вышеуказанной конфигурации, объект может иметь первую поверхность, на которую наносится покрывающий агент, и вторую поверхность, расположенную напротив первой поверхности. Сенсорное устройство может включать в себя первый оптический датчик, выполненный с возможностью испускания первого света на первую поверхность, чтобы определять позицию первой поверхности, когда консоль находится во второй позиции вращения, и второй оптический датчик, выполненный возможностью испускания второго света на вторую поверхность, чтобы определять позицию второй поверхности, когда консоль находится во второй позиции вращения. Область определения может формироваться посредством наложения первого света со вторым светом.
[0154] Согласно вышеуказанной конфигурации, когда консоль находится во второй позиции вращения, первый и второй оптические датчики излучают первый и второй свет на первую и вторую поверхности. Соответственно, позиции первой и второй поверхностей могут находиться. Область определения формируется посредством наложения первого света со вторым светом таким образом, что толщина объекта может находиться в области определения.
[0155] Относительно вышеуказанной конфигурации, первый оптический датчик может представлять собой лазерный датчик, выполненный с возможностью испускания лазерного луча в качестве первого света. Второй оптический датчик может представлять собой другой лазерный датчик, выполненный с возможностью испускания другого лазерного луча в качестве второго света.
[0156] Согласно вышеуказанной конфигурации, лазерные датчики используются в качестве первого и второго оптических датчиков. Соответственно, толщина объекта может определяться в области определения точно без влияния посредством окружающего света вокруг сенсорного устройства.
[0157] Относительно вышеуказанной конфигурации, объект может включать в себя основной пластинчатый участок, который формирует вторую поверхность, и полоску окантовки, которая изогнута вдоль изогнутого края относительно основного пластинчатого участка таким образом, что она составляет часть первой поверхности. Покрывающий агент может представлять собой герметизирующий агент. Полоска окантовки может включать в себя край окантовки, который продолжается в позиции, удаленной от изогнутого края. Позиция нанесения покрытия может формироваться на краю окантовки.
[0158] Согласно вышеуказанной конфигурации, позиция нанесения покрытия формируется на краю окантовки, который продолжается в позиции, удаленной от изогнутого края. Соответственно, герметизирующий агент может предотвращать протекание жидкости в пространство между основным пластинчатым участком и полоской окантовки.
[0159] Относительно вышеуказанной конфигурации, изогнутый край может формировать надколесную арку. Покрывающий агент может представлять собой герметизирующий агент. В то время, когда робот перемещает первую ось вращения вдоль надколесной арки, герметизирующий агент может наноситься на край окантовки, который изогнут вдоль надколесной арки.
[0160] Относительно вышеуказанной конфигурации, герметизирующий агент наносится на край окантовки, который изогнут вдоль надколесной арки в то время, когда робот перемещает первую ось вращения вдоль надколесной арки. Соответственно, устройство для нанесения покрытия может наносить герметизирующий агент по всему краю окантовки. Помимо этого, устройство для нанесения покрытия может проверять то, наносится или нет герметизирующий агент надлежащим образом по всему краю окантовки.
[0161] Относительно вышеуказанной конфигурации, консоль может включать в себя: первый ползунковый механизм, выполненный с возможностью обеспечения перемещения пистолета для нанесения покрытия вдоль первой оси, продолжающейся параллельно первой оси вращения; второй ползунковый механизм, выполненный с возможностью обеспечения перемещения пистолета для нанесения покрытия вдоль второй оси, продолжающейся в направлении, ортогональном к первой оси; участок качающегося вала, выполненный с возможностью обеспечения качения пистолета для нанесения покрытия вокруг третьей оси, продолжающейся в направлении, ортогональном к первой и второй осям; первый контактный участок, выполненный с возможностью приведения в прижимной контакт со второй поверхностью посредством первого ползункового механизма; и второй контактный участок, выполненный с возможностью приведения в прижимной контакт с изогнутым краем посредством второго ползункового механизма. Робот может перемещать консоль с приведением первого контактного участка в контакт со второй поверхностью и второго контактного участка в контакт с изогнутым краем.
[0162] Согласно вышеуказанной конфигурации, первый и второй ползунковые механизмы консоли обеспечивают возможность перемещения пистолета для нанесения покрытия в направлениях вдоль первой и второй осей. Соответственно, когда робот перемещает консоль с приведением первого контактного участка в контакт со второй поверхностью и второго контактного участка в контакт с изогнутым краем, позиция пистолета для нанесения покрытия может изменяться в направлении прохождения первой оси, а также в направлении прохождения второй оси в соответствии с формой объекта. Участок качающегося вала обеспечивает возможность пистолету для нанесения покрытия качаться вокруг третьей оси таким образом, что угол пистолета для нанесения покрытия относительно первой поверхности также регулируется в соответствии с формой объекта, когда первый контактный участок приводится в контакт со второй поверхностью, и второй контактный участок приводится в контакт с изогнутым краем. Позиция и направление пистолета для нанесения покрытия регулируются в соответствии с формой объекта без чрезмерно точного процесса обучения. Вкратце, даже когда траектория перемещения консоли, которая определяется посредством робота, не совпадает настолько точно с формой объекта, консоль может регулировать позицию и направление пистолета для нанесения покрытия в соответствии с формой объекта. Соответственно, процесс обучения может требовать существенно уменьшенного времени и существенно уменьшенных усилий.
[0163] Относительно вышеуказанной конфигурации, консоль может включать в себя первый консольный элемент, на котором монтируются первый и второй контактные участки. Первый контактный участок включает в себя шариковые ролики, совмещенные в направлении прохождения второй оси. Когда робот перемещает первый консольный элемент ко второй поверхности, первый консольный элемент смещается в угловом направлении вокруг участка качающегося вала таким образом, что шариковые ролики приводятся в точечный контакт со второй поверхностью. Первый ползунковый механизм может приводить шариковые ролики в прижимной контакт со второй поверхностью.
[0164] Относительно вышеуказанной конфигурации, когда робот перемещает первую консоль ко второй поверхности, первая консоль смещается в угловом направлении вокруг участка качающегося вала таким образом, что шариковые ролики приводятся в точечный контакт со второй поверхностью. Соответственно, угол пистолета для нанесения покрытия, смонтированного на консоли, регулируется в соответствии с формой объекта. Первый ползунковый механизм приводит шариковые ролики в прижимной контакт со второй поверхностью. Соответственно, угол пистолета для нанесения покрытия непрерывно регулируется в то время, когда консоль перемещается посредством робота.
[0165] Относительно вышеуказанной конфигурации, второй контактный участок может включать в себя направляющий ролик, выполненный с возможностью вращения вокруг второй оси вращения, которая продолжается параллельно первой оси, причем направляющий ролик имеет периферийную поверхность, выполненную с возможностью приведения в контакт с изогнутым краем. Второй ползунковый механизм может приводить периферийную поверхность направляющего ролика в прижимной контакт с изогнутым краем. Робот может перемещать консоль с обеспечением качения шариковых роликов по второй поверхности и вращения направляющего ролика на изогнутом краю.
[0166] Согласно вышеуказанной конфигурации, периферийная поверхность направляющего ролика приводится в контакт с изогнутым краем объекта таким образом, что направляющий ролик вращается вокруг второй оси вращения, которая продолжается параллельно первой оси, когда консоль перемещается посредством робота. В ходе вращения, шариковые ролики прокатываются по второй поверхности. Соответственно, консоль может плавно перемещаться вдоль изогнутого края.
[0167] Относительно вышеуказанной конфигурации, консоль может включать в себя удерживающий консольный участок, выполненный с возможностью удерживания пистолета для нанесения покрытия. Первый ползунковый механизм может включать в себя первый прижимной ползун, выполненный с возможностью приведения шариковых роликов в прижимной контакт со второй поверхностью, и первый смещающий ползун, выполненный с возможностью обеспечения перемещения удерживающего консольного участка относительно первого консольного элемента. Когда робот управляет первым смещающим ползуном для смещения удерживающего консольного участка вдоль первой оси относительно первого консольного элемента, пистолет для нанесения покрытия может приближаться к первой поверхности.
[0168] Согласно вышеуказанной конфигурации, когда робот управляет первым смещающим ползуном с возможностью перемещать удерживающий консольный участок относительно первой консоли вдоль первой оси, пистолет для нанесения покрытия приближается к первой поверхности таким образом, что покрывающий агент эффективно наносится на первую поверхность. Первый прижимной ползун приводит шариковые ролики в прижимной контакт со второй поверхностью таким образом, что позиция пистолета для нанесения покрытия, который приближается к первой поверхности, поддерживается в то время, когда робот перемещает консоль.
[0169] Относительно вышеуказанной конфигурации, удерживающий консольный участок может включать в себя второй консольный элемент, соединенный с первым смещающим ползуном, и третий консольный элемент, на котором монтируется пистолет для нанесения покрытия. Второй ползунковый механизм может включать в себя второй прижимной ползун, выполненный с возможностью приведения периферийной поверхности направляющего ролика в прижимной контакт с изогнутым краем, и второй смещающий ползун, соединенный со вторым и третьим консольными элементами таким образом, что третий консольный элемент перемещается относительно второго консольного элемента. Робот может управлять вторым смещающим ползуном для регулирования позиции пистолета для нанесения покрытия в направлении прохождения второй оси.
[0170] Согласно вышеуказанной конфигурации, второй консольный элемент соединяется с первым смещающим ползуном таким образом, что второй консольный элемент может перемещаться вдоль первой оси относительно первой консоли, когда робот управляет первым смещающим ползуном. Третий консольный элемент соединяется со вторым консольным элементом посредством второго смещающего ползуна таким образом, что третий консольный элемент перемещается вдоль первой оси вместе со вторым консольным элементом относительно первого консольного элемента. Второй прижимной ползун приводит периферийную поверхность направляющего ролика в прижимной контакт с изогнутым краем таким образом, что пистолет для нанесения покрытия смещается в соответствии с формой изогнутого края. Робот регулирует позицию пистолета для нанесения покрытия в направлении прохождения второй оси посредством управления вторым смещающим ползуном таким образом, что позиция нанесения покрытия в виде покрывающего агента регулируется при работе робота.
[0171] Относительно вышеуказанной конфигурации, консоль может включать в себя четвертый консольный элемент, на котором монтируется первый прижимной ползун, пятый консольный элемент, соединенный с первым и вторым прижимными ползунами таким образом, что пятая консоль перемещается в направлении прохождения первой оси относительно четвертого консольного элемента, и шестой консольный элемент, выполненный с возможностью удерживания участка качающегося вала и соединенный со вторым прижимным ползуном. Шестой консольный элемент может быть подвижным в направлении прохождения второй оси относительно пятого консольного элемента. Удерживающий консольный участок может соединяться с шестым консольным элементом.
[0172] Согласно вышеуказанной конфигурации, первый прижимной ползун соединяется с четвертым и пятым консольными элементами таким образом, что пятый консольный элемент может выдвигаться в направлении прохождения первой оси из четвертого консольного элемента. Шестой консольный элемент соединяется с пятым консольным элементом посредством второго прижимного ползуна таким образом, что шестой консольный элемент выдвигается в направлении прохождения второй оси из пятого консольного элемента. Удерживающий консольный участок соединен с шестым консольным элементом таким образом, что позиция удерживающей консоли вдоль первой и второй осей и угловая позиция удерживающей консоли вокруг участка качающегося вала регулируются в соответствии с формой объекта в то время, когда робот перемещает консоль. Пистолет для нанесения покрытия удерживается посредством удерживающей консоли таким образом, что позиция и направление пистолета для нанесения покрытия регулируются в соответствии с формой объекта. Соответственно, процесс обучения не должен обязательно быть чрезмерно точным.
[0173] Способ нанесения покрытия согласно другому аспекту вышеуказанного варианта осуществления включает в себя: нанесение покрывающего агента из пистолета для нанесения покрытия на объект; вращение консоли, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство, вокруг заданной первой оси вращения, чтобы обеспечивать совпадение области определения с покрывающим агентом на объекте, чтобы определять покрывающий агент на объекте, причем сенсорное устройство выполнено с возможностью формирования области определения; и определение формы покрывающего агента на объекте.
[0174] Согласно вышеуказанной конфигурации, когда пистолет для нанесения покрытия наносит покрывающий агент на объект, сенсорное устройство формирует область определения, в которой покрывающий агент определяется на объекте. Соответственно, сенсорное устройство может определять то, наносится или нет покрывающий агент надлежащим образом на объект. Когда консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство, вращается вокруг заданной первой оси вращения, область определения совпадает с покрывающим агентом на объекте, так что необязательно заменять устройство для нанесения покрытия проверочным устройством и передавать объект в проверочное устройство. Соответственно, упрощается проверка того, наносится или нет покрывающий агент надлежащим образом на объект. Как результат вращения консоли, область определения совпадает с покрывающим агентом, так что относительная позиционная взаимосвязь между первой осью вращения и объектом может поддерживаться. Соответственно, сенсорное устройство может точно определять то, наносится или нет надлежащим образом покрывающий агент.
[0175] Относительно вышеуказанной конфигурации, способ нанесения покрытия дополнительно может включать в себя обеспечение принудительного совпадения области определения с позицией нанесения покрытия на объекте до того, как покрывающий агент наносится на объект, чтобы определять форму поверхности объекта в позиции нанесения покрытия. Нанесение покрывающего агента на объект из пистолета для нанесения покрытия может включать в себя вращение консоли вокруг первой оси вращения, чтобы размещать пистолет для нанесения покрытия в такой позиции, что покрывающий агент наносится в позиции нанесения покрытия. Определение формы покрывающего агента на объекте может включать в себя сравнение первых данных формы, полученных из определения формы поверхности объекта до того, как покрывающий агент наносится на объект, со вторыми данными формы, полученными из определения формы поверхности объекта, на который наносится покрывающий агент.
[0176] Согласно вышеуказанной конфигурации, способ нанесения покрытия включает в себя определение формы поверхности объекта в позиции нанесения покрытия посредством совмещения области определения с позицией нанесения покрытия на объекте до того, как покрывающий агент наносится на объект, так что покрывающий агент наносится в соответствии с формой поверхности объекта до того, как покрывающий агент наносится. Когда оператор вращает консоль вокруг первой оси вращения после определения формы поверхности объекта и перед нанесением покрывающего агента на объект, позиция нанесения покрытия совпадает с областью определения, так что определение формы поверхности объекта перед нанесением покрывающего агента на объект и нанесение покрывающего агента могут плавно выполняться. Когда первые данные формы, полученные из определения формы поверхности объекта до того, как покрывающий агент наносится на объект, сравниваются со вторыми данными формы, полученными из определения формы поверхности объекта, на который наносится покрывающий агент, форма покрывающего агента на объекте определяется.
[0177] Относительно вышеуказанной конфигурации, объект может включать в себя первую поверхность, на которую наносится покрывающий агент, и вторую поверхность, расположенную напротив первой поверхности. Вторая поверхность может формироваться из основного пластинчатого участка. Первая поверхность может частично формироваться из полоски окантовки, изогнутой вдоль изогнутого края относительно основного пластинчатого участка. Полоска окантовки может включать в себя край окантовки, который продолжается в позиции, удаленной от изогнутого края. Покрывающий агент может представлять собой герметизирующий агент. Нанесение покрывающего агента на объект из пистолета для нанесения покрытия может включать в себя размещение пистолета для нанесения покрытия в такой позиции, что герметизирующий агент наносится на край окантовки.
[0178] Согласно вышеуказанной конфигурации, нанесение покрывающего агента на объект из пистолета для нанесения покрытия включает в себя размещение пистолета для нанесения покрытия в такой позиции, что герметизирующий агент наносится на край окантовки. Следовательно, герметизирующий агент может предотвращать протекание жидкости в пространство между основным пластинчатым участком и полоской окантовки.
[0179] Относительно вышеуказанной конфигурации, изогнутый край может формировать надколесную арку. Край окантовки может быть изогнут вдоль надколесной арки. Нанесение покрывающего агента на объект из пистолета для нанесения покрытия может включать в себя перемещение пистолета для нанесения покрытия вдоль изогнутого края окантовки с выпуском герметизирующего агента.
[0180] Согласно вышеуказанной конфигурации, нанесение покрывающего агента на объект из пистолета для нанесения покрытия включает в себя перемещение пистолета для нанесения покрытия вдоль изогнутого края окантовки с выпуском герметизирующего агента таким образом, что герметизирующий агент может предотвращать протекание жидкости в пространство между основным пластинчатым участком и полоской окантовки.
[0181] Относительно вышеуказанной конфигурации, способ нанесения покрытия дополнительно может включать в себя определение на основе первых данных формы и вторых данных формы того, наносится или нет надлежащим образом покрывающий агент.
[0182] Согласно вышеуказанной конфигурации, когда первые данные формы, полученные из определения формы поверхности объекта до того, как покрывающий агент наносится на объект, сравниваются со вторыми данными формы, полученными из определения формы поверхности объекта, на который наносится покрывающий агент, форма покрывающего агента определяется на объекте. Соответственно, из формы покрывающего агента на объекте легко определяется то, наносится или нет надлежащим образом покрывающий агент.
Промышленная применимость
[0183] Принципы вышеуказанных вариантов осуществления предпочтительно используются на различных производственных площадках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2013 |
|
RU2595660C1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ДЛЯ НАНЕСЕНИЯ ГРУНТОВОЧНОГО ПОКРЫТИЯ | 2016 |
|
RU2687421C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2016 |
|
RU2685205C1 |
| МОБИЛЬНАЯ СИСТЕМА НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2567072C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА МАЛОГАБАРИТНЫЕ ИЗДЕЛИЯ | 2012 |
|
RU2507307C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2007 |
|
RU2436638C2 |
| СЕНСОРНОЕ ПОКРЫТИЕ ДЛЯ ПРОМЫШЛЕННОГО УСТРОЙСТВА | 2017 |
|
RU2722379C2 |
| КОНТРОЛЬНОЕ УСТРОЙСТВО И СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ РАСПЫЛИТЕЛЬНОГО УСТРОЙСТВА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2010 |
|
RU2516621C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ ПЕЧАТИ ИЛИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ТРЕХМЕРНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2779266C2 |


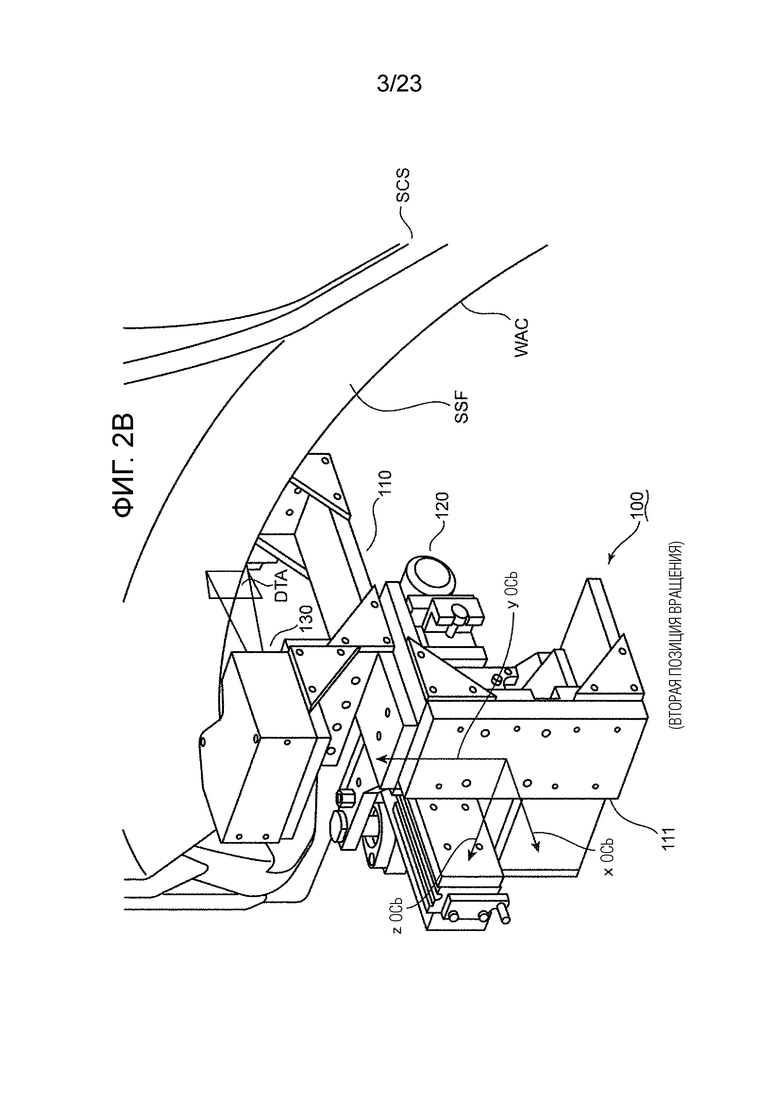

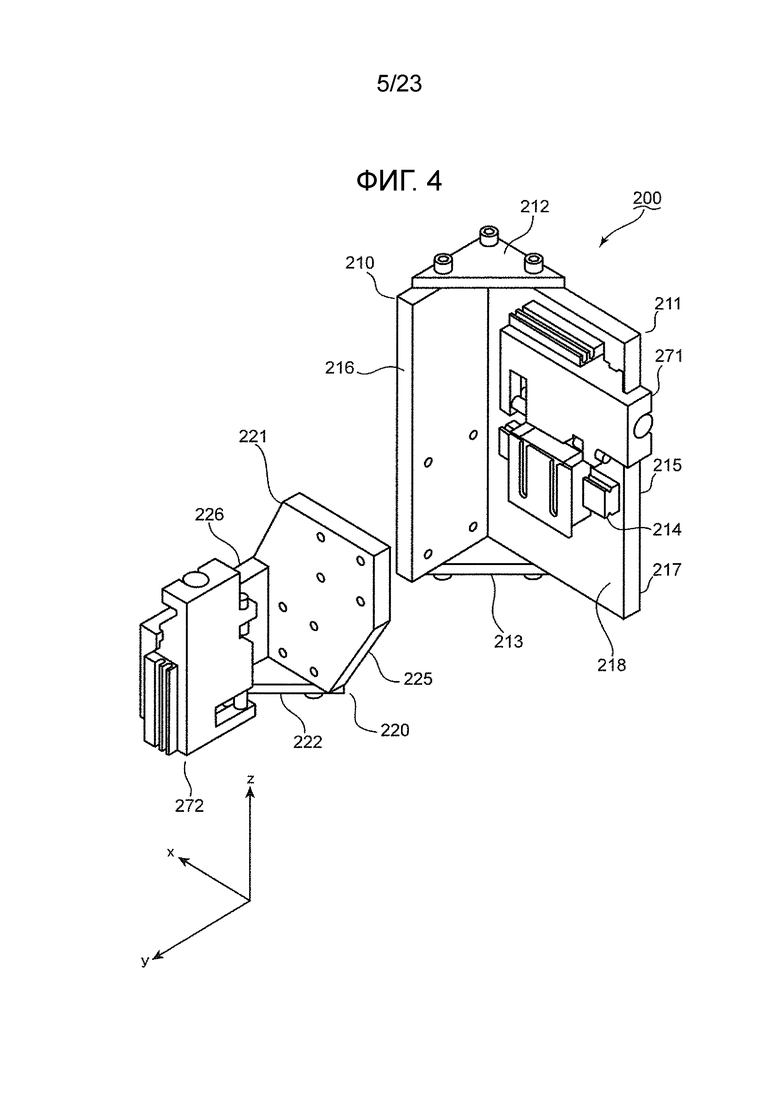


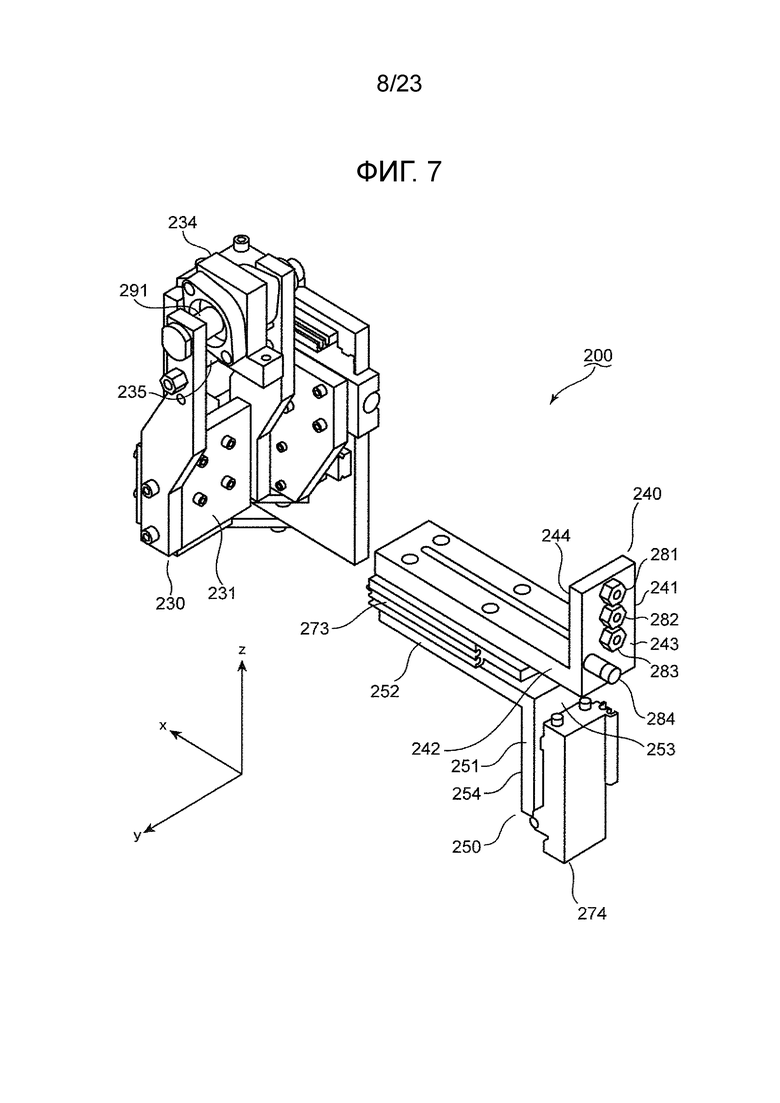
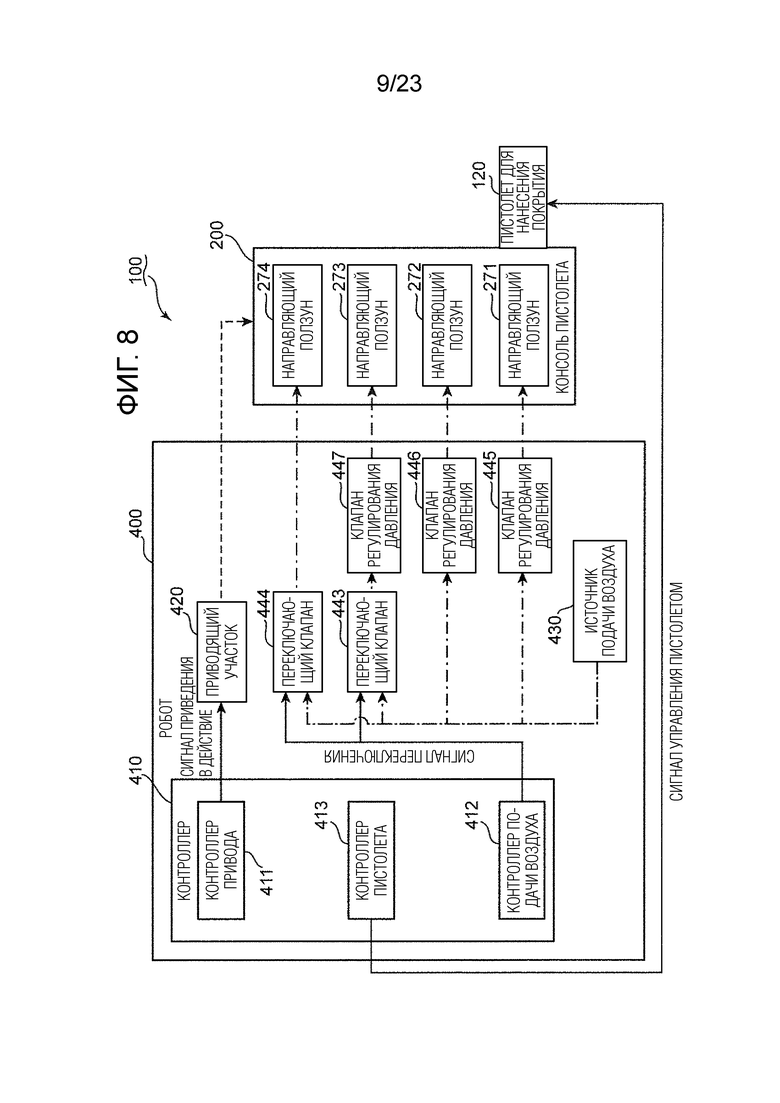
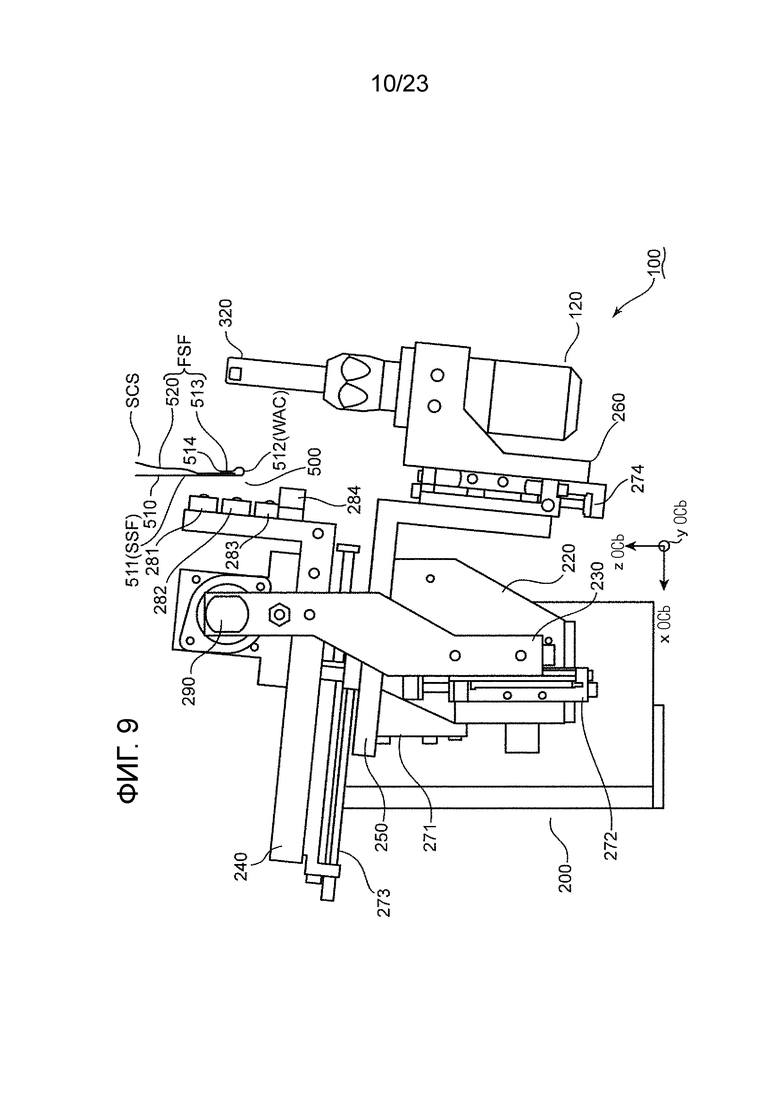
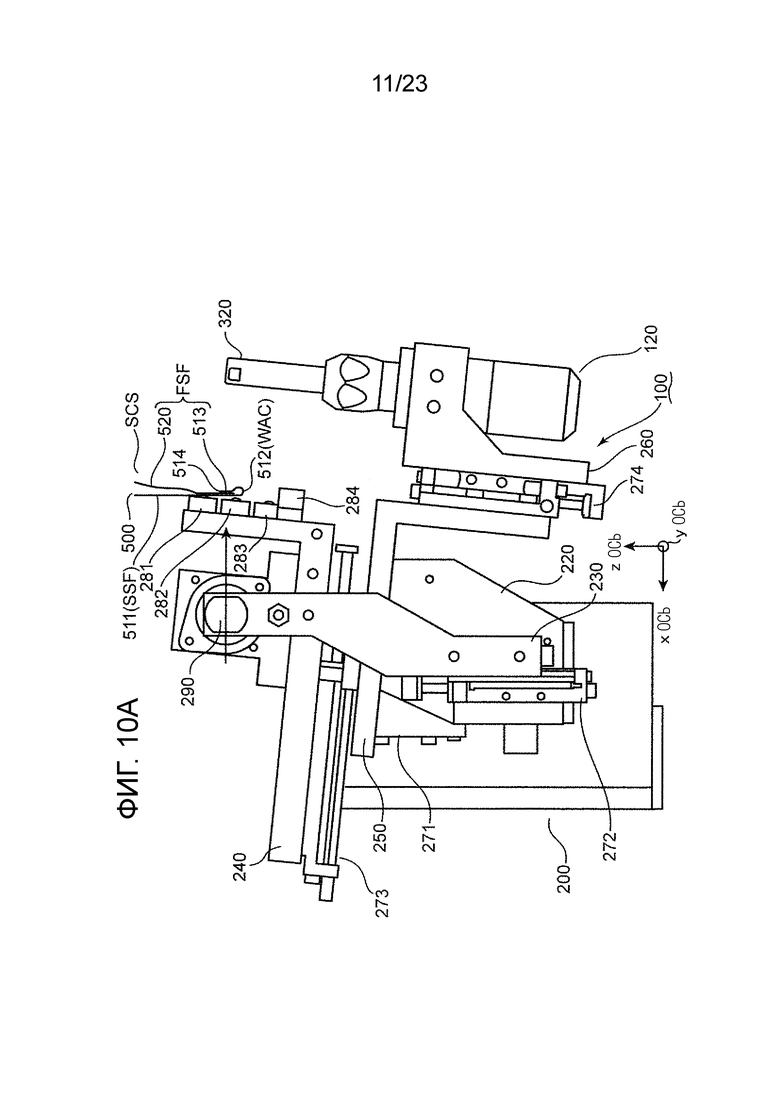
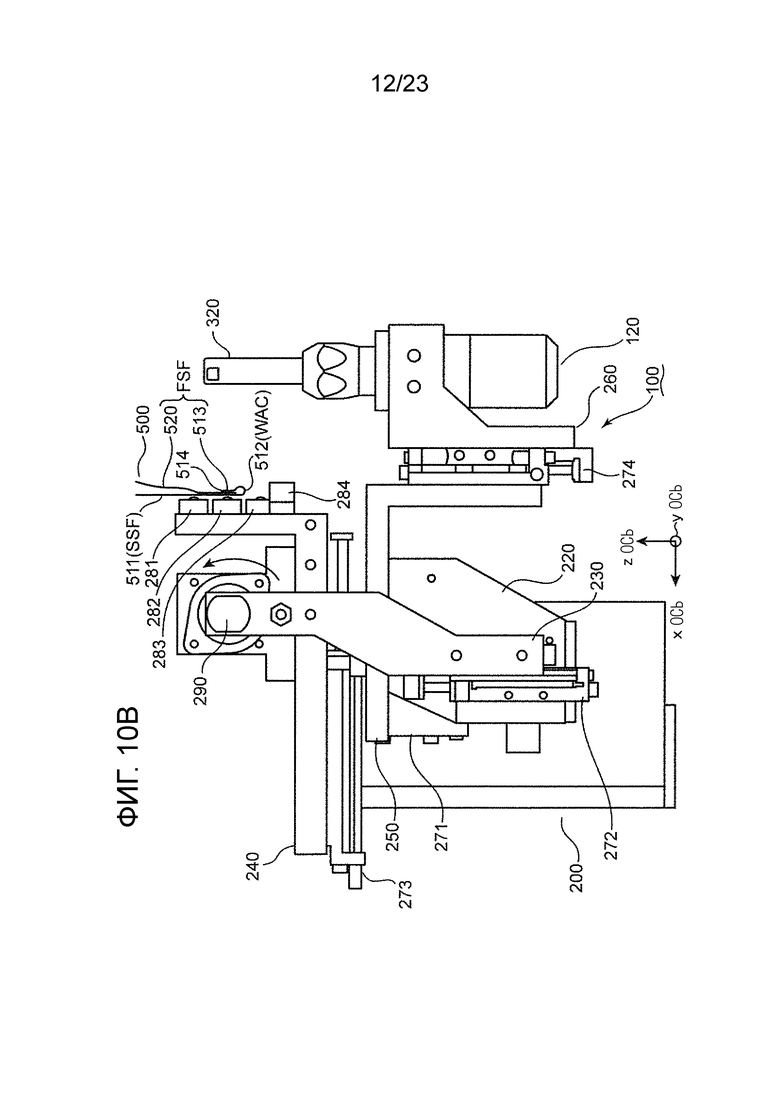
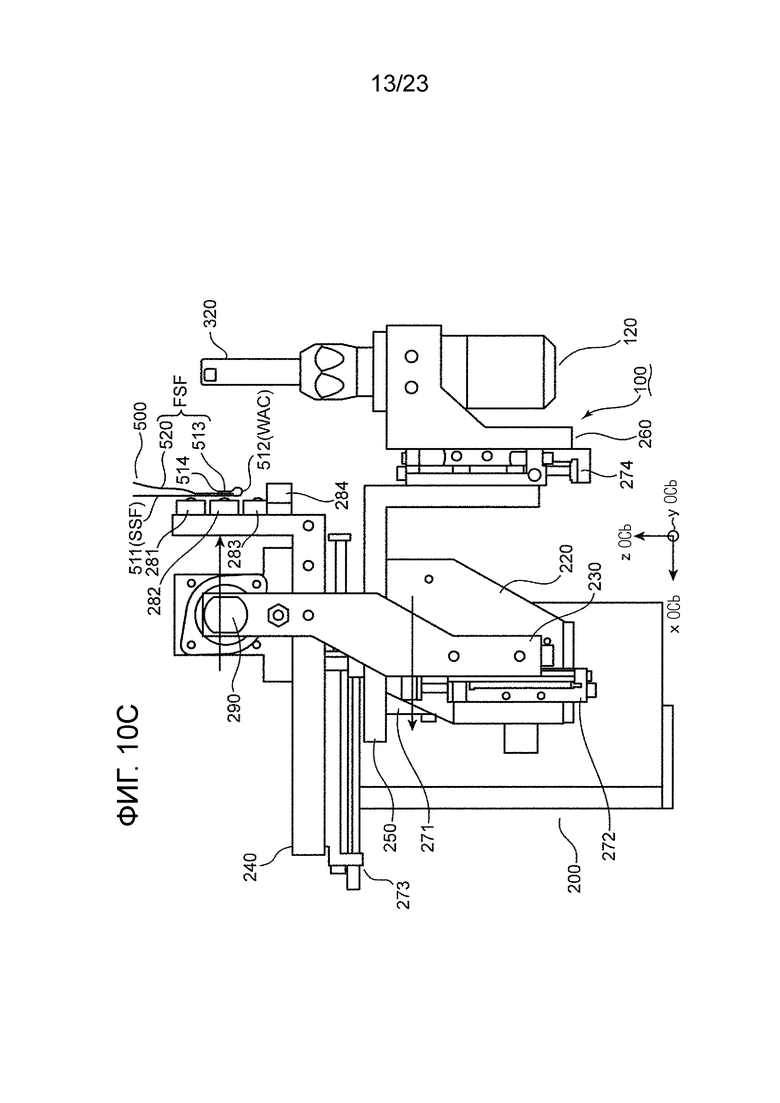
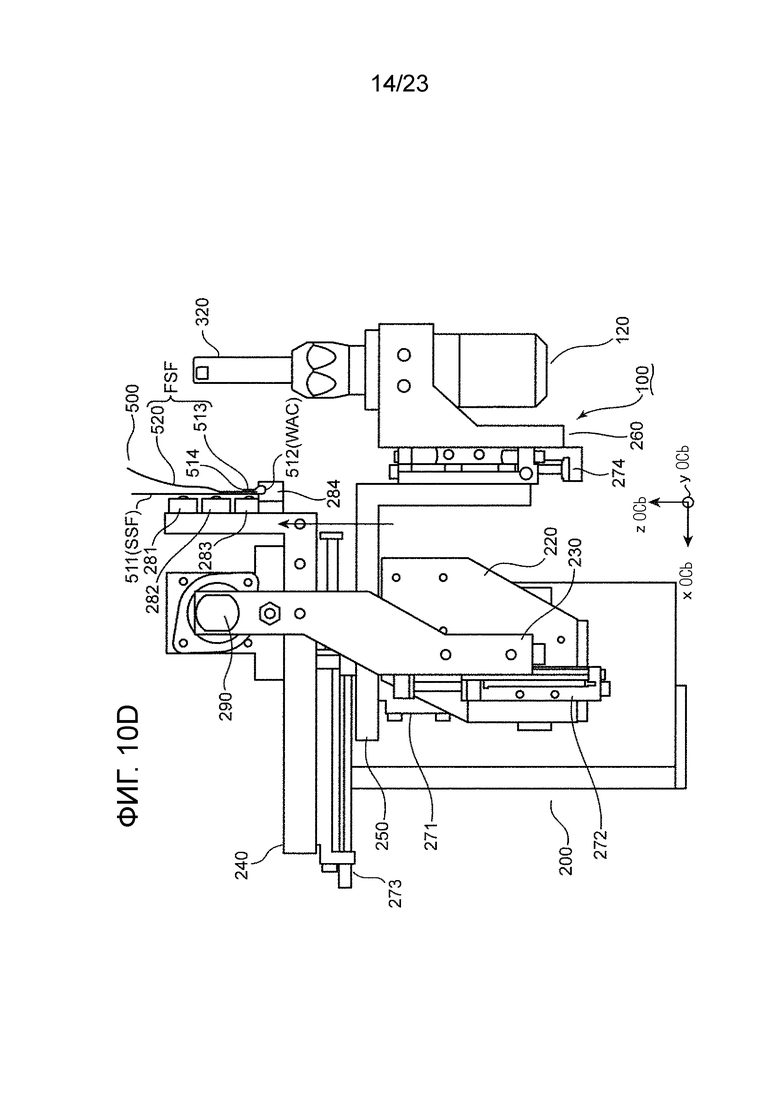
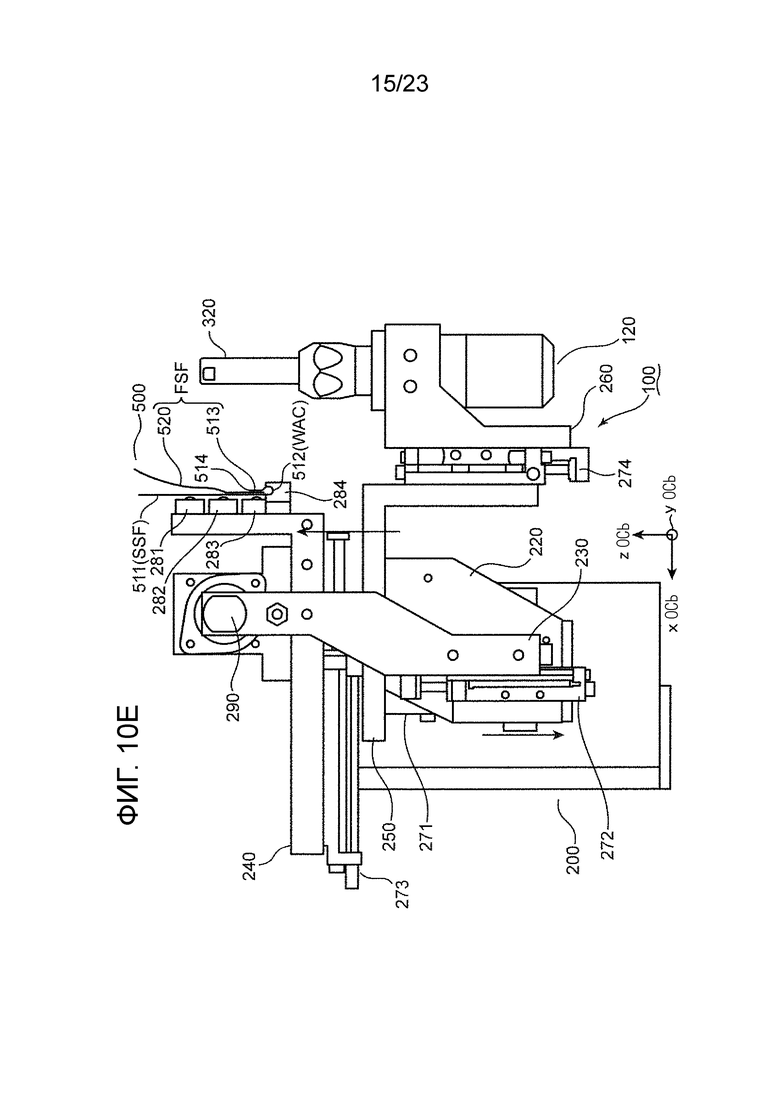



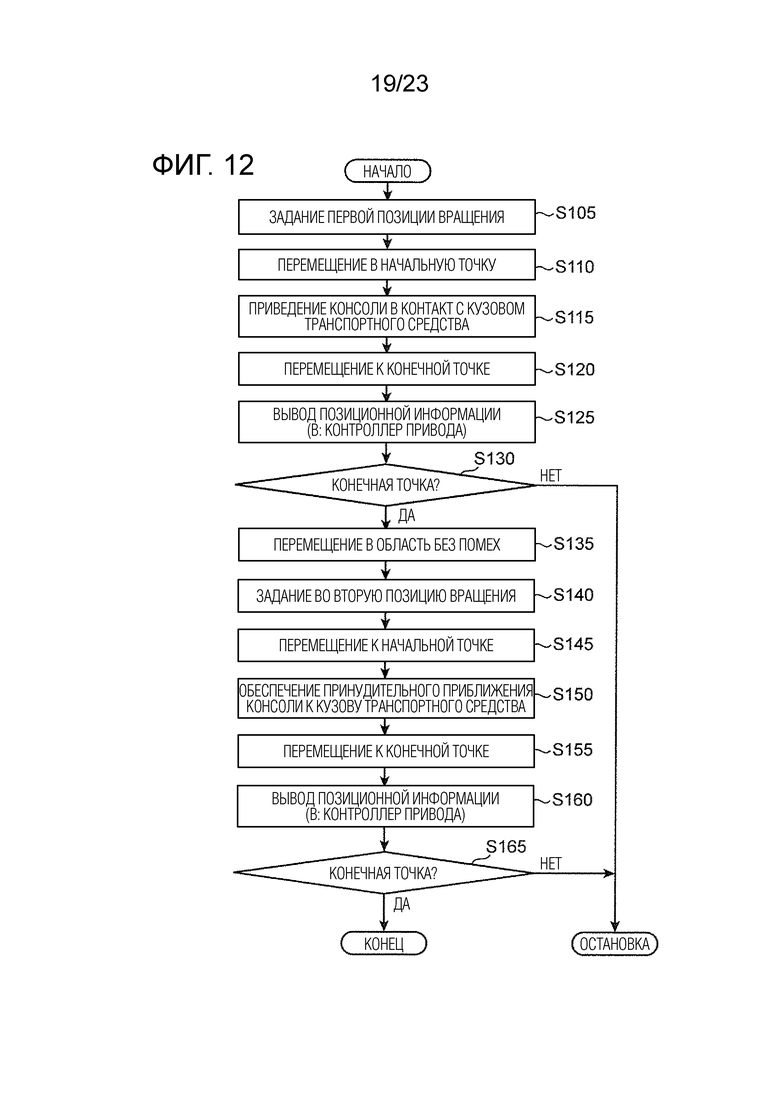
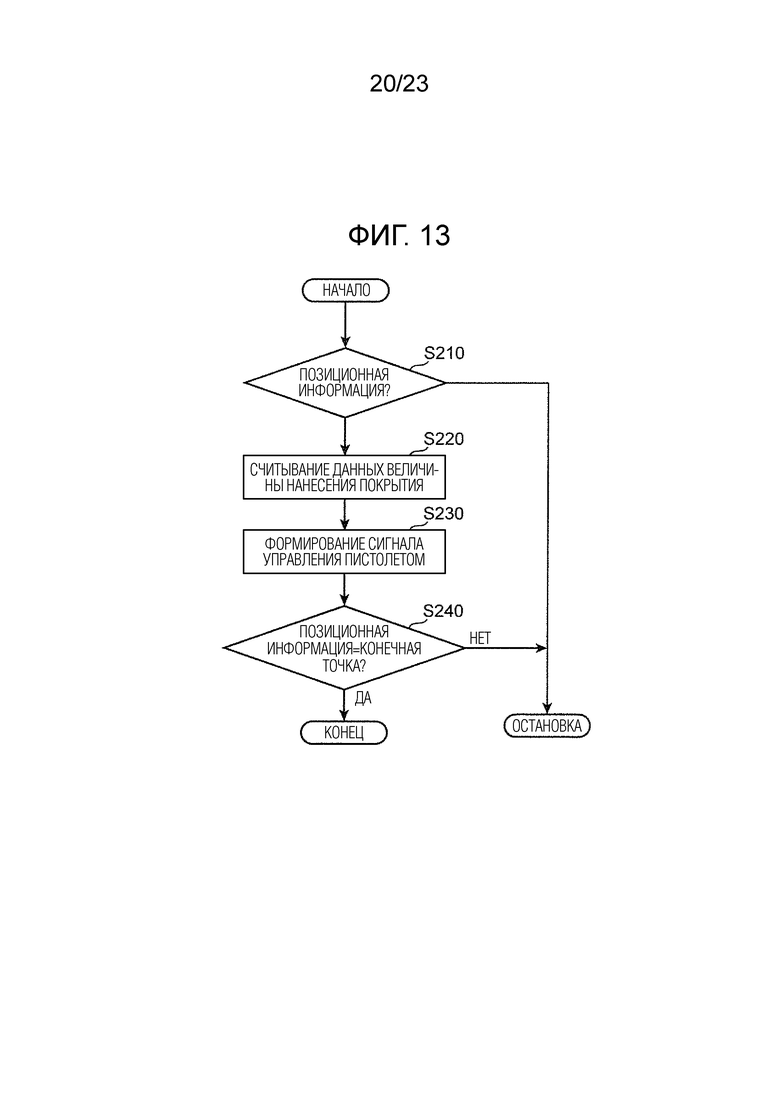
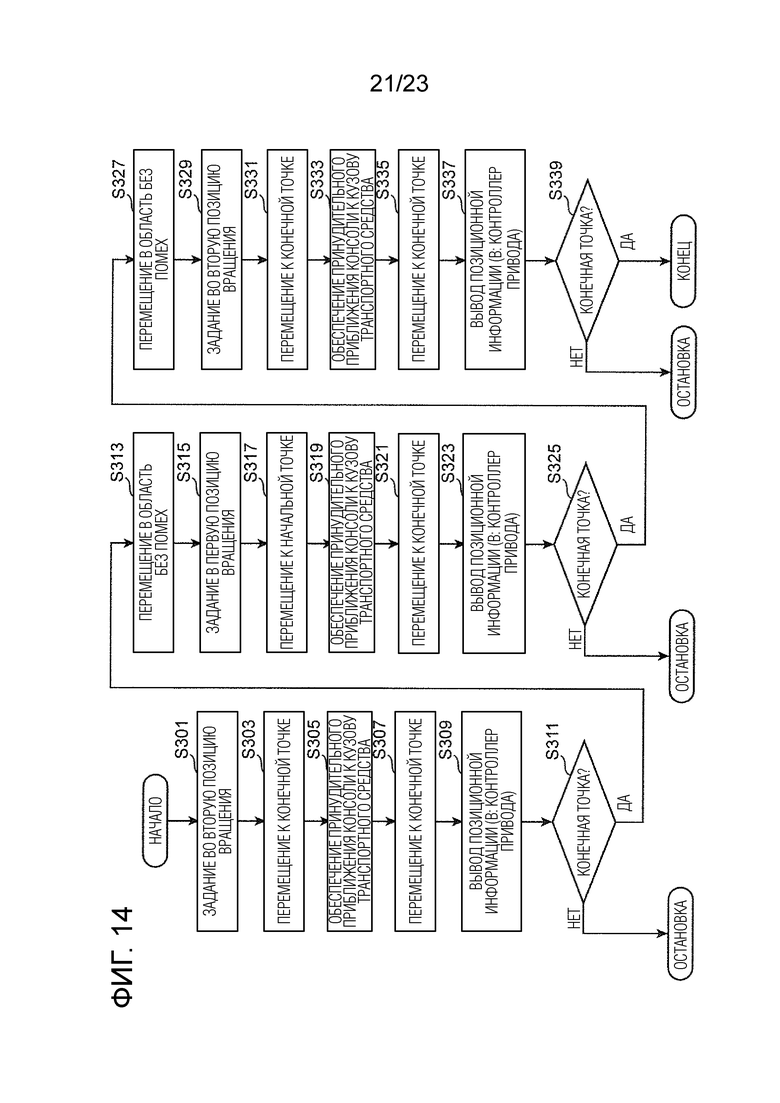

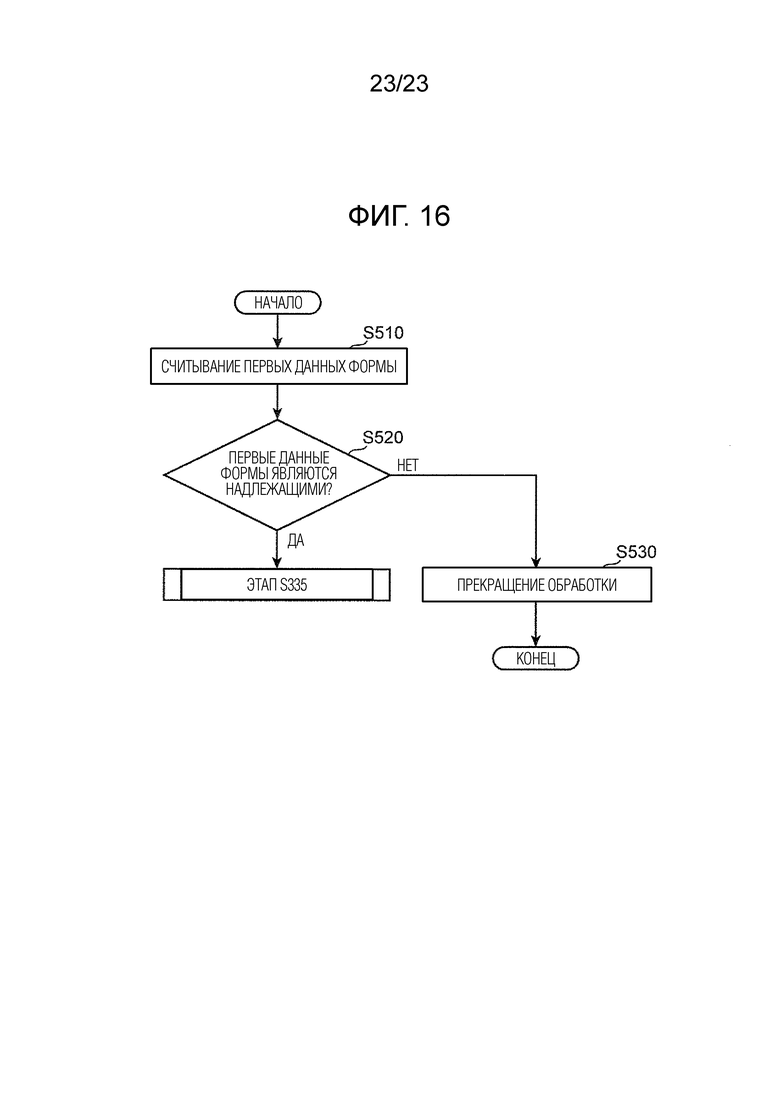
Группа изобретений относится к устройству для нанесения покрытия и к способу нанесения покрытия для нанесения покрывающего агента и может быть использовано при нанесении на автомобили. Устройство для нанесения покрытия содержит пистолет для нанесения покрытия, выполненный с возможностью нанесения покрывающего агента на объект; сенсорное устройство, выполненное с возможностью формирования области определения, в которой покрывающий агент определяется на объекте; консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство; и робот, выполненный с возможностью удерживания и вращения консоли вокруг заданной первой оси вращения. Когда робот вращает консоль из первой позиции вращения, в которой пистолет для нанесения покрытия наносит покрывающий агент на позицию нанесения покрытия на объекте, во вторую позицию вращения, в которой консоль изменяется в угловом направлении на заданный угол вращения вокруг первой оси вращения, область определения перекрывается с позицией нанесения покрытия. Способ нанесения покрытия включает этапы, на которых наносят покрывающий агент из пистолета для нанесения покрытия на объект; вращают консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство, вокруг заданной первой оси вращения, чтобы обеспечивать совпадение области определения с покрывающим агентом на объекте, чтобы определять покрывающий агент на объекте, причем сенсорное устройство выполнено с возможностью формирования области определения; и определяют форму покрывающего агента на объекте. Техническим результатом группы изобретений является обеспечение возможности оператору точно и легко проверять то, нанесен или нет надлежащим образом покрывающий агент. 2 н. и 14 з.п. ф-лы, 23 ил.
1. Устройство для нанесения покрытия, содержащее:
пистолет для нанесения покрытия, выполненный с возможностью нанесения покрывающего агента на объект;
сенсорное устройство, выполненное с возможностью формирования области определения, в которой покрывающий агент определяется на объекте;
консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство; и
робот, выполненный с возможностью удерживания и вращения консоли вокруг заданной первой оси вращения,
при этом когда робот вращает консоль из первой позиции вращения, в которой пистолет для нанесения покрытия наносит покрывающий агент на позицию нанесения покрытия на объекте, во вторую позицию вращения, в которой консоль изменяется в угловом направлении на заданный угол вращения вокруг первой оси вращения, область определения перекрывается с позицией нанесения покрытия.
2. Устройство для нанесения покрытия по п. 1,
в котором объект имеет первую поверхность, на которую наносится покрывающий агент, и вторую поверхность, расположенную напротив первой поверхности,
при этом сенсорное устройство включает в себя первый оптический датчик, выполненный с возможностью испускания первого света на первую поверхность, чтобы определять позицию первой поверхности, когда консоль находится во второй позиции вращения, и второй оптический датчик, выполненный с возможностью испускания второго света на вторую поверхность, чтобы определять позицию второй поверхности, когда консоль находится во второй позиции вращения, и
при этом область определения формируется посредством наложения первого света со вторым светом.
3. Устройство для нанесения покрытия по п. 2,
в котором первый оптический датчик представляет собой лазерный датчик, выполненный с возможностью испускания лазерного луча в качестве первого света, и
при этом второй оптический датчик представляет собой другой лазерный датчик, выполненный с возможностью испускания другого лазерного луча в качестве второго света.
4. Устройство для нанесения покрытия по п. 2 или 3,
в котором объект включает в себя основной пластинчатый участок, который формирует вторую поверхность, и полоску окантовки, которая изогнута вдоль изогнутого края относительно основного пластинчатого участка таким образом, что она составляет часть первой поверхности,
при этом покрывающий агент представляет собой герметизирующий агент,
при этом полоска окантовки включает в себя край окантовки, который продолжается в позиции, удаленной от изогнутого края, и
при этом позиция нанесения покрытия формируется на краю окантовки.
5. Устройство для нанесения покрытия по п. 4,
в котором изогнутый край формирует надколесную арку,
при этом герметизирующий агент наносится на край окантовки, который изогнут вдоль надколесной арки в то время, когда робот перемещает первую ось вращения вдоль надколесной арки.
6. Устройство для нанесения покрытия по п. 4 или 5,
в котором консоль включает в себя: первый ползунковый механизм, выполненный с возможностью обеспечения перемещения пистолета для нанесения покрытия вдоль первой оси, продолжающейся параллельно первой оси вращения; второй ползунковый механизм, выполненный с возможностью обеспечения перемещения пистолета для нанесения покрытия вдоль второй оси, продолжающейся в направлении, ортогональном к первой оси; участок качающегося вала, выполненный с возможностью обеспечения качения пистолета для нанесения покрытия вокруг третьей оси, продолжающейся в направлении, ортогональном к первой и второй осям; первый контактный участок, выполненный с возможностью приведения в прижимной контакт со второй поверхностью посредством первого ползункового механизма; и второй контактный участок, выполненный с возможностью приведения в прижимной контакт с изогнутым краем посредством второго ползункового механизма, и
при этом робот перемещает консоль с приведением первого контактного участка в контакт со второй поверхностью и второго контактного участка в контакт с изогнутым краем.
7. Устройство для нанесения покрытия по п. 6,
в котором консоль включает в себя первый консольный элемент, на котором монтируются первый и второй контактные участки,
при этом первый контактный участок включает в себя шариковые ролики, совмещенные в направлении прохождения второй оси,
при этом когда робот перемещает первый консольный элемент ко второй поверхности, первый консольный элемент смещается в угловом направлении вокруг участка качающегося вала таким образом, что шариковые ролики приводятся в точечный контакт со второй поверхностью, и
при этом первый ползунковый механизм приводит шариковые ролики в прижимной контакт со второй поверхностью.
8. Устройство для нанесения покрытия по п. 7,
в котором второй контактный участок включает в себя направляющий ролик, выполненный с возможностью вращения вокруг второй оси вращения, которая продолжается параллельно первой оси, причем направляющий ролик имеет периферийную поверхность, выполненную с возможностью приведения в контакт с изогнутым краем,
при этом второй ползунковый механизм приводит периферийную поверхность направляющего ролика в прижимной контакт с изогнутым краем, и
при этом робот перемещает консоль с обеспечением качения шариковых роликов по второй поверхности и вращения направляющего ролика на изогнутом краю.
9. Устройство для нанесения покрытия по п. 8,
в котором консоль включает в себя удерживающий консольный участок, выполненный с возможностью удерживания пистолета для нанесения покрытия,
при этом первый ползунковый механизм включает в себя первый прижимной ползун, выполненный с возможностью приведения шариковых роликов в прижимной контакт со второй поверхностью, и первый смещающий ползун, выполненный с возможностью обеспечения перемещения удерживающего консольного участка относительно первого консольного элемента, и
при этом когда робот управляет первым смещающим ползуном для смещения удерживающего консольного участка вдоль первой оси относительно первого консольного элемента, пистолет для нанесения покрытия приближается к первой поверхности.
10. Устройство для нанесения покрытия по п. 9,
в котором удерживающий консольный участок включает в себя второй консольный элемент, соединенный с первым смещающим ползуном, и третий консольный элемент, на котором монтируется пистолет для нанесения покрытия,
при этом второй ползунковый механизм включает в себя второй прижимной ползун, выполненный с возможностью приведения периферийной поверхности направляющего ролика в прижимной контакт с изогнутым краем, и второй смещающий ползун, соединенный со вторым и третьим консольными элементами таким образом, что третий консольный элемент перемещается относительно второго консольного элемента, и
при этом робот управляет вторым смещающим ползуном для регулирования позиции пистолета для нанесения покрытия в направлении прохождения второй оси.
11. Устройство для нанесения покрытия по п. 10,
в котором консоль включает в себя четвертый консольный элемент, на котором монтируется первый прижимной ползун, пятый консольный элемент, соединенный с первым и вторым прижимными ползунами таким образом, что пятый консольный элемент перемещается в направлении прохождения первой оси относительно четвертого консольного элемента, и шестой консольный элемент, выполненный с возможностью удерживания участка качающегося вала и соединенный со вторым прижимным ползуном,
при этом шестой консольный элемент является подвижным в направлении прохождения второй оси относительно пятого консольного элемента, и
при этом удерживающий консольный участок соединен с шестым консольным элементом.
12. Способ нанесения покрытия, включающий этапы, на которых:
наносят покрывающий агент из пистолета для нанесения покрытия на объект;
вращают консоль, на которой монтируются пистолет для нанесения покрытия и сенсорное устройство, вокруг заданной первой оси вращения, чтобы обеспечивать совпадение области определения с покрывающим агентом на объекте, чтобы определять покрывающий агент на объекте, причем сенсорное устройство выполнено с возможностью формирования области определения; и
определяют форму покрывающего агента на объекте.
13. Способ нанесения покрытия по п. 12, дополнительно содержащий этап, на котором:
обеспечивают совпадение области определения с позицией нанесения покрытия на объекте перед нанесением покрывающего агента на объект, чтобы определять форму поверхности объекта в позиции нанесения покрытия,
при этом нанесение покрывающего агента на объект из пистолета для нанесения покрытия включает в себя этап, на котором вращают консоль вокруг первой оси вращения, чтобы размещать пистолет для нанесения покрытия в такой позиции, что покрывающий агент наносится в позиции нанесения покрытия, и
при этом определение формы покрывающего агента на объекте включает в себя этап, на котором сравнивают первые данные формы, полученные из определения формы поверхности объекта до того, как покрывающий агент наносится на объект, со вторыми данными формы, полученными из определения формы поверхности объекта, на который наносится покрывающий агент.
14. Способ нанесения покрытия по п. 13,
в котором объект включает в себя первую поверхность, на которую наносится покрывающий агент, и вторую поверхность, расположенную напротив первой поверхности,
при этом вторая поверхность формируется из основного пластинчатого участка,
причем первая поверхность частично формируется из полоски окантовки, изогнутой вдоль изогнутого края относительно основного пластинчатого участка,
при этом полоска окантовки включает в себя край окантовки, который продолжается в позиции, удаленной от изогнутого края,
причем покрывающий агент представляет собой герметизирующий агент, и
при этом нанесение покрывающего агента на объект из пистолета для нанесения покрытия включает в себя этап, на котором размещают пистолет для нанесения покрытия в такой позиции, что герметизирующий агент наносится на край окантовки.
15. Способ нанесения покрытия по п. 14,
в котором изогнутый край формирует надколесную арку,
при этом край окантовки изогнут вдоль надколесной арки, и
при этом нанесение покрывающего агента на объект из пистолета для нанесения покрытия включает в себя этап, на котором перемещают пистолет для нанесения покрытия вдоль изогнутого края окантовки с выпуском герметизирующего агента.
16. Способ нанесения покрытия по любому из пп. 13-15, дополнительно включающий этап, на котором определяют на основе первых данных формы и вторых данных формы то, наносится или нет надлежащим образом покрывающий агент.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2013 |
|
RU2595660C1 |

