ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способам нанесения покрытия и устройствам для нанесения покрытия для обеспечения электростатического нанесения покрытия на целевом объекте нанесения покрытия, имеющем ступенчатые участки на поверхности нанесения покрытия.
УРОВЕНЬ ТЕХНИКИ
[0002] Электростатическое нанесение покрытия широко применяется к автомобильным кузовам, корпусам бытовых электроприборов и так далее. При электростатическом нанесении покрытия известно, что состояние прилипания краски к целевому объекту нанесения покрытия легко изменяется согласно условиям нанесения покрытия, таким как скорость перемещения пистолета для нанесения покрытия, количество напыленной краски и расстояние между пистолетом для нанесения покрытия и целевым объектом нанесения покрытия. Например, Патентный документ 1 раскрывает, что, когда автомобильный кузов покрывается с использованием пистолета с вращающимся конусом для нанесения покрытия, движущегося в одном направлении вдоль поверхности нанесения покрытия автомобильного кузова, величина прилипания краски к автомобильному кузову отличается между правой стороной и левой стороной траектории движения пистолета для нанесения покрытия. Согласно способу управления нанесением покрытия, раскрытому в Патентном документе 1, первый установленный образец пленочного покрытия, сформированного при движении вперед пистолета с вращающимся конусом для нанесения покрытия, и второй установленный образец пленочного покрытия, сформированного при движении назад пистолета с вращающимся конусом для нанесения покрытия, формируют в заранее заданных условиях нанесения покрытия, и эти установленные образцы соединяют для создания данных распределения толщины пленки. Благодаря оценке данных распределения толщины пленки выбирают условия нанесения покрытия, которые предоставляют возможность равномерного распределения толщины пленки пленочного покрытия, и нанесением покрытия управляют на основании условий нанесения покрытия.
СПИСОК ПРОТИВОПОСТАВЛЕННЫХ МАТЕРИАЛОВ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0003] Патентный документ 1: Японский патент № 3769858
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
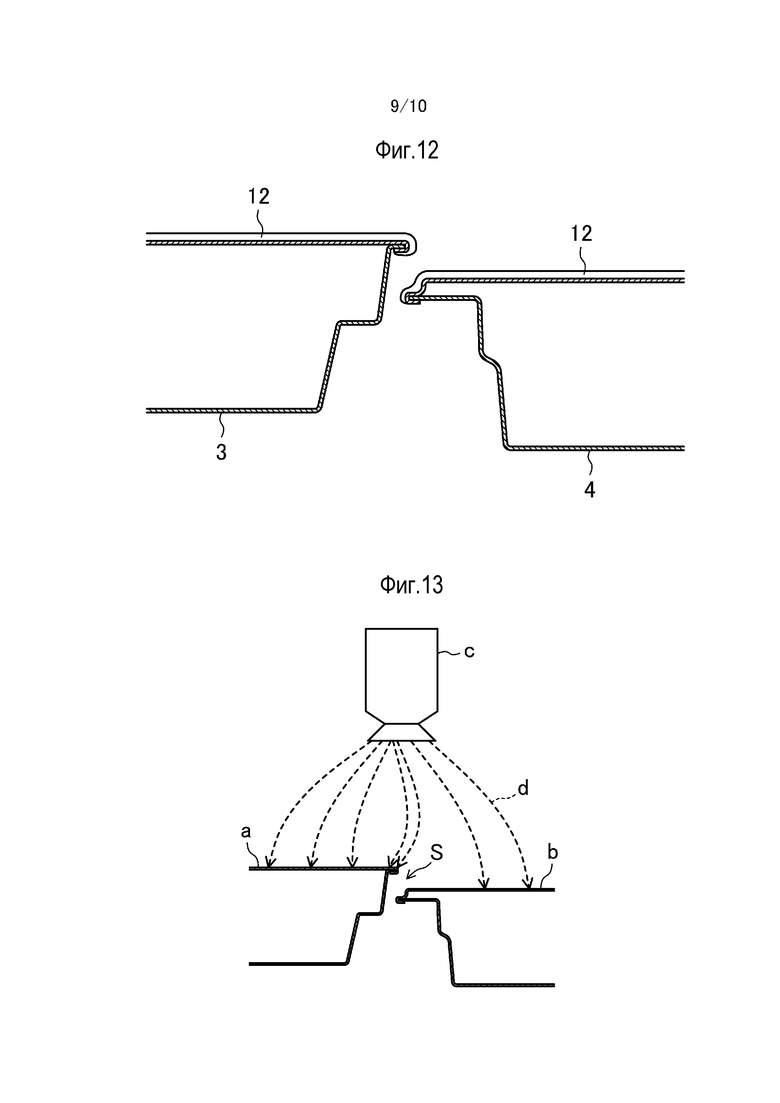
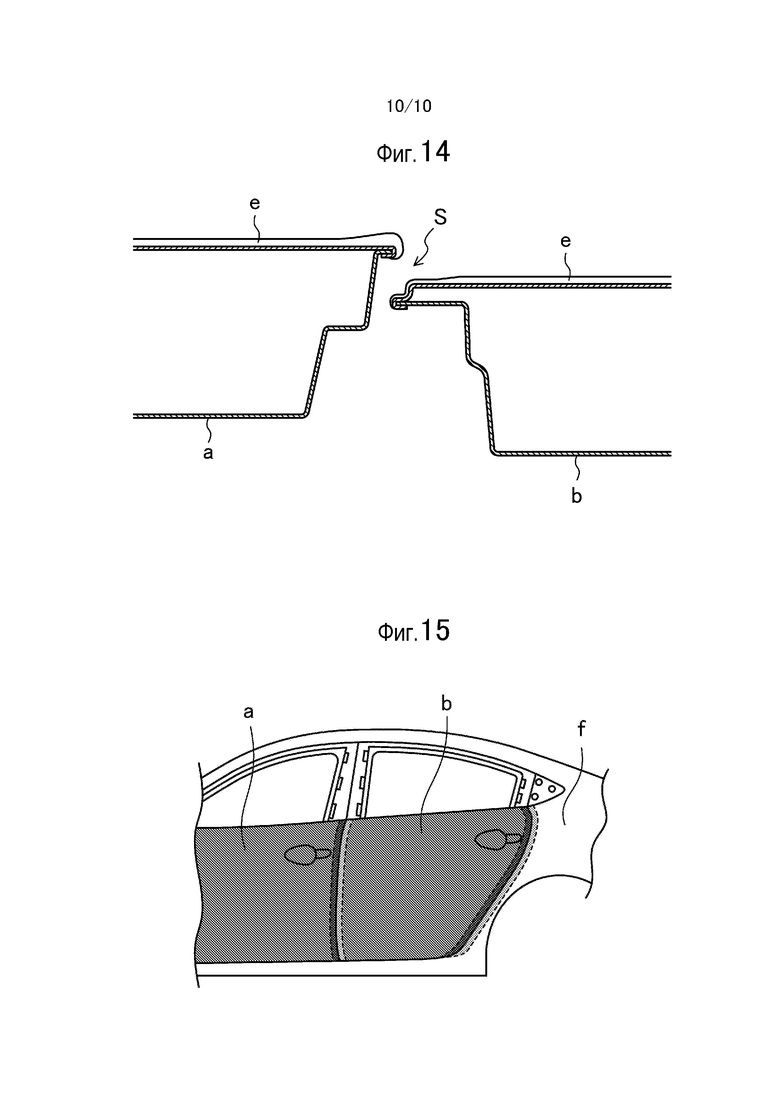
[0004] Автомобиль в процессе покрытия его кузова еще не снабжен механизмом, который удерживает дверь запертой по отношению к автомобильному кузову. Таким образом, во время нанесения покрытия, дверь удерживается на автомобильном кузове зажимным приспособлением, так что проем автомобильного кузова почти закрыт дверью. Таким образом, например, как проиллюстрировано на фиг. 13, задний край передней двери a и передний край задней двери b не находятся на одном уровне друг с другом и имеют небольшую ступеньку между ними. Если электростатическое нанесение покрытия выполняется на автомобильном кузове, имеющем такой ступенчатый участок S, большое количество заряженного окрасочного тумана d (то есть распыленных частиц краски для покрытия целевого объекта и того же самого в дальнейшем) притягивается к заднему краю передней двери a, ближнему к пистолету c вращающимся конусом для нанесения покрытия, и, как проиллюстрировано на фиг. 14, пленочное покрытие e является локально толстым на заднем краю передней двери a, тогда как пленочное покрытие e является локально тонким на переднем краю задней двери b. Как результат, как проиллюстрировано на фиг. 15, цвет является темным на участке заднего края передней двери a и светлым на участке переднего края задней двери b вдоль границы между передней дверью a и задней дверью b, и это ухудшает внешний вид. Это явление также возникает на граничном участке между задней дверью b и задним крылом f.
[0005] В частности, в случае пленочного покрытия, чьи свойства пропускания видимого света высоки, разность насыщенности цвета, обусловленная неравномерной толщиной пленочного покрытия, значительна, поскольку коэффициент пропускания видимого света меняется в зависимости от толщины пленочного покрытия. Если толщина пленочного покрытия в целом является толстой, легкое различие в локальной толщине пленки менее вероятно должно увеличивать различие в насыщенности цвета. Однако в случае нанесения тонкопленочного покрытия различие в толщине пленки оказывает значительное влияние на различие в насыщенности цвета.
[0006] Настоящее изобретение предназначено для решения проблемы, что, если целевой объект нанесения покрытия имеет ступенчатый участок на своей поверхности нанесения покрытия, как описано выше, пленочное покрытие, сформированное на нем, имеет неровную толщину.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] Для решения вышеприведенной проблемы, в настоящем изобретении, электростатическое нанесение покрытия на целевой объект нанесения покрытия, имеющий ступенчатый участок на поверхности нанесения покрытия, включает в себя дополнительное нанесение покрытия после нанесения покрытия всей поверхности.
[0008] Способ нанесения покрытия, раскрытый в материалах настоящей заявки, является способом для обеспечения электростатического нанесения покрытия на целевом объекте нанесения покрытия, имеющем, на поверхности нанесения покрытия, ступенчатый участок, простирающийся в заранее заданном направлении, и при этом способ включает в себя: первый этап обеспечения нанесения покрытия всей поверхности на всей поверхности нанесения покрытия целевого объекта нанесения покрытия; и после нанесения покрытия всей поверхности второй этап обеспечения дополнительного нанесения покрытия вдоль ступенчатого участка, простирающегося в заранее заданном направлении, так что окрасочный туман в большей степени прилипает к относительно утопленной стороне ступенчатого участка.
[0009] На первом этапе способа нанесения покрытия, пленочное покрытие имеет разные толщины на ступенчатом участке, поскольку заряженный окрасочный туман притягивается в большей степени к относительно выступающей стороне ступенчатого участка при нанесении покрытия ступенчатого участка. То есть пленочное покрытие на относительно выступающей стороне ступенчатого участка является толстым, а пленочное покрытие на относительно утопленной стороне ступенчатого участка является тонким. Поскольку дополнительное нанесение покрытия предусмотрено на втором этапе вдоль ступенчатого участка так, чтобы окрасочный туман прилипал в большей степени к относительно утопленной стороне ступенчатого участка, различие толщины пленочного покрытия на ступенчатом участке уменьшаются дополнительным нанесением покрытия.
[0010] В предпочтительном варианте осуществления способа нанесения покрытия пистолет с вращающимся конусом для нанесения покрытия, посредством которого окрасочный туман подается с закручиванием вокруг центра конуса, используют на втором этапе, а дополнительное нанесение покрытия обеспечивают с использованием характеристик пистолета с вращающимся конусом для нанесения покрытия.
[0011] В пистолете с вращающимся конусом для нанесения покрытия окрасочный туман выпускается на целевой объект нанесения покрытия с закручиванием вокруг центра конуса вследствие вращения конуса. Когда пистолет для нанесения покрытия перемещают в одном направлении, закручивание окрасочного тумана уменьшено на одной стороне от линии движения центра конуса вследствие сопротивления воздуха, вызванного движением пистолета для нанесения покрытия, поскольку окрасочный туман выпускается с закручиванием. Как результат, прямолинейность окрасочного тумана, идущего на целевой объект нанесения покрытия из пистолета для нанесения покрытия, возрастает, а потому величина прилипания окрасочного тумана к целевому объекту нанесения покрытия повышается при приближении к пистолету для нанесения покрытия. По другую сторону от линии движения центра конуса окрасочный туман легко рассеивается вследствие сопротивления воздуха, а потому величина прилипания окрасочного тумана к целевому объекту нанесения покрытия понижается при приближении к пистолету для нанесения покрытия.
[0012] В предпочтительном варианте осуществления, пистолет с вращающимся конусом для нанесения покрытия перемещают только в одном направлении вдоль ступенчатого участка, простирающегося в заранее заданном направлении, с одной стороной пистолета с вращающимся конусом для нанесения покрытия, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, обращенной к относительно утопленной стороне (то есть стороне, где пленочное покрытие является тонким) ступенчатого участка. Как результат, при дополнительном нанесении покрытия окрасочный туман прилипает в большей степени к относительно утопленной стороне, чем к относительно выступающей стороне ступенчатого участка, и различия в толщине пленочного покрытия на ступенчатом участке могут быть уменьшены. Поскольку дополнительное нанесение покрытия обеспечивают с использованием характеристик пистолета с вращающимся конусом для нанесения покрытия, не обязательно нужен небольшой пистолет для нанесения покрытия, пригодный для локального нанесения покрытия, и такой же пистолет для нанесения покрытия, как использованный при нанесении покрытия всей поверхности, может быть использован для обеспечения дополнительного нанесения покрытия.
[0013] В предпочтительном варианте осуществления способа нанесения покрытия целевой объект нанесения покрытия включает в себя пару поверхностей нанесения покрытия, обращенных в противоположных направлениях, и поверхности нанесения покрытия имеют ступенчатые участки, расположенные симметрично, и при дополнительном нанесении покрытия пистолет для нанесения покрытия перемещается вдоль ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия в противоположных направлениях так, чтобы одна сторона, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, вызванного перемещением пистолета для нанесения покрытия, была обращена к относительно утопленной стороне каждого из ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия.
[0014] Например, автомобиль по существу симметричен, когда обозревается спереди, и, таким образом, как описано ранее, профиль ступенчатого участка на границе между передней дверью и задней дверью в процессе нанесения покрытия и профиль ступенчатого участка на границе между задней дверью и задним крылом симметричны таковым на противоположной стороне. Кроме того, как упомянуто выше, величина прилипания окрасочного тумана повышена на одной стороне от линии движения пистолета с вращающимся конусом для нанесения покрытия, и величина прилипания окрасочного тумана уменьшена на другой стороне от линии движения пистолета с вращающимся конусом для нанесения покрытия.
[0015] Таким образом, в случае, где ступенчатые участки расположены симметрично на поверхностях нанесения покрытия, обращенных в противоположных направлениях, пистолет для нанесения покрытия перемещается по поверхностям нанесения покрытия в противоположных направлениях так, что одна сторона, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, вызванного перемещением пистолета с вращающимся конусом для нанесения покрытия, обращена к относительно утопленной стороне ступенчатого участка на поверхностях нанесения покрытия целевого объекта нанесения покрытия. Этот способ может уменьшать различия в толщине пленочного покрытия на ступенчатом участке на каждой из поверхностей нанесения покрытия.
[0016] В предпочтительном варианте осуществления способа нанесения покрытия, дополнительное нанесение покрытия обеспечивают только 1 проходом пистолета для нанесения покрытия вдоль ступенчатого участка. Этот способ уменьшает потери на перемещение пистолета для нанесения покрытия и преимущественно сокращает время цикла.
[0017] В предпочтительном варианте осуществления способа нанесения покрытия после нанесения покрытия всей поверхности с использованием пистолета для нанесения покрытия дополнительное нанесение покрытия обеспечивают с использованием того же самого пистолета для нанесения покрытия. Таким образом, не нужно предусматривать пистолет для нанесения покрытия, выделенный для использования в каждом из нанесения покрытия всей поверхности и дополнительного нанесения покрытия, и затраты на оборудование преимущественно снижаются.
[0018] В предпочтительном варианте осуществления способа нанесения покрытия дополнительное нанесение покрытия обеспечивают наклонным факелом распыла краски от относительно углубленной стороны к относительно выступающей стороне ступенчатого участка с использованием пистолета для нанесения покрытия. Этот способ дает возможность одной стороне пистолета для нанесения покрытия быть подведенной ближе к относительно утопленной стороне ступенчатого участка, а окрасочному туману прилипать в большей степени к утопленной стороне. То есть различия в толщине пленочного покрытия преимущественно уменьшаются.
[0019] В предпочтительном варианте осуществления способа нанесения покрытия пленочное покрытие, сформированное посредством нанесения покрытия всей поверхности и дополнительного нанесения покрытия, имеет коэффициент пропускания видимого света 40% или более и 70% или менее (более предпочтительно 40% или более и 60% или менее). Как упомянуто раньше, явление того, что различие в толщине пленочного покрытия вызывает различие в насыщенности цвета, является значительным в случае пленочного покрытия, чьи свойства пропускания видимого света высоки. Посредством принятия вышеприведенного способа нанесения покрытия при формировании такого пленочного покрытия можно эффективно уменьшать разность насыщенности цвета, вызванную различием в толщине пленочного покрытия.
[0020] Кроме того, устройство для нанесения покрытия, раскрытое в материалах настоящей заявки, является устройством для нанесения покрытия, которое обеспечивает электростатическое нанесение покрытия на целевом объекте нанесения покрытия, имеющем, на поверхности нанесения покрытия, ступенчатый участок, простирающийся в заранее заданном направлении, и которое непосредственно используется в реализации способа нанесения покрытия. Устройство включает в себя: по меньшей мере одну машину для электростатического нанесения покрытия, имеющую перемещаемый пистолет для нанесения покрытия; и устройство управления, которое приводит в действие машину для электростатического нанесения покрытия, чтобы обеспечивать нанесение покрытия всей поверхности на всей поверхности нанесения покрытия посредством перемещения пистолета для нанесения покрытия по всей поверхности нанесения покрытия целевого объекта нанесения покрытия, и которое приводит в действие машину для электростатического нанесения покрытия, используемую при нанесении покрытия всей поверхности, или другую машину для электростатического нанесения покрытия, чтобы обеспечивать дополнительное нанесение покрытия посредством перемещения пистолета для нанесения покрытия вдоль ступенчатого участка, простирающегося в заранее заданном направлении, так что окрасочный туман прилипает в большей степени к относительно утопленной стороне ступенчатого участка.
[0021] Таким образом, различия в толщине пленочного покрытия между относительно выступающей стороной и относительно утопленной стороной ступенчатого участка уменьшаются посредством дополнительного нанесения покрытия, при котором окрасочный туман прилипает в большей степени к относительно утопленной стороне ступенчатого участка.
[0022] В предпочтительном варианте осуществления устройства для нанесения покрытия, пистолет с вращающимся конусом для нанесения покрытия, посредством которого окрасочный туман подается с закручиванием вокруг центра конуса, используется при дополнительном нанесении покрытия, а когда пистолет для нанесения покрытия перемещается в одном направлении вдоль ступенчатого участка, простирающегося в заранее заданном направлении, закручивание окрасочного тумана уменьшено по одну сторону от линии движения центра конуса пистолета для нанесения покрытия вследствие сопротивления воздуха, вызванного перемещением пистолета для нанесения покрытия, и пистолет для нанесения покрытия перемещается только в одном направлении вдоль ступенчатого участка с одной стороной, обращенной к относительно утопленной стороне ступенчатого участка. Как результат, при дополнительном нанесении покрытия окрасочный туман прилипает в большей степени к относительно утопленной стороне, чем к относительно выступающей стороне ступенчатого участка, и различия в толщине пленочного покрытия на ступенчатом участке могут быть уменьшены.
[0023] В предпочтительном варианте осуществления устройства для нанесения покрытия целевой объект нанесения покрытия включает в себя пару поверхностей нанесения покрытия, обращенных в противоположных направлениях, и поверхности нанесения покрытия имеют ступенчатые участки, расположенные симметрично, а при дополнительном нанесении покрытия пистолет для нанесения покрытия перемещается вдоль ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия в противоположных направлениях так, чтобы одна сторона, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, вызванного перемещением пистолета для нанесения покрытия, была обращена к относительно утопленной стороне каждого из ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия. Как результат, при дополнительном нанесении покрытия окрасочный туман прилипает в большей степени к относительно утопленной стороне, чем к относительно выступающей стороне ступенчатого участка на каждой из поверхностей нанесения покрытия целевых объектов нанесения покрытия, и различия в толщине пленочного покрытия на ступенчатом участке могут быть уменьшены на каждой из поверхностей нанесения покрытия целевых объектов нанесения покрытия.
[0024] В предпочтительном варианте осуществления устройства для нанесения покрытия дополнительное нанесение покрытия обеспечивается только 1 проходом пистолета для нанесения покрытия вдоль ступенчатого участка. Таким образом, потери на перемещение пистолета для нанесения покрытия предотвращаются, и время цикла преимущественно сокращается.
[0025] В предпочтительном варианте осуществления устройства для нанесения покрытия дополнительное нанесение покрытия обеспечивается с использованием машины для электростатического нанесения покрытия, используемой при нанесении покрытия всей поверхности. Таким образом, не нужно предусматривать машину для электростатического нанесения покрытия, выделенную для использования в каждом из нанесения покрытия всей поверхности и дополнительного нанесения покрытия, и затраты на оборудование преимущественно снижаются.
[0026] В предпочтительном варианте осуществления устройства для нанесения покрытия при дополнительном нанесении покрытия пистолет для нанесения покрытия управляется так, чтобы краска наклонно распылялась от относительно углубленной стороны к относительно выступающей стороне ступенчатого участка. Таким образом, одна сторона пистолета для нанесения покрытия может быть подведена близко к относительно утопленной стороне ступенчатого участка, и окрасочный туман прилипает в большей степени к утопленной стороне. То есть различия в толщине пленочного покрытия преимущественно уменьшаются.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0027] Согласно настоящему изобретению при обеспечении электростатического нанесения покрытия на целевом объекте нанесения покрытия, имеющем на поверхности нанесения покрытия ступенчатый участок, простирающийся в заранее заданном направлении, дополнительное нанесение покрытия обеспечивается вдоль ступенчатого участка, простирающегося в заранее заданном направлении, после нанесения покрытия всей поверхности нанесения покрытия целевого объекта нанесения покрытия так, чтобы окрасочный туман прилипал в большей степени к относительно утопленной стороне ступенчатого участка. Таким образом, различия в толщине пленочного покрытия между относительно выступающей стороной и относительно утопленной стороной ступенчатого участка уменьшаются, и избегают различия в насыщенности цвета.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
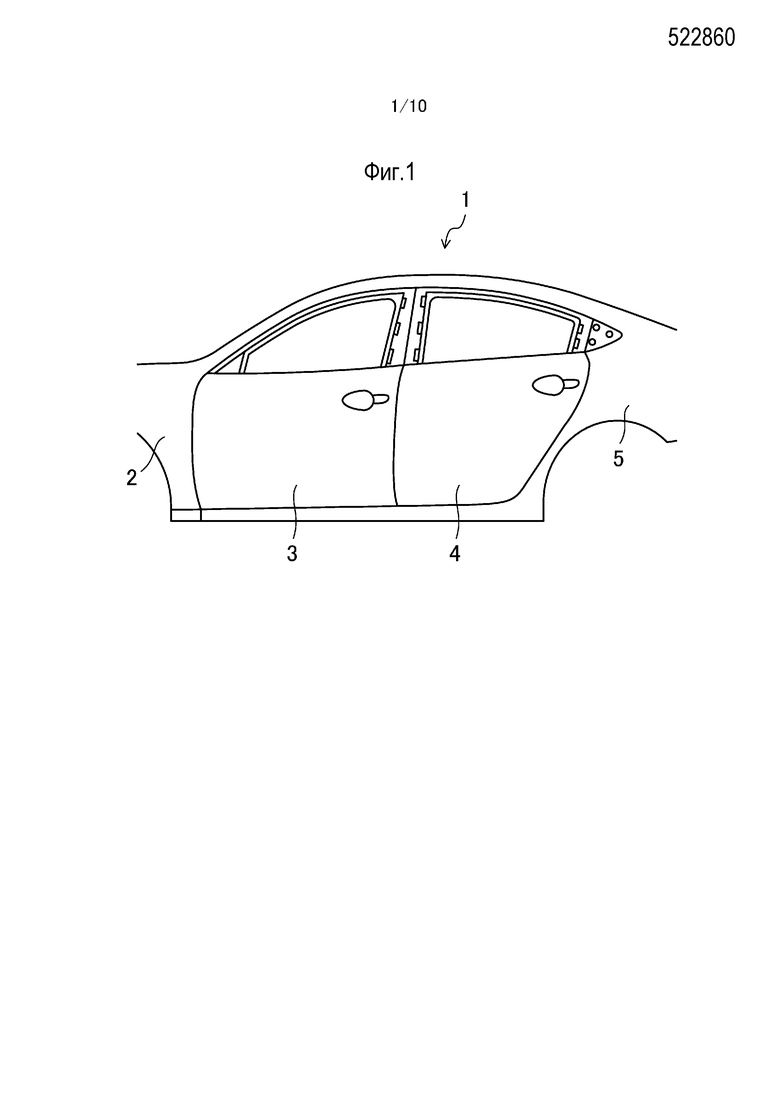
[0028] Фиг. 1 представляет собой вид сбоку, показывающий часть автомобиля в качестве целевого объекта нанесения покрытия.
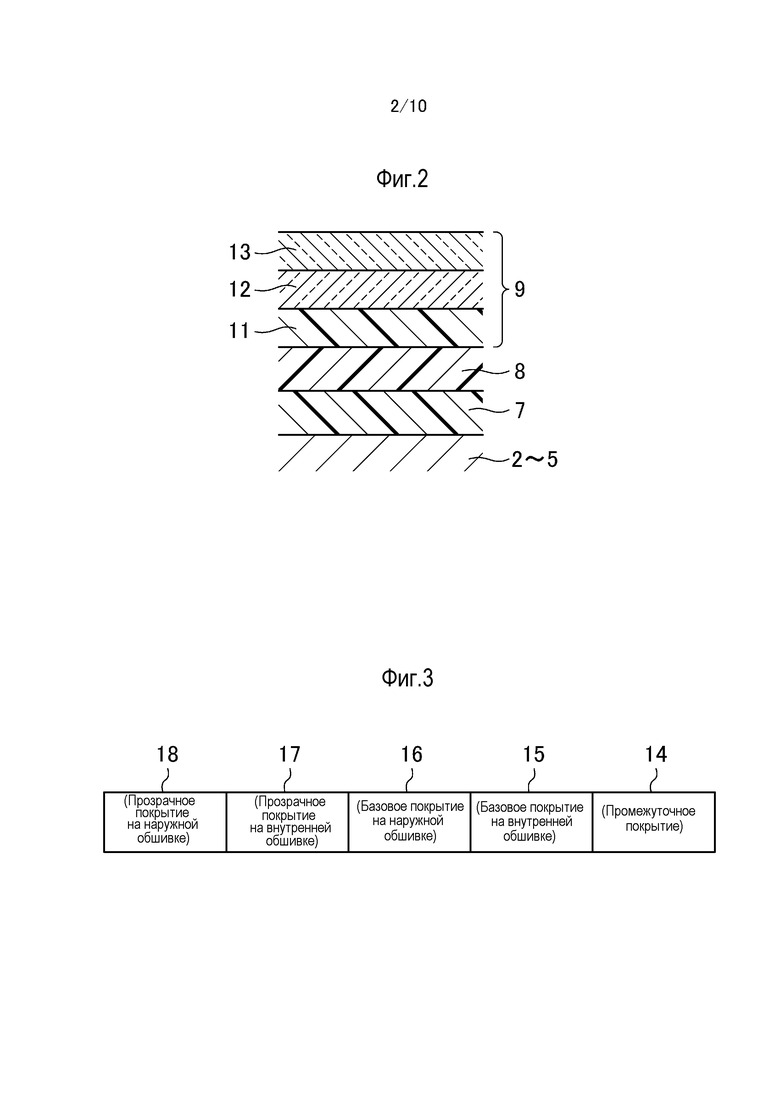
Фиг. 2 представляет собой поперечное сечение, показывающее строение пленочного покрытия автомобиля.
Фиг. 3 схематически иллюстрирует линию для нанесения покрытия автомобиля.
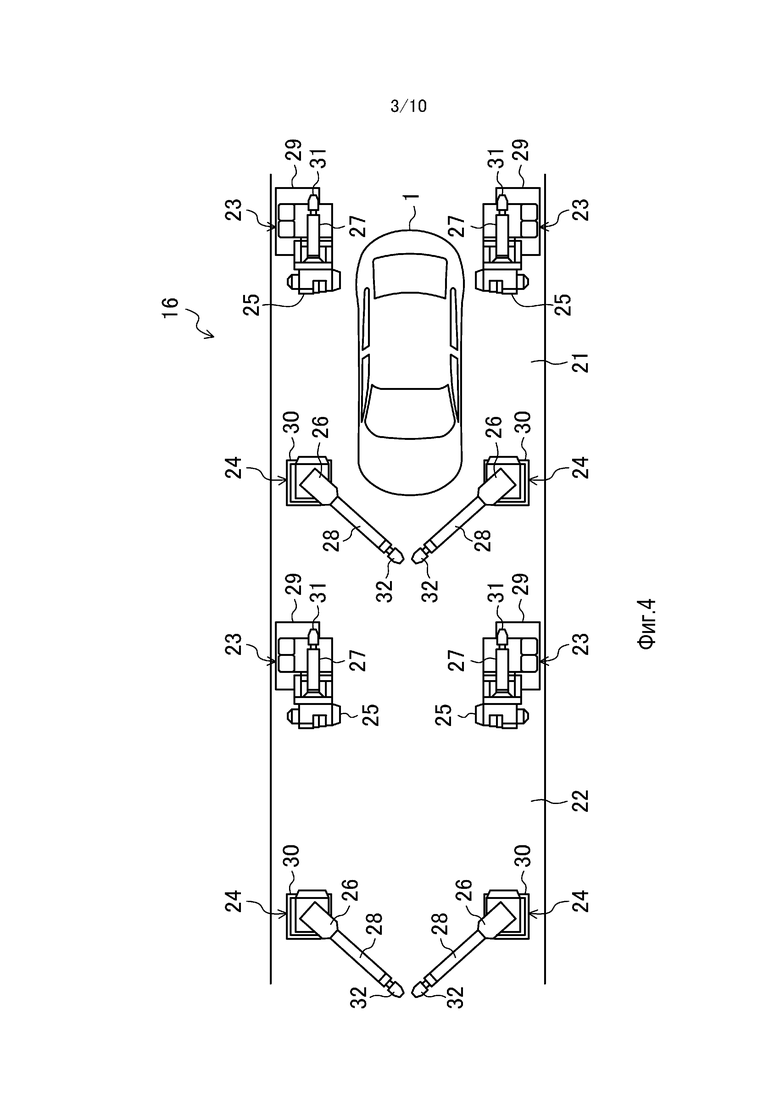
Фиг. 4 представляет собой вид сверху станции, где базовое нанесение покрытия обеспечивается на наружных обшивках автомобиля.
Фиг. 5 представляет собой вид сбоку, показывающий часть автомобиля, на которой начерчена траектория движения пистолета для нанесения покрытия при формировании первого базового пленочного покрытия.
Фиг. 6 представляет собой вид сбоку, показывающий часть автомобиля, на которой начерчена траектория движения пистолета для нанесения покрытия при формировании второго базового пленочного покрытия (нанесения покрытия всей поверхности и дополнительного нанесения покрытия).
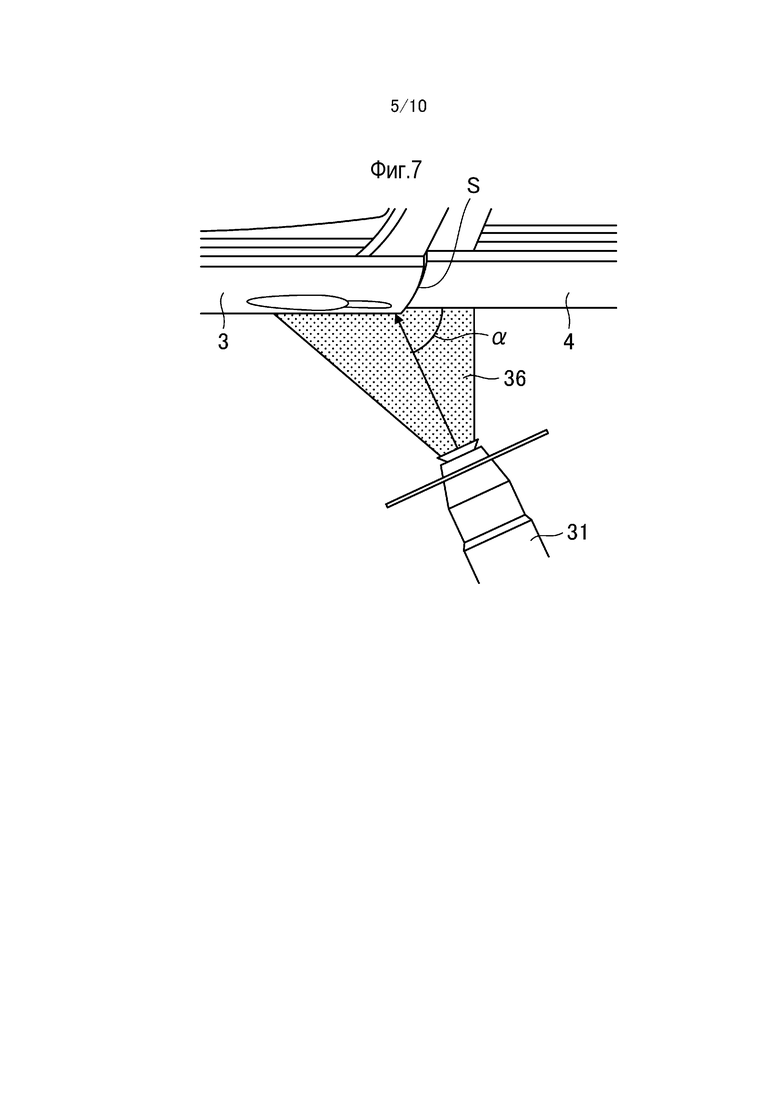
Фиг. 7 представляет собой вид сверху, показывающий взаимное расположение между пистолетом для нанесения покрытия и автомобилем при дополнительном нанесении покрытия.
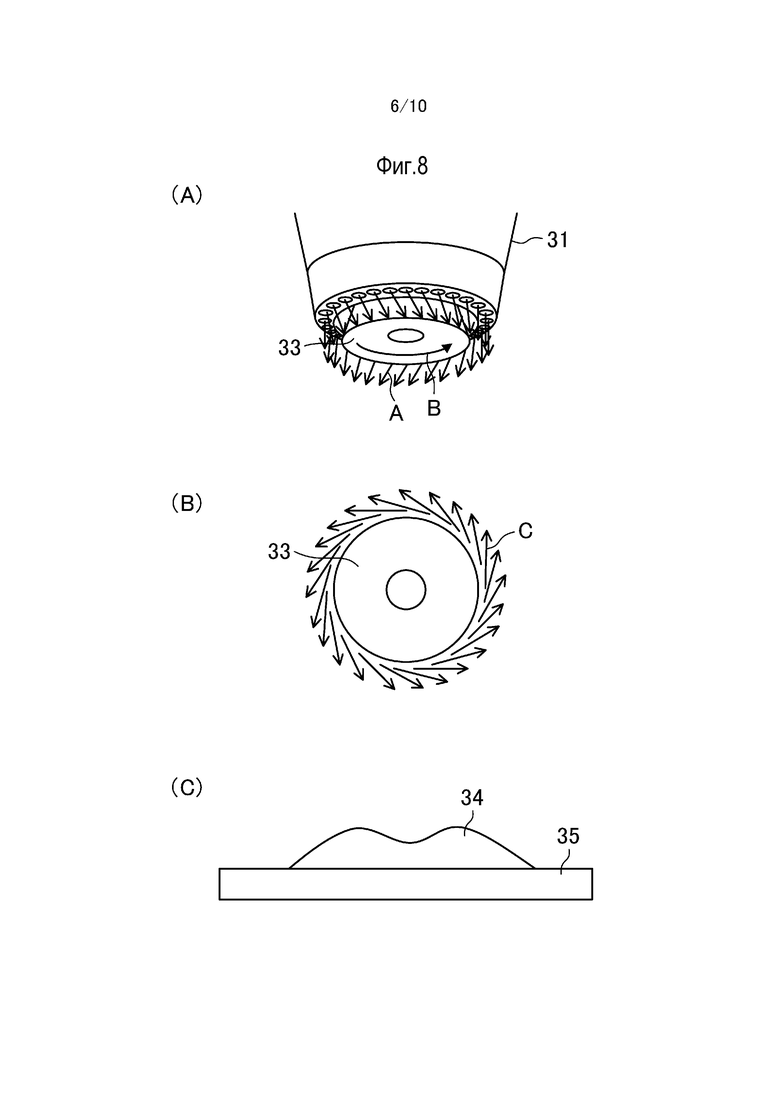
Фиг. 8 показывает часть пистолета с вращающимся конусом для нанесения покрытия, закрученный воздушный поток, когда пистолет для нанесения покрытия остановлен, и распределение толщины пленочного покрытия.
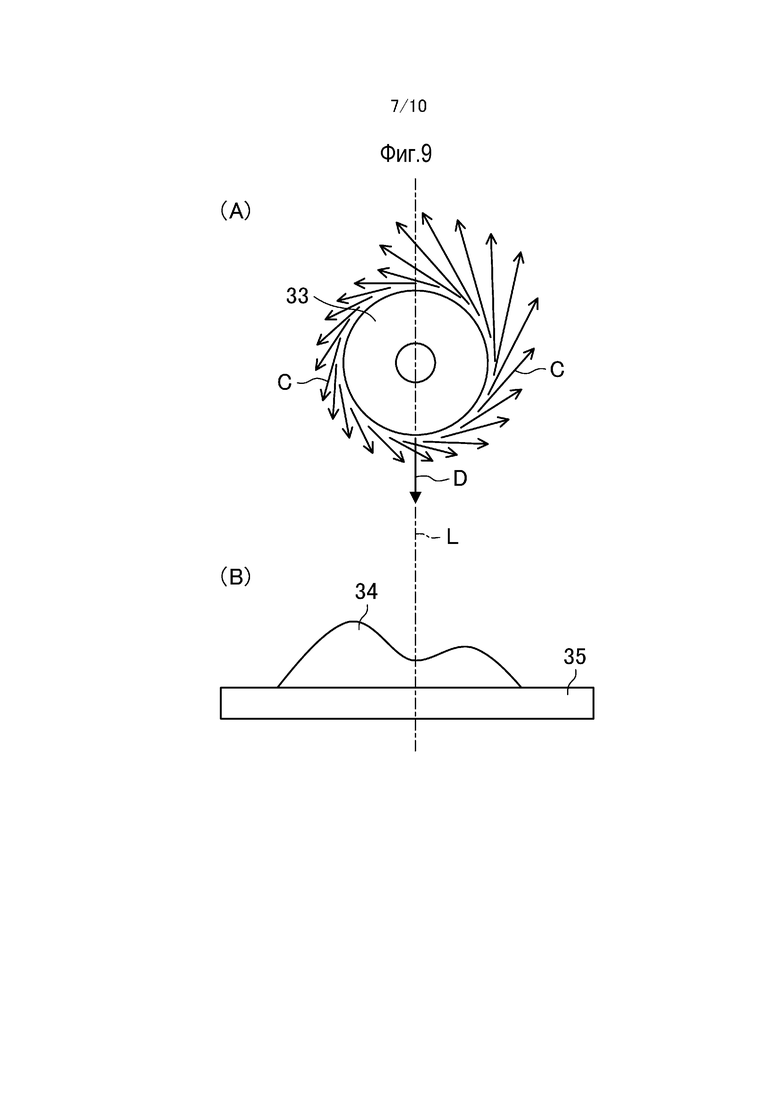
Фиг. 9 показывает закрученный воздушный поток, когда пистолет с вращающимся конусом для нанесения покрытия движется, и распределение толщины пленочного покрытия.
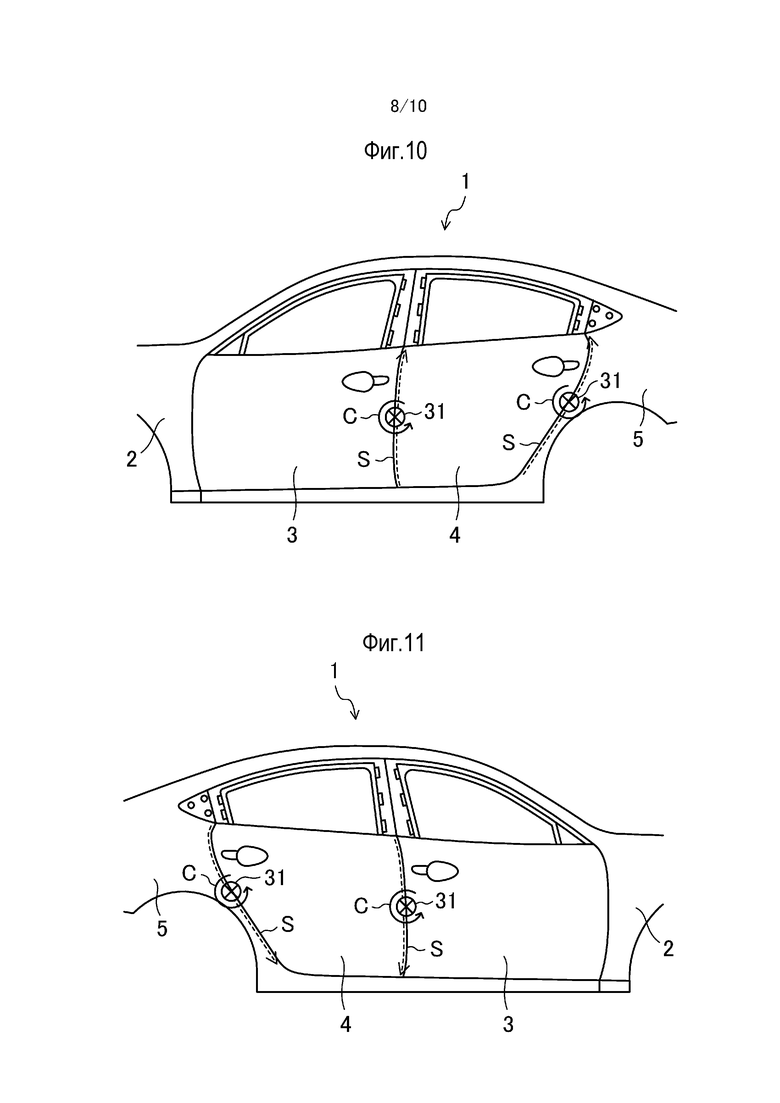
Фиг. 10 представляет собой вид сбоку, показывающий направление движения пистолета для нанесения покрытия во время дополнительного нанесения покрытия на левой боковой поверхности автомобиля.
Фиг. 11 представляет собой вид сбоку, показывающий направление движения пистолета для нанесения покрытия во время дополнительного нанесения покрытия на правой боковой поверхности автомобиля.
Фиг. 12 представляет собой поперечное сечение части автомобиля, в котором толщина пленочного покрытия после дополнительного нанесения покрытия изображена преувеличенно.
Фиг. 13 представляет собой поперечное сечение, показывающее, что окрасочный туман из пистолета для электростатического нанесения покрытия притягивается в большей степени к относительно выступающей стороне ступенчатого участка.
Фиг. 14 представляет собой поперечное сечение части автомобиля, в котором толщина пленочного покрытия, сформированного традиционным способом нанесения покрытия, изображена преувеличенно.
Фиг. 15 представляет собой вид сбоку части автомобиля для преувеличенного показа того, что неровная толщина пленочного покрытия вызывает разность в насыщенности цвета покрытия.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0029] Вариант осуществления настоящего изобретения будет описан ниже на основании чертежей. Последующие варианты осуществления являются всего лишь предпочтительным примером по природе, и не предназначены для ограничения объема, применений и использования изобретения.
[0030] Фиг. 1 представляет собой автомобиль 1 в качестве целевого объекта нанесения покрытия, на котором обеспечивается электростатическое нанесение покрытия посредством способа нанесения покрытия и устройства для нанесения покрытия по настоящему изобретению. На чертежах условное обозначение 2 является передним крылом, 3 - передней дверью, 4 - задней дверью, а 5 - задним крылом. Боковые панели 2-5 и верхние панели (то есть капот, крыша и крышка багажника), которые содержат наружные обшивки автомобиля, снабжены базовым (электроосаждение) пленочным покрытием 7, промежуточным пленочным покрытием 8 и верхним пленочным покрытием 9, как показано на фиг. 2. Верхнее пленочное покрытие 9 включает в себя первое базовое пленочное покрытие 11, чей коэффициент отражения видимого света высок, второе пленочное покрытие 12, чей коэффициент пропускания видимого света высок, и прозрачное пленочное покрытие 13. Коэффициент пропускания видимого света второго базового пленочного покрытия 12 имеет значение 40% или более и 70% или менее (более предпочтительно 40% или более и 60% или менее).
[0031] Фиг. 3 схематически иллюстрирует линию для нанесения покрытия. На линии для нанесения покрытия автомобиль 1, на котором было сформировано базовое пленочное покрытие, обеспечивается промежуточным покрытием и верхним покрытием. То есть линия для нанесения покрытия имеет первую станцию 14, где выполняется промежуточное покрытие на наружных обшивках и внутренних обшивках, вторую станцию 15, где выполняется базовое покрытие на внутренних обшивках, третью станцию 16, где выполняется базовое покрытие на наружных обшивках, четвертую станцию 17, где прозрачное покрытие выполняется на внутренних обшивках, и пятую станцию 18, где прозрачное покрытие выполняется на наружных обшивках. Внутренние обшивки являются внутренними сторонами элементов открывания/закрывания, таких как передняя дверь 3, задняя дверь 4 и капот, наружным участком бокового каркаса стойки кузова, и т.д., которые перекрываются с элементами открывания/закрывания, и моторным отсеком, и т.д. Линия для нанесения покрытия снабжена средством транспортера, посредством которого автомобиль последовательно транспортируется от первой до пятой станций 14-18. Робот для нанесения покрытия (машина для электростатического нанесения покрытия) размещен на каждой из станций 14-18.
[0032] На второй станции 15 и четвертой станции 17 обычное нанесение покрытия воздушным факелом распыла может быть применено вместо электростатического нанесения покрытия. На станциях 15 и 17 ручное нанесение покрытия рабочим может быть применено вместо использования робота для нанесения покрытия.
[0033] Характеристики технологий нанесения покрытия по настоящему изобретению применены при формировании второго базового пленочного покрытия 12 на боковых панелях 2-5 на третьей станции 16. Конкретные технологии будут описаны ниже.
[0034] Фиг. 4 иллюстрирует третью станцию 16. Третья станция 16 включает в себя первую секцию 21 нанесения покрытия, где первое базовое пленочное покрытие 11 формируется на наружных обшивках, и вторую секцию 22 нанесения покрытия, где второе базовое пленочное покрытие 12 формируется на наружных обшивках. Роботы 23 для бокового нанесения покрытия для покрытия боковых панелей 2-5 и роботы 24 для верхнего нанесения покрытия для покрытия верхних панелей находятся в каждой из первой и второй секций 21, 22 нанесения покрытия. Роботы 23, 24 для бокового и верхнего нанесения покрытия размещены по обе стороны от линии транспортера для автомобилей, по одному на каждой стороне. Каждый из роботов 23, 24 для нанесения покрытия комплектован корпусом 25, 26 робота, имеющим руку 27, 28 робота, и поддерживается на основании 29, 30 робота. Пистолет 31, 32 с вращающимся конусом для нанесения покрытия для электростатического нанесения покрытия прикреплен к концу руки 27, 28 робота.
[0035] Устройство для нанесения покрытия имеет устройство управления (не показано), которое приводит в действие роботы 23, 24 для нанесения покрытия в качестве машин для электростатического нанесения покрытия. Руки 27, 28 робота приводятся в действие на основании трехмерной обучающей информации, выданной устройству управления, и нанесение покрытия выполняется пистолетами 31, 32 для нанесения покрытия, вычерчивающими заранее заданную траекторию.
[0036] Управление нанесением покрытия роботом 23 для бокового нанесения покрытия в первой секции 21 нанесения покрытия будет пояснено первым. Боковые панели 2-5 левой и правой сторон автомобиля покрываются роботами 23 для бокового нанесения покрытия по обе стороны линии транспортера.
[0037] Фиг. 5 показывает траекторию L1 движения пистолета 31 для нанесения покрытия во время, когда пистолет 31 для нанесения покрытия обеспечивает нанесение покрытия на всех поверхностях дверей 3, 4 на основании обучающей информации, выданной роботу 23 для бокового нанесения покрытия. Пистолет 31 для нанесения покрытия перемещается вдоль поверхности дверей 3, 4. В примере по чертежу пистолет 31 для нанесения покрытия поочередно повторяет на каждой из дверей 3, 4 горизонтальное движение вперед, сопровождаемое перемещением вверх на заранее заданное расстояние, и горизонтальное движение назад, сопровождаемое перемещением вверх на заранее заданное расстояние. Как результат, покрываются все поверхности дверей 3, 4. Траектория движения пистолета 31 для нанесения покрытия определяется так, чтобы зона прилипания краски от горизонтального движения вперед и зона прилипания краски от горизонтального движения назад частично перекрывали друг друга. Переднее крыло 2 и заднее крыло 5 покрываются роботом 23 для бокового нанесения покрытия подобным образом, как двери 3, 4. Первое базовое пленочное покрытие 11 формируется на боковых панелях 2-5 таким образом.
[0038] Верхние панели (то есть капот, крыша и крышка багажника) тоже покрываются роботами 24 верхнего нанесения покрытия по обеим сторонам линии транспортера, в основном, подобным образом, как боковые панели 2-5, посредством формирования первого базового пленочного покрытия 11 вынуждением пистолета 32 для нанесения покрытия перемещаться вдоль заранее заданной траектории.
[0039] Затем будет пояснено управление нанесением покрытия посредством робота 23 для бокового нанесения покрытия во второй секции 22 нанесения покрытия. Боковые панели 2-5 левой и правой сторон автомобиля покрываются роботами 23 для бокового нанесения покрытия по обе стороны линии транспортера.
[0040] Как было описано ранее, при обеспечении нанесения покрытия на автомобиле двери 3, 4 и 5 удерживаются на кузове автомобиля зажимным приспособлением, так что проемы дверей в автомобильном кузове почти закрыты дверями 3, 4. Поэтому небольшая ступенька формируется между задним краем передней двери 3 и передним краем задней двери 4 (смотрите фиг. 13). Подобная ступенька также сформирована между задним краем задней двери 4 и передним краем заднего крыла 5. Вследствие ступенек, если выполняется такое же нанесение покрытия всей поверхности, как в первой секции 21 нанесения покрытия, толщина пленочного покрытия на относительно выступающей стороне простирающегося вертикально ступенчатого участка S локально увеличена, а толщина пленочного покрытия на относительно утопленной стороне ступенчатого участка S локально уменьшена (смотрите фиг. 14).
[0041] Настоящее изобретение предназначено для решения проблемы, что толщина пленки локально повышена на одной стороне ступенчатого участка S и локально уменьшена на другой стороне ступенчатого участка S. При нанесении покрытия всей поверхности на боковых панелях 2-5 в первой секции 21 нанесения покрытия, также, толщина пленки локально увеличена на одной стороне ступенчатого участка S и локально уменьшена на другой стороне ступенчатого участка S. Однако, поскольку первое базовое пленочное покрытие 11, чей коэффициент отражения видимого света высок, используется в первой секции 21 нанесения покрытия, различия в толщине пленки ведут к почти отсутствию различий в насыщенности цвета покрытия, и, в частности, не имеет значения, увеличена/уменьшена ли локально толщина пленки. С другой стороны, поскольку второе базовое пленочное покрытие 12, чей коэффициент пропускания видимого света высок, используется во второй секции 22 нанесения покрытия, что означает, что различия в толщине пленки легко приводят к различиям в насыщенности цвета, имеет большое значение, увеличена/уменьшена ли локально толщина пленки на ступенчатом участке S.
[0042] Таким образом, робот 23 для бокового нанесения покрытия во второй секции 22 нанесения покрытия управляется так, чтобы он выполнял локальное дополнительное нанесение покрытия после нанесения покрытия всей поверхности на всех поверхностях боковых панелей 2-5.
[0043] Фиг. 6 показывает траекторию L2 движения пистолета 31 для нанесения покрытия во время, когда пистолет 31 для нанесения покрытия обеспечивает нанесение покрытия на всех поверхностях дверей 3, 4, и траекторию L3 движения пистолета 31 для нанесения покрытия во время, когда пистолет 31 для нанесения покрытия обеспечивает дополнительное нанесение покрытия на основании обучающей информации, выданной роботу 23 для бокового нанесения покрытия. Пистолет 31 для нанесения покрытия перемещается вдоль поверхности дверей 3, 4.
[0044] В своей основе, подобно первой секции 21 нанесения покрытия, при нанесении покрытия всей поверхности во второй секции 22 нанесения покрытия, также, робот 23 для бокового нанесения покрытия управляется так, чтобы пистолет 31 для нанесения покрытия повторял горизонтальное движение вперед, перемещение вверх на заранее заданное расстояние, горизонтальное движение назад и перемещение вверх на заранее заданное расстояние, как показано на фиг. 6. Однако отличная от зоны перемещения пистолета 31 для нанесения покрытия в первой секции 21 нанесения покрытия зона перемещения пистолета 31 для нанесения покрытия при нанесении покрытия всей поверхности во второй секции 22 нанесения покрытия уменьшается до своего самого крайнего переднего предела. То есть положение заднего края траектории горизонтального движения при нанесении покрытия всей поверхности во второй секции 22 нанесения покрытия смещается вперед от положения заднего края траектории горизонтального перемещения при нанесении покрытия всей поверхности в первой секции 21 нанесения покрытия в пределах диапазона, который делает возможным, чтобы пленочное покрытие достигало задних краев дверей 3, 4. Это может уменьшать локальное увеличение толщины пленочного покрытия на относительно выступающих задних краях дверей 3, 4. Однако даже если зона перемещения пистолета 31 для нанесения покрытия при нанесении покрытия всей поверхности определена, как описано выше, это не решает проблему того, что толщина пленочного покрытия уменьшена на относительно утопленном переднем крае задней двери 4 и относительно утопленном переднем крае заднего крыла 5.
[0045] Для решения этой проблемы робот 23 для бокового нанесения покрытия управляется так, чтобы обеспечивать дополнительное нанесение покрытия вдоль ступенчатого участка S после нанесения покрытия всей поверхности. То есть дополнительное нанесение покрытия выполняется, так что окрасочный туман прилипает в большей степени к относительно утопленной стороне ступенчатого участка S. Дополнительное нанесение покрытия выполняется пистолетом 31 для нанесения покрытия, перемещающимся в одном направлении вдоль ступенчатого участка S в направлении продолжения ступенчатого участка S.
[0046] Если пистолет 31 для нанесения покрытия при дополнительном нанесении покрытия управляется в положении прямо обращенного факела распыла, в котором краска распыляется на ступенчатом участке S из положения напротив, как при нанесении покрытия всей поверхности, преимущество дополнительного нанесения покрытия, то есть получение равномерной толщины пленки, уменьшается, даже если пистолет 31 для нанесения покрытия направлен на относительно утопленную сторону ступенчатого участка S. Это происходит потому, что в прямо обращенном факеле распыла окрасочный туман также притягивается к относительно выступающей стороне ступенчатого участка S и не обязательно прилипает в большей степени к относительно утопленной стороне ступенчатого участка S.
[0047] Таким образом, как показано на фиг. 7, при дополнительном нанесении покрытия пистолет 31 для нанесения покрытия управляется в положении, в котором краска распыляется наклонно от относительно утопленной стороны к относительно выступающей стороне ступенчатого участка S. То есть при нанесении покрытия всей поверхности пистолет 31 для нанесения покрытия управляется так, что целевой угол пистолета 31 для нанесения покрытия (угол, сформированный центральной линией конуса и боковой панелью) будет прямым углом, причем при дополнительном нанесении покрытия пистолет 31 для нанесения покрытия управляется так, что целевой угол α, например, будет составлять от 40 до 80 градусов, как показано на фиг. 7. Эта технология предоставляет одной стороне пистолета 31 для нанесения покрытия возможность находиться близко к относительно утопленной стороне ступенчатого участка S и полезна вынуждением окрасочного тумана 36 прилипать в большей степени к утопленной стороне.
[0048] Кроме того, при дополнительном нанесении покрытия, направление перемещения пистолета 31 для нанесения покрытия управляется согласно взаимному расположению между относительно выступающей стороной и относительно утопленной стороной ступенчатого участка S. Это будет подробно пояснено ниже.
[0049] Как показано на фиг. 8(A), направление A выдувания профилирующего воздуха пистолета 31 для нанесения покрытия наклоняется в направлении, противоположном направлению B вращения конуса 33. Даже в этом состоянии, как показано на фиг. 8(B), закрученный воздушный поток C формируется вследствие вращения конуса 33, и окрасочный туман выпускается на целевой объект 35 нанесения покрытия с закручиванием вокруг центра конуса 33. Таким образом, когда пистолет 31 для нанесения покрытия остановлен, толщина пленочного покрытия 34 является осесимметричной относительно центральной линии конуса, то есть является относительно тонкой на центральном участке, более толстой вокруг центрального участка и постепенно становится тонкой к его периферии, как показано на фиг. 8(C).
[0050] С другой стороны, как показано на фиг. 9(A), когда пистолет 31 для нанесения покрытия перемещается в одном направлении D во время распыления краски, закручивание окрасочного тумана уменьшено по одну сторону (левая сторона на чертеже) от линии движения центра конуса вследствие сопротивления воздуха, вызванного движением пистолета 31 для нанесения покрытия. Как результат, прямолинейность окрасочного тумана, идущего на целевой объект нанесения покрытия из пистолета 31 для нанесения покрытия, возрастает, а потому величина прилипания окрасочного тумана к целевому объекту нанесения покрытия повышается ближе к пистолету для нанесения покрытия. По другую сторону от линии движения центра конуса окрасочный туман легко рассеивается вследствие сопротивления воздуха, а потому величина прилипания окрасочного тумана к целевому объекту нанесения покрытия понижается ближе к пистолету для нанесения покрытия. То есть, как показано на фиг. 9(B), пленочное покрытие 34 является толстым по одну сторону от линии L движения центра конуса и тонким по другую сторону.
[0051] Таким образом, при дополнительном нанесении покрытия во второй секции 22 нанесения покрытия, направление перемещения пистолета 31 для нанесения покрытия управляется так, чтобы одна сторона, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, вызванного перемещением пистолета 31 для нанесения покрытия (то есть сторона, где толщина пленки является тонкой), была обращена к относительно утопленной стороне ступенчатого участка S. В случае автомобиля 1 левая боковая поверхность и правая боковая поверхность обращены в противоположных направлениях, а профиль ступенчатого участка S левой боковой поверхности и профиль ступенчатого участка S правой боковой поверхности симметричны относительно центральной плоскости, простирающейся в продольном направлении в середине автомобиля 1. Таким образом, направление перемещения пистолета 31 для нанесения покрытия для левой боковой поверхности и направление перемещения пистолета 31 для нанесения покрытия для правой боковой поверхности противоположны друг другу при дополнительном нанесении покрытия.
[0052] Более точно, как показано на фиг. 10, когда закрученный против часовой стрелки поток C генерируется вращением конуса 33, закручивание окрасочного тумана по правую сторону от направления перемещения пистолета 31 для нанесения покрытия уменьшается. Таким образом, на левой боковой поверхности автомобиля 1 робот 23 бокового нанесения покрытия управляется так, чтобы пистолет 31 для нанесения покрытия перемещался вдоль вертикально простирающегося ступенчатого участка S от нижнего края до верхнего края ступенчатого участка S, как показано пунктирной линией. Это означает, что на ступенчатом участке S между задним краем передней двери 3 и передним краем задней двери 4 сторона переднего края задней двери 4 находится по правую сторону (то есть на стороне, где закручивание окрасочного тумана уменьшено) от направления движения пистолета 31 для нанесения покрытия. Таким образом, хотя сторона переднего края задней двери 4 относительно утоплена, окрасочный туман может легко прилипать к стороне переднего края задней двери 4. На ступенчатом участке S между задним краем задней двери 4 и передним краем заднего крыла 5, скажем, окрасочный туман может легко прилипать к относительно утопленной стороне переднего края заднего крыла 5 в результате движения пистолета 31 для нанесения покрытия вдоль ступенчатого участка S от нижнего края до верхнего края ступенчатого участка S.
[0053] С другой стороны, как показано на фиг. 11, на правой боковой поверхности автомобиля 1, робот 23 бокового нанесения покрытия управляется так, чтобы пистолет 31 для нанесения покрытия перемещался вдоль вертикально простирающегося ступенчатого участка S от верхнего края до нижнего края ступенчатого участка S, как показано пунктирной линией. Это означает, что на ступенчатом участке S между задним краем передней двери 3 и передним краем задней двери 4 сторона переднего края задней двери 4 находится по правую сторону от направления движения пистолета 31 для нанесения покрытия. Таким образом, окрасочный туман может легко прилипать к относительно утопленной стороне переднего края задней двери 4. На ступенчатом участке S между задним краем задней двери 4 и передним краем заднего крыла 5, с таким же успехом, окрасочный туман может легко прилипать к относительно утопленному переднему краю заднего крыла 5 в результате движения пистолета 31 для нанесения покрытия вдоль ступенчатого участка S от верхнего края до нижнего края ступенчатого участка S.
[0054] При вышеприведенном дополнительном нанесении покрытия пистолет 31 для нанесения покрытия удерживается в положении наклонного распыления, показанном на фиг. 7, а дополнительное нанесение покрытия на каждом из ступенчатых участков S обеспечивается посредством только 1 прохода пистолета 31 для нанесения покрытия.
[0055] Верхние панели также покрываются вторым базовым пленочным покрытием 12 посредством использования роботов 24 верхнего нанесения покрытия по обеим сторонам линии транспортера и перемещения пистолета 32 для нанесения покрытия по заранее заданной траектории.
[0056] В вышеприведенном варианте осуществления, как описано выше, дополнительное нанесение покрытия на ступенчатом участке S обеспечивается после полного покрытия поверхности при формировании второго базового пленочного покрытия 12 на боковых панелях 2-5. При дополнительном нанесении покрытия направление перемещения пистолета 31 для нанесения покрытия управляется так, чтобы одна сторона, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, вызванного перемещением пистолета 31 для нанесения покрытия, была обращена к относительно утопленной стороне ступенчатого участка S. Кроме того, применяется наклонный факел распыла краски. Таким образом, как в примерных случаях дверей 3, 4, показанных на фиг. 12, возможно сформировать второе базовое пленочное покрытие 12, имеющее приблизительно равномерную толщину на всех поверхностях боковых панелей 2-5, даже в случае, где ступенька относительно велика, вследствие повышения прямолинейности окрасочного тумана в результате уменьшения закручивания окрасочного тумана на относительно утопленной стороне ступенчатого участка S и более близкого расположения пистолета 31 для нанесения покрытия к относительно утопленной стороне наклонным факелом распыла.
[0057] Если ступенька мала, дополнительное нанесение покрытия может быть обеспечено прямо обращенным факелом распыла, в котором одна сторона, где закручивание окрасочного тумана пистолета 31 для нанесения покрытия уменьшено, обращена к утопленной стороне ступенчатого участка S, или может быть обеспечено посредством только наклонного факела распыла без вынуждения одной стороны, где закручивание окрасочного тумана пистолета 31 для нанесения покрытия уменьшено, быть обращенной к углубленной стороне ступенчатого участка S.
[0058] Дополнительное нанесение покрытия вдоль ступенчатого участка может быть обеспечено двумя или более проходами пистолета 31 для нанесения покрытия в одном и том же направлении по мере необходимости.
[0059] Кроме того, способ нанесения покрытия и устройство для нанесения покрытия по настоящему изобретению не ограничены использованием для покрытия автомобиля, но в целом применимы к любым целевым объектам нанесения покрытия, таким как бытовые приборы.
ОПИСАНИЕ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
[0060]
1 - автомобиль
2 - переднее крыло
3 - передняя дверь
4 - задняя дверь
5 - заднее крыло
12 - пленочное покрытие
23 - робот для нанесения покрытия
31 - пистолет с вращающимся конусом для нанесения покрытия
S - ступенчатый участок
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РАСПЫЛЕНИЯ КРОЮЩЕГО МАТЕРИАЛА | 2013 |
|
RU2637961C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2018 |
|
RU2719973C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ И СПОСОБ СЕРИЙНОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ | 2007 |
|
RU2441712C2 |
| СПОСОБ ЭЛЕКТРОСТАТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРЕДМЕТЫ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2011 |
|
RU2590927C2 |
| СПОСОБ ЦИФРОВОЙ ПЕЧАТИ НА КУЗОВЕ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2659039C1 |
| Универсальная окрасочная установка | 2020 |
|
RU2823697C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ С ДОЗИРОВОЧНЫМ УСТРОЙСТВОМ | 2007 |
|
RU2427432C2 |
| РАСПЫЛИТЕЛЬНЫЙ ПИСТОЛЕТ И СПОСОБ ДЛЯ НАНЕСЕНИЯ ОТВЕРЖДАЕМОГО АКТИНИЧНЫМ ИЗЛУЧЕНИЕМ ПОКРЫТИЯ | 2004 |
|
RU2332265C2 |
| Установка для нанесения покрытий | 1986 |
|
SU1360810A1 |
| ПЕЧЬ ДЛЯ ГОРЯЧЕГО ВЫСУШИВАНИЯ КРАСКИ И СПОСОБ ГОРЯЧЕГО ВЫСУШИВАНИЯ КРАСКИ | 2015 |
|
RU2673043C1 |

Изобретение относится к способам и устройствам нанесения покрытия и может быть использовано для электростатического нанесения покрытия на автомобильные кузова, корпуса бытовых электроприборов и т.д. Способ обеспечения электростатического нанесения покрытия предназначен для нанесения покрытия на целевом объекте. Целевой объект имеет на поверхности нанесения покрытия ступенчатый участок, простирающийся в заранее заданном направлении. Способ содержит первый этап обеспечения нанесения покрытия на всей поверхности целевого объекта. После нанесения покрытия всей поверхности осуществляют второй этап обеспечения дополнительного нанесения покрытия вдоль ступенчатого участка, простирающегося в заранее заданном направлении. Окрасочный туман в большей степени прилипает к относительно утопленной стороне ступенчатого участка. При дополнительном нанесении покрытия используют пистолет с вращающимся конусом для нанесения покрытий, посредством которого окрасочный туман подается с закручиванием вокруг центра конуса. Пистолет для нанесения покрытия перемещают в одном направлении вдоль ступенчатого участка, простирающегося в заранее заданном направлении. Закручивание окрасочного тумана уменьшено по одну сторону от линии движения центра конуса пистолета вследствие сопротивления воздуха. Сопротивление воздуха вызвано перемещением пистолета. Пистолет перемещают только в одном направлении вдоль ступенчатого участка с одной стороной, обращенной к относительно утопленной его стороне. Устройство для нанесения покрытия содержит по меньшей мере одну машину для электростатического нанесения покрытия, имеющую перемещаемый пистолет для нанесения покрытия. Кроме того, устройство содержит устройство управления, которое приводит в действие машину для электростатического нанесения, чтобы обеспечивать нанесение покрытия посредством перемещения пистолета. Устройство управления приводит в действие машину для электростатического нанесения или другую машину, чтобы обеспечить дополнительное нанесение покрытия. При дополнительном нанесении используется пистолет с вращающимся конусом. Пистолет перемещается в одном направлении вдоль ступенчатого участка. Техническим результатом изобретения является возрастание прямолинейности окрасочного тумана, снижение затрат на оборудование и сокращение времени цикла нанесения покрытия. 2 н. и 9 з.п. ф-лы, 15 ил.
1. Способ обеспечения электростатического нанесения покрытия на целевом объекте нанесения покрытия, имеющем на поверхности нанесения покрытия ступенчатый участок, простирающийся в заранее заданном направлении, при этом способ содержит: первый этап обеспечения нанесения покрытия всей поверхности на всей поверхности нанесения покрытия целевого объекта нанесения покрытия и после нанесения покрытия всей поверхности второй этап обеспечения дополнительного нанесения покрытия вдоль ступенчатого участка, простирающегося в заранее заданном направлении так, что окрасочный туман в большей степени прилипает к относительно утопленной стороне ступенчатого участка, при этом при дополнительном нанесении покрытия используют пистолет с вращающимся конусом для нанесения покрытия, посредством которого окрасочный туман подается с закручиванием вокруг центра конуса, и когда пистолет для нанесения покрытия перемещают в одном направлении вдоль ступенчатого участка, простирающегося в заранее заданном направлении, закручивание окрасочного тумана уменьшено по одну сторону от линии движения центра конуса пистолета для нанесения покрытия вследствие сопротивления воздуха, вызванного перемещением пистолета для нанесения покрытия, и пистолет для нанесения покрытия перемещают только в одном направлении вдоль ступенчатого участка, с одной стороной, обращенной к относительно утопленной стороне ступенчатого участка.
2. Способ по п. 1, причем целевой объект нанесения покрытия включает в себя пару поверхностей нанесения покрытия, обращенных в противоположных направлениях, и поверхности нанесения покрытия имеют ступенчатые участки, расположенные симметрично, и при дополнительном нанесении покрытия пистолет для нанесения покрытия перемещают вдоль ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия в противоположных направлениях так, чтобы одна сторона, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, вызванного перемещением пистолета для нанесения покрытия, была обращена к относительно утопленной стороне каждого из ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия.
3. Способ по п. 1, причем дополнительное нанесение покрытия обеспечивают только одним проходом пистолета для нанесения покрытия вдоль ступенчатого участка.
4. Способ по п. 1, причем после нанесения покрытия всей поверхности с использованием пистолета для нанесения покрытия дополнительное нанесение покрытия обеспечивают с использованием того же самого пистолета для нанесения покрытия.
5. Способ по п. 1, причем дополнительное нанесение покрытия обеспечивают наклонным факелом распыла краски от относительно углубленной стороны к относительно выступающей стороне ступенчатого участка с использованием пистолета для нанесения покрытия.
6. Способ по п. 1, причем пленочное покрытие, сформированное посредством нанесения покрытия всей поверхности и дополнительного нанесения покрытия, имеет коэффициент пропускания видимого света 40% или более и 70% или менее.
7. Устройство для нанесения покрытия, которое обеспечивает электростатическое нанесение покрытия на целевом объекте нанесения покрытия, имеющем на поверхности нанесения покрытия ступенчатый участок, простирающийся в заранее заданном направлении, при этом устройство содержит: по меньшей мере одну машину для электростатического нанесения покрытия, имеющую перемещаемый пистолет для нанесения покрытия; и устройство управления, которое приводит в действие машину для электростатического нанесения покрытия, чтобы обеспечивать нанесение покрытия всей поверхности на всей поверхности нанесения покрытия посредством перемещения пистолета для нанесения покрытия по всей поверхности нанесения покрытия целевого объекта нанесения покрытия, и которое приводит в действие машину для электростатического нанесения покрытия, используемую при нанесении покрытия всей поверхности, или другую машину для электростатического нанесения покрытия, чтобы обеспечивать дополнительное нанесение покрытия посредством перемещения пистолета для нанесения покрытия вдоль ступенчатого участка, простирающегося в заранее заданном направлении, так, что окрасочный туман прилипает в большей степени к относительно утопленной стороне ступенчатого участка, при этом при дополнительном нанесении покрытия используется пистолет с вращающимся конусом для нанесения покрытия, посредством которого окрасочный туман подается с закручиванием вокруг центра конуса, и когда пистолет для нанесения покрытия перемещается в одном направлении вдоль ступенчатого участка, простирающегося в заранее заданном направлении, закручивание окрасочного тумана уменьшено по одну сторону от линии движения центра конуса пистолета для нанесения покрытия вследствие сопротивления воздуха, вызванного перемещением пистолета для нанесения покрытия, и пистолет для нанесения покрытия перемещается только в одном направлении вдоль ступенчатого участка с одной стороной, обращенной к относительно утопленной стороне ступенчатого участка.
8. Устройство по п. 7, причем целевой объект нанесения покрытия включает в себя пару поверхностей нанесения покрытия, обращенных в противоположных направлениях, и поверхности нанесения покрытия имеют ступенчатые участки, расположенные симметрично, и при дополнительном нанесении покрытия пистолет для нанесения покрытия перемещается вдоль ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия в противоположных направлениях так, чтобы одна сторона, где закручивание окрасочного тумана уменьшено вследствие сопротивления воздуха, вызванного перемещением пистолета для нанесения покрытия, была обращена к относительно утопленной стороне каждого из ступенчатых участков на поверхностях нанесения покрытия целевого объекта нанесения покрытия.
9. Устройство по п. 7, причем дополнительное нанесение покрытия обеспечивается только одним проходом пистолета для нанесения покрытия вдоль ступенчатого участка.
10. Устройство по п. 7, причем дополнительное нанесение покрытия обеспечивается с использованием машины для электростатического нанесения покрытия, используемой при нанесении покрытия всей поверхности.
11. Устройство по п. 7, причем при дополнительном нанесении покрытия пистолет для нанесения покрытия управляется так, чтобы краска наклонно распылялась от относительно углубленной стороны к относительно выступающей стороне ступенчатого участка.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| EP 828566 B1, 19.03.2003 | |||
| US 5676756 A1, 14.10.1997 | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| ПИСТОЛЕТ-РАСПЫЛИТЕЛЬ ЭЛЕКТРОСТАТИЧЕСКИЙ ДЛЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2115487C1 |

