Изобретение относится к способу изготовления внутреннего элемента конструкции автомобиля, содержащего внутреннюю верхнюю переднюю стойку, внутреннюю центральную стойку и внутренний боковой лонжерон, проходящий между внутренней верхней передней стойкой и верхним концом внутренней центральной стойки; указанный способ включает в себя следующие этапы:
- обеспечение наличия заготовки внутренней верхней передней стойки, заготовки внутренней центральной стойки и заготовки внутреннего бокового лонжерона,
- горячая штамповка заготовки внутренней верхней передней стойки для формирования внутренней верхней передней стойки,
- горячая штамповка заготовки внутренней центральной стойки для формирования внутренней центральной стойки,
- горячая штамповка заготовки внутреннего бокового лонжерона для формирования внутреннего бокового лонжерона,
- сборка внутренней верхней передней стойки и внутренней центральной стойки с внутренним боковым лонжероном для получения внутреннего элемента конструкции автомобиля.
Изобретение также относится к способу изготовления элемента конструкции автомобиля с таким внутренним элементом конструкции автомобиля.
Такой внутренний элемент конструкции автомобиля, который образует часть замкнутого контура для верхней двери автомобиля, должен иметь особые механические характеристики, так чтобы он мог защищать пассажиров автомобиля от проникновения посторонних объектов какого-либо типа внутрь пассажирского салона.
Часть замкнутого контура верхней двери, в частности, выполнена с возможностью предотвращения проникновения крыши транспортного средства в пассажирский салон или разрушения крыши в случае опрокидывания транспортного средства.
Известно, что с этой целью центральную стойку и верхнюю переднюю стойку усиливают усиливающими элементами во избежание изгибания этих стоек в случае опрокидывания, что могло бы повлечь за собой разрушение крыши. Усиливающие элементы, к примеру, крепят к частям центральной стойки и верхней передней стойки в виде накладок, имеющих сопрягаемую форму с частью центральной стойки и верхней передней стойки, к которой должны быть прикреплены усиливающие элементы.
Следовательно, усиливающему элементу должна быть придана соответствующая форма, например, во время этапа холодной штамповки, после чего усиливающий элемент крепят к ответной области стойки, которая должна быть усилена. Однако небольшие размеры усиливающего элемента затрудняют манипулирование заготовкой во время этапа штамповки и этапа крепления. Следовательно, изготовление усиленного элемента конструкции не оптимизировано.
Другим решением было бы непосредственное изготовление усиленной заготовки, имеющей ограниченную зону увеличенной толщины в том месте, где эта заготовка должна быть усилена, с последующим приданием заготовке формы стойки.
Однако это решение также не является удовлетворительным, поскольку для каждой модели автомобиля требуется определенная заготовка в зависимости от места усиливаемой зоны и требований к указанной модели, например, с точки зрения размеров усиливаемой зоны.
Одна из задач настоящего изобретения состоит в том, чтобы решить эти проблемы с помощью предлагаемого способа изготовления усиленного элемента конструкции, который можно внедрить простым путем и который можно приспособить для использования с несколькими моделями автомобилей.
Поставленная задача решена в способе вышеуказанного типа, причем указанный способ содержит следующие этапы перед этапами горячей штамповки, включающие в себя:
- крепление заготовки, усиливающей внутреннюю верхнюю переднюю стойку, к ограниченной части заготовки внутренней верхней передней стойки, причем указанную заготовку, усиливающую внутреннюю верхнюю переднюю стойку, подвергают горячей штамповке вместе с заготовкой внутренней верхней передней стойки, так что внутренняя верхняя передняя стойка содержит ограниченный усиленный участок, имеющий увеличенную толщину по отношению к внутренней верхней передней стойке за пределами указанного ограниченного усиленного участка,
- крепление заготовки, усиливающей внутреннюю центральную стойку, к ограниченной части заготовки внутренней центральной стойки, причем указанную заготовку, усиливающую внутреннюю центральную стойку, подвергают горячей штамповке вместе с заготовкой внутренней центральной стойки, так что внутренняя центральная стойка содержит ограниченный усиленный участок, имеющий увеличенную толщину по отношению внутренней центральной стойке за пределами указанного ограниченного усиленного участка.
Крепление усиливающей заготовки к части стойки перед этапом горячей штамповки исключает необходимость манипулирования небольшой деталью на этапах горячей штамповки, поскольку усиливающие заготовки подвергают горячей штамповке вместе с заготовками стоек, которыми легче манипулировать. Кроме того, усиливающие характеристики можно легко модифицировать посредством простой модификации характеристик усиливающих заготовок без необходимости модификации заготовок стоек. Соответственно, одни и те же заготовки стоек можно использовать для различных моделей автомобилей, к которым предъявляют различные требования в отношении усиления.
Согласно другим преимущественным аспектам настоящего изобретения внутренний элемент конструкции автомобиля содержит один или несколько из следующих признаков, принимаемых во внимание по отдельности или в любом технически возможном сочетании:
- заготовка внутренней верхней передней стойки и заготовка внутреннего бокового лонжерона выполнены в виде единой детали, причем указанную заготовку внутренней верхней передней стойки и заготовку внутреннего бокового лонжерона подвергают горячей штамповке на одном этапе вместе с заготовкой, усиливающей внутреннюю верхнюю переднюю стойку;
- заготовку, усиливающую внутреннюю верхнюю переднюю стойку, и заготовку, усиливающую внутреннюю центральную стойку, крепят к заготовке внутренней верхней передней стойки и заготовке внутренней центральной стойки на этапе точечной контактной сварки или лазерной сварки;
- внутреннюю центральную стойку крепят к внутреннему боковому лонжерону на этапе точечной сварки или лазерной сварки;
- внутренняя верхняя передняя стойка, внутренняя центральная стойка и внутренний боковой лонжерон изготавливают из стального элемента с закалкой под прессом, имеющего предел прочности на растяжение выше 1200 МПа;
- сталь с закалкой под прессом содержит в % масс.:
0,15% ≤ C ≤ 0,5%, 0,5% ≤ Mn ≤ 3%, 0,1% ≤ Si ≤ 1%, 0,005% ≤ Cr ≤ 1%, Ti ≤ 0,2%, Al ≤ 0,1%, S ≤ 0,05%, P ≤ 0,1%, B ≤ 0,010%, остальное железо и неизбежные примеси, образующиеся в результате обработки; или
0,20% ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, Cr ≤ 0,30%, 0,020% ≤ Ti ≤ 0,060%, 0,020% ≤ Al ≤ 0,060%, S ≤ 0,005%, P ≤ 0,025%, 0,002% ≤ B ≤ 0,004%, остальное железо и неизбежные примеси, образующиеся в результате обработки; или
0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, Nb ≤ 0,060%, 0,0005% ≤ B ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, S ≤ 0,005%, P ≤ 0,025%, остальное железо и неизбежные примеси, образующиеся в результате обработки.
- заготовка внутренней верхней передней стойки, заготовка внутренней центральной стойки, заготовка, усиливающая внутреннюю верхнюю переднюю стойку, и заготовка, усиливающая внутреннюю центральную стойку, перед горячей штамповкой указанных заготовок имеют структуру, состоящую, по существу, из феррита и перлита, причем внутренняя верхняя передняя стойка и внутренняя центральная стойка после горячей штамповки имеют структуру, состоящую на 95% или более из мартенсита;
- заготовка внутренней верхней передней стойки и заготовка внутренней центральной стойки имеют толщину, по существу, составляющую от 0,7 до 1,5 мм, и заготовка, усиливающая внутреннюю верхнюю переднюю стойку, и заготовка, усиливающая внутреннюю центральную стойку, имеют толщину, по существу, составляющую от 0,5 до 1,5 мм;
- заготовку, усиливающую внутреннюю центральную стойку, крепят к центральной части заготовки внутренней центральной стойки, причем указанная центральная часть расположена на расстоянии от верхнего конца заготовки внутренней центральной стойки;
- заготовку, усиливающую внутреннюю верхнюю переднюю стойку, крепят к верхнему концу заготовки внутренней верхней передней стойки.
Поставленная задача также решена в способе изготовления элемента конструкции автомобиля, содержащего верхнюю переднюю стойку, центральную стойку и боковой лонжерон, проходящий между верхним концом верхней передней стойки и верхним концом центральной стойки; указанный способ содержит следующие этапы, включающие в себя:
- изготовление внутреннего элемента конструкции автомобиля, как описано выше,
- изготовление наружного элемента конструкции автомобиля посредством крепления наружной верхней передней стойки и наружной центральной стойки к наружному боковому лонжерону,
- крепление внутреннего элемента конструкции автомобиля к наружному элементу конструкции автомобиля для образования элемента конструкции автомобиля.
Согласно другому признаку указанного способа наружный элемент конструкции автомобиля имеет вогнутое сечение, причем внутренний элемент конструкции автомобиля расположен таким образом, что он закрывает полость наружного элемента конструкции автомобиля.
Другие аспекты и преимущества настоящего изобретения станут понятными из приведенного ниже описания, представленного в качестве примера, со ссылкой на приложенные чертежи, на которых:
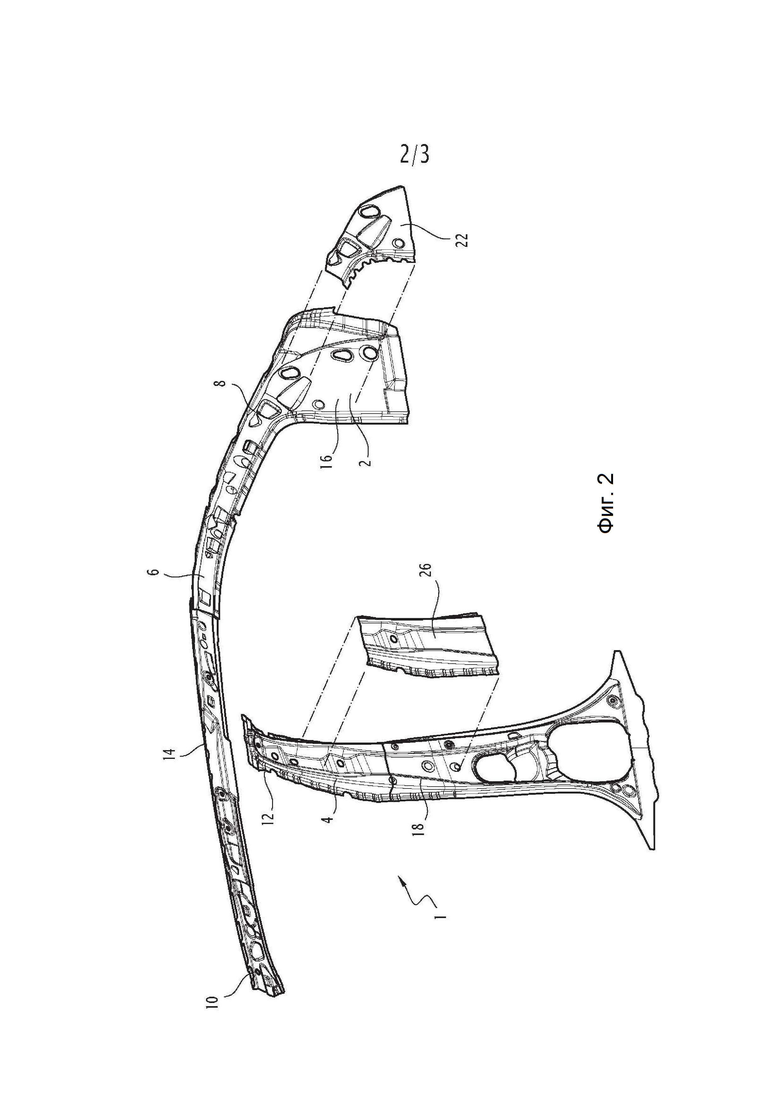
на фиг. 1 показан внутренний элемент конструкции автомобиля, полученного заявленным способом, вид спереди;
на фиг. 2 показан внутренний элемент конструкции автомобиля, изображенный на фиг. 1, вид в перспективе с пространственным разделением деталей;
на фиг. 3 показаны заготовки, используемые в заявленном способе, вид спереди.
Изобретение относится к способу изготовления внутреннего элемента 1 конструкции автомобиля, содержащего внутреннюю верхнюю переднюю стойку 2, внутреннюю центральную стойку 4 и внутренний боковой лонжерон 6.
Такой внутренний элемент 1 конструкции автомобиля предназначен для образования совместно с ответным наружным элементом конструкции автомобиля элемента конструкции автомобиля, образующего верхнюю часть замкнутого контура двери, предназначенного для окружения и размещения передней двери автомобиля.
Термины «внутренний» и «наружный» определяются по отношению к внутренней стороне и наружной стороне автомобиля. Термин «внутренний» определяет то, что направлено к внутренней стороне автомобиля, и термин «наружный» определяет то, что направлено к наружной стороне автомобиля. Термины «нижний» и «верхний» определены относительно вертикального направления автомобиля в нормальных условиях эксплуатации.
Как известно, верхняя передняя стойка проходит в вертикальном направлении транспортного средства и выполнена с возможностью крепления на нижней передней стойке для образования передней стойки транспортного средства, также известной как A-стойка. Центральная стойка, также известная как B-стойка, проходит в вертикальном направлении транспортного средства и выполнена с возможностью размещения запирающего средства двери транспортного средства и проходит между передней дверью и задней дверью в случае пятидверного транспортного средства. Центральная стойка проходит, по существу, по всей высоте пассажирского салона транспортного средства. Боковой лонжерон проходит в направлении сзади вперед транспортного средства или в продольном направлении между передним продольным концом 8 и задним продольным концом 10. Боковые лонжероны соединяют верхнюю переднюю стойку и центральную переднюю стойку и предназначены для поддержки панели крыши транспортного средства.
Внутренняя верхняя передняя стойка 2 и внутренний боковой лонжерон 6, к примеру, выполнены в виде единой детали, и верхний конец 12 внутренней центральной стойки 4 прикреплен к внутреннему боковому лонжерону 6, например, к центральной части 14 внутреннего бокового лонжерона 6. Центральная часть 14 проходит между передним продольным концом 8 и задним продольным концом 10. Согласно этому варианту осуществления внутренний боковой лонжерон 6 может продолжаться, по существу, по всей длине пассажирского салона транспортного средства, так что задний продольный конец 10 прикреплен к задней стойке транспортного средства (не показано). Как вариант, внутренняя центральная стойка 4 может быть прикреплена к заднему продольному концу 10 внутреннего бокового лонжерона 6.
Внутренняя верхняя передняя стойка 2, внутренний боковой лонжерон 6 и внутренняя центральная стойка 4 выполнены из стального элемента с закалкой под прессом, имеющего предел прочности на растяжение выше 1200 МПа, например, выше 1300 МПа. Стальной элемент с закалкой под прессом имеет структуру мартенсита. Такие высокие механические характеристики позволяют использовать соответствующий элемент для образования усиленной конструкции, такой как замкнутый контур для двери автомобиля.
Такая сталь может содержать, например, в % масс.: 0,15% ≤ C ≤ 0,5%, 0,5% ≤ Mn ≤ 3%, 0,1% ≤ Si ≤ 1%, 0,005% ≤ Cr ≤ 1%, Ti ≤ 0,2%, Al ≤ 0,1%, S ≤ 0,05%, P ≤ 0,1%, B ≤ 0,010%, остальное железо и неизбежные примеси, образующиеся в результате обработки.
Согласно другому предпочтительному варианту осуществления сталь содержит, например, в % масс.: 0,20% ≤ C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, Cr ≤ 0,30%, 0,020% ≤ Ti ≤ 0,060%, 0,020% ≤ Al ≤ 0,060%, S ≤ 0,005%, P ≤ 0,025%, 0,002% ≤ B ≤ 0,004%, остальное железо и неизбежные примеси, образующиеся в результате обработки. При таких пределах содержания указанных элементов прочность на растяжение компонента с закалкой под прессом составляет 1300 - 1650 МПа.
По другому предпочтительному варианту осуществления сталь содержит, например, в % масс.: 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, Nb ≤ 0,060%, 0,0005% ≤ B ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, S ≤ 0,005%, P ≤ 0,025%, остальное железо и неизбежные примеси, образующиеся в результате обработки. При таких пределах содержания указанных элементов прочность на растяжение компонента с закалкой под прессом составляет выше 1800 МПа.
Сталь может быть без покрытия или с покрытием, например, отожженной оцинкованной сталью или сталью оцинкованной горячим способом, полученной с помощью соответствующего процесса, такого как нанесение горячего покрытия погружением в расплав, нанесение покрытия электроосаждением, осаждение покрытия путем напыления в вакууме.
Внутренняя верхняя передняя стойка 2 и внутренняя центральная стойка 4 содержат ограниченный усиленный участок 16 и 18. Усиленные участки 16 и 18 имеют увеличенную толщину превышающую толщину остальной части стоек, т.е. толщину стоек за пределами усиленных участков 16 и 18. Например, внутренняя верхняя передняя стойка 2 и внутренняя центральная стойка 4 имеют толщину, по существу, составляющую от 0,7 до 1,5 мм за пределами усиленных участков 16 и 18 и толщину, по существу, составляющую от 1,2 до 3 мм на усиленных участках 16 и 18.
Термин «ограниченный» означает, что усиленные участки 16 и 18 не продолжаются по всей поверхности внутренней верхней передней стойки 2 и внутренней центральной стойки 4.
Усиленный участок 16 внутренней верхней передней стойки 2 проходит в верхнем конце внутренней верхней передней стойки 2, т.е. у соединения между внутренней верхней передней стойкой 2 и внутренним боковым лонжероном 6. Усиленный участок 18 внутренней центральной стойки 4 проходит в центральном участке центральной стойки, т.е. в участке, расположенном на расстоянии от нижнего конца и верхнего конца 12 внутренней центральной стойки 4. В частности, в собранном транспортном средстве с закрытой дверью усиленные участки 16 и 18 проходят, по существу, напротив проема окна в передней двери транспортного средства с двух сторон указанного окна. Соответственно, усиленные участки 16 и 18 проходят, по существу, на одной и той же высоте в вертикальном направлении транспортного средства.
Такие ограниченные усиленные участки позволяют замкнутым контурам для дверей выдерживать аварию при опрокидывании без проникновения крыши в пассажирский салон, при этом основная часть замкнутого контура двери имеет уменьшенную толщину, соответствующую толщине стойки за пределами усиленных участков. Соответственно, элемент конструкции автомобиля может иметь небольшую массу и при этом удовлетворительные механические характеристики.
Ниже приведено описание способа изготовления внутреннего элемента 1 конструкции автомобиля.
Как показано на фиг. 3, предусмотрено наличие заготовки 20 для формирования внутренней верхней передней стойки. Согласно варианту осуществления, показанному на фиг. 3, эта заготовка 20 внутренней верхней передней стойки содержит часть, образующую заготовку внутреннего бокового лонжерона для формирования внутреннего бокового лонжерона 6. Другими словами, заготовка 20 внутренней верхней передней стойки и заготовка внутреннего бокового лонжерона образованы из одной заготовки.
Заготовка 20, по существу, плоская и, к примеру, вырезана из стального листа и имеет соответствующий контур и размеры для формирования внутренней верхней передней стойки и бокового лонжерона горячей штамповкой. Стальной лист имеет структуру, состоящую, по существу, из феррита и перлита и распределенную таким образом, что внутренняя верхняя передняя стойка и боковой лонжерон после горячей штамповки имеют структуру, состоящую на 95% или более из мартенсита.
Толщина заготовки 20 равна толщине внутренней передней стойки 2 внутреннего бокового лонжерона 6 за пределами усиленного участка 16.
Также предусмотрено изготовление заготовки 22, усиливающей верхнюю переднюю стойку, например, посредством резки заготовки 22 из стального листа из такого же материала, как и заготовка 20 внутренней передней стойки. Заготовка 22, усиливающая внутреннюю верхнюю переднюю стойку, имеет контур и размеры, позволяющие образовывать усиленный участок 16 во время ее сборки и горячей штамповки с заготовкой 20 внутренней верхней передней стойки. Соответственно, заготовка 22, усиливающая внутреннюю верхнюю переднюю стойку, имеет толщину, равную разнице толщины усиленного участка 16 и толщины заготовки 20 внутренней верхней передней стойки. Следовательно, заготовка 22, усиливающая внутреннюю верхнюю переднюю стойку, имеет толщину, по существу, от 0,5 до 1,5 мм.
Контур заготовки 22, усиливающей внутреннюю верхнюю переднюю стойку, является таким же, как контур той части заготовки 20 внутренней верхней передней стойки, где должен проходить усиленный участок 16.
Заготовка 22, усиливающая внутреннюю верхнюю переднюю стойку, прикреплена к заготовке 20 внутренней верхней передней стойки в том месте, где должен продолжаться усиленный участок 16, т.е. у верхнего конца заготовки 20 внутренней верхней передней стойки, как показано на фиг. 3. Заготовку 22, усиливающую внутреннюю верхнюю переднюю стойку, к примеру, приваривают точечной сваркой или лазерной сваркой к заготовке 20 внутренней верхней передней стойки.
Далее полученную собранную заготовку подвергают горячей штамповке для получения формы внутренней передней стойки 2 и внутреннего бокового лонжерона 6.
Для формирования внутренней центральной стойки 4 предусмотрено обеспечение наличия заготовки 24 внутренней центральной стойки.
Заготовка 24 внутренней центральной стойки, по существу, плоская и, к примеру, вырезана из стального листа и имеет соответствующий контур и размеры для формирования внутренней центральной стойки горячей штамповкой. Стальной лист имеет структуру, состоящую, по существу, из феррита и перлита и распределенную таким образом, что внутренняя центральная стойка после горячей штамповки имеют структуру, состоящую на 95% или более из мартенсита.
Толщина заготовки 24 равна толщине внутренней центральной стойки 4 за пределами усиленного участка 18.
Также предусмотрено изготовление заготовки 26, усиливающей внутреннюю центральную стойку, например, посредством резки заготовки 26 из стального листа из такого же материала, как и заготовка 24 внутренней центральной стойки. Заготовка 26, усиливающая внутреннюю центральную стойку, имеет контур и размеры, позволяющие образовывать усиленный участок 18 во время ее сборки и горячей штамповки с заготовкой 24 внутренней центральной стойки. Соответственно, заготовка 26, усиливающая внутреннюю центральную стойку, имеет толщину, равную разнице толщины усиленного участка 18 и толщины заготовки 24 внутренней центральной стойки. Следовательно, заготовка 26, усиливающая внутреннюю центральную стойку, имеет толщину, по существу, от 0,5 до 1,5 мм.
Контур заготовки 26, усиливающей внутреннюю центральную стойку, такой же, как и контур той части заготовки 24 внутренней центральной стойки, где должен продолжаться усиленный участок 18.
Заготовку 26, усиливающую внутреннюю центральную стойку, крепят к заготовке 24 внутренней центральной стойки в том месте, где должен продолжаться усиленный участок 18, т.е. в центральной части заготовки 24 внутренней центральной стойки, как показано на фиг. 3. Заготовку 26, усиливающую внутреннюю центральную стойку, например, приваривают точечной сваркой или лазерной сваркой к заготовке 24 внутренней центральной стойки.
Далее полученную собранную заготовку подвергают горячей штамповке для получения формы внутренней центральной стойки 4.
Далее внутреннюю центральную стойку крепят к внутреннему боковому лонжерону 6, например, посредством точечной сварки или лазерной сварки для образования вышеописанного внутреннего элемента конструкции автомобиля.
Крепление заготовки 22, усиливающей внутреннюю переднюю стойку, и заготовки 26, усиливающей внутреннюю центральную стойку, соответственно, к заготовке 20 внутренней передней стойки и заготовке 24 внутренней центральной стойки перед выполнением этапов горячей штамповки, облегчает обращение с заготовками во время выполнения указанных этапов горячей штамповки.
Следует отметить, что материал усиливающих заготовок 22 и 26 может отличаться от материала заготовок 20 и 24 стоек в зависимости от требуемых механических характеристик усиленных участков 16 и 18.
Кроме того, механические характеристики усиленных участков 16 и 18 можно легко модифицировать посредством замены усиливающих заготовок 22 и 26. Соответственно, одни и те же заготовки 20 и 24 стоек можно использовать для различных моделей транспортных средств посредством замены усиливающих заготовок 22 и 26 для обеспечения соответствующих характеристик усиленных участков 16 и 18.
В дальнейшем полученный внутренний элемент 1 конструкции автомобиля может быть соединен с наружным элементом конструкции автомобиля для образования элемента конструкции автомобиля. Такой наружный элемент конструкции автомобиля содержит наружную верхнюю переднюю стойку, наружную центральную стойку и наружный боковой лонжерон и может быть изготовлен с помощью способа, сходного с вышеописанным способом. Наружный элемент конструкции, к примеру, имеет вогнутое сечение U-образной формы, открытое в направлении внутрь транспортного средства. Внутренний элемент 1 конструкции автомобиля выполнен с возможностью закрывания полости наружного элемента конструкции автомобиля.
Полученный элемент конструкции автомобиля имеет небольшую массу и является особо прочным, в частности, для предотвращения разрушения крыши в случае опрокидывания.


Группа изобретений относится к способу изготовления внутреннего элемента конструкции автомобиля, содержащего ограниченные усиленные участки. Указанный способ содержит этапы обеспечения наличия заготовки (20) внутренней верхней передней стойки, заготовки (24) внутренней центральной стойки и заготовки внутреннего бокового лонжерона, далее осуществление горячей штамповки заготовки (20) внутренней верхней передней стойки, заготовки (24) внутренней центральной стойки и заготовки внутреннего бокового лонжерона. Согласно изобретению способ содержит перед этапами горячей штамповки этапы крепления заготовки (22), усиливающей внутреннюю верхнюю переднюю стойку, к части заготовки (20) внутренней верхней передней стойки, причем указанную заготовку (22), усиливающую внутреннюю верхнюю переднюю стойку, подвергают горячей штамповке вместе с заготовкой (20) внутренней верхней передней стойки, крепления заготовки (26), усиливающей внутреннюю центральную стойку, к части заготовки (24) внутренней центральной стойки, причем указанную заготовку (26), усиливающую внутреннюю центральную стойку, подвергают горячей штамповке вместе с заготовкой (24) внутренней центральной стойки. Обеспечивается повышение безопасности. 2 н. и 10 з.п. ф-лы, 3 ил.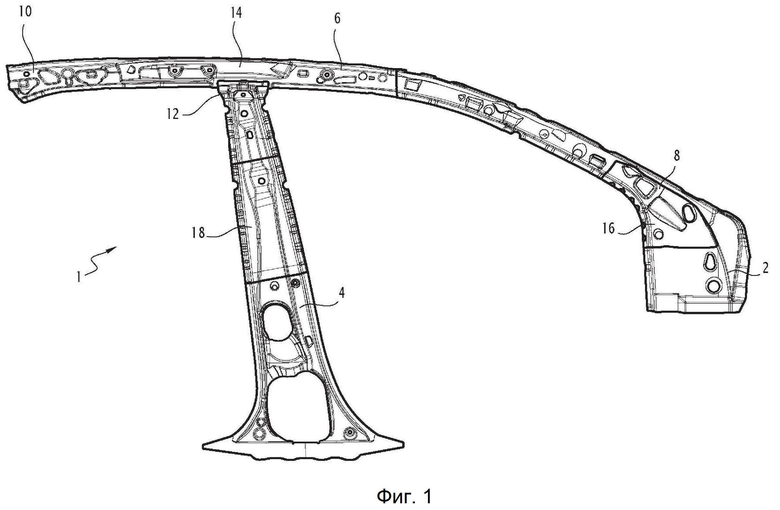
1. Способ изготовления внутреннего элемента (1) конструкции автомобиля, содержащего внутреннюю верхнюю переднюю стойку (2), внутреннюю центральную стойку (4) и внутренний боковой лонжерон (6), проходящий между внутренней верхней передней стойкой (2) и верхним концом (12) внутренней центральной стойки, включающий этапы:
- обеспечения наличия заготовки (20) внутренней верхней передней стойки, заготовки (24) внутренней центральной стойки и заготовки внутреннего бокового лонжерона,
- горячей штамповки заготовки (20) внутренней верхней передней стойки для формирования внутренней верхней передней стойки (2),
- горячей штамповки заготовки (24) внутренней центральной стойки для формирования внутренней центральной стойки (4),
- горячей штамповки заготовки внутреннего бокового лонжерона для формирования внутреннего бокового лонжерона (6),
- сборки внутренней верхней передней стойки (2) и внутренней центральной стойки (4) с внутренним боковым лонжероном (6) для получения внутреннего элемента конструкции автомобиля,
отличающийся тем, что указанный способ содержит перед этапами горячей штамповки этапы:
- крепления заготовки (22), усиливающей внутреннюю верхнюю переднюю стойку, к ограниченной части заготовки (20) внутренней верхней передней стойки, причем указанную заготовку (22), усиливающую внутреннюю верхнюю переднюю стойку, подвергают горячей штамповке вместе с заготовкой (20) внутренней верхней передней стойки, так что внутренняя верхняя передняя стойка (2) содержит ограниченный усиленный участок (16), имеющий увеличенную толщину по отношению к внутренней верхней передней стойке (2) за пределами указанного ограниченного усиленного участка (16),
- крепления заготовки (26), усиливающей внутреннюю центральную стойку, к ограниченной части заготовки (24) внутренней центральной стойки, причем указанную заготовку (26), усиливающую внутреннюю центральную стойку, подвергают горячей штамповке вместе с заготовкой (24) внутренней центральной стойки, так что внутренняя центральная стойка (4) содержит ограниченный усиленный участок (18), имеющий увеличенную толщину по отношению к внутренней центральной стойке (4) за переделами указанного ограниченного усиленного участка (18).
2. Способ по п. 1, в котором заготовка (20) внутренней верхней передней стойки и заготовка внутреннего бокового лонжерона выполнены в виде единой детали, причем указанную заготовку внутренней верхней передней стойки и внутреннего бокового лонжерона подвергают горячей штамповке на одном этапе весте с заготовкой (22), усиливающей внутреннюю верхнюю переднюю стойку.
3. Способ по п. 1 или 2, в котором заготовку (22), усиливающую внутреннюю верхнюю переднюю стойку, и заготовку (26), усиливающую внутреннюю центральную стойку, крепят к заготовке (20) внутренней верхней передней стойки и заготовке (24) внутренней центральной стойки на этапе точечной контактной сварки или лазерной сварки.
4. Способ по любому из пп. 1-3, в котором внутреннюю центральную стойку (4) крепят к внутреннему боковому лонжерону (6) на этапе лазерной сварки.
5. Способ по любому из пп. 1-4, в котором внутренняя верхняя передняя стойка (2), внутренняя центральная стойка (4) и внутренний боковой лонжерон (6) изготовлены из стального элемента с закалкой под прессом, имеющего предел прочности на растяжение выше 1200 МПа.
6. Способ по п. 5, в котором сталь с закалкой под прессом содержит, % масс.:
0,15 ≤ C ≤ 0,5, 0,5 ≤ Mn ≤ 3, 0,1 ≤ Si ≤ 1, 0,005 ≤ Cr ≤ 1, Ti ≤ 0,2, Al ≤ 0,1, S ≤ 0,05, P ≤ 0,1, B ≤ 0,010, остальное железо и неизбежные примеси, образующиеся в результате обработки; или
0,20 ≤ C ≤ 0,25, 1,1 ≤ Mn ≤ 1,4, 0,15 ≤ Si ≤ 0,35, Cr ≤ 0,30, 0,020 ≤ Ti ≤ 0,060, 0,020 ≤ Al ≤ 0,060, S ≤ 0,005, P ≤ 0,025, 0,002 ≤ B ≤ 0,004, остальное железо и неизбежные примеси, образующиеся в результате обработки; или
0,24 ≤ C ≤ 0,38, 0,40 ≤ Mn ≤ 3, 0,10 ≤ Si ≤ 0,70, 0,015 ≤ Al ≤ 0,070, Cr ≤ 2, 0,25 ≤ Ni ≤ 2, 0,015 ≤ Ti ≤ 0,10, Nb ≤ 0,060, 0,0005 ≤ B ≤ 0,0040, 0,003 ≤ N ≤ 0,010, S ≤ 0,005, P ≤ 0,025, остальное железо и неизбежные примеси, образующиеся в результате обработки.
7. Способ по любому из пп. 1-6, в котором заготовка (20) внутренней верхней передней стойки, заготовка (24) внутренней центральной стойки, заготовка (22), усиливающая внутреннюю верхнюю переднюю стойку, и заготовка (26), усиливающая внутреннюю центральную стойку, перед горячей штамповкой указанных заготовок имеют структуру, состоящую, по существу, из феррита и перлита, причем внутренняя верхняя передняя стойка и внутренняя центральная стойка после горячей штамповки имеют структуру, состоящую на 95% или более из мартенсита.
8. Способ по любому из пп. 1-7, в котором заготовка (20) внутренней верхней передней стойки и заготовка (24) внутренней центральной стойки имеют, каждая, толщину, по существу, составляющую от 0,7 до 1,5 мм, и заготовка (22), усиливающая внутреннюю верхнюю переднюю стойку, и заготовка (26), усиливающая внутреннюю центральную стойку, имеют, каждая, толщину, по существу, составляющую от 0,5 до 1,5 мм.
9. Способ по любому из пп. 1-8, в котором заготовку (26), усиливающую внутреннюю центральную стойку, крепят к центральной части заготовки (24) внутренней центральной стойки, причем указанная центральная часть расположена на расстоянии от верхнего конца (12) заготовки внутренней центральной стойки.
10. Способ по любому из пп. 1-9, в котором заготовку (22), усиливающую внутреннюю верхнюю переднюю стойку, крепят на верхнем конце заготовки (20) внутренней верхней передней стойки.
11. Способ изготовления элемента конструкции автомобиля, содержащего верхнюю переднюю стойку, центральную стойку и боковой лонжерон, проходящий между верхним концом верхней передней стойки и верхним концом центральной стойки; указанный способ содержит этапы:
- изготовления внутреннего элемента (1) конструкции автомобиля по любому из пп. 1-10,
- изготовления наружного элемента конструкции автомобиля посредством крепления наружной верхней передней стойки и наружной центральной стойки к наружному боковому лонжерону,
- крепления внутреннего элемента конструкции автомобиля к наружному элементу конструкции автомобиля для образования элемента конструкции автомобиля.
12. Способ по п. 11, в котором наружный элемент конструкции автомобиля имеет вогнутое сечение, причем внутренний элемент конструкции автомобиля расположен так, что он закрывает полость наружного элемента конструкции автомобиля.
| УСТРОЙСТВО ЭЛЕКТРОСМАЧИВАНИЯ | 2010 |
|
RU2535242C2 |
| US 2011233970 A1, 29.09.2011 | |||
| КОСМИЧЕСКИЙ КОРАБЛЬ | 2010 |
|
RU2420432C2 |
| ОПТИЧЕСКИЙ ДАТЧИК ЭЛЕКТРИЧЕСКОГО ДУГОВОГО ЗАМЫКАНИЯ | 2019 |
|
RU2733051C1 |

