Изобретение относится к нефтегазодобывающей промышленности и предназначено для использования при ремонте и сборке штангового глубинного насоса (ШГН). Применимо на участке сборки ШГН для скважин одновременно-раздельной эксплуатации.
При изменении конструкции штанговых глубинных насосов производят высверливание дополнительных отверстий, например, при сборке ШГН для одновременно раздельной добычи. В процессе высверливания отверстий во внутреннюю полость цилиндра попадает стружка (возможно попадание и других механических примесей). Для исключения рисков заклинивания плунжера в цилиндре проводят очистку внутренней поверхности цилиндра. Очистку производят продувкой воздухом или самодельным шомполам, представляющим собой прут длиной 5-6 м с намотанной на конце ветошью. Сегодня отсутствует устройство для очистки внутренней поверхности цилиндра ШГН, обеспечивающее качественную очистку без повреждения поверхности цилиндра.
Существуют устройства для очистки внутренней поверхности труб, которые являются громоздкими, включающие в себя щетки, работающие от электро- или гидропривода, требующие специально обустроенный участок.
Известно устройство для очистки внутренней поверхности трубопровода, содержащее установленный с возможностью вращения цилиндрический корпус с закрепленными на нем манжетами, металлическими щетками и смонтированными в двух кольцеобразных держателях постоянными магнитами (а.с. №1632527, МПК В08В 9/04, опубл. 07.03.1991). Держатели установлены коаксиально относительно корпуса поршня на ребрах из немагнитного материала, причем каждый постоянный магнит размещен в держателе так, что один его полюс направлен в сторону корпуса поршня, а другой – в сторону периферии поршня, при этом полюса магнита второго держателя направлены противоположно полюсам первого и в корпусе между держателями выполнены окна для удаления магнитных загрязнений.
Недостатками известного устройства являются сложность конструкции и противоположное расположение магнитов, что может привести к примагничиванию отдельных частиц из ферромагнитных материалов к стенке цилиндра ШГН, а наличие металлических щеток приведёт к образованию царапин на внутренней поверхности (зеркале) цилиндра ШГН.
Известно устройство для очистки внутренней поверхности трубопровода, содержащее установленный с возможностью вращения вокруг своей оси цилиндрический корпус с закрепленными на передней и хвостовой его частях манжетами, между которыми расположены на корпусе кольцевые пояса с магнитными, на поверхности которых размещены металлические щетки (а.с. № 1771834, МПК В08В 9/04, опубл. 30.10.1992). Магниты в поясах ориентированы одноименными полюсами в сторону металлических щеток, при этом устройство снабжено дополнительно размещенными между поясами скребками из упругого материала, установленными по касательной к корпусу.
Недостатками известного устройства являются то, что его применение направлено на устранение только металлических примесей, внутренняя полость не очищается от пыли и немагнитных материалов, а применение металлических щеток и скребков приведёт к образованию царапин на внутренней поверхности (зеркале) цилиндра ШГН, что недопустимо. Устройство обеспечивает очистку внутренней поверхности одного типоразмера труб.
Техническими задачами изобретения являются повышение технологичности и качества очистки внутренней поверхности штангового глубинного насоса, расширение технологических возможностей применения устройства на различных типоразмерах цилиндра ШГН, расширение технологических возможностей и повышение производительности работы насоса, упрощение конструкции устройства.
Технические задачи решаются устройством механической очистки внутренней полости штангового глубинного насоса, включающим полый цилиндрический корпус, переднюю и заднюю манжеты с очищающими щетками, установленными на корпусе, и магнитный пояс, зафиксированный на корпусе.
Новым является то, что корпус с одной стороны соединен с наружными центрирующими подпружиненными роликами, расположенными равномерно по его длине и периметру, а с другой - снабжен распылителем с соплами, выполненными равномерно по периметру и направленными на стенки внутренней полости цилиндра насоса, корпус выполнен с возможностью соединения с полым толкателем для нагнетания воздуха в сопла через корпус, при этом магнитный пояс установлен между передней манжетой и соплами.
Также новым является то, что каждая манжета с очищающими щетками изготовлена в виде двух или более сегментов и выполнена с возможностью установки и фиксации снаружи корпуса в соответствующем посадочном месте при помощи передних и задних замковых механизмов.
Также новым является то, что центрирующие ролики выполнены из полиамидного материала.
Также новым является то, что очищающие щетки выполнены из полиамидных волокон.
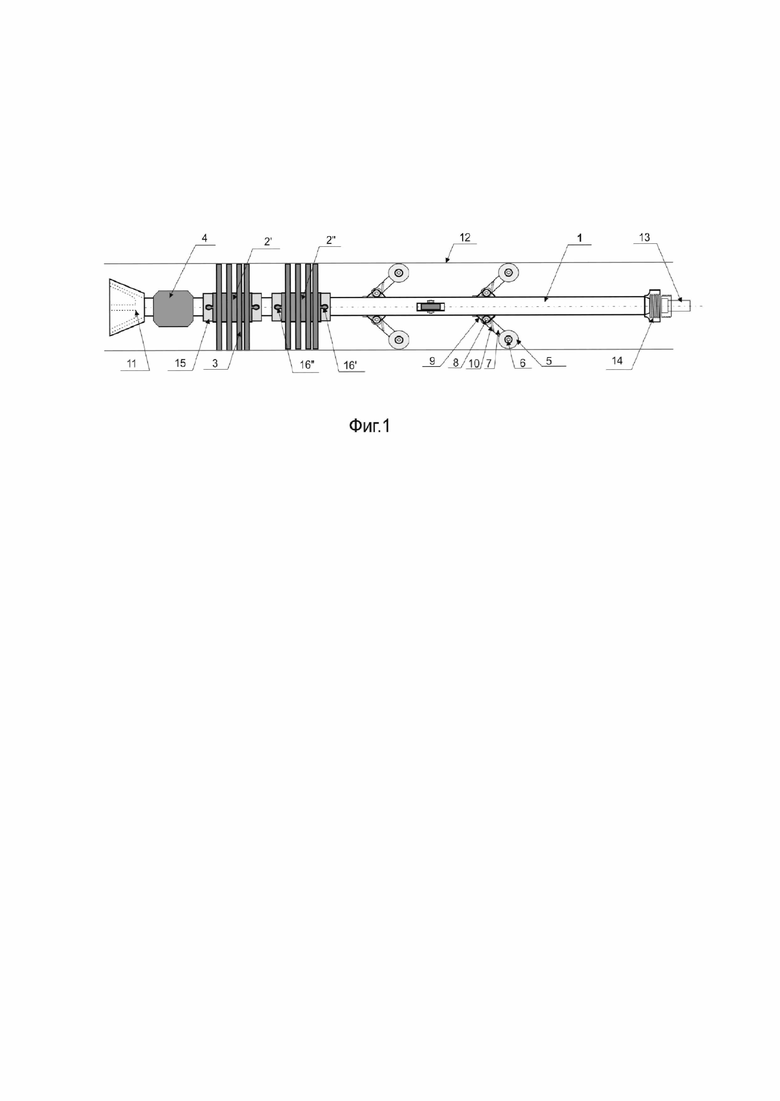
На фиг. 1 изображено устройство в рабочем состоянии.
Устройство механической очистки внутренней полости штангового глубинного насоса включает полый цилиндрический корпус 1 (фиг. 1), переднюю 2´ и заднюю 2´´ манжеты с очищающими щетками 3, установленными на корпусе, и магнитный пояс 4, зафиксированный на корпусе. Корпус 1 выполняют диаметром 20 мм и длиной 6 м. Корпус 1 с одной стороны соединен с наружными центрирующими подпружиненными роликами 5, расположенными равномерно по его длине и периметру. Ролик 5 с осью 6 установлен на вилку 7, которая закреплена на оси 8 болтовым соединением к крепежной площадке 9, а крепежная площадка 9 приварена к корпусу устройства. Также на ось 8 установлена пластинчатая пружина 10 по ГОСТ 9389, обеспечивающая прижатие ролика к внутренней стенке цилиндра ШГН и центрирование устройства в полости ШГН. С другой стороны, корпус 1 снабжен наружной резьбой для соединения с распылителем с соплами 11, размещенными равномерно по периметру распылителя и направленными на стенки внутренней полости цилиндра 12 насоса. Распылитель выполнен цельнометаллическим с внутренними каналами - соплами. Сечение каналов сопел выполнено с сужением диаметра по направлению к выходу к внутренней стенке цилиндра ШГН. Ассиметричное расположение не менее трех сопел в распылителе обеспечивает регулирование направления потока воздуха. Корпус 1 выполнен с возможностью соединения с полым толкателем 13, например, при помощи ниппеля для нагнетания воздуха в сопла 11 через корпус 1. Полый толкатель 13 соединяют с корпусом 1, например, быстроразъемным соединением 14 (штуцер, ниппель, гайка) ГОСТ 30539-97 с резьбой М20 и с компрессором для подачи воздуха на распылитель. Магнитный пояс 4 установлен между передней манжетой 2´ и соплами 11 и обеспечивает сбор мелких металлических примесей. Каждая манжета 2´ и 2´´ с очищающими щетками 3 изготовлена в виде двух или более сегментов и выполнена с возможностью установки и фиксации снаружи корпуса 1 в соответствующем посадочном месте 15 при помощи передних 16´ и задних 16´´ замковых соединений. Учитывая, что применение металлических щеток приведет к образованию царапин на зеркале цилиндра ШГН в составе устройства предусмотрена установка очищающих набивных щеток из полиамидных волокон (например, набивные цилиндрические щетки Lessmann с полиамидным ворсом), обеспечивающих очистку внутренней поверхности цилиндра насоса от пыли и мелкого мусора. Очищающие щетки выполнены съемными и установлены в посадочные места манжет, которые представляют собой кольца, например, приваренные к корпусу устройства. Съемные очищающие щетки обеспечивают возможность их замены на щетки другого диаметра, равного внутреннему диаметру цилиндра ШГН (38, 44, 57, 70, 95 мм). Центрирующие ролики выполнены из полиамидного материала, исключающего повреждения внутренней поверхности цилиндра насоса при движении устройства.
Устройство механической очистки внутренней полости штангового глубинного насоса работает следующим образом.
Устройство собирают в следующей последовательности: с одного конца на корпус 1 диаметром 25 мм и длиной 6 м устанавливают центрирующие подпружиненные ролики 5 диаметром 8 мм и располагают их равномерно по его длине на расстоянии 1,5 м друг от друга и периметру, под углом 90º. С другого конца корпуса монтируют очищающие щетки 3, наружный диаметр окружности щеток выбирают равным внутреннему диметру цилиндра ШГН - 44 мм, фиксируют снаружи корпуса 1 в соответствующих посадочных местах 15 при помощи передних 16´ и задних 16´´ замковых соединений. Затем на корпус 1 одевают магнитный пояс внутренним диаметром 27 мм толщиной 7 мм и шириной 100 мм и устанавливают в торцевой части корпуса распылитель с соплами 11 с помощью резьбового соединения. С ответной стороны на корпус прикручивают через быстроразъемное соединение рукав от компрессора.
Очистку внутренней поверхности цилиндра ШГН производят в следующей последовательности. Запускают компрессор, устройство вводят во внутрь цилиндра ШГН и осуществляют движение устройства в цилиндре. По ходу движения устройства внутри цилиндра ШГН воздух через распылитель под давлением выдувает примеси, мелкие металлические частицы, оставшиеся внутри цилиндра, собирают магнитом, а пыль и оставшиеся примеси собирают очищающими щетками. Устройство легко перемещается по внутренней поверхности цилиндра ШГН, центрирующие колеса позволяют произвести операцию без лишних усилий одним рабочим. После выхода щеток из цилиндра завершают движение устройства, отключают компрессор и извлекают устройство из цилиндра ШГН. Внутренняя поверхность цилиндра ШГН очищена без повреждения поверхности цилиндра.
Разбирают устройство в обратной последовательности.
Устройство обеспечивает повышение технологичности и качества очистки внутренней поверхности ШГН за один подход, расширение технологических возможностей применения устройства на различных типоразмерах цилиндра ШГН, на небольших участках, без внесения существенных изменений в линию по сборке и ремонту ШГН, расширение технологических возможностей и повышение производительности работы насоса, упрощение конструкции устройства.
Устройство позволяет проводить очистку внутренней поверхности цилиндра ШГН одновременно тремя способами: выдуванием при помощи воздушного компрессора, присоединенного к трубке с распылителем, магнитным при помощи магнита, установленного за распылителем и механическим при помощи двух щеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство механической очистки внутренней полости штангового глубинного насоса | 2020 |
|
RU2745952C1 |
| Скважинный очищающийся фильтр вставного насоса | 2024 |
|
RU2835650C1 |
| Скважинный самоочищающийся фильтр вставного насоса | 2024 |
|
RU2838688C1 |
| Устройство для очистки внутренней поверхности трубопровода | 1990 |
|
SU1771834A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА (ЕГО ВАРИАНТЫ) | 1998 |
|
RU2129924C1 |
| Установка глубинно-насосная с очищающимся фильтром | 2023 |
|
RU2811215C1 |
| Внутритрубное устройство очистки (варианты) | 2022 |
|
RU2803509C1 |
| Магистральный проходной магнитный дефектоскоп | 2023 |
|
RU2820508C1 |
| Всасывающий клапан глубинного насоса | 2020 |
|
RU2725909C1 |
| ПОРШЕНЬ ОЧИСТНОЙ МАГНИТНЫЙ ДЛЯ ЧИСТКИ ТРУБ ГАЗОПРОВОДОВ | 1993 |
|
RU2097153C1 |
Изобретение относится к нефтегазодобывающей промышленности и предназначено для использования при ремонте и сборке штангового глубинного насоса. Применимо на участке сборки ШГН для скважин одновременно-раздельной эксплуатации. Устройство механической очистки внутренней полости штангового глубинного насоса включает полый цилиндрический корпус, переднюю и заднюю манжеты с очищающими щетками, установленными на корпусе, и магнитный пояс, зафиксированный на корпусе. Корпус с одной стороны соединен с наружными центрирующими подпружиненными роликами, расположенными равномерно по его длине и периметру. С другой стороны, корпус снабжен распылителем с соплами, выполненными равномерно по периметру и направленными на стенки внутренней полости цилиндра насоса. Корпус выполнен с возможностью соединения с полым толкателем для нагнетания воздуха в сопла через корпус. Магнитный пояс установлен между передней манжетой и соплами. Каждая манжета с очищающими щетками изготовлена в виде двух или более сегментов и выполнена с возможностью установки и фиксации снаружи корпуса в соответствующем посадочном месте при помощи передних и задних замковых механизмов. Центрирующие ролики выполнены из полиамидного материала. Очищающие щетки выполнены из полиамидных волокон. Технический результат: повышение технологичности и качества очистки, упрощение конструкции, возможность использования на различных типоразмерах цилиндра ШГН. 3 з.п. ф-лы, 1 ил.
1. Устройство механической очистки внутренней полости штангового глубинного насоса, включающее полый цилиндрический корпус, переднюю и заднюю манжеты с очищающими щетками, установленными на корпусе, и магнитный пояс, зафиксированный на корпусе, отличающееся тем, что корпус с одной стороны соединен с наружными центрирующими подпружиненными роликами, расположенными равномерно по его длине и периметру, а с другой - снабжен распылителем с соплами, выполненными равномерно по периметру и направленными на стенки внутренней полости цилиндра насоса, корпус выполнен с возможностью соединения с полым толкателем для нагнетания воздуха в сопла через корпус, при этом магнитный пояс установлен между передней манжетой и соплами.
2. Устройство механической очистки внутренней полости штангового глубинного насоса по п. 1, отличающееся тем, что каждая манжета с очищающими щетками изготовлена в виде двух или более сегментов и выполнена с возможностью установки и фиксации снаружи корпуса в соответствующем посадочном месте при помощи передних и задних замковых механизмов.
3. Устройство механической очистки внутренней полости штангового глубинного насоса по п. 1, отличающееся тем, что центрирующие ролики выполнены из полиамидного материала.
4. Устройство механической очистки внутренней полости штангового глубинного насоса по п. 1, отличающееся тем, что очищающие щетки выполнены из полиамидных волокон.
| Устройство для очистки внутренней поверхности трубопровода | 1990 |
|
SU1771834A1 |
| Устройство для очистки внутренней поверхности трубопровода | 1988 |
|
SU1574287A1 |
| Устройство для очистки и дефектоскопии внутренней поверхности трубопроводов | 1988 |
|
SU1627291A1 |
| ПОРШЕНЬ ОЧИСТНОЙ МАГНИТНЫЙ ДЛЯ ЧИСТКИ ТРУБ ГАЗОПРОВОДОВ | 1993 |
|
RU2097153C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННОСТИ ТРУБОПРОВОДА | 1998 |
|
RU2266794C2 |
| ВНУТРИТРУБНЫЙ ИНСПЕКЦИОННЫЙ СНАРЯД С УПРАВЛЯЕМОЙ СКОРОСТЬЮ ДВИЖЕНИЯ | 2005 |
|
RU2293612C2 |
| US 5532587 A1, 02.07.1996 | |||
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |

