Предлагаемое изобретение относится к способу изготовления содержащих рельефный рисунок (далее рельеф) пуансона и матрицы пресс-формы. Далее будет приведено описание, относящиеся к пресс-форме, хотя оно (описание) вполне применимо и к литьевым формам. Поскольку пресс-форма состоит из несколько деталей и основные из них пуансон и матрица, то в случае штамповки однотипных изделий, отличающихся лишь рельефом, целесообразно для снижения трудозатрат изготавливать сменные механически жестко фиксируемые или вставляемые в пуансон и в матрицу вкладыши с рельефной рабочей поверхностью, способ формирования которой описывается в данной заявке.
В качестве способа-аналога выбран широко известный способ изготовления никелевых вкладышей для штамповки грампластинок [описанный в Большой Советской Энциклопедии, третье издание, главный редактор A.M. Прохоров, издательство «Советская энциклопедия», 1972 г., т. 7, стр. 243-244].
Способ-аналог содержит следующие основные операции (описывается одна из последних реализованных технологий DMM (Direct Metal Mastering)) изготовления вкладышей:
• нарезают концентрические звуковые дорожки в слое аморфной меди, покрывающем идеально гладкую поверхность стального диска, с помощью специальной аппаратуры, преобразующей звуковые колебания в механические колебания резца;
• формируют при помощи гальванопластики с изготовленного на предыдущем этапе диска никелевые вкладыши, содержащие рельеф в виде негативного (когда звуковые дорожки выглядят, как выступы над поверхностью диска) отображения механической фонограммы.
Далее изготавливают на станках с числовым программным управлением (ЧПУ) остальные детали пресс-формы и производят высокотемпературную пайку в вакуумных печах по специальной технологии никелевых вкладышей к деталям пресс-формы (к пуансону и к матрице).
Поскольку записывающая на первом этапе аппаратура ориентирована на создание дорожек фонограммы в виде спирали Архимеда, то посредством способа-аналога могут быть изготовлены только специфические рельефы.
Для изготовления произвольных видов рельефа применяется фотолитография, как в способе-прототипе [описанном в работе: Генцелев А.Н., Дульцев Ф.Н., Кондратьев В.И., Лемзяков А. Г. Формирование толстых высокоаспектных резистивных масок методом контактной фотолитографии // Автометрия, 2018, №2, С. 20-29. Англоязычная версия: А.N. Gentselev, F.N. Dul’tsev, V.I. Kondrat’ev, A.G. Lemzyakov. Formation of Thick High-Aspect-Ratio Resistive Masks by the Contact Photolithography Method // Optoelectronics, Instrumentation and Data Processing, March 2018, Vol. 54, Issue 2, P. 127-134.], применяемом для изготовления вкладышей.
Способ-прототип содержит следующую последовательность операций:
• изготавливают из определенного металла или сплава плоскопараллельную заготовку вкладыша с полированной рабочей поверхностью;
• формируют на рабочей поверхности заготовки известным литографическим способом резистивную маску, толщина которой превышает высоту формируемого рельефа;
• производят формирование рельефа на рабочей поверхности заготовки путем плазмохимического травления металла через резистивную маску;
• производят удаление остатков резистивной маски (селективным жидкостным или плазмохимическим травлением).
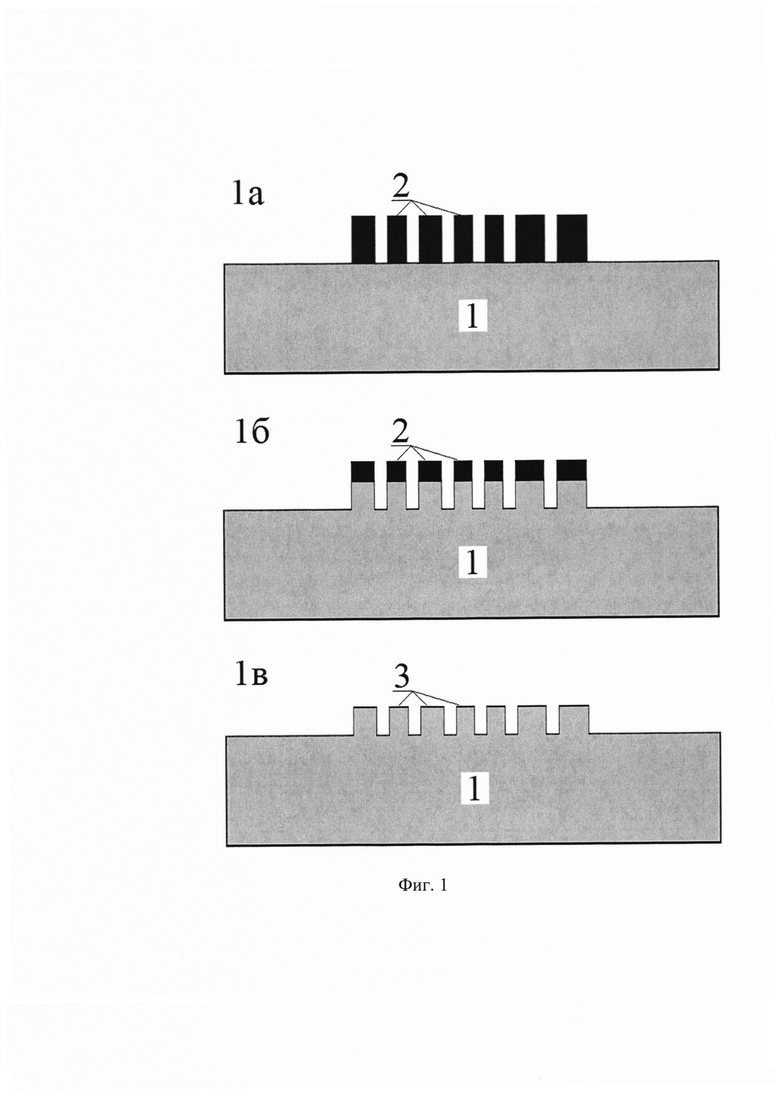
На фиг. 1 схематично проиллюстрирован способ-прототип изготовления вкладыша пресс-формы, где на первом этапе (см. фиг. 1а) на рабочей поверхности плоскопараллельной металлической заготовки вкладыша 1 формируют резистивную маску 2; на втором этапе (см. фиг. 1б) через резистивную маску 2 производят плазмохимическое травление металлической заготовки 1, создавая при этом элементы рельефа 3; на третьем этапе (см. фиг. 1в) удаляют остатки резистивной маски 2, после чего вкладыш готов к закреплению в пуансоне или матрице пресс-формы. Для обеспечения наглядности пропорции на данной, а также и на последующих схемах не соблюдены.
Данный способ обеспечивает точный перенос на поверхность металла топологического рисунка резистивной маски и получение рельефа заданной высоты с вертикальными боковыми стенками, однако, имеет ряд недостатков, а именно:
• резистивная маска, как правило, травится быстрее, чем металл заготовки вкладыша, что требует формирования толстой резистивной маски, толщина которой превышает высоту формируемого рельефа, в результате данное обстоятельство налагает ограничения как на геометрические размеры формируемой топологии, так и на высоту рельефа, а также на способ формирования резистивной маски;
• резист является диэлектриком, а, следовательно, не проводит электрический ток и сравнительно плохо проводит тепло, в результате данные характеристики резиста приводит к тому, что резистивная маска в процессе плазмохимического травления электрически заряжается (а это приводит к искажениям траекторий движения ионов), а также к тому, что ее верхний слой испытывает сильный нагрев (а это влечет за собой необходимость ведения травления в двухступенчатом режиме с чередованием стадий травления и охлаждения, и соответственно существенно удлиняет процесс травления);
• при формировании толстой резистивной маски (толщиной 100 мкм и более) возникают ограничения по литографическому разрешению на уровне единиц микрометров, что затрудняет изготовление элементов рельефа микронных и субмикронных размеров.
В предлагаемом способе изготовления вкладыша
данные недостатки практически полностью исключаются, поскольку толстая резистивная маска, применяемая в способе-прототипе, заменяется маской, выполненной из металла, скорость травления которого в специально подобранном составе плазмы существенно (на порядок и более) меньше по сравнению с металлом заготовки вкладыша. Металлическая маска в десятки и сотни раз тоньше резистивной маски, поэтому она хорошо проводит тепло и электрический ток (т.е. на ее поверхности не образуется связанных электрических зарядов, отклоняющих траектории потоков ионов, которые участвуют в процессе травления металла заготовки вкладыша). Такая металлическая маска формируется при помощи литографии, использующей тонкие резистивные слои и характеризующейся субмикронным разрешением, что позволяет изготавливать рельеф в том числе и субмикронных размеров.
Предлагаемый способ содержит следующую последовательность операций:
• изготавливают из определенного металла или сплава плоскопараллельную заготовку вкладыша с полированной рабочей поверхностью;
• формируют на рабочей поверхности заготовки с использованием известного литографического способа маску из металла, скорость травления которого в специально подобранном составе плазмы существенно меньше по сравнению с металлом заготовки вкладыша;
• производят формирование рельефа на рабочей поверхности заготовки путем плазмохимического травления металла заготовки вкладыша через сформированную на предыдущем этапе металлическую маску;
• производят (в случае необходимости) удаление остатков металлической маски, например, жидкостным селективным травлением;
• производят (в случае необходимости) нанесение антикоррозийного или антиадгезионного покрытий с целью улучшения эксплуатационных характеристик изготавливаемого вкладыша.
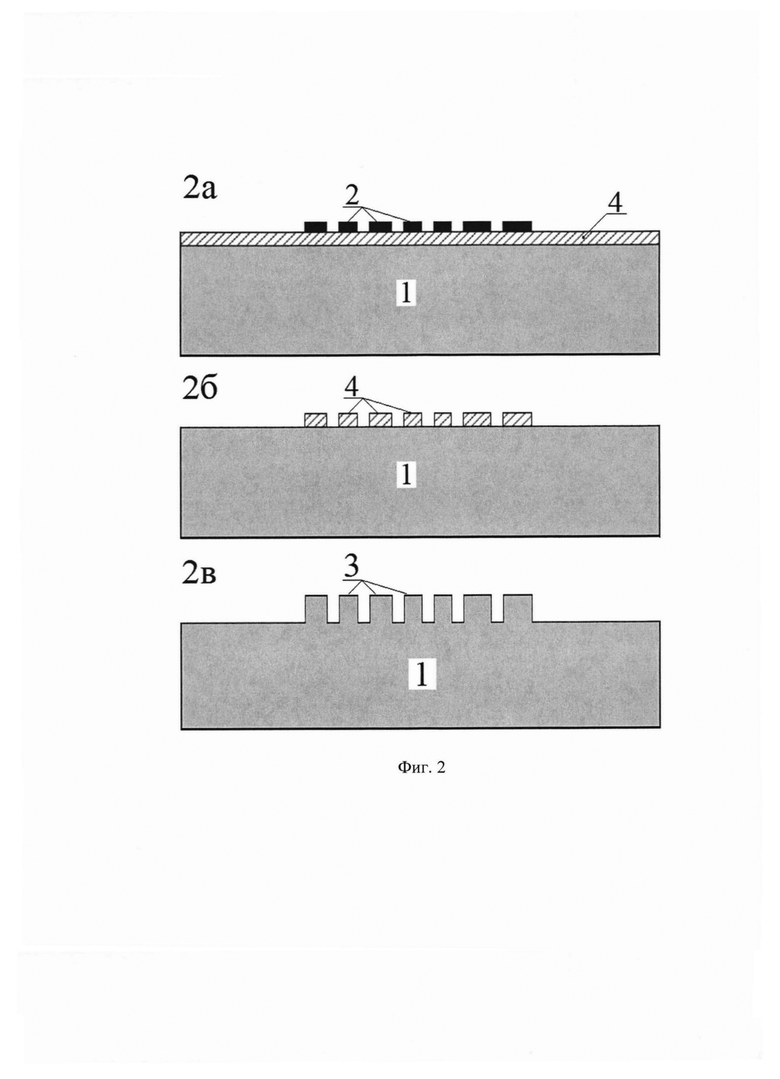
На фиг. 2 схематично проиллюстрирован предлагаемый способ изготовления вкладыша пресс-формы, где на первом этапе (см. фиг. 2а) поверх напыленного на рабочую поверхность металлической плоскопараллельной заготовки вкладыша 1 слоя 4 формируют резистивную маску 2; на втором этапе (см. фиг. 2б) через резистивную маску 2 выполняют жидкостное селективное травление металлического слоя 4 и удаляют остатки резистивной маски 2; на третьем этапе (см. фиг. 2в) производят плазмохимическое травление металла вкладыша 1 через маску, изготовленную из металлического слоя 4, создавая при этом элементы рельефа 3, а затем удаляют (при необходимости) остатки металлического маскирующего слоя 4, после чего вкладыш готов к закреплению в пуансоне или матрице пресс-формы.
Хотя металлический маскирующий слой можно сформировать разными способами в том числе и с помощью обратной (lift off) литографии, однако, с точки зрения достижения надлежащего уровня адгезии между этим слоем и рабочей поверхностью заготовки вкладыша предпочтительнее изготавливать его посредством предварительного магнетронного напыления слоя металла на заранее подготовленную рабочую поверхность заготовки (очищенную в том числе и путем высокотемпературного прогрева в вакууме, а, возможно, и с напылением на нее адгезивных металлических подслоев, например, из титана или хрома) с последующим формированием поверх напыленного металлического слоя резистивной маски, через которую производится его жидкостное или плазмохимическое селективное травление.
Ниже описан пример конкретного исполнения - изготовления вкладыша пресс-формы или литьевой формы из титана для формирования рельефа на поверхности пластин из полимерных материалов (пластмасс), например, микрофлюидной системы биочипа, поскольку такой подход их изготовления исключает активное воздействие на поверхность полимерного материала, приводящего к изменению его поверхностных свойств, как это имеет место в случаях использования иных технологий, таких как лазерная микрообработка, кислотное травление, ионно-реактивное травление и других.
На первом этапе изготавливается из титана плоскопараллельная заготовка диаметром ~40 мм и толщиной ~5 мм с полированной рабочей поверхностью. Затем на данную поверхность при помощи установки магнетронного напыления после предварительного прогрева до температуры ~450°С напыляется слой алюминия толщиной ~1 мкм. На следующем этапе поверх него наносится слой кислотостойкого резиста, например, серии SPR и с помощью контактной фотолитографии формируется резистивная маска, через которую производится селективное жидкостное травление алюминия, посредством известной кислотной смеси на основе ортофосфорной кислоты: 1-5% азотной кислоты (HNO3) (для окисления алюминия), 65-75% ортофосфорной кислоты (Н3РО4) (для растворения Al2O3), 5-10% уксусной кислоты (СН3СООН) (для смачивания и буферизации) и Н2О для регулирования скорости травления.
После удаления остатков резистивной маски путем растворения в диметилформамиде, заготовку со сформированным на ее рабочей поверхности топологическим рисунком из алюминия помещают на рабочий столик установки плазмохимического травления (например, Plasmalab 80) и производят травление титана ионами трихлорида бора (BCl3) и аргона (Ar) в следующем режиме: скорость подачи трихлорида бора ≈ 10 см3/мин; скорость подачи аргона ≈ 20 см3/мин; давление в рабочей камере Р ≈ 8 мТор, подводимые мощности: высокочастотного напряжения ≈ 100 Вт; индуктивно-связанной плазмы ≈ 600 Вт. При этом скорость травления титана составляла приблизительно ≈ 250 нм/мин, а скорость травления алюминия ≈ 0,5-1 нм/мин.
В ряде случаев возникает необходимость изготовления вкладышей из тугоплавких материалов таких как вольфрам (температура плавления Тпл ≈ 3410°С), тантал (Тпл ≈ 3000°С) и др. В этом случае последовательность операций подготовки заготовки к стадии плазмохимического травления остается прежней - такой же, как и в случае с вышеописанной подготовкой титановой заготовки, поскольку все эти металлы: титан, вольфрам и тантал достаточно стойки к воздействию кислот и кислотных смесей, не содержащих в своем составе фтор и его соединения.
Режимы плазмохимического травления могут несколько отличаться. Однако, в случае изготовления вкладыша из вольфрама (W) может быть использован тот же самый режим плазмохимического травления, что и описанный выше для титана. При этом скорость травления вольфрама приблизительно составит ≈ 120 нм/мин, а скорость травления алюминия ≈ 0,5-1 нм/мин.
В случае изготовления вкладыша из тантала (Та) может быть использован следующий режим плазмохимического травления: скорость подачи азида фтора (FN3) ≈ 30 см3/мин; скорость подачи аргона ≈ 10 см3/мин; давление в рабочей камере Р ≈ 10 мТор, подводимые мощности: высокочастотного напряжения ≈ 100 Вт; индуктивно-связанной плазмы ≈ 600 Вт. При этом скорость травления тантала приблизительно ≈ 120 нм/мин, а скорость травления алюминия ≈ 0,5-1 нм/мин.
Таким образом можно констатировать, что во всех выбранных режимах плазмохимического травления скорость травления металла заготовки вкладыша происходит более чем в сто раз быстрее по сравнению со скоростью травления маскирующего алюминиевого слоя, что гарантированно обеспечит создание рельефов высотой до ~60 мкм на заготовках из вольфрама и тантала и до ~120 мкм на заготовках из титана. Для изготовления более высоких рельефов необходимо увеличивать толщину маскирующего алюминиевого слоя.
Кроме того, данный способ позволяет при многоразовом применении литографии формировать многоуровневый ступенчатый рельеф, в случае реализации следующей последовательности технологических операций:
• изготавливают из определенного металла или сплава плоскопараллельную заготовку вкладыша с полированной рабочей поверхностью;
• формируют на рабочей поверхности заготовки известным литографическим способом маску из металла, скорость травления которого в специально подобранном составе плазмы существенно меньше по сравнению со скоростью травления металла заготовки вкладыша;
• производят плазмохимическое травление металла заготовки вкладыша через сформированную на предыдущем этапе металлическую маску на некоторую глубину (высоту первой ступеньки, если в конечном счете производить отсчет от новой «обниженной» в результате травления поверхности заготовки);
• затем наносят резист и формируют резистивную маску над участками рельефа, которые не травились ранее и не должны травиться при последующем плазмохимическом травлении, и через резистивную маску производят селективное жидкостное травление напыленного металлического слоя;
• удаляют остатки резистивной маски, в результате чего «обнажаются» (остаются без маскирующего покрытия) участки заготовки, которые травились плазмохимическим травлением в первый раз и которые будут травиться в процессе второй итерации;
• производят плазмохимическое травление металла заготовки вкладыша через металлическую маску на некоторую глубину (высоту второй ступеньки, если отсчитывать от новой «обниженной» в результате травления поверхности заготовки);
• производят нужное количество вышеописанных итераций по формированию ступенек многоуровневого рельефа;
• производят (в случае необходимости) удаление остатков металлической маски, например, жидкостным селективным травлением;
• производят (в случае необходимости) нанесение антикоррозийного или антиадгезионного покрытий с целью улучшения эксплуатационных характеристик изготавливаемого вкладыша.
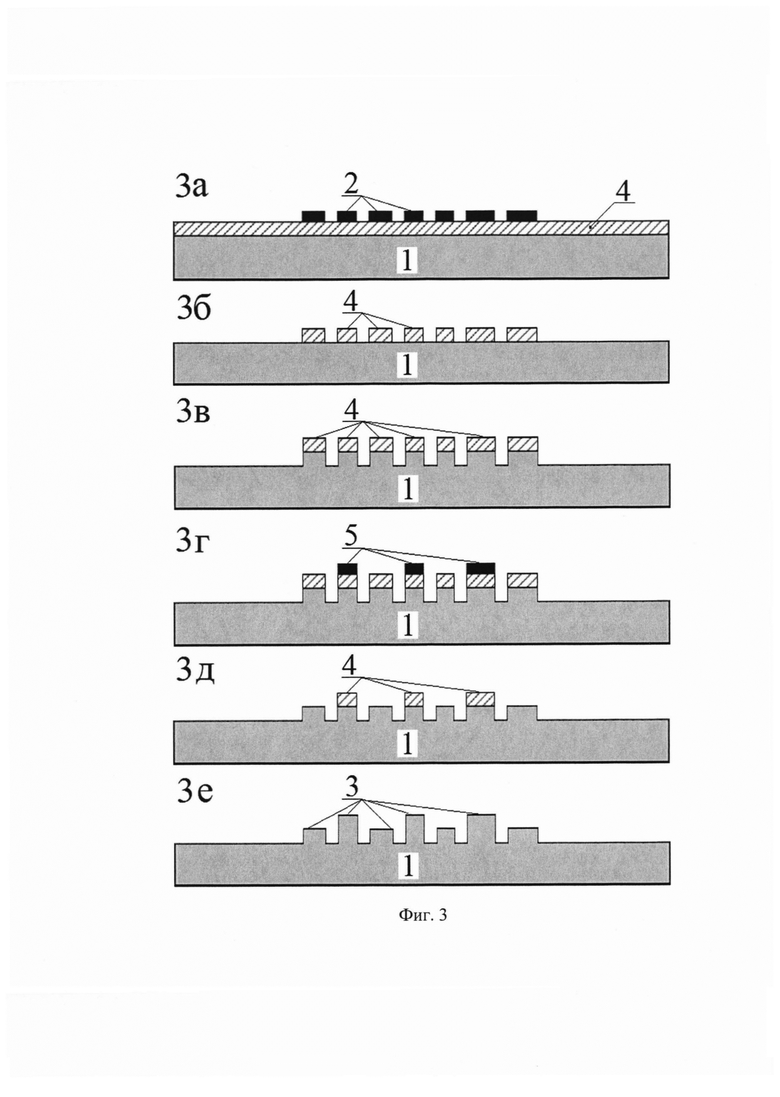
На фиг. 3 схематично проиллюстрирован предлагаемый способ изготовления вкладыша с многоуровневым ступенчатым рельефом, где на первом этапе (см. фиг 3а) поверх напыленного на рабочую поверхность металлической плоскопараллельной заготовки вкладыша 1 слоя 4 формируют резистивную маску 2; на втором этапе (см. фиг. 3б) через резистивную маску 2 выполняют жидкостное селективное травление металлического слоя 4 и удаляют остатки резистивной маски 2; на третьем этапе (см. фиг. 3в) производят плазмохимическое травление металла заготовки вкладыша 1 на некоторую глубину (высоту первой ступеньки) через металлический маскирующий слой 4; на четвертом этапе (см. фиг. 3г) любым литографическим способом формируют резистивную маску 5 таким образом, чтобы появилась возможность удалить металлический слой 4 над участками заготовки вкладыша, которые будут в итоговом рельефе иметь высоту первой ступеньки (при отсчете от уровня максимальной глубины травления), после чего (см. фиг. 3д) производят жидкостное селективное травление металлического слоя 4 через новую резистивную маску 5, удаление резистивной маски 5 и плазмохимическое травление заготовки вкладыша на некоторую глубину (высоту второй ступеньки). Итоговый вид вкладыша с двухуровневым рельефом (после удаления маскирующего металлического слоя 4) показан на фиг. 3е.
Хотя в приведенном примере описан способ изготовления двухуровневого рельефа, но данный способ позволяет изготавливать рельеф с любым (в разумных пределах) количеством уровней, поскольку их количество по сути ограничивается количеством итераций из повторяющихся операций, а именно: формирование резистивной маски, жидкостное селективное травление через нее вскрывшихся участков металлического слоя 4, удаление резистивной маски и плазмохимическое травление заготовки вкладыша на глубину очередной ступеньки. На последнем этапе удаляют (при необходимости) остатки металлического маскирующего слоя 4, после чего вкладыш готов к закреплению (к жесткой механической фиксации) в пуансоне или матрице пресс-формы.
При проведении многократных литографий следует иметь в виду, что если формируемая резистивная маска точно соответствует размерам ранее сформированного металлического маскирующего слоя, то при его жидкостном травлении будет происходить подтрав (т.е. уменьшение размеров элементов металлического маскирующего слоя в рабочей плоскости примерно на толщину слоя). Таким образом, многократная литография при такой ее реализации может привести к существенному изменению размеров элементов металлического маскирующего слоя. Чтобы этого не происходило необходимо при последующих литографиях резистивную маску, покрывающую (защищающую от травления) уже сформированные и не удаляемые на данной итерации элементы металлического маскирующего слоя, формировать с некоторым припуском (примерно 0,5 мкм на сторону, чтобы резистивная маска блокировала доступ кислотной смеси к боковым граням элементов слоя). Такой подход позволяет при многократных литографиях сохранять первоначальные размеры элементов металлического маскирующего слоя, сформированного на втором этапе.
Кроме того, следует отметить, что хотя многоуровневый рельеф в принципе можно изготавливать применяя способ-прототип и многократную глубокую литографию с точным совмещением, однако, это будет приводить к геометрическим искажениям рельефа из-за набега ошибки совмещения при многочисленных литографиях. В то время как в предлагаемом способе (при формировании на последующих литографиях защитных резистивных масок с припуском) искажения геометрических размеров рельефа удается избежать, поскольку сформированная на втором этапе металлическая маска остается до самого конца изготовления рельефа фиксированной на рабочей поверхности заготовки вкладыша и лишь уменьшается по площади при каждой последующей итерации (включающей литографию) для формирования очередной ступеньки (уровня) рельефа.
На фиг. 1 схематично проиллюстрирован способ-прототип изготовления вкладыша пресс-формы.
На фиг. 2 схематично проиллюстрирован предлагаемый способ изготовления вкладыша пресс-формы с одноуровневым рельефом.
На фиг. 3 схематично проиллюстрирован предлагаемый способ изготовления вкладыша пресс-формы с двухуровневым рельефом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кремниевого рентгеношаблона | 2019 |
|
RU2716858C1 |
| Способ изготовления самонесущего рентгеношаблона | 2019 |
|
RU2721172C1 |
| Способ изготовления рентгенолитографического шаблона | 2019 |
|
RU2704673C1 |
| Способ изготовления самонесущего рентгеношаблона | 2020 |
|
RU2759387C1 |
| Способ изготовления самонесущих металлических сеточных структур для селекции электромагнитного излучения | 2020 |
|
RU2764017C1 |
| Способ изготовления микрофлюидных биочипов | 2020 |
|
RU2773809C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГРАФИЧЕСКОЙ МАСКИ ДЛЯ LIGA-ТЕХНОЛОГИИ | 2007 |
|
RU2350996C1 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2469369C2 |
| Способ изготовления чувствительных элементов газовых датчиков | 2017 |
|
RU2650793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ T-ОБРАЗНОГО ГАЛЬВАНИЧЕСКОГО ЗАТВОРА В ВЫСОКОЧАСТОТНОМ ПОЛЕВОМ ТРАНЗИСТОРЕ | 2020 |
|
RU2746845C1 |
Изобретение относится к изготовлению вкладыша пресс-формы или литьевой формы и может быть использовано в массовом изготовлении штамповкой или литьем микрофлюидных биочипов из полимерных материалов. Предложенный способ включает подготовку плоскопараллельной металлической заготовки вкладыша с полированной рабочей поверхностью, формирование на ней посредством литографии топологического маскирующего слоя, последующее плазмохимическое травление и удаление остатков маскирующего слоя после операции плазмохимического травления на последнем этапе формирования рельефа. Маскирующий слой выполняют из алюминия, при этом плазмохимическое травление металла заготовки указанного вкладыша осуществляют более чем в сто раз быстрее по сравнению со скоростью травления маскирующего слоя. Формирование посредством литографии алюминиевого маскирующего слоя и последующее плазмохимическое травление через упомянутый маскирующий слой металла упомянутого вкладыша проводят с требуемым количеством итераций для формирования многоуровневого рельефа. В частных случаях осуществления изобретения на полированную рабочую поверхность плоскопараллельной металлической заготовки вкладыша предварительно до нанесения маскирующего слоя наносят методом магнетронного напыления металлические адгезионные подслои. Остатки алюминиевого маскирующего слоя оставляют до конца изготовления рельефа заготовки вкладыша. На сформированный рельеф наносят антикоррозийное или антиадгезионное покрытие для улучшения эксплуатационных характеристик изготавливаемого вкладыша. На второй и последующих итерациях после плазмохимического травления формируют резистивную маску с припуском во избежание многократного подтрава первоначально сформированного металлического маскирующего слоя. Обеспечивается возможность многократного использования литографии для изготовления многоуровнего рельефа в том числе субмикронных размеров. 4 з.п. ф-лы, 3 ил.
1. Способ изготовления вкладыша пресс-формы или литьевой формы, включающий подготовку плоскопараллельной металлической заготовки вкладыша с полированной рабочей поверхностью, формирование на ней посредством литографии топологического маскирующего слоя, последующее плазмохимическое травление и удаление остатков маскирующего слоя после операции плазмохимического травления на последнем этапе формирования рельефа, отличающийся тем, что маскирующий слой выполняют из алюминия, при этом плазмохимическое травление металла заготовки указанного вкладыша осуществляют более чем в сто раз быстрее по сравнению со скоростью травления маскирующего слоя, причем формирование посредством литографии алюминиевого маскирующего слоя и последующее плазмохимическое травление через упомянутый маскирующий слой металла упомянутого вкладыша проводят с требуемым количеством итераций для формирования многоуровневого рельефа.
2. Способ по п.1, отличающийся тем, что на полированную рабочую поверхность плоскопараллельной металлической заготовки вкладыша предварительно до нанесения маскирующего слоя наносят методом магнетронного напыления металлические адгезионные подслои.
3. Способ по п.1, отличающийся тем, что остатки алюминиевого маскирующего слоя оставляют до конца изготовления рельефа заготовки вкладыша.
4. Способ по п.1, отличающийся тем, что на сформированный рельеф наносят антикоррозийное или антиадгезионное покрытие для улучшения эксплуатационных характеристик изготавливаемого вкладыша.
5. Способ по п.1, отличающийся тем, что на второй и последующих итерациях после плазмохимического травления формируют резистивную маску с припуском во избежание многократного подтрава первоначально сформированного металлического маскирующего слоя.
| Генцелев А.Н | |||
| и др | |||
| Формирование толстых высокоаспектных резистивных масок методом контактной фотолитографии, Автометрия, 2018, т.54, N2, с.20-28 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА С Т-ОБРАЗНЫМ УПРАВЛЯЮЩИМ ЭЛЕКТРОДОМ СУБМИКРОННОЙ ДЛИНЫ | 2000 |
|
RU2192069C2 |
| ПЛАЗМОХИМИЧЕСКИЙ РЕАКТОР НИЗКОГО ДАВЛЕНИЯ ДЛЯ ТРАВЛЕНИЯ И ОСАЖДЕНИЯ МАТЕРИАЛОВ | 2005 |
|
RU2293796C2 |
| Способ приготовления лака | 1929 |
|
SU13765A1 |
| KR 20010021311 A, 15.03.2001 | |||
| KR 1020180063439 A, 12.06.2018. | |||

