Изобретение относится к конструктивному элементу установки для нанесения покрытия методом погружения в расплав, вступающему при эксплуатации установки для нанесения покрытия методом погружения в расплав в непосредственный контакт с погружной ванной с расплавленным металлом и содержащему металлическую основную часть.
Изобретение относится, кроме того, к способу изготовления такого конструктивного элемента, в частности направляющего ролика или отклоняющего ролика или, соответственно, стабилизирующего ролика (роликов) установки для нанесения покрытия методом погружения в расплав, вступающего при эксплуатации такой установки в непосредственный контакт с погружной ванной с расплавленным металлом и содержащего металлический основной корпус.
В металлургической для производства стали известны различные способы нанесения металлического покрытия на металлическую заготовку, например, на полосу металла. Одним из таких способов нанесения покрытия является метод погружения в расплав, при котором заготовку из металла, плавящегося при более высокой температуре, или из более тугоплавкого сплава полностью окунают в расплавную погружную ванну с плавящимся при более низкой температуре металлом или с менее тугоплавким сплавом. При выводе заготовки из расплавной погружной ванны жидкий металл или жидкий сплав из ванны прилипает к заготовке и при снижении температуры образует твердое металлическое покрытие. Погружение в расплав применяется, например, для алюминирования и для оцинковывания заготовок, что известно как горячее алюминирование или, соответственно, горячее цинкование. При этом методе заготовку в форме ленты протягивают через сосуд, содержащий погружную ванну, причем ванна содержит алюминий или, соответственно, цинк в расплавленном виде. Заготовку в форме ленты направляют посредством роликов, из которых по меньшей мере один ролик, например, отклоняющий ролик, полностью погружен в погружную ванну. Таким образом, в процессе эксплуатации установки для нанесения покрытия методом погружения такой ролик для проведения ленточной заготовки через погружную ванну подвергается значительным тепловым нагрузкам и коррозионному воздействию.
Чтобы сделать такой ролик установки для нанесения покрытия методом погружения более устойчивым к различным воздействиям и более долговечным, известна, например, из JP Н06 228 724 А, возможность снабжения покрытием роликового участка основной части ролика, содержащего, кроме того, две соединенные с роликовым участком осевые опорные цапфы, расположенные соосно с роликовым участком. Аналогичные решения известны, например, также из ЕР 0 245 862 А1, ЕР 0 927 774 А1, ЕР 2 743 367 А1 и ЕР 2 145 845 А1.
Задача изобретения состоит в увеличении срока службы такого конструктивного элемента, предназначенного для установки для нанесения покрытия методом погружения, который в процессе эксплуатации установки для нанесения покрытия методом погружения вступает в непосредственный контакт с погружной ванной с расплавленным металлом.
Эта задача решена независимыми пунктами формулы изобретения. Предпочтительные варианты осуществления указаны, в частности, в зависимых пунктах формулы изобретения, каждый из которых, в отдельности или в различных сочетаниях с другими, может представлять определенный аспект изобретения.
Конструктивный элемент согласно изобретению установки для нанесения покрытия методом погружения, который в процессе эксплуатации установки для нанесения покрытия методом погружения вступает в непосредственный контакт с погружной ванной с жидким металлом, включает в себя металлическую основную часть, причем по меньшей мере один участок поверхности основной части снабжен трехслойным покрытием, содержащим расположенный на участке его поверхности коррозионностойкий слой с хорошей адгезией к подложке (далее - адгезивный слой), расположенный на адгезивном слое предохранительный слой и расположенный на предохранительном слое керамический покрывающий слой.
Согласно изобретению на металлической основной части конструктивного элемента находится специальное трехслойное покрытие, причем свойства отдельных слоев покрытия оптимальным образом приспособлены к соответствующему случаю применения. При этом, в частности, металлический адгезивный слой, расположенный непосредственно на основной части, служит для того, чтобы долговечно соединять металлический предохранительный слой с основной частью. Кроме того, благодаря коррозионной устойчивости, в частности устойчивости к окислению, адгезивного слоя основная часть защищена от коррозии или, соответственно, от окисления. Металлический предохранительный слой представляет собой непроницаемый для химических реагентов слой, который также препятствует попаданию химических реагентов к основной части конструктивного элемента. Керамический покрывающий слой очень устойчив к температурным воздействиям. Кроме того, керамический покрывающий слой предотвращает прилипание или, соответственно, припекание, например, частиц шлака к конструктивному элементу. В результате этого повышается качество заготовки, покрываемой в установке для нанесения покрытия методом погружения, так как никакие отпечатки или погрешности поверхности конструктивного элемента не переносятся на направляемую с его помощью заготовку. В то же время трехслойное покрытие согласно изобретению повышает срок службы конструктивного элемента в погружной ванне, что влечет за собой положительный эффект в отношении расходов по содержанию, сокращение времени простоя и улучшение эксплуатационной готовности. Кроме того, возможно изготовление основной части из более экономичного материала по сравнению с соответствующими обычными конструктивными элементами, так как трехслойное покрытие согласно изобретению в значительной степени защищает основную часть от износа.
Конструктивный элемент согласно изобретению применяется в погружных ваннах с различными металлическими расплавами. Металлические расплавы могут представлять собой, например, расплавы из различных сплавов цинка с добавками, например, алюминия, железа, магния, никеля, кремния, хрома и/или редкоземельных элементов. В альтернативном случае металлические расплавы могут представлять собой расплавы из различных алюминиевых сплавов с добавками, например, железа, кремния, никеля, магния, олова и/или хрома. Дальнейшие возможные альтернативы - металлические расплавы из различных сплавов на основе латуни, олова или меди с соответствующими добавками.
Возможно производство конструктивного элемента согласно изобретению в ходе нового изготовления. Альтернативно оно возможно посредством доработки уже имеющегося конструктивного элемента, путем последующего дополнительного нанесения на него согласно изобретению трехслойного покрытия.
Согласно предпочтительному варианту осуществления адгезивный слой выполнен по меньшей мере частично из базового сплава на основе железа, никеля, кобальта или никель-кобальта. В частности, адгезивный слой может быть по меньшей мере частично выполнен из базового сплава MCrAlY, в котором базовым элементом М является железо, никель или кобальт. Возможная толщина адгезивного слоя находится в пределах от 20 мкм до 300 мкм, предпочтительно от 50 мкм до 200 мкм, особенно предпочтительно от 80 мкм до 120 мкм.
Согласно еще одному предпочтительному варианту осуществления предохранительный слой по меньшей мере частично выполнен из переходного металла или сплава переходных металлов. В частности, возможен предохранительный слой, выполненный по меньшей мере частично из молибдена, из содержащего молибден сплава или из карбида молибдена. Возможная толщина предохранительного слоя находится в пределах от 100 мкм до 500 мкм, предпочтительно от 150 мкм до 400 мкм, особенно предпочтительно от 200 мкм до 300 мкм.
Согласно еще одному предпочтительному варианту осуществления покрывающий слой по меньшей мере частично выполнен из оксидной керамики, чистой или с добавлением редкоземельных элементов. В частности, покрывающий слой может быть выполнен по меньшей мере частично из оксида циркония с добавлением иттрия. Возможная толщина покрывающего слоя находится в пределах от 100 мкм до 500 мкм, предпочтительно от 150 мкм до 400 мкм, особенно предпочтительно от 200 мкм до 250 мкм.
Согласно еще одному предпочтительному варианту осуществления конструктивный элемент выполнен в виде ролика для направления полосы металла, предназначенной для нанесения покрытия, проводимой через погружную ванну или для отклонения такой полосы. При этом конструктивный элемент полностью погружен в погружную ванну.
Согласно еще одному предпочтительному варианту осуществления основная часть включает в себя роликовый участок и две соединенные с ним осевые опорные цапфы, расположенные соосно с роликовым участком, причем поверхности каждой из опорных цапф по меньшей мере частично снабжены трехслойным покрытием, причем окружная поверхность основной части ролика снабжена металлическим защитным слоем. При этом само трехслойное покрытие согласно изобретению оказывает защитное воздействие на опорные цапфы, вследствие чего для каждой опорной цапфы существенно минимизируется износ в узле подшипника и опорной цапфы. Возможно по меньшей мере частичное выполнение металлического защитного слоя из молибдена, из содержащего молибден сплава или из карбида молибдена.
Согласно еще одному предпочтительному варианту осуществления основная часть включает в себя роликовый участок и две соединенные с ним осевые опорные цапфы, расположенные соосно с роликовым участком, причем на каждую из опорных цапф помещена металлическая втулка. В результате этого продлевается срок службы опорных цапф. Возможно выполнение металлических втулок из углеродистой стали, например С45, С60 или С70, или из цементируемой стали / термически улучшенной стали, например 42СrМо4. Такие металлические втулки выгодны, в частности, при использовании конструктивного элемента в форме ролика в сплавах, богатых алюминием. Возможно нанесение трехслойного покрытия согласно изобретению на металлические втулки. Дополнительно возможно также нанесение трехслойного покрытия согласно изобретению на роликовый участок. Альтернативно возможно нанесение трехслойного покрытия согласно изобретению либо на роликовый участок, либо на металлические втулки.
Способ согласно изобретению изготовления конструктивного элемента, в частности, направляющего или отклоняющего ролика, установки для нанесения покрытия методом погружения, который в процессе эксплуатации установки для нанесения покрытия методом погружения в расплав вступает в непосредственный контакт с погружной ванной с жидким металлом, включает в себя следующие операции:
- обеспечение металлической основной части;
- нанесение коррозионностойкого адгезивного слоя по меньшей мере на один участок поверхности основной части;
- нанесение предохранительного слоя на адгезивный слой и
- нанесение керамического покрывающего слоя на предохранительный слой.
Указанные выше преимущества, относящиеся к конструктивному элементу, соответствующим образом связаны со способом. В частности, возможно изготовление конструктивного элемента согласно одному из указанных выше вариантов осуществления или согласно любому сочетанию по меньшей мере двух из этих вариантов осуществления с применением способа согласно изобретению.
Согласно предпочтительному варианту осуществления адгезивный слой и предохранительный слой наносят соответственно методом термического напыления или методом кинетического напыления. При этом нанесение адгезивного слоя возможно посредством напыления напыляемого материала, содержащего базовый сплав на основе железа, никеля, кобальта или никель-кобальта, в частности, из базового сплава MCrAlY, в котором базовым элементом М является железо, никель или кобальт. Кроме того, возможно нанесение адгезивного слоя, имеющего толщину в пределах от 20 мкм до 300 мкм, предпочтительно от 50 мкм до 200 мкм, особенно предпочтительно от 80 мкм до 120 мкм. Нанесение предохранительного слоя возможно посредством термического или кинетического напыления напыляемого материала, содержащего переходный металл, в частности, молибден, или сплав из переходных металлов, в частности, молибденовый сплав или карбид молибдена. В частности, возможно нанесение предохранительного слоя, имеющего толщину в пределах от 100 мкм до 500 мкм, предпочтительно от 150 мкм до 400 мкм, особенно предпочтительно от 200 мкм до 300 мкм.
Согласно еще одному предпочтительному варианту осуществления покрывающий слой наносят посредством термического напыления. При этом возможно нанесение покрывающего слоя термическим напылением напыляемого материала, содержащего металлокерамику, чистую или с примесями редкоземельных элементов, в частности, оксида циркония с добавлением иттрия. В частности, возможно нанесение покрывающего слоя, имеющего толщину в пределах от 100 мкм до 500 мкм, предпочтительно от 150 мкм до 400 мкм, особенно предпочтительно от 200 мкм до 250 мкм.
Согласно еще одному предпочтительному варианту осуществления обеспечивают основную часть с роликовым участком и двумя соединенными с ним осевыми опорными цапфами, расположенными соосно с роликовым участком, причем поверхности каждой из опорных цапф по меньшей мере частично снабжают трехслойным покрытием, причем окружную поверхность основной части ролика снабжают металлическим защитным слоем. С этим вариантом осуществления способа соответствующим образом связаны преимущества, указанные выше со ссылкой на соответствующий вариант осуществления конструктивного элемента. Возможно изготовление металлического защитного слоя по меньшей мере частично из молибдена, из содержащего молибден сплава или из карбида молибдена.
Согласно еще одному предпочтительному варианту осуществления обеспечивают основную часть с роликовым участком и двумя соединенными с ним осевыми опорными цапфами, расположенными соосно с роликовым участком, причем на каждую из опорных цапф помещают металлическую втулку. С этим вариантом осуществления способа соответствующим образом связаны преимущества, указанные выше со ссылкой на соответствующий вариант осуществления конструктивного элемента.
Ниже изобретение разъясняется на примерах, основанных на предпочтительных вариантах исполнения, со ссылкой на прилагаемые фигуры, причем разъясненные ниже признаки как по отдельности, так и в различных сочетаниях друг с другом могут представлять определенные аспекты изобретения. На фигурах показаны:
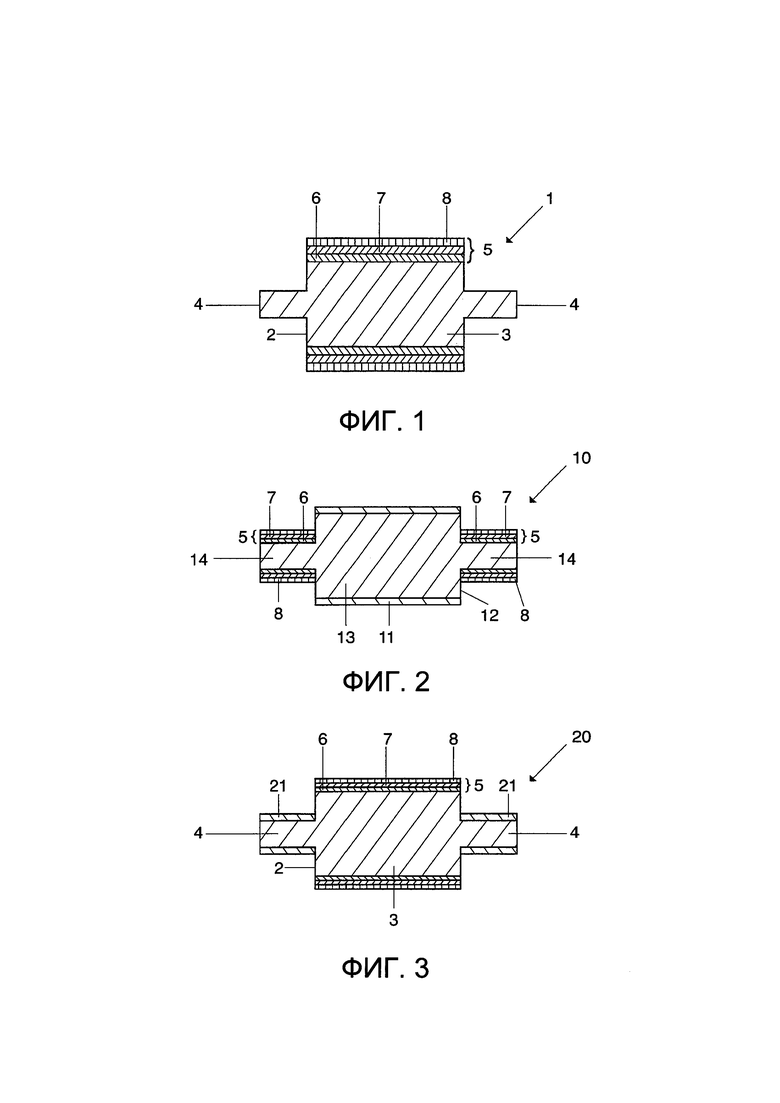
фигура 1 - схематичное изображение варианта осуществления конструктивного элемента согласно изобретению, имеющего форму ролика, в продольном разрезе;
фигура 2 - схематичное изображение еще одного варианта осуществления конструктивного элемента согласно изобретению, имеющего форму ролика, в продольном разрезе; и
фигура 3 - схематичное изображение еще одного варианта осуществления для конструктивного элемента согласно изобретению, имеющего форму ролика, в продольном разрезе.
На фигуре 1 показано схематичное изображение в продольном разрезе варианта осуществления конструктивного элемента 1 согласно изобретению для не показанной установки для нанесения покрытия методом погружения в расплав, причем в процессе эксплуатации установки для нанесения покрытия методом погружения в расплав конструктивный элемент 1 входит в непосредственный контакт с погружной ванной с жидким металлом. Конструктивный элемент 1 выполнен в виде ролика для проведения полосы металла, предназначенной для нанесения покрытия, через погружную ванну или для отклонения такой полосы.
Конструктивный элемент 1 включает в себя металлическую основную часть 2, которая содержит роликовый участок 3 и две соединенные с ним осевые опорные цапфы 4, расположенные соосно с роликовым участком 3. Роликовый участок 3 основной части 2 снабжен трехслойным покрытием 5, содержащим расположенный на участке его поверхности, образованном роликовым участком 3, коррозионностойкий адгезивный слой 6, расположенный на адгезивном слое 6 предохранительный слой 7 и расположенный на предохранительном слое 7 керамический покрывающий слой 8. Адгезивный слой 6 выполнен по меньшей мере частично из базового сплава на основе железа, никеля, кобальта или никель-кобальта. Предохранительный слой 7 выполнен по меньшей мере частично из переходного металла или сплава переходных металлов. Покрывающий слой 8 выполнен по меньшей мере частично из оксидной керамики, чистой или с добавлением редкоземельных элементов.
На фигуре 2 показано схематичное изображение в продольном разрезе еще одного варианта осуществления конструктивного элемента 10 согласно изобретению для не показанной установки для нанесения покрытия методом погружения в расплав, причем конструктивный элемент 10 в процессе эксплуатации установки для нанесения покрытия методом погружения в расплав вступает в непосредственный контакт с погружной ванной с жидким металлом. Конструктивный элемент 10 выполнен в виде ролика для направления полосы металла, предназначенной для нанесения покрытия, через погружную ванну или для отклонения такой полосы.
Конструктивный элемент 10 включает в себя металлическую основную часть 12, которая содержит роликовый участок 13 и две соединенные с ним осевые опорные цапфы 14, расположенные соосно с роликовым участком 13. Поверхности каждой из опорных цапф 14 снабжены трехслойным покрытием 5, содержащим расположенный непосредственно на участке поверхности, образованном роликовым участком 13, коррозионностойкий адгезивный слой 6, расположенный адгезивном слое 6 предохранительный слой 7 и расположенный на предохранительном слое 7 керамический покрывающий слой 8. Адгезивный слой 6 выполнен по меньшей мере частично из базового сплава на основе железа, никеля, кобальта или никель-кобальта. Предохранительный слой 7 выполнен по меньшей мере частично из переходного металла или из сплава переходных металлов. Покрывающий слой 8 выполнен по меньшей мере частично из оксидной керамики, чистой или с добавлением редкоземельных элементов. Окружная поверхность роликового участка 13 снабжена металлическим защитным слоем 11, который выполнен по меньшей мере частично из молибдена, из содержащего молибден сплава или из карбида молибдена.
На фигуре 3 показано схематичное изображение в продольном разрезе еще одного варианта осуществления конструктивного элемента 20 согласно изобретению для не показанной установки для нанесения покрытия методом погружения в расплав, причем конструктивный элемент 20 в процессе эксплуатации установки для нанесения покрытия методом погружения в расплав вступает в непосредственный контакт с погружной ванной с жидким металлом. Конструктивный элемент 20 выполнен в виде ролика для направления полосы металла, предназначенной для нанесения покрытия, через погружную ванну или для отклонения такой полосы.
Конструктивный элемент 20 отличается от варианта осуществления, показанного на фигуре 1, тем, что на каждую из опорных цапф 4 помещена металлическая втулка 21. Возможно выполнение металлических втулок из углеродистой стали, например С45, С60 или С70, или из цементируемой стали / термически улучшенной стали, например 42СrМо4. В остальном, во избежание повторений, делается ссылка на вышеприведенное описание к фигуре 1.
Перечень условных обозначений
1 конструктивный элемент
2 основная часть
3 роликовый участок
4 опорные цапфы
5 трехслойное покрытие
6 адгезивный слой
7 предохранительный слой
8 покрывающий слой
10 конструктивный элемент
11 металлический защитный слой
12 основная часть
13 роликовый участок
14 опорные цапфы
20 конструктивный элемент
21 металлическая втулка
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДШИПНИКОВЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2329415C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПУТЕМ ПОГРУЖЕНИЯ В РАСПЛАВ | 2008 |
|
RU2413032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ИЗ СТАЛИ ГОРЯЧИМ ФОРМОВАНИЕМ | 2013 |
|
RU2612478C2 |
| ОПОРА ДЛЯ РОЛИКА | 2008 |
|
RU2420606C1 |
| СТАЛЬНАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2788071C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОМЫВКИ ПЕРЕЛИВНОЙ КАМЕРЫ НА РАСПОЛОЖЕННОМ СО СТОРОНЫ ВАННЫ КОНЦЕ ХОБОТА УСТРОЙСТВА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2019 |
|
RU2779077C1 |
| САМОСМАЗЫВАЮЩЕЕСЯ ЭЛЕКТРОЛИТИЧЕСКИ ОСАЖДЕННОЕ ФОСФАТИРУЮЩЕЕ ПОКРЫТИЕ | 2017 |
|
RU2702521C1 |
| МАТЕРИАЛ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛИ, ОТ КОРРОЗИИ И/ИЛИ ОКАЛИНООБРАЗОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛЫ, МЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ | 2006 |
|
RU2425853C2 |
| ЧУГУННАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2834087C1 |
| АНТИФРИКЦИОННЫЙ СЛОЙ ДЛЯ ОПОРНОГО ЭЛЕМЕНТА | 2007 |
|
RU2361128C2 |
Изобретение относится к конструктивному элементу (1, 10, 20) для установки для нанесения покрытия методом погружения в расплав, который в процессе ее эксплуатации вступает в непосредственный контакт с погружной ванной с жидким металлом. Конструктивный элемент (1, 10, 20) содержит металлическую основную часть (2, 12), и по меньшей мере участок поверхности основной части (2, 12) снабжен трехслойным покрытием (5). Покрытие содержит расположенный непосредственно на указанном участке поверхности коррозионно-стойкий адгезивный слой (6), выполненный по меньшей мере частично из базового сплава на основе железа или никеля, расположенный на адгезивном слое (6) предохранительный слой (7), выполненный по меньшей мере частично из молибдена, из содержащего молибден сплава или из карбида молибдена, и расположенный на предохранительном слое (7) керамический покрывающий слой (8), выполненный по меньшей мере частично из оксидной керамики с добавлением редкоземельных элементов. Техническим результатом является повышение срока службы конструктивного элемента в погружной ванне и повышение качества заготовки, покрываемой в упомянутой установке, содержащей заявленный конструктивный элемент, так как никакие отпечатки или погрешности поверхности конструктивного элемента не переносятся на направляемую с его помощью заготовку. 2 н. и 9 з.п. ф-лы, 3 ил.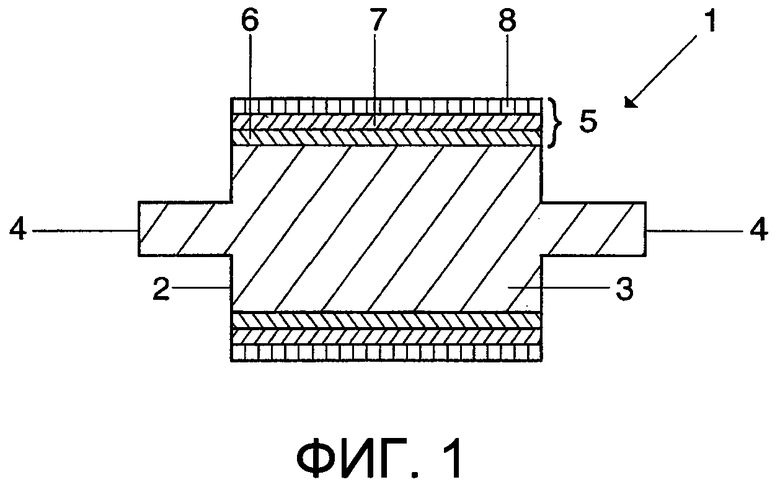
1. Конструктивный элемент (1, 10, 20) установки для нанесения покрытия методом погружения в расплав, который в процессе эксплуатации установки для нанесения покрытия методом погружения в расплав вступает в непосредственный контакт с погружной ванной с жидким металлом и который содержит металлическую основную часть (2, 12),
причем по меньшей мере участок поверхности основной части (2, 12) снабжен трехслойным покрытием (5),
отличающийся тем, что указанное покрытие (5) содержит
расположенный непосредственно на указанном участке поверхности коррозионно-стойкий адгезивный слой (6), выполненный по меньшей мере частично из базового сплава на основе железа или никеля,
расположенный на адгезивном слое (6) предохранительный слой (7), выполненный по меньшей мере частично из молибдена, из содержащего молибден сплава или из карбида молибдена, и
расположенный на предохранительном слое (7) керамический покрывающий слой (8), выполненный по меньшей мере частично из оксидной керамики с добавлением редкоземельных элементов.
2. Конструктивный элемент (1, 10, 20) по п. 1, отличающийся тем, что адгезивный слой (6) выполнен по меньшей мере частично из базового сплава MCrAlY, в котором базовым элементом М является железо или никель.
3. Конструктивный элемент (1, 10, 20) по п. 1 или 2, отличающийся тем, что покрывающий слой (8) выполнен по меньшей мере частично из оксида циркония с добавлением иттрия.
4. Конструктивный элемент (1, 10, 20) по одному из пп. 1-3, отличающийся тем, что он выполнен в виде ролика для направления полосы металла, предназначенной для нанесения покрытия, проводимой через погружную ванну, или для отклонения такой полосы.
5. Конструктивный элемент (10) по п. 4, отличающийся тем, что основная часть (12) содержит роликовый участок (13) и две соединенные с ним осевые опорные цапфы (14), расположенные соосно с роликовым участком (13),
причем поверхности каждой из опорных цапф (14) по меньшей мере частично снабжены трехслойным покрытием (5), а окружная поверхность роликового участка (13) снабжена металлическим защитным слоем (11).
6. Конструктивный элемент (20) по п. 4, отличающийся тем, что основная часть (2) содержит роликовый участок (3) и две соединенные с ним осевые опорные цапфы (4), расположенные соосно с роликовым участком (3), причем на каждую из опорных цапф (4) помещена металлическая втулка (21).
7. Способ изготовления конструктивного элемента (1, 10, 20), в частности направляющего или отклоняющего ролика, для установки для нанесения покрытия методом погружения в расплав, который в процессе эксплуатации установки для нанесения покрытия методом погружения в расплав вступает в непосредственный контакт с погружной ванной с жидким металлом, включающий следующие операции:
- обеспечение металлической основной части (2, 12);
- нанесение коррозионно-стойкого адгезивного слоя (6), выполненного по меньшей мере частично из базового сплава на основе железа или никеля по меньшей мере на один участок поверхности основной части (2, 12);
- нанесение предохранительного слоя (7), выполненного по меньшей мере частично из молибдена, из содержащего молибден сплава или из карбида молибдена, на адгезивный слой (6) и
- нанесение керамического покрывающего слоя (8), выполненного по меньшей мере частично из оксидной керамики с добавлением редкоземельных элементов, на предохранительный слой (7).
8. Способ по п. 7, отличающийся тем, что адгезивный слой (6) и предохранительный слой (7) наносят соответственно методами термического или кинетического напыления.
9. Способ по п. 7 или 8, отличающийся тем, что покрывающий слой (8) наносят методом термического напыления.
10. Способ по одному из пп. 7-9, отличающийся тем, что обеспечивают основную часть (12) с роликовым участком (13) и двумя соединенными с ним осевыми опорными цапфами (14), расположенными соосно с роликовым участком (13),
причем поверхности каждой из опорных цапф (14) по меньшей мере частично снабжают трехслойным покрытием (5), а окружную поверхность роликового участка (13) снабжают металлическим защитным слоем (11).
11. Способ по одному из пп. 7-9, отличающийся тем, что обеспечивают основную часть (2) с роликовым участком (3) и двумя соединенными с ним осевыми опорными цапфами (4), расположенными соосно с роликовым участком (3),
причем на каждую из опорных цапф (4) помещают металлическую втулку (21).
| Формирователь трапецеидальных симметричных импульсов | 1978 |
|
SU712939A1 |
| US 2002119343 A1, 29.08.2002 | |||
| JP 3129648 B2, 31.01.2001 | |||
| СИСТЕМА ТОПЛИВОПИТАНИЯ | 1977 |
|
SU687746A1 |
| DE 19730682 A1, 21.01.1999 | |||
| RU 2008118511 A, 20.11.2009. | |||

