Изобретение относится к способу промывки переливной камеры на расположенном со стороны ванны конце хобота устройства для нанесения покрытия на металлическую полосу погружением в металлический расплав. Кроме того, настоящее изобретение относится к указанному устройству для нанесения покрытия погружением в расплав с необходимыми компонентами для осуществления указанного способа.
US 2004/052959 А1 раскрывает устройство по независимому пункту 3 формулы изобретения на устройство без подъемного устройства для хобота.
Европейская патентная публикация ЕР 2989226 В1, являющаяся аналогом DE 10 2013104267 В3, раскрывает устройство для непрерывного нанесения покрытия на металлическую полосу погружением в расплав. Указанное устройство содержит резервуар с металлическим расплавом для пропускания металлической полосы и хобот для пропускания металлической полосы в атмосфере защитного газа после ее выхода из металлического расплава. На своем конце, расположенном со стороны ванны, хобот содержит по меньшей мере одну переливную камеру для приема загрязнений с поверхности металлического расплава вблизи свежепокрытой металлической полосы. Кроме того, указанное устройство содержит подъемное устройство для извлечения хобота из металлического расплава и/или погружения хобота в металлический расплав. Наконец, указанное устройство содержит всасывающий насос для предпочтительно непрерывного отсасывания загрязнений из переливной камеры. Кроме того, переливная камера содержит по меньшей мере одно проходное отверстие, также называемое промывочным отверстием, через которое из ванны расплава в сливную камеру может течь жидкий металлический расплав, который затем с помощью всасывающего насоса непрерывно отсасывается из переливной камеры. Благодаря поддержанию промывочного потока в переливной камере надежным образом обеспечивается то, что шлаки или, соответственно, загрязнения могут непрерывно выводиться из хобота, поскольку в результате постоянной подачи жидкого металлического расплава сохраняется "мягкая" консистенция шлака, и в хоботе в максимально возможной степени устраняются отложения, так называемые налипания. Без достаточной подачи жидкого металлического расплава частицы шлака, плавающие в хоботе на поверхности ванны расплава, соединялись бы друг с другом в виде агломерации. Хобот, раскрытый в ЕР 2989226 В1, может поворачиваться и раздвигаться без помех выводу шлака. Наконец, устройство, раскрытое в указанной патентной публикации, имеет управляющее и регулирующее устройство для управления всасывающим насосом в зависимости от разности высот между зеркалом ванны и переливной кромкой переливной камеры.
Процесс промывки, известный из уровня техники, имеет недостаток, заключающийся в том, что он может быть использован только тогда, когда хобот со своей переливной камерой погружен в металлический расплав.
Исходя из указанного уровня техники, в основе изобретения лежит задача усовершенствования предлагаемого изобретением способа промывки переливной камеры и устройства для нанесения покрытия на металлическую полосу погружением в расплав для осуществления предлагаемого изобретением способа таким образом, что процесс промывки может быть продолжен также после извлечения хобота из расплава.
Эта задача решается благодаря способу, заявленному в пункте 1 формулы изобретения. Таким образом, способ предусматривает, что хобот с переливной камерой извлекают из ванны расплава по меньшей мере настолько, что расплав не может течь через переливную кромку внутри хобота в переливную камеру, а промывочный циркуляционный контур реализуют также при извлеченном из расплава хоботе посредством подачи расплава из ванны расплава в переливную камеру с помощью перекачивающего насоса.
В частности при окончании процесса нанесения покрытия, например, на переходе между двумя покрываемыми металлическими полосами, или с целью технического обслуживания иногда требуется извлечение хобота из ванны расплава. В таких ситуациях предлагаемый изобретением способ обеспечивает то преимущество, что процесс промывки переливных камер не требуется прерывать, и он может непрерывно поддерживаться до тех пор, пока переливной хобот снова не будет погружен в расплав. Непрерывное продолжение процесса промывки переливной камеры также вне расплава обеспечивает то преимущество, что камеры могут продолжать очищаться также в указанной ситуации, например, чтобы предотвратить налипания и сухой ход всасывающего насоса.
Согласно первому примеру осуществления изобретения предлагаемый изобретением способ также предусматривает, что уровень расплава в переливной камере регулируют до достижения заданного требуемого уровня также при извлеченном из расплава хоботе посредством соответствующего изменения производительности всасывающего насоса и/или перекачивающего насоса.
Указанная выше задача решается также благодаря устройству для нанесения покрытия на металлическую полосу погружением в расплав с перекачивающим насосом для осуществления предлагаемого изобретением способа. Преимущества указанного устройства соответствуют преимуществам, указанным выше в отношении заявленного способа.
Другие предпочтительные варианты осуществления устройства заявлены в зависимых пунктах формулы изобретения.
К описанию приложен единственный чертеж, на котором показано предлагаемое изобретением устройство для осуществления предлагаемого изобретением способа.
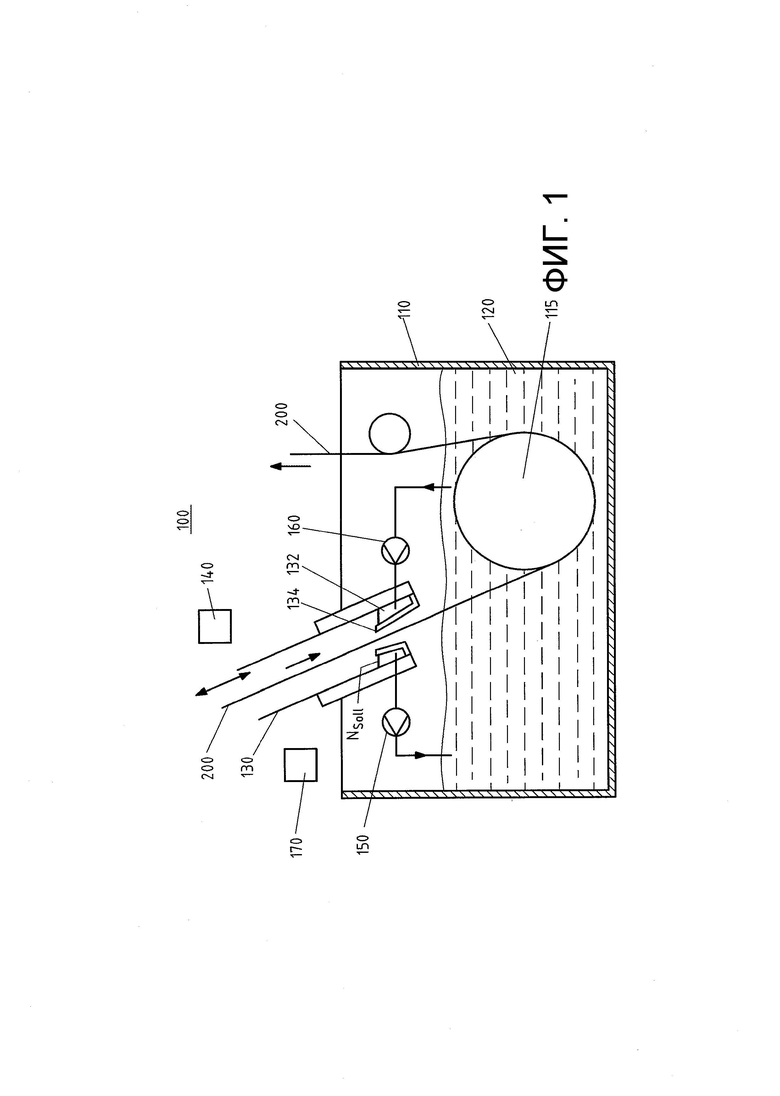
Конкретно на чертеже показано устройство 100 для нанесения покрытия на металлическую полосу 200 погружением в металлический расплав 120. Металлический расплав 120 находится в резервуаре 110. Металлическая полоса 200 посредством обводного ролика 115 отклоняется в металлическом расплаве внутри резервуара. Перед своим входом в металлический расплав 120 она направляется хоботом 130, причем хобот обеспечивает то, что металлическая полоса перед своим входом в расплав 120 направляется через атмосферу защитного газа. На своем конце, расположенном со стороны ванны, хобот 130 содержит по меньшей мере одну, предпочтительно две или четыре переливные камеры 132, соединенные друг с другом по текучей среде. Указанные переливные камеры предназначены для приема остатков шлака или загрязнений с поверхности металлического расплава вблизи металлической полосы. Предусмотрен всасывающий насос 150 для предпочтительно непрерывного отсасывания загрязнений из переливной камеры, в результате чего предотвращается контактирование указанных остатков шлака или загрязнений со свежепокрытой металлической полосой и их налипание в указанном месте или на внутренней стороне хобота. Кроме того, в хоботе 130 предусмотрено подъемное устройство 140 для извлечения хобота 130 из металлического расплава и погружения хобота в металлический расплав. На чертеже направления перемещения хобота 130 обозначены двунаправленной стрелкой.
Согласно изобретению устройство 100 кроме всасывающего насоса 150 также имеет перекачивающий насос 160 для подачи расплава, предпочтительно из резервуара 110 в указанную по меньшей мере одну переливную камеру 132, в частности также тогда, когда тот конец хобота, который расположен со стороны ванны, уже не погружен в металлический расплав 120. Благодаря предпочтительно одновременной работе перекачивающего насоса 160 и всасывающего насоса 150 согласно изобретению даже тогда, когда хобот извлечен из расплава, в переливной камере 132 возможно поддержание непрерывной промывки в виде непрерывного потока расплава и, таким образом, обеспечение непрерывной очистки переливной камеры, а также предотвращение сухого хода всасывающего насоса.
Предлагаемый изобретением хобот выполнен не только с возможностью подъема и опускания, но и с возможностью поворота. Это в частности относится к концевой части хобота, расположенной со стороны ванны и содержащей переливную камеру 132, однако с возможностью поворота могут быть выполнены и другие элементы хобота.
Металлический расплав представляет собой, например, жидкий цинк. Наконец, предлагаемое изобретением устройство 100 также может содержать устройство регулирования 170 уровня для регулирования уровня расплава 120 в переливной камере 132 также тогда, когда хобот 130 извлечен из расплава 120. Указанное устройство регулирования позволяет посредством соответствующего изменения производительности всасывающего насоса 150 и/или перекачивающего насоса 160 регулировать уровень расплава в переливной камере 132 до достижения заданного требуемого уровня NSoll. Требуемый уровень расплава в переливной камере лежит ниже переливной кромки 134 переливной камеры 132.
Перечень ссылочных обозначений
100 устройство
110 резервуар
115 отклоняющий ролик
120 металлический расплав
130 хобот
132 переливная камера
134 переливная кромка
140 подъемное устройство
150 всасывающий насос
160 перекачивающий насос
170 устройство регулирования уровня
200 металлическая полоса
NSoll требуемый (целевой) уровень.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПУТЕМ ПОГРУЖЕНИЯ В РАСПЛАВ | 2008 |
|
RU2413032C1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2349677C2 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ ПОЛУЧЕННЫХ ПРОКАТКОЙ | 1993 |
|
RU2093602C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2488644C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО НАНЕСЕНИЯ ЗАЩИТНЫХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ПРОТЯЖЕННЫЕ ИЗДЕЛИЯ | 2000 |
|
RU2199602C2 |
| Способ кристаллизации расплавов и устройство для его осуществления | 1982 |
|
SU1044304A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2012 |
|
RU2521759C2 |
| Установка для непрерывной вулканизации длинномерных изделий | 1981 |
|
SU956293A2 |
Изобретение относится к области нанесения покрытия на металлическую полосу погружением в расплав. Предложен способ промывки переливной камеры (132) на расположенном со стороны ванны конце хобота (130) устройства для нанесения покрытия на металлическую полосу погружением в расплав. Указанный хобот (130) служит для направления полосы (200) в атмосфере защитного газа перед нанесением покрытия с помощью металлического расплава (120). В способе осуществляют промывочный циркуляционный контур в переливной камере (132) хобота (130) посредством подачи металлического расплава (120) из ванны расплава в переливную камеру (132), с одной стороны, и одновременного откачивания расплава (120) из переливной камеры в ванну расплава с помощью всасывающего насоса (150), с другой стороны. При этом хобот (130) с переливной камерой (132) извлекают из ванны расплава по меньшей мере настолько, что расплав не может течь через переливную кромку (134) внутри хобота (130) в переливную камеру, а промывочный циркуляционный контур реализуют также при извлеченном из расплава хоботе посредством подачи расплава из ванны расплава в переливную камеру (132) с помощью перекачивающего насоса (160). Обеспечивается реализация промывочного циркуляционного контура не только тогда, когда всасывающий хобот погружен в ванну раствора, но и когда он извлечен из расплава. 2 н. и 5 з.п. ф-лы, 1 ил.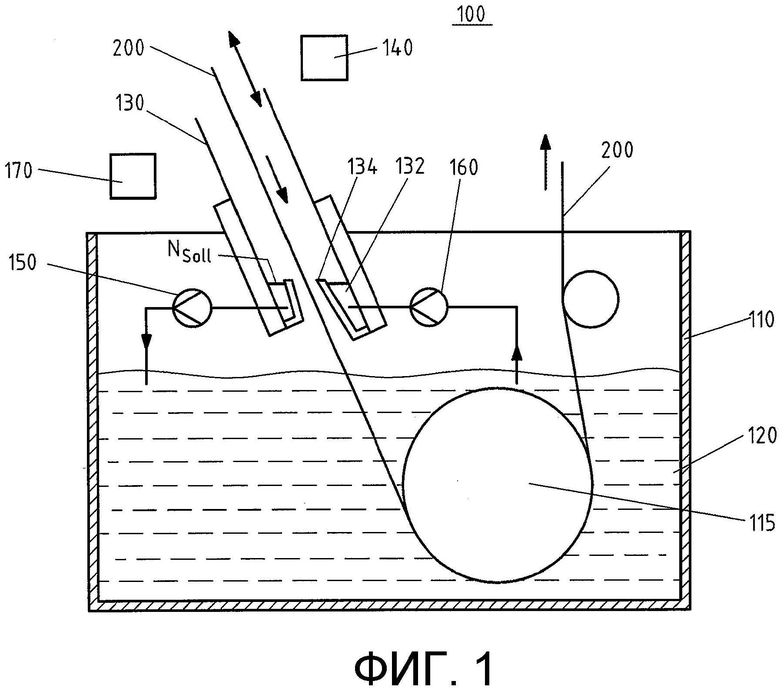
1. Способ промывки переливной камеры (132) на расположенном со стороны ванны конце хобота (130) устройства (100) для нанесения покрытия на металлическую полосу (200) погружением в расплав, причем хобот служит для направления металлической полосы в атмосфере защитного газа перед нанесением покрытия на металлическую полосу (200) с помощью металлического расплава (120), включающий следующие этапы: осуществление промывочного циркуляционного контура в переливной камере (132) посредством подачи металлического расплава (120) из ванны расплава в переливную камеру (132), с одной стороны, и одновременного откачивания расплава (120) из переливной камеры в ванну расплава с помощью всасывающего насоса (150), с другой стороны, отличающийся тем, что хобот (130) с переливной камерой (132) извлекают из ванны расплава по меньшей мере настолько, что расплав не может течь через переливную кромку (134) внутри хобота (130) в переливную камеру, и что промывочный циркуляционный контур реализуют также при извлеченном из расплава хоботе посредством подачи расплава из ванны расплава в переливную камеру (132) с помощью перекачивающего насоса (160).
2. Способ по п. 1, отличающийся тем, что уровень расплава (120) в переливной камере (132) регулируют до достижения заданного требуемого уровня (NSoll) также при извлеченном (130) хоботе посредством соответствующего изменения производительности всасывающего насоса (150) и/или перекачивающего насоса (160).
3. Устройство (100) для нанесения покрытия на металлическую полосу (200) погружением в жидкий металлический расплав (120), содержащее:
резервуар (110) с металлическим расплавом (120) для пропускания металлической полосы (200);
хобот (130) для пропускания металлической полосы в атмосфере защитного газа перед ее входом в металлический расплав (120), причем на своем конце, расположенном со стороны ванны, хобот (130) содержит по меньшей мере одну переливную камеру (132) для приема загрязнений с поверхности металлического расплава вблизи металлической полосы (200);
подъемное устройство (140) для извлечения хобота (130) из металлического расплава и погружения хобота в металлический расплав и всасывающий насос (150) для предпочтительно непрерывного отсасывания загрязнений из переливной камеры;
отличающееся тем, что оно содержит перекачивающий насос (160) для подачи металлического расплава (120) в переливную камеру (132).
4. Устройство (100) по п. 3, отличающееся тем, что на конце хобота (130), расположенном со стороны ванны, предусмотрено множество переливных камер (132), соединенных друг с другом по текучей среде в виде сообщающихся друг с другом труб.
5. Устройство (100) по п. 3 или 4, отличающееся тем, что переливная камера (130) неподвижно установлена на хоботе.
6. Устройство по одному из пп. 3-5, отличающееся тем, что по меньшей мере концевая часть хобота (130) с переливной камерой (132) выполнена с возможностью поворота.
7. Устройство по одному из пп. 3-6, отличающееся тем, что оно содержит устройство (170) регулирования уровня для регулирования уровня расплава (120) в переливной камере (132) во время процесса промывки до достижения заданного требуемого уровня (NSoll) также при извлеченном (130) хоботе посредством соответствующего изменения производительности всасывающего насоса (150) и/или перекачивающего насоса (160).
| DE 102013104267 B3, 27.02.2014 | |||
| US 20040052959 A1, 18.03.2004 | |||
| JPH 04120258 A, 21.04.1992 | |||
| JP 2003293107 A, 15.10.2003 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2199603C2 |

