Изобретение относится к устройству выпекания в соответствии с родовым понятием независимого пункта формулы изобретения.
Из уровня техники известно множество устройств выпекания для производства выпечных изделий. Например, известны устройства выпекания с открытыми пекарными камерами, которые содержат выходные отверстия или сопла для выхода потока охлаждающего воздуха. Эти сопла направлены непосредственно на ту часть устройства, которую необходимо охлаждать. Посредством этого могут охлаждаться направляющие ролики, направляющие направляющих роликов и/или внутренние стороны боковых стенок. Такое устройство известно, например, из описания к патенту Австрии AT 380 150 B. Недостаток известных устройств выпекания состоит в том, что охлаждающие устройства оказывают негативное влияние на состояние потоков в пекарной камере. Недостаток этого состоит в том, что в пекарной камере не формируется направленный поток. Также из уровня техники известны устройства выпекания, которые имеют охладительные каналы, по которым протекают жидкие охлаждающие среды для охлаждения продольных направляющих, по которым перемещаются ролики выпечных цанг и/или цепи выпечных цанг, причём эти охладительные каналы проходят через пекарную камеру в замкнутом виде. Недостаток таких устройств выпекания состоит в том, что охлаждающая среда может использоваться только для охлаждения, но не обеспечивает синергетического эффекта искусственной конвекции в пекарной камере.
Подходящее устройство формирования равномерных конвекционных потоков в печах для выпекания с движущимися по кругу выпечными цангами известно, например, из WO 2015/165 868 A1. Воздух вводится снаружи в пекарную камеру через впускное отверстие, причём воздух предпочтительно является предварительно нагретым. При этом в выпуском отверстии воздух может вновь выходить из пекарной камеры, при этом формируется направленный поток воздуха, который способствует тепловой конвекции.
Специалист в области печей для выпекания с движущимися по кругу выпечными цангами ни в коем случае не объединит признаки из WO 2015/165 868 A1 с обобщённым устройством для охлаждения направляющих роликов и внутренних сторон боковых стенок, как, возможно, известно из AT 380 150 B, для создания устройства, которое формирует направленный конвекционный поток в пекарной камере. Это вызвано тем, что технические сведения упомянутых двух документов не укажут специалисту в данной области техники на то, чтобы предусмотреть выходные отверстия охладительных каналов только в области задней поворотной точки цепи выпечных цанг для формирования направленного конвекционного потока.
Задача изобретения теперь состоит в преодолении недостатков уровня техники. В частности, задача изобретения состоит в создании устройства выпекания, которое может эффективно изготавливаться и эксплуатироваться, и которое при этом имеет увеличенный срок службы.
Согласно изобретению данная задача решается, в частности, признаками независимого пункта формулы изобретения.
Посредством устройства выпекания согласно изобретению может быть достигнут синергетический эффект, состоящий в том, что продольные направляющие усиливают и/или повышают жёсткость каркаса устройства выпекания, что охлаждающий воздух может использоваться для охлаждения продольных направляющих и для формирования искусственной конвекции в пекарной камере, и что воздух, используемый для формирования этой искусственной конвекции протекает в пекарную камеру уже предварительно нагретым.
В частности, преимущество изобретения состоит в том, что предложено устройство выпекания, которое содержит продольные направляющие, охлаждаемые охладительными каналами. Эти продольные направляющие предпочтительно имеют простую конструкцию и просты в изготовлении. Кроме того, продольные направляющие предпочтительно используются в качестве средства обеспечения жёсткости и/или усиления каркаса устройства выпекания в устройстве для выпекания. Кроме того, продольные направляющие должны быть предпочтительно выполнены с возможностью простого и быстрого крепления к каркасу устройства для выпекания.
Изобретение относится к устройству выпекания для изготовления выпечных, предпочтительно съедобных изделий, причём устройство выпекания содержит каркас устройства выпекания с корпусом устройства выпекания и пекарной камерой, расположенной внутри корпуса устройства выпекания, причём устройство выпекания имеет бесконечную цепь выпечных цанг, которая непрерывно движется по кругу по замкнутой траектории и перемещается через пекарную камеру, при этом упомянутая цепь проходит от передней поворотной точки, расположенной во входном участке, к задней поворотной точке, при этом цепь выпечных цанг содержит соединённые между собой тележки выпечных цанг с открываемыми и закрываемыми, в частности раскладываемыми и складываемыми выпечными цангами, причём в цепи выпечных цанг предусмотрено множество роликов, причём ролики катятся по меньшей мере вдоль части траектории по меньшей мере по одной продольной направляющей для поддержки и/или направления цепи выпечных цанг, при этом предусмотрен охладительный канал, по которому протекает охлаждающий воздух, для охлаждения упомянутой по меньшей мере одной продольной направляющей.
При необходимости предусмотрено, что охладительный канал выходит в области задней поворотной точки через по меньшей мере одно конвекционное отверстие в пекарную камеру, что предусмотрен конвекционный вентилятор для формирования конвекционного потока в пекарной камере и для направления охлаждающего воздуха по охладительному каналу таким образом, что охлаждающий воздух протекает через конвекционное отверстие из охладительного канала упомянутой по меньшей мере одной продольной направляющей для формирования искусственной конвекции, в частности горизонтально, через пекарную камеру.
Посредством устройства выпекания согласно изобретению возможно использовать охлаждающий воздух, который протекает по охладительному каналу, для формирования искусственной конвекции в пекарной камере. Согласно изобретению предусмотрено, что охлаждающий воздух, подаваемый вентилятором в область задней поворотной точки, выходит в пекарную камеру через по меньшей мере одно конвекционное отверстие охладительного канала. Охлаждающий воздух, выходящий в пекарную камеру, смешивается с газами в пекарной камере и протекает с ними через пекарной камеру, в частности от задней поворотной точки вплоть до входного участка или вплоть до вытяжки устройства выпекания. В результате газы в пекарной камере и охлаждающий воздух смешиваются во всей пекарной камере, и охлаждающий воздух формирует искусственную конвекцию в пекарной камере. При работе устройства выпекания, в частности во время нагревания пекарной камеры, охлаждающий воздух, протекающий через охладительный канал, нагревается. В этом случае охладительный канал действует в качестве теплообменника и нагревает охлаждающий воздух. В результате при необходимости возможно снизить требуемую мощность заднего вентилятора, используемого в традиционных устройствах выпекания. С другой стороны, благодаря синергетическому эффекту предварительного нагревания охлаждающего воздуха, используемого для создания конвекции, снижается энергопотребление устройства выпекания. За счёт этого возможна более эффективная, и в частности более энергоэффективная работа устройства. Кроме того, благодаря охлаждению продольных направляющих увеличивается срок службы роликов и/или подшипников роликов, поскольку благодаря охлаждению температура роликов и/или подшипников роликов снижается на величину до 30°C. Кроме того, исключается перегрев роликов и/или подшипников роликов, который часто происходит в традиционных устройствах выпекания, что в частности имеет место при работе устройств выпекания в режиме экономии энергии.
При необходимости предусмотрено, что охладительный канал проходит вплоть до конвекционного отверстия, в частности на стороне пекарной камеры, замкнуто через пекарной камеру.
Таким образом, возможно обеспечение того, чтобы охлаждающий воздух выходил из охладительного канала в заданной области, в частности в области задней поворотной точки. Таким образом, при необходимости охлаждающий воздух может выходить из охладительного канала исключительно из конвекционных отверстий. При необходимости конвекционные отверстия предусмотрены в области задней поворотной точки, и при необходимости охладительный канал не имеет других отверстий, через которые охлаждающий воздух может протекать в пекарную камеру. В частности, за счёт этой заданной точки выхода создаётся искусственная конвекция у конвекционного отверстия, которая протекает через пекарную камеру, в частности горизонтально, и обеспечивает возможность оптимизированного смешивания в пекарной камере.
При необходимости предусмотрено, что конвекционный вентилятор вводит охлаждающий воздух в охладительный канал через по меньшей мере одно нагнетательное отверстие, что упомянутое по меньшей мере одно нагнетательное отверстие предусмотрено на расстоянии от конвекционного отверстия и/или что упомянутое по меньшей мере одно нагнетательное отверстие или по меньшей мере одно нагнетательное отверстие предусмотрено в области передней поворотной точки, и/или что упомянутое по меньшей мере одно нагнетательное отверстие или по меньшей мере одно нагнетательное отверстие предусмотрено в области входного участка и/или что упомянутое по меньшей мере одно нагнетательное отверстие или по меньшей мере одно нагнетательное отверстие предусмотрено в области отверстия вытяжки, и/или что упомянутое по меньшей мере одно нагнетательное отверстие или по меньшей мере одно нагнетательное отверстие предусмотрено в области разделительной стенки между входным участком и пекарной камерой, и/или что упомянутое по меньшей мере одно нагнетательное отверстие или по меньшей мере одно нагнетательное отверстие предусмотрено в области пекарной камеры.
Поскольку при необходимости охлаждающий воздух вводится в охладительный канал через нагнетательное отверстие на расстоянии от конвекционного отверстия, возможно охлаждение продольных направляющих, в частности по всей их длине. Предпочтительно может быть предусмотрено, что охлаждается часть продольных направляющих, находящаяся в пекарной камере. Для этой цели при необходимости может быть предусмотрено, что охлаждающий воздух, вводимый в охладительный канал, протекает только по части продольных направляющих, которая расположена в пекарной камере. Кроме того, за счёт этого при необходимости обеспечивается возможность нагревания охлаждающего воздуха. При необходимости предусмотрено размещение множества нагнетательных отверстий в охладительном канале. В результате при необходимости возможно введение охлаждающего воздуха в охладительный канал в различных точках. Предпочтительно предусмотрено размещение по меньшей мере одного нагнетательного отверстия в области входного участка или непосредственно за входным участком печи.
При необходимости предусмотрено, что продольная направляющая имеет полый профиль, причём охладительный канал расположен в полом профиле или охладительный канал образован внутренней частью полого профиля.
В результате этой конфигурации возможно размещение охладительного канала в продольной направляющей или его встраивание в продольную направляющую. За счёт использования полых профилей возможно эффективное и простое изготовление продольных направляющих.
При необходимости предусмотрено, что пекарная камера выполнена с возможностью быть по существу замкнутой за исключением следующих отверстий: отверстия вытяжки для удаления газообразной среды, в частности газообразных продуктов сгорания и воздуха, из пекарной камеры, одно или более отверстий подачи для топливной смеси, впускное отверстие для цепи выпечных цанг, выпускное отверстие для цепи выпускных цанг, и по меньшей мере одно конвекционное отверстие.
При необходимости в отверстии вытяжки может быть предусмотрена вытяжка для удаления упомянутой газообразной среды. Топливная смесь состоит, в частности, из основного кислорода и топлива. При необходимости может быть предусмотрено, что устройство выпекания содержит только по меньшей мере одно конвекционное отверстие, которое позволяет охлаждающему воздуху горизонтально протекать из охладительного канала по меньшей мере одной продольной направляющей через пекарную камеру для создания искусственной конвекции. Однако, при необходимости также может быть предусмотрено, что устройство выпекания содержит по меньшей мере одно конвекционное отверстие, которое в качестве отверстия подачи для конвекционного газового потока содержит дополнительный конвекционный вентилятор для улучшения искусственной конвекции в пекарной камере. Этот конвекционный газовый поток может содержать газообразные среды, в частности воздух и/или рециркулирующий газ пекарной камеры. Таким образом, для создания искусственной конвекции возможна подача охлаждающего воздуха из конвекционного отверстия охладительного канала по меньшей мере одной продольной направляющей и/или подача конвекционного газового потока через конвекционное отверстие, выполненное в виде отверстия подачи для дополнительного конвекционного вентилятора. Ввиду замкнутой конфигурации устройства выпекания должно быть возможно отсутствие попадания окружающего воздуха или попадание лишь небольшого количества окружающего воздуха в пекарную камеру.
При необходимости предусмотрено, что конвекционный вентилятор выполнен с возможностью нагнетания охлаждающего воздуха, используемого для охлаждения охладительного канала, в частности через нагнетательное отверстие, через которое охлаждающий воздух для создания искусственной конвекции может вводиться в пекарную камеру управляемым или регулируемым способом, причём охлаждающий воздух вводится или может вводиться через нагнетательные отверстия в охладительном канале.
За счёт конвекционного вентилятора возможно управление и/или регулирование искусственной конвекции в пекарной камере посредством управления и/или регулирования конвекционного вентилятора. Таким образом, может осуществляться управление и/или регулирование охлаждающего воздуха, вводимого при необходимости в охладительный канал и, таким образом, охлаждающего воздуха, выходящего из охладительного канала через конвекционное отверстие.
При необходимости предусмотрено, что направление потока охлаждающего воздуха, выходящего из по меньшей мере одного конвекционного отверстия охладительного канала по меньшей мере одной продольной направляющей, проходит противоположно направлению потока охлаждающего воздуха, протекающего в охладительном канале.
Поскольку упомянутое направление потока проходит, в частности, противоположно направлению потока охлаждающего воздуха, протекающего в охладительный канал, улучшается конвекция, в частности захват тепла и смешивание газов в пекарной камере. При необходимости предусмотрено, что направление потока выходящего охлаждающего воздуха проходит противоположно направлению основного направления движения выпечных цанг верхней или нижней плоскости транспортировки и, в частности, проходит горизонтально.
При необходимости предусмотрено, что продольная направляющая или продольные направляющие выполнены в виде вертикальных направляющих рельс для направляющих роликов и/или что продольная направляющая или продольные направляющие выполнены в виде боковых направляющих полос для боковых направляющих роликов.
Таким образом, могут охлаждаться продольные направляющие, выполненные в виде вертикальных направляющих рельс для направляющих роликов и/или боковых направляющих полос для боковых направляющих роликов.
При необходимости предусмотрено, что по меньшей мере одна продольная направляющая содержит ходовой рельс, действующий в качестве ходовой поверхности для роликов.
За счёт ходового рельса, который действует в качестве ходовой поверхности для роликов, возможно выполнение деталей, не вступающих в соприкосновение с роликами, из недорогих и менее устойчивых материалов. Предпочтительно только ходовой рельс при необходимости выполнен из высококачественного материала, в частности из высокопрочной стали, в особенности предпочтительно DIN 174 1.1221 Ck 60, которая упрочнена и закалена. Продольная направляющая может быть при необходимости выполнена из DIN 2395 St 44-3. За счёт охлаждения продольной направляющей может охлаждаться ходовой рельс, образуемый продольной направляющей.
При необходимости предусмотрено, что по меньшей мере одна продольная направляющая размещена на каркасе устройства выпекания и/или что по меньшей мере одна продольная направляющая является частью каркаса устройства выпекания.
Предпочтительно продольные направляющие, которые размещены на каркасе устройства для выпекания и/или являются частью устройства выпекания, усиливают устройство выпекания и/или повышают его жёсткость. В результате, возможно частично исключить другие детали, которые усиливают устройство выпекания и/или повышают его жёсткость. Таким образом возможно экономически эффективное и простое изготовление устройства выпекания.
При необходимости предусмотрено первое фиксирующее устройство для соединения продольной направляющей с частью каркаса устройства для выпекания, причём фиксирующее устройство содержит выступ и выемку для фиксации выступа.
За счёт этих признаков возможна простая и эффективная фиксация продольных направляющих в устройстве для выпекания. В результате значительно снижается временнозатратность и риск ошибки при изготовлении по сравнению с традиционными устройствами выпекания. В частности, в традиционных устройствах выпекания продольные направляющие приварены к каркасу устройства выпекания. Эта традиционная фиксация продольных направляющих, в частности выполненных в виде L-образных профилей, является очень временнозатратной и чреватой ошибками, поскольку продольные направляющие, в частности, выставляются и привариваются на месте с высокой точностью. Поскольку такая традиционная сварка не нужна в устройстве выпекания, возможно существенное снижение расходов на производство, а также времени сборки устройства выпекания.
При необходимости предусмотрено, что каркас устройства выпекания содержит, в частности, вертикально проходящие опоры и/или образован, в частности, вертикально проходящими опорами, и что по меньшей мере одна продольная направляющая зафиксирована или может быть зафиксирована на этих опорах посредством по меньшей мере одного фиксирующего устройства.
Продольные направляющие предпочтительно зафиксированы посредством фиксирующего устройства, в частности, на вертикально проходящих опорах каркаса устройства выпекания, или могут быть зафиксированы на них. Каркас устройства выпекания также может быть выполнен из вертикально проходящих опор. В частности, предусмотрено, что в опорах лазером выполнены канавки, которые служат в качестве фиксирующих устройств. Ответные части к выполненным лазером канавкам, в частности выступы системы выступов и канавок, образуют фиксирующие устройства продольных направляющих. Согласно этому варианту выполнения ходовые рельсы размещены на продольных направляющих, в частности соединены с ними винтовым соединением. Таким образом положение продольных направляющих в устройстве выпекания может быть зафиксировано перед сборкой, в результате чего существенно снижаются затраты на сборку и время, требуемое на сборку.
При необходимости предусмотрено, что траектория, по которой последовательно движется по кругу цепь выпечных цанг, содержит верхнюю проходящую по существу горизонтально плоскость транспортировки, заднюю область поворота в области задней точки поворота, нижнюю проходящую по существу горизонтально плоскость транспортировки и переднюю область поворота в области передней точки поворота, что цепь выпечных цанг направляется в задней области поворота путём поворота на около 180° от верхней плоскости транспортировки к нижней плоскости транспортировки, что цепь выпечных цанг направляется в передней области поворота путём поворота на около 180° от нижней плоскости транспортировки вновь к верхней плоскости транспортировки, и что плоскости транспортировки содержат по меньшей мере две продольных направляющих или образованы по меньшей мере двумя продольными направляющими.
Предпочтительно в устройстве выпекания предусмотрены верхняя и нижняя плоскости транспортировки, каждая из которых содержит по меньшей мере две продольных направляющих или образованы по меньшей мере двумя продольными направляющими.
При необходимости предусмотрено, что продольные направляющие выполнены из твёрдого металла, в частности стали.
Кроме того, продольные направляющие могут быть выполнены из стали или нержавеющей стали.
При необходимости предусмотрено, что каждая выпечная цанга цепи выпечных цанг устройства выпекания последовательно проходит через область нанесения выпечной массы для нанесения выпечной массы на открытую выпечную цангу, область закрытия для закрытия выпечных цанг, пекарную камеру для выпекания выпечных изделий в закрытых выпечных цангах, в которых предусмотрено по меньшей мере одно нагревательное устройство для нагревания выпечных цанг, находящихся в пекарной камере, область открытия для открытия выпечных цанг, и область извлечения выпечных изделий для извлечения выпечных изделий из открытых выпечных цанг, причём цепь выпечных цанг поворачивается в задней точке поворота, расположенной в пекарной камере, и в передней точке поворота, расположенной во входном участке, удалённом от пекарной камеры, при этом пекарная камера выполнена в виде по существу закрытой пекарной камеры с теплоизоляцией.
Другие признаки согласно изобретению будут получены из формулы изобретения, описания примерных вариантов осуществления и чертежей.
Теперь изобретение будет пояснено подробно в качестве примера на неисключительных примерных вариантах осуществления.
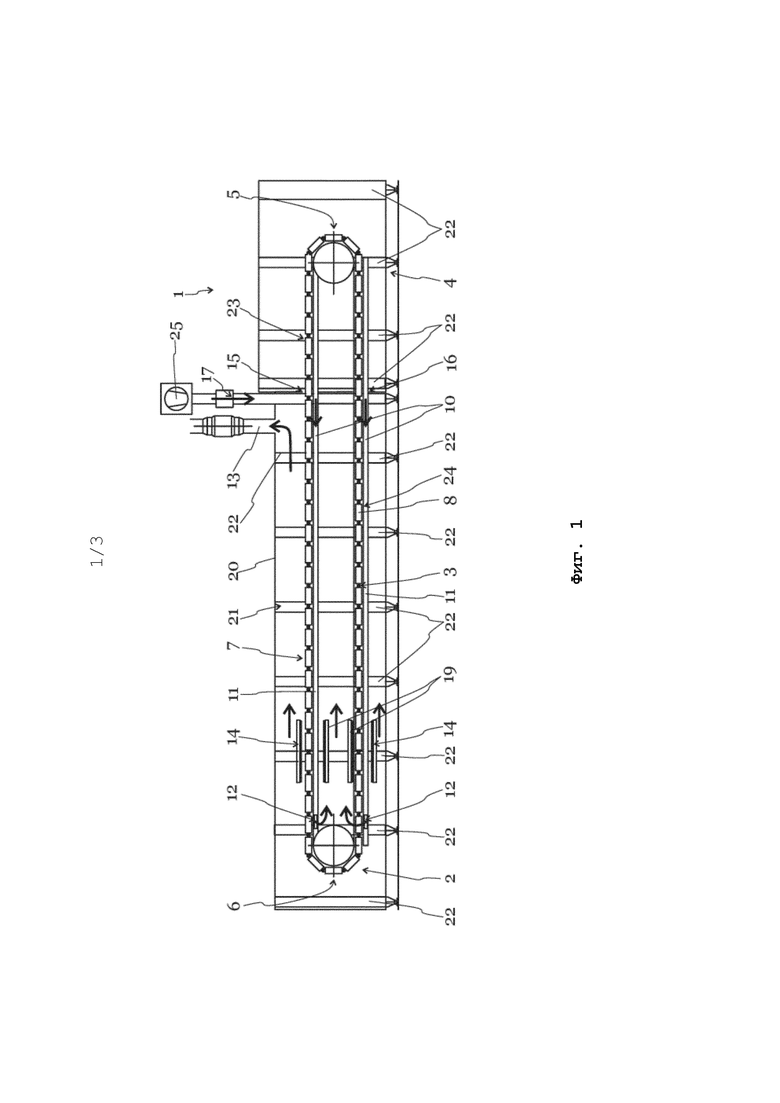
На Фиг. 1 показан схематичный вид сбоку или вид в разрезе первого варианта выполнения устройства выпекания согласно изобретению.
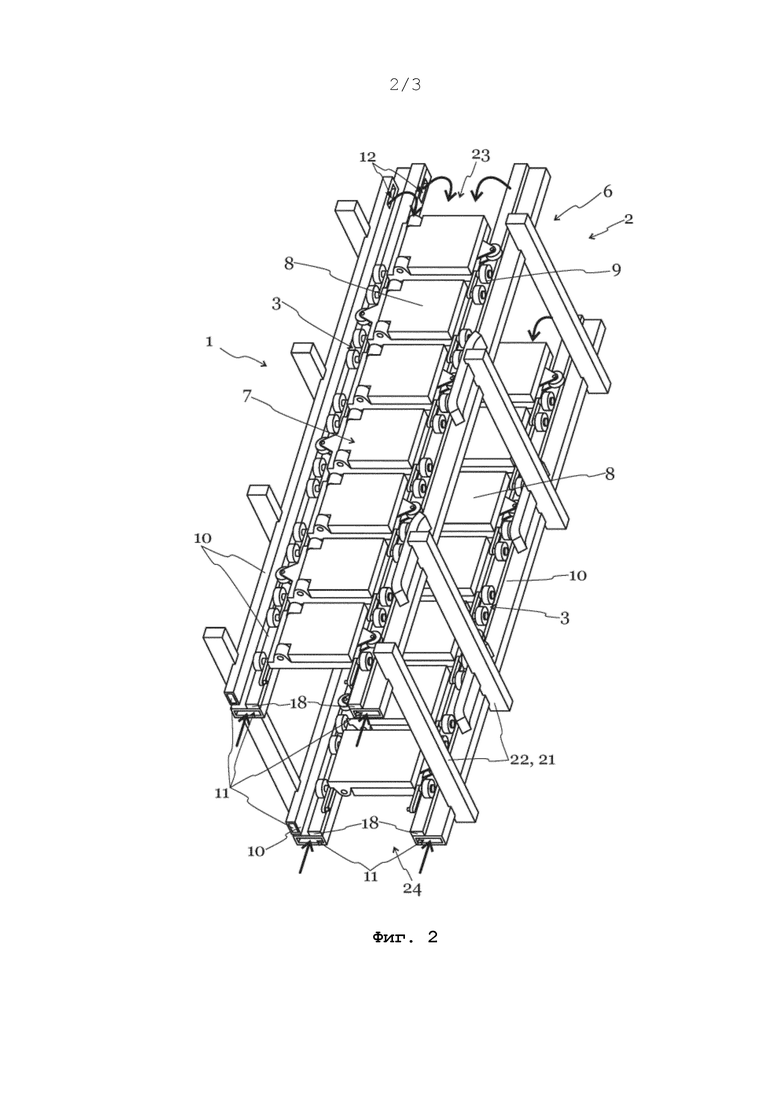
На Фиг. 2 показан вид в перспективе второго варианта выполнения устройства выпекания согласно изобретению.
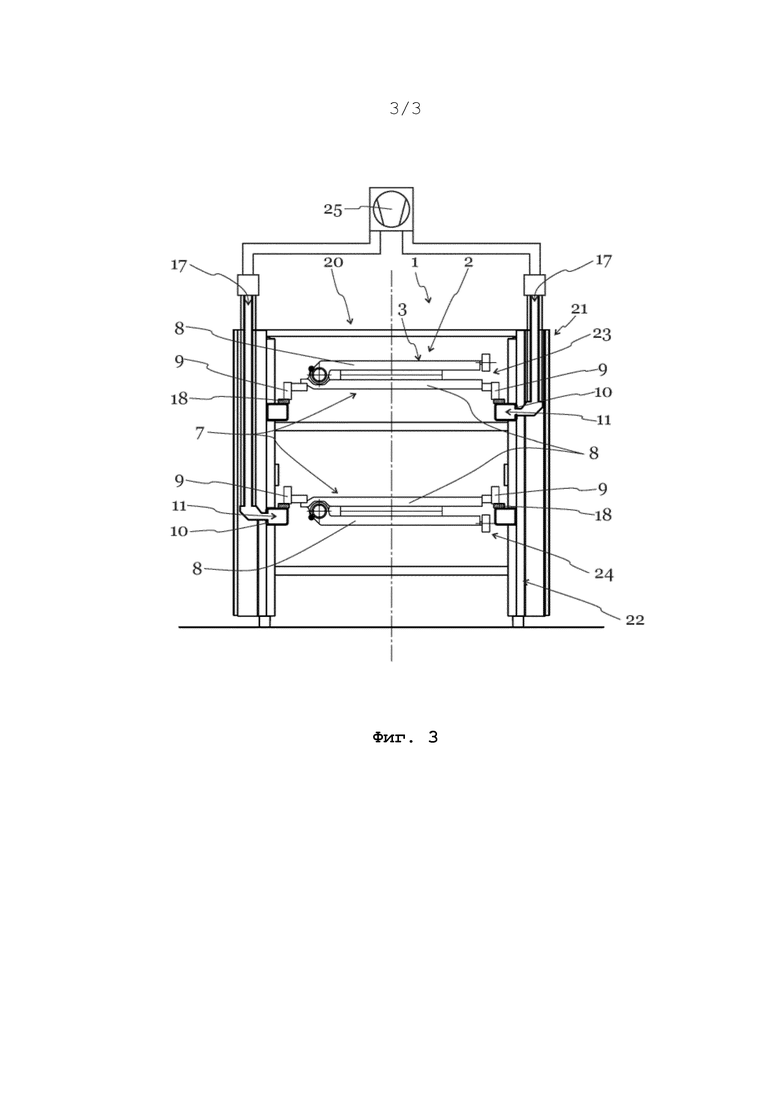
На Фиг. 3 показан схематичный двумерный вид в разрезе третьего варианта выполнения устройства выпекания согласно изобретению.
Если не указано иное, ссылочные позиции соответствуют следующим компонентам: устройство 1 выпекания, пекарная камера 2, цепь 3 выпечных цанг, входной участок 4, передняя точка 5 поворота, задняя точка 6 поворота, тележка 7 выпечной цанги, выпечные цанги 8, ролики 9, продольная направляющая 10, охладительный канал 11, конвекционное отверстие 12, отверстие 13 вытяжки, отверстие 14 подачи, впускное отверстие (для цепи выпечных цанг) 15, выпускное отверстие (для цепи выпечных цанг) 16, нагнетательное отверстие 17, ходовой рельс 18, нагревательное устройство 19, корпус 20 устройства выпекания, каркас 21 устройства выпекания, опоры 22, верхняя плоскость 23 транспортировки, нижняя плоскость 24 транспортировки, конвекционный вентилятор 25.
На Фиг. 1 показан схематичный вид сбоку или вид в разрезе первого варианта устройства 1 выпекания. Устройство 1 выпекания содержит каркас 21 устройства выпекания с корпусом 20 устройства выпекания. Пекарная камера 2 расположена внутри корпуса 20 устройства выпекания. Устройство 1 выпекания содержит бесконечную цепь 3 выпечных цанг, которая непрерывно движется по кругу по существу по замкнутой траектории и через пекарную камеру 2. Эта цепь 3 выпечных цанг проходит от передней точки 5 поворота, расположенной во входном участке 4, до задней точки 6 поворота. Цепь 3 выпечных цанг содержит соединённые между собой тележки 7 выпечных цанг с открываемыми и закрываемыми, в частности раскладываемыми и складываемыми выпечными цангами 8. На цепи 3 выпечных цанг предусмотрено множество роликов 9, которые не показаны на этом чертеже и которые катятся вдоль по меньшей мере части траектории и по четырём продольным направляющим 10 для поддержки и/или направления цепи 3 выпечных цанг.
Охладительные каналы 11, по которым протекает охлаждающий воздух и которые расположены внутри продольных направляющих 10, предусмотрены для охлаждения этих продольных направляющих 10. Охладительные каналы 11 выходят в области задней точки 6 поворота, соответственно, через одно конвекционное отверстие 12 в пекарную камеру 2. В этом варианте выполнения предусмотрены четыре конвекционных отверстия 12 в области задней точки 6 поворота. Кроме того, в этом варианте выполнения предусмотрен конвекционный вентилятор 25 для формирования конвекционного потока в пекарной камере 2 и для пропускания охлаждающего воздуха по охладительным каналам 11. Охлаждающий воздух вводится конвекционным вентилятором 25 в охладительный канал 11 через нагнетательные отверстия 17. Нагнетательные отверстия 17 расположены на расстоянии от конвекционных отверстий 12. В этом варианте выполнения нагнетательные отверстия 17 расположены вблизи разделительной стенки между входным участком 4 и пекарной камерой 2 и в области отверстия 13 вытяжки. В другом, не показанном варианте выполнения нагнетательные отверстия 17 также могут быть расположены вблизи передней точки 5 поворота и/или в области входного участка 4 и/или в области отверстия 13 вытяжки и/или в области пекарной камеры 2. В этом варианте выполнения вентилятор 25 вводит охлаждающий воздух в нагнетательные отверстия 17 охладительных каналов 11 через опору 22 каркаса 21 устройства выпекания в области разделительной стенки между входным участком 4 и пекарной камерой 2. В не показанном варианте выполнения вентилятор 25 вводит охлаждающий воздух в нагнетательные отверстия 17 охладительных каналов 11 вблизи передней точки 5 поворота и/или в области входного участка 4 и/или в области отверстия 13 вытяжки и/или в области пекарной камеры 2. Охлаждающий воздух, который выходит из охладительных каналов 11 продольных направляющих 10 через конвекционные отверстия 12 дополнительно используется для создания искусственной конвекции и протекает, в частности горизонтально, через пекарную камеру 2. В данном варианте выполнения предусмотрено, что охладительные каналы 11 проходят через пекарную камеру 2 по существу закрытыми со стороны пекарной камеры вплоть до их конвекционного отверстия 12 в области задней точки 6 поворота. Это означает, в частности, что охлаждающий воздух, вводимый в охладительные каналы 11, может протекать из охладительных каналов 11 в пекарную камеру 2 только через конвекционные отверстия 12. В результате охладительные каналы 11 действуют в качестве теплообменников, и охлаждающий воздух может поступать в пекарную камеру 2 в виде предварительно нагретого конвекционного воздуха. В результате этого синергетического эффекта в устройстве 1 выпекания снижается энергопотребление устройства 1 выпекания. Таким образом, возможна более эффективная, в частности более энергоэффективная работа устройства 1 выпекания. Кроме того, температура продольных направляющих 10 снижается на величину до 30°C за счёт охлаждения охлаждающим воздухом. В результате в устройстве 1 выпекания возможно увеличение срока службы не показанных роликов 9 и/или их подшипников. За счёт этих синергетических эффектов устройство 1 выпекания может работать более эффективно и, кроме того, имеет более длительный срок службы.
В этом варианте выполнения пекарная камера 2 устройства 1 выпекания выполнена по существу закрытой. Пекарная камера 2 устройства 1 выпекания, по этому первому варианту выполнения, имеет отверстие 13 вытяжки для удаления газообразной среды, в частности газов, формируемых при сгорании, и воздуха из пекарной камеры 2, множество отверстий 14 подачи для топливной смеси, впускное отверстие 15 для цепи 3 выпечных цанг, выпускное отверстие 16 для цепи 3 выпечных цанг и, в данном варианте выполнения, четыре конвекционных отверстия 12. Предусмотрен конвекционный вентилятор 25 для нагнетания охлаждающего воздуха, который протекает по охладительному каналу 11 для охлаждения через нагнетательные отверстия 17 в охладительные каналы 11. За счёт конвекционного вентилятора 25 охлаждение может вводиться в пекарную камеру 2 управляемым и/или регулируемым способом для создания искусственной конвекции. Направление потока охлаждающего воздуха, выходящего из конвекционных отверстий 12 охладительных каналов 11 продольных направляющих 10, проходит противоположно направлению потока охлаждающего воздуха, протекающего в охладительных каналах 11. Посредством этого может быть улучшена теплопередача в охладительных каналах 11. В этом первом варианте выполнения устройства 1 выпекания направление потока выходящего охлаждающего воздуха также проходит противоположно главному направлению движения выпечных цанг 8 верхней плоскости 23 транспортировки и, в частности, горизонтально.
В варианте выполнения по Фиг. 1 продольные направляющие 10 размешены на каркасе 21 устройства выпекания. Каркас 21 устройства выпекания содержит вертикально проходящие опоры 22. Продольные направляющие 10 зафиксированы или могут быть зафиксированы на упомянутых опорах 22 каркаса 21 устройства выпекания посредством фиксирующих устройств. В результате продольные направляющие 10 могут быть просто и быстро размещены или могут быть прикреплены к устройству 1 выпекания, в частности к каркасу 21 устройства выпекания. В этом варианте выполнения устройства 1 выпекания продольные направляющие 10 действуют в качестве средства усиления и/или повышения жёсткости каркаса 21 устройства выпекания и устройства 1 выпекания.
В этом варианте выполнения цепь 3 выпечных цанг последовательно проходит по своей траектории через верхнюю по существу горизонтально проходящую плоскость 23 транспортировки, заднюю область поворота в области задней точки 6 поворота, нижнюю по существу горизонтально проходящую плоскость 24 транспортировки, и переднюю область поворота в области передней точки 5 поворота. Цепь 3 выпечных цанг направляется в задней области поворота с поворотом на около 180° от верхней плоскости 23 транспортировки к нижней плоскости 24 транспортировки. Цепь 3 выпечных цанг направляется в передней области поворота с поворотом на около 180° от нижней плоскости 24 транспортировки обратно к верхней плоскости 23 транспортировки. В этом варианте выполнения каждая из плоскостей 23 и 24 транспортировки содержит две продольных направляющих 10. В этом варианте выполнения продольные направляющие 10 выполнены из твёрдого металла, в частности из стали.
Каждая из выпечных цанг 8 цепи 3 выпечных цанг устройства 1 выпекания последовательно проходит через область нанесения выпечной массы для нанесения выпечной массы на открытую выпечную цангу 8, область закрытия для закрытия выпечной цанги 8, пекарную камеру 2 для выпекания выпечных изделий в закрытых выпечных цангах 8, область открытия для открытия выпечных цанг 8 и область извлечения выпечных изделий для извлечения выпечных изделий из открытых выпечных цанг 8. В пекарной камере 2 предусмотрены нагревательные устройства 19 для нагревания пекарной камеры 2 или выпечных цанг 8, находящихся в пекарной камере 2.
На Фиг. 2 показан вид в перспективе второго варианта устройства 1 выпекания, причём структура по Фиг. 2 также может быть частью структуры по Фиг. 1. На этом чертеже показан вид в перспективе верхней плоскости 23 транспортировки и нижней плоскости 24 транспортировки устройства 1 выпекания. Устройство 1 выпекания имеет бесконечную цепь 3 выпечных цанг, которая непрерывно движется по кругу вдоль по существу замкнутой траектории и движется через пекарную камеру 2. Цепь 3 выпечных цанг содержит соединённые между собой тележки 7 выпечных цанг с открываемыми и закрываемыми, в частности раскладываемыми и складываемыми выпечными цангами 8. На цепи 3 выпечных цанг предусмотрено множество роликов 9, которые катятся по меньшей мере по части траектории по меньшей мере по одной продольной направляющей 10 для поддержки и/или направления цепи 3 выпечных цанг. В этом варианте выполнения продольные направляющие 10 выполнены в виде вертикальных направляющих рельс для ходовых роликов и в виде боковых направляющих полос для боковых направляющих роликов.
В соответствии с альтернативным вариантом выполнения боковые направляющие полосы также могут быть исключены.
Охладительные каналы 11, по которым протекает охлаждающий воздух, предусмотрены для охлаждения продольных направляющих 10. Охладительные каналы 11 выходят в пекарную камеру 2 через конвекционные отверстия 12 в области задней точки 6 поворота. Охлаждающий воздух, выходящий из охладительных каналов 11 продольных направляющих 10 через конвекционные отверстия 12, используется для создания искусственной конвекции, которая, в частности, горизонтально распространяется по пекарной камере 2. В этом варианте выполнения предусмотрено, что охладительные каналы 11 проходят закрытыми через пекарную камеру 2 до конвекционных отверстий 12, в частности на стороне пекарной камеры. Кроме того, предусмотрено, что продольные направляющие 10 содержат полые профили, причём охладительные каналы 11 образованы внутренней частью полого профиля. В результате в этом варианте выполнения устройства 1 выпекания возможно простое и экономически эффективное изготовление продольных направляющих 10.
Направление потока охлаждающего воздуха, выходящего из конвекционных отверстий 12 охладительных каналов 11 продольных направляющих 10 в пекарной камере противоположно направлению потока охлаждающего воздуха, протекающего в охладительных каналах 11. Продольные направляющие 10 содержат ходовые рельсы 18, действующие в качестве ходовой поверхности для роликов 9. В результате охлаждения продольных направляющих 10 размещённые на них ходовые рельсы 18 также охлаждаются. Продольные направляющие 10 размещены на каркасе 21 устройства выпекания. Предусмотрено первое фиксирующее устройство для соединения продольных направляющих 10 с частью каркаса 21 устройства выпекания. В этом варианте выполнения это фиксирующее устройство содержит выступ и выемку для фиксации выступа. Каркас 21 устройства выпекания содержит вертикально проходящие опоры 22. Продольные направляющие 10 зафиксированы на этих опорах 22 посредством фиксирующего устройства. Таким образом, продольные направляющие 10 могут быть легко и быстро установлены или прикреплены на устройстве 1 выпекания, в частности к каркасу 21 устройства выпекания. В этом варианте выполнения устройства 1 выпекания продольные направляющие 10 также используются для усиления и/или повышения жёсткости каркаса 21 устройства выпекания и, таким образом, устройства 1 выпекания.
На Фиг. 3 показан схематичный двумерный вид в разрезе третьего варианта выполнения устройства 1 выпекания, причём структура по Фиг. 3 также может быть частью структуры по Фиг. 1 и/или Фиг. 2. Устройство 1 выпекания содержит корпус 20 устройства для выпекания и каркас 21 устройства выпекания. Продольные направляющие 10 размещены на вертикально проходящих опорах 22 каркаса 21 устройства выпекания. В пекарной камере 2 устройства 1 выпекания предусмотрена бесконечная цепь 3 выпечных цанг, которая непрерывно движется по кругу вдоль по существу замкнутой траектории и движется через пекарную камеру 2 выпекания. Цепь 3 выпечных цанг содержит соединённые между собой тележки 7 выпечных цанг с открываемыми и закрываемыми, в частности раскладываемыми и складываемыми выпечными цангами 8. В цепи 3 выпечных цанг предусмотрено множество роликов 9. Ролики 9 используются для поддержки и/или направления цепи 3 выпечных цанг и катятся по меньшей мере по части траектории по четырём продольным направляющим 10. Для охлаждения продольных направляющих 10 предусмотрен охладительный канал 11, по которому протекает охлаждающий воздух. Для нагнетания охлаждающего воздуха, требуемого для охлаждения охладительного канала 11, используется конвекционный вентилятор 25. Охлаждающий воздух вводится конвекционным вентилятором 25 в охладительные каналы 11 через нагнетательные отверстия 17. В этом варианте выполнения предусмотрен конвекционный вентилятор 25, который вводит охлаждающий воздух в два охладительных канала 11. Однако также может быть предусмотрено, что конвекционный вентилятор 25 вводит охлаждающий воздух в более чем два, в частности в четыре охладительных канала 11. Кроме того, в других вариантах выполнения может быть предусмотрено, что каждый охладительный канал 11 имеет по меньшей мере один собственный конвекционный вентилятор 25. На продольных направляющих 10 расположены ходовые рельсы 18, которые действуют в качестве ходовых поверхностей для роликов 9. В этом варианте выполнения показано, что нагнетательные отверстия 17 для ввода охлаждающего воздуха в охладительные каналы 11 могут быть расположены в различных положениях в устройстве 1 выпекания. В этом варианте выполнения предусмотрено, что на двух противоположных опорах 22 каркаса 21 устройства выпекания предусмотрено, соответственно, по одному нагнетательному отверстию 17 на охладительный канал 11 верхней плоскости 23 транспортировки и нижней плоскости 24 транспортировки. На расстоянии от этих нагнетательных отверстий 17 на той же опоре 22 расположены два других нагнетательных отверстия 17 для охладительных каналов 11, которые ещё не снабжены нагнетательными отверстиями 17 на этом двумерном виде в разрезе.
В не показанном варианте выполнения может быть предусмотрено, что нагнетательные отверстия 17 для охладительных каналов 11 расположены удалённых друг от друга опорах 22 каркаса 21 устройства выпекания. В результате при необходимости возможно введение охлаждающего воздуха в охладительные каналы 11 в различных положениях в устройстве 1 выпекания. Кроме того, при необходимости предусмотрено, что в охладительные каналы 11 вводится охлаждающий воздух с различной температурой. В не показанном варианте выполнения может быть предусмотрено, что для ввода охлаждающего воздуха в охладительный канал 11 может быть предусмотрено множество, в частности, удалённых друг от друга нагнетательных отверстий 17.
В не показанном варианте выполнения может быть предусмотрено, что охлаждающий воздух вводится в охладительные каналы 11 верхней плоскости 23 транспортировки и нижней плоскости 24 транспортировки в каждом случае через общее нагнетательное отверстие 17 на одной стороне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ РАСХОДА ГАЗА В ПЕКАРНОЙ КАМЕРЕ ПЕКАРНОГО УСТРОЙСТВА | 2017 |
|
RU2729469C1 |
| ДУХОВКА С КОНВЕКЦИОННЫМ ВЕНТИЛЯТОРОМ | 2016 |
|
RU2717652C2 |
| ДУХОВКА | 2015 |
|
RU2701311C2 |
| ДУХОВКА С МОДУЛЬНЫМ НАГРЕВАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2725199C1 |
| ДУХОВКА С МОДУЛЬНЫМ НАГРЕВАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2719179C1 |
| ПЕЧЬ ДЛЯ ВЫПЕЧКИ ХЛЕБА, МУЧНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ И ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2379892C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ, ВЫПЕЧЕННЫХ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2656415C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЕЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2599832C2 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ | 2014 |
|
RU2640430C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БАГЕТОВ В ХЛЕБОПЕКАРНОМ УСТРОЙСТВЕ | 2013 |
|
RU2608677C2 |
Изобретение относится к устройствам для пищевой промышленности. Устройство (1) выпекания для производства выпечных, предпочтительно съедобных изделий, содержит каркас (21) устройства выпекания с корпусом (20) устройства выпекания и пекарной камерой (2), расположенной внутри корпуса (20) устройства выпекания, имеет бесконечную цепь (3) выпечных цанг, которая непрерывно движется по кругу вдоль по существу замкнутой траектории и движется через пекарную камеру (2), причём упомянутая цепь проходит от передней точки (5) поворота, расположенной во входном участке (4), до задней точки (6) поворота. Цепь (3) выпечных цанг содержит соединённые между собой тележки (7) выпечных цанг с открываемыми и закрываемыми, в частности раскладываемыми и складываемыми выпечными цангами (8), на цепи (3) выпечных цанг предусмотрено множество роликов (9),которые катятся по меньшей мере вдоль части траектории по меньшей мере по одной продольной направляющей (10) для поддержки и/или направления цепи (3) выпечных цанг. В устройстве предусмотрен охладительный канал (11), по которому протекает охлаждающий воздух, для охлаждения упомянутой по меньшей мере одной продольной направляющей (10). Охладительный канал (11) выходит в пекарную камеру (2) в области задней точки (6) поворота через по меньшей мере одно конвекционное отверстие (12). Также в устройстве предусмотрен конвекционный вентилятор (25) для формирования конвекционного потока в пекарной камере (2) и направления охлаждающего воздуха по охладительному каналу (11), таким образом, что охлаждающий воздух проходит через конвекционное отверстие (12) из охладительного канала (11) упомянутой по меньшей мере одной продольной направляющей (10) для создания искусственной конвекции, в частности горизонтально, в пекарной камере (2).Изобретение позволяет создать устройство выпекания, в котором охлаждающая среда может использоваться не только для охлаждения, но и обеспечивает синергетического эффекта искусственной конвекции в пекарной камере. 14 з.п. ф-лы, 3 ил.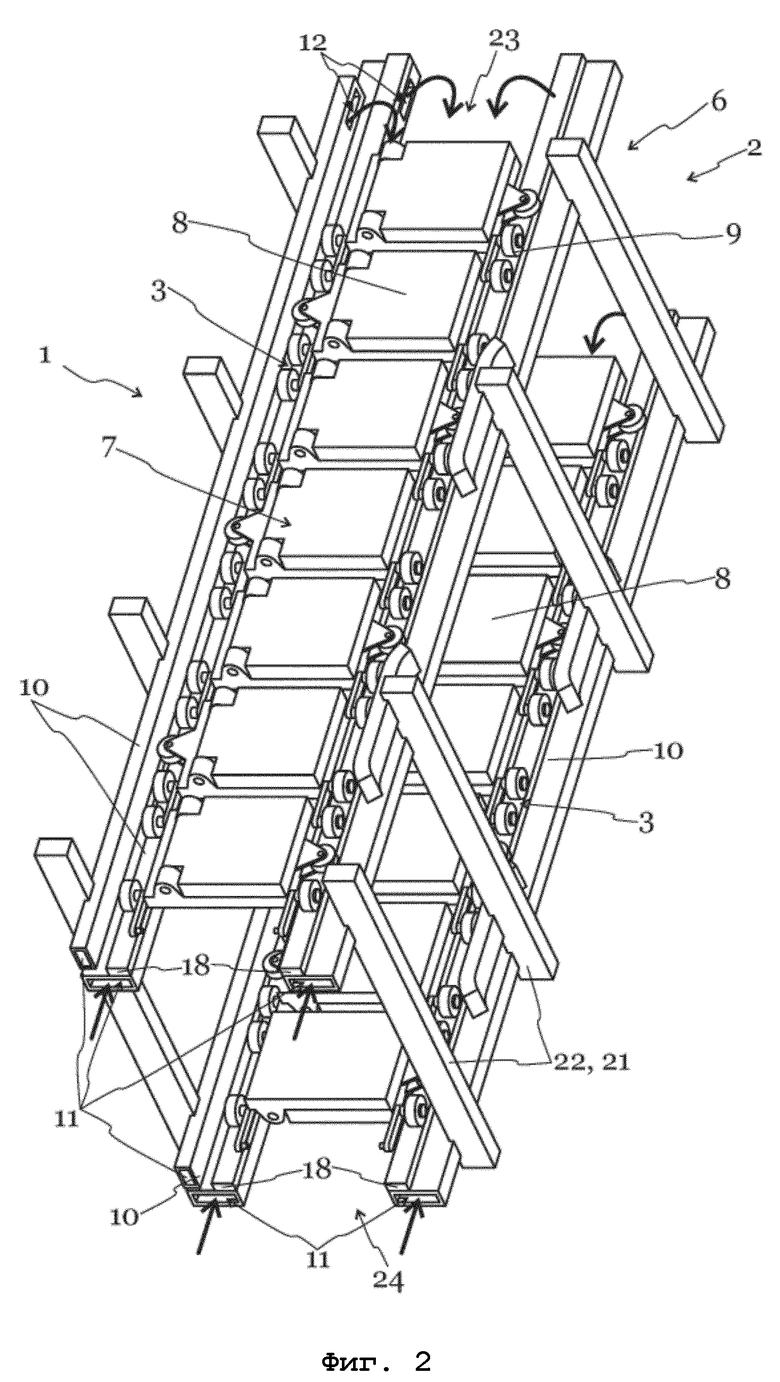
1. Устройство (1) выпекания для производства выпечных, предпочтительно съедобных изделий,
- причём устройство (1) для выпекания содержит каркас (21) устройства выпекания с корпусом (20) устройства выпекания и пекарной камерой (2), расположенной внутри корпуса (20) устройства выпекания,
- причём устройство (1) выпекания имеет бесконечную цепь (3) выпечных цанг, которая непрерывно движется по кругу вдоль по существу замкнутой траектории и движется через пекарную камеру (2), причём упомянутая цепь проходит от передней точки (5) поворота, расположенной во входном участке (4), до задней точки (6) поворота,
- причём цепь (3) выпечных цанг содержит соединённые между собой тележки (7) выпечных цанг с открываемыми и закрываемыми, в частности раскладываемыми и складываемыми выпечными цангами (8),
- причём на цепи (3) выпечных цанг предусмотрено множество роликов (9),
- причём ролики (9) катятся по меньшей мере вдоль части траектории по меньшей мере по одной продольной направляющей (10) для поддержки и/или направления цепи (3) выпечных цанг,
- причём предусмотрен охладительный канал (11), по которому протекает охлаждающий воздух, для охлаждения упомянутой по меньшей мере одной продольной направляющей (10),
отличающееся тем, что
- охладительный канал (11) выходит в пекарную камеру (2) в области задней точки (6) поворота через по меньшей мере одно конвекционное отверстие (12),
- предусмотрен конвекционный вентилятор (25) для формирования конвекционного потока в пекарной камере (2) и направления охлаждающего воздуха по охладительному каналу (11)
- таким образом, что охлаждающий воздух проходит через конвекционное отверстие (12) из охладительного канала (11) упомянутой по меньшей мере одной продольной направляющей (10) для создания искусственной конвекции, в частности горизонтально, в пекарной камере (2).
2. Устройство (1) выпекания по п. 1, отличающееся тем, что охладительный канал (11) проходит до конвекционного отверстия (12), в частности на стороне пекарной камеры, замкнуто через пекарную камеру (2).
3. Устройство (1) выпекания по п. 1 или 2, отличающееся тем, что конвекционный вентилятор (25) вводит охлаждающий воздух в охлаждающий канал (11) через по меньшей мере одно нагнетательное отверстие (17),
- по меньшей мере одно нагнетательное отверстие (17) предусмотрено на расстоянии от конвекционного отверстия (12) и/или
- по меньшей мере одно нагнетательное отверстие (17) предусмотрено в области передней точки (5) поворота и/или
- по меньшей мере одно нагнетательное отверстие (17) предусмотрено в области входного участка (4) и/или
- по меньшей мере одно нагнетательное отверстие (17) предусмотрено в области отверстия (13) вытяжки и/или
- по меньшей мере одно нагнетательное отверстие (17) предусмотрено в области разделительной стенки между входным участком (4) и пекарной камерой (2) и/или
- по меньшей мере одно нагнетательное отверстие (17) предусмотрено в области пекарной камеры (2).
4. Устройство (1) выпекания по одному из пп. 1-3, отличающееся тем, что продольная направляющая (10) содержит полый профиль, причём охладительный канал (11) расположен в полом профиле, или охладительный канал (11) образован внутренней частью полого профиля.
5. Устройство (1) выпекания по одному из пп. 1-4, отличающееся тем, что пекарная камера (2) выполнена по существу закрытой, за исключением следующих отверстий:
- отверстия (13) вытяжки для удаления из пекарной камеры (2) газообразной среды, в частности газообразных продуктов сгорания и воздуха,
- одного или более отверстий (14) подачи для топливной смеси,
- впускного отверстия (15) для цепи (3) выпечных цанг,
- выпускного отверстия (16) для цепи (3) выпечных цанг,
- по меньшей мере одного конвекционного отверстия (12).
6. Устройство (1) выпекания по одному из пп. 1-5, отличающееся тем, что охлаждающий воздух для создания искусственной конвекции может вводиться в пекарную камеру (2) управляемым и/или регулируемым способом посредством конвекционного вентилятора (25), причём охлаждающий воздух вводится или может вводиться через нагнетательные отверстия (17) в охладительном канале (11).
7. Устройство (1) выпекания по одному из пп. 1-6, отличающееся тем, что направление потока охлаждающего воздуха, выходящего из по меньшей мере одного конвекционного отверстия (12) охладительного канала (11) по меньшей мере одной продольной направляющей (10) противоположно направлению потока охлаждающего воздуха, протекающего в охладительном канале (11).
8. Устройство (1) выпекания по одному из пп. 1-7, отличающееся тем, что продольная направляющая (10) выполнена(ы) в виде вертикального направляющего рельса для направляющих роликов и/или что продольная направляющая (10) выполнена(ы) в виде боковой направляющей полосы для боковых направляющих роликов.
9. Устройство (1) выпекания по одному из пп. 1-8, отличающееся тем, что по меньшей мере одна продольная направляющая (10) содержит ходовой рельс (18), действующий в качестве ходовой поверхности для роликов (9).
10. Устройство (1) выпекания по одному из пп. 1-9, отличающееся тем, что
- по меньшей мере одна продольная направляющая (10) расположена на каркасе (21) устройства выпекания
- и/или что по меньшей мере одна продольная направляющая (10) является частью каркаса (21) устройства выпекания.
11. Устройство (1) выпекания по одному из пп. 1-10, отличающееся тем, что предусмотрено первое фиксирующее устройство для соединения продольной направляющей (10) с частью каркаса (21) устройства выпекания, при этом фиксирующее устройство содержит выступ и выемку для фиксации выступа.
12. Устройство (1) выпекания по п. 11, отличающееся тем, что каркас (21) устройства выпекания содержит, в частности, вертикально проходящие опоры (22) и/или образован, в частности, вертикально проходящими опорами (22), и что по меньшей мере одна продольная направляющая (10) зафиксирована или может быть зафиксирована на этих опорах (22) посредством по меньшей мере одного фиксирующего устройства.
13. Устройство (1) выпекания по одному из пп. 1-12, отличающееся тем, что траектория, по которой движется по кругу цепь (3) выпечных цанг, последовательно содержит:
- верхнюю по существу горизонтально проходящую плоскость (23) транспортировки,
- заднюю область поворота в области задней точки (6) поворота,
- нижнюю по существу горизонтально проходящую плоскость (24) транспортировки и
- переднюю область поворота в области передней точки (5) поворота,
- цепь (3) выпечных цанг направляется в задней области поворота с поворотом на около 180° от верхней плоскости (23) транспортировки к нижней плоскости (24) транспортировки,
- цепь (3) выпечных цанг направляется в передней области поворота с поворотом на около 180° от нижней плоскости (24) транспортировки вновь к верхней плоскости (23) транспортировки
- и плоскости (23, 24) транспортировки содержат по меньшей мере две продольных направляющих (10) или образованы по меньшей мере двумя продольными направляющими (10).
14. Устройство (1) выпекания по одному из пп. 1-13, отличающееся тем, что продольные направляющие (10) выполнены из твёрдого металла, в частности стали, предпочтительно из DIN2395 St44-3.
15. Устройство (1) выпекания по одному из пп. 1-14, отличающееся тем, что каждая из выпечных цанг (8) цепи (3) выпечных цанг устройства (1) выпекания последовательно проходит через:
- область нанесения выпечной массы для нанесения выпечной массы на открытую выпечную цангу (8),
- область закрытия для закрытия выпечных цанг (8),
- пекарную камеру (2) для выпекания выпечных изделий в закрытых выпечных цангах (8), в которой предусмотрено по меньшей мере одно нагревательное устройство (19) для нагревания выпечных цанг (8), находящихся в пекарной камере (2),
- область открытия для открытия выпечных цанг (8),
- и область извлечения выпечных изделий для извлечения выпечных изделий из открытых выпечных цанг (8),
причём цепь (3) выпечных цанг поворачивается в задней точке (6) поворота, расположенной в пекарной камере (2), и в передней точке (5) поворота, расположенной на входном участке (4), удалённом от пекарной камеры (2), причём пекарная камера (2) выполнена в виде по существу закрытой пекарной камеры (2) с теплоизоляцией.
| AT 380150 B, 10.04.1986 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ СТАКАНЧИКОВ ДЛЯ МОРОЖЕНОГО | 1991 |
|
RU2007086C1 |

