Настоящее изобретение относится к коррозионным исследованиям, а именно к способу измерения скорости коррозии гравиметрическим методом, используемому для определения коррозионной агрессивности исследуемой среды вблизи нижней образующей трубопровода.
Известен способ установки образцов-свидетелей коррозии в тройнике с заглушкой (РД 39-0147103-362-86 «Руководство по применению антикоррозионных мероприятий при составлении проектов обустройства», стр. 86).
Известный способ установки образцов-свидетелей коррозии включает остановку работы трубопровода, стравливание давления в трубопроводе, монтаж тройника в трубопровод, приварку к фланцевой заглушке стержня с установленными на конце образцами-свидетелями коррозии и ввод образцов-свидетелей коррозии в центральную часть трубопровода через патрубок тройника.
Недостатком этого способа является отсутствие возможности установки образцов-свидетелей коррозии вблизи нижней образующей трубопровода, что приводит к невозможности измерения скорости коррозии в зоне нижней образующей трубопровода. Другими недостатками являются необходимость монтажа специального устройства (тройника) в трубопровод с предусмотренным отверстием для ввода образцов-свидетелей коррозии в полость трубопровода и повышенные требования к безопасности, связанные с проведением сварочных работ при монтаже специального устройства, а также увеличенная продолжительность работ по установке образцов-свидетелей коррозии, связанная с большим количеством монтажных операций.
Известен способ исследования коррозии внутренних поверхностей трубопроводов и цилиндрических сосудов (Патент №2300093 С1, МПК G01N/00, опубл. 27.05.2007, бюл. №15).
Известный способ исследования коррозии, заключающийся в установке образцов-свидетелей коррозии, включает остановку работы трубопровода, стравливание давления, монтаж специального устройства, предусматривающего отверстие для ввода образца-свидетеля коррозии в полость трубопровода, закрепление образца-свидетеля коррозии в виде пластины на стержне и его введение через специальное отверстие в трубопровод, при достижении противоположной от точки ввода части внутренней поверхности трубопровода образец-свидетель коррозии деформируется под воздействием осевой нагрузки на стержень и принимает форму внутренней поверхности трубопровода.
Недостатками данного способа являются необходимость монтажа специального устройства к трубопроводу с предусмотренным отверстием для ввода образца-свидетеля коррозии в полость трубопровода, повышенные требования к безопасности, связанные с проведением сварочных работ при монтаже специального устройства, а также увеличенная продолжительность работ по установке образцов-свидетелей коррозии, связанная с большим количеством монтажных операций.
Наиболее близким по совокупности признаков к заявляемому способу является способ установки образцов-свидетелей коррозии с применением зонда для установки цилиндрических образцов-свидетелей коррозии фирмы «Сонар», г. Пенза (http://sonar-penza.ru/wp-content/uploads/2016/11/Зонд-ОСКЦ-403-160-РЭ-1000.pdf).
Известный способ установки образцов-свидетелей коррозии включает остановку работы трубопровода, стравливание давления в трубопроводе, монтаж специального устройства ввода, состоящего из привариваемого к трубопроводу фитинга и шарового крана, и последующее сверление специального отверстия в теле трубопровода в месте приварки фитинга, установку цилиндрических образцов-свидетелей коррозии поочередно с изолирующими шайбами на стержень и их фиксация двумя гайками снизу, установку конструкции на зонд и последующий монтаж зонда в устройство ввода, после чего производится ввод образцов-свидетелей коррозии в полость трубопровода.
Недостатком этого способа является отсутствие возможности установки образцов-свидетелей коррозии вблизи нижней образующей трубопровода, что приводит к невозможности измерения скорости коррозии в зоне нижней образующей трубопровода (минимально возможное расстояние от нижнего образца-свидетеля коррозии до нижней образующей трубопровода составляет не менее высоты двух гаек, фиксирующих образцы-свидетели коррозии снизу). Другими недостатками являются необходимость монтажа специального устройства (фитинга с шаровым краном) к трубопроводу с предусмотренным отверстием для ввода образцов-свидетелей коррозии в полость трубопровода, повышенные требования к безопасности, связанные с проведением сварочных работ при монтаже специального устройства, а также увеличенная продолжительность работ по установке образцов-свидетелей коррозии, связанная с большим количеством монтажных операций.
Технической проблемой настоящего изобретения является обеспечение возможности установки образцов-свидетелей коррозии вблизи нижней образующей трубопровода без монтажа специального устройства, предусматривающего отверстие для ввода образцов-свидетелей коррозии в полость трубопровода, повышение безопасности установки образцов-свидетелей коррозии за счет исключения проведения сварочных работ и сокращение продолжительности установки за счет уменьшения количества монтажных операций.
Техническая проблема решается способом установки образцов-свидетелей коррозии в трубопровод, включающим остановку работы трубопровода, стравливание давления в трубопроводе, согласно изобретению проводят демонтаж защитной гильзы для датчика температуры из фитинга трубопровода, берут стержень, конец меньшего диаметра которого вставляют в шайбу и развальцовывают до жесткой фиксации шайбы на конце стержня, затем образцы-свидетели коррозии монтируют поочередно с изолирующими втулками на стержень и фиксируют прижимной и контрящей гайками, проводят измерение расстояния от нижней образующей внутренней поверхности трубопровода до верхней плоской поверхности фитинга, после чего стержень фиксируют в резьбовом соединении заглушки со стержнем с помощью контргайки к торцевой поверхности заглушки на такой глубине завинчивания, при которой расстояние от нижнего конца стержня до поверхности заглушки, контактирующей с уплотнительной шайбой, равно измеренному расстоянию от нижней образующей внутренней поверхности трубопровода до верхней плоской поверхности фитинга, контактирующей с уплотнительной шайбой, после чего собранный узел с уплотнительной шайбой вкручивают в фитинг.
Такое выполнение способа установки образцов-свидетелей коррозии в трубопровод позволит:
- установить образцы-свидетели коррозии вблизи нижней образующей трубопровода;
- провести установку образцов-свидетелей коррозии без монтажа специального устройства, предусматривающего отверстие для ввода образцов-свидетелей коррозии в полость трубопровода;
- повысить безопасность установки образцов-свидетелей коррозии за счет исключения сварочных работ;
- сократить продолжительность установки образцов-свидетелей коррозии за счет уменьшения количества монтажных операций.
Заявленное техническое решение поясняется следующими иллюстрациями.
На фиг. 1 изображен установленный на трубопроводе фитинг, предназначенный для монтажа защитной гильзы для датчика температуры.
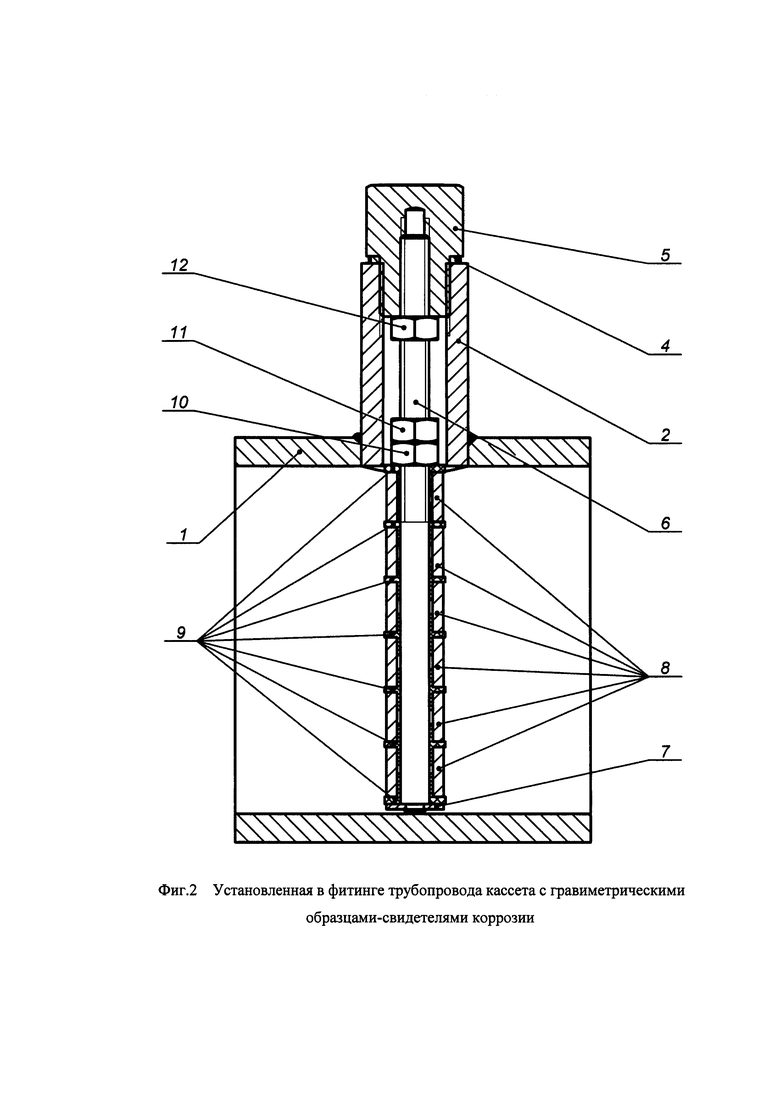
На фиг. 2 изображены образцы-свидетели коррозии, установленные в полость трубопровода через имеющийся фитинг.
Предложенный способ осуществляется следующим образом.
Изначально в фитинге 2 трубопровода 1 установлена защитная гильза 3 для датчика температуры, герметизация обеспечивается уплотнительной шайбой 4. Перед демонтажем защитной гильзы 3 сначала стравливают давление в трубопроводе 1, далее откручивают защитную гильзу 3, конец стержня 6 меньшего диаметра вставляют в шайбу 7 и развальцовывают до жесткой фиксации шайбы 7 на конце стержня 6, после чего образцы-свидетели коррозии 8 устанавливают поочередно с изолирующими втулками 9 на стержень 6 и прижимают гайкой 10 с контрящей ее гайкой 11. Далее измеряют расстояние от нижней образующей внутренней поверхности трубопровода 1 до верхней плоской поверхности фитинга 2, контактирующей с уплотнительной шайбой 4. В целях ближайшего расположения нижнего образца-свидетеля коррозии 8 к нижней образующей трубопровода 1 стержень 6 с навинченной на него гайкой 12 вкручивают в заглушку 5 на глубину завинчивания, при которой расстояние от нижнего конца стержня 6 до поверхности заглушки 5, контактирующей с уплотнительной шайбой 4, равно измеренному расстоянию от нижней образующей внутренней поверхности трубопровода 1 до верхней плоской поверхности фитинга 2, что с учетом толщины уплотнительной шайбы 4 приводит к минимальному зазору между нижним концом стержня 6 и нижней образующей трубопровода 1. После чего стержень 6 фиксируют в заглушке 5 с помощью контрящей гайки 12, затем заглушку 5 с уплотнительной шайбой 4 вкручивают в фитинг 2.
Способ апробирован на трубопроводах ООО «Газпром добыча Уренгой» со следующим техническим результатом. Удалось объективно оценить скорость коррозии внутренней поверхности трубопровода в зоне нижней образующей без монтажа специального устройства, предусматривающего отверстие для ввода образцов-свидетелей коррозии в полость трубопровода, при этом сократилась продолжительность установки образцов-свидетелей коррозии с 5-6 часов до 20-25 минут за счет уменьшения количества монтажных операций и исключения сварочных работ, что также повысило безопасность установки образцов-свидетелей коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ОБРАЗЦОВ-СВИДЕТЕЛЕЙ КОРРОЗИИ В ТРУБОПРОВОД | 2017 |
|
RU2659862C1 |
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| БАЗОВОЕ УСТРОЙСТВО АВТОМАТИЗАЦИИ ВОДОСНАБЖЕНИЯ | 2021 |
|
RU2784757C1 |
| Устройство для контроля скорости коррозии трубопровода | 2019 |
|
RU2723004C1 |
| МЕТОД И УСТРОЙСТВО ФИКСАЦИИ ОБРАЗЦОВ-СВИДЕТЕЛЕЙ ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ КОРРОЗИИ НА РАЗНЫХ ГЛУБИНАХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2019 |
|
RU2752377C2 |
| СОЕДИНИТЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ТРУБ, СПОСОБ СОЕДИНЕНИЯ ТРУБЫ С ФИТИНГОМ, ГАЙКА И ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2482373C1 |
| СПОСОБ ИССЛЕДОВАНИЯ СКОРОСТИ КОРРОЗИИ ТРУБОПРОВОДА | 2019 |
|
RU2747078C1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| ПАКЕР ШЛИПСОВЫЙ СЕРОВОДОРОДОСТОЙКИЙ | 2023 |
|
RU2826994C1 |
| СПОСОБ РАЗДЕЛЕНИЯ НАПОРНОЙ И ВХОДНОЙ ПОЛОСТЕЙ СПИРАЛЬНОГО КОРПУСА ЦЕНТРОБЕЖНОГО НАСОСА ПРИ ПРОВЕДЕНИИ ГИДРОИСПЫТАНИЙ | 1994 |
|
RU2065088C1 |

Изобретение относится к коррозионным исследованиям. Способ включает остановку работы трубопровода, стравливание давления в трубопроводе. Проводят демонтаж защитной гильзы для датчика температуры из фитинга трубопровода, берут стержень, конец меньшего диаметра которого вставляют в шайбу и развальцовывают до жесткой фиксации шайбы на конце стержня, затем образцы-свидетели коррозии монтируют поочередно с изолирующими втулками на стержень и фиксируют прижимной и контрящей гайками, проводят измерение расстояния от нижней образующей внутренней поверхности трубопровода до верхней плоской поверхности фитинга, после чего стержень фиксируют в резьбовом соединении заглушки со стержнем с помощью контргайки к торцевой поверхности заглушки на такой глубине завинчивания, при которой расстояние от нижнего конца стержня до поверхности заглушки, контактирующей с уплотнительной шайбой, равно измеренному расстоянию от нижней образующей внутренней поверхности трубопровода до верхней плоской поверхности фитинга, контактирующей с уплотнительной шайбой, после чего собранный узел с уплотнительной шайбой вкручивают в фитинг. Технический результат - сокращение продолжительности установки образцов-свидетелей коррозии за счет уменьшения количества монтажных операций. 2 ил.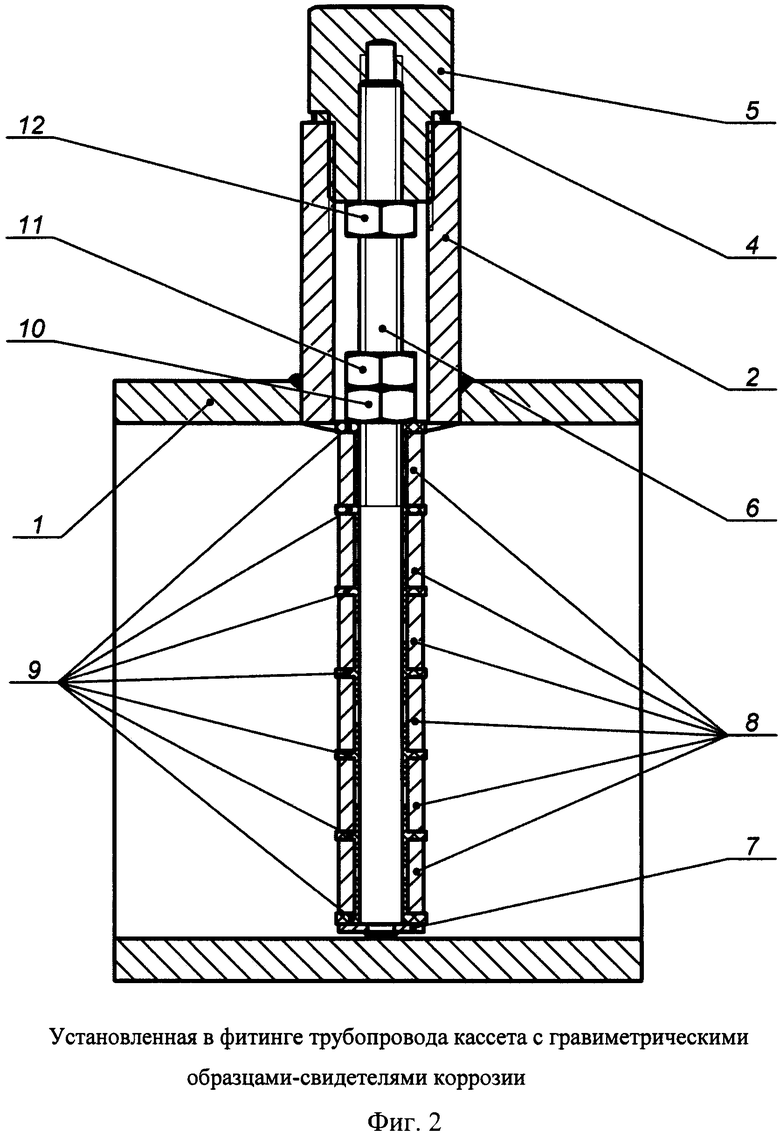
Способ установки образцов-свидетелей коррозии вблизи нижней образующей трубопровода, включающий остановку работы трубопровода, стравливание давления в трубопроводе, отличающийся тем, что проводят демонтаж защитной гильзы для датчика температуры из фитинга трубопровода, берут стержень, конец меньшего диаметра которого вставляют в шайбу и развальцовывают до жесткой фиксации шайбы на конце стержня, затем образцы-свидетели коррозии монтируют поочередно с изолирующими втулками на стержень и фиксируют прижимной и контрящей гайками, проводят измерение расстояния от нижней образующей внутренней поверхности трубопровода до верхней плоской поверхности фитинга, после чего стержень фиксируют в резьбовом соединении заглушки со стержнем с помощью контргайки к торцевой поверхности заглушки на такой глубине завинчивания, при которой расстояние от нижнего конца стержня до поверхности заглушки, контактирующей с уплотнительной шайбой, равно измеренному расстоянию от нижней образующей внутренней поверхности трубопровода до верхней плоской поверхности фитинга, контактирующей с уплотнительной шайбой, после чего собранный узел с уплотнительной шайбой вкручивают в фитинг.
| СПОСОБ УСТАНОВКИ ОБРАЗЦОВ-СВИДЕТЕЛЕЙ КОРРОЗИИ В ТРУБОПРОВОД | 2017 |
|
RU2659862C1 |
| RU 128916 U1, 10.06.2013 | |||
| СПОСОБ ИССЛЕДОВАНИЯ КОРРОЗИИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДОВ И ЦИЛИНДРИЧЕСКИХ СОСУДОВ | 2005 |
|
RU2300093C1 |
| US 20160091411 A1, 31.03.2016 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИДИМЕТИЛВИНИЛЭТИНИЛ- КАРБИНИЛХЛОРИДА | 0 |
|
SU240236A1 |

