Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки для образования арматурной сетки. Известно внутреннее продольное охлаждение передней части электрода путем непрерывной циркуляции вдоль полости его хвостовика (см. ГОСТ 14111-90, с. 16).
Его недостатки: из-за удаленности зон охлаждения-дна его полости и нагрева- переднего торца электрода- его температура при сварке сталей достигает до 1073К, чем ускоряется его износ; из-за малых поперечных размеров его (диаметром не более 40 мм) при сварке образуется только одна точка и поэтому недостаточная производительность одноточечных сварочных машин.
Известно и внутреннее поперечное охлаждение электрода диаметром более 40 мм, когда в его глухом цилиндрическом поперечном канале размещена с боковым и осевым зазорами трубка, закрепленная противоположным концом в штуцере, соединенным с началом этого канала; хладагент подводится в полость трубки и отводится нагретым через боковой зазор за пределы штуцера (см. патент РФ №2652929 С1 от 27.04.2017).
Его недостатки: неэффективное охлаждение рабочего торца электрода из-за ограниченной боковой охлаждаемой поверхности такого поперечного канала; усложнение конструкции электрода наличием в этом канале трубки и штуцера, обеспечивающего подвод хладагента в этот канал и отвод из него; подогрев подводимого хладагента отводимым нагретым хладагентом через стенки трубки.
Задачей предлагаемого решения является повышение эффективности охлаждения электрода диаметром более 40 мм путем увеличения охлаждаемой поверхности его и сведение к минимуму нагрева циркулирующего в поперечных каналах хладагента.
Технический результат от предлагаемого: повышение стойкости предлагаемого электрода и упрощение его конструкции.
Это достигается тем, что у электрода с хвостовиком для контактной точечной сварки арматурной сетки, содержащего хвостовик для крепления в гнезде хобота сварочной машины и рабочую часть с поперечным глухим каналом под хладагент, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО в нем к имеющемуся каналу выполнено еще Н-1 глухих и одного сквозного периферийного поперечных каналов, разделенных между собой Н стенками, закрытых с краев, как и выше указанный канал, полыми с переднего торца пробками, кроме двух периферийных каналов для подвода хладагента одним из них и отвода его нагретым другим; при этом у дна одного из них выполнено в разделительной стенке поперечное окно, открытое перед началом пробки соседнего поперечного канала, у дна которого в следующей стенке образовано другое поперечное окно, открытое перед началом пробки следующего поперечного канала, и т.д. и последнее поперечное окно в последней разделительной стенке открыто у пробки другого сквозного периферийного канала.
Выполнение сверлением к имеющемуся поперечному глухому каналу еще Н-1 других глухих и одного сквозного периферийного поперечных каналов, разделенных между собой Н стенками, закрытых, как и выше указанный канал, с краев своими пробками, возрастает как минимум в 3 раза охлаждаемая поверхность такого электрода.
Наличием в их началах пробок, кроме периферийного канала для подвода хладагента (в периферийном канале для отвода его нагретым за пределы электрода имеется пробка), герметизируются эти каналы. Созданием Н радиусных стенок между этими поперечными каналами обеспечивается их разделение между собой, прочность электрода в зоне расположения этих каналов от воздействия сварочного усилия и уменьшается теплообмен между потоками хладагента, циркулирующими в соседних каналах.
Образованием у дна периферийного канала в разделительной стенке поперечного окна, открытого перед началом пробки соседнего поперечного канала, у дна которого в следующей стенке образовано другое поперечное окно, открытое перед началом пробки следующего поперечного канала, и т.д. и последнее поперечное окно последней разделительной стенки открыто у пробки другого периферийного канала без дна, обеспечивается циркуляция по этим каналам потоков хладагента с эффективным охлаждением электрода и удалением его нагретым из последнего.
Применением полых с переднего торца пробок повышается эффективность охлаждения электрода в зоне их нахождения благодаря их полостям, куда поступает хладагент, омывая их боковые и донные поверхности, а через них и начала поперечных каналов электрода.
Сравнительный анализ предлагаемого решения с известными показывает, что оно ново, с существенными отличиями, промышленно пригодно и соответствует критерию ИЗОБРЕТЕНИЕ.
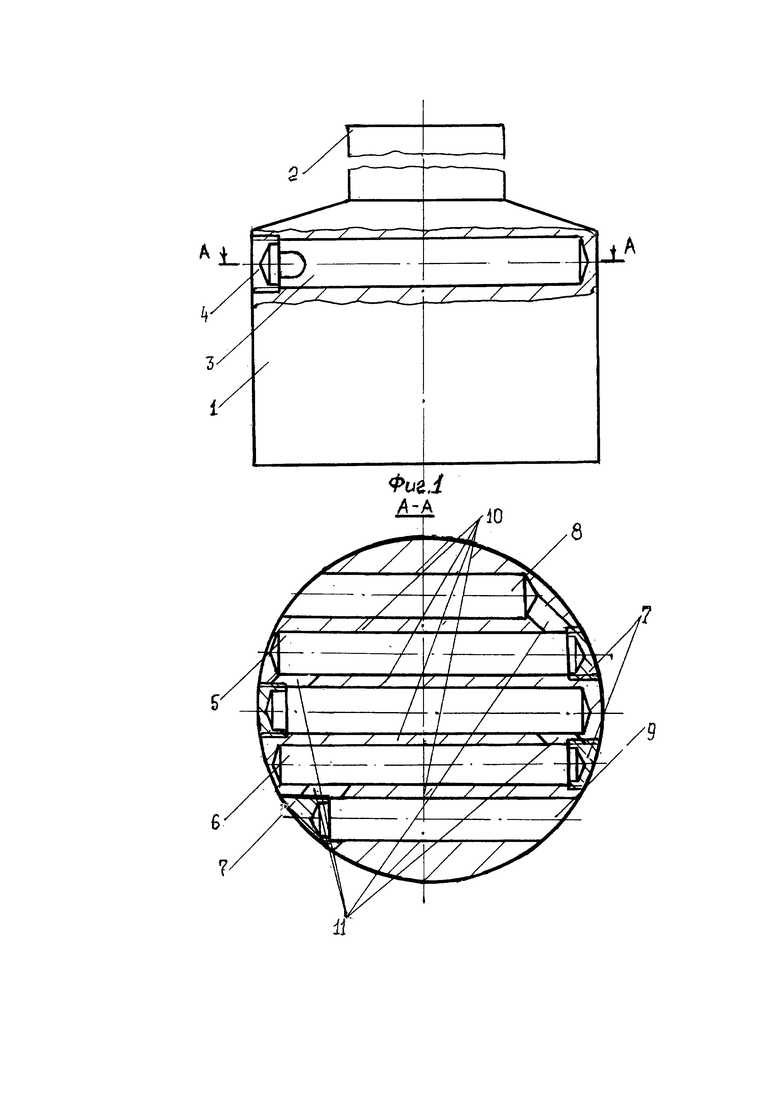
Оно представлено на чертеже фиг. 1 с поперечным сечением А-А цельным электродом, содержащим рабочую часть 1 большего диаметра, заканчивающуюся сверху хвостовиком 2 меньшего диаметра для крепления его в гнезде хобота сварочной машины; в верхней рабочей части 1 электрода просверлены, кроме глухого центрального 3, закрытого в его начале полой с переднего торца пробкой 4, еще, например, Н поперечных каналов: два из них попарно одинаковых по размерам: 5-й и 6-й с такими же, как и 4-ая, пробками 7 в их начале, и два периферийных: 8-й глухой с открытым началом для подвода хладагента в электрод и сквозной 9-й, закрытый пробкой 7 с одного края и открытый с другого края, для отвода его нагретым за пределы последнего; все каналы разделены между собой радиусными стенками 10 в количестве Н=4 и разной длины, в которых выполнены поперечные окна 11, расположенные краями в районе доньев каналов и начала их полых пробок 4 и 7.
При выше указанном значении 4-х выполненных дополнительными каналов Н общее число их равно Н+1=4=1=5, а число разделяющих их стенок равно 5-1=4=Н. В общем случае этих каналов может быть и больше, а таких стенок будет всегда на 1 меньше, причем канал 3 может быть и не центрально расположенным, как показано на чертеже.
Электрод охлаждается так: хладагент через начало канала 8 подводится к его дну и через окно 11 стенки 10 поступает в начало канала 5 с полой с переднего торца пробкой 7, устремляясь к дну ее полости и затем к дну этого канала, где через другое окно 11 стенки следующей стенки 10 оказывается в канале 3 и т.д., попадая в итоге в последний (4-й) периферийный сквозной канал 9, закрытый с одного края пробкой 7, из которого через другой свободный край удаляется нагретым теплом сварки за пределы электрода. Эти пробки - резьбовые или установлены с натягом в своих каналах с последующей герметизацией их концов известными методами. Переменой направления потока хладагента из одного канала в другой обеспечивается его перемешивание и интенсификация теплоотвода от электрода по его осевым стенкам от рабочего торца к стенкам этих каналов, а радиусными стенками переменной толщины (максимальной на дне и минимальной по середине канала), разделяющими эти каналы, сводится к минимуму подогрев друг друга потоков хладагента через их разделительные стенки, чем также интенсифицируется отвод тепла от электрода и повышается его стойкость.
Использованием полых с переднего торца пробок с поступающим в их полости хладагентом повышается эффективность охлаждения электрода в месте их периферийного расположения.
Таким образом, наличием нескольких поперечных каналов многократно повышается охлаждаемая поверхность предлагаемого электрода с одновременным перемешиванием циркулирующего по ним хладагента и минимальным подогревом его потоков друг от друга через разделяющие их стенки, чем увеличивается стойкость такого электрода как минимум в 1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 2017 |
|
RU2649482C1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649485C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2019 |
|
RU2723849C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2019 |
|
RU2723850C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2019 |
|
RU2723852C1 |
| Устройство для контактной точечной сварки (КТС) | 2018 |
|
RU2683987C1 |
| Способ охлаждения электрода сварочных клещей контактной точечной сварки (КТС) и устройство его реализации | 2015 |
|
RU2621083C1 |
| НЕПОДВИЖНЫЙ ДЕРЖАТЕЛЬ-ЭЛЕКТРОД СВАРОЧНЫХ КЛЕЩЕЙ | 2014 |
|
RU2578865C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2017 |
|
RU2652929C1 |
| Держатель электрода-ролика | 2017 |
|
RU2649483C1 |
Изобретение может быть использовано при изготовлении контактной точечной сваркой арматурной сетки. В рабочей части электрода выполнены открытые с одного конца поперечные глухие каналы под циркулирующий хладагент, разделенные стенками, и один сквозной поперечный канал. Первый от периферии поперечный глухой канал предназначен для подвода хладагента, а упомянутый сквозной поперечный канал является последним и предназначен для отвода нагретого хладагента. Открытые концы второго и последующих глухих каналов, а также один конец сквозного канала закрыты пробками, каждая из которых выполнена с полостью на ее переднем торце. В каждой разделительной стенке у дна первого и каждого последующего глухого канала выполнено поперечное окно, соединяющее упомянутый канал с соседним каналом с возможностью смены направления потока хладагента, а последний глухой канал соединен с упомянутым сквозным каналом поперечным окном, выполненным в последней разделительной стенке. Использование нескольких поперечных каналов увеличивает охлаждаемую поверхность электрода с одновременным перемешиванием циркулирующего по ним хладагента, что увеличивает стойкость электрода. 1 ил.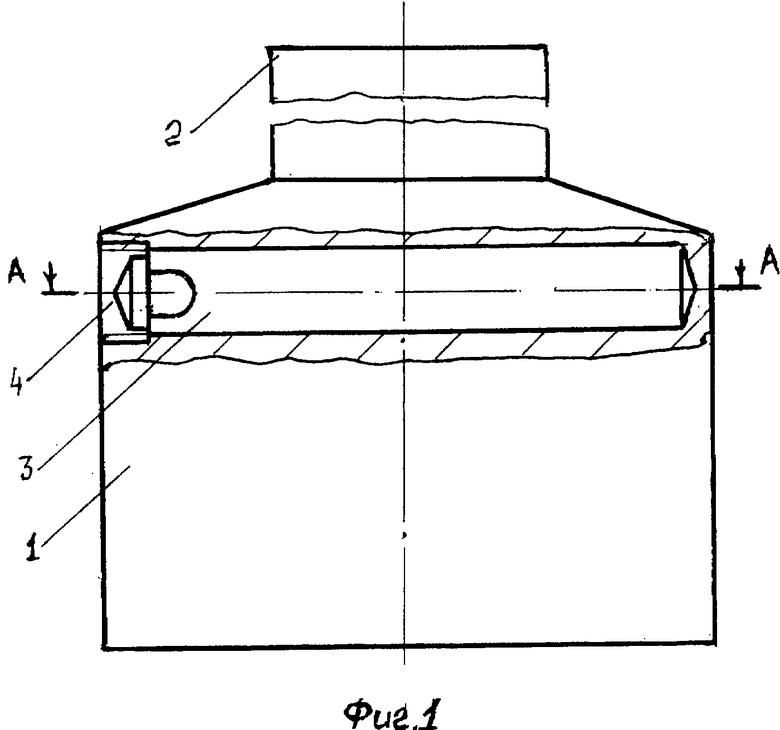
Электрод для контактной точечной сварки арматурной сетки, содержащий хвостовик для крепления в гнезде хобота сварочной машины и охлаждаемую рабочую часть, отличающийся тем, что в рабочей части электрода выполнены открытые с одного конца поперечные глухие каналы под циркулирующий хладагент, разделенные между собой стенками, и один сквозной поперечный канал, при этом первый от периферии поперечный глухой канал предназначен для подвода хладагента, а упомянутый сквозной поперечный канал является последним и предназначен для отвода нагретого хладагента, причем открытые концы второго и последующих глухих каналов, а также один конец сквозного канала закрыты пробками, каждая из которых выполнена с полостью на ее переднем торце, в каждой разделительной стенке у дна первого и каждого последующего глухого канала выполнено поперечное окно, соединяющее упомянутый канал с соседним каналом в зоне установленной в нем пробки с возможностью смены направления потока хладагента, а последний глухой канал соединен с упомянутым сквозным каналом в зоне его пробки поперечным окном, выполненным в последней разделительной стенке.
| Электрод с хвостовиком для контактной точечной сварки | 2017 |
|
RU2652929C1 |
| Электродная головка для контактной точечной сварки | 1989 |
|
SU1731532A1 |
| ЭЛЕКТРОД С ВНУТРЕННИМ ОХЛАЖДЕНИЕМ | 1995 |
|
RU2101149C1 |
| УСТРОЙСТВО ДЛЯ УТИЛИЗАЦИИ ЭНЕРГИИ ВОЛН | 1926 |
|
SU6509A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРМОВОЙ ДОБАВКИ ДЛЯ ПРОФИЛАКТИКИ МИКОТОКСИКОЗОВ У ЖИВОТНЫХ И ПТИЦЫ | 2010 |
|
RU2433738C1 |

