Изобретение относится к сварочному производству и пригодно для производства арматурной сетки из прутковых заготовок.
Известен вращающийся электрод-ролик для шовной сварки, подающий и сваривающий одновременно заготовки между собой. Он расположен на крепеже охлаждаемого или неохлаждаемого держателя и поэтому косвенное охлаждение электрода неэффективно, что сказывается отрицательно на его стойкости, применяемого невращающимся, например, также в австрийских многоточечных сварочных машинах при изготовлении арматурных сеток и закрепленного, например, болтом (см. учебник Б.А. Кузьмина и др. Технология металлов и конструкционных материалов. - М.: Машиностроение, 1980, с. 419).
Известен держатель под сменный электрод в виде одного из стержней с двумя продольными каналами, образованными с заднего торца и открытыми в поперечное гнездо, выполненное у его переднего торца под полый хвостовик электрода и его уплотнительный элемент, взятый за прототип предлагаемого решения (см. патент РФ 2578865 C1 от 25.08.2014).
Задачей этого решения является повышение эффективности охлаждения электрода-ролика.
Технический результат от предлагаемого заключается в повышении стойкости такого электрода.
Вышеуказанное достигается тем, что у держателя в виде прутка, имеющего с заднего торца две продольные полости под циркулирующий хладагент, открытые соответственно в заднюю и переднюю с уплотнительным элементом части поперечного гнезда, образованного у его переднего торца под стержень болта с электродом-роликом на нем, контактирующим торцами с его головкой и боковой поверхностью прутка, новым является то, что с торца стержня болта образован свой продольный канал с дном в его головке под трубку, размещенную без зазоров задней частью, но с кольцевым и осевым зазорами остальной частью; при этом кольцевая канавка с уплотнительным элементом стержня соединена его поперечными окнами, выполненными в зоне этой канавки, с этим кольцевым зазором; в дно продольного канала стержня уперта трубка с уплотнительным элементом на конце, а в головке болта выполнены поперечные окна, открытые в дно этого канала, кольцевой зазор между трубкой и этим каналом и внутреннюю кольцевую канавку втулки, размещенной герметично на боковой поверхности головки; с заднего и переднего торцов держателя выполнены глухие продольные полости, одна верхняя и две нижние, проходящие через кольцевую канавку стержня и дно поперечного гнезда держателя; в эти полости открыты поперечные окна держателя, выполненные над этим гнездом со стороны электрода и с противоположной стороны, причем последний канал открыт и в верхнюю полость и закрыт, как и нижние полости снаружи держателя; у электрода-ролика образована продольная прорезь и он надет на стержень с натягом.
Образованием с торца стержня болта продольного канала с дном в его головке обеспечивается циркуляция хладагента в этом канале с охлаждением через стенки стержня электрода-ролика, размещенного на нем.
Установкой в этом канале без зазоров задней части трубки и с кольцевым, а также осевым зазорами остальной части ее создается циркуляция хладагента по полости трубки и затем по вышеприведенным зазорам или наоборот с охлаждением стенок стержня и головки болта и через них этого электрода.
Выполнением поперечных окон стержня в зоне его кольцевой канавки, выполненной для образования резьбы на стержне болта и размещения там уплотнительного элемента, герметизирующего полость передней части гнезда держателя, обеспечивается подвод или отвод хладагента из передней продольной полости держателя к этим окнам через данную канавку и далее через них в продольный канал стержня.
Наличием в этом канале трубки, образующей с ним своей передней частью кольцевой и осевой зазоры, обеспечивается циркуляция хладагента в нем и охлаждение через элементы болта электрода-ролика, расположенного на нем.
Упиранием переднего торца с уплотнительным элементом трубки в дно продольного канала стержня разделяются между собой кольцевой и осевой зазоры, образованные поверхностями передней части трубки и поверхностями этого канала.
Образованием в головке болта поперечных окон, открытых в дно его канала и кольцевой зазор, обеспечивается циркуляция хладагента по этим окнам с охлаждением этой головки и электрода-ролика. Размещением на боковой поверхности головки болта втулки с внутренней кольцевой канавкой, в которую открыты поперечные окна головки болта, обеспечивается циркуляция хладагента по выше приведенным окнам и охлаждение втулкой периферийной части электрода-ролика.
Выполнением с переднего и заднего торцов держателя продольных глухих полостей, одной верхней и двух нижних, проходящих через кольцевую канавку стержня и дно глухого гнезда держателя и расположенных своими доньями над этим гнездом, уменьшается при сверлении увод их осей из-за меньшей длины этих полостей.
Образованием поперечных каналов над поперечным гнездом держателя, выполненных со стороны электрода и противоположной стороны, открытых в эти полости, обеспечивается подвод хладагента в последние и из них к стержню болта для охлаждения электрода-ролика. Эти каналы закрыты со стороны наружных поверхностей держателя: переднего торца и задней боковой, что необходимо для подвода хладагента в него и отвода нагретого из него.
Выполнением в электроде продольной прорези обеспечивается беззазорное соединение между сопрягаемыми поверхностями его и стержня болта, чем улучшается теплоотвод и электропроводность между этими элементами, а также упрощается установка такого электрода на болт.
Технические решения с признаками, отличающими заявляемое решение от прототипа, неизвестны и явным образом не следуют из уровня техники. Это позволяет считать, что предлагаемое ново, имеет существенные отличия, промышленно пригодно и поэтому соответствует критерию «изобретение».
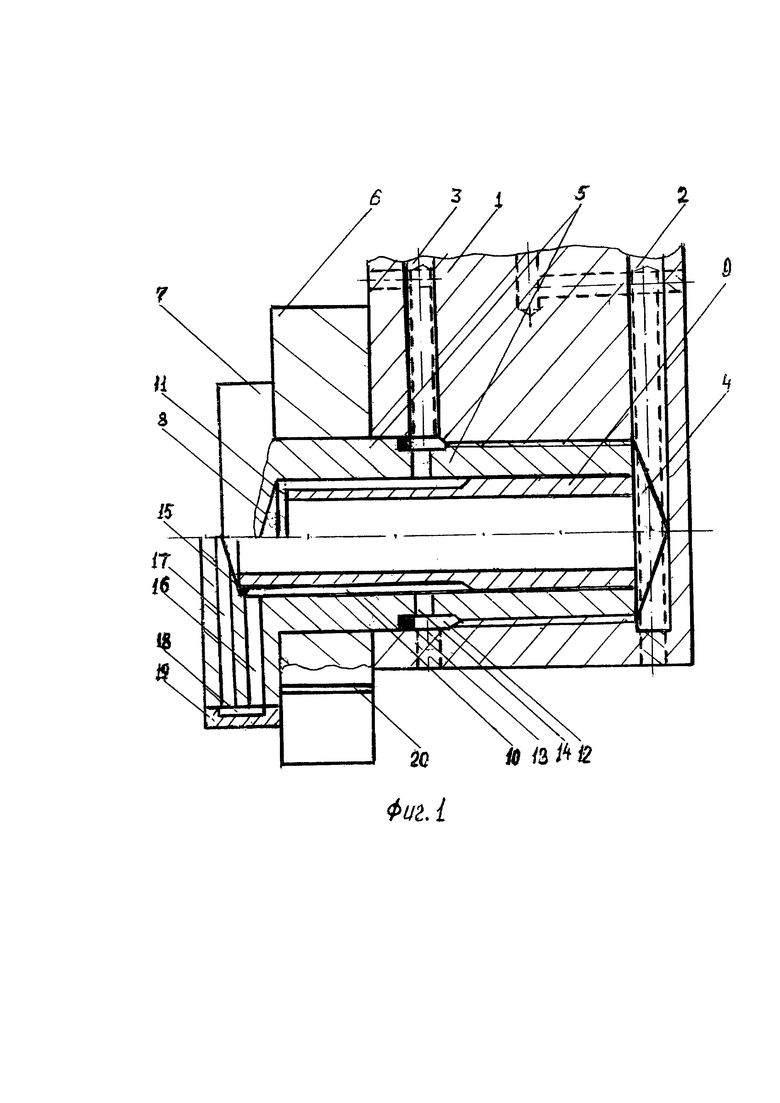
Его сущность поясняется чертежом, где на фиг. 1 от поперечной оси держателя и выше ее приведена его передняя часть и электрод-ролик согласно п. 1 формулы, а от этой оси и ниже показано решение п. 2-4 ее, причем п. 3 формулы представлен штриховыми линиями соответствующих продольных глухих полостей и поперечных каналов без позиций у этого держателя 1.
Предлагаемое решение содержит держатель 1 с задней 2 и передней 3 продольными полостями, открытыми соответственно в заднюю и переднюю части поперечного гнезда 4, выполненного у переднего торца его.
В этом гнезде размещен болт своим стержнем 5 с резьбой, а на выступающей из гнезда безрезьбовой части его расположен электрод-ролик 6, упирающийся торцами в головку 7 болта и боковую поверхность держателя 1.
С торца стержня 5, отделенного зазором от дна гнезда 4, куда открыта полость 2 держателя, образован продольный канал с дном 8 в головке 7 болта.
В этом канале размещена без зазоров задней частью трубка 9, но с кольцевым 10 и осевым 11 зазорами своей остальной частью и соответствующими поверхностями его.
На стержне образована кольцевая канавка 12 под выход резьбового инструмента и уплотнительный элемент 13, герметизирующий переднюю часть гнезда 4 в зоне от боковой поверхности держателя 1 до края его передней полости 3, открытой в эту канавку.
Сзади элемента 13 расположены поперечные окна 14, выполненные в стержне в зоне этой канавки и открытые, как и сама канавка, в переднюю продольную полость 3 держателя 1 и в кольцевой зазор 10 в стержне.
Нижняя часть фиг. 1 с п. 2 и 3 формулы отличается от верхней отсутствием осевого зазора 11, т.к. передний торец трубки 9 упирается в коническое дно 8 продольного канала стержня 5 болта. При этом на конце трубки размещен свой уплотнительный элемент 15, отделяющий кольцевой зазор 10 от полости этого дна, а в головке 7 болта выполнены смещенные между собой в угловом и осевом направлениях поперечные окна 16 и 17, открытые соответственно в кольцевой зазор 10 и коническое дно этого канала, а также внутреннюю кольцевую канавку 18 втулки 19, надетой на головку с герметизацией их посадочных поверхностей.
У электрода-ролика 6 выполнена прорезь 20 с углом наклона относительно продольной оси, равным нолю или больше его, чем обеспечивается беззазорное соединение между ним и стержнем 5 болта, а также облегчается их сборка и разборка.
Электрод 6 охлаждается согласно п. 1 формулы так: хладагент по полости 3 держателя поступает в кольцевую канавку 12 стержня 5 и через его поперечные окна 14, выполненные в зоне этой канавки, оказывается в кольцевом зазоре 10, устремляясь по нему к дну 8 продольного канала стержня и омывая при этом его внутренние поверхности и головки 7, контактирующих своими наружными поверхностями соответственно с внутренней и торцовой поверхностью электрода-ролика 6.
При работе последнего поступившее при сварке тепло в наружную боковую поверхность электрода 6 устремляется в радиальном и боковом направлениях к стержню 5, головке 7 и боковой поверхности держателя 1, передавая тепло через их стенки циркулирующему хладагенту по соответствующим зазорам стержня 5.
Нагретый теплом элементов болта хладагент отводится по полости трубки 9 к торцу стержня 5, далее в заднюю часть гнезда 4, свободную от последнего и куда открыта задняя полость 2 держателя 1, а затем по ней нагретым удаляется за пределы последнего.
По п. 2 формулы электрод 6 охлаждается так: подводимый по кольцевому зазору 10 к дну 8 продольного канала стержня 5 хладагент по поперечному окну 16 головки 7 устремляется в кольцевую канавку 18 ее втулки 19; по этой канавке он в окружном направлении устремляется к другому поперечному окну 17, смещенному в угловом направлении, по нему в дно канала 8 стержня 5 и далее как описано выше.
Увеличением в несколько раз охлаждаемой поверхности головки 7 болта за счет двух рядов ее поперечных окон 16 и 17, а также кольцевой канавки 18 втулки 19 существенно повышается эффективность охлаждения этой головки, которая как холодильник своим торцом интенсивно охлаждает торец электрода-ролика 6 и поэтому возрастает существенно его стойкость.
При реализации п. 3 формулы по поперечному каналу держателя, выполненному со стороны электрода, хладагент поступает в глухую продольную полость, образованную с переднего торца держателя, по ней в кольцевую канавку 12 и далее, как описано выше, охлаждает электрод 6 и нагретым отводится к дну гнезда 4; от него по продольной глухой полости, выполненной с переднего торца держателя, поступает в поперечный канал, образованный со стороны его задней боковой поверхности и открытый в продольную глухую полость, выполненную с заднего торца держателя, из которой отводится за пределы держателя (см. фиг. 1 с каналами и полостями, показанными штриховыми линиями).
Для повышения эффективности охлаждения электрода и исключения коррозии болта от хладагента-воды целесообразнее использовать в качестве его материала, например, латунь Л60, обладающая хорошими прочностными, электро- и теплопроводными свойствами.
Для обеспечения стойкости резьбы гнезда медного держателя возможен вариант использования в его большем гнезде герметично размещенной латунной втулки с элементами выше указанного гнезда.
Таким образом, интенсивным охлаждением стержня и головки болта существенно снижается нагрев размещенного на нем электрода-ролика и повышается его стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2625143C1 |
| НЕПОДВИЖНЫЙ ДЕРЖАТЕЛЬ-ЭЛЕКТРОД СВАРОЧНЫХ КЛЕЩЕЙ | 2014 |
|
RU2578865C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2019 |
|
RU2723849C1 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2626259C1 |
| Электрододержатель сварочных клещей для контактной точечной сварки | 2016 |
|
RU2622191C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2019 |
|
RU2723850C1 |
| Прессующий узел машины литья под давлением | 2016 |
|
RU2637033C1 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2625142C1 |
| Устройство для контактной точечной сварки с охлаждением электрода-колпачка. | 2016 |
|
RU2633809C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2420378C2 |
Изобретение может быть использовано для изготовления арматуры из прутковых заготовок. В поперечном гнезде держателя установлен стержень болта. Электрод-ролик закреплен на выступающей из гнезда безрезьбовой части стержня болта, имеющего продольный канал, в котором размещена трубка с осевым зазором у его дна в зоне головки болта. На наружной поверхности стержня выполнена кольцевая канавка с установленным в ней уплотнительным элементом, герметизирующим переднюю часть поперечного гнезда держателя. В держателе выполнена передняя продольная полость для подачи хладагента, открытая в упомянутую кольцевую канавку на стержне болта и соединенная с кольцевым зазором через поперечные окна, образованные в зоне этой канавки, и задняя продольная полость для отвода хладагента, открытая в заднюю часть поперечного гнезда держателя, свободную от стержня болта. Образованной в электроде продольной прорезью обеспечивается его соединение без зазора со стержнем болта, а охлаждение стержня и головки болта повышает стойкость электрода. 2 н.п. ф-лы, 1 ил.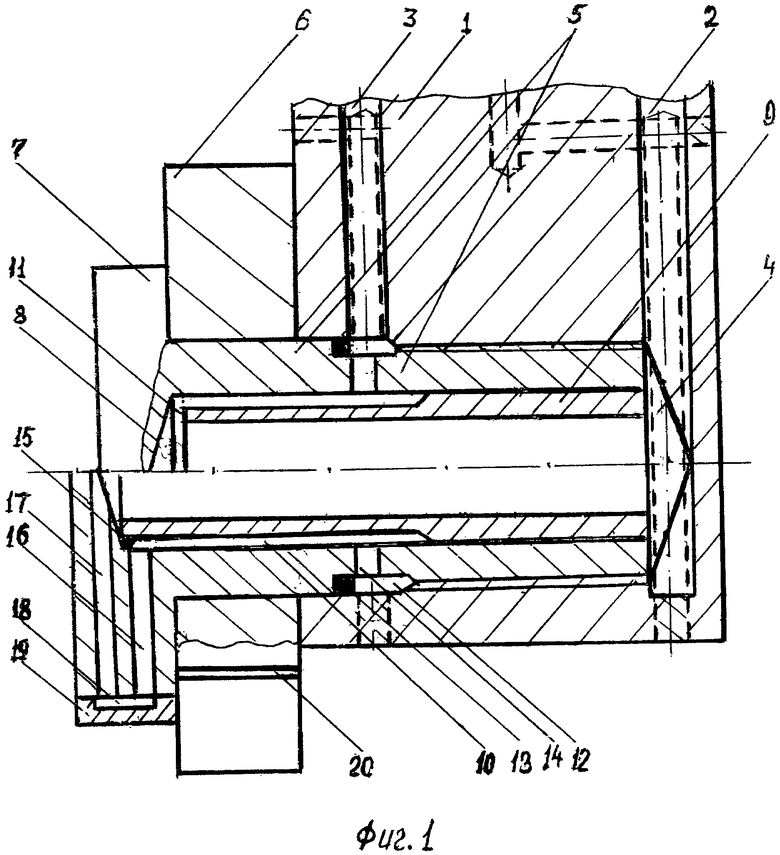
1. Устройство для контактной точечной сварки, содержащее электрод-ролик и держатель, отличающееся тем, что оно снабжено болтом, стержень которого установлен в поперечном гнезде, выполненном в держателе, а электрод-ролик закреплен на выступающей из гнезда безрезьбовой части стержня болта, причем задняя часть стержня болта установлена без зазора в упомянутом поперечном гнезде держателя, а передняя часть – относительно него с кольцевым зазором, при этом стержень болта имеет продольный канал, в котором размещена трубка с осевым зазором у его дна в зоне головки болта, а на наружной поверхности стержня выполнена кольцевая канавка с установленным в ней уплотнительным элементом, герметизирующим переднюю часть поперечного гнезда держателя, при этом в держателе выполнена передняя продольная полость для подачи хладагента, открытая в упомянутую кольцевую канавку на стержне болта и соединена с кольцевым зазором через поперечные окна, образованные в зоне этой канавки, и задняя продольная полость для отвода хладагента, открытая в заднюю часть поперечного гнезда держателя, свободную от стержня болта.
2. Устройство для контактной точечной сварки, содержащее электрод-ролик и держатель, отличающееся тем, что оно снабжено болтом, стержень которого установлен в поперечном гнезде, выполненном в держателе, а электрод-ролик закреплен на выступающей из гнезда безрезьбовой части стержня болта, причем задняя часть стержня болта установлена без зазора в упомянутом поперечном гнезде держателя, а передняя часть – относительно него с кольцевым зазором, при этом стержень болта имеет продольный канал с коническим дном в зоне головки болта, в канале размещена трубка с уплотнительным элементом на ее конце с упором в упомянутое дно, а на наружной поверхности стержня выполнена кольцевая канавка с установленным в ней уплотнительным элементом, герметизирующим переднюю часть поперечного гнезда держателя, причем на боковой поверхности головки болта герметично установлена втулка, имеющая внутреннюю кольцевую канавку, а в головке болта выполнены смещенные между собой поперечные окна, открытые с одной стороны в кольцевой зазор между трубкой и держателем и коническое дно канала, а с другой стороны – в кольцевую канавку втулки.
| Электродная головка для контактной точечной сварки | 1989 |
|
SU1731532A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 0 |
|
SU326029A1 |
| Головка для контактной сварки | 1981 |
|
SU1013169A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРМОВОЙ ДОБАВКИ ДЛЯ ПРОФИЛАКТИКИ МИКОТОКСИКОЗОВ У ЖИВОТНЫХ И ПТИЦЫ | 2010 |
|
RU2433738C1 |
| US 4544822 А, 01.10.1985. | |||

