(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовой полупроводниковый прибор | 1977 |
|
SU682971A1 |
| Электродный узел | 1989 |
|
SU1731529A1 |
| Установка для образования анкерных головок на арматурных стержнях сваркой под слоем флюса | 1986 |
|
SU1318676A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| Монополярный электролизер | 1987 |
|
SU1421809A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Электрод для контактной точечной сварки | 1989 |
|
SU1731531A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
Изобретение относится к сварке преимущественно прутков строительных конструкций и может быть использовано при разработке оборудования для контактной точечной сварки
Цель изобретения - повышение долговечности электрода за счет интенсификации процесса его охлаждения.
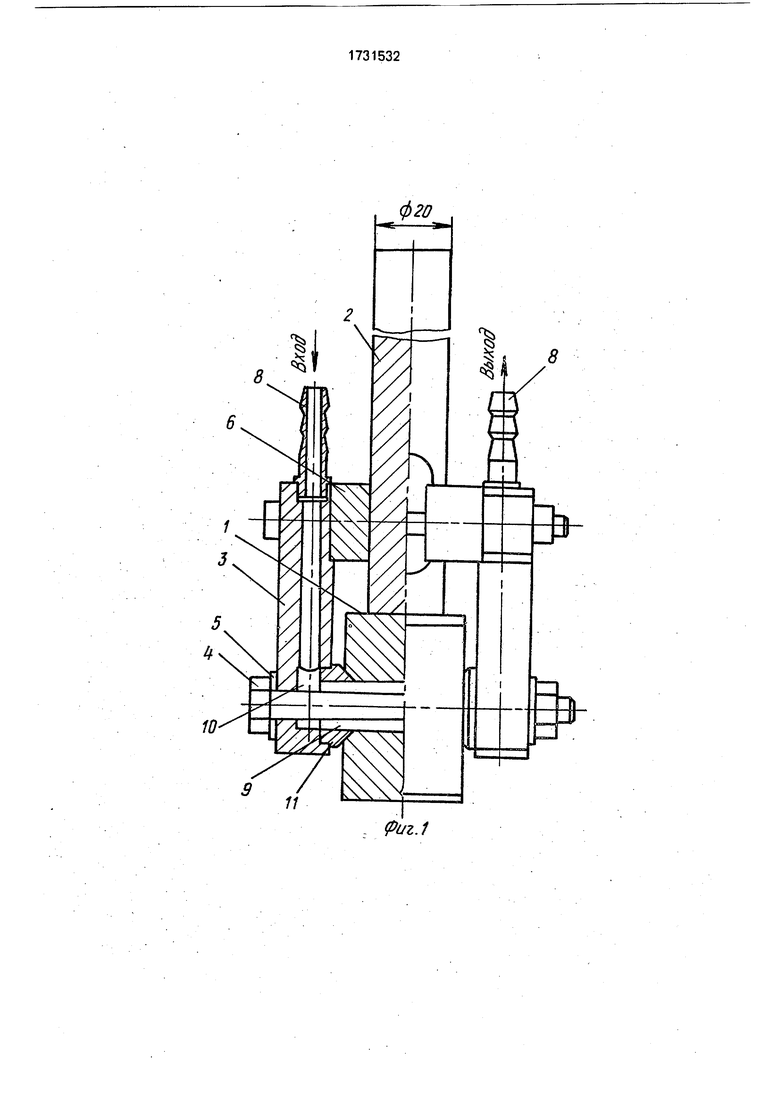
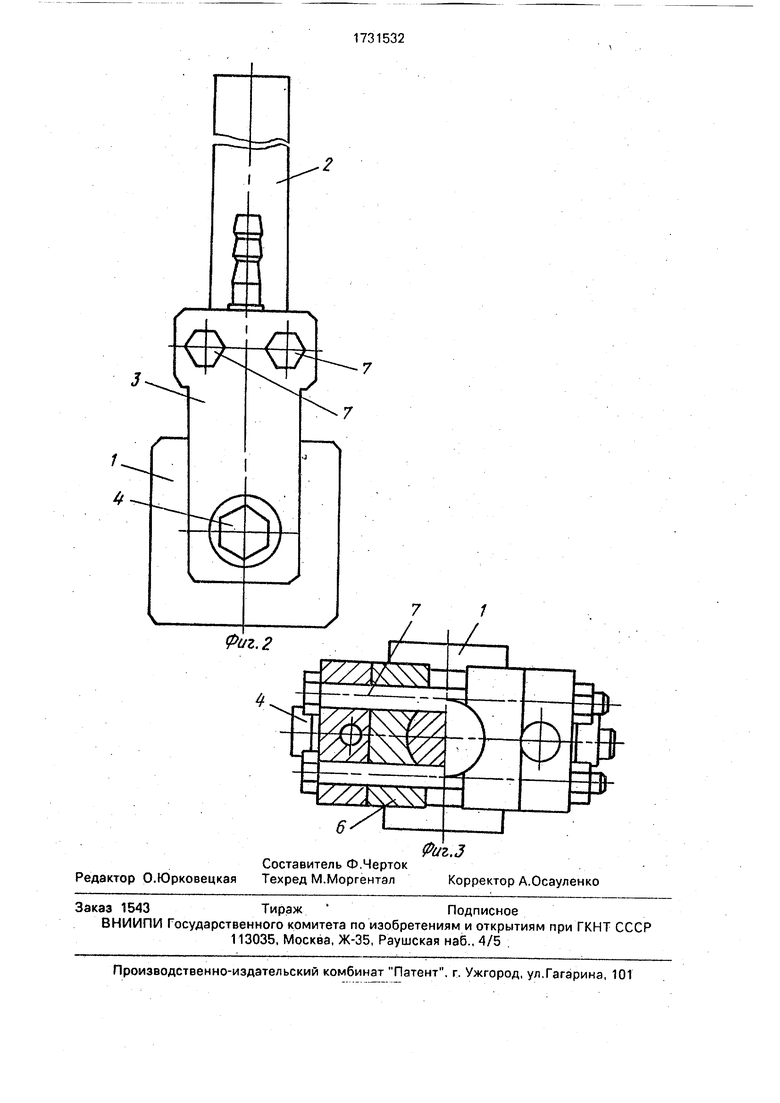
На фиг.1 представлена электродная головка, вид спереди, с местным разрезом, на фиг.2 - то же, вид сбоку; на фиг 3 - то же. вид сверху.
Электродная головка содержит токоподводящий стержень 1, боковые захваты 2 с установленным в них элементом 3 закрепления электрода 4, Захваты 2 выполнены с продольным каналом 5 для охлаждающей жидкости. Электрод 4 выполнен с каналом 6 для охлаждающей жидкости, сообщающимся с каналами 5 в захватах Элемент 3 закрепления выполнен в виде болта, размещенного в канале электрода с кольцевым зазором, площадь сечения которого равна площади сечения каналов 5 в захватах 2. БолтЗ выполнен с многозаходной винтовой канавкой для улучшения циркуляции жидкости в кольцевом зазоре канала 6 и, соответственно, лучшего охлаждения электрода. Во избежание коррозии болт 3 выполнен из цветного металла или может быть выполнен из стали, покрытой слоем меди толщиной 0,1-0,2 мм. Для обеспечения возможности поворота электрода 4 относительно болта 3 в случае износа рабочей поверхности болт установлен с возможностью перемещения в направлении, перпендикулярном его продольной оси, относительно токоподводя- щего стержня 1. Для этого захваты 2 соеди sj
ы ел
СО
кэ
няются между собой и токоподводящим стержнем 1 посредством проставки 7 и болтов 8. Для уплотнения зазоров между болтом 3 и захватом 2 установлена уплотняющая шайба 9. Дня уплотнения зазоров между захватом 2 и электродом 4 установлен медный конус 10. Для подачи и отвода охлаждающей жидкости на захватах установлены штуцера 11.
Для увеличения срока службы электрода он может быть выполнен многогранным,
Электродная головка работает следующим образом.
В процессе сварки передача сжимающих усилий происходит через токоподводя- щий стержень 1, постоянно прижатый к одной из граней электрода 4, противоположная грань которого является рабочей. Охлаждающая жидкость проходит через штуцер 11, канал 5 в боковом захвате 2 и через кольцевой зазор канала б электрода 4 и, снимая тепло с электрода, уходит через второй боковой захват 2,
При износе рабочей грани ее сначала зачищают, а затем электрод поворачивают следующей гранью в рабочее положение. Для этого болты 3 и 8 ослабляют, отводят захваты 2 с электродом 4 оттокоподводяще- го стержня 1 и поворачивают электрод.
Установка электрода в рабочее положение производится в обратном порядке.
Изобретение улучшает охлаждение электрода и удлиняет срок его службы до полного износа.
Формул а изобретения
строительных конструкций, содержащая то- коподводящий стержень, боковые захваты с установленным в них элементом закрепления с электродом, отличающаяся тем, что, с целью повышения долговечности
электрода за счет интенсификации процесса его охлаждения, захваты выполнены с продольными каналами для охлаждающей жидкости, электрод - с каналом для охлаждающей жидкости, сообщающимся с каналами в захватах, элемент закрепления выполнен в виде болта, размещенного в канале электрода с кольцевым зазором, площадь сечения которого равна площади сечения каналов в захватах.
цветного металла.
8
11
8
риг.1
Риг. 2
6/
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
