Изобретение относится к устройствам неразъемных фальцевых соединений и способам их получения для соединения фасонных и плоских тонколистовых деталей, в частности, к устройствам и способам изготовления элементов дымохода, и вентиляции, которые требуются при прохождении через перегородку или крышу.
Известно угловое соединение трубного элемента с плоским элементом, при котором торец трубного элемента приваривается к боковой поверхности плоского элемента (РД 03-495-02, «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства», зарегистрировано в Министерстве юстиции Российской Федерации, №3587 от 17 июля 2002 года, с. 50). Такое решение позволяет получить герметичное соединение полой и плоской детали под любым углом.
Однако, при резких изменениях температуры или ее градиента, возможно разрушение шва, образующего жесткое неразъемное неподвижное соединение.
Кроме того, сварной шов является криволинейным, что приводит к относительно слабому негерметичному жесткому соединению деталей, обусловленному качеством сварного шва, зависящем от квалификации человека-сварщика или требует усложнения техпроцесса при использовании автоматической сварки.
Известен способ соединения трубы с листовыми заготовками (патент на изобретение 1386336, МПК (1988.04) B21D 39/00, приоритет 1986.07.11), включающий выполнение сквозных отверстий в листовых заготовках, установку трубы в отверстие и скрепление их неразъемным соединением, отличающийся тем, что, отверстие в листовых заготовках выполняют диаметром, меньше диаметра трубы, затем его отбортовывают до размера, равного диаметру трубы, а один конец трубы совмещают с торцовой поверхностью отбортованной части листовой заготовки, при этом неразъемное соединение выполняют совместным осаживанием отбортованной части листовой заготовки и трубы с одновременным радиальным подпором.
Недостатками данного решения является сложность техпроцесса и требуемого оборудования и то, что отверстие в месте соединения листов и трубы получается глухим и для обеспечения прохождения газовых потоков требуется дополнительная операция - получение сквозного отверстия в месте соединения.
Известно соединение фальцевым швом двух металлических труб, (патент РФ 2261772, МПК B21D 39/04, 51/30, приоритет от 15.12.2000 на изобретение «Соединение фальцевым швом, способ и устройство для его выполнения) выполненное таким образом, что конец первой трубы снабжен двойным сгибом в виде фланца, окруженного вторым двойным сгибом, выполненным на конце второй трубы по меньшей мере с частичным прилеганием по форме и обеспечением охватывающего сплошного металлического уплотнения.
Недостатком данного решения является то, что второй двойной сгиб образует сплошное металлическое уплотнение, что приводит к возникновению в нем напряжений при изготовлении и эксплуатации при перепадах температуры внешней среды, которые с течением времени могут привести к потере герметичности и к разрушению этого шва. Кроме того, торец двойного изгиба обращен во внешнюю среду, что может привести к его разрушению под действием агрессивных составляющих внешней среды.
Из этого же изобретения (патент РФ 2261772) известен способ выполнения соединения фальцевым швом. Он характеризуется тем, что на первой стадии выполняют двойной сгиб в виде фланца на конце первой трубы, на второй стадии выполняют ступенчатый элемент на конце другой подсоединяемой трубы, причем ширина ступенчатого элемента превышает соответствующий размер двойного сгиба в виде фланца, на третьей стадии заводят ступенчатый элемент над двойным сгибом и затем прижимают выступающую часть ступенчатого элемента вплотную к двойному сгибу с охватом этого сгиба и обеспечением уплотнения. Данный способ изготовления обеспечивает жесткость и герметичность соединения.
Недостатком данного устройства и способа изготовления является то, что при формировании двойного изгиба его торец оказывается обращенным во внешнюю относительно соединяемых труб среду, как правило, агрессивную по отношению к материалам труб. У торца фланца может скапливаться, например, вода, что усиливает коррозию фланца и ослабляет его герметизирующие свойства и, со временем, нарушает механическую прочность соединения.
Данное решение выбрано в качестве ближайшего аналога.
Задачей заявленного фальцевого соединения плоской и фасонной деталей является обеспечение механической прочности, герметичности и компенсации температурного воздействия на это соединение.
Такое соединение оказывается необходимым при прохождении фасонной детали через различные перегородки и используется для закрепления фасонной детали в перегородке. В некоторых случаях, например, при прохождении трубы дымохода через крышу, такое решение позволяет исключить проникновение атмосферных осадков внутрь помещения и обеспечения при этом требуемого внешнего вида кровли в месте прохода дымовой трубы. Кроме того, такое решение позволяет обеспечить требуемую теплоизоляцию трубы работающего дымохода от материала перекрытия.
Полученный технический результат достигается за счет того, что фальцевое соединение плоской и фасонной деталей включает фасонную деталь с отверстием, расположенную под углом к плоской детали с отверстием, причем эти отверстия сопряжены, при этом сопрягаемая торцевая часть фасонной детали выполнена в виде фальца с тройным изгибом, причем первый изгиб выполнен с конечной частью в виде отгибных лапок и расположен с одной стороны поверхности плоской детали, а второй и третий изгибы расположены с другой стороны поверхности плоской детали, при этом второй изгиб прилегает к одной поверхностью к другой поверхности плоской детали, а третий изгиб прилегает к другой поверхности второго изгиба.
Возможен вариант, в котором фасонная деталь выполнена цилиндрической.
Возможен вариант, в котором фасонная деталь выполнена в виде конуса.
Возможен вариант, в котором фасонная деталь расположена под прямым углом к поверхности плоской детали.
Возможен вариант, в котором фасонная деталь расположена относительно поверхности плоской детали под углом, отличающимся от 90 градусов.
Возможен вариант, в котором торец отверстия плоской детали выполнен с двойным сгибом.
Возможен вариант, в котором место образования фальцевого соединения на плоской детали выполнено ступенчатым, т.е. располагается в другой плоскости относительно остальных поверхностей плоской детали.
Задачей заявленного способа фальцевого соединения плоской и фасонной деталей является создание неразъемного герметичного соединения, обладающего возможностью компенсации внешних температурных воздействий.
Полученный технический результат достигается следующим образом.
Любым известным способом изготавливают плоскую деталь с отверстием и развертку фасонной детали.
Любым известным способом изготавливают отгибные лапки на том крае развертки фасонной детали, которая будет соединяться с краем отверстия в плоской детали.
Затем любым известным способом, например, сваркой, изготавливают фасонную деталь. Она может быть выполнена в форме тела вращения, например, цилиндра или конуса;
Затем часть фасонной детали около отверстия, сопрягаемого с отверстием в плоской детали, выполняется в виде ступенчатого элемента.
Возможен вариант, в котором сначала на развертке фасонной детали с отгибными лапками делают ступеньку, а затем изготавливают фасонную деталь любым известным способом.
Затем выполняют изгиб ступенчатого элемента таким образом, что его торец загибается внутрь отверстия фасонной детали.
Затем выполняют совмещение изгиба торца ступенчатого элемента фасонной детали с отверстием в плоской детали.
Затем фасонную и плоскую детали фиксируют друг относительно друга.
Возможен вариант, в котором взаимная фиксация осуществляется дополнительным приспособлением, специально для этого предназначенным.
Возможен вариант, в котором взаимная фиксация осуществляется устройством для выполнения одной из последующих операций.
Затем из изгиба ступенчатого элемента формируется первый изгиб сопрягаемого торца фасонной детали с конечной частью в виде отгибных лапок таким образом: отгибные лапки загибают за край отверстия плоской детали и располагают вдоль одной стороны плоской детали.
Возможен вариант, когда отгибные лапки загибаются по одной.
Возможен вариант, когда отгибные лапки загибаются группами.
Возможен вариант, когда отгибные лапки загибаются все вместе.
Возможен вариант, когда отгибные лапки загибаются за один раз до контакта с одной поверхностью плоской детали
Возможен вариант, когда отгибные лапки до контакта с одной поверхностью плоской детали загибаются за два и более раза, т.е., в несколько проходов.
Затем формируется второй и третий изгибы сопрягаемого торца фасонной детали за счет изгиба части сопрягаемого торца фасонной детали таким образом, что одна поверхность второго изгиба соприкасается с другой поверхностью плоской детали, а одна поверхность третьего изгиба соприкасается с другой поверхностью второго изгиба. При этом торец изгиба направлен в сторону от отверстия плоской детали.
Возможен вариант, когда второй и третий изгибы формируются за один раз до образования соприкосновения с другой поверхностью плоской детали.
Возможен вариант, когда второй и третий изгибы формируются постепенно, за два и более раза, т.е., в несколько проходов.
Возможен вариант, в котором вначале формируются второй и третий изгибы за счет плотного прижима друг к другу одной стороны второго изгиба и другой стороны плоской детали и другой стороны второго и одной стороны третьего изгибов, а затем формируют первый изгиб.
Сущность заявленных устройства и способа фальцевого соединения плоской и фасонной деталей поясняется далее на примере крышной разделки дымохода, в которой плоская деталь соединяется с фасонной деталью конусной формы, у которой отверстия расположены в пересекающихся плоскостях под углом, отличающимся от прямого угла.
Краткое описание чертежей.
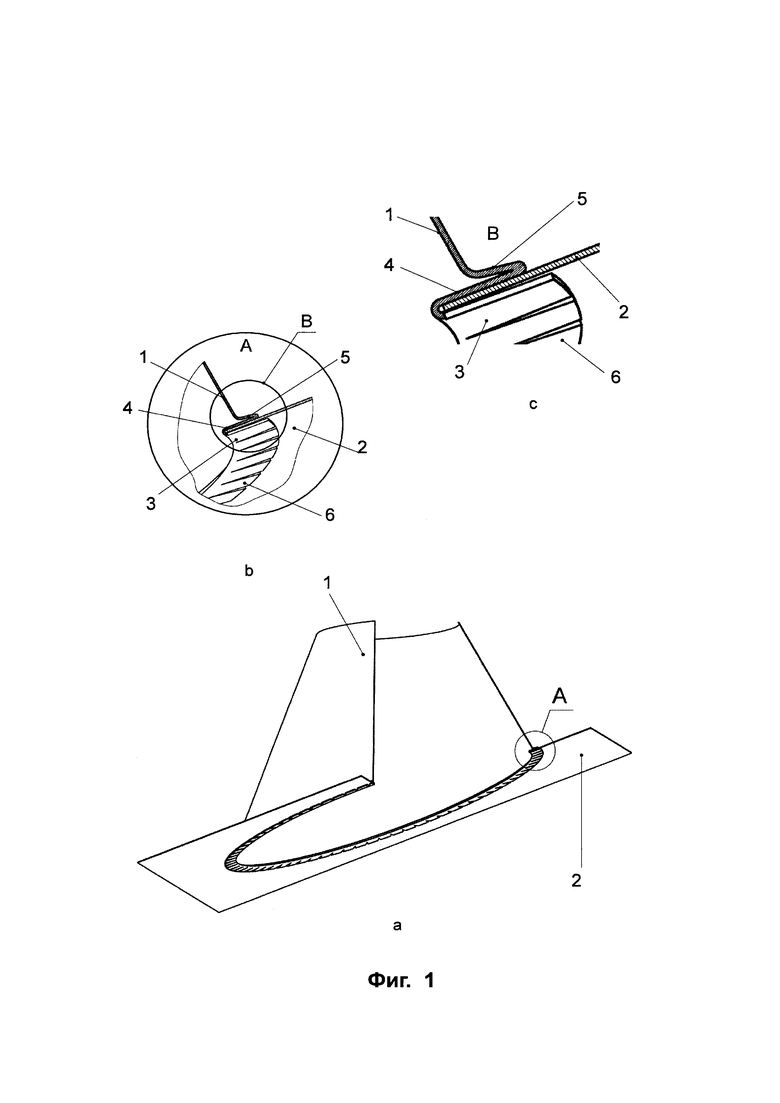
На фиг. 1 показан разрез соединенных фальцевым соединением плоской и фасонной деталей, где а - общий вид в месте разреза; b - увеличенная область разреза; с - разрез фальцевого соединения фасонной и плоской деталей.
На фиг. 2-4 показаны основные этапы изготовления фальцевого соединения плоской и фасонной деталей.
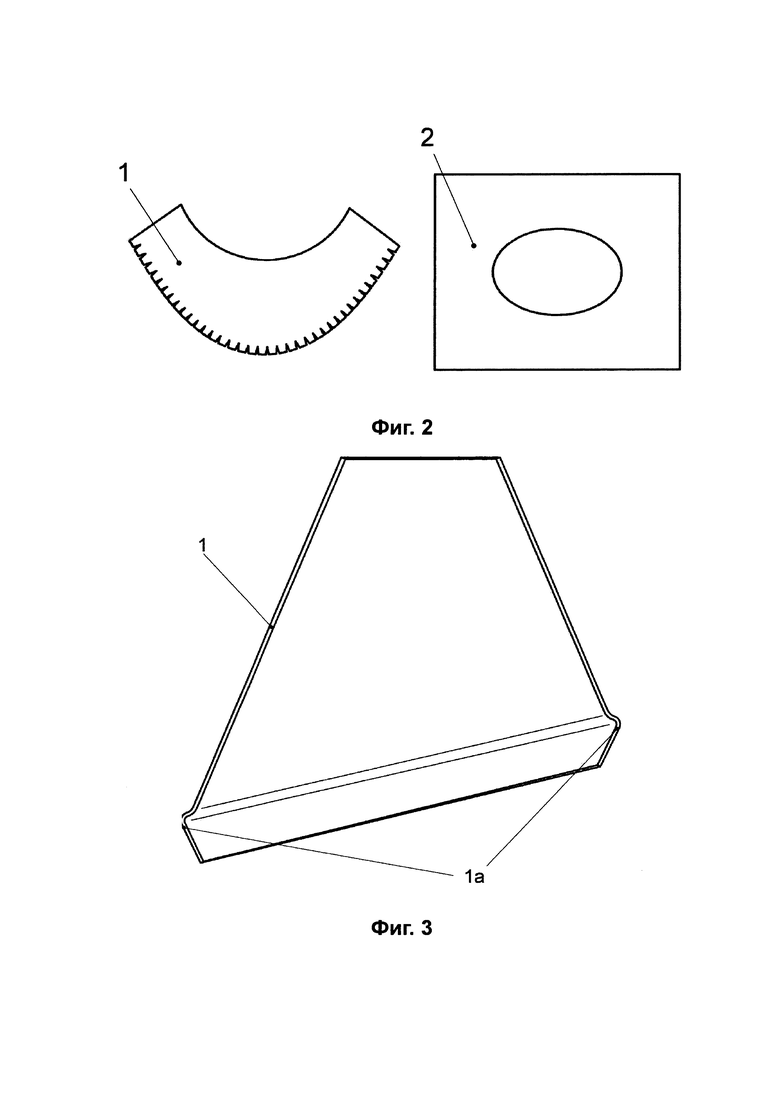
На фиг. 2 показаны плоская деталь с отверстием и развертка фасонной детали с отгибными лапками.
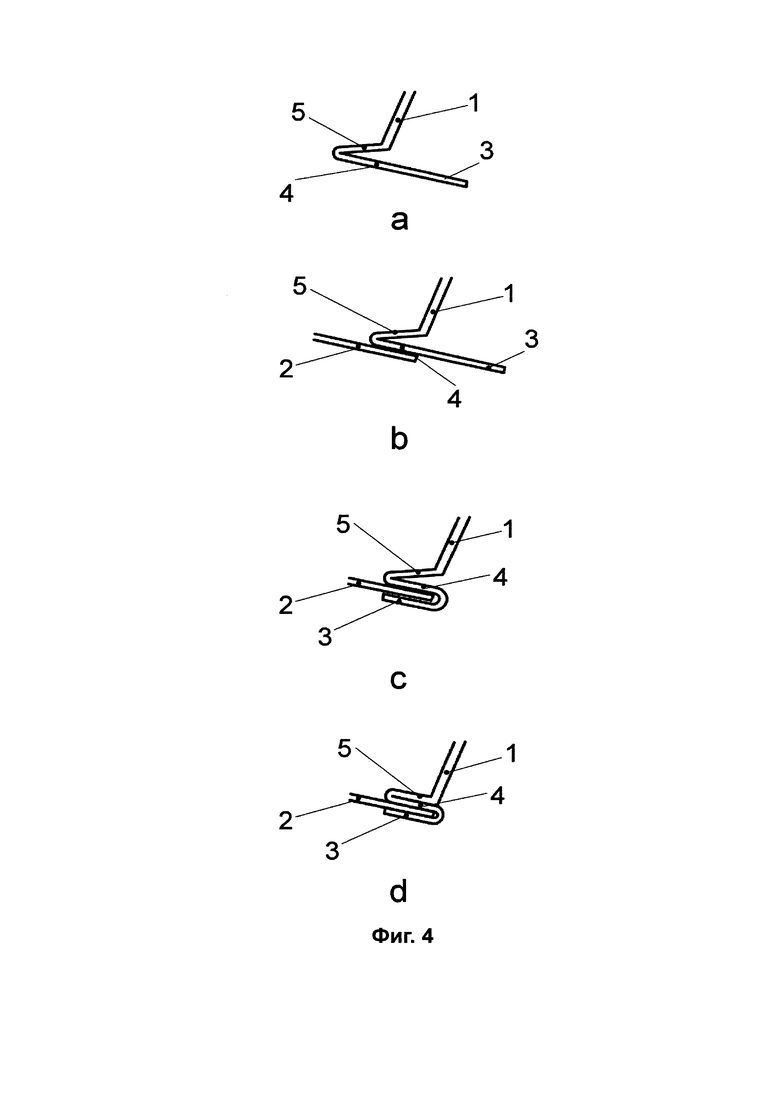
На фиг. 3 показана фасонная деталь, со ступенчатым элементом и загнутыми вовнутрь торцами.
На фиг. 4 показан один из вариантов изготовления фальцевого соединения.
Фасонная деталь 1 и плоская деталь 2 (см. фиг. 1) с отверстиями соединены фальцевым соединением, сформированным в виде тройного изгиба торца и прилежащей к нему части фасонного изделия 1, причем первый изгиб 3 выполнен с конечной частью в виде отгибных лапок 6 и расположен с одной стороны плоской детали 2 и плотно прилегает к ее поверхности, а второй 4 и третий 5 изгибы расположены с другой стороны плоской детали 2, при этом второй изгиб 4 плотно прилегает одной поверхностью к поверхности другой стороны плоской детали 2, а третий изгиб 5 прилегает к другой поверхности второго изгиба 4.
Такая конструкция фальцевого соединения обеспечивает неразъемное соединение фасонной 1 и плоской 2 деталей и требуемую герметичность. Отсутствие жесткого соединения позволяет деталям соединения при изменении температуры (например, температуры дымовых газов в дымоходе или температуры воздуха снаружи дымохода) перемещаться друг относительно друга без нарушения герметичности. Для увеличения жесткости соединения при сохранении его подвижности торец плоской детали 2 может быть выполнен с двойным изгибом.
Возможен вариант, в котором прилегающая к отверстию плоской детали 2 область, вокруг которой формируется фальц фасонной детали (загибаются отгибные лапки 6), располагается таким образом, что обе ее поверхности располагаются над другой поверхностью остальной части плоской детали 2 с образованием ступени с наклонными поверхностями, т.е., расположенными под углом, не равными 0, 90 и 180 градусов. Такой наклон обеспечивает сток жидкости, которая может появиться в области формирования фальцевого соединения, например, за счет конденсации водяных паров из внешней среды на крышной разделке.
Фальцевое соединение плоской и фасонной деталей формируется следующим образом (см. фиг. 2-4).
Любым известным способом, например, лазерной резкой, из листа металла изготавливается развертка фасонной детали 1 и плоская деталь 2 с отверстием требуемого размера и формы (см. фиг. 2). На развертка фасонной детали 1 любым известным способом, например, лазерной резкой, изготавливаются отгибные лапки 6. Отгибные лапки 6 могут быть изготовлены: все одинакового размера, попарно одинакового размера, причем одинаковые лапки равноудалены друг от друга, или все отгибные лапки 6 и зазоры между ними могут иметь разные размеры. Требования к ширине и длине лапок 6, зазору между ними, а также площадям второго и третьего изгибов определяются размерами фасонного элемента - диаметром, высотой, а также толщинами материала соединяемых фасонной 1 и плоской 2 деталей и углом наклона фасонной детали 1 относительно плоской детали 2. Размеры отгибных лапок 6 определяются также технологическими возможностями изготовителя.
Затем любым известным способом, например, завальцовкой или сваркой из развертки изготавливается фасонная деталь 1, на части которой, прилежащей к отверстию, сопрягаемому с отверстием в полой детали 2, любым известным способом изготавливается ступенчатый элемент 1а (см. фиг. 3) из которого формируются первый 3, второй 4 и третий 5 изгибы фальцевого соединения.
Если позволяют технологические возможности, то возможно изготовление ступенчатого элемента 1а на развертке с последующим изготовлением фасонной детали 1.
Затем изгибают торцевую часть ступенчатого элемента 1а так, как показано на фиг 4а. Торец двойного изгиба при этом ориентирован в сторону от сопрягаемого отверстия фасонной детали 1, а часть изгиба торца ступенчатого элемента 1а, из которого впоследствии будет изготовлен первый изгиб 3, ориентирована внутрь этого отверстия и частично перекрывает его.
Затем, как показано на фиг.4b, отверстия фасонной детали 1 и плоской детали 2 совмещают так, что одна поверхность изгиба торца ступенчатого элемента 1а фасонной детали 1 соприкасается с другой поверхностью плоской детали 2.
После этого фасонная 1 и плоская 2 детали фиксируются друг относительно друга для того, чтобы в последствии сформировать тройной изгиб. Фиксирующее устройство на чертежах не показано, так как является несущественным признаком заявляемых решений. Фиксация может осуществляться как дополнительным фиксирующим устройством, так и элементами конструкции устройств, выполняющих последующие операции процесса сборки изделия с фальцевым соединением фасонной и плоской деталей. Например, вальцы, предназначенные для формирования второго 4 и третьего изгиба 5, могут быть использованы для предварительного прижатия изгиба ступенчатого элемента 1а к другой поверхности плоской детали 2 во время формирования первого изгиба 3.
Затем, как показано на фиг.4с, из изгиба ступенчатого элемента 1а формируется первый изгиб 3 сопрягаемого торца фасонной детали 2 с конечной частью в виде отгибных лапок 6 таким образом: отгибные лапки 6 загибают за край отверстия плоской детали 2 и прижимают их к одной стороне плоской детали 2.
В зависимости от применяемой технологии, лапки 6 могут быть прижаты к одной поверхности плоской детали 2 по одной или все сразу. Прижим может осуществляться сразу, при однократном воздействии или постепенно, за несколько воздействий прижимного (загибающего) устройства.
Затем, как показано на фиг. 4d, из ступенчатого элемента 1а формируют второй 4 и третий 5 изгибы сопрягаемого торца фасонной детали таким образом, что одна поверхность второго изгиба 4 соприкасается с другой поверхностью плоской детали 2, а одна поверхность третьего изгиба 5 соприкасается с другой поверхностью второго изгиба 4.
Возможен вариант, в котором вначале формируются второй и третий изгибы. В этом варианте сначала плотно прижимают одну сторону второго изгиба 4 к другой стороне плоской детали 2 и одну сторону третьего изгиба 5 к другой стороне второго изгиба 4, а затем формируют первый изгиб 3 с отгибными лапками 6.
Возможны варианты, когда прижатие сторон второго и третьего изгибов друг к другу и поверхности плоской детали осуществляется за один проход или несколько проходов.
Возможен вариант, в котором прилегающая к отверстию плоской детали 2 область, вокруг которой загибаются отгибные лапки 6, расположенная таким образом, что обе ее поверхности располагаются над другой поверхностью остальной части плоской детали 2 с образованием ступени с наклонными поверхностями, формируется любым известным способом до момента совмещения отверстий фасонной 1 и плоской 2 деталей.
Полученное описываемым способом и его вариантами фальцевое соединение фасонной 1 и плоской 2 деталей позволяет предотвратить утечку транспортируемого потока газа из дымохода за счет того, что торцы первого 3 и второго 4 изгибов направлены в противоположные стороны, а первый изгиб охватывает торец отверстия в плоской детали 2. В этом случае даже при увеличении давления в потоке транспортируемого газа, большая длина пути до выхода во внешнюю среду и его криволинейность гасят скорость потока транспортируемого газа, проникающего в возможный зазор между сторонами плоской детали 2 и фальцевого соединения, что не позволяет этой части потока выйти во внешнюю среду. В этом случае третий изгиб 5 в сочетании со вторым изгибом 4 играют роль усиленного пружинящего элемента и увеличивают величину усилия, которое требуется для разрушения этого фальцевого соединения.
Второй 4 и третий 5 изгибы предотвращают воздействие внешней среды на фальцевый шов. Влага стекает с другой поверхности третьего изгиба под действием сил тяжести вниз через скругленный изгиб. Округленность изгиба не позволяет влаге задерживаться на нем и предотвращает раннее начало коррозии металла. Та влага, или газ, которые попадают в зазор между другой поверхностью плоской детали и одной поверхностью второго изгиба из-за большой длины и криволинейности пути, который требуется пройти вдоль поверхностей трех изгибов, не могут попасть внутрь устройства и снизить температуру транспортируемого газа.
Так как в процессе работы на фальцевое соединение действуют оба фактора - высокая температура внутри дымохода и низкая температура внешней среды, то детали фальцевого соединения находясь в зоне градиента температур меняют относительное положение в зависимости от величины этого градиента, образуя при этом герметичное подвижное соединение.
Выполнение торца отверстия плоской детали с двойным изгибом повышает жесткость и, как следствие, пружинящие свойства фальцевого соединения фасонной и плоской тонколистовых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение плоских деталей внахлест | 1985 |
|
SU1283445A1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ "ЯМСИ" | 2007 |
|
RU2380585C2 |
| Способы крепления токоотводов на фальцевую кровлю | 2021 |
|
RU2772885C1 |
| ФАСОННАЯ ДЕТАЛЬ, ТРУБА ИЛИ ЧАСТЬ ТРУБЫ, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ, И ПРОДОЛЬНОЕ ФАЛЬЦЕВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU2026123C1 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2003 |
|
RU2312271C2 |
| ЦЕЛЬНОЕ ПЛАСТИКОВОЕ ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ДЕРЖАТЕЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ | 2010 |
|
RU2549228C2 |
| Узел включения механизма сцепления транспортного средства и способ его сборки | 1983 |
|
SU1456023A3 |
| ШТОК СОСТАВНОГО ДИФФЕРЕНЦИАЛЬНОГО ПОРШНЯ | 2013 |
|
RU2563873C2 |
| СОЕДИНЕНИЕ ФАЛЬЦЕВЫМ ШВОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2000 |
|
RU2261772C2 |
| ОТДЕЛОЧНАЯ ПЛАСТИНА, ОСНАЩЕННАЯ СРЕДСТВАМИ ЦЕНТРИРОВАНИЯ НА ВНУТРЕННЕМ ЭЛЕМЕНТЕ ЭЛЕКТРИЧЕСКОГО УСТРОЙСТВА | 2013 |
|
RU2640814C2 |
Изобретение относится к обработке металлов давлением, в частности к получению неразъемных фальцевых соединений. Фальцевое соединение фасонной и плоской деталей выполнено в виде фальца с тройным изгибом, первый изгиб которого выполнен с конечной частью в виде отгибных лапок и расположен с одной стороны поверхности плоской детали, а второй и третий изгибы расположены с другой стороны поверхности плоской детали. При этом второй изгиб прилегает одной поверхностью к другой поверхности плоской детали, а третий изгиб прилегает к другой поверхности второго изгиба. Фасонную деталь с одной стороны торца крепят к отверстию плоской детали отгибными лапками, а с другой стороны – двумя изгибами, плотно прижатыми друг к другу. Повышается качество фальцевого соединения за счет обеспечения его жесткости и пружинения. 2 н. и 7 з.п. ф-лы, 4 ил.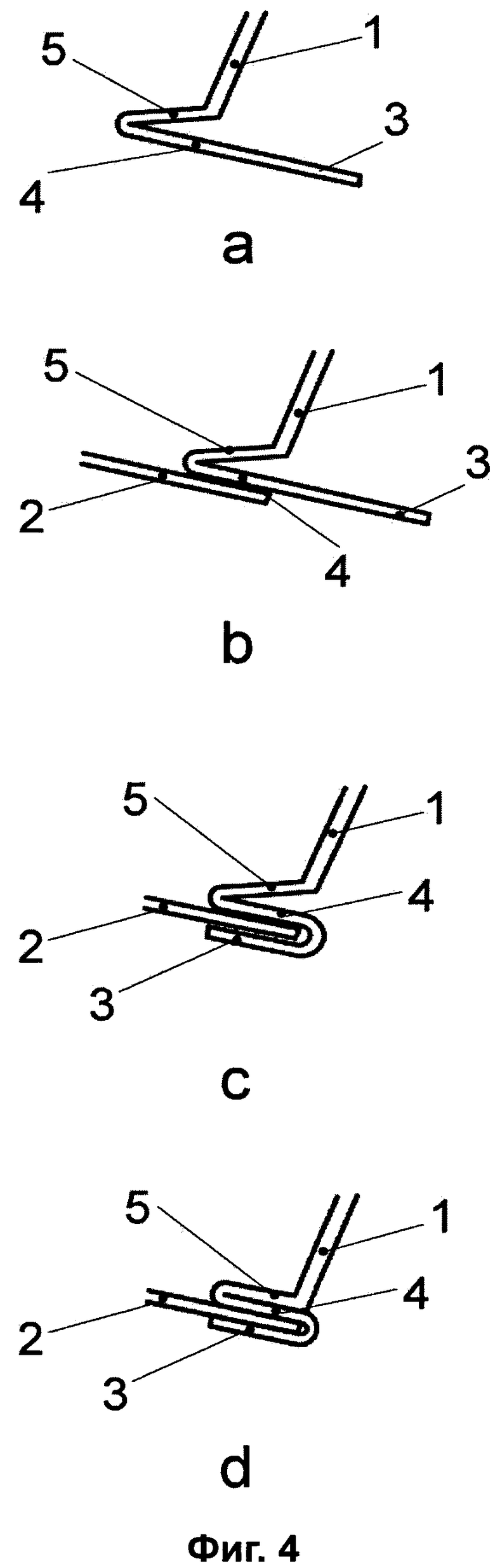
1. Фальцевое соединение фасонной и плоской деталей, содержащее фасонную деталь, выполненную с торцевым отверстием и расположенную под углом к плоской детали с отверстием, причем эти отверстия сопряжены, отличающееся тем, что сопряженная торцевая часть фасонной детали выполнена с тройным изгибом, причем первый изгиб выполнен с конечной частью в виде отгибных лапок и расположен с одной стороны поверхности плоской детали, а второй и третий изгибы расположены с другой стороны поверхности плоской детали, таким образом, что второй изгиб прилегает одной поверхностью к другой поверхности плоской детали, а третий изгиб прилегает одной поверхностью к другой поверхности второго изгиба.
2. Фальцевое соединение по п. 1, отличающееся тем, что фасонная деталь выполнена в виде тела вращения.
3. Фальцевое соединение по п. 1, отличающееся тем, что фасонная деталь расположена относительно поверхности плоской детали под прямым углом.
4. Фальцевое соединение по п. 1, отличающееся тем, что фасонная деталь расположена относительно поверхности плоской детали под углом, отличающимся от 90 градусов.
5. Фальцевое соединение по п. 1, отличающееся тем, что торец отверстия плоской детали выполнен с двойным сгибом.
6. Фальцевое соединение по п. 1, отличающееся тем, что
обе поверхности прилегающей к отверстию плоской детали области, вокруг которой загнуты отгибные лапки фасонной детали, расположены над другой поверхностью остальной части плоской детали и выполнены с образованием ступени с наклонными поверхностями, расположенными под углами, отличающимися от углов 0, 90 и 180 градусов.
7. Способ фальцевого соединения фасонной и плоской деталей, включающий изготовление плоской детали с отверстием, изготовление развертки фасонной детали с отгибными лапками на том крае развертки фасонной детали, которая будет соединяться с краем отверстия в плоской детали, и изготовление из развертки фасонной детали с выполнением части фасонной детали около отверстия, сопрягаемого с отверстием в плоской детали в виде ступенчатого элемента, выполнение изгиба торца ступенчатого элемента с обеспечением загиба его торца внутрь фасонной детали и совмещение до упора изгиба торца ступенчатого элемента фасонной детали с плоской деталью, сопряжение отверстий этих деталей с их взаимной фиксацией, формирование из ступенчатого элемента первого изгиба сопрягаемого торца фасонной детали с конечной частью в виде отгибных лапок с изгибом отгибных лапок вокруг края отверстия плоской детали и их расположения с одной стороны плоской детали, формирование из ступенчатого элемента второго и третьего изгибов сопрягаемого торца фасонной детали с касанием одной поверхности второго изгиба с другой поверхностью плоской детали и с касанием одной поверхности третьего изгиба с другой поверхностью второго изгиба.
8. Способ по п. 7, отличающийся тем, что по меньшей мере один из трех изгибов формируют однократным воздействием прижимного устройства.
9. Способ по п. 7, отличающийся тем, что вначале формируют второй и третий изгибы путем плотного прижима друг к другу одной стороны второго изгиба и другой стороны плоской детали и другой стороны второго и одной стороны третьего изгибов, а затем формируют первый изгиб.
| СОЕДИНЕНИЕ ФАЛЬЦЕВЫМ ШВОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2000 |
|
RU2261772C2 |
| ФАСОННАЯ ДЕТАЛЬ, ТРУБА ИЛИ ЧАСТЬ ТРУБЫ, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ, И ПРОДОЛЬНОЕ ФАЛЬЦЕВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU2026123C1 |
| Способ получения чугуна со сфероидальной формой графита | 1952 |
|
SU95348A1 |
| US 4505084 A1, 19.03.1985. | |||

