Область техники, к которой относится изобретение
Настоящее изобретение относится к соединению фальцевым швом в соответствии с ограничительной частью пункта 1 формулы, а также к способу его выполнения и устройству для осуществления способа.
Уровень техники
Соединения фальцевым швом согласно ограничительной части пункта 1 формулы хорошо известны в технологии вентиляции и кондиционирования воздуха. Этим соединениям присущ недостаток, заключающийся в отсутствии их герметичности, так как после изготовления любое соединение фальцевым швом будет стремиться к распрямлению, то есть раскрытию. Возникающие в результате этого утечки через соединения такого типа зачастую неприемлемы по соображениям гигиены, здравоохранения и/или энергии. Поэтому приходится применять дополнительные меры для обеспечения уплотнения, например вставлять резиновую полоску и/или закреплять такое соединение склеиванием; см., например, WO 00/27557, фиг.10-13, на которых показаны различные способы зажима швов.
Это ведет к дальнейшим недостаткам, а именно, помимо высокой стоимости материалов, времени, необходимого для установки уплотняющего материала в соединение фальцевым швом, эффективность этого шва существенно зависит от осторожности пользователя (рабочего). Кроме того, даже синтетические уплотняющие материалы имеют тенденцию к хрупкости и выдерживают лишь небольшие перепады давлений, особенно в случае сравнительно больших зазоров и усилий сдвига.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение соединения фальцевым швом с металлическим уплотнением, которое бы удовлетворяло высоким современным требованиям к уплотнению.
В частности, соединение фальцевым швом должно быть также пригодно для вентиляционных установок класса уплотнения С и не требовать дополнительных средств уплотнения и/или последующей обработки. Этот класс С применительно к соединениям фальцевым швом высокой непроницаемости был определен Комитетом производителей "Вентиляционные и сушильные установки (EUROVENT)" и соответствует максимальной утечке, например 0,01 куб.м воздуха в с на испытательной площади 200 кв.м при испытательном давлении 1000 Па.
Также предлагается способ, который обеспечивает экономичное выполнение соединения фальцевым швом. Кроме того, предлагается соответствующее устройство, обеспечивающее необходимое качество такого соединения фальцевым швом, достигаемое экономичным образом и имеющее широкое применение, т.е. может быть применимо для труб, трубных сегментов и колен труб.
Это устройство должно обеспечивать выполнение соединения фальцевым швом, используя обычные технологии, и не требовать специального обучения персонала. Кроме того, по меньшей мере по своему внешнему виду и надежности оно должно соответствовать обычным устройствам.
Эта задача решается изобретением, охарактеризованным в пунктах 1, 4 и 6 формулы.
Соединение фальцевым швом, выполненное в соответствии с пунктом 1, обеспечивает внутри фальца прилегающее по форме уплотнение, в особенности по внешнему диаметру двойного сгиба в виде фланца, вследствие относительно большого радиуса изгиба окружающего второго внешнего двойного сгиба. В результате возможность обратного упругого распрямления соединения минимизирована; металлическое уплотнение долговечно и подвержено вибрациям лишь в пренебрежимо малой степени. Радиус охвата в области наибольшего внешнего диаметра на внешнем двойном сгибе превышает соответствующий размер вложенного фланца, полученного однократным сгибом, также называемого как одиночная кромка. Это предотвращает чрезмерное растяжение точки перегиба, что недопустимо по соображениям прочности материала, и, таким образом, большие смещения материала, появление волосяных трещин и последующую коррозию фальца, что часто наблюдается в существующих вентиляционных установках.
Понятие "охватывающее сплошное", использованное в формуле, означает обеспечение прилегающей по форме уплотняющей поверхности, которая покоится на совмещаемом элементе и проходит линейно и соосно со сгибом без прерываний по всей периферии сгиба.
В сечении соединения фальцевым швом, выполненного в соответствии с настоящим изобретением, видно, что в отличие от фланца, полученного однократным сгибом, обеспечена практически идеальная металлическая уплотняющая контактная поверхность, которая охватывает целиком внутренний двойной сгиб, точно по форме этого сгиба.
Наиболее важным моментом для обеспечения надлежащего уплотнения соединения является выполнение уплотняющих поверхностей охватывающими и сплошными. Помимо функции фактического закрытия, эти поверхности образуют одно или более высококачественных лабиринтных уплотнений, характеризующихся минимальными утечками.
С другой стороны, было обнаружено, что еще одним преимуществом будет воздушный зазор внутри двойного сгиба в виде фланца. В результате реализуется заданное пружинящее воздействие внутреннего сгиба на внутреннюю поверхность второго сгиба, что в свою очередь обеспечивает надежное металлическое уплотнение даже при эксплуатации соединения в условиях перепада давления.
В частности, в случае труб без гальванического покрытия может быть полезным нанесение изолирующего жидкого полимерного слоя, так как в области соединения в фальце не будет контактной коррозии. Образовавшийся в результате отвердевания тонкий слой будет выполнять дополнительную компенсирующую и уплотняющую функции. В функциональном плане изолирующий слой не изменяет основной принцип жесткого запирания, реализуемого при закрытии соединения за счет внешнего воздействия, если даже металлические контактные поверхности дополнены тонкими промежуточными слоями или если гальваническое покрытие металлического листа заменено и/или дополнено изолирующим слоем.
Предпочтительные примеры выполнения изобретения охарактеризованы в зависимых пунктах.
В особенности ценен воздушный зазор, сжимаемый между фланцевыми частями значительным внешним усилием, в результате чего обеспечивается пружинящий эффект. С одной стороны, это улучшает уплотнение за счет сильного сжатия между собой контактных поверхностей, с другой стороны, компенсирует тепловое расширение и вибрацию без повышения утечек.
Характеристики уплотнения могут быть дополнительно улучшены за счет включения дополнительного изолирующего слоя между внешним и внутренним сгибами.
Соединение фальцевым швом может быть выполнено на отбортовочной универсально-гибочной или кромкозагибочной машине типа Gorelocker Beta 3 фирмы Spiro International S.A, CH-3178 Boesingen (см. Брошюру 05. 1998) посредством соответствующих валков.
На первой стадии способа выполняют двойной сгиб в виде фланца на конце первой трубы, на второй стадии на конце другой подсоединяемой трубы выполняют ступенчатый элемент, ширина которого превышает соответствующий размер двойного сгиба в виде фланца, на третьей стадии заводят ступенчатый элемент над двойным сгибом и затем прижимают выступающую часть ступенчатого элемента вплотную к двойному сгибу, так что этот сгиб охватывается с обеспечением уплотнения.
В устройстве, предпочтительно используемом в соответствии с настоящим изобретением, выполнение двойного сгиба в виде фланца на конце первой трубы заключается в том, что на первой стадии способа конец первой трубы устанавливают на вращающийся первый формующий валок, закрепленный в осевом положении на столе машины, с обеспечением периферийного контакта между внутренней стороной трубы и указанным валком. На второй стадии вращающийся второй валок перемещают в тангенциальной плоскости до соприкосновения с наружной поверхностью конца трубы, в результате чего реализуется совместное синхронное вращение трубы. На третьей стадии второй формующий валок ступенчато перемещают в тангенциальной плоскости на ширину двойного сгиба к первому формующему валку с результирующим выдавливанием на конце трубы сплошного ступенчатого элемента. На четвертой стадии нижний подающий валок перемещают в направлении формующего валка во второй плоскости, расположенной ниже тангенциальной плоскости, причем расстояние между этими плоскостями составляет по меньшей мере удвоенную толщину материала трубы. Нижний валок синхронно отводят назад под второй формующий валок в противоположном направлении, так что ступенчатый элемент смыкается с образованием двойного сгиба в виде фланца.
Устройство, в особенности приспособленное для выполнения двойного сгиба в виде фланца, отличается тем, что перемещаемый нижний валок выполнен в виде полого вала, внутри которого установлен приводной вал, несущий закрепленный в осевом положении формующий валок. Подающий валок выполнен в виде полого вала, внутри которого установлен приводной вал, несущий верхний перемещаемый формующий валок, причем подающий валок и формующий валок установлены в салазках для обеспечения их синхронного перемещения, кроме того, эти два валка установлены в салазках с возможностью перемещения в направлении закрепленного в осевом положении формующего валка и перемещаемого нижнего валка. Это обеспечивает наиболее экономичный режим работы.
Особенно точное и надежное перемещение формующего валка и установленного под ним нижнего подающего валка обеспечивается за счет установки этих валков в салазках, оснащенных линейными шариковыми подшипниками.
Возможность свободного перемещения других салазок, в которых установлен нижний, также перемещаемый, подающий валок и формующий валок, обеспечивается боковыми направляющими пластинами.
Требуемое линейное перемещение салазок производится гидроцилиндрами, что позволяет выполнить устройство весьма компактным.
Еще одно преимущество состоит в обеспечении синхронного перемещения салазок посредством гидравлических компонентов, которые имеются на рынке.
Для приведения в движение приводных валов валков не требуется большое пространство. Для этой цели используются карданные соединения и гидравлические двигатели, питаемые центральным гидравлическим модулем и регулируемые известными компонентами, обеспечивающими периферийную синхронизацию, т.е. одинаковую периферийную скорость валков.
Краткое описание чертежей
Варианты осуществления изобретения будут описаны ниже со ссылкой на чертежи, где:
на фиг.1 показано обычное соединение в вентиляционной технологии; две спиральные трубы, расположенные под прямым углом друг к другу и связанные между собой посредством криволинейных сегментов и соединений фальцевым швом,
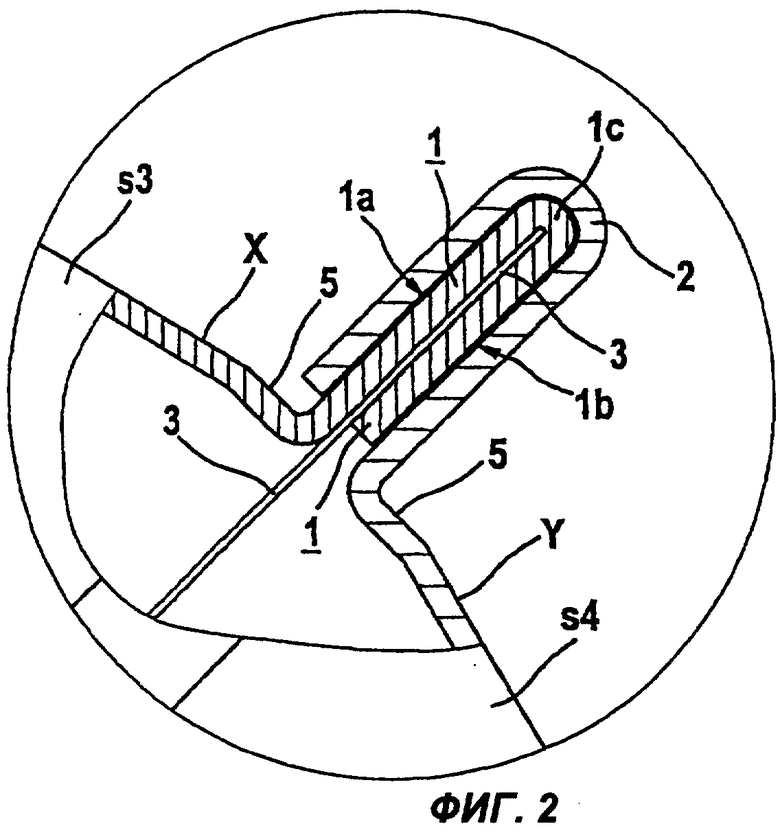
на фиг.2 в увеличенном виде в разрезе показано соединение фальцевым швом в соответствии с фиг.1,
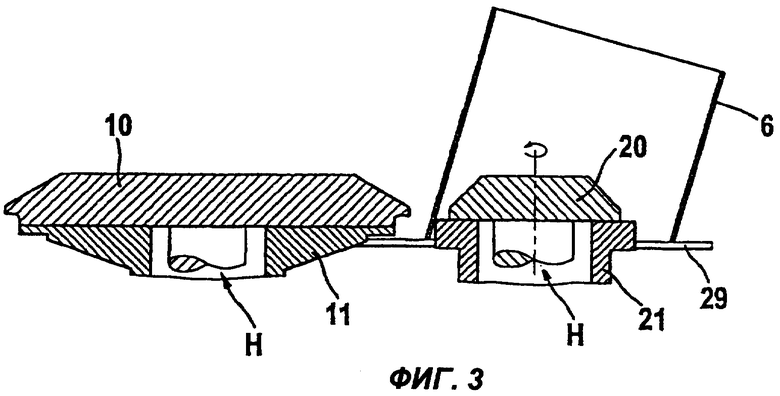
на фиг.3-6 показаны отдельные операции способа выполнения внутреннего двойного сгиба в виде фланца в соответствии с фиг.2,
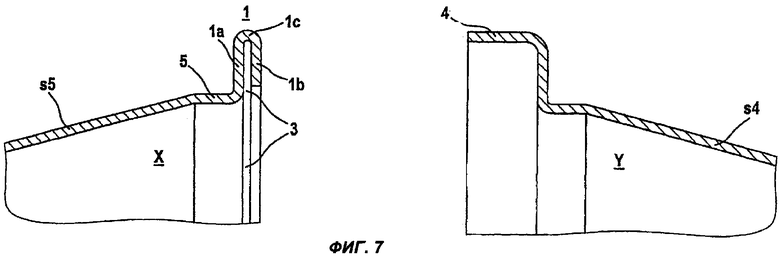
на фиг.7 показано образование соединения фальцевым швом,
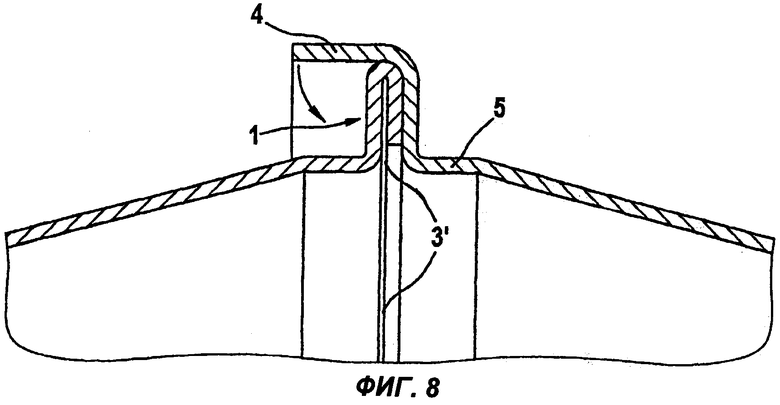
на фиг.8 показано образование соединения фальцевым швом по фиг.7 с обеспечением прилегания по форме посредством перегиба ступенчатого элемента,
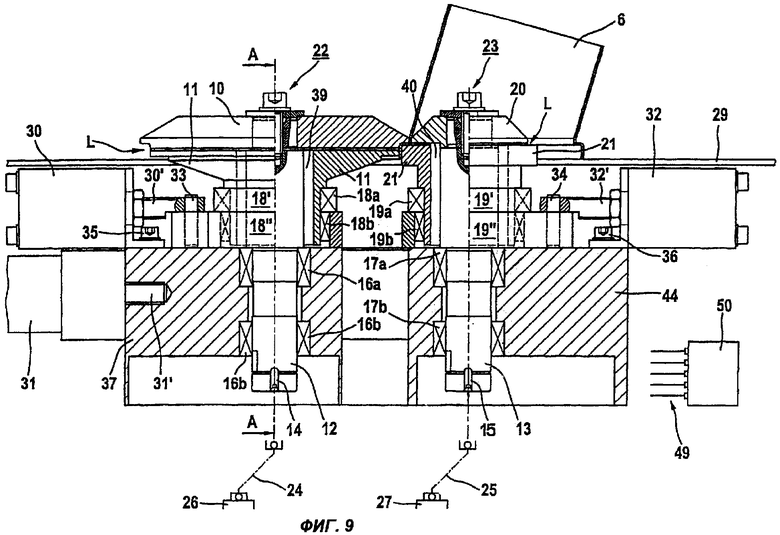
на фиг.9 в частичных разрезах показан предпочтительный вариант устройства для выполнения двойного сгиба в виде фланца,
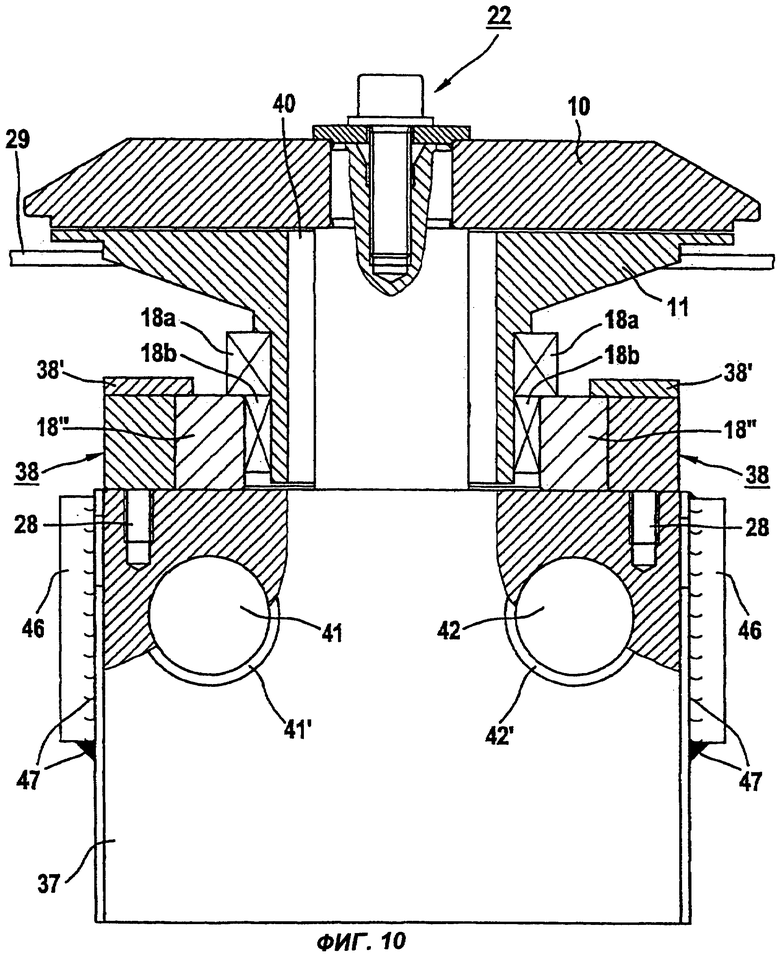
на фиг.10 представлен вид слева в разрезе приводного вала, если смотреть в направлении под прямым углом, и
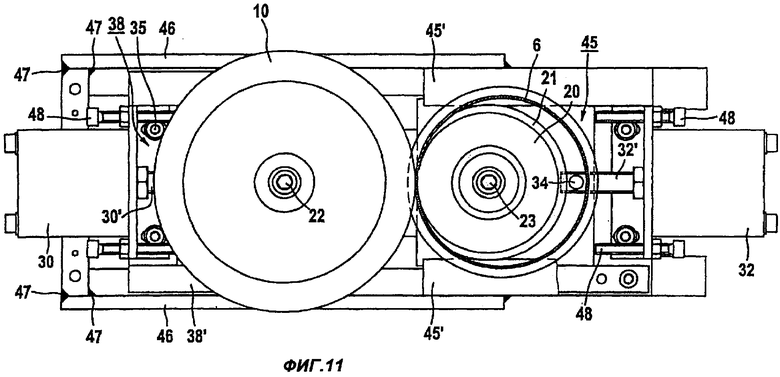
на фиг.11 показан вид в плане устройства по фиг.9.
Осуществление изобретения
На фиг.1 показаны трубы S1 и S2, свернутые из металлических листов с гальванопокрытием, известные под названием "спиральные трубы", соединенные друг с другом посредством сегментных колен s2-s5. Сегментные колена s2-s5 соединены с трубами S1 и S2 посредством обычных разъемных соединений V. Соединительные колена s2-s5 имеют буртики W, используемые для усиления, а также в качестве ограничителей. Соединения фальцевым швом в соответствии с настоящим изобретением обозначены буквой А; средняя линия трубного соединения обозначена буквой m и соответствует нейтральной линии.
Соединение А фальцевым швом показано в увеличенном виде в разрезе на фиг.2. Видны средние сегментные колена s3 и s4, соединенные с концом Х первой трубы и концом Y второй трубы. Выполнены отгибы 5 в виде сужений. Конец Х трубы заканчивается на двойном сгибе 1 в виде фланца, имеющем фланцевые части 1а и 1b, которые вместе образуют фланцевое кольцо.
Между фланцевыми частями 1а и 1b образован воздушный зазор 3, который действует как компенсационный шов для сегмента s3 и в то же время участвует в обеспечении пружинящего воздействия на внешний окружающий двойной сгиб 2.
Окружающий двойной сгиб 2 прилегает снаружи к фланцевым частям 1а и 1b и изгибу 1с, обеспечивая жесткое запирание. Если даже листовой металл двойных фланцев имеет неровности, описанное подпружиненное соединение создает контактные точки, которые располагаются более или менее концентрически на частях 1а-1с и действуют по меньшей мере как лабиринтное уплотнение.
Соединение внутреннего фланца, т.е. двойного сгиба 1, с окружающим двойным сгибом 2 выполнено известным способом на универсально-гибочной или кромкозагибочной машине, например, типа Gorelocker Beta 3.
На фиг.3-6 показан способ выполнения двойного сгиба 1 в виде фланца. Сформованная часть или сегмент трубы, подлежащий обработке, обозначен цифрой 6 и установлен на опорной поверхности 29.
В соответствии с предложенным способом, как показано на фиг.3, на первой стадии выворачивают наружу конец трубного сегмента на вращающемся формующем валке 20 и нижнем валке 21, который расположен под формующим валком и выполнен в виде полого вала, имеющего центральную нижнюю полость Н, которая значительно больше, чем это необходимо для бесконтактного перемещения валка 21. Соседний формующий валок 10 и нижний подающий валок 11 находятся в состоянии покоя.
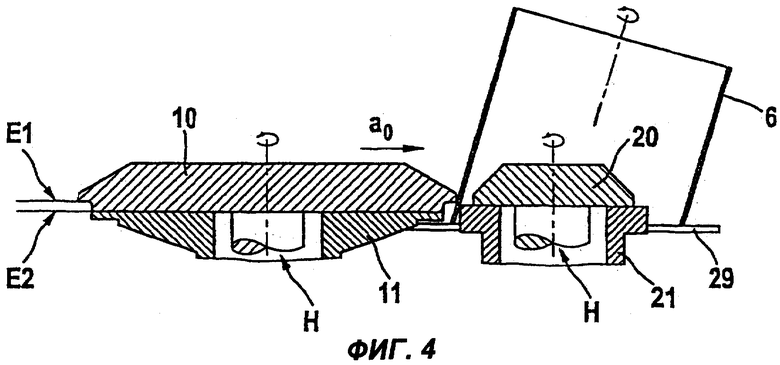
На фиг.4 видно, что валки 10 и 11 продвинулись к сформованной части 6 в направлении аo до соприкосновения этой части с формующим валком 10, который при этом приводится во вращение. В результате сил трения, возникающих между внешней окружной поверхностью валка 10 и сформованной частью 6, последняя также начинает вращаться. Показаны параллельные тангенциальные плоскости Е1 и Е2, определяющие возможные направление движения валков 10 и 11.
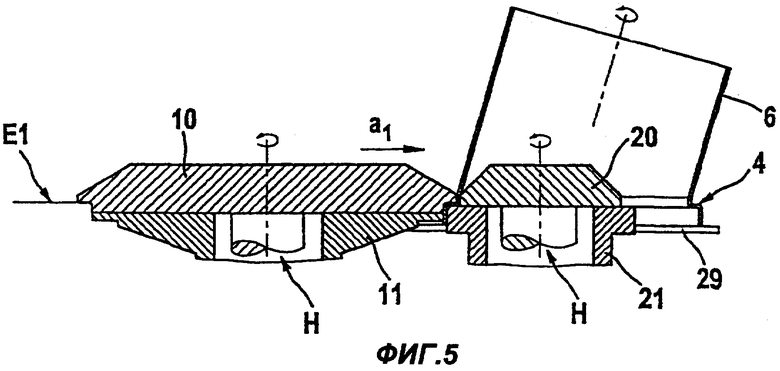
В результате дальнейшего ступенчатого перемещения вращающегося формующего валка 11 до конца пути a1 на сформованной части 6 выдавливается ступенчатый элемент 4, опоясывающий нижнюю область этой части. См. фиг.5.
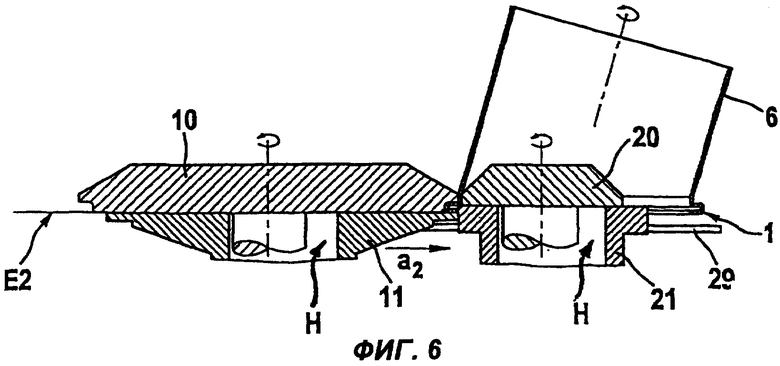
По мере вращения сформованной части 6, как показано на фиг.6, нижний подающий валок 11 перемещается в направлении а2 в плоскости Е2, так что на сформованной части 6 образуется двойной сгиб 1. Такое перемещение возможно благодаря полостям Н в валках 11 и 21. Синхронизация движения двух валков 11 и 21 обеспечивает образование сгиба заданной формы без выпрямления или плющения фланцевых частей на валках.
Сформованная часть 6 с двойным сгибом в виде фланца на своем конце может быть удалена с машины, а процесс продолжен после возврата валков в исходное положение, как показано на фиг.3.
Сборка фланцевого соединения показана на фиг.7 и 8, где используются те же цифровые обозначения. Следует отметить, что, в результате перегиба ступенчатого элемента 4 воздушный зазор 3, который показан сравнительно большим на фиг.7, уменьшается до зазора 3' на фиг.8. Этим объясняется постоянный пружинящий эффект, наблюдаемый на практике, и обеспечение уплотнения внутри соединения фальцевым швом.
Способ выполнения внутреннего двойного сгиба 1, описанный со ссылкой на фиг.3-6, реализован в устройстве, показанном на фиг.9-11.
Как показано на фиг.9, перемещаемый формующий валок 10 и подающий валок 11 установлены в салазках 37, которые также выполнены с возможностью перемещения. Валок 10 закреплен на приводном валу 12 посредством осевого фиксатора 22, выполненного в виде винтового соединения с клином. Нижняя часть приводного вала 12 также имеет клин 14, связанный с гидравлическим двигателем 26 посредством карданного соединения 24. Приводной вал 12 установлен в салазках 37 с возможностью вращения в роликовых подшипниках 16а и 16b, в то время как салазки 37 в свою очередь могут смещаться гидроцилиндром 31 с поршневым штоком 31'. На этом гидроцилиндре установлен еще один, немного меньший, гидроцилиндр 30, закрепленный болтами 35 и взаимодействующий своим поршневым штоком 30" с пальцем 33, вставленным в салазки 38 (фиг.10), которые также выполнены с возможностью перемещения. В салазках 38 установлены роликовые подшипники 18а и 18b, расположенные концентрично приводному валу 12. Внутренние кольца этих подшипников смонтированы на подающем валке 11, нижняя часть которого выполнена в виде полого вала. Кроме того, между приводным валом 12 и выточкой в подающем валке 11 присутствует цилиндрическая полость 39. Корпус роликовых подшипников 18а, 18b обозначен 18', а зазор, необходимый для свободного вращения валков 10 и 11, обозначен L.
Противоположная пара валков, а именно формующий валок 20 и нижний валок 21, разделенные зазором L, выполнены аналогичным образом. В отличии от предыдущей пары, однако, здесь предусмотрен блок 44 формующего валка, закрепленный на машине, т.е. неподвижный. Валок 21 смонтирован на приводном валу 13 посредством осевого крепления 23, выполненного в виде винтового соединения с клином. Приводной вал 13 также имеет внизу клин 14, связанный с гидравлическим двигателем 27 посредством карданного соединения 25. Приводной вал 13 установлен в блоке 44 с возможностью вращения в роликовых подшипниках 17а и 17b. На блоке расположен гидроцилиндр 32, закрепленный болтами 36 и взаимодействующий своим поршневым штоком 32' с пальцем 34, вставленным в перемещающиеся салазки 45 (фиг.11). В салазках 45 установлены роликовые подшипники 19а и 19b, расположенные концентрично приводному валу 13. Внутренние кольца этих подшипников смонтированы на валке 21, нижняя часть которого выполнена в виде полого вала. Корпус роликовых подшипников 19а и 19b обозначен 19'; цилиндрический воздушный зазор обозначен 40. Подлежащая обработке сформованная часть 6 установлена на опоре, а скользящая поверхность - на столе 29 машины.
Гидравлические компоненты запитаны от центрального гидравлического модуля 50, расположенного в станине машины, от которого к органам управления и приводам идут гидропроводы 49.
На фиг.10 показано сечение по линии А-А приводного вала 12, изображенного на фиг.9, которое иллюстрирует вышеописанные компоненты, кроме того, два линейных шариковых подшипника 41, 42, втулки 41' и 42' которых вставлены в салазки 37. Сбоку видна крепежная рама 46 в станине машины и сварные швы 47.
Перемещающиеся салазки 37 снабжены выточками 28 с резьбой для крепления боковых направляющих пластин 38' салазок 38, которые привинчены сверху и также выполнены с возможностью перемещения. Перемещающаяся часть 18" является в то же время корпусом роликовых подшипников 18а, 18b. Салазки 45 выполнены аналогичным способом.
Некоторые компоненты показаны на виде сверху на фиг.11, где также изображены ранее не обозначенные направляющие пластины 45' и регулировочные винты 48, используемые для ограничения и задания расстояния, на которое должны перемещаться салазки 38 и 45.
Принцип работы устройства, обеспечивающий экономичное выполнение высококачественных и воспроизводимых двойных сгибов в виде фланца легко понять из фиг.3-6 и сопроводительного текста. Описание дальнейших деталей предлагаемого устройства можно найти в патентном документе ЕР-А1-0998997.
Регулировка расстояний между валками 10, 11 и 20, 21 осуществляется элементарно посредством промежуточных колец (не показаны), в результате чего изменяется зазор L. При этом можно легко оптимизировать гибкость и пружинистость двойного сгиба в виде фланца, что также определяет срок службы валков и износ сформованной части 6.
При испытании соединений фальцевым швом согласно изобретению были замерены утечки, которые оказались по меньшей мере на 20% лучше величин, установленных в соответствии с EUROVENT, Класс С. Выполненные и испытанные двойные сгибы имели ширину от 4 до 12 мм, измеренную на внутреннем двойном сгибе.
Необходимым условием для этого, однако, является надежное выполнение сгибов, обеспечиваемое устройством в соответствии с настоящим изобретением.
Такие высококачественные соединения фальцевым швом особенно важны в областях перерабатывающих технологий, требующих особой чистоты помещений, когда неучтенные утечки могут привести к опасностям разных видов. Кроме того, предмет изобретения позволяет использовать недорогие сегменты труб в сочетании с известными спиральными трубами вместо обычно используемых дорогих сварных труб с соответствующими соединениями и/или соединениями, уплотненными эластичными вставками. При этом соединения этого типа требуют меньшего обслуживания, так как металлические уплотнения, как правило, не подвержены износу.
В дальнейшем устройство может быть автоматизировано, так что, например, все машинные установки и контрольные параметры выполнения соединений фальцевым швом могут быть введены в память машины и затем использованы для серийного производства. С этой целью могут быть использованы известные "обучающие программы" совместно с измерительными элементами (датчиками и т.п.).
Перечень обозначений
1 двойной сгиб в виде фланца
1а, 1b фланцевые части (фланцевые кольца)
1с изгиб (радиус) между 1а и 1b
2 окружающий двойной сгиб
3, 3' воздушный зазор
4 ступенчатый элемент (предварительная стадия до 2)
5 отгиб (сужение)
6 сформованная часть или сегмент трубы (металлический лист)
10 верхний перемещаемый формующий валок
11 подающий валок (нижний), полый вал
12-13 приводные валы
14-15 шлицы (средства привода)
16а-17b нижние роликовые подшипники для 12 и 13
18а, 18b роликовые подшипники для 10
18' корпуса для 18а, 18b
19а, 19b роликовые подшипники для 21
19' корпуса для 19а, 19b
18", 19" скользящие башмаки
20 закрепленный в осевом положении формующий валок
21 перемещаемый нижний валок, полый вал
22, 23 осевые крепления (винтовое соединения, клин)
24, 25 карданное соединение
26, 27 гидравлические двигатели
28 выточка с резьбой в 37
29 опорная поверхность или стол машины
30-32 гидравлические цилиндры
30'-32' поршневые штоки для 30-32
33, 34 пальцы (силовая передача)
35, 36 соединительные болты
35', 36' выточки с резьбой для 35 и 36
37 перемещающиеся салазки для 10 и 11
38 перемещающиеся салазки для 11 или боковая пластина
38' направляющая пластина (верхняя), щит подшипника
39, 40 цилиндрическая полость (воздушный зазор)
41, 42 линейные шариковые подшипники или шариковые опоры линейного движения (оси)
42', 43' втулка или обойма шарикоподшипника
44 блок формующего валка (неподвижный)
45 перемещающиеся салазки для 21 или боковая пластина
45' направляющая пластина (верхняя)
46 крепежная рама
47 сварные швы (угловые швы)
48 регулировочные винты или ограничители
49 гидравлические линии (гидропроводы)
50 гидравлический модуль
А соединение фальцевым швом
а0-а2 направления, пути перемещения
Е1, Е2 тангенциальные плоскости
Н полости
L воздушный зазор
m средняя линия или нейтральная линия
S1, S2 прямолинейные секции труб (спиральные трубы)
s2-s5 сегментная труба или сегментные колена
Х конец первой трубы
Y конец второй трубы
V обычное трубное соединение
W буртик
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ФАЛЬЦЕВЫМ ШВОМ | 2003 |
|
RU2260499C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Фальцевое соединение плоской и фасонной деталей и способ его изготовления | 2019 |
|
RU2724225C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2005 |
|
RU2292254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ТРУБ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ТАКИХ ТРУБ И БЕТОНА | 2004 |
|
RU2268142C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
Изобретение относится к области вентиляции и кондиционирования воздуха. Соединение фальцевым швом высокой непроницаемости между двумя гибкими металлическими трубами, звеньями трубопроводов, сегментами или коленами труб, используемыми для передачи потоков газа, имеет на конце первой трубы двойной сгиб в виде фланца, окруженный вторым двойным сгибом, выполненным на конце второй трубы по меньшей мере с частичным прилеганием по форме и обеспечением охватывающего сплошного металлического уплотнения. Способ выполнения соединения фальцевым швом осуществляют на отбортовочной, универсально-гибочной или кромкозагибочной машине, имеющей формующие валки, установленные с возможностью вращения, и подающие валки, установленные с возможностью перемещения в одной плоскости, причем упомянутые валки приводятся в движение двигателем и выступают от стола машины. На первой стадии выполняют двойной сгиб в виде фланца на конце первой трубы, на второй стадии выполняют ступенчатый элемент на конце другой, подсоединяемой трубы, причем ширина ступенчатого элемента превышает соответствующий размер двойного сгиба в виде фланца, на третьей стадии заводят ступенчатый элемент над двойным сгибом и затем прижимают выступающую часть ступенчатого элемента вплотную к двойному сгибу с охватом этого сгиба и обеспечением уплотнения. В устройстве перемещаемый нижний валок выполнен в виде полого вала, внутри которого установлен приводной вал, несущий закрепленный в осевом положении формующий валок. Подающий валок выполнен в виде полого вала, внутри которого установлен приводной вал, несущий верхний перемещаемый формующий валок. Подающий валок и нижний валок установлены в салазках для обеспечения их синхронного перемещения, причем валки также установлены в салазках с возможностью перемещения в направлении закрепленного в осевом положении формующего валка и перемещаемого нижнего валка. Обеспечивается высокая непроницаемость соединения. 3 н. и 8 з.п. ф-лы, 11 ил.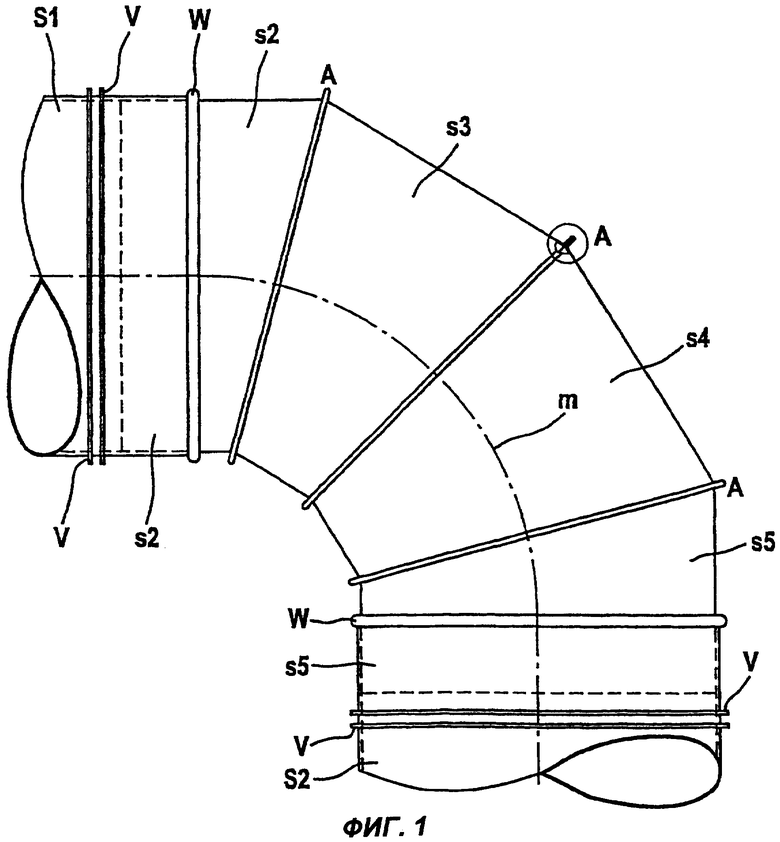
| US 3490137 А, 20.01.1970 | |||
| US 4505084 А, 19.03.1985 | |||
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ИЗДЕЛИЯ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2086335C1 |
| DE 19816179 А, 11.11.1999. | |||

