Область применения
Способ предназначен для производственного контроля характеристики преобразования феррозондом магнитного поля (МП) Земли при напряженности МП много меньше напряженности МП насыщения сердечника феррозонда [1]. В качестве информационного параметра рассматривается амплитуда напряжения второй гармоники в ЭДС (электродвижущая сила) сигнальной обмотки феррозонда.
Уровень техники
Известен способ контроля характеристики феррозонда [2], который заключается в соосной установке двух магнитов на расстоянии 40 см, между которыми соосно устанавливают феррозонд. Щуп эталонного магнитометра устанавливают в непосредственно близости к контролируемому феррозонду. Контролируют показания эталонного магнитометра и перемещают магниты до получения нулевого значения индукции по показаниям эталонного магнитометра. Подают электропитание на обмотку возбуждения контролируемого феррозонда. Перемещают один магнит ближе к контролируемому феррозонду до показания эталонного магнитометра равного 70 мкТл. Вольтметром контролируют среднее значение ЭДС феррозонда сигнальной обмотки. Сравнивают измеренное значение с заданным по документации значением 200 мВ, которое должно быть не менее. Измеряют частоту сигнала сигнальной обмотки. Сравнивают измеренное значение с заданным по документации значением. Возвращают первый магнит в исходное положение - нулевое значение индукции по показаниям эталонного магнитометра. Повторяют описанную процедуру с перемещением второго магнита.
Способ позволяет контролировать наличие функционирования феррозонда. Недостатком способа является низкая информативность, которая заключается в отсутствии данных о значении крутизны характеристики преобразования МП в электрический сигнал, в отсутствии данных о смещении нуля феррозонда.
Наиболее близкой по технической сущности является часть способа определения характеристики феррозонда при температурных испытаниях [3], которая для нормальных климатических условий с температурой 20°C (НКУ) и выбрана в качестве прототипа. Способ включает подключение источника возбуждения к обмотке возбуждения феррозонда, подключение измерительного устройства к сигнальной обмотке феррозонда, размещение феррозонда в магнитном экране, подключение источника постоянного тока к сигнальной обмотке, установку ряда величин постоянного тока в сигнальной обмотке феррозонда и измерение ряда напряжений второй гармоники в выходном сигнале феррозонда измерительным устройством.
Недостатком способа является низкая информативность, которая заключается в отсутствии информации о пригодности феррозонда к эксплуатации.
Цель изобретения
Целью изобретения является повышение информативности. Поставленная цель достигается за счет того, что ряд величин постоянного тока i ограничивают тремя значениями ij∈(i1, i2 = 0, i3) с j = 1, 2, 3, значение тока i1 устанавливают близким к предельному значению рабочего диапазона феррозонда, контролируя напряжение U(i) второй гармоники в выходном сигнале феррозонда, устанавливают значение тока i3 такой величины, при котором напряжение U3(i3) измерительного устройства равно нулю, сравнивают значение U2(i2) с первым производственным допуском, вычисляют крутизну характеристики преобразования феррозонда по формуле S=U1/(i1 - i3), сравнивают значение |S| со вторым производственным допуском, при соответствии результатов сравнения производственным допускам феррозонд передают в эксплуатацию.
Сущность изобретения
Способ предполагает на производственном рабочем месте контроля параметров феррозонда использование, измерительного устройства, например селективного вольтметра или синхронного детектора (устройства выборки и хранения) для измерения амплитуды U напряжения второй гармоники в ЭДС феррозонда, высокостабильного генератора возбуждения феррозонда и источника тестового постоянного тока i. Заметим, что селективный вольтметр не отображает фазовое соотношение между сигналом U второй гармоники в ЭДС феррозонда и сигналом генератора возбуждения феррозонда.
Феррозонд размещают в ферромагнитный экран. В сердечнике феррозонда создают напряженность поля возбуждения. Измеряют три значения Uj(ij), где j = 1, 2, 3 напряжения второй гармоники в ЭДС феррозонда при значениях тестового постоянного тока ij∈(i1, i2 = 0, i3). Запоминают значения этих напряжений. Величину постоянного тока i1 в обмотке феррозонда (например, в сигнальной) устанавливают близкой к предельному значению тока Iмах компенсации МП магнитометра, организованного для функционирования по методу компенсации МП в сердечнике феррозонда [1], что соответствует максимальному значению измеряемого параметра МП магнитометром, укомплектованного контролируемым феррозондом. Иначе значение Iмах есть величина нормированная и известная для идеальных феррозондов и электронной части магнитометра - совокупности конкретных типов изделий, которая и определяет предельное значение рабочего диапазона идеального феррозонда. Величина измеренного напряжения U2(i2) определяется, в частности, технологическими ограничениями при изготовлении феррозонда. Ограниченность технологических возможностей при изготовлении феррозонда приводит к асимметрии феррозонда и имеет статус - «смещение нуля».
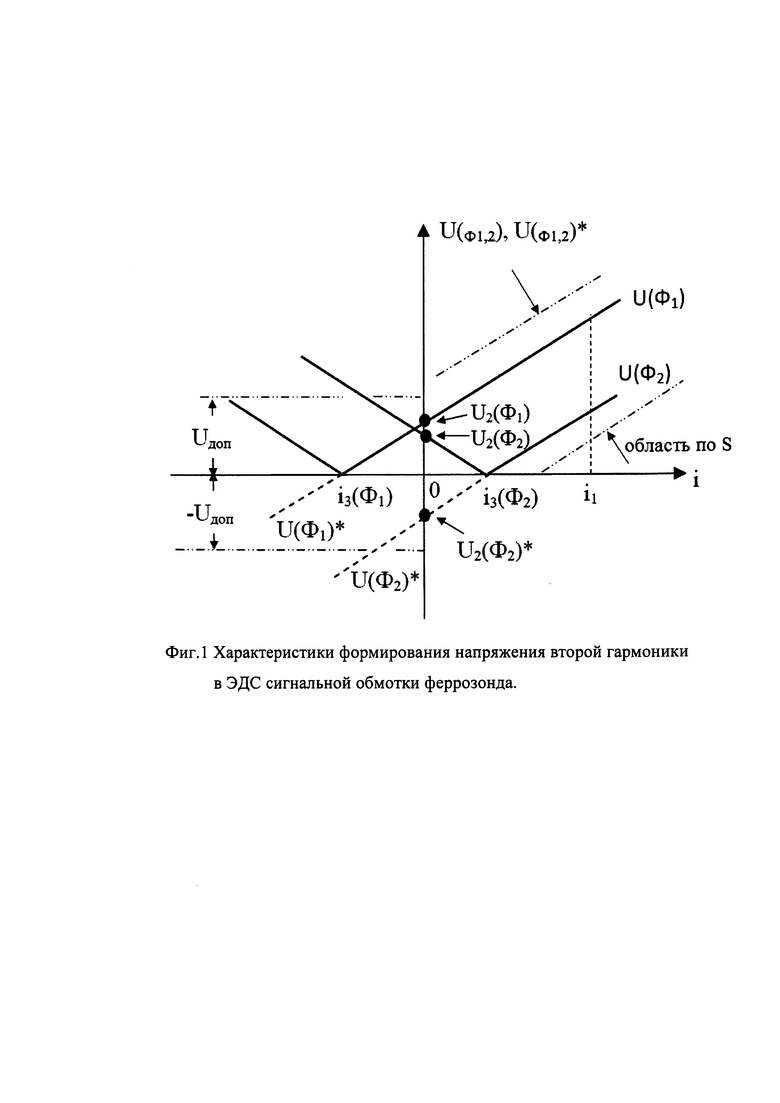
Далее, контролируя величину амплитуды напряжения U(i) второй гармоники выходной ЭДС феррозонда, изменяют тестовый постоянный ток i в обмотке феррозонда до i=i3, при котором значение амплитуды напряжения второй гармоники в выходной ЭДС феррозонда U3(i3) = 0. Запоминают значение i3. Заметим, что зависимость U(i) имеет нелинейность, величина которой определяется соотношением напряженности H(i) и напряженности Hs насыщения материала сердечника феррозонда.
Варианты характеристик U(Ф1,i) и U(Ф2,i) для двух феррозондов Ф1 и Ф2 с разнофазным «смещением нуля», определяемых с использованием селективного вольтметра и отображаемые сплошными линиями, приведены на фиг. 1, где также пунктирными линиями отображены характеристики U(Ф1,iк)* и U(Ф2,iк)* феррозондов Ф1 и Ф2 с учетом фазы напряжения U(i) - измерение напряжений с использованием синхронного детектора (устройства выборки и хранения). Соответственно результаты измерения селективным вольтметром - положительные значения. Характеристики на фиг. 1 изображены без учета нелинейности. При измерениях U(i) селективным вольтметром соотношение знаков токов i1 и i3 определяется знаком фазы напряжения U2 «смещения нуля». Например, для феррозонда Ф2 на фиг. 1 знаки токов i1 и i3 одинаковы, а для феррозонда Ф1 - различны. Таким образом, знак тока i3 в этом случае определяет знак (фазу) «смещения нуля» феррозонда. Крутизну S характеристики преобразования МП феррозондом вычисляют по формуле S=U1/(i1 - i3) с учетом знака ток i3. Значение U2(i2) сравнивают с первым производственным допуском по «смещению нуля»: |U2(i2)| ≤ Uдоп, где Uдоп - положительное значение границы допустимого симметричного отклонения ±Uдоп по документации феррозонда. Вычисленное значение S сравнивают со вторым производственным допуском по крутизне характеристики преобразования МП феррозондом: S1≤|S|≤S2, где S1, S2 - границы допустимых отклонений по документации феррозонда. При соответствии результатов сравнения производственным допускам, феррозонд передают в эксплуатацию.
Физические основы нелинейности зависимости U(i) аналогичны известным причинам, приводящим к нелинейности при измерении параметра МП магнитометром по методу прямого преобразования (непосредственное измерение амплитуды U(i) феррозонда). При H(i)/Hs ≤ 0,1 величина нелинейности при расчете с использованием arctg аппроксимации петли гистерезиса материала сердечника феррозонда составляет величину ≤3%. Это отличие от линейности не препятствует разбраковке феррозондов с допуском ΔS = ±15…30% и более при их изготовлении. Отличие S от феррозонда к феррозонду при их изготовлении в пределах допуска ΔS устраняется на этапе регулировки магнитометра, например, с использованием прецизионных методов контроля [4]. При необходимости рассмотренная нелинейность характеристики феррозонда при их разбраковке может быть учтена как систематическая погрешность.
Технический результат
Применение способа в производственных условиях за счет введения дополнительных операций относительно операций в НКУ прототипа [3] обеспечивает осуществление разбраковки феррозондов. Возможна автоматизация процесса разбраковки феррозондов как в НКУ, так и при температурном воздействии. При этом не исключается возможность совместно-комбинационного использования настоящего и известного способа [3]. Кроме того, для широко распространенных не эксклюзивных феррозондов настоящий способ в НКУ также обеспечивает достаточное определение характеристики U(i) феррозонда по двум точкам (фиг. 1), расширяя при этом функциональные возможности в НКУ.
Источники информации
1. Афанасьев Ю. Феррозонды. Л.: Энергоатомиздат, 1969 г.
2. ДАТЧИК ФЕРРОЗОНДОВЫЙ ДФ-002 Инструкция по контролю параметров ИНАЯ.411511.002 И22. 2018 г.
3. Способ определения характеристики феррозонда при температурных испытаниях. Патент RU 2687170. МПК G01R 35/00, 2019 г.
4. Магнитометр аналоговый МА-5 Технические условия КМИВ.411172.004 ТУ, г. Раменское, 2000 г.
Предложенное изобретение относится к области магнитных измерений, в частности к производственному контролю характеристики преобразования феррозондом магнитного поля (МП) Земли. Способ контроля характеристики преобразования феррозонда включает подключение источника возбуждения к обмотке возбуждения феррозонда, подключение измерительного устройства к сигнальной обмотке феррозонда, размещение феррозонда в магнитном экране, подключение источника постоянного тока к сигнальной обмотке, установку ряда величин постоянного тока в сигнальной обмотке феррозонда и измерение ряда напряжений второй гармоники в выходном сигнале феррозонда измерительным устройством. При этом ряд величин постоянного тока i ограничивают тремя значениями ij∈(i1, i2 = 0, i3) с j = 1, 2, 3, значение тока i1 устанавливают близким к предельному значению рабочего диапазона феррозонда, контролируя напряжение U(i) второй гармоники в выходном сигнале феррозонда, устанавливают значение тока i3 такой величины, при котором напряжение U3(i3) измерительного устройства равно нулю, сравнивают значение U2(i2) с первым производственным допуском, вычисляют крутизну характеристики преобразования феррозонда по формуле S = U1/(i1 - i3), сравнивают значение |S| со вторым производственным допуском, при соответствии результатов сравнения производственным допускам феррозонд передают в эксплуатацию. Техническим результатом является повышение информативности и точности контроля характеристики преобразования феррозонда в процессе производственного контроля. 1 ил.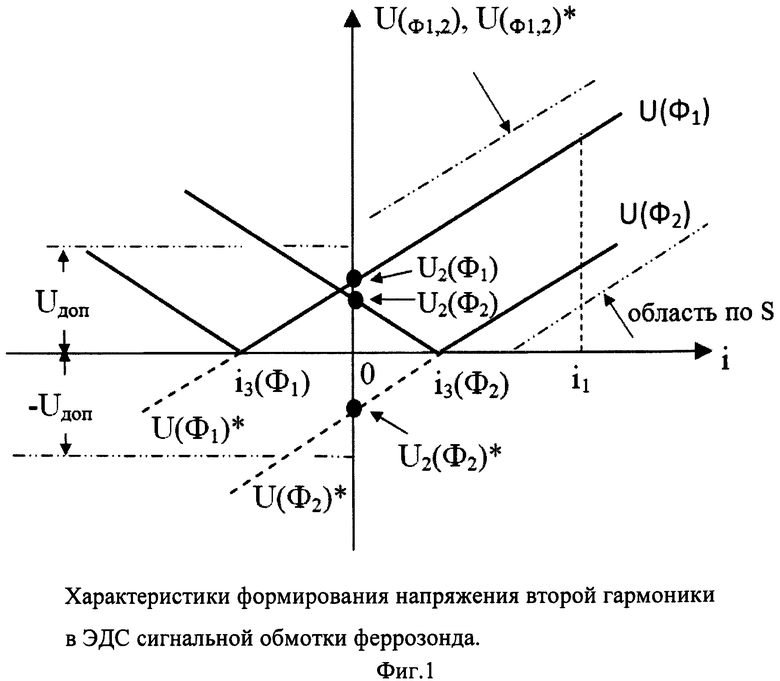
Способ контроля характеристики преобразования феррозонда включает подключение источника возбуждения к обмотке возбуждения феррозонда, подключение измерительного устройства к сигнальной обмотке феррозонда, размещение феррозонда в магнитном экране, подключение источника постоянного тока к сигнальной обмотке, установку ряда величин постоянного тока в сигнальной обмотке феррозонда и измерение ряда напряжений второй гармоники в выходном сигнале феррозонда измерительным устройством, отличающийся тем, что с целью повышения информативности ряд величин постоянного тока i ограничивают тремя значениями ij∈(i1, i2 = 0, i3) с j = 1, 2, 3, значение тока i1 устанавливают близким к предельному значению рабочего диапазона феррозонда, контролируя напряжение U(i) второй гармоники в выходном сигнале феррозонда, устанавливают значение тока i3 такой величины, при котором напряжение U3(i3) измерительного устройства равно нулю, сравнивают значение U2(i2) с первым производственным допуском, вычисляют крутизну характеристики преобразования феррозонда по формуле S = U1/(i1 - i3), сравнивают значение |S| со вторым производственным допуском, при соответствии результатов сравнения производственным допускам феррозонд передают в эксплуатацию.
| СПОСОБ ОПРЕДЕЛЕНИЯ КОРРЕКТИРУЮЩЕЙ МАТРИЦЫ ТРЕХКОМПОНЕНТНОГО МАГНИТОМЕТРА | 2002 |
|
RU2229727C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ГРАДУИРОВОЧНОЙ ХАРАКТЕРИСТИКИ МАГНИТОМЕТРА | 2008 |
|
RU2386141C1 |
| Устройство для калибровки магнитометра | 1978 |
|
SU779950A1 |
| US 20150130443 A1, 14.05.2015 | |||
| WO 1999064720 A1, 16.12.1999 | |||
| US 6130534 A1, 10.10.2000. | |||

