Изобретение относится к металлообработке и может быть использовано в инструментальном производстве различных отраслей машиностроения.
Известен метчик для нарезания резьбы в отверстиях в вязких материалах, на режущей части которых в шахматном порядке удалены отдельные участки. Увеличение толщины среза способствует снижению удельной работы на резьбонарезание, устраняет защемление метчиков в отверстии (Справочник токаря-универсала. Белецкий Д. Г. , Моисеев В. Г. , Шеметов М. Г. М. : Машиностроение, 1987, с. 159).
Недостатком такой конструкции метчика является большая трудоемкость его изготовления и соответственно его высокая стоимость.
Известен инструмент для протягивания резьбы в сквозных отверстиях, когда длина резьбы значительно превышает их диаметр. Инструмент представляет собой спиральный метчик, состоящий из передней направляющей, заборной и калибрующей, снабженных резьбой протягиваемого профиля и шага, и хвостовой. (Якухин В. Г. Оптимальная технология изготовления резьб. М. : Машиностроение, 1985, с. 110).
Известен инструмент для нарезания резьбы в отверстиях большой длины при малом его диаметре, содержащий хвостовик, расположенный перед режущей частью, которая выполнена в виде конической резьбы (каждый последующий зуб имеет определенный подъем, как у протяжки) [1] . В конце режущей части расположена калибрующая часть. На рабочей части прорезаны винтовые струженные канавки, направление которых противоположно направлению витков резьбы.
Недостатком конструкции является большая трудоемкость его изготовления, сложность переточки при достижении износа, большой расход инструментального материала.
Для устранения необходимости переточки в случае износа режущих элементов предлагается метчик-протяжка, содержащий корпус с направляющей частью, режущей частью и хвостовиком, режущие зубья, выполненные на режущей части метчика с шагом, кратным шагам нарезаемой резьбы. При этом режущие зубья выполнены в виде многогранных неперетачиваемых пластин, устанавливаемых в выполненном на режущей части корпуса продольном пазу. Каждая из многогранных пластин закреплена в пазу посредством введенных в метчик крепежного и двух регулировочных винтов, причем крепежный винт установлен в одной из боковых стенок паза, а регулировочные винты - в днище паза.
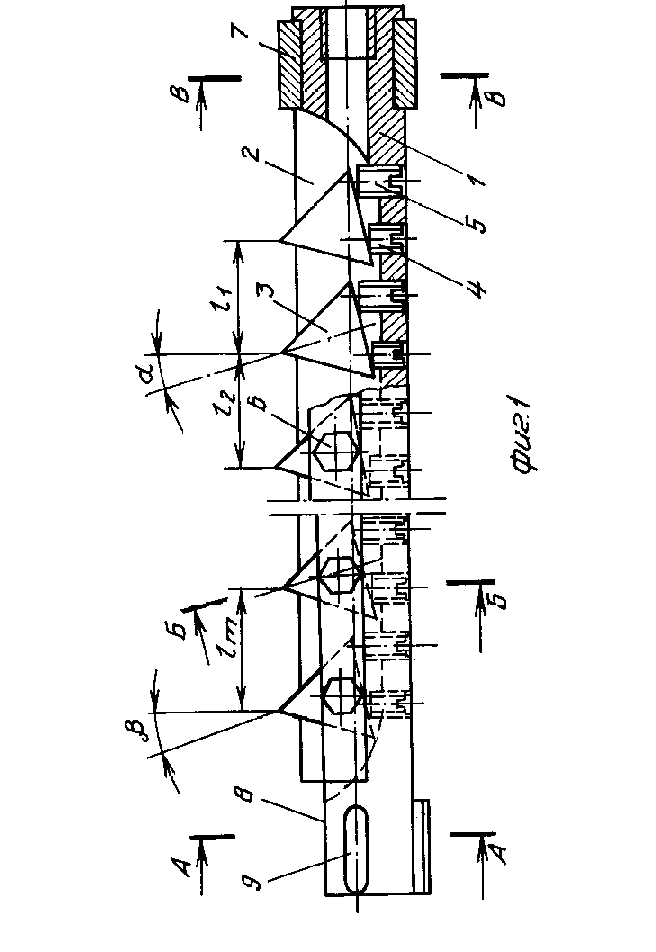
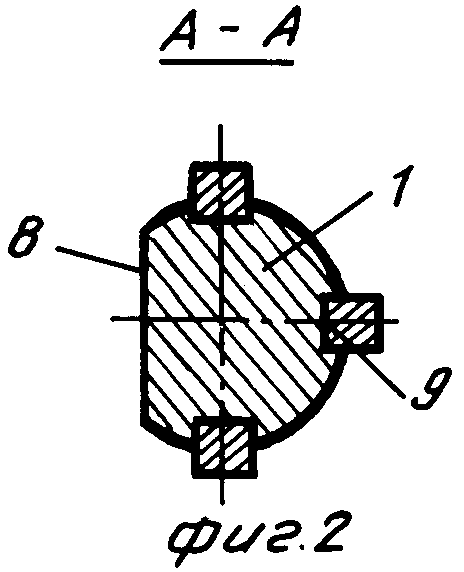
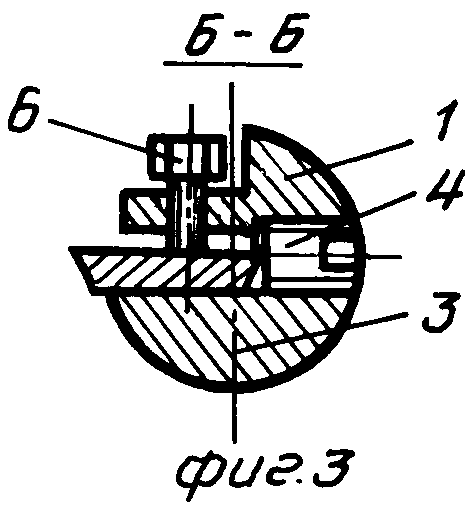
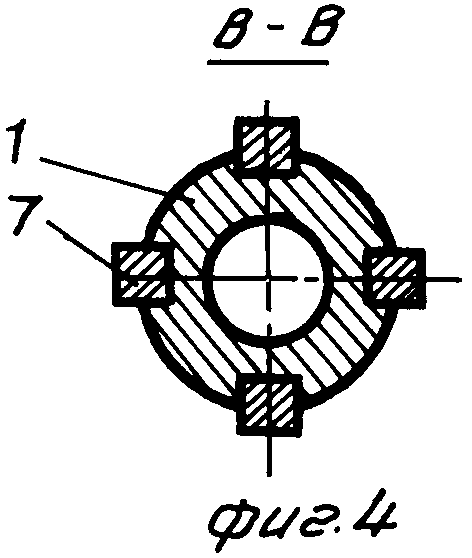
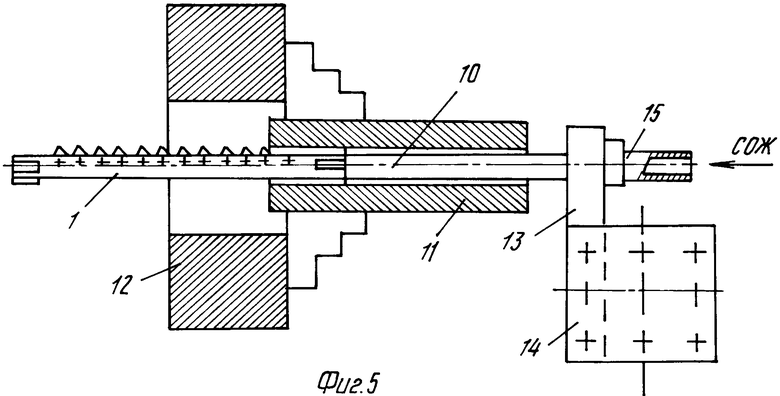
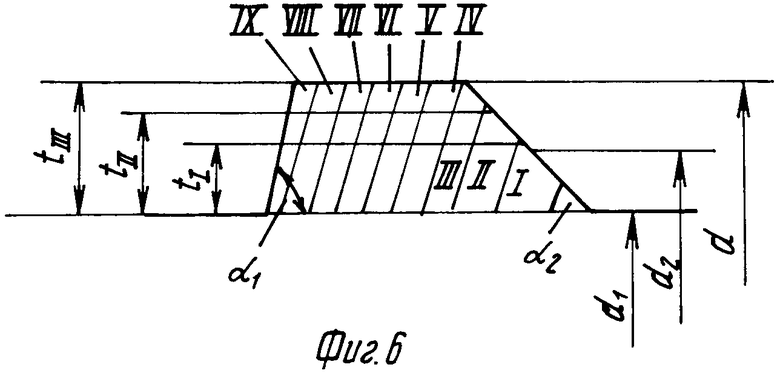
На фиг. 1 изображен метчик-протяжка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение В-В на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - схема наладки токарно-винторезного станка на нарезание резьбы с помощью метчика-протяжки; на фиг. 6 - пример распределения припуска на нарезание резьбы несимметричного профиля.
Метчик состоит из корпуса 1, в котором выполнен продольный паз 2, одна из боковых поверхностей которого служит в качестве опорной плоскости для установки сменных неперетачиваемых твердосплавных пластин 3 для резьбовых резцов. Пластины упираются гранью, противоположной рабочей вершины пластины, на два упорных регулировочных винта 4 и 5, расположенных в радиальных резьбовых отверстиях, оси которых лежат в диаметральной плоскости корпуса, в которой выполнен продольный паз 2.
Каждая неперетачиваемая многогранная пластина поджата к опорной плоскости паза 2 прижимным винтом 6, ось которого перпендикулярна опорной плоскости продольного паза 2. Длина регулировочных винтов 4 и 5 разная, причем винт 5 длиннее, чем винт 4. На передней направляющей части корпуса смонтированы твердосплавные шпонки 7. На хвостовой части корпуса выполнена лыска 8 для создания пространства для размещения стружки и на оставшейся цилиндрической поверхности - твердосплавные шпонки 9. В передней направляющей части корпуса выполнено осевое резьбовое отверстие, сообщающееся с продольным пазом 2.
Метчик-протяжка работает следующим образом. Тяга 10 со сквозным осевым отверстием ввинчивается в осевое отверстие в передней направляющей части корпуса, который вместе с тягой вставляются в отверстие детали 11, где необходимо нарезать резьбу так, чтобы направляющая часть корпуса находилась в контакте с поверхностью отверстия в детали. Деталь вместе с установленными в отверстии корпусом и тягой закрепляется в патроне 12 токарно-винторезного станка. Тяга монтируется в державке 13, которая закрепляется в резцедержателе 14 токарно-винторезного станка. В державке 12 выполнено отверстие для подсоединения магистрали 15 для подвода СОЖ.
При нарезании резьбы резцедержатель 14 вместе с державкой 13, тягой 10 и корпусом перемещается от механизма продольного перемещения суппорта станка в сторону задней бабки. При этом за один оборот детали - резцедержатель, державка, тяга и корпус должны перемещаться на величину, равную шагу нарезаемой резьбы, а деталь вращается с левым направлением вращения шпинделя станка при нарезании правой резьбы.
При прохождении корпуса внутри отверстия детали происходит нарезание резьбы, причем каждая сменная неперетачиваемая пластина срезает свою часть припуска на нарезание резьбы. Продольное перемещение резцедержателя 14, державки 13, тяги 10 и корпуса останавливается, когда все сменные неперетачиваемые пластины выйдут из отверстия в детали. Таким образом, полный профиль резьбы в отверстии детали нарезается за один рабочих ход. В этот момент задняя направляющая часть корпуса еще находится в отверстии детали. Тяга открепляется от державки 13, и корпус вместе с тягой вынимается из отверстия обработанной детали и вставляется в отверстие следующей детали. Цикл повторяется.
Нарезание винтовой канавки несимметричного профиля. В качестве сменных неперетачиваемых пластин 3 используют неперетачиваемые твердосплавные пластины для резьбовых резцов треугольной формы с углом при вершине 60о формы 2008-0103 по ТУ 48-19-307-80. Первая пластина 3 устанавливается в продольный паз 2 корпуса таким образом, чтобы она срезала часть пропуска на нарезание резьбы, отмеченную цифрой 1. Для этого первую пластину необходимо установить таким образом, чтобы ее рабочая вершина имела вылет, равный t1 относительно поверхности отверстия, а сама пластина была развернута на угол α относительно оси корпуса. Вторая пластина 3 устанавливается в продольный паз 2 корпуса так, чтобы она срезала часть припуска, отмеченную цифрой II. Для этого пластина 3 устанавливается с вылетом tII относительно внутренней поверхности отверстия и так же должна быть развернута на угол α относительно оси корпуса 1.
Следующая пластина 3 устанавливается в продольный паз 2 корпуса так, чтобы вершины пластины имела вылет относительно поверхности отверстия, равный tIII. Эта пластина также развернута на угол α относительно корпуса 1 и срезает часть припуска, отмеченную цифрой III. Следующие пять пластин 3 устанавливаются в продольный паз 2 корпуса с одинаковым вылетом относительно поверхности отверстия, равным tIII, и срезают части припуска, отмеченные цифрами IV, V, VI, VII, VIII. Пластины развернуты относительно оси корпуса 1 на угол α . При такой установке пластин работает только одна режущая кромка, что обеспечивает хорошие условия стружкообразования и снижает износ пластин. Девятая пластина 3 устанавливается в пазу 2 корпуса 1 так, чтобы был срезан участок впадины резьбы, отмеченный цифрой IX. Для этого пластина имеет вылет, равный tIII и развернута под углом β относительно оси корпуса. Последующие пластины устанавливаются в продольный паз 2 корпуса для чистовой обработки впадины резьбы. Форма пластины может совпадать с формой профиля резьбы или подбираются пластины такой формы, чтобы зачистить и придать окончательные размеры элементам профиля резьбы последовательно. Например, сначала обработать поверхность по наружному диаметру резьбы, затем обработать правую сторону профиля резьбы, наклоненную под углом α2 , и далее обработать левую часть профиля резьбы, наклоненную под углом α1 . Расстояния между вершинами соседних пластин, установленных в пазу корпуса, определяются расчетом в соответствии с выбранной схемой срезания припуска при нарезании резьбы. Очевидно, что эти расстояния не одинаковые.
Установку пластин 3 в продольном пазу 2 корпуса 1 при изготовлении метчика производится очень точно с помощью инструментального микроскопа или проектора.
На рабочем месте в случае замены изношенной вершины пластины точная установка пластин 3 в пазу 2 корпуса 1 производится с помощью шаблона. Для изготовления точного шаблона необходимо использовать контршаблон. Шаблон и контршаблон изготавливаются по размерам, определенным из расчета по выбранной схеме распределения припуска на нарезания резьбы. Если возникнет необходимость изменить схему распределения припуска на нарезании резьбы, то шаблон и контршаблон должны быть изготовлены с другими размерами.
Предлагаемая конструкция метчика позволяет настроить инструмент на нарезание резьбы любого профиля. В случае, если профиль формируется отрезками прямой линии, можно использовать стандартные многогранные неперетачиваемые твердосплавные пластины. Конструкция метчика исключает необходимость заточки инструмента в сборе. Сломавшийся режущий элемент или изношенный легко заменяется на рабочем месте. В случае применения трехгранных пластин для резьбовых резцов одна твердосплавная пластина может быть использована до износа всех трех вершин последовательно.
Отсутствие необходимости заточки инструмента в сборе упрощает процесс изготовления метчика. Для его изготовления не требуется специального оборудования и сложной термообработки. (56) Алексеев Г. А. Конструирование инструмента. М. : Машиностроение, 1979, с. 229.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Протяжка | 1988 |
|
SU1703305A1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Устройство для двустороннего нарезания резьбы | 1991 |
|
SU1834758A3 |
Использование: метчик-протяжка предназначен для нарезания внутренних резьб различного типоразмера с использованием различных схем резания. Сущность: метчик-протяжка состоит из корпуса 1, в пазу 2 которого установлены сменные неперетачиваемые пластины 3. Каждая пластина опирается одной своей гранью на два регулировочных винта 4, 5, а прижимной винт 6 поджимает пластину 3 к опорной плоскости паза 2. За счет положения регулировочных винтов 4, 5 может меняться вылет пластин 3 и их угловое положение, что обеспечивает изменение схемы резания метчика. 1 з. п. ф-лы, 6 ил.