Настоящее изобретение относится к режущему инструменту и способу изготовления режущего инструмента, содержащего твердосплавную основу, содержащую карбид вольфрама и связующее, причем связующее содержит γ'-выделения в матрице твердого раствора замещения, а твердый сплав содержит эта-фазу.
УРОВЕНЬ ТЕХНИКИ
Твердые сплавы на основе WC с кобальтовым связующим известны в данной области с двадцатых годов прошлого века. Другими металлами, которые известны как связующие в твердых сплавах, являются железо и никель, однако чаще всего используется кобальт.
Существует постоянное стремление найти альтернативы кобальту из-за его неблагоприятного влияния на окружающую среду и здоровье. Однако заменить кобальт или ограничить его количество, не ухудшая свойств материала, довольно сложно. Для режущих инструментов свойства основы являются важными для эффективности работы инструмента, и даже небольшие изменения в составе могут негативно влиять на эффективность.
Никель обладает хорошей смачиваемостью по отношению к WC, что делает его пригодным для производства твердых сплавов. Кроме того, Ni имеет лучшие характеристики в условиях окисления и коррозии по сравнению с твердыми сплавами WC-Co. Основным недостатком твердых сплавов на основе никеля является их низкая механическая прочность. Одна из причин заключается в его более высокой энергии дефекта упаковки по сравнению с Со, что делает наклепываемость Ni всего лишь умеренной по сравнению с Со.
Для решения проблем с эффективностью твердых сплавов WC-Ni предлагались различные методы повышения прочности и/или твердости; например, предлагалось изготовление субмикронных или близких к наноразмерным твердых сплавов WC-Ni (соотношение Холла-Петча) с применением ингибирования роста зерен WC во время спекания; или добавление в матрицу твердых сплавов WC-Ni некоторых элементов, способствующих повышению прочности и/или твердости.
Связующие Ni-Al, как таковые, известны применительно к твердым сплавам. Ni3Al - это интерметаллид, обладающий высокой твердостью и температурой плавления. Сообщалось, что твердые сплавы WC, внедренные в связующее Ni3Al, имеют высокую твердость и пониженную вязкость, что делает их менее пригодными для основ режущих инструментов. Следовательно, чтобы получить связующее с заданными свойствами (сопоставимыми с кобальтом), связующее NiAl необходимо оптимизировать.
Целью изобретения является создание твердого сплава с альтернативной связующей фазой, которая имеет такие же или лучшие свойства по сравнению с основой со связующим Со.
Также целью изобретения является обеспечение возможности изготовления твердого сплава со связующим Ni3Al, в котором можно контролировать образование выделений γ'-Ni3Al.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к режущему инструменту, имеющему твердосплавную основу, содержащую карбид вольфрама и 3-2 0 мас. % связующего. Связующее содержит интерметаллические выделения γ'-Ni3Al, внедренные в матрицу твердого раствора замещения, содержащую Al и Ni, с массовым соотношением Al/Ni 0,03-0,10, при этом общее количество Ni и Al составляет 70-95 мас. % общего связующего. Твердый сплав дополнительно содержит эта-фазу и общее содержание углерода в твердом сплаве, С (мас. %), меньше значения X, определяемого следующим уравнением:

Это уравнение справедливо для твердых сплавов, содержащих связующее в количестве 3-20 мас. %, где количество Ni и Al по существу составляет 70-95 мас. % связующего и где массовое соотношение Al/Ni составляет 0,03-0,10.
Было обнаружено, что уменьшая общее содержание углерода в твердом сплаве, так чтобы в микроструктуре присутствовала эта-фаза, можно получить твердый сплав, содержащий твердую фазу (в основном WC), внедренную в твердый раствор замещения Ni-Al, содержащий выделения γ'-Ni3Al, тонко диспергированные в матрице связующего. Механические свойства такого твердого сплава сочетают в себе подходящие характеристики твердости/вязкости благодаря наличию твердой фазы, содержащей вязкую связующую фазу, усиленную выделениями γ'-Ni3Al.
Под интерметаллическими выделениями γ'-Ni3Al в данном контексте подразумевается полукогерентное выделение с кубической кристаллической структурой (пространственная группа Pm-3m), которая отличается от окружающего связующего тем, что атомы Al преимущественно занимают узлы 1а, в то время как связующее из твердого раствора имеет случайную элементную заполненность во всех узлах.
Соответственно, средний размер зерна выделений γ'-Ni3Al составляет 10-1000 нм, предпочтительно 10-500 нм. Размер зерна выделений целесообразно измерять методом анализа изображения на SEM-изображении поперечного сечения с использованием метода средней длины линейного пересечения.
Под твердым раствором замещения в данном контексте подразумевается твердый раствор, в котором атомы растворителя и растворенного вещества расположены случайным образом в узлах решетки в кристаллической структуре фазы. Могут также присутствовать такие элементы, как С и N, но в междоузлиях.
Количество связующего по существу составляет 3-20 мас. % твердого сплава, предпочтительно 5-15 мас. %.
Массовое соотношение Al/Ni по существу составляет 0,03-0,10 и предпочтительно 0,03-0,07.
Количество Ni и Al по существу составляет 70-95 мас. % связующего, предпочтительно 80-95 мас. %.
Связующее всегда содержит определенные количества W и С, которые растворяются в процессе отверждения из WC во время спекания. Точное количество зависит от общего состава твердого сплава.
Твердый сплав имеет субстехиометрическое содержание углерода, при котором образуется эта-фаза. Под эта-фазой подразумеваются карбиды, выбранные из Me12C и Ме6С, где Me выбирается из W и одного или нескольких металлов связующей фазы.
Средний размер зерна эта-фазы по существу составляет 0,1-10 мкм, предпочтительно 0,1-3 мкм и более предпочтительно 0,1-1 мкм. Его можно измерить разными методами, например, методом средней длины линейного пересечения на изображении SEM/LOM.
Распределение эта-фазы должно быть по возможности равномерным.
В одном варианте осуществления настоящего изобретения объемная доля эта-фазы составляет по существу 0,05-30 об. %, предпочтительно 0,5-15 об. %, более предпочтительно 0,8-8 об. %, еще более предпочтительно 1-4 об. %.
В одном варианте осуществления настоящего изобретения эта-фаза хорошо распределена в подходящем количестве, которое необходимо для получения улучшенных свойств. Хорошо распределенная эта-фаза достигается за счет поддержания содержания углерода в определенных пределах. Это обеспечивается путем тщательного контроля углеродного баланса в процессе производства. Под хорошо распределенным следует понимать отсутствие больших скоплений частиц в твердом сплаве.
Общее содержание углерода в твердом сплаве, С (мас. %), по существу ниже значения X, определяемого следующим уравнением:

Это уравнение справедливо для твердых сплавов, содержащих связующее в количестве 3-20 мас. %, в которой количество Ni и Al по существу составляет 70-95 мас. % связующего и массовое соотношение Al/Ni составляет 0,03-0,10.
Нижний предел общего содержания углерода в твердом сплаве находится там, где будут формироваться фазы, отличные от WC, связующего (возможно, гамма-фаза, если она присутствует) и эта-фаза. На практике максимальное количество эта-фазы, необходимое для твердого сплава, зависит от конкретного применения данного режущего инструмента. Слишком большое увеличение количества эта-фазы может привести к тому, что твердый сплав станет хрупким. Следовательно, ориентировочно твердый сплав не должен содержать более 30 об. % эта-фазы, предпочтительно не более 15 об. %.
Если общее содержание углерода близко к верхнему пределу, заданному уравнением 1, то существует риск, что образовавшаяся эта-фаза будет распределена неравномерно, то есть располагаться в больших скоплениях. Это может быть нежелательно для некоторых применений. Разница в общем содержании углерода между достижением нежелательных больших скоплений эта-фазы и достижением требуемой тонко распределенной эта-фазы может быть очень небольшой. Приближаясь к этому пределу, необходимо контролировать микроструктуру, чтобы избежать нежелательных больших скоплений. Как известно специалистам в данной области, предел, когда достигается тонко распределенная эта-фаза, зависит от общего состава твердого сплава.
В одном варианте осуществления настоящего изобретения твердый сплав по существу не содержит Со, и в данном контексте это означает, что Со не добавляется в качестве сырья и что Со присутствует в твердом сплаве на уровне примеси, предпочтительно ниже 1 мас. %. Небольшие количества Со обычно обнаруживаются в результате того, что некоторое производственное оборудование, например, фрезеры, содержат твердый сплав и могут вносить небольшой вклад в общий состав.
В одном варианте осуществления настоящего изобретения твердый сплав по существу не содержит Мо, и в данном контексте это означает, что Мо не добавляется в качестве сырья и что Мо присутствует в твердом сплаве на уровне примеси, предпочтительно менее 1 мас. % Мо.
Мо нежелателен в данном материале, поскольку он может растворяться в WC, изменяя его свойства, или образовывать субкарбиды с грубой структурой, подобной структуре связующего, что приводит к сильному охрупчиванию.
Средний размер зерна WC по существу составляет 0,2-10 мкм, предпочтительно 0,2-5 мкм.
В одном варианте осуществления настоящего изобретения износостойкое покрытие наносят на твердосплавную основу методом CVD (химического осаждения из паровой фазы) или PVD (физического осаждения из паровой фазы).
В одном варианте осуществления настоящего изобретения твердосплавная основа снабжена износостойким покрытием PVD, обычно представляющим собой нитрид, оксид, карбид или их смеси одного или нескольких элементов, выбранных из Al, Si и групп 4, 5 и 6 периодической таблицы.
В еще одном варианте осуществления настоящего изобретения твердосплавная основа снабжена износостойким CVD-покрытием.
В еще одном варианте осуществления настоящего изобретения твердосплавная основа снабжена износостойким CVD-покрытием, содержащим несколько слоев, предпочтительно по меньшей мере слой карбонитрида и слой Al2O3.
Под режущим инструментом в данном контексте подразумевается вставная режущая пластина, торцовая фреза или сверло.
Настоящее изобретение также относится к способу изготовления режущего инструмента в соответствии с вышеизложенным, содержащего описанную выше твердосплавную основу. Способ включает в себя следующие этапы:
- обеспечивают порошки, образующие твердые компоненты, содержащие WC,
- обеспечивают содержащий Al и Ni порошок (порошки), образующий связующую фазу,
- обеспечивают жидкость для измельчения,
- осуществляют измельчение, сушку, прессование и спекание порошков в твердый сплав.
Исходные материалы, образующие связующую фазу, может добавлять в виде чистых металлов, сплавов двух или более металлов или в виде карбидов, нитридов или карбонитридов. Исходные материалы следует добавлять в таких количествах, чтобы связующая фаза после спекания имела состав, описанный выше.
Порошки, образующие твердые компоненты, содержат WC, предпочтительно со средним размером зерна 0,2-10 мкм, более предпочтительно 0,2-5 мкм.
Содержание углерода в твердом сплаве можно изменить путем добавления сажи, если требуется увеличить содержание углерода, или путем добавления W или W2C, если требуется уменьшить содержания углерода.
В качестве жидкости для измельчения можно использовать любую жидкость, используемую в обычном производстве твердых сплавов. Жидкостью для измельчения предпочтительно является вода, спирт или органический растворитель, более
предпочтительно, вода или смесь воды и спирта, и наиболее предпочтительно, смесь воды и этилового спирта. Свойства суспензии зависят от количества добавленной жидкости для измельчения. Поскольку для сушки суспензии требуется энергия, количество жидкости следует минимизировать, чтобы снизить затраты. Однако, чтобы получить пригодную для перекачки суспензию и избежать закупорки системы, должно быть добавлено достаточное количество жидкости. Кроме того, к суспензии можно добавить другие соединения, известные в данной области техники, например, диспергирующие добавки, регуляторы рН и т.д.
Возможно также добавление органического связующего вещества к суспензии для облегчения грануляции во время последующей операции сушки распылением, а также в качестве агента прессования для любых последующих операций прессования и спекания. Органическое связующее вещество может быть любым связующим, обычно используемым в данной области. Например, это органическое связующее вещество может быть парафином, полиэтиленгликолем (PEG), длинноцепочечными жирными кислотами и т.д. Количество органического связующего вещества обычно составляет 15-25 об. % по полному сухому объему порошка, при этом органическое связующее вещество не включается в полный сухой объем порошка.
Суспензия, содержащая порошки, образующие твердые компоненты, и порошки, образующие связующую фазу, а также возможно органическое связующее вещество, подходящим образом смешивается с помощью операции измельчения в шаровой мельнице или мельнице тонкого помола. Измельчение по существу осуществляется путем образования сначала суспензии, содержащей порошок связующего металла, первую и вторую фракции порошка и, возможно, органическое связующее. Затем суспензию подходящим образом измельчают в шаровой мельнице или мельнице тонкого помола, чтобы получить однородную смесь в виде суспензии.
Эту суспензию, содержащая порошковые материалы, смешанные с органической жидкостью и, возможно, органическим связующим веществом, распыляют через подходящее сопло в сушильной колонне, где мелкие капельки мгновенно сушатся потоком горячего газа, например, в потоке азота, образуя агломерированные гранулы. Для небольших экспериментов можно также использовать другие методы сушки, например, сушку на лотке.
Затем из высушенных порошков/гранул формируют сырые тела путем операции прессования, такой как одноосное прессование, многоосное прессование и т.п.
Сырые тела, сформированные из порошков/гранул, изготовленных в соответствии с настоящим изобретением, затем спекают в соответствии с любым обычным способом спекания, например, вакуумного спекания, спекания горячим изостатическим прессованием (HIP), плазменно-искрового спекания, газопрессового спекания (GPS) и т.д.
Спекание целесообразно проводить при температурах жидкой фазы. Точная температура зависит от точного состава связующего.
В одном варианте осуществления настоящего изобретения температура спекания составляет 1350-1550°С.
В одном варианте осуществления твердосплавные основы снабжены покрытием.
В одном варианте осуществления на твердосплавные основы, изготовленные в соответствии с вышеизложенным, осаждают износостойкое покрытие с использованием метода химического осаждения из паровой фазы (CVD) или физического осаждения из газовой фазы (PVD).
В одном варианте осуществления настоящего изобретения твердосплавная основа снабжена износостойким PVD-покрытием, по существу представляющим собой нитрид, оксид, карбид или их смеси одного или нескольких элементов, выбранных из Al, Si и групп 4, 5 и 6 периодической таблицы элементов.
В одном варианте осуществления настоящего изобретения осаждают CVD-покрытие, содержащее первый слой TiCN, осаждаемый методом MTCVD, и второй слой α-Al2O3, осаждаемый методом CVD. Также может быть осажден внешний цветной слой для обнаружения износа, например, слоя TiN.
В одном варианте осуществления настоящего изобретения осаждают CVD-покрытие, содержащее слой (Al, Ti)N, осаждаемый методом CVD низкого давления. Также может быть осажден внешний цветной слой для обнаружения износа, например, слоя TiN.
Покрытие также может быть подвернуто дополнительной обработке, такой как зачистка металлической щеткой, обдувка и т.п.
В настоящем изобретении также предложен режущий инструмент из твердого сплава, изготовленный в соответствии со способом, описанным выше.
Пример 1
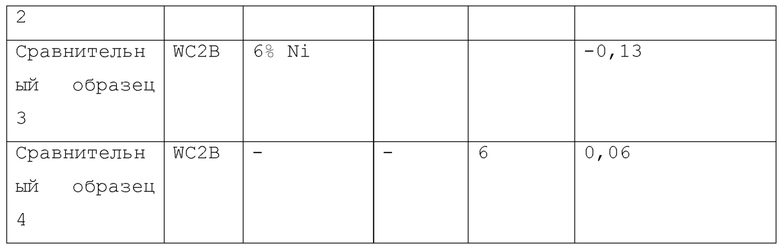
Твердые сплавы были подготовлены из предварительно легированного материала NiAl, состоящего из 93,9 мас. % Ni и 5,3 мас. % Al (NiAl-1) или 94,4 мас. % Ni и 5,6 мас. % Al (NiAl-2), исходного материала Cr3C2 и WC со средним размером частиц (FSSS) 0,81-0,87 мкм для WC0B, 1,24-1,44 мкм для WC2B и 5,5-6,3 мкм для WC5B в соответствии с составами, представленными в таблице 1. Количество каждого сырья указано по полной массе сухого порошка, где остальное - WC, за исключением случая, когда образуется эта-фаза, при этом было добавлено небольшое количество W для корректировки содержания углерода в соответствии с таблицей 1.

Порошки измельчали вместе с жидкостью для измельчения (вода/этиловый спирт) и органическим связующим (PEG) 2 мас. % в расчете на полную сухую массу порошка. Затем полученную суспензию сушили на лотке, после чего высушенный порошок прессовали для получения сырого тела.
Затем сырые тела образцов Изобретение 1, Сравнительный 1 и 2 спекали при температуре 1450°С в течение 1 часа в вакууме после этапа удаления связующего в водороде при 400 градусах. Сравнительные образцы 3 и 4 спекали в 40 мбар Ar + СО при 1410°С.
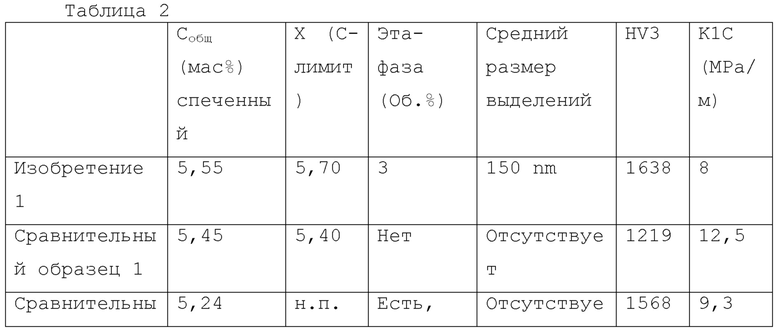
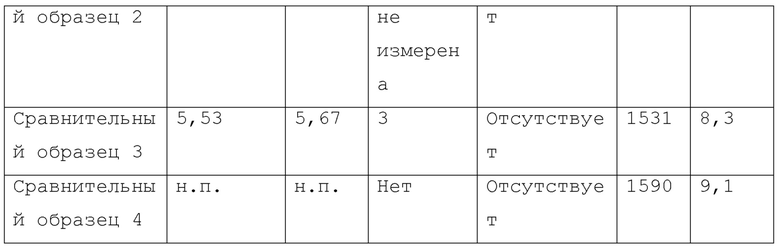
Свойства образцов показаны в таблице 2. Общее содержание углерода в мас. % измеряли с помощью прибора LECO WC-600; для данного анализа образец был предварительно раздроблен. Точность значений составляет ± 0,01 мас. %. HV3 измеряли в соответствии с ASTM В294. Вязкость разрушения К1С измеряли по методу Шетти.
Размер выделений, то есть средний размер зерен выделений, измеряли методом средней длины линейного пересечения.
Количество эта-фазы в таблице 2 определяли посредством анализа изображений на LOM-изображениях с одинаковым увеличением, при этом все образцы имели одинаковую полировку и травление и использовалась программа Image J с одинаковыми настройками для всех измерений.
Спеченные тела исследовали на сканирующем электронном микроскопе (СЭМ).
Из таблицы 2 ясно видно, что изобретение 1 имеет улучшенную твердость по сравнению со сравнительным образцом 3 (чистое Ni связующее) примерно при такой же вязкости.
Следует также отметить, что в сравнительном образце 1 не наблюдалось выделений γ'-Ni3Al, если содержание углерода превышало расчетное значение X.
| название | год | авторы | номер документа |
|---|---|---|---|
| FeNi - СВЯЗУЮЩИЙ АГЕНТ С УНИВЕРСАЛЬНЫМИ ВОЗМОЖНОСТЯМИ ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2623545C2 |
| ТВЕРДЫЙ СПЛАВ С АЛЬТЕРНАТИВНЫМ СВЯЗУЮЩИМ ВЕЩЕСТВОМ | 2017 |
|
RU2731925C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2726161C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ TI, TI-СПЛАВОВ И СПЛАВОВ НА ОСНОВЕ NI | 2017 |
|
RU2741728C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2753932C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2726135C1 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА И ПОЛУЧАЕМЫЙ ПРИ ЕГО ПОМОЩИ ПРОДУКТ | 2014 |
|
RU2694401C2 |
| ТВЕРДЫЙ СПЛАВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА (ВАРИАНТЫ) | 2012 |
|
RU2531332C2 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, УПЛОТНЕННАЯ КЕРАМИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, СПОСОБ УПЛОТНЕНИЯ ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН, КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ | 1994 |
|
RU2107607C1 |
| ТВЕРДОСПЛАВНАЯ РЕЖУЩАЯ ВСТАВКА | 2008 |
|
RU2465098C2 |
Изобретение относится к режущему инструменту и способу изготовления режущего инструмента, содержащего твердосплавную основу. Твердосплавная основа для изготовления режущего инструмента содержит карбид вольфрама и 3-20 мас.% связующего, причем связующее содержит интерметаллические выделения γ'-Ni3Al, внедренные в матрицу твердого раствора замещения. Связующее содержит Al и Ni с массовым соотношением Al/Ni 0,03-0,10, при этом общее количество Ni и Al составляет 70-95 мас.% от всего связующего и при этом твердый сплав содержит эта-фазу в количестве от 0,5 до 30 об.%, причем эта-фаза представляет собой карбиды, выбранные из Ме12С и Ме6С, где Ме выбран из W и одного или более связующего металла, и общее содержание углерода в твердом сплаве, C (мас.%), составляет меньше значения X, определяемого следующим уравнением:
 Обеспечивается возможность изготовления твердого сплава со связующим Ni3Al, в котором можно контролировать образование выделений γ'-Ni3Al. 2 н. и 9 з.п. ф-лы, 2 табл., 1 пр.
Обеспечивается возможность изготовления твердого сплава со связующим Ni3Al, в котором можно контролировать образование выделений γ'-Ni3Al. 2 н. и 9 з.п. ф-лы, 2 табл., 1 пр.
1. Твердосплавная основа для изготовления режущего инструмента, содержащая карбид вольфрама и 3-20 мас.% связующего, причем связующее содержит интерметаллические выделения γ'-Ni3Al, внедренные в матрицу твердого раствора замещения, при этом связующее содержит Al и Ni с массовым соотношением Al/Ni 0,03-0,10, при этом общее количество Ni и Al составляет 70-95 мас.% от всего связующего, и при этом твердый сплав содержит эта-фазу в количестве от 0,5 до 30 об.%, причем эта-фаза представляет собой карбиды, выбранные из Ме12С и Ме6С, где Ме выбран из W и одного или более связующего металла, и общее содержание углерода в твердом сплаве, C (мас.%), составляет меньше значения X, определяемого следующим уравнением:

2. Твердосплавная основа по п.1, в которой средний размер интерметаллических выделений γ'-Ni3Al составляет 10-1000 нм.
3. Твердосплавная основа по п. 1 или 2, в которой средний размер интерметаллических выделений γ'-Ni3Al составляет 10-500 нм.
4. Твердосплавная основа по любому из пп. 1-3, в которой массовое соотношение Al/Ni составляет 0,03-0,07.
5. Твердосплавная основа по любому из пп. 1-4, в которой объемная доля эта-фазы составляет 0,8-8 об.%.
6. Твердосплавная основа по любому из пп. 1-5, в которой общее количество Ni и Al составляет 80-95 мас.% от общего количества связующего.
7. Твердосплавная основа по любому из пп. 1-6, в которой твердый сплав содержит менее 1 мас.% Со.
8. Твердосплавная основа по любому из пп. 1-7, в которой твердый сплав содержит менее 1 мас.% Мо.
9. Способ изготовления твердосплавной основы по любому из пп.1-8, включающий этапы, на которых:
обеспечивают порошки, образующие твердые компоненты, содержащие WC,
обеспечивают исходные порошковые материалы, образующие связующую фазу, содержащую Al и Ni,
обеспечивают жидкость для измельчения,
измельчают, сушат, прессуют и спекают порошки в твердый сплав.
10. Способ по п.9, в котором Al и Ni добавляют в виде предварительно легированного порошка.
11. Способ по п. 9 или 10, в котором твердосплавная основа снабжена износостойким CVD или PVD покрытием.
| FeNi - СВЯЗУЮЩИЙ АГЕНТ С УНИВЕРСАЛЬНЫМИ ВОЗМОЖНОСТЯМИ ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2623545C2 |
| КЕРМЕТ, СОДЕРЖАЩИЙ СВЯЗУЮЩЕЕ С ПОВЫШЕННОЙ ПЛАСТИЧНОСТЬЮ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2212464C2 |
| WO 2009128034 A8, 12.08.2010 | |||
| XIAOQIANG Le et al | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Стрелочный замыкатель | 1922 |
|
SU544A1 |
| KAI Zhang et al | |||
| Microstructure and composition of the grain/binder | |||

