Область техники
Данное изобретение касается способа пайки первого керамического компонента и второго компонента, представленного металлическим сплавом, для изготовления конструкционного и/или внешнего элемента часов.
Изобретение также касается часов, включающих по меньшей мере один конструкционный и/или внешний элемент, изготовленный способом согласно изобретению.
Изобретение касается изготовления конструкционных и/или внешних часовых элементов, применяемых, в частности, при производстве часов. Более конкретно, оно касается области составных элементов, образующихся при объединении нескольких материалов, и еще более конкретно, содержащих компоненты из керамических материалов.
Уровень техники
В часовом деле соединение керамических компонентов с другими компонентами металлического типа остается трудной операцией в отношении того, что касается обеспечения возможности должным образом гарантировать превосходную адгезию на протяжении длительного времени. Действительно, обычно речь идет о соединении трехмерных компонентов, толщина которых составляет от нескольких десятков миллиметров до нескольких миллиметров, с поверхностями соединения, которые обычно являются наклонными поверхностями, часто с требованиями точного позиционирования и центрирования, в частности, в том, что касается симметрии, такой как осевая симметрия в случае часов, или поперечная симметрия в элементах браслета.
Существующие для таких часовых применений технологии соединения керамики, особенно керамики на основе диоксида циркония, и металлических сплавов используют прессовую посадку, клеевое соединение (полимерный адгезивный материал) и резьбовую посадку. Эти технологии могут ослаблять компоненты и не способны гарантировать сцепление на протяжении длительного времени.
К этой проблеме обращаются различные документы:
- JP S63249085A SEIKO EPSON KYOCERA раскрывает способ пайки керамического компонента на основе диоксида циркония с другим компонентом на основе металлического сплава, в частности, титанового сплава, для часовых применений;
- WO99/58332A1 PACIFIC COAST TECHNOLOGIES раскрывает способы герметизации поверхности раздела между керамическими материалами, такими как диоксид циркония, и металлическими материалами, такими как материалы, содержащие титан, с помощью припоя титан/никель. Предпочтительная керамика включает материалы из стабилизированного диоксида циркония; предпочтительные металлы включают сплавы титана и ниобия; и предпочтительный материал титан-никелевого припоя представляет собой 50:50 сплав титан/никель. Для присоединения керамических материалов к не содержащим ниобия металлическим материалам применяются материалы припоя, содержащие титан, никель и ниобий. По меньшей мере одна граница раздела приводится в контакт с материалом титан-никелевого припоя, а герметизация выполняется под условиями вакуума при температурах между 900 и 1200°C с одновременным приложением к соединению давления. Данные способы являются подходящими для выполнения герметической пайки во вживляемых медицинских устройствах, электрических соединителях, электронных устройствах, спортивных изделиях, конструкционных элементах;
- WO2017/129705A1 MORGAN ADVANCED CERAM. INC. раскрывает способ пайки керамической массы из спеченного диоксида циркония, который включает этапы, состоящие в обеспечении керамической массы из спеченного диоксида циркония, имеющей некоторую поверхность, химическое восстановление керамической массы из спеченного диоксида циркония, выполняемое полностью или частично для образования восстановленной поверхности относительно керамической массы спеченного диоксида циркония, нанесение материала припоя на по меньшей мере один участок восстановленной поверхности, чтобы образовать соединение, содержащее указанный материал припоя и керамическую массу из спеченного диоксида циркония, нагревание указанного соединения до температуры, достаточной для по меньшей мере частичного расплавления материала припоя с тем, чтобы материал припоя смочил восстановленную поверхность, и охлаждение соединения для отверждения материала припоя;
- EP3243593A1 PNL HOLDING раскрывает способ пайки металлического элемента с поверхностью детали из диоксида циркония, содержащий этапы:
- огрубление поверхности детали для того, чтобы сделать возможной адгезию первого слоя металлизации,
- очистка детали для удаления загрязнений с ее поверхности,
- осаждение на поверхности детали первого слоя металлизации, содержащего главным образом титан,
- осаждение на первом слое металлизации второго слоя металлизации, содержащего главным образом ниобий,
- размещение элемента вплотную со вторым слоем металлизации,
- нанесение золотого припоя на элемент и второй слой металлизации,
- охлаждение области пайки в режиме контролируемой температуры,
- термическая обработка для снятия напряжений, выполняемая на металлическом элементе под нагрузкой перед припаиванием;
- FR2862246A1 EADS SPACE TRANSP GmbH раскрывает способ, который состоит в структурировании перед выполнением пайки по меньшей мере одной из поверхностей керамики путем созданиям на ее поверхности ряда отверстий с помощью луча Nd/Yag лазера или механических средств. Отверстия имеют средний диаметр более 550 мкм и относятся к двум классам, которые отличаются своей геометрической формой, диаметром или глубиной. Множество отверстий в каждом классе составляет геометрическую группу, и расстояние между центрами отверстий в одной группе является меньшим, чем расстояние между центрами отверстий в другой. Когда поверхности керамики армируются волокном и ламинируются, отверстия проделываются до глубины, по меньшей мере эквивалентной толщине ламинированного слоя;
- EP2789597 ALSTOM TECHNOLOGY Ltd раскрывает способ получения конфигурации для соединения керамического слоя, содержащего теплоизолирующий материал, с металлическим слоем, при этом данная конфигурация включает граничный слой, состоящий из металлического материала, расположенного между керамическим слоем и металлическим слоем, содержащим множество взаимосвязанных элементов на одной из его сторон, обращенной к керамическому слою, при этом керамический слой включает множество полостей, предназначаемых для соединения с соответствующими взаимосвязанными элементами граничного слоя, при этом данная конфигурация также содержит слой припоя, посредством которого граничный слой присоединяется к металлическому слою;
- EP2799411A1 COMADUR раскрывает способ изготовления ярко-оранжевого изделия на основе диоксида циркония, отличающийся тем, что он включает последовательные этапы, состоящие в получении первой смеси, содержащей порошок диоксида циркония, от 3 до 20 масс.% по меньшей мере одного стабилизатора, выбранного из группы оксидов, включая оксид иттрия, оксид магния и оксид кальция, взятых индивидуально или в комбинации, от 0,1 до 5 масс.% по меньшей мере одного элемента, предназначаемого для образования стеклообразной фазы и выбранного из группы, включающей оксид кремния, оксид алюминия, оксид лития и оксид иттрия, взятых индивидуально или в комбинации, от 1 до 6 масс.% порошка оксида церия; получение второй смеси, содержащей указанную первую смесь и связующее, изготовление гранулированной смеси, получаемой посредством гранулирования указанной второй смеси; образование сырой заготовки путем придания второй гранулированной смеси формы желаемого изделия; спекание на воздухе в течение по меньшей мере 30 минут при температуре между 1250 и 1500°C и отжиг конечного изделия при температуре между 700°C и 1350°C в течение времени между 30 минутами и 20 часами в восстановительной атмосфере с последующей полировкой указанного спеченного керамического изделия.
Другие признаки обеспечиваются в статье Sonia Simoes “Recent progress in the joining of titanium alloy to ceramics”, METALS, опубликованной 26.10.2018 г.
Раскрытие сущности изобретения
Данное изобретение предлагает решить проблему объединения компонентов часов из металлических сплавов с керамическими компонентами без использования механических воздействий или полимерных адгезивных материалов и таким образом придать получаемой сборке лучшие механические свойства.
Изобретение также предлагает осуществлять такое объединение прямой пайкой без какой-либо предшествующей тонкопленочной металлизации противостоящих компонентов для ограничения издержек производства.
Задача данного изобретения состоит в обеспечении соединения компонентов, изготавливаемых из такого сплава, с керамическими компонентами c помощью способа пайки в контролируемой атмосфере. Идея состоит в следующем:
- изготовление по меньшей мере одного углубления (поднутрение) в керамической подложке;
- осаждение материала припоя в этом углублении и по всей поверхности, которую необходимо припаять;
- добавление компонента из металлического сплава, который необходимо припаять, и его точное позиционирование;
- нагревание сборки до температуры, подходящей для плавления материала припоя, и образование пайки между этими двумя компонентами.
В этой связи изобретение касается способа пайки первого керамического компонента и второго компонента, представленного металлическим сплавом, для изготовления конструкционного и/или внешнего элемента часов согласно п. 1 формулы изобретения.
Более конкретно, изобретение касается способа пайки в по меньшей мере одной области соединения между по меньшей мере одной первой контактной поверхностью, входящей в первый керамический компонент на основе диоксида циркония, и по меньшей мере одной второй контактной поверхностью, входящей во второй компонент из титанового сплава, с тем, чтобы получить конструкционный и/или внешний элемент для ювелирной промышленности или часового дела, согласно п. 2 формулы изобретения.
Изобретение также касается часов, включающих по меньшей мере один конструкционный и/или внешний элемент, изготовленный способом согласно изобретению.
Краткое описание чертежей
Другие признаки и преимущества данного изобретения станут ясны из следующего подробного описания, представленного с обращением к прилагаемым чертежам, среди которых:
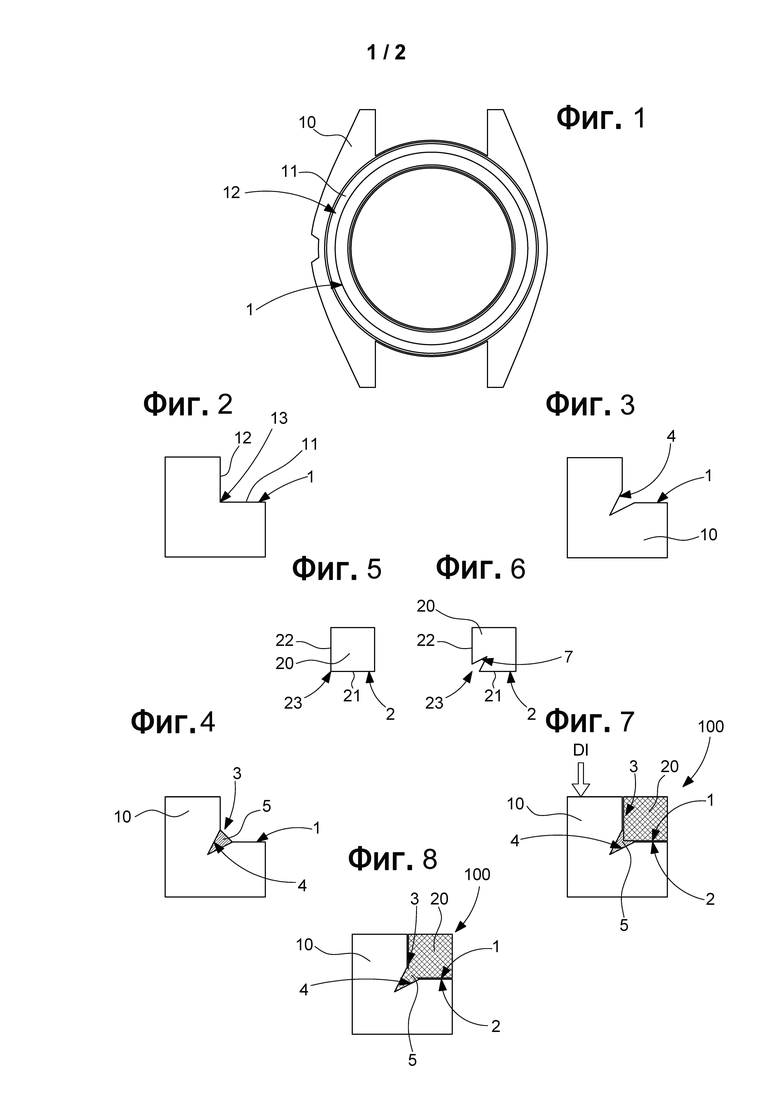
Фигура 1 показывает схематический вид сверху первого необработанного компонента, представленного здесь керамической, на основе диоксида циркония, центральной частью часов.
Фигура 2 представляет схематический вид в разрезе в радиальной плоскости детали центральной части с Фигуры 1 по первой контактной поверхности, предназначаемой для вмещения второго компонента, который здесь является кольцом.
Фигура 3 подобным по отношению к Фигуре 2 образом представляет устройство этой центральной части согласно изобретению с первым углублением по ее толщине, располагающемся в дальней от края части первой контактной поверхности.
Фигура 4 подобным по отношению к Фигуре 3 образом показывает внесение в это углубление припоя.
Фигура 5 подобным по отношению к Фигуре 2 показывает второй компонент, представленный здесь кольцом из титанового сплава, в частности, титанового сплава марки 5, и содержащий вторую контактную поверхность, приспособленную для взаимодействия в по меньшей мере частично дополняющей манере с первой контактной поверхностью центральной части в области соединения.
Фигура 6 подобным по отношению к Фигуре 5 образом представляет вариант конструкции второго компонента со вторым углублением в его толщине, располагающемся в дальней от края части его второй контактной поверхности.
Фигура 7 подобным по отношению к Фигуре 4 образом представляет вставку этого кольца, выполняемую в направлении вставки, в центральную часть с созданием тем самым сборки, готовой для помещения в печь.
Фигура 8 подобным по отношению к Фигуре 7 образом представляет эту сборку после выполнения операции припаивания в печи с контролируемой атмосферой, в частности, под атмосферой аргона.
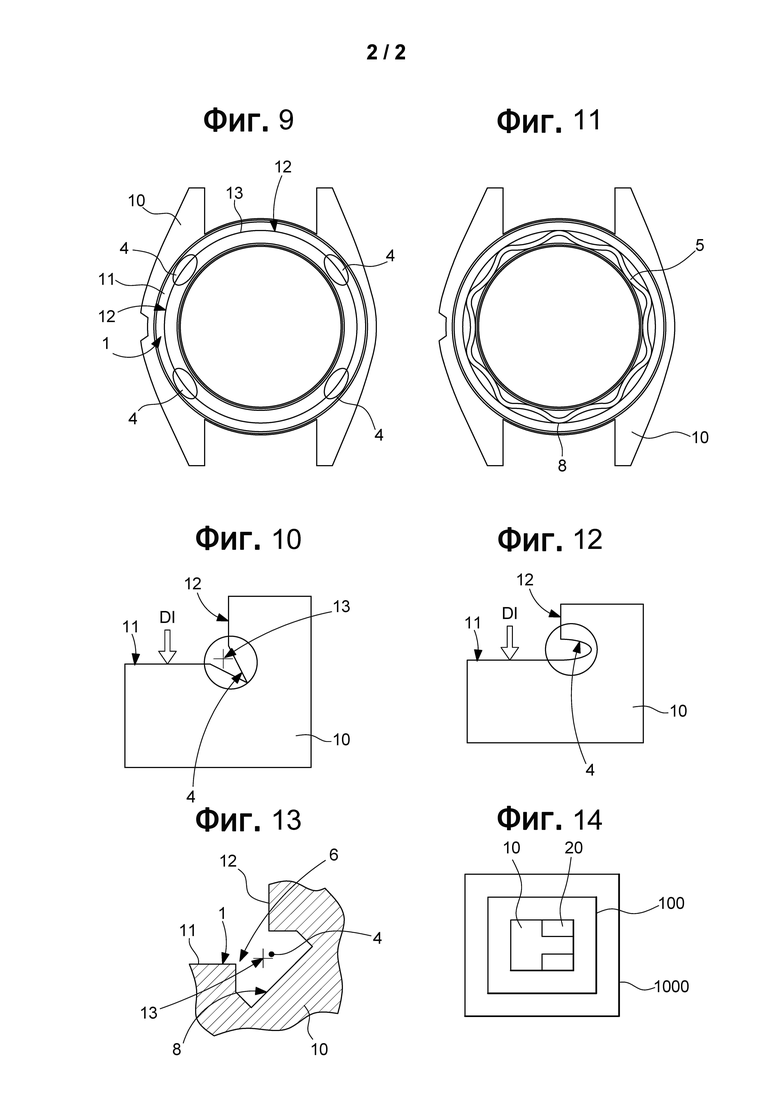
Фигура 9 подобным по отношению к Фигуре 1 образом представляет эту центральную часть с четырьмя углублениями поблизости от роговидных выступов.
Фигура 10 подобным по отношению к Фигуре 3 образом представляет первое углубление с остроконечным профилем, наклоненным относительно направления вставки и также наклоненным относительно основных поверхностей, образующих первую контактную поверхность центральной части, после, например, лазерной обработки.
Фигура 11 подобным по отношению к Фигуре 9 образом представляет центральную часть сразу после внесения материала припоя в углубление и нанесения на первую контактную поверхность в форме волны.
Фигура 12 подобным по отношению к Фигуре 10 образом представляет первое углубление со скругленным профилем, перпендикулярным относительно направления вставки, и также наклонным относительно одной из основных поверхностей, образующих первую контактную поверхность центральной части, после, например, механической обработки поднутрения.
Фигура 13 подобным по отношению к Фигуре 10 образом представляет первое углубление с профилем, у которого горловина выемки является более узкой, чем основание.
Фигура 14 является блок-схемой, представляющей часы, содержащие по меньшей мере один конструкционный и/или внешний элемент, изготовленный способом согласно изобретению.
Осуществление изобретения
Данное изобретение касается способа пайки первого керамического компонента 10 и второго компонента 20 из металлического сплава для изготовления конструкционного и/или внешнего элемента 100 часов.
Согласно изобретению, для первого керамического компонента 10 выбирается керамика на основе диоксида циркония и титановый сплав выбирается для второго компонента 20 из металлического сплава.
Безусловно, пайка между керамикой, подходящей для внешних компонентов часов, и металлическими сплавами является сложной в реализации операцией, и многочисленные выполненные тесты выдвинули на первый план важность сходства термического поведения такой керамики и такого металлического сплава.
Поясняемый далее способ может применяться и для других типов керамики, таких как керамика на основе нитрида кремния или другие ее виды, и/или для других сплавов, таких как нержавеющие стали или другие сплавы, но с совсем другими характеристиками расширения и усадки, которые ухудшают качество пайки, что и объясняет преднамеренный выбор пары из керамики на основе диоксида циркония и титанового сплава при постановке задачи обеспечения хорошего качества пайки и, в частности, превосходной адгезии на протяжении длительного времени.
Диоксид циркония является материалом, обладающим многочисленными предпочтительными качествами, но при этом он совершенно инертен по отношению к другим элементам. Соответственно, пайка, принцип которой основывается на реакциях между элементами (материалом припоя и компонентами), является очень трудновыполнимой операцией. Кроме того, подбор подходящего металлического сплава, удовлетворяющего принятым в часовом деле ограничениям в том, что касается безопасности для здоровья, прочности, сопротивления старению, качества внешнего вида, не является очевидным. Так как пайка происходит при температуре плавления материала припоя, то для избежания любого риска расщепления или деформации компонентов коэффициенты теплового расширения двух объединяемых в сборку элементов должны быть очень близкими друг к другу, что и имеет место в случае диоксида циркония и титана.
Титановые сплавы, по меньшей мере не содержащие никеля, удовлетворяют вышеупомянутым условиям и являются подходящими для пайки в соответствии с данным изобретением при соединении с керамикой на основе диоксида циркония.
Подобная задача имеется и в отношении керамики других типов и других металлических сплавов, но в большинстве случаев соединение посредством пайки оказывается невозможным или по меньшей мере очень трудным в осуществлении, хотя теоретически функциональный подход раскрываемого далее способа возможен и для других пар керамика / металлический сплав.
Более конкретно, согласно изобретению, в первом компоненте 10 делается по меньшей мере одно первое углубление 4, располагающееся в дальней от края части первой контактной поверхности 1 в области 3 соединения со второй контактной поверхностью 2 второго компонента 20, на этой первой контактной поверхности 1 и внутри каждого углубления 4 помещается материал припоя 5, упорядоченным по отношению к первой поверхности 1 образом размещается вторая поверхность 2 с тем, чтобы образовать сборку, и эта сборка нагревается в условиях контролируемой атмосферы до температуры, превышающей температуру плавления материала припоя 5 для образования пайки между вторым компонентом 20 и первым компонентом 10 в области 3 соединения.
Более конкретно, этот способ пайки осуществляется в по меньшей мере одной области 3 соединения между по меньшей мере одной первой контактной поверхностью 1, находящейся в первом керамическом компоненте 10 на основе диоксида циркония, и по меньшей мере одной второй контактной поверхностью 2, находящейся во втором компоненте 20 из титанового сплава 20, с целью получения такого элемента 100. Эта вторая контактная поверхность 2 является по меньшей мере частично дополняющей по отношению к первой контактной поверхности 1.
Согласно изобретению, первый компонент 10 и/или, соответственно, второй компонент 20 подготавливается посредством изготовления в дальней от края части его первой контактной поверхности 1 и/или, соответственно, его второй контактной поверхности 2 по меньшей мере одного первого углубления 4 в виде сходящего на конус сверления, или разреза, или канавки и/или, соответственно, второго углубления 7, образуя приемную емкость, предназначаемую для обеспечения возможности материалу припоя 5 проникать глубоко вовнутрь первого компонента 10 и/или, соответственно, второго компонента 20, располагающуюся в дальней от края части первой контактной поверхности 1 и/или, соответственно, второй контактной поверхности 2 и для того, чтобы способствовать механическому сцеплению материала припоя 5 внутри первого компонента 10 и/или, соответственно, второго компонента 20.
В этой связи выбирается материал припоя 5, совместимый по меньшей мере с титановым сплавом второго компонента, в частности, но не ограничиваемого титановым сплавом марки 5.
Первый компонент 10 и/или, соответственно, второй компонент 20 готовятся размещением материала припоя 5 на первой контактной поверхности 1 и в каждом первом углублении 4, располагающемся в дальней от края части первой контактной поверхности 1, и/или, соответственно, на второй контактной поверхности 2 и в каждом втором углублении 7, располагающемся в дальней от края части второй контактной поверхности 2.
Вторая поверхность 2 второго компонента 20 для образования сборки располагается упорядоченным по отношению к первой поверхности 1 первого компонента 10 образом. Эта сборка затем нагревается в условиях контролируемой атмосферы до температуры, равной или превышающей температуру плавления материала припоя 5 для получения пайки между вторым компонентом 20 и первым компонентом 10 в области 3 соединения.
Предпочтительно изготавливается несколько углублений 4, геометрически распределенных в области 3 соединения для выполнения своего рода сшивки второго компонента 20 с первым компонентом 10. Например, чтобы припаять кольцо вблизи плеча центральной части, изготавливаются по меньшей мере три, или конкретнее, по меньшей мере четыре таких углубления 4 для того, чтобы гарантировать хорошую взаимную адгезию этих двух компонентов.
В качестве варианта, в области 3 соединения изготавливается множество прерывистых первых углублений 4 и/или, соответственно, вторых углублений 7.
В другом варианте в области соединения 3 проделывается единственное непрерывное углубление 4. Более конкретно, это единственное углубление 4 следует в виде замкнутого контура вокруг первой поверхности 1 первого компонента 10.
В одном конкретном воплощении первые углубления 4 проделываются только в первом компоненте 10 с тем, чтобы иметь в области соединения 3 наибольшее возможное количество материала второго компонента 20. Затем первый компонент 10 подготавливается посредством изготовления располагающегося в дальней от края части его первой контактной поверхности 1 первого углубления 4 в виде сходящего на конус сверления, или разреза, или канавки, при этом первое углубление 4 образует располагающуюся в дальней от края части первой контактной поверхности 1 приемную емкость, предназначаемую для обеспечения возможности материалу припоя 5 проникать глубоко вовнутрь первого компонента 10 и для того, чтобы способствовать механическому сцеплению материала припоя 5 внутри первого компонента 10. Материал припоя 5 выбирается таким образом, чтобы он был совместимым с титановым сплавом. Первый компонент 10 подготавливается нанесением материала припоя 5 на первую контактную поверхность 1 и его внесением в каждое первое углубление 4, располагающееся в дальней от края части первой контактной поверхности 1. Вторая поверхность 2 второго компонента 20 для образования сборки располагается упорядоченным образом по отношению к первой поверхности 1 подготовленного таким образом первого компонента 10. Эта сборка нагревается в условиях контролируемой атмосферы до температуры, равной или превышающей температуру плавления материала припоя 5 для получения пайки между вторым компонентом 20 и первым компонентом 10 в области 3 соединения.
Более конкретно, по меньшей мере одна первая контактная поверхность 1 первого компонента 1 изготавливается с по меньшей мере двумя первыми основными поверхностями 11, 12, которые стыкуются друг с другом на по меньшей мере одной первой линии 13 пересечения, и на первой линии 13 пересечения делается по меньшей мере одно первое углубление 4. Например, как видно из Фигур 8 и 9, первая основная поверхность 11 является плоской поверхностью, вторая основная поверхность 12 является цилиндрической, а линия 13 пересечения представляет собой окружность, при этом углубления 4 захватывают и первую основную поверхность 11, и вторую основную поверхность 12, и линию 13 пересечения.
Аналогичным образом, на втором компоненте 20 может быть получена по меньшей мере одна вторая контактная поверхность 12 с по меньшей мере двумя основными поверхностями 21, 22, стыкующимися по меньшей мере по одной второй линии 23 пересечения 23, расположенный в области 3 соединения, как показано на Фигуре 5.
В альтернативном варианте, когда второй компонент 20 также обеспечивается одним или несколькими вторыми углублениями 7, на второй линии 23 пересечения изготавливается, более конкретно, по меньшей мере одно такое второе углубление 7.
Более конкретно, материал припоя 5 выбирается так, чтобы, когда это возможно, он был совместимым и с титановым сплавом, и с керамикой на основе диоксида циркония.
Более конкретно, перед операцией припаивания первый компонент 10 и второй компонент 20 подвергаются очистке с помощью ультразвука.
Более конкретно, в течение операции припаивания сборка механически удерживается в сильно сжатом в районе области 3 соединения состоянии.
Более конкретно, в качестве материала припоя 5 выбирается паяльная паста, которая вводится под давлением по меньшей мере в каждое первое углубление 4 и/или, соответственно, в каждое второе углубление 7 (в соответствующих случаях), располагающиеся в дальней от края части первой поверхности 1 и/или, соответственно, второй поверхности 2.
Более конкретно, как видно из Фигуры 13, по меньшей мере одно первое углубление 4 изготавливается с горлышком 6 вблизи первой поверхности 1, при этом поперечное сечение горлышка 6 меньше, чем поперечное сечение основания 8 первого углубления 4, противоположного первой поверхности 1, для того, чтобы образовать механический ключ, удерживающий второй компонент 20 у первого компонента 10 после выполнения операции припаивания. Более конкретно, каждое первое углубление 4 изготавливается с таким горлышком 6 вблизи первой поверхности 1, при этом поперечное сечение горлышка 6 меньше, чем поперечное сечение основания 8 первого углубления 4, противоположного первой поверхности 1, для того, чтобы образовать механический ключ, удерживающий второй компонент 20 у первого компонента 10 после выполнения операции припаивания.
В одном альтернативном варианте ограничено единственное направление DI вставки второго компонента 20 для упорядочивания его положения относительно первого компонента 10, и по меньшей мере одно первое углубление 4 изготавливается наклонным или перпендикулярным к направлению вставки DI. Еще более конкретно, каждое первое углубление 4 изготавливается наклонным или перпендикулярным по отношению к направлению вставки DI.
В другом альтернативном варианте ограничено единственное направление DI вставки второго компонента 20 для его выравнивания относительно первого компонента 10, и по меньшей мере одно первое углубление 4 изготавливается в направлении вставки DI.
Более конкретно, единственное направление вставки DI второго компонента 20 ограничивается для упорядочивания его положения относительно первого компонента 10, а первая поверхность 1 и вторая поверхность 2 делаются так, чтобы в свободном состоянии перед внесением материала припоя 5 между ними имелся кольцевой зазор JR; указанный кольцевой зазор JR имеет радиус между 0,010 мм и 0,040 мм и перпендикулярен к направлению вставки DI. Еще более конкретно, первая поверхность 1 и вторая поверхность 2 в свободном состоянии до внесения материала припоя 5 изготавливаются с кольцевым зазором JR между ними; радиус указанного JR кольцевого зазора составляет между 0,015 мм и 0,025 мм и перпендикулярен к направлению вставки DI.
Более конкретно, материал припоя 5 вносится в каждое первое углубление 4 с помощью шприца.
Более конкретно, в качестве материала припоя 5 выбирается материал припоя, подходящий для пайки карбида вольфрама к стали.
Более конкретно, выбирается материал припоя 5, включающий медь, марганец и никель и не содержащий кадмия, со сверхтонким размером зерна и включающий вяжущее для выполнения пайки в печи с контролируемой атмосферой при температуре между 1000°C и 1100°C.
Более конкретно, нагрев в условиях контролируемой атмосферы осуществляется в ходе выполнения операции пайки в печи с контролируемой атмосферой аргона, содержащей конвейер со скоростью движения между 0,15 м/мин и 0,25 м/мин.
Более конкретно, после операции пайки выполняется первая операция охлаждения на конвейере со скоростью движения ленты между 0,05 м/мин m/mm и 0,15 м/мин.
Более конкретно, пайка и/или первое охлаждение выполняются с применением цельного инструмента, механически удерживающего сборку и/или имеющего массу, по меньшей мере равную массе помещенной в него и удерживаемой сборки для того, чтобы обеспечить замедление охлаждения сборки после операции пайки.
Более конкретно, после пайки сборка помещается в графитовый держатель для быстрого охлаждения без термического удара.
Более конкретно, после пайки и/или операции первого охлаждения сборка помещается в графитовый держатель для быстрого охлаждения без термического удара.
Более конкретно, материал припоя 5 наносится на первую поверхность 1 и/или, соответственно, на вторую поверхность 2 в форме волны 8, как показано на Фигуре 10.
Более конкретно, по меньшей мере одно первое углубление 4 изготавливается во время получения первого керамического компонента 10, в частности, это первое углубление 4 делается в литейной форме.
Более конкретно, полная либо финишная обработка по меньшей мере одного первого углубления 4 выполняется с помощью лазера.
Более конкретно, полная либо финишная обработка по меньшей мере одного первого углубления 4 выполняется с помощью механического инструмента или шлифовального диска.
Более конкретно, в качестве титанового сплава выбирается титан марки 5. Эта марка титана включает в процентах согласно стандарту ASTM F136 (Американское общество по испытанию материалов) от 0,00 до 0,08% C, от 0,0 до 0,3% Fe, от 0,0000 до 0,0125% H, от 0,00 до 0,05% N, от 0,0 до 0,2% O, от 5,50 до 6,75% Al, от 3,5 до 4,5% V, от 0,0 до 0,1 OE (другие элементы, каждый), от 0,0 до 0,4% TO (общее количество других элементов) с остальным, представленным Ti.
Более конкретно, керамика на основе диоксида циркония выбирается так, чтобы включать:
- по меньшей мере один стабилизатор, выбранный из группы оксидов, включающих оксид иттрия, оксид магния и оксид кальция, индивидуально или в комбинации;
- по меньшей мере один элемент, предназначаемый для создания стеклообразной фазы и выбираемый из группы, содержащей оксид кремния, оксид алюминия, оксид лития и оксид иттрия, индивидуально или в комбинации;
- оксидный порошок, используемый в качестве пигмента;
- и порошок диоксида циркония, образующий остальное до 100 масс.%.
Более конкретно, керамика на основе диоксида циркония выбирается так, чтобы содержать:
- от 3 до 20 масс.% по меньшей мере одного стабилизатора, выбираемого из группы оксидов, включающих оксид иттрия, оксид магния и оксид кальция, индивидуально или в комбинации;
- от 0,1 до 5 масс.% по меньшей мере одного элемента, предназначаемого для создания стеклообразной фазы и выбираемого из группы, содержащей оксид кремния, оксид алюминия, оксид лития и оксид иттрия, индивидуально или в комбинации;
- от 1 до 10 масс.% оксидного порошка, используемого в качестве пигмента;
- и порошок диоксида циркония, образующий остальное до 100 масс.%.
Более конкретно, изобретение иллюстрируется полученной с помощью пайки сборкой, состоящей из колец из титанового сплава, в частности, титана марки 5, на керамической из диоксида циркония центральной части часов. Испытания показывают, что важным параметром здесь является зазор, предусматриваемый перед пайкой между центральной частью и кольцом, который необходим для обеспечения возможности надлежащего теплового расширения без нежелательных деформаций. В частности, для центральной части с плечом сборки около 37 мм зазор на радиусе между центральной частью и кольцом предпочтительно составляет между 0,01 и 0,04 мм и предпочтительно близок к 0,02 мм. Естественно, столь небольшая величина зазора требует сниженного допуска при механической обработке, синонимичного со стоимостью.
Углубления могут выполняться с помощью лазера. Цель получения этих углублений 4 состоит в создании площади механического сцепления, которое усиливает пайку. Углубления 4 могут располагаться только на некоторых участках, например, вблизи роговидных выступов центральной части, как это видно на Фигуре 8.
Пайка должным образом осуществляется с материалом припоя CF CuMn3 и в печи с контролируемой атмосферой аргона.
Хорошие условия для пайки следующие:
- скорость продвижения в печь: 20 см/мин (желательная скорость);
- скорость охлаждения: 10 см/мин (желательная скорость);
- пайка под атмосферой аргона;
- температура печи: желательная температура в 1050°C.
Рабочий протокол включает все этапы, выполняемые для получения конечного продукта.
Материал припоя наносится на центральную часть 10, основываясь на положении кольца 20, и вплотную к стенкам, а также в предварительно сделанные углубления 4. Кроме того, предпочтительно он наносится в форме волны 8, как показано на Фигуре 10.
Затем на материал припоя устанавливается кольцо 20.
При вхождении в печь для избежания перемещений кольца 20 в процессе теплового расширения предпочтительным является помещение в кольцо груза, например, массой, эквивалентная массе центральной части 10. Этот груз также обеспечивает устойчивость сборки при движении конвейерной ленты к печи. И особенно важно то, что наличие этой массы позволяет компонентам охлаждаться более медленно, особенно титановому кольцу. Это позволяет подвергать сборку меньшим напряжениям благодаря ограничению эффектов теплового расширения. Также отмечено, что размещение такой массы на титановых кольцах марки 5 в ходе их охлаждения придает кольцу некоторую защиту против окисления.
При выходе из печи спаянные компоненты предпочтительно помещаются в графитовый держатель, чтобы не допускать термического удара, а дополнительный груз, который имеет такой же порядок величины массы, как и центральная часть, применяется для надежного удержания кольца в центральной части во время этой операции более быстрого охлаждения.
Присутствие таких углублений является важным с точки зрения гарантирования сцепления сборки, так как в ином случае пайка пристает к титану, но не слипается должным образом с керамикой. При отсутствии якорной функции, реализуемой массой материала припоя 5 внутри углублений 4, кольцо может выпячиваться при охлаждении компонентов из-за различия в скорости остывания этих двух материалов. Это подтверждает необходимость поддержания достаточно медленного охлаждения для максимального ослабления напряжений, возникающих вследствие термического расширения. Также отмечено, что кольцо проявляет тенденцию к выпячивании из-за материала припоя, который образует тонкий граничный слой между титаном и керамикой на основе диоксида циркония.
При создании углублений 4 они служат в качестве механического якоря для кольца, так как материал припоя создает металлическую опору, которая скрепляет эти два компонента.
Таким образом оказывается возможной пайка титановых колец марки 5 на керамическую центральную часть с получением хороших результатов в испытаниях на разрыв.
Усовершенствование данного способа также включает оптимизацию размеров компонентов и, в частности, уменьшение поперечного сечения титановых колец, например, до величины от 0,75 до 1,00 мм.
Изобретение также касается часов 1000, включающих по меньшей мере один конструкционный и/или внешний элемент 100, изготавливаемый способом согласно изобретению.
Подытоживая, данное изобретение обеспечивает долговечное, высококачественное соединение между титановыми компонентами марки 5 и керамическими компонентами на основе диоксида циркония с помощью способа пайки в контролируемой атмосфере. Оно отличается от других методик добавлением на этапе соединения материала в форме паяльной пасты. Кроме того, изобретение гарантирует лучшие механические и теплофизические свойства соединения по сравнению с обычными технологиями.
При данном способе паяльная паста сплавляется с титаном марки 5, что делает возможным расширение металла, но никак не реагирует с керамикой. Таким образом, все механические и свойства термостойкости ограничиваются пайкой и качеством ее закрепления в углублениях, сделанных в керамическом компоненте.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАНОСТРУКТУРНЫЕ СИСТЕМЫ ПОКРЫТИЙ, КОМПОНЕНТЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352686C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| Способ получения паяного соединения алюмооксидной керамики с титановым сплавом ВТ1-0 | 2019 |
|
RU2717446C1 |
| ПАЯНАЯ СИСТЕМА С СОГЛАСОВАННЫМИ КОЭФФИЦИЕНТАМИ ТЕРМИЧЕСКОГО РАСШИРЕНИЯ | 2005 |
|
RU2403136C2 |
| СПОСОБ СБОРКИ РЕАКТИВНОЙ ПАЙКОЙ И ВАКУУМНЫЙ ПАТРОН, СОБРАННЫЙ ЭТИМ СПОСОБОМ | 2010 |
|
RU2536840C2 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| СТРУКТУРА УПЛОТНЕННОГО УЗЛА СОЕДИНЕНИЯ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА | 2005 |
|
RU2389110C2 |
| ПРИСОЕДИНЕНИЕ ОПТИЧЕСКОГО КОМПОНЕНТА К ОПТОЭЛЕКТРОННЫМ МОДУЛЯМ | 2002 |
|
RU2304294C2 |
| БАТАРЕИ БИОМЕДИЦИНСКОГО УСТРОЙСТВА С ЭЛЕКТРООСАЖДЕННЫМИ КАТОДАМИ | 2017 |
|
RU2682482C1 |
| ЭЛЕКТРИЧЕСКИЙ КОНТАКТНЫЙ УЗЕЛ ИНЕРТНОГО АНОДА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ В СОЛЕВОМ РАСПЛАВЕ И СПОСОБ ЕГО МОНТАЖА | 2009 |
|
RU2418889C2 |
Изобретение относится к области металлургии, а именно к способу пайки керамического компонента и компонента из металлического сплава, и может быть использовано для изготовления конструкционного и/или внешнего элемента часов. Способ пайки первого керамического компонента (10) и второго компонента (20) из металлического сплава для изготовления конструкционного и/или внешнего элемента (100) часов, при котором для указанного первого компонента (10) выбирают керамику на основе диоксида циркония, а для указанного второго компонента (20) выбирают титановый сплав. Внутри первого компонента (10) в дальней от края части первой контактной поверхности (1) выполняют по меньшей мере одно первое углубление (4) в области (3) соединения со второй контактной поверхностью (2) второго компонента (20). На указанную первую контактную поверхность (1) и в каждое углубление (4) наносят материал припоя (5), вторую поверхность (2) располагают в выровненном положении относительно первой поверхности (1) для образования сборки и проводят пайку путем нагрева указанной сборки в условиях контролируемой атмосферы. По меньшей мере одна указанная вторая контактная поверхность (2) получена во втором компоненте (20) с по меньшей мере двумя основными поверхностями (21, 22), пересекающимися друг с другом на по меньшей мере одной второй линии (23) пересечения, расположенной в указанной области (3) соединения. Обеспечивается качественное паяное соединение, а также высокие механические свойства в получаемой сборке. 2 н. и 19 з.п. ф-лы, 14 ил.
1. Способ пайки первого керамического компонента (10) и второго компонента (20) из металлического сплава для изготовления конструкционного и/или внешнего элемента (100) часов, при котором для указанного первого компонента (10) выбирают керамику на основе диоксида циркония, а для указанного второго компонента (20) выбирают титановый сплав, внутри первого компонента (10) в дальней от края части первой контактной поверхности (1) выполняют по меньшей мере одно первое углубление (4) в области (3) соединения со второй контактной поверхностью (2) второго компонента (20), на указанную первую контактную поверхность (1) и в каждое углубление (4) наносят материал припоя (5), вторую поверхность (2) располагают в выровненном положении относительно первой поверхности (1) для образования сборки и проводят пайку путем нагрева указанной сборки в условиях контролируемой атмосферы до температуры, превышающей температуру плавления материала припоя (5), для достижения припаивания второго компонента (20) к первому компоненту (10) в области (3) соединения, при этом по меньшей мере одна указанная вторая контактная поверхность (2) получена во втором компоненте (20) с по меньшей мере двумя основными поверхностями (21, 22), пересекающимися друг с другом на по меньшей мере одной второй линии (23) пересечения, расположенной в указанной области (3) соединения.
2. Способ по п. 1, отличающийся тем, что указанную пайку выполняют по меньшей мере в одной области (3) соединения между по меньшей мере одной первой контактной поверхностью (1), входящей в указанный первый компонент (10), и по меньшей мере одной второй контактной поверхностью (2), входящей в указанный второй компонент (20), которая является по меньшей мере частично дополняющей по отношению к указанной первой контактной поверхности (1), при этом указанный первый компонент (10) и/или, соответственно, указанный второй компонент (20) подготавливают посредством изготовления в дальней от края части его указанной первой контактной поверхности (1) и/или, соответственно, его указанной второй контактной поверхности (2) по меньшей мере одного первого углубления (4) в виде сходящего на конус сверления, или разреза, или канавки и/или, соответственно, второго углубления (7) с образованием приемной емкости, предназначаемой для обеспечения возможности материалу припоя (5) проникать глубоко вовнутрь указанного первого компонента (10) и/или, соответственно, указанного второго компонента (20) и располагающейся в дальней от края части указанной первой контактной поверхности (1) и/или, соответственно, указанной второй контактной поверхности (2) и предназначаемой для обеспечения механического сцепления указанного материала припоя (5) внутри указанного первого компонента (10) и/или, соответственно, указанного второго компонента (20), при этом указанный материал припоя (5) выбирают совместимым по меньшей мере с указанным титановым сплавом, причем указанный первый компонент (10) и/или, соответственно, указанный второй компонент (20) подготавливают нанесением материала припоя (5) на указанную первую контактную поверхность (1) и в каждое указанное первое углубление (4), располагающееся в дальней от края части указанной первой контактной поверхности (1) и/или, соответственно, на указанную вторую контактную поверхность (2) и в каждое указанное второе углубление (7), располагающееся в дальней от края части указанной второй контактной поверхности (2), при этом указанную вторую поверхность (2) указанного второго компонента (20) располагают упорядоченным образом относительно указанной первой поверхности (1) указанного первого компонента (10) для образования сборки, проволят пайку указанной сборки путем нагрева в условиях контролируемой атмосферы до температуры, равной или превышающей температуру плавления указанного материала припоя (5), для припаивания указанного второго компонента (20) к указанному первому компоненту (10) в указанной области (3) соединения.
3. Способ по п. 1, отличающийся тем, что указанный первый компонент (10) подготавливают изготовлением по меньшей мере одного первого углубления (4) в форме сходящего на конус сверления, или разреза, или канавки, располагающегося в дальней от края части его указанной первой контактной поверхности (1), при этом указанное первое углубление (4) образует приемную емкость, обеспечивающую возможность материалу припоя (5) проникать глубоко вовнутрь указанного первого компонента (10), располагающуюся в дальней от края части указанной первой контактной поверхности (1) и предназначаемую для обеспечения механическго сцепления указанного материала припоя (5) внутри указанного первого компонента (10), при этом указанный материал припоя (5) выбирают совместимым с по меньшей мере указанным титановым сплавом, причем указанный первый компонент (10) подготавливают нанесением материала припоя (5) на указанную первую контактную поверхность (1) и в каждое указанное углубление (4), располагающееся в дальней от края части указанной первой контактной поверхности (1), при этом указанную вторую поверхность (2) указанного второго компонента (20) располагают упорядоченным образом относительно указанной первой поверхности (1) подготовленного первого компонента (10) для образования сборки, проводят пайку указанной сборки путем нагрева в условиях контролируемой атмосферы до температуры, равной или превышающей температуру плавления указанного материала припоя (5), для припаивания указанного второго компонента (20) к указанному первому компоненту (10) в указанной области (3) соединения.
4. Способ по любому из пп. 1-3, отличающийся тем, что по меньшей мере одну указанную первую контактную поверхность (1) указанного первого компонента (10) изготавливают с по меньшей мере двумя первыми основными поверхностями (11, 12), которые стыкуют по меньшей мере по одной линии пересечения (13), причем на указанной первой линии (13) пересечения выполняют по меньшей мере одно первое углубление (4).
5. Способ по п. 2, отличающийся тем, что на указанной второй линии пересечения (23) выполняют по меньшей мере одно указанное второе углубление (7).
6. Способ по п. 1, отличающийся тем, что указанную сборку в течение пайки механически удерживают в сжатом в районе области (3) соединения состоянии.
7. Способ по п. 1, отличающийся тем, что указанный материал припоя (5) выбирают в виде паяльной пасты, которую вводят под давлением в по меньшей мере каждое указанное первое углубление (4), располагающееся в дальней от края части указанной первой поверхности (1).
8. Способ по п. 1, отличающийся тем, что по меньшей мере одно указанное первое углубление (4) изготавливают с горлышком (6) вблизи указанной первой поверхности (1), при этом поперечное сечение указанного горлышка (6) меньше, чем поперечное сечение основания (8) указанного первого углубления (4), обращенного к указанной первой поверхности (1), для того, чтобы образовать механический ключ, удерживающий указанный второй компонент (20) у указанного первого компонента (10) после выполнения пайки.
9. Способ по п. 1, отличающийся тем, что ограничивают единственное направление (DI) вставки второго компонента (20) для обеспечения его упорядоченного относительно указанного первого компонента (10) расположения, при этом по меньшей мере одно указанное первое углубление (4) изготавливают наклонным или перпендикулярным к направлению вставки (DI).
10. Способ по п. 1, отличающийся тем, что ограничивают единственное направление (DI) вставки указанного второго компонента (20) для обеспечения его упорядоченного относительно указанного первого компонента (10) расположения, при этом указанную первую поверхность (1) и указанную вторую поверхность (2) выполняют таким образом, чтобы в свободном состоянии перед внесением материала припоя (5) между ними имелся кольцевой зазор (JR), причем указанный кольцевой зазор (JR) имеет радиус между 0,010 мм и 0,040 мм и перпендикулярен к указанному направлению вставки (DI).
11. Способ по п. 10, отличающийся тем, что указанную первую поверхность (1) и указанную вторую поверхность (2) в свободном состоянии до внесения материала припоя (5) получают с кольцевым зазором (JR) между ними, причем радиус указанного (JR) кольцевого зазора составляет между 0,015 мм и 0,025 мм и перпендикулярен к указанному направлению вставки (DI).
12. Способ по п. 1, отличающийся тем, что в качестве указанного материала припоя (5) выбирают материал припоя, который является подходящим для пайки карбида вольфрама и стали.
13. Способ по п. 1, отличающийся тем, что указанный материал припоя (5) выбирают таким, чтобы он содержал медь, марганец, никель и не содержал кадмия, имел сверхтонкий размер зерен и содержал связующее вещество для выполнения пайки в печи с контролируемой атмосферой при температуре между 1000°C и 1100°C.
14. Способ по п. 1, отличающийся тем, что во время изготовления указанного первого керамического компонента (10) выполняют по меньшей мере одно указанное первое углубление (4).
15. Способ по п. 1, отличающийся тем, что по меньшей мере одно указанное первое углубление (4) подвергают полной или финишной обработке с помощью лазера.
16. Способ по п. 1, отличающийся тем, что по меньшей мере одно указанное первое углубление (4) подвергают полной или финишной механической обработке с помощью механического инструмента или шлифовального диска.
17. Способ по п. 1, отличающийся тем, что в указанной области (3) соединения выполняют множество прерывистых первых углублений (4).
18. Способ по п. 1, отличающийся тем, что в качестве указанного титанового сплава выбирают титан Grade 5, который содержит согласно стандарту ASTM F136: от 0,00 до 0,08% C, от 0,0 до 0,3% Fe, от 0,0000 до 0,0125% H, от 0,00 до 0,05% N, от 0,0 до 0,2% O, от 5,50 до 6,75% Al, от 3,5 до 4,5% V, от 0,0 до 0,1 другой элемент, от 0,0 до 0,4% общее количество других элементов и Ti - остальное.
19. Способ по п. 1, отличающийся тем, что выбирают керамику на основе диоксида циркония, содержащую:
по меньшей мере один стабилизатор, выбранный из группы оксидов, включающих оксид иттрия, оксид магния и оксид кальция, индивидуально или в комбинации;
по меньшей мере один элемент, предназначенный для создания стеклообразной фазы и выбранный из группы, содержащей оксид кремния, оксид алюминия, оксид лития и оксид иттрия, индивидуально или в комбинации;
оксидный порошок, применяемый в качестве пигмента;
и порошок диоксида циркония, образующий остальное до 100 мас.%.
20. Способ по п. 19, отличающийся тем, что выбирают указанную керамику на основе диоксида циркония, содержащую:
от 3 до 20 мас.% по меньшей мере одного стабилизатора, выбранного из группы оксидов, включающих оксид иттрия, оксид магния и оксид кальция, индивидуально или в комбинации;
от 0,1 до 5 мас.% по меньшей мере одного элемента, предназначенного для создания стеклообразной фазы и выбранного из группы, содержащей оксид кремния, оксид алюминия, оксид лития и оксид иттрия, индивидуально или в комбинации;
от 1 до 10 мас.% оксидного порошка, применяемого в качестве пигмента;
и порошок циркония, образующий остальное до 100 мас.%.
21. Часы, содержащие по меньшей мере один конструкционный и/или внешний элемент, изготовленный с использованием способа пайки по п. 1.
| JP 63249085 A, 17.10.1988 | |||
| WO 1999058332 A1, 18.11.1999 | |||
| WO 2017129705 A1, 03.08.2017 | |||
| EP 3243593 A1, 15.11.2017 | |||
| KR 101881640 B1, 24.07.2018 | |||
| CN 102626266 B, 01.04.2015 | |||
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ВЫДЕЛЕНИЯ ГАЗА | 2019 |
|
RU2789597C2 |

