Уровень техники
Настоящее изобретение относится к способу и устройству для литья, в частности, для литья колпачка с защитным устройством для закрывания горловины контейнера, например, колпачка, содержащего корпус колпачка из металлического материала и защитное кольцо, выполненное из пластикового материала.
В частности, но неисключительно, настоящее изобретение может относиться к литью колпачка для закрывания стеклянной бутылки, например, колпачка, содержащего металлический корпус колпачка с боковой стенкой, соединяемого посредством резьбового соединения с резьбой на горловине бутылки.
В патентной публикации US 4511053 описан колпачок для закрывания горловины контейнера, причем этот колпачок содержит корпус колпачка, выполненный из металлического материала, и защитное кольцо, выполненное из пластикового материала. Защитное кольцо отлито отдельно посредством нагнетания пластикового материала с последующей сборкой и соединением по типу «ласточкин хвост» в корпусе колпачка.
В патентной публикации US 5071339 описан колпачок, содержащий корпус колпачка, выполненный из металлического материала, и кольцо для ручного захватывания, выполненное из пластикового материала. Захватное кольцо отлито непосредственно поверх корпуса колпачка.
Желательно улучшить существующие конструкции, например, конструкцию из патентной публикации US 4511053 для литья колпачка, содержащей металлический корпус колпачка и защитное кольцо, выполненное из пластика. В частности, желательно упростить и/или ускорить выполнение различных этапов способа, например, этап сборки. Дополнительным преимуществом было бы улучшение прочности соединения металлического корпуса колпачка и защитного кольца, выполненного из пластика. Также было бы желательно обеспечить экономию пластикового материала и/или металлического материала, которые используют для литья колпачка.
В патентной публикации US 5,685,443 описан способ формирования по п. 1 формулы изобретения, в котором литейная форма имеет центральный участок 67, верхний полублок 61, нижний полублок 65 и закрытое положение с первой зоной уплотнения между корпусом колпачка и центральным участком 67 и второй зоной уплотнения между корпусом колпачка и верхним полублоком 61 без контакта между корпусом колпачка и нижним полублоком 65, в результате чего отсутствует зона уплотнения, в которой корпус колпачка контактирует с обоими полублоками 61 и 65, и зона уплотнения, в которой центральный участок 67 контактирует с обоими полублоками 61 и 65.
В патентной публикации US 5,685, 443 описано устройство формирования по вступительной части п. 6 формулы изобретения.
В патентной публикации DE 202015101522 U1 описан металлический резьбовой колпачок с пластиковым защитным кольцом, разделенным на сегменты осевыми продольными пазами и в нижней ограничительной зоне перемычками, которые разрушаются при отвертывании колпачка, в результате чего сегменты деформируются наружу, проходя по кольцу, выступающему от горловины бутылки.
Раскрытие сущности изобретения
Задача настоящего изобретения состоит в том, чтобы предложить способ литья, который может устранить один или несколько вышеуказанных недостатков существующего уровня техники.
Преимущество состоит в том, чтобы изготовить простым и недорогим образом колпачок с металлическим корпусом колпачка и защитным кольцом из пластика.
Преимущество состоит в том, чтобы повысить производительность литья колпачков с металлическим корпусом колпачка и защитным кольцом, выполненным из пластика.
Преимущество состоит в экономии пластикового материала и/или металлического материала, которые используют для формирования колпачков.
Преимущество состоит в повышении прочности соединения металлического корпуса колпачка и защитного кольца, выполненного из пластика.
Задача настоящего изобретения состоит в том, чтобы изготовить устройство для формирования колпачков с металлическим корпусом колпачка и защитным кольцом, выполненным из пластика, которое имеет простую и недорогую конструкцию.
Задача настоящего изобретения состоит в том, чтобы предложить колпачок, пригодный для закрывания контейнеров и содержащий по меньшей мере один металлический корпус колпачка и по меньшей мере одно защитное кольцо, выполненное из пластика.
Указанные и другие задачи и преимущества можно решить и обеспечить с помощью способа, устройства и колпачка по одному или нескольким пунктам формулы изобретения, приведенной ниже.
В варианте выполнения способ литья колпачков (например, резьбовых колпачков) для закрывания контейнеров с контролем вскрытия содержит этап расположения корпуса колпачка (выполненного из первого материала, в частности, из металлического материала, например, из алюминия) в литейной полости формы, которая соответствует и выполнена с возможностью литья защитного кольца (выполненного из второго материала, отличающегося от первого материала, в частности, из пластикового материала) на корпусе колпачка, причем в литейной полости определена по меньшей мере одна кольцевая зона уплотнения пластикового материала между первой внутренней поверхностью корпуса колпачка и первой частью литейной формы, вставляемой в центральную внутреннюю полость корпуса колпачка, для литья защитного кольца, которое будет неподвижно и прочно прикреплено к корпусу колпачка.
Краткое описание чертежей
Настоящее изобретение станет более понятным и может быть более легко внедрено со ссылкой на приложенные чертежи, на которых показаны несколько вариантов выполнения изобретения в качестве неограничивающих примеров.
Фиг. 1 – перспективный вид первого варианта выполнения колпачка, выполненного по способу настоящего изобретения;
фиг. 2 – половина разреза корпуса колпачка, используемого в способе изготовления колпачка из фиг. 1;
фиг. 3 – половина разреза колпачка из фиг. 1;
фиг. 4 – вид в разрезе устройства для литья, которое используют в способе изготовления колпачка из фиг. 1, в рабочем состоянии во время этапа введения пластикового материала в литейную полость;
фиг. 5 – вид из фиг. 4 в рабочем состоянии, в котором литейная полость заполнена пластическим материалом;
фиг. 6 – вид в разрезе устройства резки, которое используют для формирования ослабленной зоны разрушения колпачка;
фиг. 7 – половина разреза второго варианта выполнения колпачка, изготовленного по способу настоящего изобретения;
фиг. 8 – половина разреза второго варианта выполнения колпачка, изготовленного по способу настоящего изобретения;
фиг. 9 – половина разреза второго варианта выполнения колпачка, изготовленного по способу настоящего изобретения;
фиг. 10 - 13 – четыре схемы вариантов выполнения установок, содержащих устройство для литья из фиг. 4;
фиг. 14 – перспективный вид пятого варианта выполнения колпачка, изготовленного по способу настоящего изобретения;
фиг. 15 – вид сбоку колпачка из фиг. 14;
фиг. 16 – вид в разрезе колпачка из фиг. 14;
фиг. 17 – частичный вид в разрезе колпачка из фиг. 14.
Осуществление изобретения
В настоящем описании идентичные элементы, которые являются общими для различных иллюстративных вариантов выполнения, обозначены одинаковыми номерами позиций.
Номером позиции 1 обозначен колпачок для закрывания контейнеров, в частности контейнеров, имеющих горловину, например, бутылок, изготовленных из стекла, пластика или металла. Колпачок может быть, в частности, колпачком резьбового типа. Колпачок 1 может иметь, например, внутреннюю резьбу (выполненную, в частности, известным образом), соединяемую с наружной резьбой на горловине контейнера.
Колпачок 1 может содержать, как в показанных вариантах выполнения по меньшей мере один корпус 2 колпачка, выполненный по меньшей мере частично из металлического материала (например, из алюминия или алюминиевых сплавов или другого пластически деформируемого материала). Корпус 2 колпачка может содержать, в частности по меньшей мере одну (верхнюю) закрывающую стенку 3, предназначенную для закрывания контейнера. (Центральная) закрывающая стенка 3 может быть, например, дискообразной стенкой. Корпус 2 колпачка может содержать, в частности по меньшей мере одну (боковую) кольцевую стенку 4, предназначенную для (резьбового) соединения с горловиной контейнера. Кольцевая стенка 4 может быть, например, юбкообразной стенкой 3.
Корпус 2 колпачка может содержать цельный кусок (металлического материала), который пластически деформируется, например, посредством вытяжки. Корпус 2 колпачка может быть выполнен посредством вытяжки на прессе (например, известного типа).
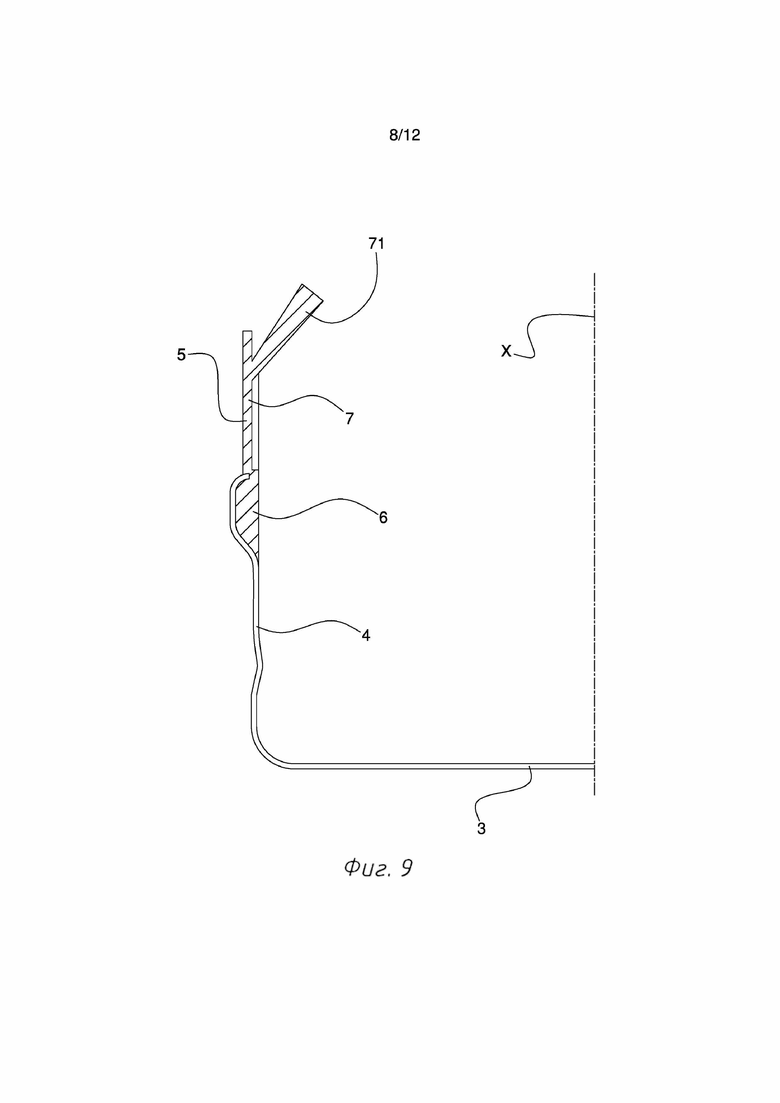
Колпачок 1 может содержать, как в показанных вариантах выполнения по меньшей мере одно защитное кольцо 5 по меньшей мере частично выполненное из пластикового материала (например, из полиэтилена, полипропилена или другой термопластической смолы). Защитное кольцо 5 может содержать, в частности по меньшей мере один соединительный участок 6, соединенный (прочно связанный) с кольцевым краем кольцевой стенки 4. Защитное кольцо 5 может содержать, в частности по меньшей мере один отделяемый участок 7 (кольцевой формы), соединенный с соединительным участком 6 с помощью ослабленной зоны 8 (кольцевой формы), предназначенной для разламывания при открывании колпачка 1. Отделяемый участок 7 может содержать, в частности, оребренный участок 71, который может сгибаться внутрь и образовывать опорное средство, которое во время использования при первом открывании колпачка посредством опирания на выступ горловины контейнера вызывает разрушение ослабленной зоны 8.
Номером позиции 9 обозначено устройство для литья, в частности, для литья колпачка (например, колпачка 1) для закрывания контейнеров, оснащенного устройством (например, защитным кольцом 5) для защиты от вскрытия контейнера. Устройство 9 для литья выполнено, в частности, с возможностью образования колпачка 1, содержащего корпус 2 колпачка, выполненный из первого материала (металл), и защитное кольцо 5, выполненное из второго материала (пластик).
Устройство 9 для литья может быть элементом литьевой карусельной машины, которая вращается вокруг (вертикальной) оси вращения и поддерживает множество устройств для литья, сходных с устройством 9, расположенных под углом на расстоянии друг от друга на периферии литьевой карусельной машины. Литьевая карусельная машина может быть функционально связана с экструзионным средством, которое подает пластиковый материал, и может быть оснащена удаляющим средством, которое при каждом обороте литьевой карусельной машины удаляет с сопла экструзионного средства по меньшей мере одну порцию пластикового материала на каждое устройство 9 для литья.
Устройство 9 для литья может содержать, в частности, первую часть 10 литейной формы, которую вставляют в корпус 2 колпачка. Первая часть 10 литейной формы может содержать, как в этом варианте выполнения, трубчатое тело с (цилиндрической) наружной поверхностью, имеющей по меньшей мере один диаметр, который является таким же, как и диаметр внутренней поверхности корпуса 2 колпачка, чтобы приходить в контакт с внутренней поверхностью и образовывать уплотняемую зону для предотвращения вытекания пластика, как будет описано ниже.
Устройство 9 для литья может содержать, в частности по меньшей мере два полублока 11 литейной формы (каждый в виде полукольца), которые могут быть расположены вокруг первой (центральной) части 10 литейной формы и вокруг концевого (краевого) участка корпуса 2 колпачка для ограничения литейной формы для литья пластикового материала поверх указанного концевого участка.
Два (или больше) полублоков 11 литейной формы могут перемещаться относительно друг друга (каждый в радиальном направлении F, где термин «радиальный» определяется в качестве ссылки на ось X устройства для литья, совпадающую с осью X колпачка, когда последний вставлен в устройство) с возможностью принятия по меньшей мере одного открытого положения, в котором корпус 2 колпачка вставляют между двумя полублоками 11 и первой частью 10 литейной формы, и по меньшей мере одного закрытого положения (фиг. 4 и 5), в котором два полублока 11 и первая часть 10 литейной формы огранивают литейную полость 12, которая пригодна для литья защитного кольца 5 поверх корпуса 2 блока.
Ось X (устройства 9 и колпачка 1) может быть сориентирована, например, в горизонтальном направлении. Вместе с тем, вышеуказанная ось X также может быть сориентирована в других направлениях, например, с заданным наклоном относительно горизонтали.
Два полублока 11 литейной формы (перемещение которых для открывания и закрывания может быть, например, взаимным линейным перемещением для приближения и удаления) могут образовывать охватывающий (когда они закрыты) второй (периферийный) участок литья трубчатой формы, который окружает первую часть 10 литейной формы и который совместно с последней ограничивает литейную полость 12.
Устройство 9 для литья может содержать, в частности по меньшей мере один впускной канал 13, который, образован по меньшей мере в одном из двух полублоков 11 литейной формы и сообщается с литейной формой 12.
Устройство 9 для литья может содержать, в частности, средство подачи для введения порции пластикового материала внутрь впускного канала 13. Это средство подачи (например, известного типа) может содержать, в частности, экструзионное средство (не показано), имеющее по меньшей мере одно сопло для дозирования пластикового материала и отделяющее средство для отделения порции материала от непрерывного потока, дозируемого через сопло.
Устройство 9 для литья может содержать, в частности по меньшей мере один толкающий элемент 14 (поршень), который может перемещаться (в направлении H приводным исполнительным средством, которое не показано, например, исполнительным средством, приводимым в действие кулачками) во впускной канал 13 для заполнения литейной полости 12 пластиковым материалом. Толкающий элемент 14 может быть, например, соединен (прикреплен, жестко соединен, встроен, составляет одно целое) со средством, которое отделяет порцию пластикового материала от экструзионного средства.
Устройство 9 для литья может содержать, в частности по меньшей мере выталкиватель 15, который может перемещаться со скольжением (в осевом направлении G) в полости внутри первой части 10 литейной формы для толкания корпуса 2 колпачка (с уже отлитым защитным кольцом 5) и выталкивания корпуса 2 колпачка из литейной формы для последующей обработки.
Со ссылкой на фиг. 10 – 13 показаны определенные схемы установок для литья колпачков, каждая из которых содержит производственную линию, в состав которой входят различные машины, расположенные последовательно друг за другом. Производственная линия может содержать, в частности, непрерывную рабочую линию.
Производственная линия (фиг. 10) может содержать пресс PTV для изготовления резьбовых колпачков (например, известного типа), где из металлического листа получают исходные корпуса колпачков. Производственная линия может содержать, например, расположенное ниже пресса PTV по технологическому потоку сито VTV (например, известного типа) для резьбовых колпачков, где выполняют разделение исходных корпусов колпачков и производственных отходов.
Производственная линия может содержать, например, расположенную ниже пресса PTV и/или сита VTV по технологическому потоку машину BTV для нанесения насечки на резьбовые колпачки (например, известного типа), где на кольцевой край корпусов колпачков наносят насечку для образования зоны захватывания колпачка. Производственная линия может содержать, например, расположенную ниже пресса PTV и/или сита VTV и/или машины BTV для нанесения насечки на резьбовые колпачки по технологическому потоку машину PMV для литья уплотнений (например, известного типа), где образуется внутреннее покрытие, которое действует в качестве уплотнения колпачка на контейнере.
Производственная линия может содержать, например, расположенный ниже пресса PTV и/или сита VTV и/или машины BTV для нанесения насечки на резьбовые колпачки и/или машины PMV по технологическому потоку по меньшей мере одно устройство 9 для литья по настоящему изобретению для литья устройства для защиты от вскрытия (защитного кольца 5).
Производственная линия может содержать, например, расположенную ниже пресса PTV и/или сита VTV и/или машины BTV для нанесения насечки на резьбовые колпачки и/или машины PMV и/или устройства 9 по технологическому потоку машину SFM для резки и/или литья (например, известного типа) для резки и/или сгибания защитного кольца 5. Машина SFM может содержать режущее устройство (например, режущее устройство, показанное на фиг. 6) по меньшей мере с одним ножом 16 и систему 17 удерживания колпачка, выполненную с возможностью удерживания в заданном положении колпачка во время резки, например, систему удерживания колпачка известного типа. Машина SFM может содержать устройство сгибания (например, известного типа), выполненное с возможностью сгибания во внутреннем направлении по меньшей мере одного оребренного участка защитного кольца.
Сито VTV и/или машина BTV для нанесения насечки на резьбовые колпачки и/или машина PMV и/или устройство 9 и/или машина SFM может содержать (непрерывно) вращающееся карусельное устройство, которое может поддерживать множество изделий (колпачков или корпусов колпачков), расположенных под углом на расстоянии друг от друга и которое имеет впуск для приема изделий, подлежащих обработке, круговую траекторию, где выполняется обработка изделий на основе задания на обработку, подлежащего выполнению, и выпуск обработанных изделий. Несколько карусельных устройств могут быть расположены в одну линию друг за другом для выполнения непрерывной обработки.
Производственная линия (фиг. 11) может содержать машину PMV для литья уплотнений (например, известного типа), которая, как в варианте на фиг. 10, может быть расположена ниже пресса PTV и/или сита VTV и/или машины BTV для нанесения насечки на резьбовые колпачки и/или устройства 9 и/или машины SFM для резки и/или литья.
Производственная линия (фиг. 12) может содержать машину SFM для резки и/или литья, которая может включать в себя также и функции машины BTV для нанесения насечки на резьбовые колпачки, так что машина SFM может содержать средства для нанесения насечки на кольцевой край корпуса колпачка для образования зоны захватывания колпачка. Эта производственная линия может быть пригодна, в частности, для формирования колпачка, показанного на фиг. 8, что будет подробно описано ниже.
Производственная линия (фиг. 13) может содержать, например, расположенную ниже пресса PTV и/или сита VTV и/или машины BTV для нанесения насечки на резьбовые колпачки и/или устройства 9 по технологическому потоку машину SCM для резки (например, известного типа), предназначенную для резки (без сгибания) устройства для защиты от вскрытия (защитного кольца 5). Эта производственная линия может быть пригодна, в частности, для формирования колпачка, показанного на фиг. 9.
Функционирование устройства 9 для литья может внедрять по меньшей мере одну часть способа литья, который, в частности, может включать в себя следующие этапы.
(Начальный) этап представляет собой обеспечение наличия корпуса 2 колпачка, содержащего по меньшей мере одну кольцевую стенку 4, выполненную из металлического материала. Этот этап может содержать, в частности, технологические операции, которые выполняют на прессе PTV для изготовления резьбовых колпачков и/или сите VTV для резьбовых колпачков и/или машине BTV для нанесения насечки на резьбовые колпачки и/или машине PMV для литья уплотнений.
Далее корпус 2 колпачка может быть помещен в литейную форму для формирования защитного кольца 5. На этом этапе установки (вставления) корпуса 2 колпачка в устройство 9 для литья два полублока 11 литейной формы могут быть расположены в открытом положении (полублоки 11 литейной формы перемещены на некоторое расстояние друг от друга).
Благодаря последующему закрыванию двух полублоков 11 формы существует возможность ограничения литейной полости 12 в литейной форме, которая пригодна для литья защитного кольца 5 на кольцевой стенке 4. Этап литья защитного кольца 5 на кольцевой стенке может содержать, например, введение порции пластикового материала в литейную полость 12. Указанная порция пластикового материала может быть отделена от экструзионного сопла с помощью по меньшей мере одного подвижного (режущего) отделяющего элемента, который может быть, например, соединен с толкающим элементом 14. Далее указанную порцию подают во впускной канал 13. После этого толкательный элемент 14 может быть перемещен вперед (в направлении H) для заполнения литейной полости 12.
Этап ограничения литейной полости 12 может содержать, в частности, ограничение трех (кольцевых) зон уплотнения для предотвращения утечек пластикового материала из литейной полости 12. Первая (кольцевая) зона 18 уплотнения пластикового материала может быть расположена между первой поверхностью 19 (на внутренней стороне) корпуса 2 колпачка и первой частью 10 литейной формы, вставленной в корпус 2 колпачка. Вышеуказанная первая поверхность 19 корпуса 2 колпачка может быть расположена на кольцевой стенке 4. Вторая (кольцевая) зона 20 уплотнения пластикового материала может быть расположена между второй поверхностью 21 (на наружной стороне) корпуса 2 колпачка и двумя полублоками 11 литейной формы. Вышеуказанная вторая поверхность 21 корпуса 2 колпачка может быть расположена на кольцевой стенке 4. Третья (кольцевая) зона 22 уплотнения пластикового материала может быть расположена между первой частью 10 литейной формы и двумя полублоками 11 литейной формы. Другая зона уплотнения пластикового материала может быть расположена между толкательным элементом 14 (поршнем) и впускным каналом 13 (камерой поршня).
В вариантах выполнения колпачка, показанных на фиг. 7 и 8 по меньшей мере одна часть соединительного участка 6 окружает по меньшей мере один концевой участок 23 боковой кольцевой стенки 4 и контактирует с ним. Этот концевой участок 23 может содержать, в частности, кольцевой край, заделанный в соединительный участок 6, так чтобы по меньшей мере две кольцевые поверхности, наружная поверхность 24 и внутренняя поверхность 25, находились в контакте с пластическим материалом соединительного участка, где термины «наружная» и «внутренняя» определены со ссылкой на радиальное направление относительно оси X колпачка. Концевой участок 23 может содержать, как в вариантах выполнения на фиг. 7 и 8, изогнутый кольцевой край, в частности, изогнутый наружу.
Другими словами, кольцевая стенка 4 погружена в соединительный участок 6, так что обе ее противоположные стороны были «смочены» пластиком.
Заглубление концевого участка 23 позволяет получить очень прочное и надежное соединение между корпусом 2 колпачка и защитным кольцом 5. Кроме того, поскольку край концевого участка 23 погружен внутрь соединительного участка 6, уменьшается риск, что резаный или заостренный край корпуса 2 колпачка может уколоть палец пользователя.
Вышеуказанный кольцевой край может быть изогнут таким образом, что он может образовывать изогнутый край, замыкающийся сам на себя, по существу, с кольцеобразным сечением (фиг. 7), или слегка изогнутый край с открытым сечением, наклоненным под углом 0 - 90° или 0 - 60° или 0 - 45° или 10 - 90° или 10 - 60° или 10 - 45° относительно оси колпачка (фиг. 8), или с криволинейным открытым сечением, например, исходящим из центра с радиусом более 1 мм или более 2 мм или более 5 мм или более 10 мм.
На фиг. 9 показан колпачок, в котором оребренный участок 71 отделяемого участка 7 образован как уже частично изогнутый внутрь литейной полости 12. В этом случае этап сгибания упрощается и может выполняться в машине PMV для литья уплотнений (см. установку на фиг. 13). Устройство для литья может иметь в этом случае другую подвижную часть литейной формы для обеспечения извлечения колпачка, несмотря на углубление в результате сгибания оребренного участка, который уже находится внутри литейной формы.
Один концевой участок кольцевой стенки 4 может содержать с конкретной ссылкой на варианты выполнения на фиг. 3 и 9 вогнутый кольцевой край во внутреннем направлении, причем его внутренняя вогнутая кольцевая поверхность окружает и содержит соединительный участок 6 и находится с ним в контакте. Основная часть наружной выпуклой кольцевой поверхности или вся наружная выпуклая кольцевая поверхность кольцевого края может, как в этих случаях, не находиться в контакте с пластическим материалом.
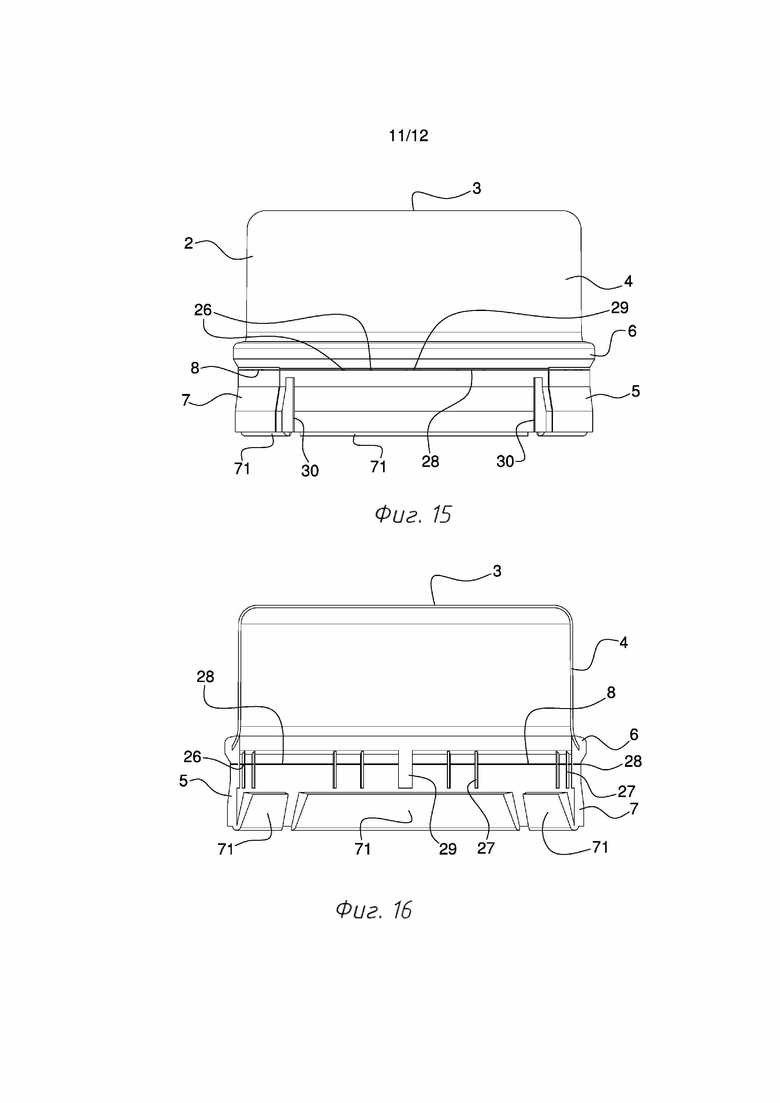
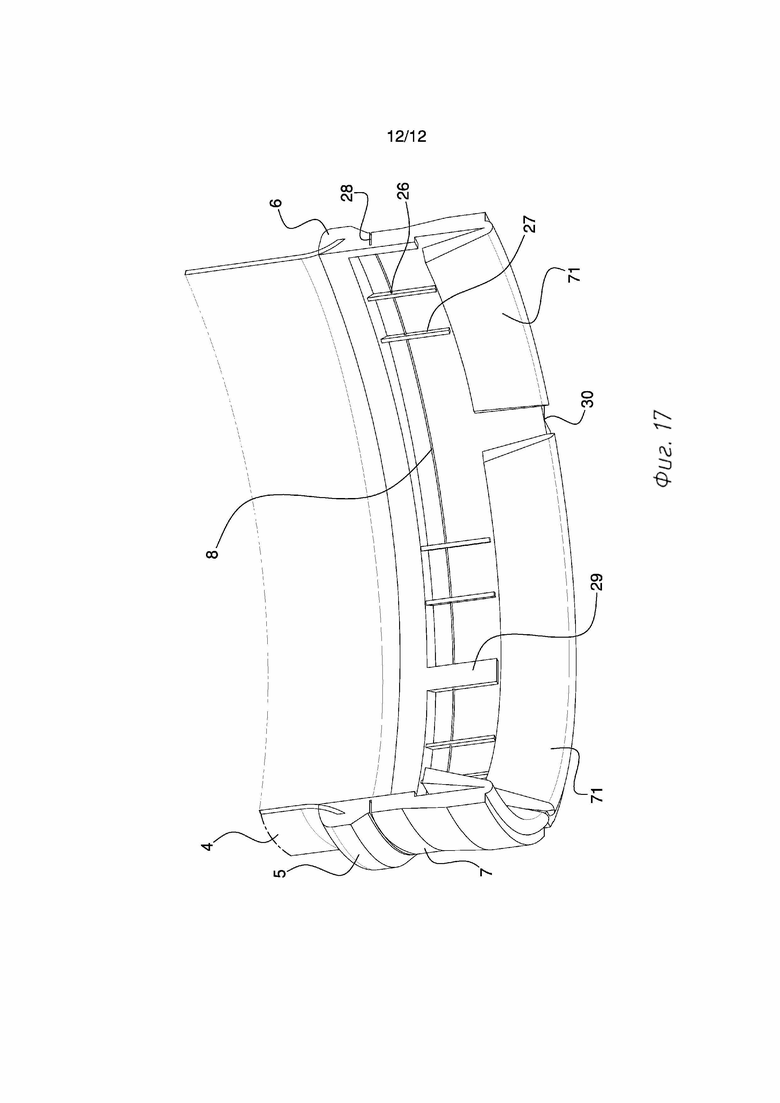
Колпачок вариантов выполнения из фиг. 14 – 17 может включать в себя, в частности, как в предыдущих примерах, корпус 2 колпачка, закрывающую стенку 3, кольцевую стенку 4, защитное кольцо 5, соединительный участок 6, отделяемый участок 7, ослабленную зону 8, оребренный участок 71.
Ослабленная зона 8 может содержать, также как в примерах, описанных выше, некоторое количество ломких перемычек 26. В частности, ослабленная зона 8 может содержать некоторое количество ребер 27, продолжающихся вдоль осевого направления (в направлении оси X колпачка), и, по меньшей, мере, одно углубление 28 (продолжающееся в окружном направлении), которое проходит по большей части кольцевой стенки колпачка, оставляя нетронутыми ломкие перемычки 26 рядом с ребрами 27. Форма и размеры ребер 27 и углубления 28 обеспечивают разрушение ломких перемычек 26 при открывании колпачка.
Колпачок может содержать, так же как в примере, показанном на фиг. 1 по меньшей мере одно ребро 29, продолжающееся вдоль осевого направления (в направлении оси X колпачка) и, по существу, параллельное ребрам 27 и превышающее по размерам эти ребра. В конкретных примерах ребро 29 имеет такую же толщину, как ребра 27, и бóльшую ширину (по меньшей мере, в два, три, четыре или более раз). Ребро 29 может частично проходить в поперечном направлении от углубления 28. Ребро 29 спроектировано таким образом, что оно не разрушается при открывании колпачка в отличие от ломких перемычек 26 ребер 27, в результате чего отделяемый участок 7 отделяется от соединительного участка 6 рядом с перемычками 26, но остается соединенным с помощью ребра 29, так что когда при открывании колпачок удаляют с контейнера, отделяемый участок 7 остается соединенным с остальной частью колпачка и, таким образом, не удерживается на контейнере. Отделяемый участок 7 служит в качестве ленты с контролем вскрытия, содержащей кольцевую стенку, соединенную с соединительным участком 6 ломким средством и неломким средством (причем неломкое средство содержит, например по меньшей мере один увеличенный элемент, непредназначенный для ломки, например, ребро 29), так что лента с контролем вскрытия не отделяется полностью от остальной части колпачка, а остается прикрепленной к неломкому средству. Это связано с тем, что колпачок, включающий в себя ленту с контролем вскрытия, не должен оставаться на контейнере (например, на стеклянной таре), который также может использоваться повторно. Разрушение перемычек 26 оставляет видимый знак открытия благодаря функции контроля вскрытия.
Неломкие средства, которые соединяют ленту контроля вскрытия (отделяемый участок 7) с соединительным участком (прикрепленным к металлическому корпусу 2 колпачка), могут содержать, например, два, три или больше ребер 29. В конкретном случае четыре ребра 29 расположены под углом на расстоянии друг от друга (под углом 90°).
Отделяемый участок 7 может содержать, в частности по меньшей мере одну ломкую линию 30, которая является непрерывной и продолжается вдоль осевого направления (параллельно оси X колпачка). Ломкая линия 30 может продолжаться в продольном направлении, как в примере на фиг. 14 – 17, по меньшей мере на половине осевой длины отделяемого участка 7. Ломкая линия 30 может продолжаться, в частности, вплоть до нижнего концевого края отсоединяемого участка 7, от которого начинается согнутый внутрь оребренный участок 71. Отсоединяемый участок 7 может содержать, в частности, некоторое количество ломких линий 30. В этом конкретном случае четыре ломкие линии расположены под углом на расстоянии друг от друга (под углом 90°).
Каждая ломкая линия 30 может содержать, как в конкретном примере, тонкую непрерывную стенку, расположенную на дне продольного углубленного участка, образованном на наружной поверхности отделяемого участка 7. Каждая ломкая линия 30 расположена в соответствии с разрывом в оребренном участке 71 (расположена внутри), т.е. в пустой зоне разделения между двумя соседними ребрами. В конкретном случае оребренный участок 71 содержит некоторое количество (четыре) ребер, расположенных (согнутых внутрь) на расстоянии друг от друга в окружном направлении, равное количеству (четыре) ломких линий 30. Каждая ломкая линия 30 может быть расположена, как в этом примере, перед зазором, разделяющий два соседних ребра.
Неломкое средство, которое после открывания колпачка сохраняет соединение между отделяемым участком 7 и соединительным участком 6, может содержать, в частности, некоторое количество (два или больше, в этом примере четыре) ребер 29. Продольное ломкое средство может содержать, например, некоторое количество (два или больше, в этом примере четыре) ломких линий 30. Каждое соединительное ребро 29 может быть расположено, как в этом примере, в окружном направлении между двумя ломкими линиями 30, в частности, по существу, посередине между двумя ломкими линиями 30.
Оребренный участок 71 (согнутый внутрь) предназначен при отвертывании колпачка для вхождения в контакт с выступом на горловине контейнера, который действует в качестве упора для разрушения ломких средств (перемычек 26), расположенных в ослабленной зоне 8, которая разделяет отделяемый участок 7 и соединительный участок 6. При первом открывании контейнера согнутый внутрь участок зацепляется за выступ контейнера, вызывая разрушение ломких перемычек 26.
Отделяемый участок 7 удерживается соединенным с соединительным участком 6 и, таким образом, с корпусом 2 колпачка с помощью неломких средств (ребер 29) соответствующего размера во избежание их разрушения.
Ломкие средства (линии 30), продолжающиеся в продольном направлении на отделяемом участке 7 (состоящие из одного или нескольких несквозных ослаблений), также предназначены для разрушения при первом отвертывании колпачка. В частности, продольные ломкие средства (линии 30) могут быть расположены таким образом, чтобы ограничивать два или больше (в конкретном случае четыре) кольцевых секторов стенки, которые при разрушении осевых продольных ломких средств могут расширяться, обеспечивая открывание колпачка, проходящего по (кольцевому) выступу на горловине контейнера.
После разрушения перемычек 26 и продолжения отвертывания колпачка в определенной точке продольные ломкие средства (линии 30) разрушаются, проходя по выступу на горловине контейнера и обеспечивая открывание бутылки.









Изобретение относится к способу и устройству для литья, в частности для литья колпачка с защитным устройством для закрывания горловины контейнера. Способ литья включает обеспечение наличия корпуса колпачка, содержащего кольцевую стенку, выполненную из металлического материала, размещение корпуса колпачка в литейной форме, ограничение литейной полости в литейной форме, пригодной для литья защитного кольца на кольцевой стенке, и литье защитного кольца на кольцевой стенке посредством введения пластикового материала в литейную полость. При этом при ограничении литейной полости осуществляют ограничение первой кольцевой зоны уплотнения пластикового материала между первой поверхностью корпуса колпачка и первой частью литейной формы, вставленной в корпус колпачка, ограничение второй кольцевой зоны уплотнения пластикового материала между второй поверхностью корпуса колпачка и полублоками литейной формы, выполненными с возможностью открытия и закрытия относительно друг друга для обеспечения размещения корпуса колпачка в литейной форме, и ограничение третьей кольцевой зоны уплотнения пластикового материала между первой частью и полублоками литейной формы. Колпачок контейнера содержит корпус, выполненный из металлического материала и содержащий закрывающую стенку, предназначенную для закрывания контейнера, и кольцевую стенку, предназначенную для соединения с горловиной контейнера, защитное кольцо, выполненное из пластикового материала и содержащее соединительный участок, соединенный с кольцевой стенкой, и отделяемый участок, соединенный с соединительным участком посредством ломких средств, разрушаемых во время использования при открывании колпачка, неломкие средства для соединения отделяемого участка с соединительным участком, содержащие ребро, продолжающееся в длину в направлении оси колпачка таким образом, что при открывании контейнера отделяемый участок остается соединенным с остальной частью колпачка и не остается на контейнере, и ломкую линию, продолжающуюся по длине в направлении оси колпачка на отделяемом участке на половине осевой длины отделяемого участка и вплоть до нижнего концевого края отделяемого участка. Изобретение обеспечивает простое и недорогое изготовление колпачка контейнера, повышение прочности соединения металлического корпуса колпачка и защитного кольца из пластика, экономию пластикового материала и/или металлического материала, которые используют для формирования колпачков, и повышение производительности литья колпачков. 3 н. и 12 з.п. ф-лы, 17 ил.
1. Способ литья, содержащий следующие этапы:
обеспечение наличия корпуса (2) колпачка, содержащего по меньшей мере одну кольцевую стенку (4), выполненную из металлического материала;
размещение указанного корпуса (2) колпачка в литейной форме;
ограничение литейной полости (12) в указанной литейной форме, пригодной для литья защитного кольца (5) на указанной кольцевой стенке (4);
литье защитного кольца (5) на указанной кольцевой стенке (4) посредством введения пластикового материала в указанную литейную полость (12);
при этом указанный этап ограничения литейной полости (12) содержит:
ограничение первой кольцевой зоны (18) уплотнения пластикового материала между первой поверхностью (19) указанного корпуса (2) колпачка и первой частью (10) литейной формы, вставленной в указанный корпус (2) колпачка;
отличающийся тем, что указанный этап ограничения литейной полости (12) содержит:
ограничение второй кольцевой зоны (20) уплотнения пластикового материала между второй поверхностью (21) указанного корпуса (2) колпачка и по меньшей мере двумя полублоками (11) литейной формы, выполненными с возможностью открытия и закрытия относительно друг друга для обеспечения размещения указанного корпуса (2) колпачка в литейной форме;
ограничение третьей кольцевой зоны (22) уплотнения пластикового материала между указанной первой частью (10) и указанными по меньшей мере двумя полублоками (11) литейной формы.
2. Способ по п. 1, в котором указанная первая поверхность (19) указанного корпуса (2) колпачка расположена на указанной кольцевой стенке (4), и/или в котором указанная вторая поверхность (21) указанного корпуса (2) колпачка расположена на указанной кольцевой стенке (4).
3. Способ по п. 1 или 2, содержащий этап ослабления указанного защитного кольца (5) для образования облегченной зоны разрушения с помощью устройства резки и/или этап сгибания внутрь по меньшей мере одного оребренного участка (71) указанного защитного кольца (5) посредством устройства сгибания.
4. Способ по п. 3, содержащий этап формирования уплотнения на указанном корпусе (2) колпачка после указанного этапа литья на корпусе колпачка и/или после указанного этапа ослабления и/или после указанного этапа сгибания.
5. Способ по любому из пп. 1-4, содержащий этап удаления указанного корпуса (2) колпачка с указанным защитным кольцом (5) из указанной первой части (10) литейной формы посредством выталкивателя (15), выполненного с возможностью перемещения со скольжением внутри указанной первой части (10) литейной формы для толкания указанного корпуса (2) колпачка.
6. Устройство для литья, содержащее:
первую часть (10) литейной формы, выполненную с возможностью ее вставления в корпус (2) колпачка,
при этом между первой частью (10) литейной формы, вставленной в указанный корпус (2) колпачка, и первой поверхностью (19) указанного корпуса (2) колпачка образована первая кольцевая зона (18) уплотнения пластикового материала;
по меньшей мере два полублока (11) литейной формы, расположенные вокруг указанной первой части (10) литейной формы и выполненные с возможностью перемещения относительно друг друга с возможностью принятия по меньшей мере одного открытого положения, в котором корпус (2) колпачка может быть вставлен между указанными по меньшей мере двумя полублоками (11) и указанной первой частью (10) литейной формы, и по меньшей мере закрытого положения, в котором указанные по меньшей мере два полублока (11) и указанная первая часть (10) литейной формы ограничивают литейную полость (12), приспособленную и обеспечивающую возможность литья защитного кольца (5) на корпусе (2) колпачка;
по меньшей мере один впускной канал (13), образованный в по меньшей мере одном из указанных по меньшей мере двух полублоков (11) литейной формы и сообщающийся с указанной литейной полостью (12);
по меньшей мере один толкающий элемент (14), выполненный с возможностью перемещения в указанном по меньшей мере одном впускном канале (13) для заполнения пластиковым материалом указанной литейной полости (12);
отличающееся тем, что
между по меньшей мере двумя полублоками (11) литейной формы при их закрытом положении и второй поверхностью (21) указанного корпуса (2) колпачка образована вторая кольцевая зона (20) уплотнения пластикового материала, а также
между по меньшей мере двумя полублоками (11) литейной формы при их закрытом положении и указанной первой частью (10) литейной формы образована третья кольцевая зона (22) уплотнения пластикового материала.
7. Устройство по п. 6, содержащее по меньшей мере один выталкиватель (15), выполненный с возможностью перемещения со скольжением внутри указанной первой части (10) литейной формы для толкания указанного корпуса (2) колпачка и его извлечения из указанной первой части (10) литейной формы.
8. Колпачок контейнера, в частности, изготовленный способом по любому из пп. 1-5, содержащий:
корпус (2) колпачка, выполненный из металлического материала и содержащий по меньшей мере одну закрывающую стенку (3), предназначенную для закрывания контейнера, и кольцевую стенку (4), предназначенную для соединения с горловиной контейнера;
защитное кольцо (5), выполненное из пластикового материала и содержащее по меньшей мере один соединительный участок (6), соединенный с указанной кольцевой стенкой (4), и по меньшей мере один отделяемый участок (7), соединенный с указанным соединительным участком (6) посредством ломких средств (26), предназначенных для разрушения во время использования при открывании колпачка;
неломкие средства для соединения указанного отделяемого участка (7) с указанным соединительным участком (6), причем указанные неломкие средства содержат по меньшей мере одно ребро (29), продолжающееся в длину в направлении оси (X) колпачка таким образом, что при открывании контейнера указанный отделяемый участок (7) остается соединенным с остальной частью колпачка с помощью указанных неломких средств и, следовательно, не остается на контейнере;
по меньшей мере одну ломкую линию (30), продолжающуюся по длине в направлении указанной оси (X) колпачка на указанном отделяемом участке (7) по меньшей мере на половине осевой длины указанного отделяемого участка (7) и вплоть до нижнего концевого края указанного отделяемого участка (7).
9. Колпачок по п. 8, в котором указанный отделяемый участок (7) содержит оребренный участок (71), который согнут внутрь и предназначен для вхождения в контакт с выступом контейнера при первом открывании колпачка таким образом, чтобы разрушать указанные ломкие средства (26).
10. Колпачок по п. 8 или 9, в котором указанная ломкая линия (30) содержит тонкую непрерывную стенку, расположенную на дне углубленного участка, образованного на наружной поверхности указанного отделяемого участка (7).
11. Колпачок по любому из пп. 8-10, в котором указанный отделяемый участок (7) содержит несколько продольных осевых ломких линий (30), расположенных под углом на расстоянии друг от друга.
12. Колпачок по п. 11, в котором указанные осевые продольные ломкие линии (30) ограничивают кольцевые сектора стенки, которые после разрушения линий (30) могут отделяться друг от друга и расширяться, обеспечивая открывание колпачка, проходящего по выступу на горловине контейнера.
13. Колпачок по любому из пп. 8-12, в котором указанная ломкая линия (30) расположена перед зазором, который разделяет два соседних ребра оребренного участка (71) указанного отделяемого участка (7).
14. Колпачок по любому из пп. 8-13, в котором указанные ломкие средства содержат перемычки (26), каждая из которых расположена в ребре (27), продолжающемся по длине в направлении указанной оси (X) колпачка, и ограничивается углублением (28), образованным на указанном ребре (27).
15. Колпачок по любому из пп. 8-14, в котором концевой участок указанной кольцевой стенки (4) содержит вогнутый внутрь кольцевой край, при этом внутренняя вогнутая кольцевая поверхность кольцевого края контактно окружает и вмещает в себя указанный соединительный участок (6), а вся наружная выпуклая кольцевая поверхность кольцевого края или основная часть наружной выпуклой кольцевой поверхности кольцевого края не находится в контакте с пластическим материалом.
| US 5685443 A, 11.11.1997 | |||
| DE 202015101522 U1, 06.07.2015 | |||
| СПОСОБ ЗАЩИТЫ ЭКСКАВАТОРА ОТ ВОЗДЕЙСТВИЙ ГИДРОМОЛОТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343246C2 |
| DE 1508639 B1, 04.12.1969. | |||

