Область техники
Изобретение относится к пресс-формам, в частности к пресс-форме для прессования отделяемых от экструдера порций пластмассы.
Изобретение может быть использовано для формования пластмассовых крышек, например, для закрывания емкостей.
Уровень техники
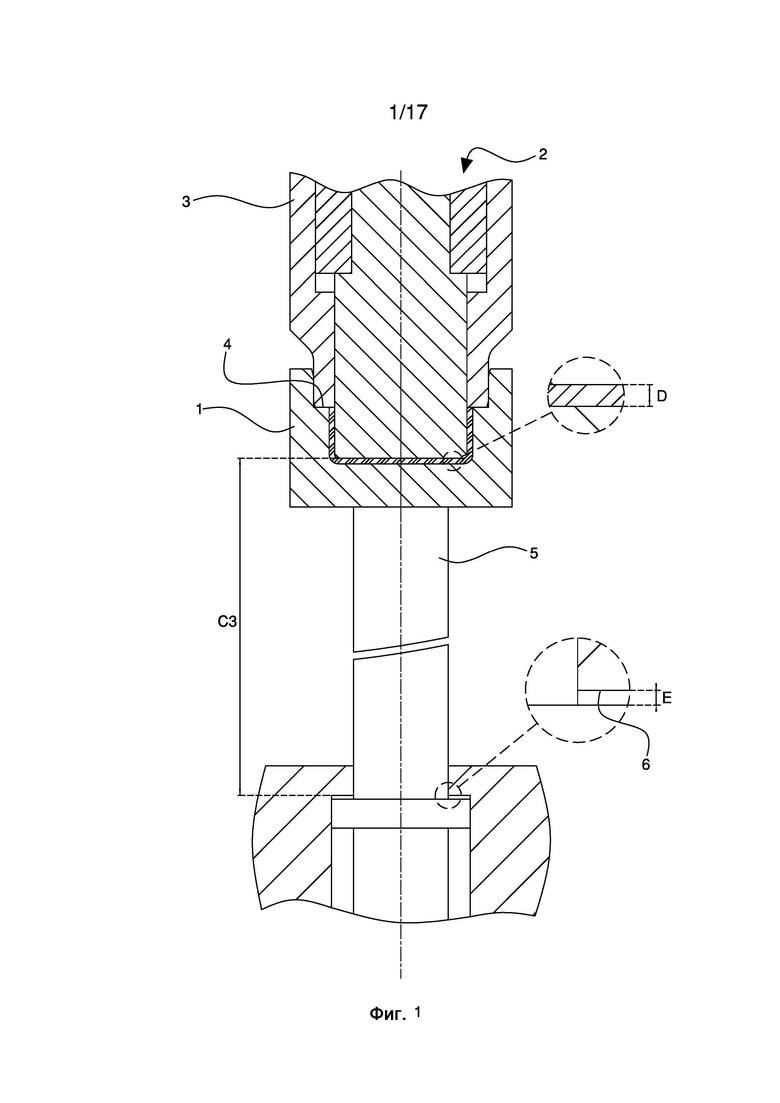
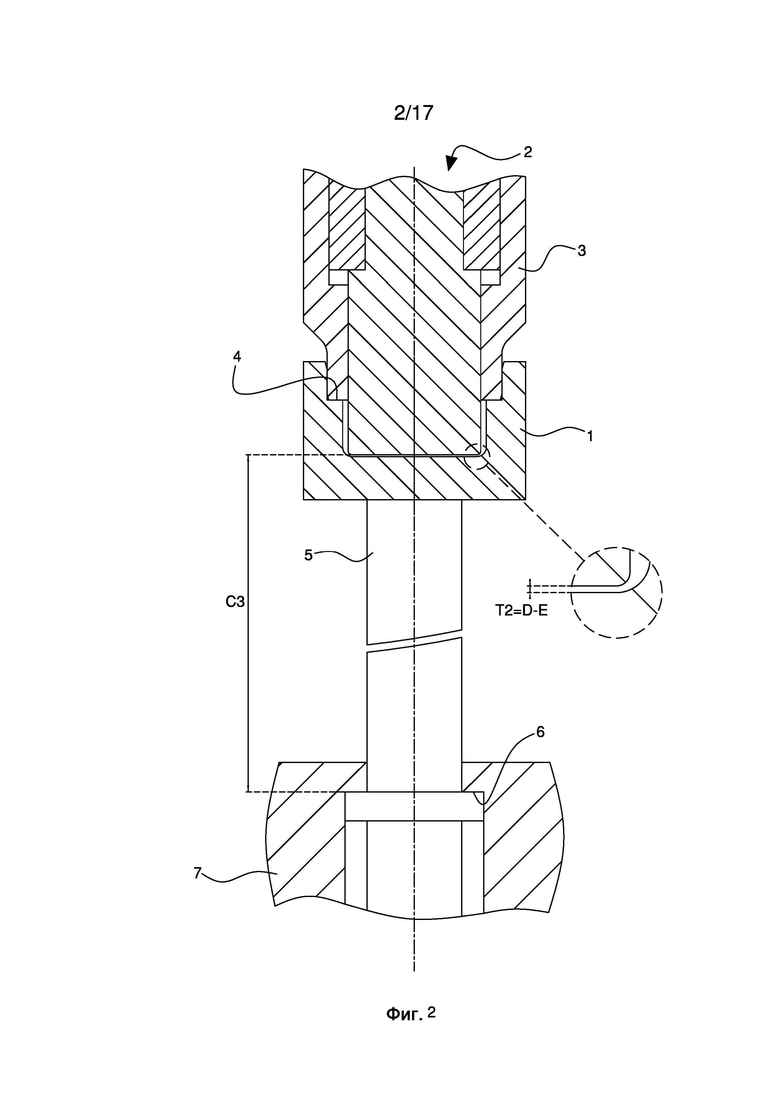
Известная пресс-форма, показанная на фиг. 1 и 2, подходит для прямого прессования порций пластмассы. Указанная пресс-форма известного типа содержит первую полуформу 1 (нижнюю матрицу) и вторую полуформу 2 (верхний пуансон), выполненные с возможностью перемещения в осевом направлении друг к другу для принятия по меньшей мере одного разомкнутого положения (не показано) и по меньшей мере одного не полностью сомкнутого положения (фиг. 1). Вокруг второй полуформы 2 расположен подвижный в осевом направлении трубчатый элемент 3. В не полностью сомкнутом положении (пресс-форма сомкнута и заполнена, в частности, по меньшей мере одной порцией материала) нижний конец трубчатого элемента 3 контактирует с осевым упором 4, расположенным на первой полуформе 1, дно оформляющей полости имеет толщину D, подвижный в осевом направлении приводной элемент 5, несущий первую полуформу 1, находится на осевом расстоянии Е от упора торцевого стопора 6, расположенного на корпусе пресса 7. В полностью сомкнутом положении (фиг. 2, сомкнутая и пустая пресс-форма, в частности без порции материала), вышеуказанный подвижный в осевом направлении приводной элемент 5 контактирует с упором торцевого стопора 6, а толщина дна оформляющей полости уменьшена до величины Т2, равной D - Е. Дно оформляющей полости ограничено сверху нижней поверхностью второй полуформы 2, находящейся на фиксированном расстоянии С3 от упора торцевого стопора 6. Следует отметить, что точность величины Т2, обозначающей толщину дна оформляющей полости без порции пластмассы, также зависит от точности вышеуказанного расстояния С3.
Один из недостатков указанной известной пресс-формы проявляется при формовке изделия с очень малой толщиной D дна.
В этом случае номинальную толщину Т2 формующей полости в полностью сомкнутом положении (сомкнутая и пустая пресс-форма) приходится существенно уменьшить, например, до величины допусков размеров (в частности, в зависимости от разных упругих и/или тепловых деформаций различных пресс-форм, обычно используемых в прессе, и упругих и/или тепловых деформаций непосредственно конструкции прессового комплекса), в результате чего возникает опасность жесткого контакта или избыточного расстояния между «мокрыми» поверхностями двух полуформ, обращенными друг к другу, при смыкании пустой пресс-формы без пластмассы, при этом под мокрыми поверхностями понимаются поверхности оформляющей полости, которые должны соприкасаться с пластмассой на этапе формования.
Такой жесткий контакт, заключающийся в реальном соударении двух полуформ на этапе смыкания, способен вызвать серьезные повреждения пресс-формы.
Подобная опасность возрастает, если пресс является сложной установкой, такой как, например, формовочная карусель, вращающая несколько пресс-форм, поскольку в этом случае точность расстояния Т2 при пустой пресс-форме неизбежно будет крайне низкой, т.к. она зависит от длинной цепочки допусков размеров в формовочной карусели, вследствие чего отклонения реальных размеров от номинального размера Т2 у разных пресс-форм могут оказаться избыточными по меньшей мере у одной или нескольких пресс-форм, что приведет к жесткому контакту.
На карусели для прямого прессования порций пластмассы известного типа практически невозможно формовать изделия (крышки), номинальная толщина дна которых составляет менее 0,2-0,3 мм.
В патентном документе US 6736628 на фиг. 1-3 показана пресс-форма для прямого прессования, содержащая трубчатый элемент 57, подвижный в осевом направлении вверх против действия пружины 74. В пресс-формы для прямого прессования по US 6736628 сомкнутое положение пустой пресс-формы без пластмассы отличается от сомкнутого положения пресс-формы с пластмассой.
Обычно при прямом прессовании деформирующее усилие передается порции деформируемой пластмассы за счет взаимного перемещения частей пресс-формы. Указанное деформирующее усилие должно передаваться на протяжении всех этапов формования, в том числе после усадки непосредственно самого материала на заключительном этапе формования. По этой причине (фиг. 1) приводной элемент 5 не должен упираться встык (E>0). При прямом прессовании (фиг. 2) положение смыкания без пластмассы определяется упором 6, поэтому на зазор Т2 оказывает влияние достаточно «длинная» кинематическая цепочка.
Таким образом, у пресс-формы для прямого прессования по US 6736628 может возникать жесткий контакт между двумя полуформами на этапе смыкания без пластмассы, особенно если толщина дна формуемого изделия крайне мала. При этом следует учитывать, что допуски размеров также влияют на вышеуказанную проблему и на деформацию компонентов при нагреве.
Как станет понятно далее, техническое решение согласно изобретению, во-первых, позволяет сократить цепочку допусков, что влияет на геометрию сомкнутой пресс-формы, а, во-вторых, позволяет сделать указанную цепочку допусков по существу не зависящей от деформации пресса.
Как показано на примере согласно фиг. 4, состояние сомкнутой пресс-формы без пластмассы в изобретении определяется, в частности, при смыкании первой полуформы 1 на трубчатом элементе 3 (упоре 4), и вследствие этого - на торцевом стопоре 8: зазор Т1 определяется только допусками размеров элементов 1, 2, 3, а приводной механизм не упирается встык (A2>0). Поэтому в любом случае состояние сомкнутой пресс-формы с пластмассой (фиг. 3) обеспечивает передачу усилий пластмассе (не упирающийся встык приводной механизм, A1>0), когда в сомкнутом положении элемент 3 находится на первой полуформе 1 (упор 4), но не упирается встык во вторую полуформу 2 (B>0).
Кроме того, следует подчеркнуть, что в документе US 6736628 со ссылкой на фиг. 4 рассматривается пресс-форма для литья под давлением, у которой нет пружины 74, а поскольку она не является пресс-формой для прямого прессования, она не относится к настоящему изобретению. Следует отметить, что в пресс-форме для литья под давлением пластмасса инжектируется после смыкания пресс-формы, поэтому не возникает ситуации, характерной для пресс-формы для прямого прессования, когда положения смыкания с пластмассой и без пластмассы различаются. Фактически, в системе для литья под давлением пластмасса в текучем состоянии инжектируется внутрь оформляющей полости после того как она уже «сомкнута», тогда как в пресс-форме для прямого прессования согласно изобретению существуют две сомкнутые конфигурации: одна - без пластмассы и другая - с пластмассой. Пресс-форма для литья под давлением по фиг. 4 US 6736628 сомкнута без пластмассы, а горловина 60 обязательно должна контактировать с чашеобразным элементом 82 (иначе быть не может, поскольку пластик необходимо инжектировать в оформляющую полость). Для пресс-формы по фиг. 4 сомкнутое положение без пластмассы, при котором объем оформляющей полости меньше, чем в сомкнутом положении с пластмассой, недопустимо, поскольку в таком сомкнутом положении с пластмассой, что чисто предположительно и совершенно неприемлемо, горловина 60 и элемент 82 неизбежно перестанут контактировать друг с другом и произойдет разрушительный эффект выхода пластмассы из оформляющей полости, которую, таким образом, нельзя считать фактически сомкнутой. Такое предположительное размыкание между горловиной 60 и элементом 82 по фиг. 4 US 6736628 еще более неприемлемо, поскольку, как известно, для обеспечения выхода воздуха часто проделывают вентиляционные отверстия, размер которых выбирают так, чтобы через них мог проходить воздух, но не расплавленная пластмасса, поэтому даже незначительное увеличение указанных вентиляционных отверстий вследствие размыкания вышеуказанных деталей 60 и 82 будет достаточно для прохода пластика. В пресс-форме для прямого прессования согласно изобретению, как станет более понятно из дальнейшего описания изобретения, упор 4 всегда контактирует с полуформой 1 (фиг. 3 и 4), предотвращая выход пластика как в положении без пластмассы, так и в положении с пластмассой. Это также справедливо и при наличии вентиляционных отверстий.
Кроме того, следует отметить, что если толщина одной из стенок (например, дна) формуемого изделия будет очень тонкой, то сечение потока жидкой пластмассы станет слишком узким, что крайне затруднит движение непосредственно самой пластмассы, поэтому литье под давлением совершенно не подходит для формования тонких стенок, за исключением пластмасс с повышенной текучестью, что ограничивает область применения.
Из патентного документа US 5786079 известна установка для изготовления навинчиваемых крышек посредством формования давлением. Из заявки US 2007/098833 известна машина для формования давлением укупоривающих оболочек.
Раскрытие изобретения
Задачей изобретения является создание пресс-формы прямого прессования, позволяющей устранить по меньшей мере один из вышеуказанных недостатков известных пресс-форм.
Задачей изобретения также является предотвращение жесткого контакта между мокрыми поверхностями двух полуформ, в том числе без пластмассы, при этом мокрыми поверхностями считаются поверхности оформляющей полости, контактирующие с пластмассой на этапе формования.
Другой задачей изобретения является предотвращение указанного жесткого контакта независимо от упругой и/или тепловой деформации конструкции пресса, на котором установлена пресс-форма. В частности, вышеуказанный жесткий контакт предотвращается при любой упругости конструкции пресса.
Задачей изобретения также является предотвращение влияния любой деформации (тепловой и/или упругой) корпуса пресса, либо других элементов, находящихся снаружи пресс-формы, на точность размеров, определяющих толщину стенок изделия, в частности, ввиду того, что точность зависит от цепочки допусков внутри каждой из отдельно взятых пресс-форм.
Другой задачей изобретения является создание пресс-формы, которая наиболее подходит для прямого прессования крышек, закрывающих емкости.
Задачей изобретения также является создание пресс-формы, наиболее подходящей для прямого прессования изделий по меньшей мере одного очень тонкого участка стенки, в частности, крышек, имеющих по меньшей мере один очень тонкий участок на донной стенке.
Другой задачей изобретения является создание пресс-формы, в которой цепочка допусков размеров, определяющих точность расстояния между двумя обращенными друг к другу поверхностями пресс-формы без пластмассы, учитывала бы только размеры элементов пресс-формы, не влияя на размеры элементов установки (пресса), на которой установлена сама пресс-форма.
Задачей изобретения также является создание средств компенсации, позволяющих обеспечить требуемую толщину донной стенки формуемого изделия, даже если пресс-форма заполнена порцией пластмассы, занимающей неполный или избыточный объем.
Задачей изобретения также является компенсация усадки пластикового материала для обеспечения передачи сжимающих усилий, даже если донная стенка изделия (которая является относительно тонкой) в оформляющей полости уже отвердела.
Другой задачей изобретения является создание пластмассового элемента с по меньшей мере одним ослабленным участком, который можно вскрыть путем разрушения, например, разрыва при вытягивании, отрыве, выталкивании и т.п.
Задачей изобретения также является создание элемента, например, крышки для закрывания емкостей, на по меньшей мере одной из стенок которой имеется один или несколько ослабленных участков, облегчающих разрушение, каждый из которых содержит мембрану из сплошного материала.
Задачей изобретения также является создание одного или нескольких ослабленных, легко разрушаемых участков, каждый из которых образован мембраной из сплошного материала.
Задачей изобретения также является формирование ослабленных участков, на которых отсутствуют прерывания материала по линиям стыков.
Другой задачей изобретения является создание элемента, в котором механические свойства материала на ослабленных участках были бы одинаковыми и мало восприимчивыми к тепловому воздействию и/или старению.
Задачей изобретения также является предотвращение образования острых осколков пластикового материала при разрушении ослабленных участков.
Эти и другие задачи и преимущества изобретения обеспечиваются посредством пресс-формы или пластикового элемента согласно одному или нескольким пунктам формулы изобретения.
В одном из примеров пресс-форма для прямого прессования порций пластмассы, в частности, элементов, имеющих по меньшей мере одну легко разрушаемую тонкую стенку, содержит две полуформы (матрицу и пуансон), выполненные с возможностью относительного перемещения в осевом направлении, и трубчатый элемент, выполненный с возможностью скольжения в осевом направлении вокруг одной из двух полуформ, при этом пресс-форма без порции материала способна принимать полностью сомкнутое положение, в котором трубчатый элемент одной стороной контактирует с осевым упором одной из полуформ, а другой стороной контактирует с осевым торцевым стопором другой полуформы для предотвращения жесткого контакта между указанными полуформами.
В одном из примеров пластиковый элемент имеет цельный корпус, полученный посредством прямого прессования пластмассы и содержащий по меньшей мере один легко разрушаемый участок, образованный сплошной мембраной.
Указанные задачи решаются посредством пресс-формы для прямого прессования порций пластмассы, содержащей
первую и вторую полуформы, выполненные с возможностью относительного осевого перемещения для принятия разомкнутого положения для введения между этими полуформами по меньшей мере одной порции пластмассы, не полностью сомкнутого положения для прессования по меньшей мере одной порции пластмассы в полости, ограниченной по меньшей мере частично первой и второй полуформами, и полностью сомкнутого положения, в котором объем указанной полости при отсутствии порции пластмассы меньше, чем в указанном не полностью сомкнутом положении;
трубчатый элемент, расположенный вокруг второй полуформы и выполненный с возможностью скольжения в осевом направлении относительно нее, при этом в не полностью сомкнутом положении первой и второй полуформ трубчатый элемент частично ограничивает указанную полость и контактирует с осевым упором, расположенным на первой полуформе;
отличающаяся тем, что в полностью сомкнутом положении первой и второй полуформ трубчатый элемент одной стороной контактирует с осевым упором, а другой стороной контактирует с осевым торцевым стопором, расположенным на второй полуформе.
В полностью сомкнутом положении первой и второй полуформ указанная полость ограничена первой поверхностью первой полуформы и второй поверхностью второй полуформы, при этом указанные первая и вторая поверхности расположены поперечно оси (Х) первой и второй полуформ, обращены навстречу друг другу и расположены на отличном от нуля минимальном расстоянии (Т1), составляющим менее 0,4 мм, или менее 0,3 мм, или менее 0,2 мм, или менее 0,1 мм.
По меньшей первая и/или вторая поверхность имеет одну или несколько областей, расположенных на указанном минимальном расстоянии (Т1) для формирования участков стенки, толщина которых меньше, чем толщина участков стенки на областях, примыкающих к вышеуказанным областям.
Первая полуформа опирается на подвижный элемент привода, который в полностью сомкнутом положении первой и второй полуформ расположен на расстоянии от любого осевого торцевого стопора привода, предотвращая упор в него при смыкании пресс-формы.
В полностью сомкнутом положении первой и второй полуформ трубчатый элемент частично ограничивает указанную полость.
Пресс-форма содержит средства компенсации, по меньшей мере частично ограничивающие указанную полость в полностью сомкнутом положении первой и второй полуформ, при этом средства компенсации выполнены с возможностью осевого перемещения в не полностью сомкнутом положении для изменения объема указанной полости.
Средства компенсации расположены между трубчатым элементом и второй полуформой.
Средства компенсации содержат трубчатый корпус, подвижно соединенный со второй полуформой и/или с трубчатым элементом.
Средства компенсации содержат упругие средства, предназначенные для толкания трубчатого корпуса к упору, расположенному на трубчатом элементе.
Другим объектом изобретения является установка для прямого прессования порций пластмассы, содержащая по меньшей мере один экструдер, средства отделения порций пластмассы от экструдера и по меньшей мере одну поворотную карусель, на которой установлена по меньшей мере одна вышеуказанная пресс-форма, приспособленная для приема порций пластмассы, отделяемых от указанного экструдера.
Другим объектом изобретения является закрывающий элемент для емкостей, содержащий по меньшей мере один цельный корпус, полученный прямым прессованием пластмассы, в частности, посредством вышеуказанной пресс-формы или вышеуказанной установки, при этом корпус имеет по меньшей мере одну стенку, например, донную, имеющую по меньшей мере один ослабленный по меньшей мере частично разрушаемый участок, толщина которого может составлять не более 0,4 мм, или не более 0,3 мм, или не более 0,2 мм, или не более 0,1 мм; или толщина ослабленного участка может составлять от 0,005 до 0,3 мм, или от 0,01 до 0,2 мм, или от 0,02 до 0,1 мм; или толщина указанного ослабленного участка может составлять 0,020±0,015 мм; причем указанная стенка может содержать по меньшей мере один опорный участок толщина которого больше толщины ослабленного участка, в частности, более чем в два, в три, в четыре или в пять раз; а указанная пластмасса содержит по меньшей мере один из следующих материалов: полиолефин, полиэфир, полиамид, полисахарид, в том числе полиэтилен высокой плотности (ПЭВП), полипропилен (ПП), полиэтилен низкой плотности (ПЭНП), полиэтилентерефталат (ПЭТ), полилактид (ПЛА), полибутилентерефталат (ПБТ), полиэтилен-фураноат (ПЭФ), нейлон, целлюлоза и комбинации или сочетания из вышеперечисленных материалов; корпус имеет одну боковую стенку, проходящую от края донной стенки, и верхнее отверстие, ограниченное краем указанной боковой стенки; при этом ослабленный участок, в частности, содержит мембрану, например, сплошную, разрушаемую посредством вытягивании, и/или кручении, и/или сжатия, например, посредством разрыва, перфорации или вдавливания.
Изобретение поясняется чертежами.
Краткое описание чертежей
На фиг. 1 показана известная пресс-форма в сомкнутом положении с порцией пластмассы, вид в вертикальном разрезе;
на фиг. 2 - то же, но без порции пластмассы;
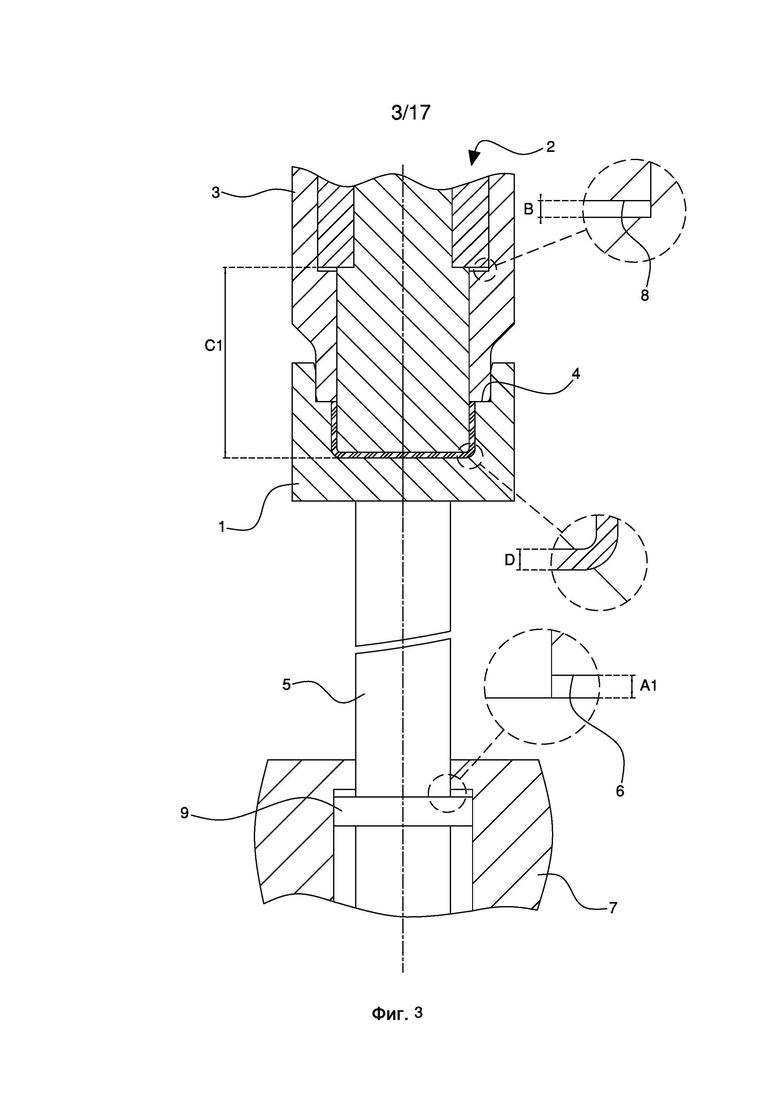
на фиг. 3 - пресс-форма согласно первому варианту ее выполнения в сомкнутом положении с порцией пластмассы, вид в вертикальном разрезе;
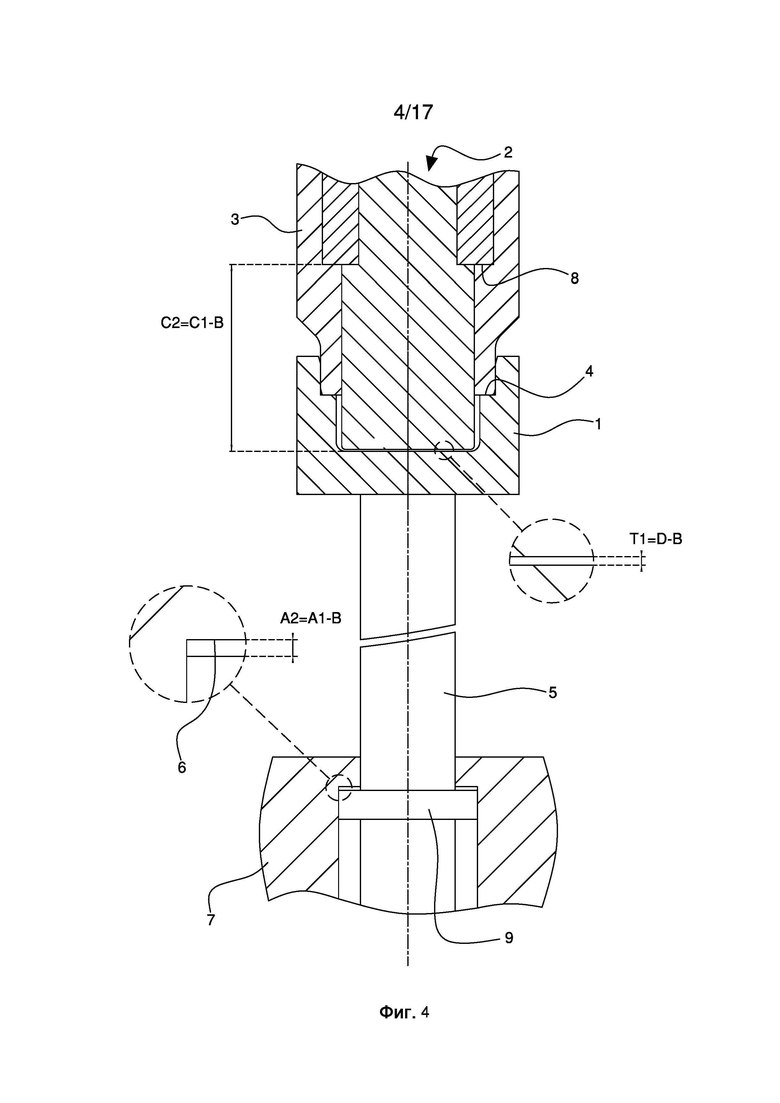
на фиг. 4 - то же, но без порции пластмассы;
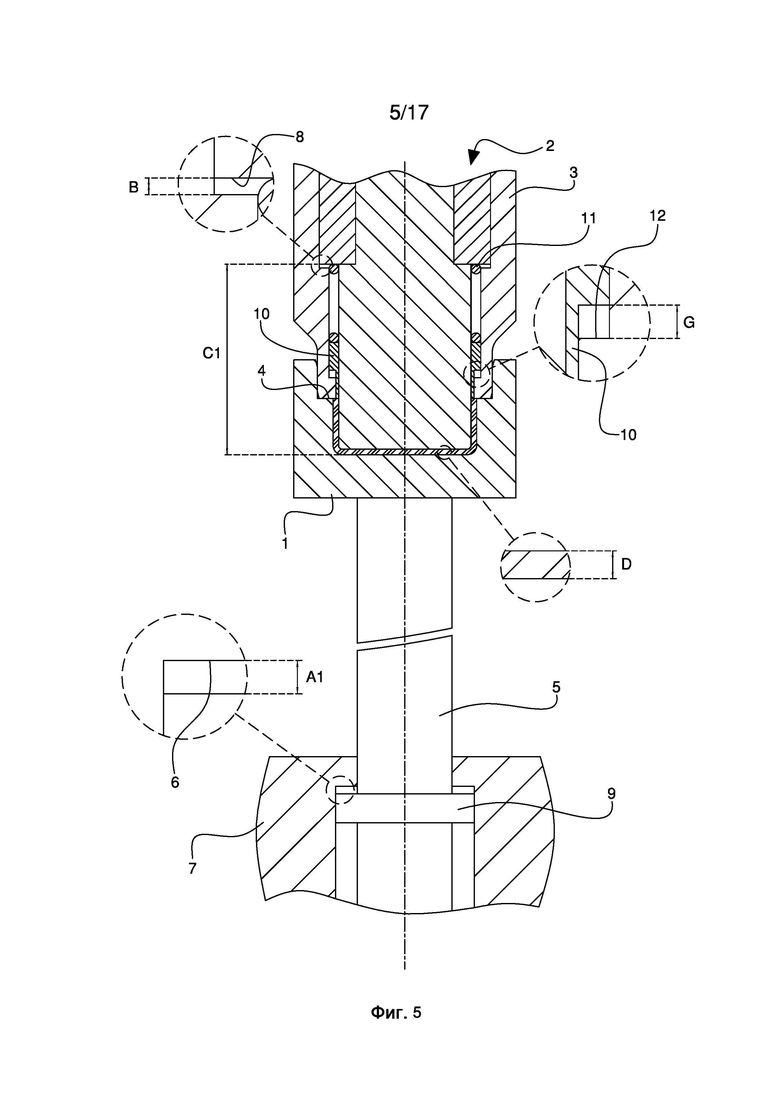
на фиг. 5 - пресс-форма по второму варианту ее выполнения в сомкнутом положении с порцией пластмассы, вид в вертикальном разрезе;
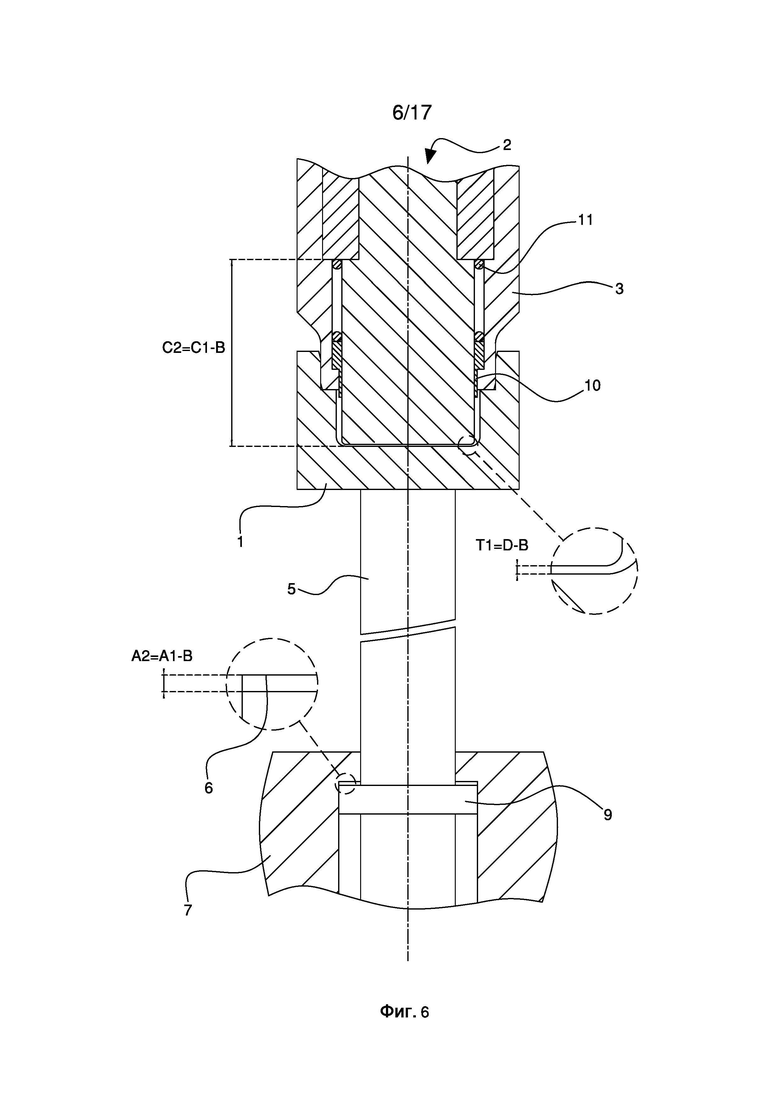
на фиг. 6 - то же, но без порции пластмассы;
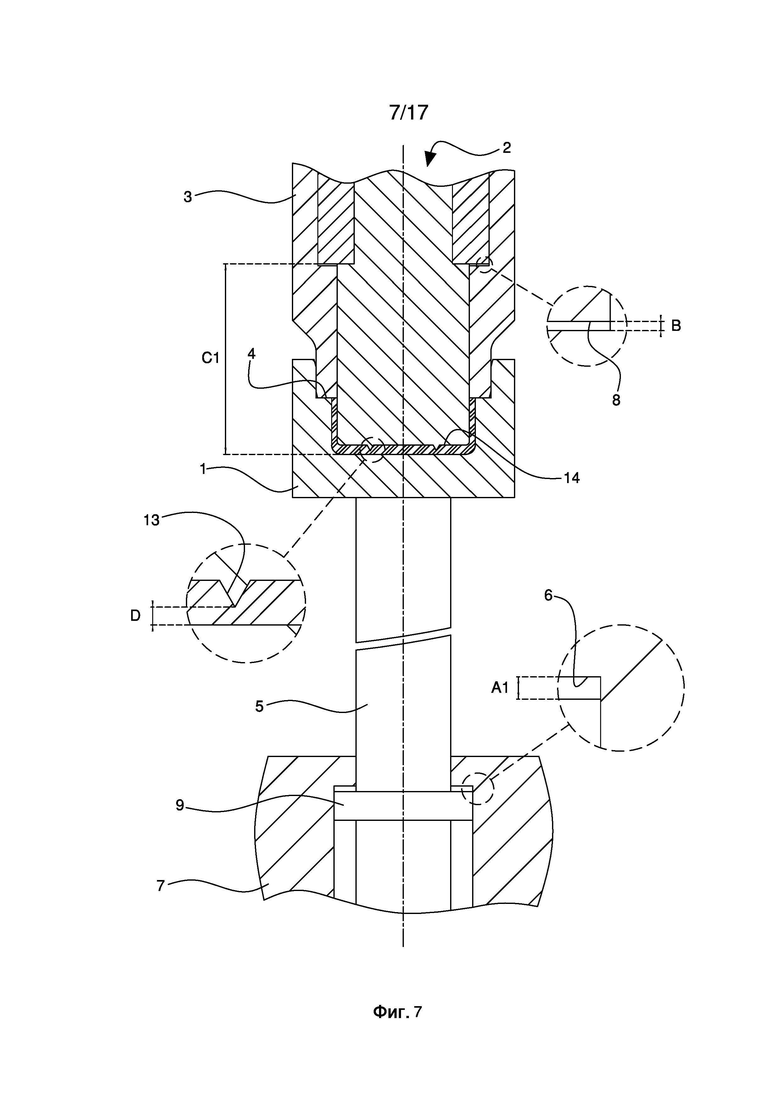
на фиг. 7 - пресс-форма согласно третьему варианту ее выполнения в сомкнутом положении с порцией пластмассы, вид в вертикальном разрезе;
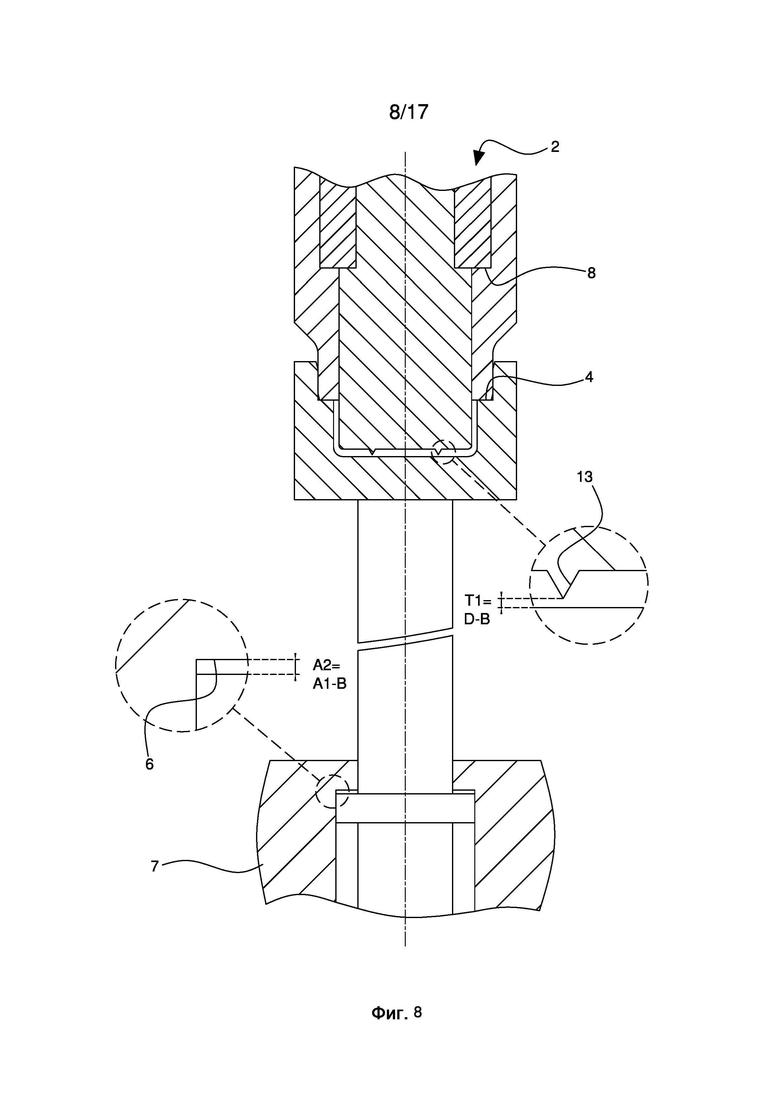
на фиг. 8 - то же, но без порции пластмассы;
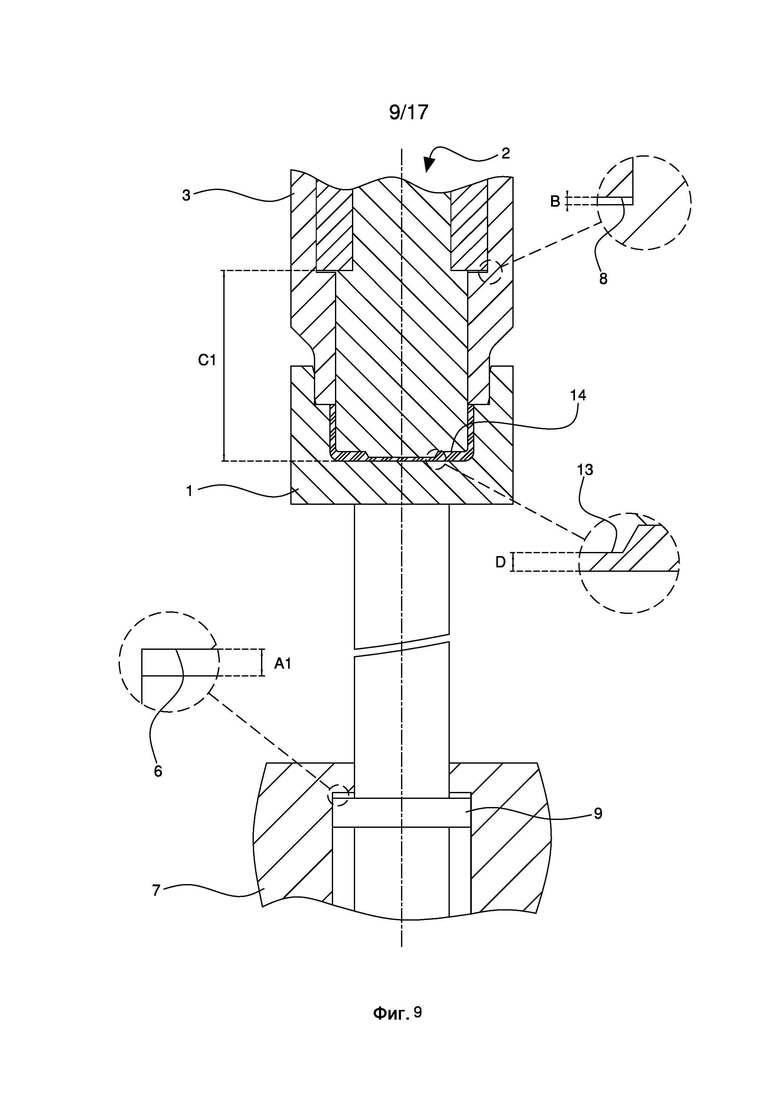
на фиг. 9 - пресс-форма согласно четвертому варианту ее выполнения в сомкнутом положении с порцией пластмассы, вид в вертикальном разрезе;
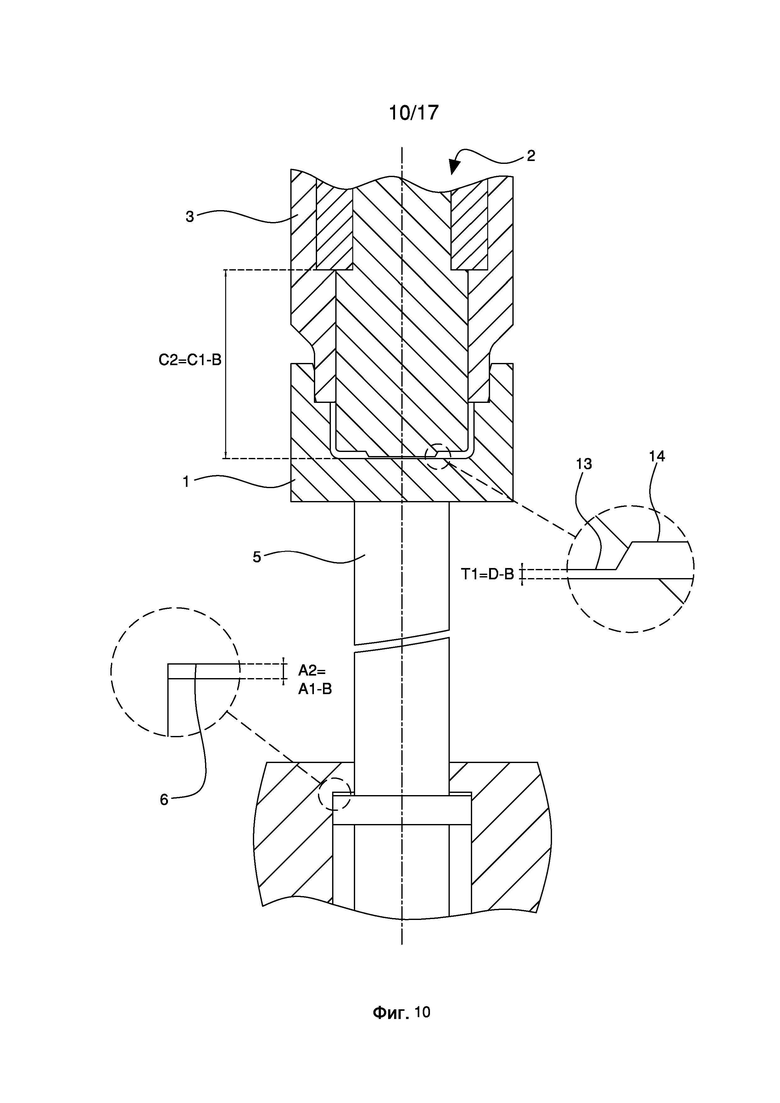
на фиг. 10 - то же, но без порции пластмассы;
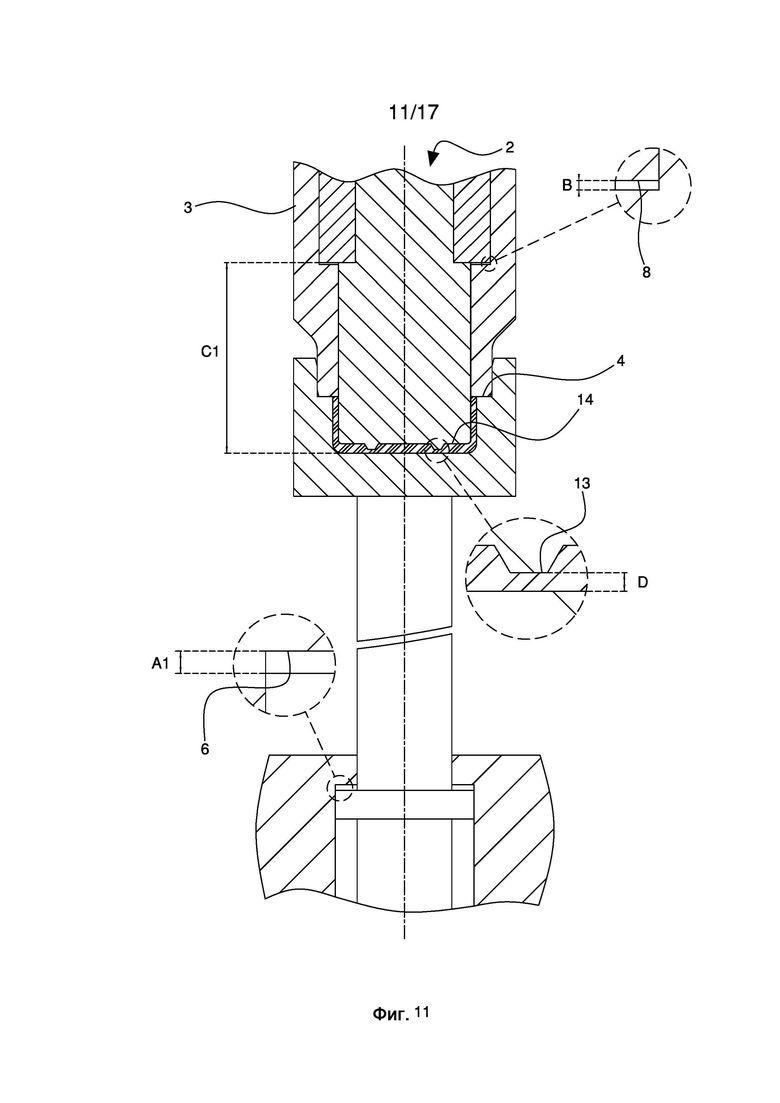
на фиг. 11 - пресс-форма согласно пятому варианту ее выполнения в сомкнутом положении с порцией пластмассы, вид в вертикальном разрезе;
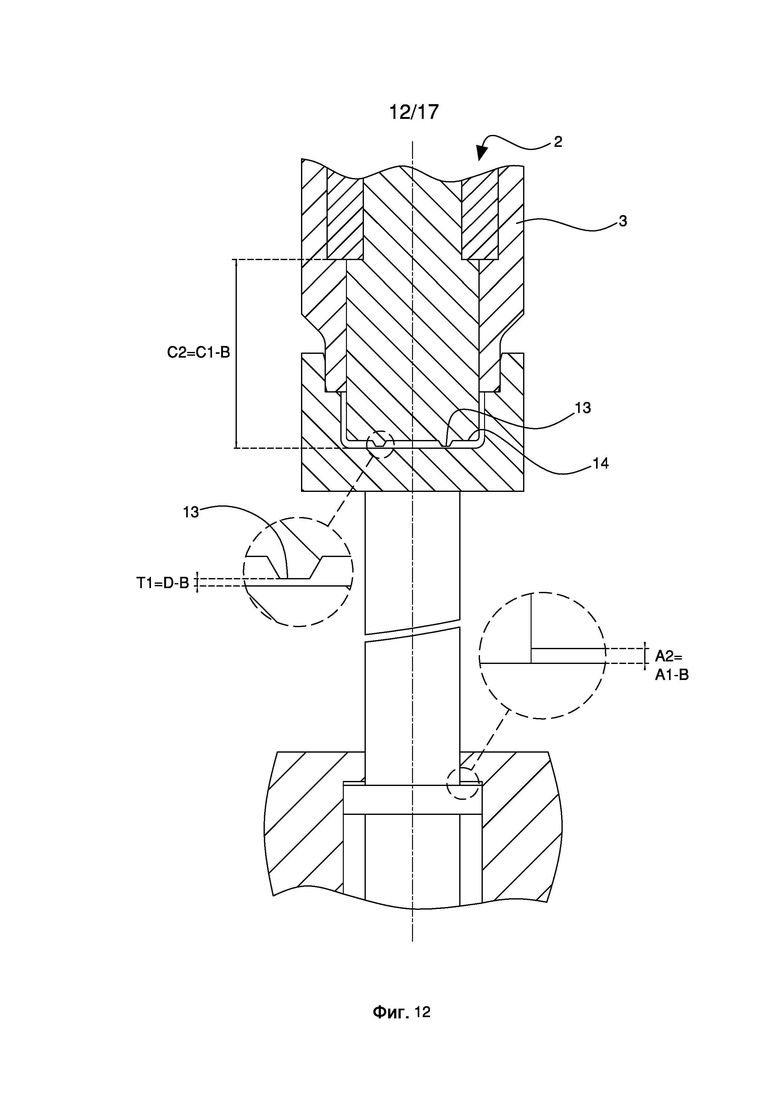
на фиг. 12 - то же, но без порции пластмассы;
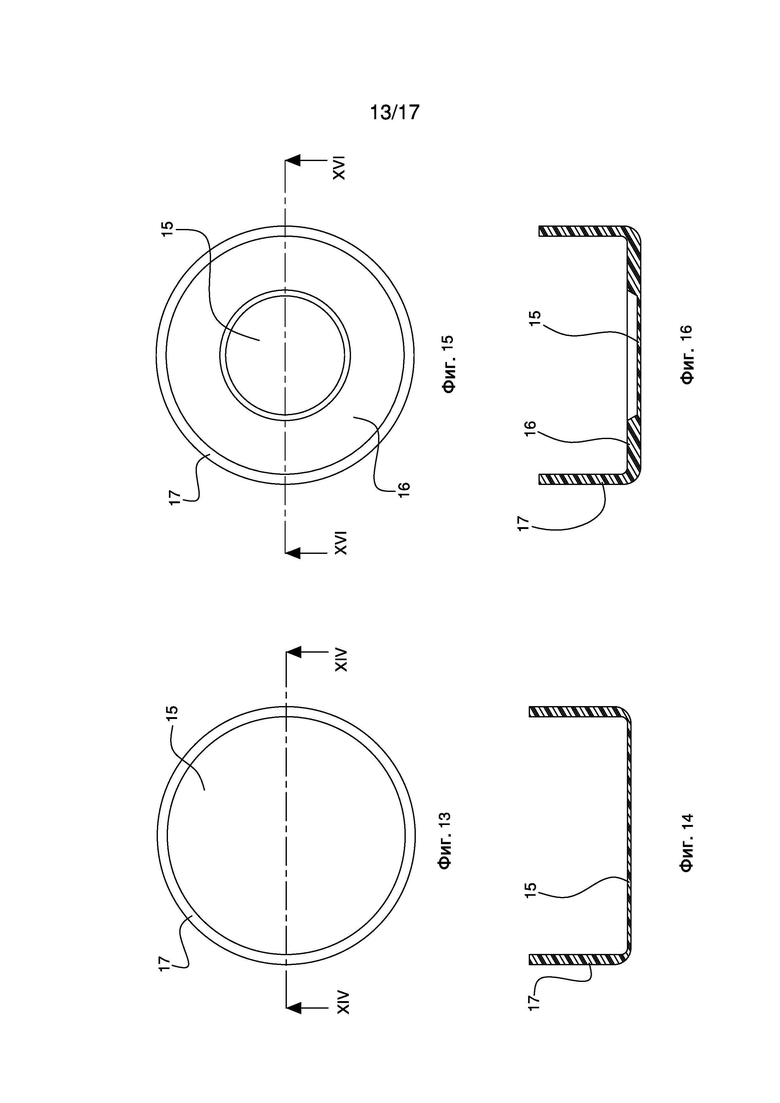
на фиг. 13 - корпус, полученный посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 14 - разрез по линии XIV-XIV на фиг. 13;
на фиг. 15 - другой корпуса, полученный посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 16 - разрез по линии XVI-XVI на фиг. 15;
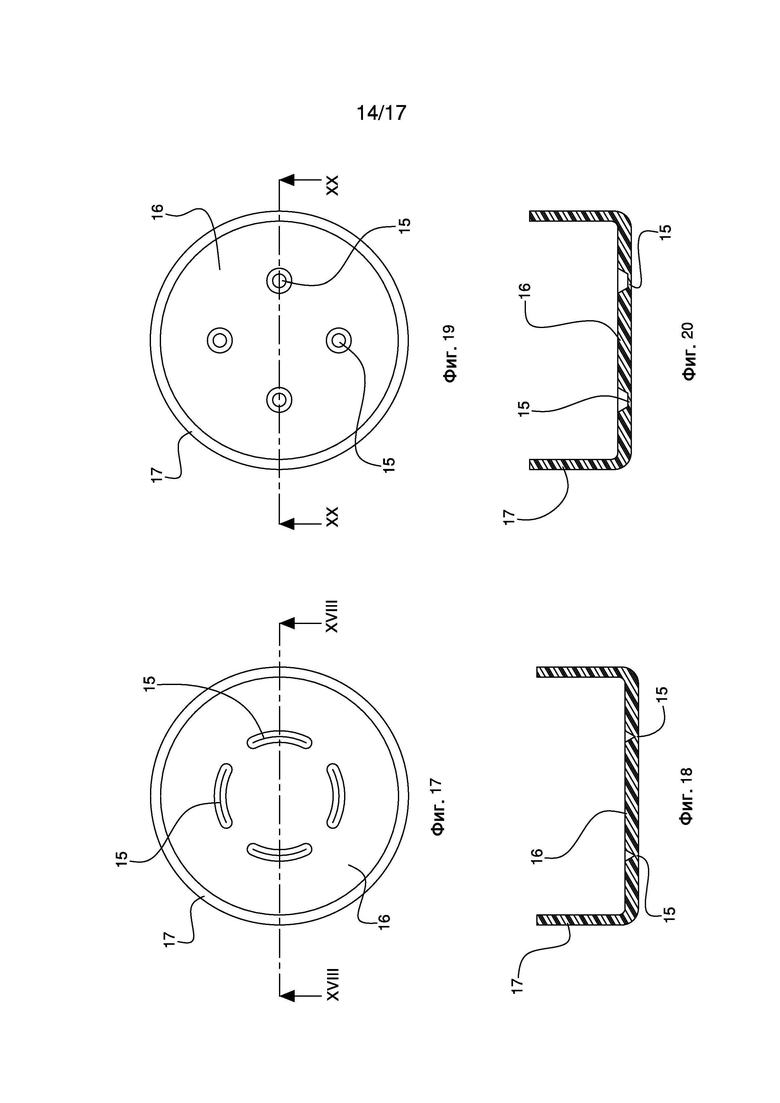
на фиг. 17 - другой корпус, полученный посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 18 - разрез по линии XVIII-XVIII на фиг. 17;
на фиг. 19 - другой корпус, полученный посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 20 - разрез по линии XX-XX на фиг. 19;
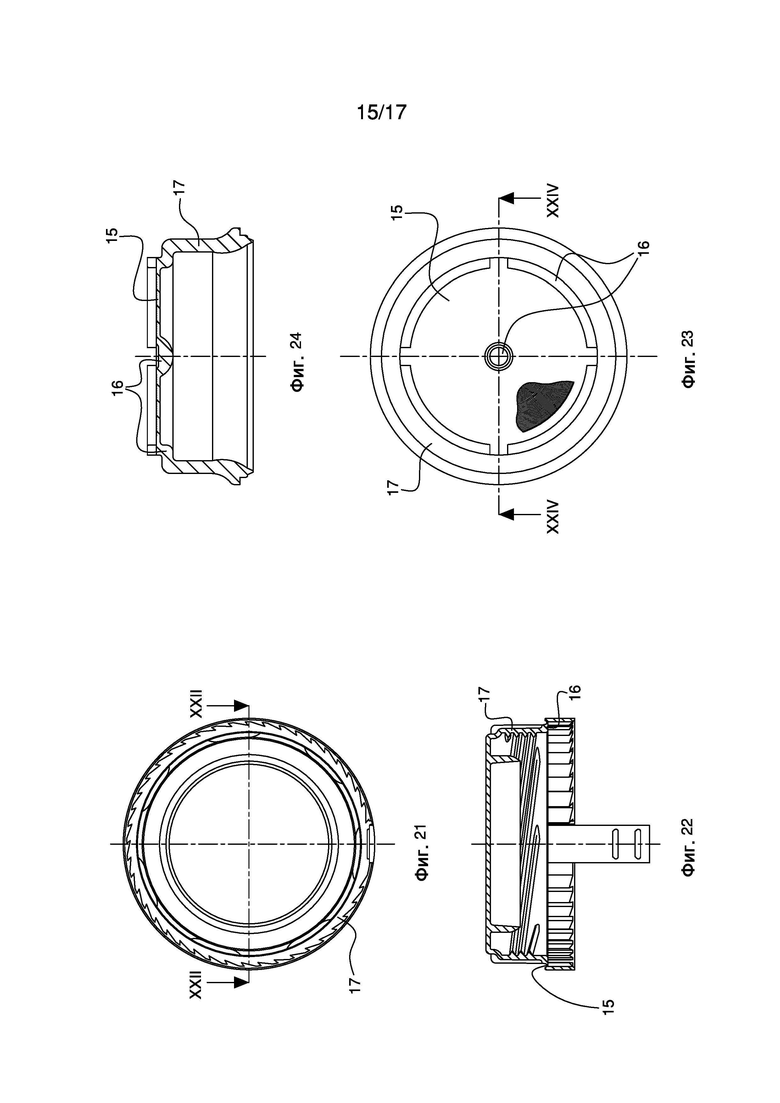
на фиг. 21 - крышка для закрывания емкости, полученная посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 22 - разрез по линии XXII-XXII на фиг. 21;
на фиг. 23 - элемент капельной подачи, полученный посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 24 - разрез по линии XXIV-XXIV на фиг. 23;
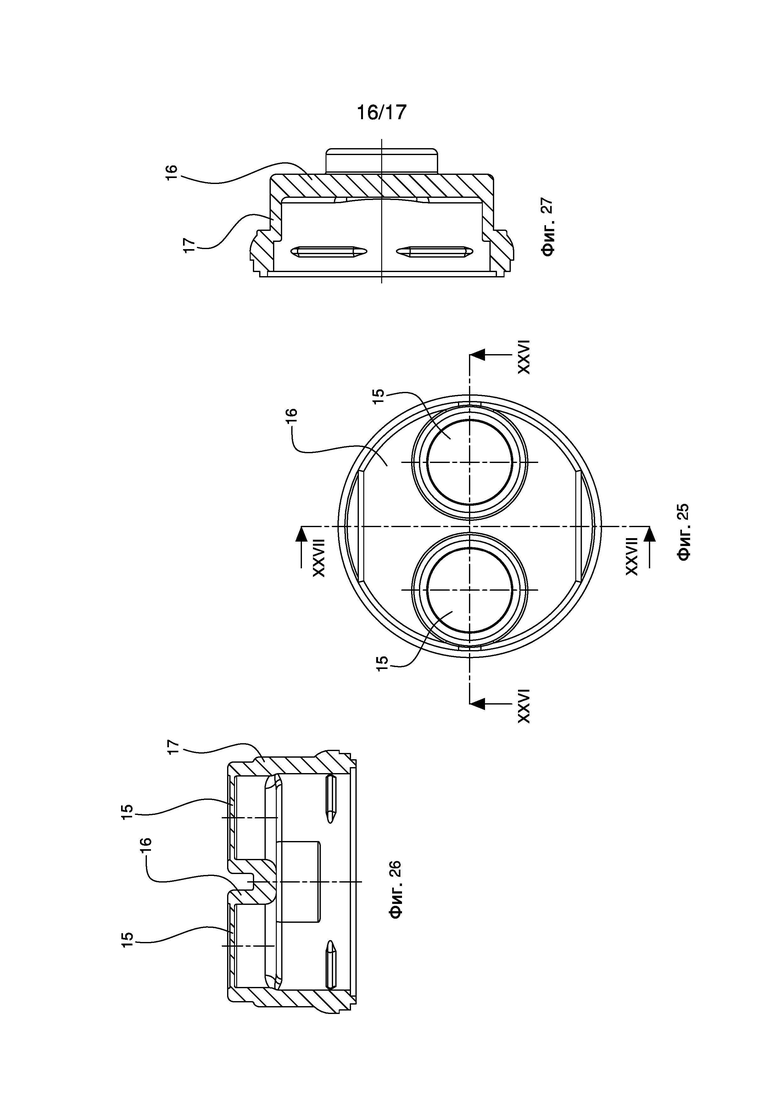
на фиг. 25 - другой элемент капельной подачи, полученный посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 26 - разрез по линии XXVI-XXVI на фиг. 25;
на фиг. 27 - разрез по линии XXVII-XXVII на фиг. 25;
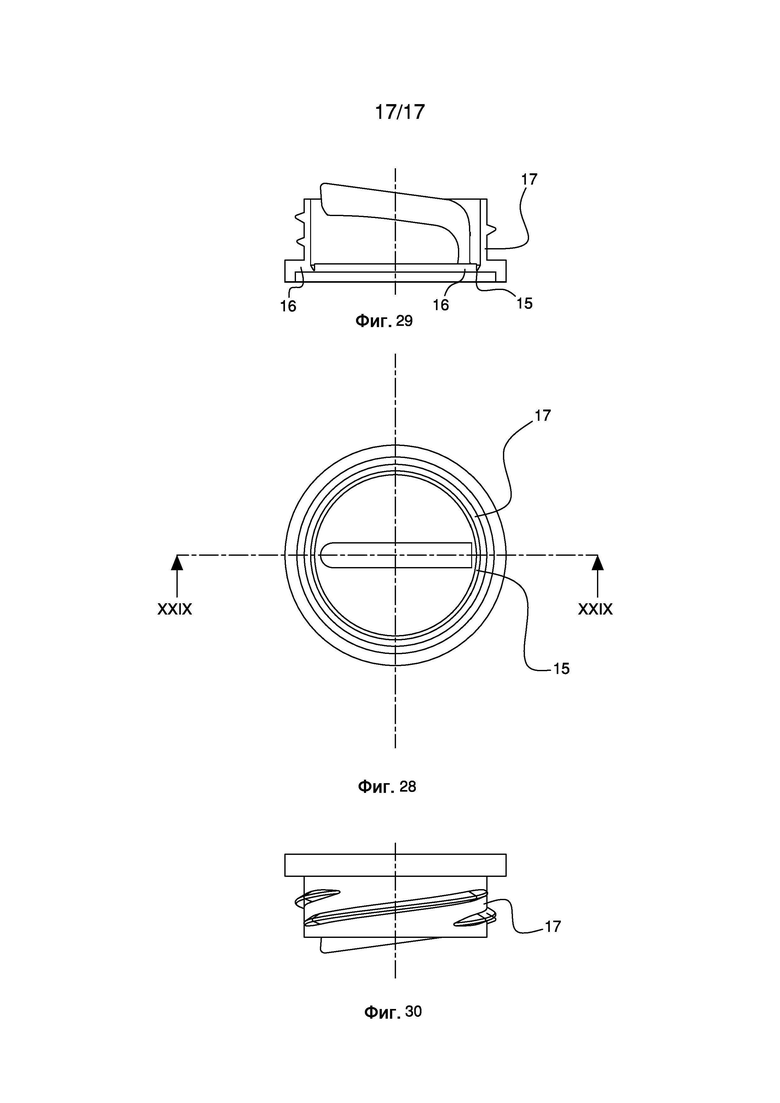
на фиг. 28 - элемент для закрывания емкости, полученный посредством использования пресс-формы согласно изобретению, вид сверху;
на фиг. 29 - разрез по линии XXIX-XXIX на фиг. 28;
на фиг. 30 - элемент по фиг. 28, вид сбоку.
Осуществление изобретения
В дальнейшем описании сходные элементы, общие для разных вариантов выполнения пресс-форм по фиг. 1-12 и разных вариантов корпусов крышек по фиг. 13-30, обозначены одинаковыми позициями.
На фиг. 3 и 4 показан пример выполнения пресс-формы для прямого прессования порций пластмассы согласно изобретению. Пресс-форма содержит первую (нижнюю) полуформу 1 и вторую (верхнюю) полуформу 2, выполненные с возможностью перемещения в осевом направлении (вдоль вертикальной оси Х) навстречу друг другу, принимая разомкнутое положение (не показано), в котором между указанными полуформами можно поместить по меньшей мере одну порцию пластмассы (поступающей из экструдера), и не полностью сомкнутое положение (фиг. 3) или сомкнутое положение с порцией материала, в котором эта порция (в пастообразном состоянии) может быть спрессована в полости, по меньшей мере частично ограниченной указанными полуформами.
Первая полуформа 1 имеет первую поверхность (расположенную перпендикулярно оси и обращенную вверх), ограничивающую дно оформляющей полости с одной стороны (снизу). Вторая полуформа 2 имеет вторую поверхность (расположенную перпендикулярно оси и обращенную вниз), ограничивающую дно оформляющей полости с другой противоположной стороны (сверху). Первая и вторая (плоские) поверхности обращены в осевом направлении навстречу друг другу (параллельны).
Первая полуформа 1 может быть, например, матрицей, а вторая - пуансоном.
В конкретном примере движение на осевое размыкание и смыкание пресс-формы придается первой (нижней) полуформе 1 посредством элемента 5 привода, например, подвижного элемента линейного привода (вдоль вертикальной оси). Линейный привод может располагаться на формовочном устройстве (например, на корпусе пресса 7), с которым функционально связана пресс-форма.
Пресс-форма содержит трубчатый элемент 3, подвижный в осевом направлении. Подвижный трубчатый элемент 3 может быть расположен, как в этом примере, вокруг второй полуформы 2. В частности, подвижный трубчатый элемент 3 может скользить в осевом направлении относительно первой полуформы 1 и/или относительно второй полуформы 2. В частности, подвижный трубчатый элемент 3 может быть соединен с возможностью скольжения с наружной поверхностью второй полуформы 2. В частности, подвижный трубчатый элемент 3 может опираться на вторую полуформу 2.
При сомкнутой пресс-форме, в частности, когда первая и вторая полуформы 1 и 2 находятся в не полностью сомкнутом положении (фиг. 3, сомкнутая пресс-форма с порцией материала), трубчатый элемент 3 частично ограничивает формующую полость. Когда первая и вторая полуформы 1 и 2 находятся в не полностью сомкнутом положении (сомкнутая пресс-форма с порцией материала), трубчатый элемент 3 соприкасается с осевым упором 4, расположенным на первой полуформе 1. В частности, на этапе смыкания пресс-формы (взаимного сближения полуформ 1 и 2, например, подвижная первая полуформа 1 поднимается в направлении неподвижной второй полуформы 2, на которую опирается трубчатый элемент 3), осевой упор 4 (обращенный вверх) первой полуформы 1 вступает в контакт с первым (нижним, обращенным вниз) концом трубчатого элемента 3.
Пресс-форма может находиться в полностью сомкнутом положении (фиг. 4, сомкнутая пресс-форма без порции материала) или сомкнутом положении с порцией материала, в котором объем полости, ограниченный полуформами 1 и 2, меньше, чем в вышеуказанном не полностью сомкнутом положении.
В полностью сомкнутом положении (без порции материала) трубчатый элемент 3 одной стороной (первым концом, в частности нижним концом) контактирует с вышеуказанным осевым упором 4, а противоположной стороной (вторым концом, в частности верхним концом, обращенным вверх) контактирует с осевым торцевым стопором 8 (обращенным вниз), расположенным на второй полуформе 2.
Полностью сомкнутое положение (без порции материала) ограничивается, в частности, положениями упора 4 и торцевого стопора 8. Когда первая и вторая полуформы 1 и 2 находятся в полностью сомкнутом положении (фиг. 4), полость ограничена двумя вышеуказанными первой и второй (плоскими) поверхностями, одна - первой полуформы 1, а другая - второй полуформы 2, обращенными в осевом направлении навстречу друг другу и расположенными друг от друга на минимальном расстоянии Т1.
Это минимальное расстояние Т1 может составлять, например, менее 0,4 мм или менее 0,3 мм или менее 0,2 мм, в частности, может составлять от 0,005 до 0,3 мм, или от 0,01 до 0,2 мм, или от 0,02 до 0,1 мм.
В не полностью сомкнутом положении (фиг. 3) трубчатый элемент 3 (второй конец трубчатого элемента), например, как в этом случае, находится на осевом расстоянии В от вышеуказанного осевого торцевого стопора 8. В не полностью сомкнутом положении две, первая и вторая, мокрые поверхности, обращенные в навстречу друг другу, находятся на минимальном осевом расстоянии D. Указанное расстояние D по существу соответствует толщине донной стенки объекта в оформляющей полости. В не полностью сомкнутом положении дно полости, являющееся первой (горизонтальной) поверхностью первой полуформы 1, находится на осевом расстоянии С1 от осевого торцевого стопора 8, расположенного на второй полуформе 2. В не полностью сомкнутом положении подвижный в осевом направлении элемент 5 привода, на котором установлена первая полуформа 1, находится на расстоянии А1 от места упора торцевого стопора 6 (расположенного на корпусе 7 пресса).
В полностью сомкнутом положении (фиг. 4) трубчатый элемент 3, как уже отмечалось, контактирует (вторым, верхним концом) с торцевым стопором 8 в осевом направлении. В полностью сомкнутом положении первая и вторая поверхности, обращенные навстречу друг другу, как уже отмечалось, находятся на минимальном осевом расстоянии Т1 = D-B. Указанное расстояние Т1 по существу соответствует толщине полости в экстремальной ситуации с минимальным объемом пустой полости, а именно, без пластмассы. В полностью сомкнутом положении дно полости, являющееся первой поверхностью первой полуформы 1, ограничивающей полость пресс-формы у дна, находится на осевом расстоянии С2 = С1 - В от осевого торцевого стопора 8, расположенного на второй полуформе 2. В полностью сомкнутом положении подвижный в осевом направлении элемент 5 привода, на котором установлена первая полуформа 1, находится на расстоянии А2 = А1 - В от вышеуказанного места упора торцевого стопора 6 (расположенного на прессе).
При формовании изделий с очень тонкой донной стенкой (например, имеющих номинальную толщину около 0,02 мм) необходимо обеспечить высокую точность расстояния Т1, т.е. расстояния между двумя поверхностями двух полуформ 1 и 2, обращенных в осевом направлении навстречу друг другу, т.е. двух мокрых поверхностей (перпендикулярных оси Х пресс-формы), ограничивающих толщину донной стенки изделия на этапе формования.
Точность расстояния Т1 зависит только от допусков размеров всех элементов, находящихся в пресс-форме, а не от элементов корпуса 7 пресса или иных элементов, находящихся снаружи пресс-формы. В частности, точность расстояния Т1 зависит от точности, используемой при изготовлении первой полуформы 1 (в частности, осевого расстояния между первой поверхностью и осевым упором 4, контактирующим с нижним, первым концом трубчатого элемента 3), второй полуформы 2 (в частности, осевого расстояния между второй поверхностью и осевым торцевым стопором 8, контактирующим с верхним, вторым концом трубчатого элемента 3) и подвижного трубчатого элемента 3 (в частности, осевого расстояния между первым, нижним концом и вторым, верхним концом). Таким образом, точность расстояния Т1 зависит от цепочки допусков внутри каждой отдельно взятой пресс-формы. В частности, любая (тепловая и/или упругая) деформация корпуса 7 пресса или других элементов, находящихся снаружи пресс-формы, не влияет на точность размера Т1.
Как уже отмечалось, одна из двух полуформ, например, первая полуформа 1, может находиться на подвижном элементе 5 линейного привода (вдоль вертикальной оси). Этот подвижный элемент 5 имеет выступающий участок 9, который расположен на расстоянии (А2) от вышеуказанного места осевого упора торцевого стопора 6, когда первая полуформа 1 и вторая полуформа 2 находятся в полностью сомкнутом положении (без порции материала).
Трубчатый элемент 3 частично ограничивает полость пресс-формы, когда первая 1 и вторая 2 полуформы находятся в полностью сомкнутом положении. Трубчатый элемент 3 частично ограничивает полость пресс-формы, когда первая 1 и вторая 2 полуформы находятся в не полностью сомкнутом положении.
Не полностью сомкнутое положение пресс-формы может быть получено, когда внутри полости пресс-формы находится по меньшей мере одна порция материала. Полностью сомкнутое положение пресс-формы может использоваться, в частности, когда пластмасса внутри полости пресс-формы отсутствует.
Как показано на фиг. 5 и 6 пресс-форма может иметь средства компенсации, частично ограничивающие полость, когда первая 1 и вторая 2 полуформы находятся в полностью сомкнутом положении (без порции материала, фиг. 6) и в не полностью сомкнутом положении (с порцией материала, фиг. 5).
В частности, средства компенсации содержат по меньшей мере один элемент, подвижный в осевом направлении для изменения объема полости. В одном из конкретных случаев средства компенсации содержат трубчатый корпус 10, подвижно соединенный с трубчатым элементом 3 и/или со второй полуформой 2. В частности, средства компенсации могут находиться между трубчатым элементом 3 и второй полуформой 2. Средства компенсации могут содержать упругие средства 11, приспособленные для выталкивания трубчатого корпуса 10 в направлении упора 12, расположенного на трубчатом элементе 3. Упругие средства 11 могут находиться между второй полуформой 2 и подвижным в осевом направлении трубчатым элементом 3. В не полностью сомкнутом положении (пресс-форма с порцией материала) воздействие сжатого внутри полости материала на упругие средства 11 приводит к смещению трубчатого корпуса 10 на осевое расстояние G от упора 12 (фиг. 5).
Средства компенсации позволяют получить конкретный размер донной стенки формуемого изделия, даже когда в пресс-форму загружается недостаточное количество порции пластмассы.
В частности, средства компенсации позволяют компенсировать усадку пластмассы, обеспечивая передачу сжимающих усилий даже после того как донная стенка изделия в оформляющей полости (которая может быстро отвердевать, поскольку она является относительно тонкой) уже отвердела.
Средства компенсации могут ограничивать (кольцевую) область оформляющей полости (удаленную от дна полости, в частности область полости, где образуется кольцевая область бокового трубчатого участка формуемого изделия, например, крышки), поэтому, за счет подвижности средств компенсации указанная область имеет изменяемую геометрию.
На этапе формования пастообразная пластмасса, находящаяся в указанной полости, за счет сжимающего усилия между двумя полуформами 1 и 2 создает выталкивающее воздействие на средства компенсации (противоположно действию упругих средств 11). Действие средств компенсации предотвращает образование дефектов в формуемом изделии, в частности, в области вышеуказанной полости, где они используются.
Как показано на фиг. 7-12, на по меньшей мере одной из двух обращенных навстречу одна другой первой и второй поверхностях могут располагаться одна или несколько областей 13, форма и расположение которых позволяют уменьшать толщину участков стенки относительно других областей 14, примыкающих к этим областям 13, форма и расположение которых позволяют формировать участки стенки увеличенной толщины. Указанные участки стенки уменьшенной толщины могут располагаться на вышеуказанном минимальном расстоянии Т1. Эти участки уменьшенной толщины, примыкающие к более толстым (донным) участкам стенки изделия, могут использоваться для формирования одной или нескольких ослабленных легко разрушаемых областей или участков (например, разрушаемых при вытягивании и/или кручении и/или сжатии, в частности разрушаемых при отрыве, прокалывании, выталкивании и т.п.) стенки (донной) готового изделия. В частности, указанные ослабленные участки (разрушаемые, прокалываемые, разрываемые, удаляемые и т.п.) могут использоваться для создания открываемых областей.
В частности, область 13 может быть дискообразной, как показано на фиг. 9 и 10. Область 13 может использоваться для формирования нижнего центрального участка донной стенки изделия. Указанный центральный (дискообразный) участок может легко прокалываться, поскольку его толщина значительно уменьшена.
В частности, область 13 может иметь форму (сплошной или прерывистой) линии, формирующей линейные тонкостенные участки, либо область 13 может формировать одно или несколько пятен, расположенных на расстоянии друг от друга. Указанная область 13 может располагаться, например, вдоль окружности (например, с центром на оси Х). Область 13 может иметь треугольную форму сечения (как показано на фиг. 7 и 8), либо трапециевидную форму (как показано на фиг. 11 и 12).
Вышеуказанные средства компенсации также могут использоваться в вариантах выполнения, подобных показанным на фиг. 7-12.
Установка для прямого прессования порций пластмассы (не показана) содержит по меньшей мере одну револьверную карусель, удерживающую по меньшей мере одну пресс-форму, выполненную с возможностью подачи в нее порций пластмассы, отделяемых от экструдера, в частности, несколько пресс-форм, расположенных наклонно и разнесенных друг от друга, причем каждая из пресс-форм является пресс-формой согласно изобретению. Указанная формовочная установка может содержать по меньшей мере один экструдер (известного типа) и средства (известного типа) для отделения порций пластмассы от экструдера. Средства отделения могут содержать по меньшей мере одну револьверную карусель, на которой установлен по меньшей мере один отделяющий элемент. Установка также может содержать средства (известного типа) отделения порций от экструдера и их подачи в пресс-форму.
При работе установки по меньшей мере одна порция расплавленной пластмассы отделяется от выпускного отверстия экструдера и подается внутрь разомкнутой пресс-формы. Затем пресс-форма смыкается, например, посредством подъема нижней полуформы 1, сближающейся с верхней полуформой 2 до достижения не полностью сомкнутого положения (фиг. 3, 5, 7, 9 или 11). В указанном положении толщина донной стенки изделия (крышки) равна D. Указанная толщина, в целом, больше расстояния Т1 полости при пустой сомкнутой пресс-форме, без порции материала, поэтому второй конец трубчатого элемента 3 не должен упираться в торцевой стопор 8, расположенный на второй полуформе 2. В целом, можно формовать изделия с толщиной донной стенки свыше Т1 без возникновения жесткого контакта между первой поверхностью первой полуформы 1 и второй поверхностью второй полуформы 2 и без учета допусков размеров, также влияющих на конструктивные погрешности и упругую и/или тепловую деформацию элементов пресс-формы. Любая упругая и/или тепловая деформация элементов формовочной установки снаружи пресс-формы не влияет на размерную точность пресс-формы в окончательно сомкнутом положении.
На фиг. 13-20 показаны формованные предметы или элементы, которые могут быть получены посредством использования пресс-форм по фиг. 3-12. На показанных примерах боковая трубчатая стенка формуемого изделия является вертикальной. Возможны другие варианты, в которых формуемое изделие имеет (наружную) конусную боковую стенку или стенку иной формы.
На фиг. 21-30 показаны варианты выполнения других предметов или элементов, которые могут быть получены с использованием пресс-форм согласно изобретению.
Как уже отмечалось, формуемая продукция может, в частности, использоваться для получения пластиковых элементов разного типа, например, крышек для закрывания емкостей, имеющих ослабленную линию (например, для удаления средств контроля вскрытия, как в вариантах по фиг. 21 и 22), элементов емкостей, имеющих прокалываемый участок (например, устройств капельной подачи или т.п., как в вариантах по фиг. 23-27), укупоривающих устройств емкостей, имеющих съемный участок (например, укупоривающих устройств, соединенных с корпусом емкости, как в вариантах по фиг. 28-30), крышек другого типа, имеющих ослабленный участок (в частности, имеющих размыкаемый участок, который может быть разломан, проколот, разорван и т.п.), например, крышек, выполняющих функцию кожуха, оболочки, контейнера и т.п.
Каждый формуемый элемент может иметь жесткий корпус. В частности, каждый формуемый элемент может быть выполнен в виде цельной детали посредством прямого прессования пластмассы. В качестве пластмассы для формуемого изделия могут использоваться следующие материалы: полиолефины, полиэфиры, полиамиды, полисахариды, в том числе, например, полиэтилен высокой плотности, полипропилен, полиэтилен низкой плотности, полиэтилентерефталат (ПЭТ), полилактиды, полибутилен терефталат (ПБТ), полиэтилен-фураноат (ПЭФ), нейлон, целлюлоза и комбинации или сочетания из вышеперечисленных материалов.
Каждый корпус может иметь (донную) стенку, которая может содержать, в частности, по меньшей мере один ослабленный участок 15 (или разрушаемый, вскрываемый, прокалываемый и т.п.) уменьшенной толщины (создаваемый в областях 13 пресс-формы) и по меньшей мере один опорный участок 16 увеличенной толщины (создаваемый в областях 14 пресс-формы). В частности, ослабленный участок 15 может содержать мембрану, например, сплошную мембрану (без сквозных отверстий или иных сквозных прерываний стенок мембраны).
Ослабленный участок 15 может быть по меньшей мере частично разрушаемым за счет вытягивающего усилия, прикладываемого, например, пользователем, который вручную вытягивает язычок или иной захватный элемент для разрыва ослабленного участка 15, или за счет выталкивающего усилия, например, давления, создаваемого выталкивающим элементом (например, прокалываемый цельный корпус, такой как носик или шприц) или текучей средой под давлением, которая выталкивает, разрушая ослабленный участок 15. Различные показанные варианты выполнения отличаются друг от друга разной формой и расположением ослабленных участков 15, а именно областей корпуса, которые предназначены для разрушения.
Опорный участок 16, например, может иметь максимальную толщину, которая более чем в два, в три, в четыре или в пять раз превышает минимальную толщину ослабленного участка 15.
В частности, толщина ослабленного участка 15 может составлять менее 0,4 мм, или менее 0,3 мм, или менее 0,2 мм, например, от 0,005 до 0,3 мм, или от 0,01 до 0,2 мм, либо от 0,02 до 0,1 мм, либо равняться 0,020±0,015 мм.
Также как в указанных примерах корпус может иметь боковую стенку 17, проходящую от (окружного) края донной стенки. Также как в указанных примерах в корпусе может иметься одно верхнее отверстие (которое может быть закрыто или закупорено), разграниченное краем боковой стенки 17.
В примерах, показанных на фиг. 13-20, боковая стенка 17 каждого корпуса имеет цилиндрическую форму. Однако возможно, чтобы корпус крышки имел боковую стенку другой формы, например, сужающейся (усеченный конус), например, с имеющейся в ней верхним отверстием, диаметр которого больше диаметра донной стенки, или форму, закругленную наружу посредине, или форму, заглубленную внутрь посредине, или любой иной формы.
Формуемое изделие по фигурам 21 и 22 имеет цельный корпус, который образует крышку емкости, при этом ослабленный участок 15 содержит легко разрушаемую линию, образующую защитное кольцо, удаляемое при отрывании.
Формуемое изделие по фиг. 23 и 24 имеет цельный корпус, образующий закрывающий элемент для капельной подачи, в котором ослабленный участок 15 содержит дискообразную (кольцевую) стенку, образующую прорывную мембрану, например, капельной канюли или шприца.
Формуемое изделие по фиг. 25-27 имеет цельный корпус, образующий другой закрывающий элемент для капельной подачи, в котором ослабленный участок 15 содержит пару дискообразных стенок, образующих две прорывные мембраны, например, капельной канюли или шприца.
Формуемое изделие по фиг. 28-30 имеет цельный корпус, образующий соединяемый с емкостью закрывающий элемент, в котором ослабленный участок 15 содержит легко разрушаемую линию, определяющую закрывающую стенку, удаляемую посредством разрывания, позволяющую выливать содержимое из емкости.
Каждый из вышеуказанных формуемых корпусов может быть изготовлен посредством пресс-формы согласно изобретению, например, одной из вышеуказанных пресс-форм, имеющих оформляющую полость соответствующей формы.
Корпус полностью получают посредством прямого прессования пластмассы (в частности, без последующей механической обработки, приводящей к деформации или снятию материала, например, надрезов или разрезов для формирования ослабленных областей, приспособленных для разрушения). В результате ослабленные области, а именно ослабленные участки 15 (в виде сплошных мембран), получают непосредственно на этапе прямого прессования. За счет этого ослабленные области не имеют разрывов материала по линиям стыков (как, например, при механической обработке после формования), а, следовательно, механические свойства материала более равномерны и, кроме этого, менее подвержены тепловому воздействию и/или старению.
Кроме того, было замечено, что разрушаемые области, образуемые ослабленными участками 15, обладают свойствами, позволяющими избежать или снизить вероятность образования мелких острых осколков пластикового материала непосредственно при разрушении этих участков 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Наязвенник и способ его изготовления (варианты) | 2021 |
|
RU2774810C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ КОЛПАЧКА С КОЛЬЦОМ ДЛЯ ЗАЩИТЫ ОТ ВСКРЫТИЯ | 2017 |
|
RU2726538C2 |
| ПУАНСОН ДЛЯ КОМПРЕССИОННЫХ ПРЕСС-ФОРМ | 2017 |
|
RU2709352C1 |
| Колпачок для контейнера | 2022 |
|
RU2836629C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 1999 |
|
RU2233741C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРЫШЕК В ФОРМОВОЧНЫХ МАШИНАХ ПРЯМОГО ПРЕССОВАНИЯ | 2020 |
|
RU2801458C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЕТАЛЕЙ МЕТОДОМ ПРЕССОВАНИЯ | 2007 |
|
RU2431565C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ | 2007 |
|
RU2428310C2 |
| Формовочное устройство и способ | 2021 |
|
RU2817733C1 |
| ФОРМОВАНИЕ КОНТЕЙНЕРОВ | 2005 |
|
RU2359827C2 |
Группа изобретений относится к пресс-форме для прямого прессования порций пластмассы при изготовлении крышек, закрывающих емкости, к установке для прямого прессования порций пластмассы и закрывающему элементу для емкости. Донная стенка крышки или по меньшей мере одна из ее частей является очень тонкой. Пресс-форма состоит из двух полуформ, подвижных в осевом направлении относительно друг друга и выполненных с возможностью нахождения в полностью сомкнутом положении без порции материала, и трубчатого элемента, выполненного с возможностью скольжения вокруг второй полуформы, частично ограничивая полость. Трубчатый элемент в полностью сомкнутом положении первой и второй полуформ одной стороной контактирует с осевым упором первой пресс-формы, а другой стороной – с осевым торцевым стопором второй полуформы для предотвращения жесткого контакта между полуформами. Установка для прямого прессования порций пластмассы содержит по меньшей мере один экструдер, средства отделения порции пластмассы от экструдера и по крайней мере одну поворотную карусель. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить предотвращение жесткого контакта между мокрыми поверхностями двух полуформ, в том числе без пластмассы на этапе формования. 3 н. и 8 з.п. ф-лы, 30 ил.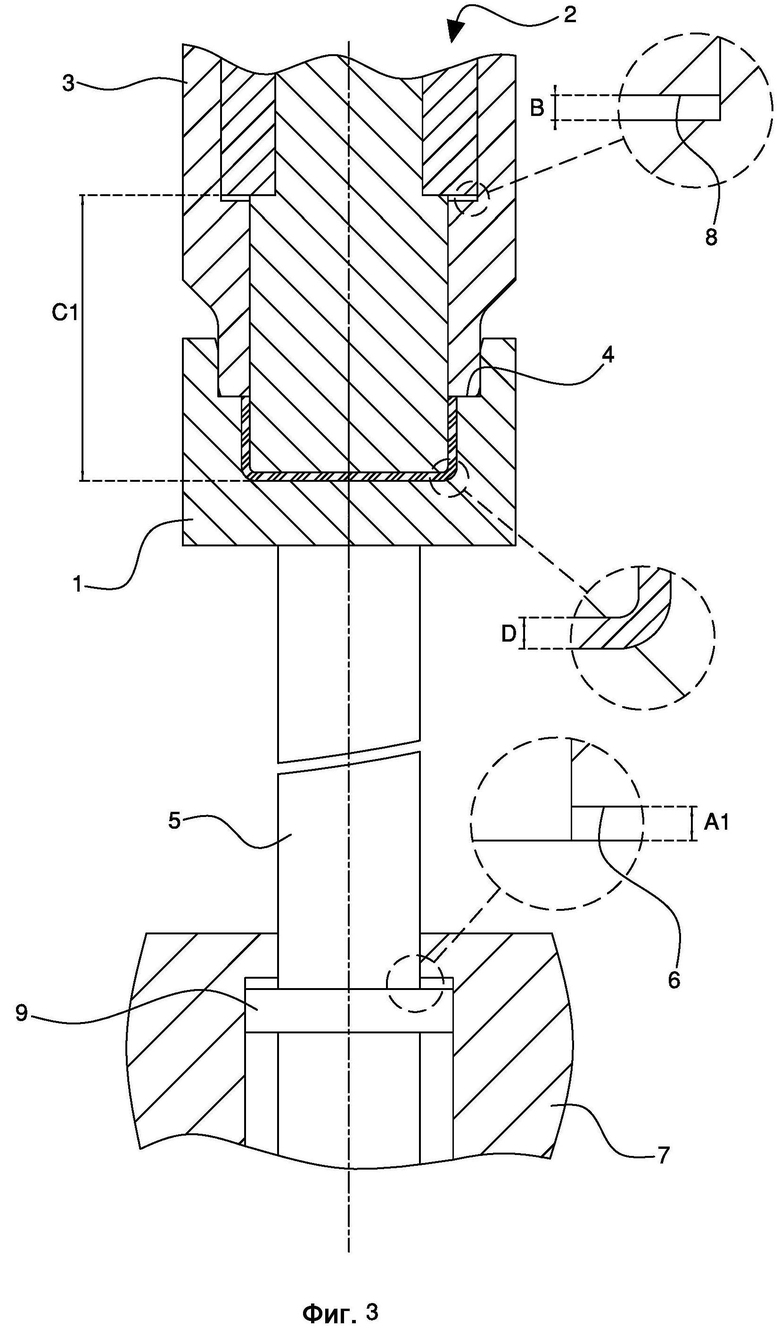
1. Пресс-форма для прямого прессования порций пластмассы, содержащая
первую (1) и вторую (2) полуформы, выполненные с возможностью относительного осевого перемещения для принятия разомкнутого положения для введения между этими полуформами по меньшей мере одной порции пластмассы, не полностью сомкнутого положения для прессования по меньшей мере одной порции пластмассы в полости, ограниченной по меньшей мере частично первой (1) и второй (2) полуформами, и полностью сомкнутого положения, в котором объем указанной полости при отсутствии порции пластмассы меньше, чем в указанном не полностью сомкнутом положении;
трубчатый элемент (3), расположенный вокруг второй полуформы (2) и выполненный с возможностью скольжения в осевом направлении относительно нее, при этом в не полностью сомкнутом положении первой (1) и второй (2) полуформ трубчатый элемент (3) частично ограничивает указанную полость и контактирует с осевым упором (4), расположенным на первой полуформе (1);
отличающаяся тем, что в полностью сомкнутом положении первой (1) и второй (2) полуформ трубчатый элемент (3) одной стороной контактирует с осевым упором (4), а другой стороной контактирует с осевым торцевым стопором (8), расположенным на второй полуформе (2).
2. Пресс-форма по п. 1, отличающаяся тем, что в полностью сомкнутом положении первой (1) и второй (2) полуформ указанная полость ограничена первой поверхностью первой полуформы (1) и второй поверхностью второй полуформы (2), при этом указанные первая и вторая поверхности расположены поперечно оси (Х) первой (1) и второй (2) полуформ, обращены навстречу друг другу и расположены на отличном от нуля минимальном расстоянии (Т1), составляющем менее 0,4 мм, или менее 0,3 мм, или менее 0,2 мм, или менее 0,1 мм.
3. Пресс-форма по п. 2, отличающаяся тем, что по меньшей первая и/или вторая поверхность имеет одну или несколько областей (13), расположенных на указанном минимальном расстоянии (Т1) для формирования участков стенки, толщина которых меньше, чем толщина участков стенки на областях (14), примыкающих к указанным областям (13).
4. Пресс-форма по любому из пп. 1-3, отличающаяся тем, что первая полуформа (1) опирается на подвижный элемент (5) привода, который в полностью сомкнутом положении первой (1) и второй (2) полуформ расположен на расстоянии от любого осевого торцевого стопора (6) привода, предотвращая упор в него при смыкании пресс-формы.
5. Пресс-форма по любому из пп. 1-4, отличающаяся тем, что в полностью сомкнутом положении первой (1) и второй (2) полуформ трубчатый элемент (3) частично ограничивает указанную полость.
6. Пресс-форма по любому из пп. 1-5, содержащая средства (10, 11) компенсации, по меньшей мере частично ограничивающие указанную полость в полностью сомкнутом положении первой (1) и второй (2) полуформ, при этом средства компенсации выполнены с возможностью осевого перемещения в не полностью сомкнутом положении для изменения объема указанной полости.
7. Пресс-форма по п. 6, отличающаяся тем, что средства (10, 11) компенсации расположены между трубчатым элементом (3) и второй полуформой (2).
8. Пресс-форма по любому из пп. 6 или 7, отличающаяся тем, что средства компенсации содержат трубчатый корпус (10), подвижно соединенный со второй полуформой (2) и/или с трубчатым элементом (3).
9. Пресс-форма по п. 8, отличающаяся тем, что средства компенсации содержат упругие средства (11), предназначенные для толкания трубчатого корпуса (10) к упору (12), расположенному на трубчатом элементе (3).
10. Установка для прямого прессования порций пластмассы, содержащая по меньшей мере один экструдер, средства отделения порций пластмассы от экструдера и по меньшей мере одну поворотную карусель, на которой установлена по меньшей мере одна пресс-форма по любому из пп. 1-9, приспособленная для приема порций пластмассы, отделяемых от указанного экструдера.
11. Закрывающий элемент для емкостей, содержащий по меньшей мере один цельный корпус, полученный прямым прессованием пластмассы, в частности посредством пресс-формы по любому из пп. 1-9 или установки по п. 10, при этом корпус имеет по меньшей мере одну стенку, например донную, имеющую по меньшей мере один ослабленный по меньшей мере частично разрушаемый участок (15), толщина которого может составлять не более 0,4 мм, или не более 0,3 мм, или не более 0,2 мм, или не более 0,1 мм; или толщина ослабленного участка (15) может составлять от 0,005 до 0,3 мм, или от 0,01 до 0,2 мм, или от 0,02 до 0,1 мм; или толщина указанного ослабленного участка (15) может составлять 0,020±0,015 мм; причем указанная стенка может содержать по меньшей мере один опорный участок (16), толщина которого больше толщины ослабленного участка (15), в частности, более чем в два, в три, в четыре или в пять раз; а указанная пластмасса содержит по меньшей мере один из следующих материалов: полиолефин, полиэфир, полиамид, полисахарид, в том числе полиэтилен высокой плотности (ПЭВП), полипропилен (ПП), полиэтилен низкой плотности (ПЭНП), полиэтилентерефталат (ПЭТ), полилактид (ПЛА), полибутилентерефталат (ПБТ), полиэтилен-фураноат (ПЭФ), нейлон, целлюлоза и комбинации или сочетания из вышеперечисленных материалов; корпус имеет одну боковую стенку (17), проходящую от края донной стенки, и верхнее отверстие, ограниченное краем указанной боковой стенки (17); при этом ослабленный участок (15), в частности, содержит мембрану, например, сплошную, разрушаемую посредством вытягивания, и/или кручения, и/или сжатия, например, посредством разрыва, перфорации или вдавливания.
| US 6736628 B1, 18.05.2004 | |||
| US 5786079 A, 28.07.1998 | |||
| 0 |
|
SU162456A1 | |
| US 2007098833 A1, 03.05.2007 | |||
| US 2004166193 A1, 26.08.2004 | |||
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ, КОЛПАЧКОВ ДЛЯ ЗАКРЫВАНИЯ ЕМКОСТЕЙ | 2000 |
|
RU2234416C2 |

