ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к удерживающему устройству, в частности к удерживающему устройству боковой перегородки для непрерывного литья тонкой полосы с двумя валками, и к способу его установки.
УРОВЕНЬ ТЕХНИКИ
[0002] Типичный процесс производства тонкой полосы непрерывным литьем с двумя валками осуществляют следующим образом: расплавленную сталь равномерно распределяют в замкнутой ванне расплава, которая окружена двумя боковыми перегородками и двумя противоположно вращающимися литейными валками с водяным охлаждением, при этом расплавленная сталь затвердевает на поверхности двух литейных валков за счет охлаждения литейных валков, затем между двумя литейными валками образуется тонкая стальная полоса (также называемая литой полосой). Чтобы удовлетворить требованиям, предъявляемым к литью, необходимо, чтобы огнеупорный материал для боковой перегородки имел хорошую смазываемость, низкую смачиваемость расплавленной сталью, высокую твердость и высокую температуру плавления. Однако поскольку теплопроводность боковой перегородки ниже, чем у литейного валка, поверхность боковой перегородки склонна к загущению холодной стали, тем самым влияя на качество литой полосы. Для уменьшения эффекта падения температуры боковой перегородки на литой полосе необходимо предварительно нагревать боковую перегородку перед литьем и необходимо как можно скорее внедрить нагретую боковую перегородку в литейный процесс для уменьшения падения температуры боковой перегородки в ходе установочного процесса.
[0003] Известное из уровня техники удерживающее устройство для установки предварительно нагретой боковой перегородки на торцевой поверхности литейного валка имеет некоторые конструкционные дефекты или неисправности в исполнительной системе, что приводит в результате к тому, что боковая перегородка не может быть быстро установлена в удерживающем устройстве, и длительное время, необходимое для ее установки, вызывает значительное падение температуры боковой перегородки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0004] Проблема, решаемая настоящим изобретением в отношении процесса двухвалкового непрерывного литья тонкой полосы, заключается в обеспечении удерживающего устройства боковой перегородки для непрерывного литья тонкой полосы с двумя валками и способа установки боковой перегородки с использованием удерживающего устройства, способных облегчить быстрое расположение и установку боковой перегородки на торцевую поверхность литейных валков с целью введения в работу для литейного процесса.
[0005] Для решения вышеуказанных проблем в настоящем изобретении предложено удерживающее устройство боковой перегородки для непрерывного литья тонкой полосы с двумя валками, содержащее:
устройство позиционирования, имеющее пространство для размещения и позиционирования боковой перегородки;
приводное устройство для приведения в действие указанного устройства позиционирования с прямолинейным перемещением к торцевой поверхности литейного валка или от нее; и
систему управления, выполненную с возможностью регулировки и управления положением перемещения указанного устройства позиционирования посредством указанного приводного устройства, так что боковая перегородка может быть прикреплена к торцевой поверхности литейного валка или отделена от нее.
[0006] В предпочтительном варианте осуществления система управления содержит процессор и датчик положения для отслеживания положения перемещения устройства позиционирования, а датчик положения электрически соединен с процессором.
[0007] В предпочтительном варианте осуществления система управления также содержит датчик давления для определения давления между боковой перегородкой и торцевой поверхностью литейного валка, когда боковая перегородка прикреплена к торцевой поверхности литейного валка, причем датчик давления электрически соединен с процессором.
[0008] В предпочтительном варианте осуществления устройство позиционирования представляет собой держатель, содержащий:
установочную пластину, плоская поверхность которой параллельна торцевой поверхности литейного валка;
причем вокруг установочной пластины выполнено множество элементов ограничения, выполненных с возможностью взаимодействия с установочной пластиной с образованием пространства для размещения.
[0009] В предпочтительном варианте осуществления установочная пластина соответствует форме боковой перегородки.
[0010] В предпочтительном варианте осуществления элементы ограничения содержат опорный блок, выполненный в нижней части установочной пластины для поддержки боковой перегородки, два зацепа, соответственно выполненных на верхней части двух сторон установочной пластины, и две дугообразные ограничительные пластины, соответственно выполненные в середине двух сторон установочной пластины;
причем когда боковая перегородка установлена в держателе боковая перегородка выступает за ограничительную пластину и опорный блок по направлению к торцевой поверхности литейных валков; и когда боковая перегородка прикреплена к торцевой поверхности литейного валка, зацеп расположен снаружи торцевой поверхности литейного валка.
[0011] В предпочтительном варианте осуществления приводное устройство представляет собой приводной цилиндр, причем датчик положения выполнен на корпусе приводного цилиндра, датчик давления выполнен на штоке поршня приводного цилиндра и жестко соединен с устройством позиционирования, причем процессор регулирует и управляет приводным цилиндром с помощью сервоклапана, соединенного с приводным цилиндром.
[0012] В настоящем изобретении также раскрыт способ установки боковой перегородки с использованием удерживающего устройства боковой перегородки для непрерывного литья тонкой полосы с двумя валками, отличающийся тем, что включает, в частности, следующие этапы:
1) регулирование и управление приводным устройством посредством системы управления таким образом, что приводное устройство прекращает приведение в действие, когда устройство позиционирования приведено приводным устройством в первое заданное положение в качестве установочного положения;
2) установку боковой перегородки в устройство позиционирования;
3) регулирование и управление приводным устройством посредством системы управления таким образом, что приводное устройство вызывает перемещение устройства позиционирования из первого заданного положения во второе заданное положение в качестве положения регулировки рядом с торцевой поверхностью литейных валков, а затем его остановку, и регулирование приводного усилия приводного устройства с помощью системы управления для обеспечения того, чтобы боковая перегородка была близко прикреплена к торцевой поверхности литейного валка; и
4) когда регулирование приводного усилия завершено, регулирование и управление приводным устройством, чтобы вызвать перемещение в третье заданное положение в качестве положения литья посредством системы управления таким образом, что боковая перегородка прикреплена к торцевой поверхности литейного валка.
[0013] Предпочтительно способ также включает следующие этапы перед этапом 1): регулирование режима обработки процессора в системе управления на режим управления положением, согласно которому определяют, следует ли выполнять сравнение того, является ли определенное положение устройства позиционирования заданным положением, и предварительную установку данных о местоположении установочного положения и положения регулировки в процессоре, таким образом, что процессор управляет приводным устройством, чтобы остановить приведение в действие сервоклапаном, когда устройство позиционирования перемещено в установочное положение и положение регулировки.
[0014] В предпочтительном варианте осуществления регулирование приводного усилия приводного устройства посредством системы управления согласно информации о предварительно установленном расчетном режиме работы на этапе 3), в частности, является следующим: регулируют режим обработки процессора таким образом, что процессор находится в режиме управления положением или в режиме управления давлением, согласно которому определяют, следует ли выполнять определение того, является ли обнаруженное значение давления во время контакта между боковой перегородкой и торцевой поверхностью литейного валка заданным значением давления, затем предварительно устанавливают данные о местоположении положения литья в процессор, одновременно предварительно устанавливают в процессоре первоначальное значения F1 давления, при котором боковая перегородка находится в контакте с литейным валком, когда устройство позиционирования перемещено в предварительно установленное положение литья, таким образом, что процессор выполнен с возможностью регулирования приводного усилия приводного устройства соответственно с помощью сервоклапана заранее согласно значению F1 давления.
[0015] В предпочтительном варианте осуществления этап 4), в частности, включает:
41) предварительную установку значения F2 давления в процессор, причем F2>F1;
42) при обнаружении датчиком положения того, что устройство позиционирования перемещено в положение литья, и при обнаружении датчиком давления того, что значение давления между боковой перегородкой и торцевой поверхностью литейного валка составляет F1, регулирование сервоклапана посредством процессора согласно предварительно установленному значению F2 давления соответственно для регулирования приводного усилия, приложенного приводным устройством к устройству позиционирования, причем поддерживают давление для размещения устройства позиционирования до тех пор, пока датчик давления не обнаружит, что значение давления между боковой перегородкой и торцевой поверхностью литейного валка достигло F2.
[0016] В предпочтительном варианте осуществления этап 4) также включает:
43) регулирование сервоклапана соответственно путем сравнения числового соотношения между обнаруженными данными, полученными в реальном времени с помощью датчика давления, и значением F2 давления с помощью процессора, таким образом, что приводное устройство обеспечивает приводное усилие, способное поддерживать значение давления между боковой перегородкой и торцевой поверхностью литейного валка постоянно равным F2 по отношению к устройству позиционирования, что в свою очередь обеспечивает размещение устройства позиционирования; или установку значения давления между боковой перегородкой и литейным валком равным F2, когда устройство позиционирования расположено в положении путем предварительной установки данных о местоположении устройства позиционирования посредством процессора, а затем регулирование сервоклапана соответственно путем сравнения позиционного соотношения между обнаруженными данными, полученными в реальном времени с помощью датчика положения, и предварительно установленным положением посредством процессора, таким образом, что приводное устройство обеспечивает приводное усилие, способное размещать устройство позиционирования в предварительно установленном положении по отношению к устройству позиционирования.
[0017] В предпочтительном варианте осуществления этап 4) также включает:
44) после поддержания значения давления между боковой перегородкой и торцевой поверхностью литейного валка равным F2 в течение 1-5 мин, регулирование и управление устройством позиционирования для постепенного уменьшения приводного усилия, приложенного к устройству позиционирования посредством процессора, таким образом, что значение давления между боковой перегородкой и торцевой поверхностью литейного валка постепенно уменьшается, и когда значение давления между боковой перегородкой и торцевой поверхностью литейного валка уменьшилось до F1, регулирование и управление приводным устройством для приведения устройства позиционирования в действие с приводным усилием, соответствующим значению F2 давления, посредством процессора, таким образом, что значение давления между боковой перегородкой и торцевой поверхностью литейного валка составляет F2;
45) повторение этапа 43) для поддержания значения давления между боковой перегородкой и торцевой поверхностью литейного валка равным F2 в течение 1-5 мин, и затем повторение этапа 44).
[0018] Преимущественные эффекты удерживающего устройства боковой перегородки для непрерывного литья тонкой полосы с двумя валками и способа его установки включают: удобное быстрое позиционирование боковой перегородки в устройстве позиционирования, способствование замене боковой перегородки, эффективное уменьшение времени позиционирования боковой перегородки и избегание большого падения температуры боковой перегородки из-за длительного времени, необходимого для ее позиционирования. В то же время, система управления может соответственно регулировать и управлять приводным усилием приводного устройства в соответствии с фактическими нуждами, удовлетворяющими требованиям перемещения и размещения устройства позиционирования и боковой перегородки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
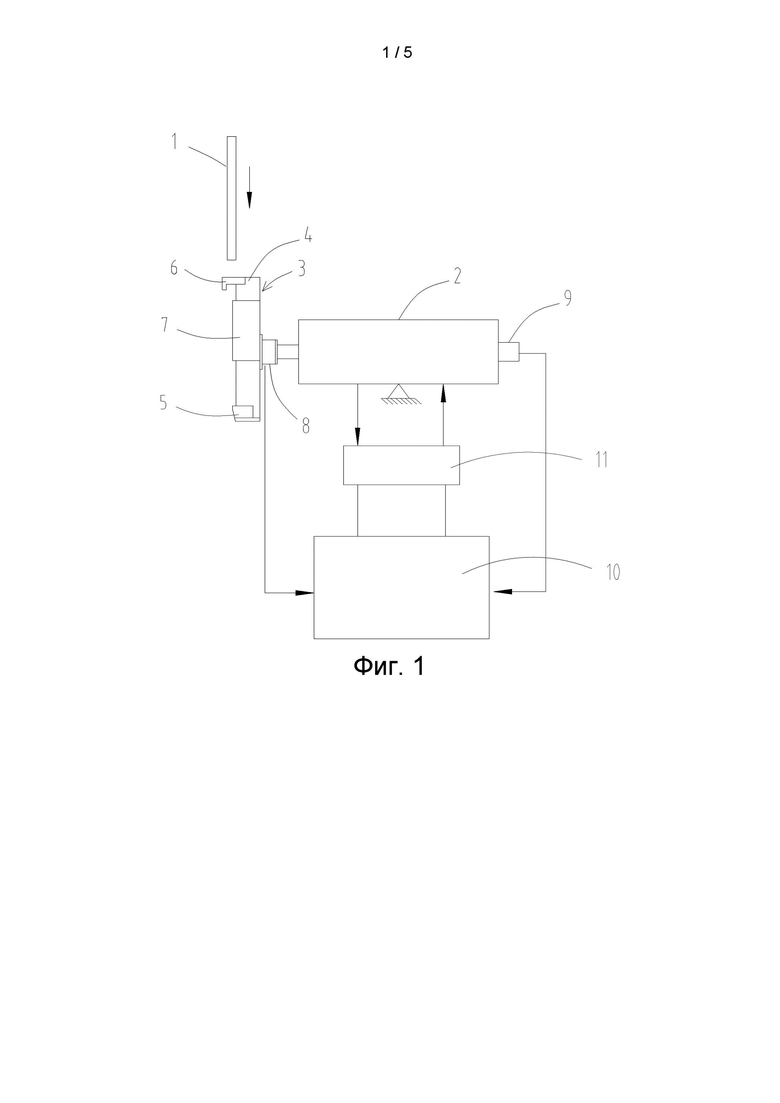
[0019] На ФИГ. 1 показан схематичный вид конструкции удерживающего устройства боковой перегородки для непрерывного литья тонкой полосы с двумя валками настоящего изобретения.
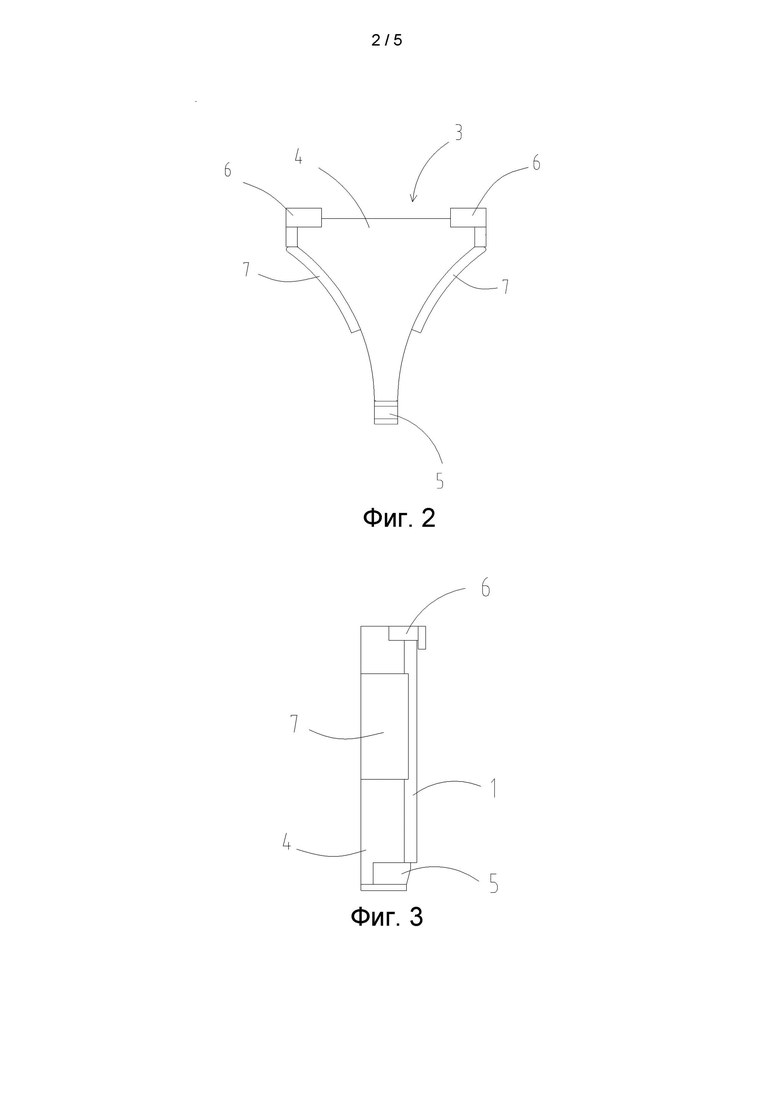
[0020] На ФИГ. 2 показан схематичный вид конструкции устройства позиционирования в удерживающем устройстве боковой перегородки для непрерывного литья тонкой полосы с двумя валками настоящего изобретения.
[0021] На ФИГ. 3 показан вид сбоку по ФИГ. 2.
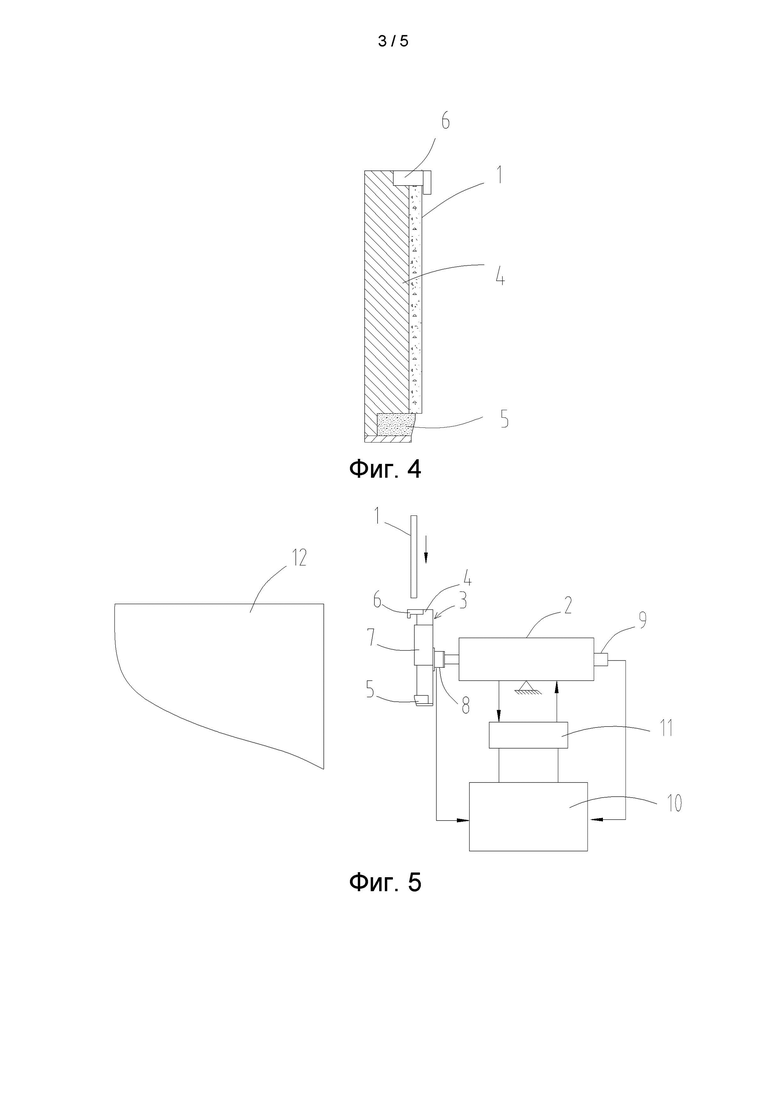
[0022] На ФИГ. 4 показан вид в разрезе по ФИГ. 3.
[0023] На ФИГ. 5 показан вид, изображающий состояние, в котором устройство позиционирования настоящего изобретения находится в положении установки.
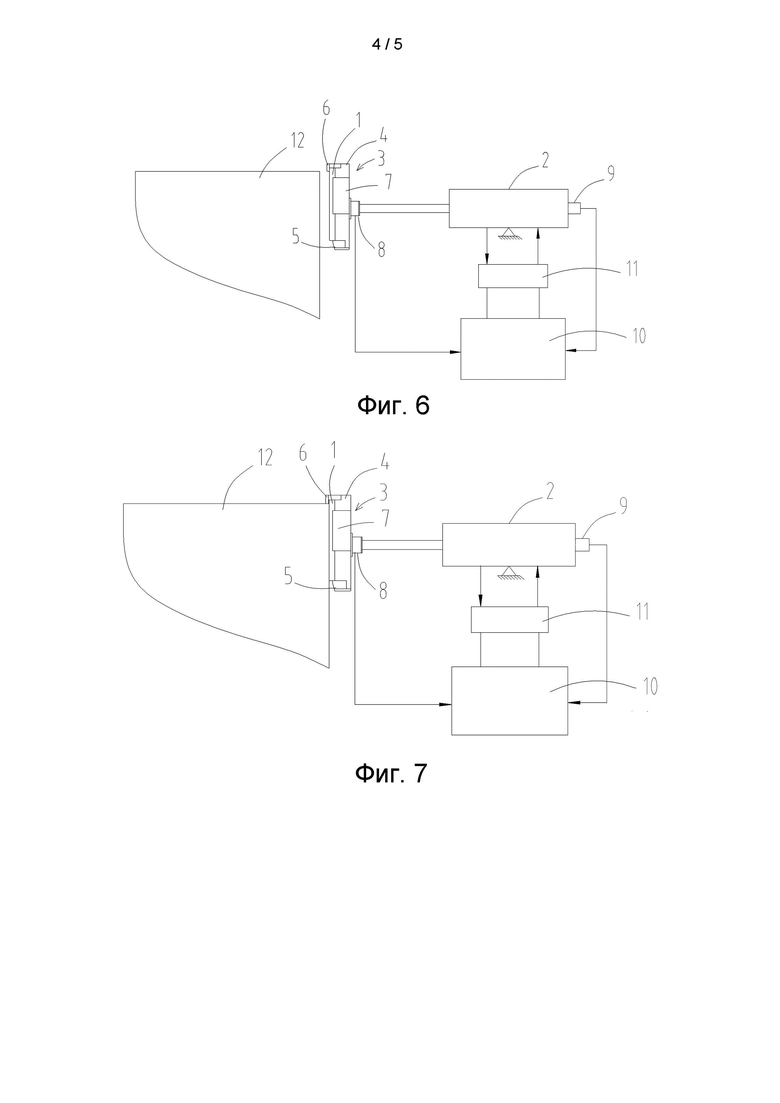
[0024] На ФИГ. 6 показан вид, изображающий состояние, в котором устройство позиционирования настоящего изобретения находится в положении регулирования.
[0025] На ФИГ. 7 показан вид, изображающий состояние, в котором устройство позиционирования настоящего изобретения находится в положении литья.
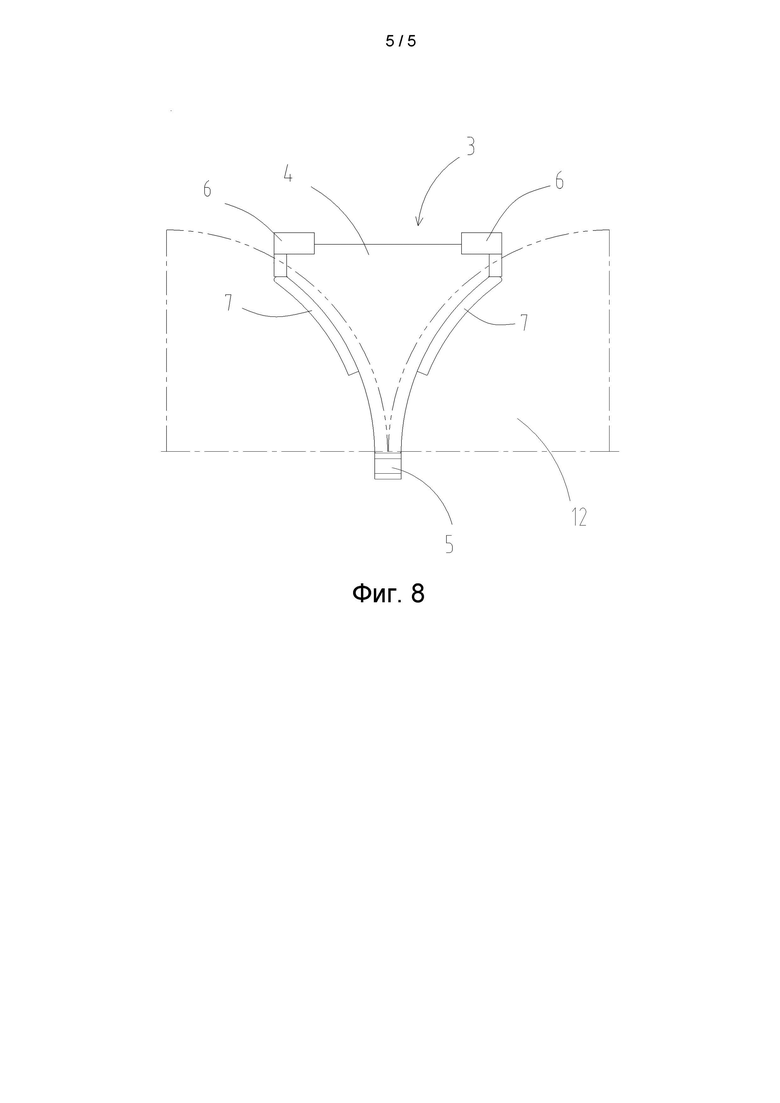
[0026] На ФИГ. 8 показан вид спереди сбоку устройства позиционирования настоящего изобретения в положении литья.
[0027] ПОЗИЦИОННЫЕ ОБОЗНАЧЕНИЯ:
1 - боковая перегородка; 7 - дугообразная ограничительная пластина;
2 - приводное устройство; 8 - датчик давления;
3 - устройство позиционирования; 9 - датчик положения;
4 - установочная пластина; 10 - процессор;
5 - опорный блок; 11 - сервокалапан;
6 - зацеп; 12 - литейный валок.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0028] Изобретение подробно описано ниже со ссылкой на чертежи.
[0029] Как показано на ФИГ. 1, в настоящем изобретении раскрыто удерживающее устройство боковой перегородки для непрерывного литья тонкой полосы с двумя валками, для жесткого прикрепления боковой перегородки 1 к торцевым поверхностям двух литейных валков 12, расположенных на боковой перегородке, таким образом, что боковая перегородка 1 и литейные валки 12 могут совместно образовывать закрытую вокруг ванну расплавленной стали. Удерживающее устройство боковой перегородки 1 содержит:
устройство 3 позиционирования, имеющее пространство для размещения и позиционирования боковой перегородки 1;
приводное устройство 2 для приведения в действие указанного устройства 3 позиционирования с прямолинейным перемещением, при котором литейные валки перемещаются к конечной поверхности литейного валка 12 или от нее;
и систему управления, которая регулирует и управляет положением перемещения устройства 3 позиционирования посредством указанного приводного устройства 2, так что боковая перегородка 1 может быть прикреплена к торцевой поверхности литейного валка 12 или отделена от нее.
[0030] Кроме того, система управления содержит процессор 10 и датчик 9 положения для отслеживания положения перемещения устройства 3 позиционирования. Датчик 9 положения электрически соединен с процессором 10 для подачи информации о местоположении устройства 3 позиционирования обратно к процессору 10 в реальном времени или периодически. Например, пользователь предварительно устанавливает установочное положение устройства 3 позиционирования в процессоре 10 в соответствии с положение точки установки боковой перегородки 1, что обеспечивает отправку сигнала устройством 3 позиционирования на процессор 10, когда устройство 3 позиционирования перемещено в установочное положение под воздействием приводного устройства 2 таким образом, что процессор 10 обеспечивает остановку перемещения устройства 3 позиционирования и остается в этом положении за счет регулирования и управления приводным устройством 2.
[0031] В предпочтительном варианте осуществления, система управления также содержит датчик 8 давления для обнаружения давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12, когда боковая перегородка 1 прикреплена к торцевой поверхности литейного валка 12. Датчик 8 давления электрически соединен с процессором 10, что обеспечивает подачу датчиком давления 8 значений давления обратно к процессору 10 в реальном времени или периодически, таким образом, что процессор 10 может определить, близко ли прикреплена боковая перегородка 1 к литейному валку 12 в соответствии с полученным значением давления. Пользователь может конкретно предварительно установить значение давления, когда боковая перегородка 1 близко прикреплена к торцевой поверхности литейного валка 12 в процессоре 10 согласно фактическим условиям, таким образом, что процессор 10 может определить, близко ли прикреплена боковая перегородка 1 к торцевой поверхности литейного валка 12 путем сравнения, совпадает ли значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12, обнаруженное в реальном времени датчиком 8 давления, с предварительно установленным значением давления. Если значение давления, обнаруженное датчиком 8 давления, меньше предварительно установленного значения давления, процессор 10 определяет, что боковая перегородка 1 не близко прикреплена к торцевой поверхности литейного валка 12, затем приводным устройством 2 регулируют и управляют, чтобы непрерывное перемещение устройства 3 позиционирования по направлению к торцевой поверхности литейного валка 12, или приводное усилие приводного устройства 2 увеличивают для обеспечения непрерывного перемещения приводным устройством 2 устройства 3 позиционирования таким образом, что боковая перегородка 1 близко прикреплена к торцевой поверхности литейного валка 12, до тех пор, пока не обнаружится, что значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 достигло предварительно установленного значения давления. Если значение давления, обнаруженное датчиком 8 давления, является таким же, что и предварительно установленное значение давления, процессор 10 определяет, что боковая перегородка 1 близко прикреплена к литейному валку 12, затем приводное устройство 2 регулируют и управляют, чтобы поддержать существующее приводное усилие для непрерывного размещения устройства 3 позиционирования, чтобы расположить устройство 3 позиционирования, а именно, приводное устройство 2 непрерывно прикладывает приводное усилие к устройству 3 позиционирования, таким образом, что боковая перегородка 1 остается близко прикрепленной к литейному валку 12, затем устройство 3 позиционирования всегда подвержено обратному усилию, которое прикладывается торцевой поверхностью литейного валка 12 и равно вышеуказанному значению приводного усилия, тем самым обеспечивая способность позиционирования.
[0032] Приводное устройство 2 в этом варианте осуществления представляет собой приводной цилиндр (конечно, приводное устройство 2 может быть также другими линейными приводными механизмами). Датчик 9 положения выполнен на цилиндрическом корпусе приводного цилиндра, датчик 8 давления выполнен на одном конце штока поршня приводного цилиндра, обращенного к литейному валку 12, и жестко соединен с устройством 3 позиционирования. Процессор 10 представляет собой периферийный компонент, который регулирует и управляет приводным цилиндром с помощью сервоклапана 11, который электрически соединен с процессором 10 и одновременно соединен с приводным цилиндром. Иными словами, процессор 10 управляет гидравлическим маслом, поступающим в приводной цилиндр, регулируя степень открытия сервоклапана 11, так чтобы управлять скоростью перемещения штока поршня, тем самым обеспечивая способность регулирования приводного усилия приводного цилиндра.
[0033] Как показано на ФИГ. 2 - 4, устройство 3 позиционирования представляет собой держатель, содержащий множество ограничительных элементов и установочную пластину 4, параллельную торцевой поверхности литейного валка 12. Один конец штока поршня вышеописанного приводного цилиндра который оснащен датчиком 8 давления, соединен с боком установочной пластины 4 дальним от литейного валка 12. Вокруг установочной пластины 4 выполнено множество элементов ограничения для взаимодействия с установочной пластиной 4 для образования вышеуказанного пространства для размещения и позиционирования боковой перегородки 1. Иными словами, боковая перегородка 1 жестко прикреплена к установочной пластине 4 соответствующими ограничительными элементами, таким образом, что боковая перегородка 1 остается в положении, параллельном торцевой поверхности литейного валка 12. Работа по установке и позиционированию боковой перегородки 1 за счет использования держателя в вышеописанной конструкции является простой и быстрой таким образом, что, когда боковая перегородка 1 установлена, установка и позиционирование боковой перегородки 1 могут быть выполнены только путем вертикальной вставки боковой перегородки 1 в вышеописанное пространство для размещения с использованием робота, не требуется обеспечение дополнительного фиксирующего элемента, такого как керамический болт и тому подобное, когда боковая перегородка 1 заменена или удалена, боковая перегородка 1 может быть вытянута из указанного пространства для размещения за счет использования робота, что является очень быстрым и удобным, и недостаток большого падения температуры боковой перегородки 1 из-за длительного времени, необходимого для ее позиционирования эффективным образом улучшается. (Робот и другой периферийные фиксирующие элементы в данном случае не представлены, таким образом дополнительное описание отсутствует).
[0034] В предпочтительном варианте осуществления, форма установочной пластины 4 соответствует форме боковой перегородки 1, таким образом, что установочная пластина 4 и боковая перегородка 1 могут быть лучше прикреплены друг к другу, иными словами, область контакта между установочной пластиной 4 и боковой перегородкой 1 увеличена до максимального размера при сохранении материала. При приложении штоком поршня приводного цилиндра усилия толкания (т.е. приводного усилия) к установочной пластине 4, установочная пластина 4 может передавать усилие толкания к боковой перегородке 1 почти полностью, так чтобы уменьшить потерю усилия, тогда усилие толкания может обеспечить возможность близкого прикрепления боковой перегородки 1 к литейному валку 12, иными словами, можно обеспечить, что значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 удовлетворяли заданному требованию.
[0035] Далее со ссылкой на ФИГ. 2, форма боковой перегородки 1 в этом варианте осуществления представляет собой приблизительно перевернутый треугольник, причем обе стороны (т.е. две стороны, соответственно соединенные с нижней стороной треугольника) треугольника углублены внутрь с образованием формы круглой дуги.
[0036] Ограничительные элементы содержат опорный блок 5, два зацепа 6 и две дугообразные ограничительные пластины 7. Среди них, опорный блок 5 выполнен в нижней части боковой перегородки 1 для поддержки боковой перегородки 1; два зацепа 6 соответственно выполнены в верхней части обеих сторон боковой перегородки 1 для ограничения боковой перегородки 1, которая главным образом ограничивает положение боковой перегородки 1 в направлении, перпендикулярном поверхности пластины установочной пластины 4. Для облегчения смещения боковой перегородки 1 в держатель, расстояние между зацепом 6 и установочной пластиной 4 должно быть немного больше, чем толщина боковой перегородки 1, таким образом, что, когда боковая перегородка 1 размещена в держателе, необходимо оставить определенный зазор между боковой перегородкой 1 и зацепом 6. В этом варианте осуществления, зазор между боковой перегородкой 1 и зацепом 6 составляет по меньшей мере 1 мм; две дугообразные ограничительные пластины 7 соответственно выполнены в середине двух сторон боковой перегородки 1. Иными словами, одна дугообразная ограничительная пластина 7 выполнена между опорным блоком 5 и каждым из зацепов 6, и радиус дуги дугообразной ограничительной пластины 7 слегка превышает радиус дуги дугообразной стороны боковой перегородки 1. Например, разница между двумя радиусами составляет 0,5-1 мм для облегчения установки боковой перегородки 1. Кроме того, расположение дугообразной ограничительной пластины 7 главным образом использовано для ограничения положения боковой перегородки 1 в направлении, параллельном поверхности пластины установочной пластины 4, preventing the offset боковой перегородки 1. В этом варианте осуществления, два зацепа 6 и две дугообразные ограничительные пластины 7 симметрично выполнены для лучшего ограничения боковой перегородки 1. В этом варианте осуществления, когда боковая перегородка 1 установлена в держателе, зазор не меньше 0.5 мм поддерживают между двумя дугообразными ограничительными пластинами 7 и боковой перегородкой 1. Кроме того, материалы опорного блока 5, зацепа 6 дугообразной ограничительной пластины 7 представляют собой жаропрочные материалы, такие как керамика или жаростойкий сплав.
[0037] Для обеспечения прикрепления боковой перегородки 1 к торцевой поверхности литейного валка 12, необходимо обеспечить, чтобы поверхность боковой перегородки 1, обращенная к литейному валку 12, выступала за дугообразную ограничительную пластину 7 и опорный блок 5, когда боковая перегородка 1 установлена в держателе. В этом варианте осуществления, боковая перегородка 1 выступает за опорные блоки на 20 мм в направлении к литейному валку 12. В то же время, как показано на ФИГ. 8, когда боковая перегородка 1 прикреплена к торцевой поверхности литейного валка 12, два зацепа 6 расположены в верхней части поверхности литейного валка 12 (верхняя часть представляют собой верхнюю часть, показанную на чертежах), чтобы предотвратить контакт зацепов 6 с литейным валком 12, что влияет на способность уплотнения боковых перегородок 1.
[0038] Также предложен способ установки боковой перегородки с использованием вышеописанного удерживающего устройства боковой перегородки для непрерывного литья тонкой полосы с двумя валками, иными словами, способ установки боковой перегородки 1 к торцевой поверхности литейного валка 12 и введения боковой перегородки 1 в использование для литья вышеописанным удерживающим устройством, конкретные этапы включают:
1) режим обработки процессора 10 в системе управления регулируют для определения, необходимо ли регулировать и управлять режимом управления положением приводного устройства 2 (приводное устройство 2 в этом варианте осуществления представляет собой приводной цилиндр, здесь и далее названный приводным цилиндром) главным образом за счет сравнения, является ли положение устройства 3 позиционирования отслеживаемое в реальном времени датчиком 9 положения заданным положением, затем первое заданное положение в качестве установочного положения и второе заданное положение в качестве положения регулировки предварительно установлено в процессоре 10, таким образом, что процессор 10 может быстро регулировать сервоклапан 11 для управления приводным цилиндром, чтобы остановить приведение в действие согласно сигналу о положении, полученном от датчика 9 положения, когда устройство 3 позиционирования перемещено в установочное положение и положение регулировки. Иными словами, устройство 3 позиционирования остановлено в установочном положении или положении регулировки. В этом варианте осуществления местоположение положения регулировки задано таким образом, что расстояние между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 составляет 2-10 мм;
2) как показано на ФИГ. 5, когда устройство 3 позиционирования расположено в установочном положении, оператор устанавливает боковую перегородку 1 в устройство 3 позиционирования с помощью робота или других устройств;
3) как показано на ФИГ. 6, после установки боковой перегородки 1 в устройство 3 позиционирования, процессор 10 непрерывно регулирует и управляет приводным цилиндром, чтобы вызвать перемещение устройства 3 позиционирования из установочного положения в положение регулировки рядом с торцевой поверхностью литейного валка 12 и затем останавливается там;
4) режим обработки процессор 10 регулируют таким образом, чтобы установить в режим управления положением и режим управления давлением, в котором определяют, регулируют ли и управляют ли приводным цилиндром путем сравнения того, является ли значение давления контакта, обнаруженное между боковой перегородкой 1 и торцевой поверхностью литейного валка 12, заданным значением давления (иными словами, в этом время, процессор 10 совместим с режимом управления положением и режимом управления давлением), затем данные о положении, в котором расположено устройство 3 позиционирования, когда боковая перегородка 1 прикреплена к торцевой поверхности литейного валка 12, предварительно устанавливают в процессоре 10 (в этом варианте осуществления, это положение задано в качестве третьего заданного положения в качестве положения литья), значение F1 первого давления между боковой перегородкой 1 и литейным валком 12, когда устройство 3 позиционирования перемещено в положение литья, и значение F2 второго давления, значение давления которого больше F1, предварительно задают в процессоре 10, таким образом, что процессор 10 может соответственно регулировать приводное усилие приводного цилиндра путем регулирования степени открытия сервоклапана 11 в соответствии с величинами значений давления F1 и F2. Задача установки этого этапа заключается в том, чтобы вызвать перемещение устройства 3 позиционирования с приводным усилием, соответствующим предварительно установленному давлению (т.е. значение F1 первого давления и значение F2 второго давления) когда расстояние между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 является небольшим, таким образом, что боковая перегородка 1 соответственно прикреплена к торцевой поверхности литейного валка 12. Сравнение с тем подходом, чтобы вызвать перемещение устройства 3 позиционирования с вышеуказанным приводным усилием, когда устройство 3 позиционирования находится в установочном положении, этот способ может более точно управлять приводным усилием, эйективным образом избегая ситуации, в которой боковая перегородка 1 повреждена из-за большого усилия столкновения с литейным валком 12. Кроме того, чтобы избежать уменьшения температуры боковой перегородки 1, время, в течение которого устройство 3 позиционирования в положении регулировки, составляет обычно 5-10 с;
5) после того, как процессор 10 завершит режим регулировки, и когда завершена подготовка к литью, литейная система отправляет команду действия на процессор 10. В этом время, процессор 10 быстро регулирует сервоклапан 11, таким образом, что приводной цилиндр приводит устройство 3 позиционирования в действие соглаcно предварительно заданному приводному усилию соответствующего значению F1 давления, которое вызывает перемещение устройства 3 позиционирования в положение литья, при котором оно упирается в литейный валок 12.
[0039] Как показано на ФИГ. 7, при обнаружении датчиком 9 положения, что устройство 3 позиционирования перемещено в положение литья, при обнаружении датчиком 8 давления, что значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 составляет F1, процессор 10 регулирует сервоклапан 11 согласно предварительно заданному значению F2 второго давления, таким образом, что приводное усилие, приложенное к устройству 3 позиционирования приводным цилиндром, постепенно увеличивается для увеличения значения контакта между боковой перегородкой 1 и торцевой поверхностью литейного валка 12. Когда датчик 8 давления обнаруживает, что значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 составляет F2, процессор 10 регулирует и управляет приводным цилиндром чтобы поддержать усилие толкания постоянным и непрерывно толкать устройство 3 позиционирования. В этом время, боковая перегородка 1 близко и стабильно прикреплена к торцевой поверхности литейного валка 12.
[0040] Кроме того, когда боковая перегородка 1 близко прикреплена к торцевой поверхности литейного валка 12, иными словами, когда значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 составляет F2, для размещения боковой перегородки 1, необходимо, чтобы приводной цилиндр обеспечивал постоянное усилие толкания на устройство 3 позиционирования, таким образом, что боковая перегородка 1 близко прикреплена к торцевой поверхности литейного валка 12 все время. Более конкретно используют следующие два способа:
1) процессор 10 выполнен с возможностью соответственно регулировать угол открытия сервоклапана 11 путем сравнения количественного соотношения между значением давления, полученным с помощью датчика 8 давления в реальном времени, и вторым значением F2 давления, таким образом, что приводной цилиндр обеспечивает усилие толкания или по меньшей мере усилие F2 толкания), способное поддерживать значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 постоянно равным F2 к устройству позиционирования 3, в свою очередь размещает боковую перегородку 1;
2) оператор хранит точное положение (положение может иметь некоторые позиционные ошибки относительно положения литья, но ошибка положения находится в пределах нормального диапазона ошибок) устройства 3 позиционирования, когда значение давления между боковой перегородкой 1 и литейным валком 12 составляет F2 в датчике 9 положения и процессор 10 заранее, что обеспечивает регулирование процессором 10 сервоклапана 11 соответственно путем сравнения позиционного отношения между обнаруженными данными, полученными датчиком 9 положения в реальном времени и заданным положением. В этом случае, приводной цилиндр обеспечивает адаптивное приводное усилие на устройство 3 позиционирования согласно фактическому положению устройства позиционирования 3. Таким образом, устройство 3 позиционирования постоянно размещено в положении, в котором значение давления литейного валка 12 и боковых перегородок 1 составляет F2.
[0041] В предпочтительном варианте осуществления, поскольку литейный валок 12 периодически производит определенные структурные изменения во время работы, для того, чтобы взаимодействовать со структурными изменениями литейного валка 12, оператор может предварительно задать период времени в процессоре 10 в соответствии с циклом изменения литейного валка 12 (конечно, управление временем также может быть выполнено путем выбора других механизмов, и настоящий период времени в этом варианте осуществления составляет 1-5 мин). Затем значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 поддерживается постоянно равным F2 с помощью вышеописанных двух способов. Когда период времени заканчивается, процессор 10 регулирует и управляет приводным цилиндром 2 постепенно уменьшает усилие толкания, приложенное к устройство 3 позиционирования, так чтобы постепенно уменьшить значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12, когда значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 уменьшается до F1, процессор 10 регулирует и управляет приводным цилиндром 2 для приведения в действие устройства 3 позиционирования с приводным усилием соответствующим значению F2 давления, таким образом, что боковая перегородка 1 близко прикреплена к торцевой поверхности литейного валка 12. Затем, когда значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 составляет F2, процессор 10 продолжает регулировать и управлять приводным цилиндром 2, так что значение давления между боковой перегородкой 1 и устройством 3 позиционирования продолжает оставаться F2 в течение вышеуказанного периода времени. Такой процесс повторяется таким образом, что значение давления между боковой перегородкой 1 и торцевой поверхностью литейного валка 12 периодически изменяется между F1 и F2.
[0042] Вышеуказанные варианты осуществления являются лишь примерами вариантов осуществления настоящего изобретения, и не использованы для ограничения настоящего изобретения, и объема изобретения, определённого формулой изобретения. Специалист в области техники может выполнить различные модификации или эквивалентные замены настоящего изобретения в пределах сущности и объема защиты изобретения, и такие модификации или эквивалентные замены также следует рассматривать как подпадающие под объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СКАЧКА ТЕМПЕРАТУРЫ В ЛИТОЙ ПОЛОСЕ | 2010 |
|
RU2557379C2 |
| УСТРОЙСТВО И СПОСОБ ПОЗИЦИОНИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ИЗ ДВУХ ЛИТЕЙНЫХ РОЛИКОВ В НЕПРЕРЫВНОМ ПРОЦЕССЕ ЛИТЬЯ ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2011 |
|
RU2582410C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ | 2016 |
|
RU2720515C1 |
| УСТРОЙСТВО И СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ЛИТЕЙНОГО ВАЛКА | 2016 |
|
RU2719966C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕЖДУ ДВУМЯ ВАЛКАМИ | 1995 |
|
RU2150348C1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2017 |
|
RU2722550C1 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ КЛЕЯ И КРЕПЛЕНИЯ ЗАГОТОВКИ | 2022 |
|
RU2815905C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2119843C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОЛОСЫ С ПОЗИЦИОНИРОВАНИЕМ ЛИТЕЙНЫХ ВАЛКОВ | 2009 |
|
RU2491149C2 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ УЛУЧШЕНИЯ ВЫПУСКА КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, КОНЕЦ КОТОРОЙ ВЫХОДИТ СО СКОРОСТЬЮ ПРОКАТКИ | 2006 |
|
RU2344891C1 |
Изобретение относится к области производства тонких полос путем непрерывного литья с двумя литейными валками. Устройство для установки боковой перегородки содержит устройство позиционирования боковой перегородки, приводное устройство для приведения в действие устройства позиционирования с прямолинейным перемещением между первым заданным положением, в котором устройство позиционирования имеет возможность установки в него боковой перегородки, вторым заданным положением, в котором расстояние между боковой перегородкой и торцевой поверхностью литейного валка составляет 2-10 мм, и третьим заданным положением, в котором боковая перегородка прикреплена к торцевой поверхности литейного валка с заданным усилием. Кроме того, устройство для установки содержит систему управления, выполненную с возможностью управления перемещением устройства позиционирования посредством указанного приводного устройства с обеспечением возможности прикрепления боковой перегородки к торцевой поверхности литейного валка или отделения от неё. Использование изобретения позволяет повысить производительность литейного процесса производства полос. 2 н. и 11 з.п. ф-лы, 8 ил.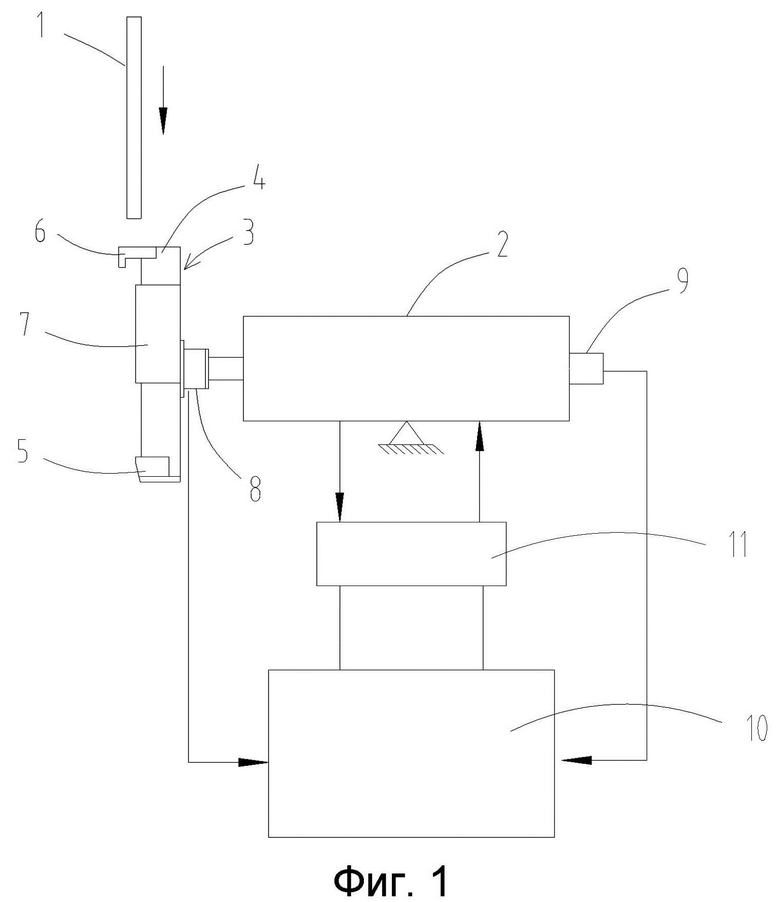
1. Устройство для установки боковой перегородки при производстве тонкой полосы путем непрерывного литья с двумя литейными валками, содержащее
устройство позиционирования для позиционирования боковой перегородки,
приводное устройство для приведения в действие указанного устройства позиционирования с прямолинейным перемещением между первым заданным положением, в котором устройство позиционирования имеет возможность установки в него боковой перегородки, вторым заданным положением, в котором расстояние между боковой перегородкой и торцевой поверхностью литейного валка составляет 2-10 мм, и третьим заданным положением, в котором боковая перегородка прикреплена к торцевой поверхности литейного валка с заданным усилием, и
систему управления, выполненную с возможностью управления перемещением указанного устройства позиционирования посредством указанного приводного устройства с обеспечением возможности прикрепления боковой перегородки к торцевой поверхности литейного валка или отделения от неё.
2. Устройство по п. 1, отличающееся тем, что система управления содержит процессор и датчик положения для отслеживания перемещения указанного устройства позиционирования, при этом датчик положения электрически соединен с процессором.
3. Устройство по п. 2, отличающееся тем, что система управления дополнительно содержит датчик давления для определения давления между боковой перегородкой и торцевой поверхностью литейного валка при прикреплении боковой перегородки к торцевой поверхности литейного валка, при этом датчик давления электрически соединен с процессором.
4. Устройство по п. 1, отличающееся тем, что устройство позиционирования выполнено в виде держателя, содержащего установочную пластину, плоская поверхность которой расположена параллельно торцевой поверхности литейного валка, при этом вокруг установочной пластины расположено множество элементов ограничения, выполненных с возможностью взаимодействия с установочной пластиной с образованием пространства для размещения боковой перегородки.
5. Устройство по п. 4, отличающееся тем, что установочная пластина выполнена с формой, соответствующей форме боковой перегородки.
6. Устройство по п. 5, отличающееся тем, что элементы ограничения содержат опорный блок, расположенный в нижней части установочной пластины с возможностью поддержки боковой перегородки, два зацепа, расположенные соответственно на верхней части двух сторон установочной пластины, и две дугообразные ограничительные пластины, расположенные соответственно в середине двух сторон установочной пластины, при этом при установке боковой перегородки в держателе она выступает за ограничительную пластину и опорный блок по направлению к торцевой поверхности литейного валка, а при прикреплении боковой перегородки к торцевой поверхности литейного валка зацеп расположен снаружи торцевой поверхности литейного валка.
7. Устройство по п. 3, отличающееся тем, что приводное устройство выполнено в виде приводного цилиндра, при этом датчик положения расположен на корпусе приводного цилиндра, датчик давления расположен на штоке поршня приводного цилиндра и жестко соединен с устройством позиционирования, а процессор выполнен с возможностью управления приводным цилиндром с помощью сервоклапана, соединенного с приводным цилиндром.
8. Способ установки боковой перегородки при производстве тонкой полосы путем непрерывного литья с двумя литейными валками с использованием устройства по любому из пп. 1-7, включающий следующие этапы:
1) управление приводным устройством посредством системы управления, которая приводит в действие приводное устройство с обеспечением перемещения устройства позиционирования в первое заданное положение в качестве установочного положения,
2) установка боковой перегородки в устройство позиционирования,
3) перемещение устройства позиционирования посредством приводного устройства, управляемого системой управления, из первого заданного положения во второе заданное положение, в котором расстояние между боковой перегородкой и торцевой поверхностью литейного валка составляет 2-10 мм, и регулирование усилия приводного устройства посредством системы управления для обеспечения контакта боковой перегородки с торцевой поверхностью литейного валка, и
4) управление усилием приводного устройства посредством системы управления для обеспечения перемещения устройства позиционирования в третье заданное положение, в котором боковая перегородка прикреплена к торцевой поверхности литейного валка с заданным усилием.
9. Способ по п. 8, отличающийся тем, что он дополнительно включает перед этапом 1) следующий этап:
задание системе управления режима управления положением, в котором определяют, является ли определенное положение устройства позиционирования заданным положением, причем в системе управления данные о первом и втором заданных положениях заданы заранее для обеспечения возможности остановки перемещения устройства позиционирования, когда оно перемещено в соответствующее положение.
10. Способ по п. 9, отличающийся тем, что посредством системы управления на этапе 3) регулируют усилие приводного устройства в соответствии с предварительно установленным расчетным режимом работы, в частности задают системе управления режим управления положением или режим управления давлением, при этом определяют, является ли обнаруженное значение давления при контакте между боковой перегородкой и торцевой поверхностью литейного валка заданным значением давления, причем предварительно устанавливают в системе управления данные о третьем заданном положении и одновременно устанавливают первоначальное значение F1 давления, при котором боковая перегородка находится в контакте с литейным валком, когда устройство позиционирования перемещено в третье заданное положение, при этом система управления выполнена с возможностью регулирования усилия приводного устройства в соответствии с заданным значением F1 давления.
11. Способ по п. 10, отличающийся тем, что
этап 4) дополнительно включает:
41) предварительную установку значения F2 давления в систему управления, причем F2>F1,
42) при обнаружении датчиком положения того, что устройство позиционирования перемещено в третье заданное положение, и при обнаружении датчиком давления того, что значение давления между боковой перегородкой и торцевой поверхностью литейного валка составляет F1, осуществление регулирования посредством системы управления усилия, приложенного приводным устройством к устройству позиционирования в соответствии с заданным значением F2 давления до тех пор, пока датчик давления не обнаружит, что значение давления между боковой перегородкой и торцевой поверхностью литейного валка достигло F2.
12. Способ по п. 11, отличающийся тем, что
этап 4) дополнительно включает:
43) на основании сравнения числового соотношения между обнаруженными данными, полученными в реальном времени с помощью датчика давления, и значением F2 давления регулирование с помощью системы управления усилия приводного устройства для поддержания значения давления между боковой перегородкой и торцевой поверхностью литейного валка постоянно равным F2, с обеспечением соответствующего размещения устройства позиционирования или
установку значения давления между боковой перегородкой и литейным валком равным F2, и, на основании сравнения соотношения между обнаруженными данными о положении, полученными в реальном времени с помощью датчика положения, и предварительно установленным положением регулирование посредством системы управления положения устройства позиционирования с обеспечением заданного усилия приводного устройства.
13. Способ по п. 12, отличающийся тем, что
этап 4) дополнительно включает:
44) после поддержания значения давления между боковой перегородкой и торцевой поверхностью литейного валка равным F2 в течение 1-5 мин осуществление управления посредством системы управления приводным устройством для постепенного уменьшения усилия, приложенного к устройству позиционирования, с постепенным уменьшением значения давления между боковой перегородкой и торцевой поверхностью литейного валка, причем при уменьшении значения давления до F1 осуществление посредством системы управления приведения в действие устройства позиционирования с обеспечением усилия, соответствующего значению F2 давления, и обеспечением значения давления F2 между боковой перегородкой и торцевой поверхностью литейного валка,
45) повторение этапа 43) для поддержания значения давления между боковой перегородкой и торцевой поверхностью литейного валка равным F2 в течение 1-5 мин, и затем повторение этапа 44).
| CN 105562639 A, 11.05.2016 | |||
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРИМЕНЕНИЯ ПРИ РАЗЛИВКЕ МЕТАЛЛА | 2007 |
|
RU2416487C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕЖДУ ДВУМЯ ВАЛКАМИ | 1995 |
|
RU2150348C1 |
| ЭКСПРЕССИЯ FGFR И ЧУВСТВИТЕЛЬНОСТЬ К ИНГИБИТОРУ FGFR | 2016 |
|
RU2728674C2 |
| CN 201543790 U, 11.08.2010 | |||
| US 5915454 A, 29.06.1999 | |||
| WO 2012145798 A1, 01.11.2012. | |||

