ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области обработки микросхем, в частности к устройству для выдачи клея и крепления заготовки.
УРОВЕНЬ ТЕХНИКИ
[0002] В ходе процесса корпусирования микросхемы заготовка должна быть подвергнута нескольким процедурам обработки, таким как выдача клея, крепление теплорассеивающего кожуха, горячее прессование и контроль, и процедуры обработки должны быть завершены в течение определенного промежутка времени, избегая затвердевания клея. В ходе процедур обработки на микросхему свободно воздействуют различные факторы окружающей среды, что приводит к снижению выхода продукции.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0003] Настоящее изобретение направлено на решение по меньшей мере одной из технических проблем, присущих известным из уровня техники решениям. Следовательно, в настоящем изобретении предложено устройство для выдачи клея и крепления заготовки, имеющее преимущество, заключающееся в обеспечении непрерывного производства на протяжении всего процесса обработки заготовки.
[0004] Устройство для выдачи клея и крепления заготовки по варианту реализации настоящего изобретения содержит: два механизма загрузки и выгрузки, причем заготовка выполнена с возможностью перемещения между двумя механизмами загрузки и выгрузки, один из двух механизмов загрузки и выгрузки выполнен с возможностью загрузки подлежащей обработке заготовки, а другой из двух механизмов загрузки и выгрузки выполнен с возможностью выгрузки обработанной заготовки; двухклапанное асинхронное устройство для выдачи клея; устройство для крепления теплорассеивающего кожуха; и устройство для горячего прессования. Двухклапанное асинхронное устройство для выдачи клея, устройство для крепления теплорассеивающего кожуха и устройство для горячего прессования последовательно расположены между указанными двумя механизмами загрузки и выгрузки вдоль направления перемещения заготовки.
[0005] Полезный эффект настоящего изобретения заключается в том, что конструкция по настоящему изобретению проста, а двухклапанное асинхронное устройство для выдачи клея, устройство для крепления теплорассеивающего кожуха и устройство для горячего прессования последовательно расположены между указанными двумя механизмами загрузки и выгрузки. Таким образом, непрерывную обработку из нескольких процессов автоматически завершают в ходе процесса транспортировки от загрузки до выгрузки заготовки, что позволяет избежать задерживания заготовки и повысить выход продукции.
[0006] Согласно некоторым вариантам реализации настоящего изобретения, двухклапанное асинхронное устройство для выдачи клея содержит: каркас; устройство для перемещения заготовки, расположенное внутри каркаса и несущее заготовку; устройство для автоматической компенсации высоты и стабильного измерения, содержащее компенсационную часть и измерительную часть, причем компенсационная часть расположена ниже заготовки, а измерительная часть расположена на каркасе и расположена над заготовкой для измерения заготовки; и фиксирующее приспособление для выравнивания и присасывания, расположенное на компенсационной части устройства для автоматической компенсации высоты и стабильного измерения, причем фиксирующее приспособление для выравнивания и присасывания выполнено с возможностью перемещения вверх при приведении в движение компенсационной частью для удержания заготовки.
[0007] Согласно некоторым вариантам реализации настоящего изобретения, устройство для перемещения заготовки содержит устройство для транспортировки заготовки, выполненное с возможностью транспортировки и перемещения заготовки в направлении x. Устройство для транспортировки заготовки содержит: два перемещающих компонента, представляющих собой первый перемещающий компонент и второй перемещающий компонент, симметрично расположенные относительно плоскости xz, где направление z представляет собой вертикальное направление, а направление x представляет собой горизонтальное направление, перпендикулярное направлению z; множество оптических волокон обнаружения, расположенных на первом перемещающем компоненте и втором перемещающем компоненте для обнаружения состояния перемещения заготовки; и плату-носитель заготовки, размещенную на указанных двух перемещающих компонентах и несущую заготовку.
[0008] Согласно некоторым вариантам реализации настоящего изобретения, каждый из двух перемещающих компонентов содержит основную пластину и устройство ременного привода, расположенное на стороне основной пластины, обращенной к плате-носителю заготовки.
[0009] Согласно некоторым вариантам реализации настоящего изобретения, множество оптических волокон обнаружения содержит оптическое волокно обнаружения подачи на входе, оптическое волокно обнаружения замедления, оптическое волокно обнаружения прибытия и оптическое волокно обнаружения выхода, причем оптическое волокно обнаружения подачи на входе, оптическое волокно обнаружения замедления, оптическое волокно обнаружения прибытия и оптическое волокно обнаружения выхода последовательно расположены на основной пластине вдоль направления x.
[00010] Согласно некоторым вариантам реализации настоящего изобретения, устройство для транспортировки заготовки также содержит: боковой толкающий компонент, размещенный на основной пластине и расположенный между оптическим волокном обнаружения замедления и оптическим волокном обнаружения прибытия; и блокирующее устройство, размещенное на основной пластине. Соединительная линия между блокирующим устройством и оптическим волокном обнаружения прибытия параллельна оси y, а направление y перпендикулярно направлению z и направлению x.
[00011] Согласно некоторым вариантам реализации настоящего изобретения, множество оптических волокон обнаружения также содержит оптическое волокно обнаружения деформации подачи и оптическое волокно обнаружения деформации выхода, причем оптическое волокно обнаружения деформации подачи и оптическое волокно обнаружения деформации выхода размещены на основной пластине с возможностью перемещения вдоль направления z, и оптическое волокно обнаружения деформации подачи и оптическое волокно обнаружения деформации выхода расположены на двух сторонах бокового толкающего компонента, соответственно.
[00012] Согласно некоторым вариантам реализации настоящего изобретения, устройство для автоматической компенсации высоты и стабильного измерения содержит: платформу трехмерного перемещения, расположенную над устройством для перемещения заготовки, причем на платформе трехмерного перемещения выполнены устройство для измерения высоты и устройство для визуального распознавания, причем устройство для измерения высоты и устройство для визуального распознавания выполнены с возможностью перемещения в плоскости xy при приведении в движение платформой трехмерного перемещения; и подъемный механизм, расположенный под заготовкой, причем часть подъемного механизма выполнена с возможностью перемещения вдоль оси z для подъема заготовки.
[00013] Согласно некоторым вариантам реализации настоящего изобретения, подъемный механизм содержит: опорный элемент для подъема; блок фиксации гнезда подшипника, расположенный на опорном элементе для подъема; подъемную пластину, расположенную над опорным элементом для подъема; регулировочный блок, расположенный на подъемной пластине; и узел ходового винта, причем часть узла ходового винта соединена с блоком фиксации гнезда подшипника, а другая часть узла ходового винта соединена с регулировочным блоком; узел ходового винта выполнен с возможностью вращения для привода регулировочного блока и подъемной пластины с обеспечением их перемещения вдоль оси z, причем направление оси z представляет собой вертикальное направление.
[00014] Согласно некоторым вариантам реализации настоящего изобретения, узел ходового винта содержит: первый стержень ходового винта, перпендикулярный плоскости, в которой расположена подъемная пластина; опорный блок винта, с возможностью поворота насаженный на первый стержень ходового винта; и ползун винта, насаженный на первый стержень ходового винта, причем внутренний периферийный край ползуна винта соединен с внешним периферийным краем первого стержня ходового винта посредством резьбы, а внешний периферийный край ползуна винта с возможностью поворота соединен с внутренним периферийным краем регулировочного блока.
[00015] Согласно некоторым вариантам реализации настоящего изобретения, платформа трехмерного перемещения содержит: механизм перемещения в направлении y; механизм перемещения в направлении x, размещенный на механизме перемещения в направлении y, причем механизм перемещения в направлении y выполнен с возможностью привода механизма перемещения в направлении x с обеспечением его перемещения вдоль оси y, и при этом устройство для измерения высоты и устройство для визуального распознавания размещены на механизме перемещения в направлении x; два механизма перемещения в направлении z, размещенные на механизме перемещения в направлении x, причем механизм перемещения в направлении x выполнен с возможностью привода двух механизмов перемещения в направлении z с обеспечением их перемещения вдоль оси x, причем на одном из двух механизмов перемещения в направлении z выполнено выдачное устройство для текучей среды; и устройство для тонкой регулировки в направлении y, размещенное на другом механизме перемещения в направлении z, причем указанный другой механизм перемещения в направлении z выполнен с возможностью привода устройства для тонкой регулировки в направлении y для перемещения вдоль оси у, и при этом на устройстве для тонкой регулировки в направлении y выполнено другое выдачное устройство для текучей среды, а устройство для тонкой регулировки в направлении y выполнено с возможностью привода указанного другого выдачного устройства для текучей среды для обеспечения тонкой регулировки вдоль оси y. Устройство для тонкой регулировки в направлении y содержит: корпус с узлом линейного направляющего рельса, выполненным вне корпуса; первый серводвигатель, размещенный на стороне корпуса; второй стержень ходового винта, с возможностью вращения размещенный внутри корпуса и непосредственно соединенный с выходным концом первого серводвигателя; и подвижный блок, причем часть подвижного блока выполнена с возможностью скользящего перемещения по узлу линейного направляющего рельса, а другая часть подвижного блока выполнена на втором стержне ходового винта с возможностью перемещения посредством ходовой гайки, и при этом указанное другое выдачное устройство для текучей среды выполнено на подвижном блоке.
[00016] Согласно некоторым вариантам реализации настоящего изобретения, фиксирующее приспособление для выравнивания и присасывания содержит: универсальную установочную адаптерную пластину, представляющую собой элемент в виде прямой пластины, причем четыре выравнивающих болтовых компонента выполнены вокруг универсальной установочной адаптерной пластины и фиксируют универсальную установочную адаптерную пластину с прикреплением к подъемному механизму, причем указанные четыре выравнивающих болтовых компонента выполнены с возможностью кручения для регулировки верхней поверхности универсальной установочной адаптерной пластины для ее выравнивания; и фиксирующее приспособление для присасывания, размещенное на верхней поверхности универсальной установочной адаптерной пластины и несущее заготовку.
[00017] Согласно некоторым вариантам реализации настоящего изобретения, универсальная установочная адаптерная пластина имеет четыре отверстия с мелкой резьбой, открытые вдоль ее направления толщины, причем один конец каждого из четырех выравнивающих болтовых компонентов расположен в соответствующем отверстии с мелкой резьбой, а другой конец выравнивающего болтового компонента соединен с подъемным механизмом, и при этом универсальная установочная адаптерная пластина также имеет четыре щелевых отверстия, открытые вдоль ее направления толщины, причем щелевые отверстия сообщаются с отверстиями с мелкой резьбой. Вокруг универсальной установочной адаптерной пластины выполнены четыре горизонтальных стопорных винта, причем каждый из четырех горизонтальных стопорных винтов проходит через соответствующее щелевое отверстие, и при этом горизонтальный стопорный винт выполнен с возможностью вращения для регулировки размера щелевого отверстия с обеспечением таким образом регулировки размера отверстия с мелкой резьбой, а ось горизонтального стопорного винта перпендикулярна оси выравнивающего болтового компонента.
[00018] Согласно некоторым вариантам реализации настоящего изобретения, выравнивающий болтовой компонент содержит: выравнивающий элемент, имеющий цилиндрическую форму, причем внешний периферийный край выравнивающего элемента имеет мелкую внешнюю резьбу, причем мелкая внешняя резьба входит в зацепление с отверстием с мелкой резьбой, а выравнивающий элемент имеет выравнивающее отверстие, проходящее через выравнивающий элемент вдоль его направления толщины; сферическую прокладку, размещенную между выравнивающим элементом и подъемным механизмом; и соединительный элемент, причем один конец соединительного элемента проходит через выравнивающее отверстие и сферическую прокладку для его соединения с подъемным механизмом. Верхняя часть выравнивающего отверстия представляет собой шестигранную потайную головку, средняя часть выравнивающего отверстия представляет собой цилиндрическое потайное отверстие, а другой конец соединительного элемента зажат внутри цилиндрического потайного отверстия.
[00019] Согласно некоторым вариантам реализации настоящего изобретения, двухклапанное асинхронное устройство для выдачи клея также содержит: устройство для автоматического взвешивания и прерывания клея, размещенное на устройстве для перемещения заготовки. Устройство для автоматического взвешивания и прерывания клея содержит: взвешивающее ветронепроницаемое устройство, образующее первую вмещающую камеру внутри него; взвешивающее устройство, расположенное в первой вмещающей камере; устройство для сегментирования текучей среды, расположенное над взвешивающим ветронепроницаемым устройством и содержащее вторую вмещающую камеру, причем вторая вмещающая камера сообщается с первой вмещающей камерой; и контейнер для приема текучей среды, размещенный во второй вмещающей камере и расположенный над взвешивающим устройством, причем контейнер для приема текучей среды имеет два состояния: состояние прерывания клея и состояние взвешивания, и при этом в состоянии прерывания клея обеспечено перемещение контейнера для приема текучей среды для приема клея, а в состоянии взвешивания обеспечено перемещение контейнера для приема текучей среды вниз для его размещения на взвешивающем устройстве для взвешивания клея.
[00020] Согласно некоторым вариантам реализации настоящего изобретения, механизм загрузки и выгрузки содержит профильный каркас, механизм поперечного перемещения и подъема накопителя и механизм захвата и транспортировки заготовки. Механизм поперечного перемещения и подъема накопителя и механизм захвата и транспортировки заготовки установлены внутри профильного каркаса; механизм поперечного перемещения и подъема накопителя выполнен с возможностью переноса на нем накопителя, перемещения переносимого накопителя вверх и вниз и поперечного перемещения переносимого накопителя для размещения накопителя напротив механизма захвата и транспортировки заготовки; механизм захвата и транспортировки заготовки выполнен с возможностью захвата заготовки из накопителя напротив него и ее загрузки на конвейерную ленту, или проталкивания заготовки на конвейерной ленте в накопитель напротив нее; механизм загрузки и выгрузки также содержит промежуточную разделительную пластину, выполненную с возможностью отделения накопителя, переносимого механизмом поперечного перемещения и подъема накопителя, от механизма захвата и транспортировки заготовки, причем промежуточная разделительная пластина имеет сквозное отверстие для прохождения через него заготовки; механизм поперечного перемещения и подъема накопителя выполнен с возможностью поперечного перемещения переносимого накопителя и перемещения носимого накопителя вверх и вниз для размещения накопителя напротив сквозного отверстия; и механизм захвата и транспортировки заготовки выполнен с возможностью захвата заготовки внутри накопителя через сквозное отверстие или проталкивания заготовки в накопитель через сквозное отверстие.
[00021] Согласно некоторым вариантам реализации настоящего изобретения, устройство для крепления теплорассеивающего кожуха содержит модуль конвейерного рельса, модуль крепления, устройство для загрузки теплорассеивающего кожуха и модуль определения местоположения. Модуль конвейерного рельса выполнен с возможностью транспортировки платы-носителя к сборочной станции, причем плата-носитель несет внутри себя микросхему; устройство загрузки теплорассеивающего кожуха выполнено с возможностью перемещения теплорассеивающего кожуха к станции всасывания; модуль определения местоположения установлен на станции определения местоположения; и модуль крепления выполнен с возможностью перемещения между станцией всасывания, станцией определения местоположения и сборочной станцией, причем модуль крепления перемещается к станции определения местоположения после присасывания теплорассеивающего кожуха на станции всасывания, модуль определения местоположения обнаруживает и идентифицирует теплорассеивающий кожух, присосанный модулем крепления, и после обнаружения и идентификации присосанного теплорассеивающего кожуха модулем определения местоположения, модуль крепления перемещает теплорассеивающий кожух к сборочной станции и собирает теплорассеивающий кожух на микросхеме внутри платы-носителя на сборочной станции.
[00022] Согласно некоторым вариантами реализации настоящего изобретения, устройство для загрузки теплорассеивающего кожуха содержит часть загрузки, часть подбора и позиционирования, часть выгрузки и первый узел поперечного перемещения, охватывающий часть загрузки, часть подбора и позиционирования и часть выгрузки. После поднятия носителя теплорассеивающего кожуха в требуемое положение посредством части загрузки, первый узел поперечного перемещения перемещает носитель теплорассеивающего кожуха от части загрузки к части подбора и позиционирования, причем часть подбора и позиционирования позиционирует и фиксирует носитель теплорассеивающего кожуха, механизм подбора подбирает теплорассеивающий кожух на носителе теплорассеивающего кожуха, и первый узел поперечного перемещения перемещает носитель теплорассеивающего кожуха, с которого был подобран теплорассеивающий кожух, от части подбора и позиционирования к части выгрузки.
[00023] Согласно некоторым вариантам реализации настоящего изобретения, устройство для горячего прессования содержит: часть обнаружения, часть нагревания и поддержания усилия и устройство для перемещения. Выполнена лишь одна часть обнаружения, причем часть обнаружения размещена на рабочей станции раньше по ходу технологической цепочки или на рабочей станции дальше по ходу технологической цепочки от части нагревания и поддержания усилия; или выполнены две части обнаружения, причем указанные две части обнаружения размещены на рабочей станции раньше по ходу технологической цепочки и на рабочей станции дальше по ходу технологической цепочки от части нагревания и поддержания усилия, соответственно. Устройство для перемещения выполнено с возможностью перемещения грузового приспособления с загруженной в него заготовкой к части обнаружения и к части нагревания и поддержания усилия; часть обнаружения выполнена с возможностью измерения расчетной высоты заготовки по меньшей мере в одном положении на заготовке и проверки внешнего вида заготовки, причем под расчетной высотой заготовки понимают разность высот между высотой в положении на заготовке и высотой в другом положении на грузовом приспособлении на заданном расстоянии от указанного положения; и часть нагревания и поддержания усилия выполнена с возможностью нагревания заготовки и поддержания усилия на заготовке, расположенной на части нагревания и поддержания усилия.
[00024] Согласно некоторым вариантам реализации настоящего изобретения, выполнены две части обнаружения, а именно первая часть обнаружения, расположенная на рабочей станции раньше по ходу технологической цепочки от части нагревания и поддержания усилия, и вторая часть обнаружения, расположенная на рабочей станции дальше по ходу технологической цепочки от части нагревания и поддержания усилия. Первая часть обнаружения выполнена с возможностью измерения расчетной высоты заготовки по меньшей мере в одном положении на заготовке и проверки внешнего вида заготовки для получения первого набора обнаруженных данных; вторая часть обнаружения выполнена с возможностью измерения расчетной высоты заготовки по меньшей мере в одном положении на заготовке и проверки внешнего вида заготовки для получения второго набора обнаруженных данных; и устройство для горячего прессования также содержит процессор, электрически соединенный с первой частью обнаружения и со второй частью обнаружения, причем процессор выполнен с возможностью определения того, соответствует ли процесс нагревания и поддержания усилия на заготовке посредством части нагревания и поддержания усилия требованиям на основании первого набора обнаруженных данных и второго набора обнаруженных данных.
[00025] Дополнительные аспекты и преимущества настоящего изобретения будут частично изложены в нижеследующем описании, причем некоторые из них будут очевидны из нижеследующего описания или будут обнаружены при практической реализации настоящего изобретения. Задача и другие преимущества данного изобретения реализованы и достигнуты посредством конструкций, конкретно указанных в описании, в формуле изобретения и на сопутствующих чертежах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00026] Вышеуказанные и/или дополнительные аспекты и преимущества настоящего изобретения будут очевидны и понятны при рассмотрении нижеследующего описания вариантов реализации изобретения в совокупности с сопутствующими чертежами, на которых:
[00027] На ФИГ. 1 показана трехмерная структурная схема устройства для выдачи клея и крепления заготовки по настоящему изобретению;
[00028] На ФИГ. 2 показана трехмерная структурная схема двухклапанного асинхронного устройства для выдачи клея в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00029] На ФИГ. 3 показана трехмерная структурная схема устройства для автоматической компенсации высоты и стабильного измерения в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00030] На ФИГ. 4 показана трехмерная структурная схема подъемного механизма в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00031] На ФИГ. 5 показана структурная схема в поперечном сечении подъемного механизма в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00032] На ФИГ. 6 показана схема локальной трехмерной конструкции платформы трехмерного перемещения в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00033] На ФИГ. 7 показана структурная схема в поперечном сечении устройства для тонкой регулировки в направлении y в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00034] На ФИГ. 8 показана трехмерная структурная схема устройства для перемещения заготовки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00035] На ФИГ. 9 показана структурная схема вида сверху устройства для транспортировки заготовки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00036] На ФИГ. 10 показана трехмерная структурная схема устройства для транспортировки заготовки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00037] На ФИГ. 11 показана трехмерная структурная схема устройства ременного привода в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00038] На ФИГ. 12 показана трехмерная структурная схема фиксирующего приспособления для выравнивания и присасывания в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00039] На ФИГ. 13 показана структурная схема вида сверху фиксирующего приспособления для выравнивания и присасывания в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00040] На ФИГ. 14 показана структурная схема с частичным поперечным сечением фиксирующего приспособления для выравнивания и присасывания в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00041] На ФИГ. 15 показана структурная схема в поперечном сечении выравнивающего болтового компонента в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00042] На ФИГ. 16 показана структурная схема в поперечном сечении устройства для автоматического взвешивания и прерывания клея в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00043] На ФИГ. 17 показана трехмерная структурная схема устройства для автоматического взвешивания и прерывания клея в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00044] На ФИГ. 18 показана структурная схема с частичным поперечным сечением устройства для автоматического взвешивания и прерывания клея в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00045] На ФИГ. 19 показана структурная схема механизма загрузки и выгрузки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению при рассмотрении под видимым углом;
[00046] На ФИГ. 20 показана структурная схема механизма загрузки и выгрузки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению при рассмотрении под другим видимым углом;
[00047] На ФИГ. 21 показана структурная схема механизма поперечного перемещения и подъема накопителя в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00048] На ФИГ. 22 показана структурная схема механизма захвата и переноса заготовки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению при рассмотрении под углом;
[00049] На ФИГ. 23 показана структурная схема механизма захвата и переноса заготовки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению при рассмотрении под другим углом;
[00050] На ФИГ. 24 показана структурная схема механизма захвата и переноса заготовки в устройстве для выдачи клея и крепления заготовки по настоящему изобретению при рассмотрении под еще одним углом;
[00051] На ФИГ. 25 показана структурная схема узла прижимного колеса в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00052] На ФИГ. 26 показана внешняя схема устройства для крепления теплорассеивающего кожуха в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00053] На ФИГ. 27 показана структурная схема устройства для крепления теплорассеивающего кожуха в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00054] На ФИГ. 28 показан вид сверху устройства для крепления теплорассеивающего кожуха в устройстве для выдачи клея и крепления заготовки по настоящему изобретению при присасывании теплорассеивающего кожуха;
[00055] На ФИГ. 29 показан вид сверху устройства для крепления теплорассеивающего кожуха в устройстве для выдачи клея и крепления заготовки по настоящему изобретению в сборе с теплорассеивающим кожухом;
[00056] На ФИГ. 30A показана структурная схема модуля крепления, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00057] На ФИГ. 30B показан вид в поперечном сечении модуля крепления, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00058] На ФИГ. 30C показана схема с видом спереди модуля крепления, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00059] На ФИГ. 30D показана схема вакуумной присоски, выполненной в устройстве для выдачи клея и крепления заготовки по настоящему изобретению, в ходе выравнивания;
[00060] На ФИГ. 31A показана структурная схема устройства для загрузки теплорассеивающего кожуха, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00061] На ФИГ. 31B показан вид сверху устройства для загрузки теплорассеивающего кожуха, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00062] На ФИГ. 31C показана структурная схема части подбора и позиционирования, выполненной в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00063] На ФИГ. 31D показана структурная схема узла подъема и загрузки, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00064] На ФИГ. 31E показана схема носителя теплорассеивающего кожуха, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению, в положении загрузки в часть загрузки;
[00065] На ФИГ. 31F показана схема носителя теплорассеивающего кожуха, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению, после перемещения к части выгрузки;
[00066] На ФИГ. 31G показана схема носителя теплорассеивающего кожуха, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению, после перемещения к части выгрузки;
[00067] На ФИГ. 32 показана структурная схема устройства для горячего прессования, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00068] На ФИГ. 33 показана структурная схема части обнаружения, выполненной в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00069] На ФИГ. 34 показана структурная схема устройства для приложения усилия, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00070] На ФИГ. 35 показан вид в поперечном сечении устройства для приложения усилия, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00071] На ФИГ. 36 показана схема управления воздушным трактом на основе принципа приложения усилия посредством цилиндра, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению;
[00072] На ФИГ. 37 показана структурная схема устройства для приложения усилия к заготовке, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению; и
[00073] На ФИГ. 38 показан вид в поперечном сечении устройства для приложения усилия к заготовке, выполненного в устройстве для выдачи клея и крепления заготовки по настоящему изобретению.
[00074] Ссылочные обозначения:
[00075] Два механизма 1 загрузки и выгрузки, двухклапанное асинхронное устройство для выдачи клея 2, устройство для крепления теплорассеивающего кожуха 3, устройство для горячего прессования 4, каркас 100, устройство 200 для перемещения заготовки, устройство 300 для автоматической компенсации высоты и стабильного измерения, фиксирующее приспособление 400 для выравнивания и присасывания, платформа 1a трехмерного перемещения, устройство 2a для измерения высоты, устройство 3a для визуального распознавания, подъемный механизм 5a, устройство 6a для автоматического взвешивания и прерывания клея, узел 51 направляющего рельса для регулировки в направлении y, опорный элемент 52 для подъема, направляющий компонент 53 в направлении z, подъемная пластина 54, блок фиксации гнезда подшипника 55, двигатель 56, синхронный ремень 57, главный шкив 58 синхронного ремня, ведомый шкив 59 синхронного ремня, первый стержень 510 ходового винта, блок 511 опоры винта, ползун 512 винта, регулировочный блок 513, устройство 1a1 для тонкой регулировки в направлении y, корпус 1a11, первый серводвигатель 1a12, второй стержень 1a13 ходового винта, подвижный блок 1a14, ходовая гайка 1a15, узел 1a16 линейного направляющего рельса, устройство 1c для транспортировки заготовки, подъемный механизм 5a, плата-носитель 4c заготовки, основная пластина 10, основание 11, направляющий рельс 12 в направлении y, устройство 13 ременного привода, оптическое волокно 14 обнаружения подачи на входе, оптическое волокно 15 обнаружения замедления, оптическое волокно 16 обнаружения деформации подачи, боковой толкающий компонент 17, оптическое волокно 18 обнаружения прибытия, первое соединение 19, шлицевой вал 110, оптическое волокно 111 обнаружения выхода, блокирующее устройство 112, оптическое волокно 113 обнаружения деформации выхода, подъемный кронштейн 114, синхронный ремень 13a, колесо 13b натяжения, первое ведомое колесо 13c, опорная полоса 13d ремня, первое ведущее колесо 13e, первый приводной двигатель 13f, универсальная установочная адаптерная пластина 141, нагревательная пластина 142, теплоизоляционная пластина 143, фиксирующее приспособление 144 для присасывания, выравнивающий болтовой компонент 145, горизонтальный стопорный винт 146, отверстие 141a с мелкой резьбой, щелевое отверстие 141b, выравнивающий элемент 145a, сферическая прокладка 145b, соединительный элемент 145c, мелкая внешняя резьба 145a1, шестигранная потайная головка 145a2, цилиндрическое потайное отверстие 145a3, корпус 144a, присоска 144b, вакуумное соединение 144c, светокомпенсирующая пластина 144d, взвешивающее устройство 1b, взвешивающее ветронепроницаемое устройство 2b, контейнер 3b для приема текучей среды, устройство 4b для сегментации текучей среды, нижняя пластина 21, ветронепроницаемый кожух 22, внутренняя коническая поверхность 31, внешняя коническая поверхность 32, цилиндр 41 перемещения в направлении z, блок 42 соединения цилиндра, первое уплотнительное кольцо 43, эластичное кольцо 44, кожух 45 для взвешивания, соединение 46 для продувки под положительным давлением, уплотнительный кожух 47, втулка 47a, удерживающее кольцо 48, вакуумное соединение 49 под отрицательным давлением, второе уплотнительное кольцо 410, уплотнительное основание 411, чаша 412 весов, отверстие 45a для прерывания клея, кольцевой паз 45b, расточенное отверстие 45c, паз 45d для положительного давления, воздуховодное отверстие 45e, развальцованное отверстие 45f, профильный каркас a1, механизм поперечного перемещения и подъема накопителя a2, второй серводвигатель a21, ходовой винт a22, второе соединение a23, ходовая гайка a24, подъемная платформа a25, ходовая соединительная пластина a26, первый вертикальный направляющий рельс a27, платформа a28 поперечного перемещения, первая профильная колонна a29, модуль a230 поперечного перемещения, платформа a231 накопителя, механизм a3 захвата и транспортировки заготовки, нижняя пластина a31 платформы перемещения, вторая профильная колонна a32, поперечный направляющий рельс a33, блок a34 установки ходовой колонны, ползун a35a направляющего рельса, пластина a35b установки ползуна, подвижная вертикальная пластина a36 установки, неподвижная колонна а37, неподвижная вертикальная пластина а38 установки, ведущее колесо a391 конвейерной ленты, холостое колесо натяжения a392 конвейерной ленты, первый приводной двигатель a393, конвейерная лента a340, механизм a341 возврата захвата, второй приводной двигатель a3411, второе ведущее колесо a3412, второе ведомое колесо a3413, ремень a3414, захват a3415, цилиндр a3416, блок a3417 установки цилиндра, линейный направляющий рельс a3418, скользящий блок a3419, узел a350 прижимного колеса, прижимное колесо a351, резиновое кольцо a352, вал a353 вращения, подъемный вал a354, блок a355 механизма, промежуточная разделительная пластина a4, накопитель a5, модуль b1 конвейерного рельса, модуль b2 крепления, вакуумная присоска b21, датчик b22 силы, проводящий стержень b23, пружина b24, трахеальное соединение b251, уплотнительная камера b252, третье уплотнительное кольцо b253, четвертое уплотнительное кольцо b254, шлиц b26, гнездо b27 регулировки до подачи давления, третий серводвигатель b281, третье соединение b282, первое синхронное колесо b283, второе синхронное колесо b285, муфта b286 передачи, вал b287 вращения, винт b288 натяжения ремня, первая выравнивающая пластина b291, вторая выравнивающая пластина b292, регулировочный вал b293 вращения, первый выравнивающий винт b294, второй выравнивающий винт b295, кронштейн b296 действия, регулировочный кронштейн b297, устройство b3 для загрузки теплорассеивающего кожуха, часть b31 загрузки, первая подъемная пластина b311, датчик b312 подъема и позиционирования, первый подъемный узел b313, первый подъемный двигатель b3131, первый подъемный направляющий рельс b3132, первый подъемный ходовой винт b3133, первый скользящий блок b3134, первый поперечный рельс b314 скольжения, часть b32 подбора и позиционирования, блок b321 подъема и позиционирования, узел b322 подъема и загрузки, загрузочный двигатель b3221, загрузочный ходовой винт b3222, подъемный шток b3223, второй вертикальный направляющий рельс b3224, часть b33 выгрузки, вторая подъемная пластина b331, второй подъемный узел b332, второй рельс b333 скольжения, первый узел b34 поперечного перемещения, подвижный элемент b341, зажимной блок b342, носитель b35 теплорассеивающего кожуха, ручка b36, пластина b37 загрузки лотка, модуль b4 определения местоположения, каркас b5 устройства, экран b6 дисплея, складная клавиатура b7, узел b8 привода модуля крепления, второй приводной двигатель b81, конвейерный рельс b82, установочный кронштейн b83, третий приводной двигатель b84, первая часть c100 обнаружения, вторая часть c101 обнаружения, второй узел c11 поперечного перемещения, головка c12 датчика высоты, камера c13 автоматической оптической инспекции (AOI), часть c20 нагревания и поддержания усилия, устройство c30 для перемещения, грузовое приспособление c40, заготовка c50, устройство d1 для приложения усилия, нижняя пластина d11 устройства для приложения усилия, цилиндр d12 низкого трения, линейный подшипник d13, шток d14 направления усилия, теплоизолированная прижимная пластина d15 для заготовки, головка d16 датчика температуры, пластина d17 предотвращения вращения прижимной пластины для заготовки, нижняя пластина d18 установки цилиндра, соединительная колонна d19, резервуар d110 для хранения воздуха, электрический пропорциональный клапан d111, узел d2 нагревания и подъема, узел d3 крепления заготовки.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00076] Варианты реализации настоящего изобретения подробно описаны ниже, а примеры вариантов реализации показаны на сопутствующих чертежах, на которых одинаковые или аналогичные компоненты или компоненты с одинаковыми или аналогичными функциями обозначены одинаковыми или сходными позициями. Варианты реализации, описанные ниже со ссылкой на сопутствующие чертежи, приведены в качестве примера и предназначены лишь для объяснения настоящего изобретения, и их не следует считать ограничивающими настоящее изобретение.
[00077] При рассмотрении описания настоящего изобретения следует понимать, что ориентации или позиционные взаимоотношения, обозначенные терминами "центральный", "продольный", "поперечный", "длина", "ширина", "толщина", "верхний", "нижний", "передний", "задний", "левый", "правый", "вертикальный", "горизонтальный", "внутренний", "внешний", "по часовой стрелке", "против часовой стрелки", "осевой", "радиальный", "окружный" или т.п., основаны на ориентации или позиционном взаимоотношении, показанном на сопутствующих чертежах, и предназначены лишь для удобства описания настоящего изобретения и упрощения описания, но не для указания или подразумевания того, что указанное устройство или компонент должны иметь конкретную ориентацию, быть выполнены и используемы в конкретной ориентации, и соответственно, указанные термины не следует считать ограничивающими настоящее изобретение. Кроме того, признаки, определенные с использованием терминов "первый" и "второй", могут явно или неявно включать один или несколько из указанных признаков. В описании настоящего изобретения под термином "множество" следует понимать "два или более", если не указано иное.
[00078] При рассмотрении описания настоящего изобретения следует отметить, что, если не указано и не определено иное, термины "установка", "соединенный" и "соединение" следует понимать в широком смысле, например, они могут представлять собой неподвижное соединение, разъемное соединение или встроенное соединение; механическое соединение или электрическое соединение; прямое соединение или соединение, опосредованное посредством промежуточной среды, или внутреннее соединение между двумя компонентами. Специалисту в области техники могут быть очевидны конкретные значения вышеуказанных терминов в настоящем описании в конкретных обстоятельствах.
[00079] Ниже приведено конкретное описание устройства для выдачи клея и крепления заготовки согласно вариантам реализации настоящего изобретения со ссылкой на сопутствующие чертежи.
[00080] Согласно ФИГ. 1-38, устройство для выдачи клея и крепления заготовки согласно вариантам реализации настоящего изобретения содержит: два механизма 1 загрузки и выгрузки, два двухклапанных асинхронных устройства 2 для выдачи клея, два устройства 3 для крепления теплорассеивающего кожуха и устройство 4 для горячего прессования. Заготовку перемещают между двумя механизмами 1 загрузки и выгрузки, один из которых предназначен для загрузки подлежащей обработке заготовки, а другой предназначен для выгрузки подлежащей обработке заготовки. Два двухклапанных асинхронных устройства 2 для выдачи клея, два устройства 3 для крепления теплорассеивающего кожуха и устройство 4 для горячего прессования последовательно расположены между указанными двумя механизмами 1 загрузки и выгрузки вдоль направления перемещения заготовки.
[00081] Каждый из механизмов 1 загрузки и выгрузки, двухклапанных асинхронных устройств 2 для выдачи клея, устройств 3 для крепления теплорассеивающего кожуха и устройства 4 для горячего прессования содержит компонент для перемещения заготовки, и указанные компоненты для перемещения заготовки последовательно соединены друг с другом.
[00082] Согласно ФИГ. 2-18, двухклапанное асинхронное устройство 2 для выдачи клея согласно варианту реализации настоящего изобретения содержит каркас 100, устройство 200 для перемещения заготовки, устройство 300 для автоматической компенсации высоты и стабильного измерения, и фиксирующее приспособление 400 для выравнивания и присасывания. Устройство 200 для перемещения заготовки расположено внутри каркаса 100, и заготовку переносят на устройстве 200 для перемещения заготовки. Устройство 300 для автоматической компенсации высоты и стабильного измерения содержит компенсационную часть и измерительную часть. Компенсационная часть расположена ниже заготовки, а измерительная часть выполнена на каркасе 100 и расположена над заготовкой для измерения заготовки. Фиксирующее приспособление 400 для выравнивания и присасывания выполнено на компенсационной части устройства 300 для автоматической компенсации высоты и стабильного измерения. Фиксирующее приспособление 400 для выравнивания и присасывания выполнено с возможностью перемещения вверх при приведении в движение компенсационной частью для поднятия заготовки.
[00083] Согласно настоящему изобретению, устройство 200 для перемещения заготовки перемещает заготовку, а измерительная часть измеряет заготовку. Одновременно, компенсационная часть приводит в действие фиксирующее приспособление 400 для выравнивания и присасывания для поднятия заготовки вверх, а фиксирующее приспособление 400 для выравнивания и присасывания может присасывать и фиксировать заготовку при подъеме заготовки с обеспечением завершения таким образом фиксации перед выдачей клея. Процессы перемещения, обнаружения и компенсации заготовки взаимодействуют друг с другом и могут работать независимо друг от друга, что удовлетворяет требованиям стабильного перемещения заготовки и автоматического обнаружения и компенсации перед обработкой.
[00084] Согласно ФИГ. 2 и 3, устройство 300 для автоматической компенсации высоты и стабильного измерения согласно варианту реализации настоящего изобретения содержит: платформу 1a трехмерного перемещения и подъемный механизм 5a. Заготовку переносят на устройстве 200 для перемещения заготовки. Платформа 1a трехмерного перемещения выполнена над устройством 200 для перемещения заготовки, а устройство 2a для измерения высоты и устройство 3a для визуального распознавания выполнены на платформе 1a трехмерного перемещения. Устройство 2a для измерения высоты и устройство 3a для визуального распознавания выполнены с возможностью перемещения в плоскости xy при приведении в движение платформой 1a трехмерного перемещения. Подъемный механизм 5a выполнен ниже заготовки, а часть подъемного механизма 5a выполнена с возможностью перемещения вдоль оси z для подъема заготовки. В настоящем описании направление z представляет собой вертикальное направление, а направление x и направление y перпендикулярны направлению z и перпендикулярны друг другу. Настоящее изобретение обеспечивает простую конструкцию. В результате обеспечения перемещения устройства 2a для измерения высоты и устройства 3a для визуального распознавания в плоскости xy исключена возможность ошибок измерения в направлении высоты. Одновременно, подъемный механизм 5а используют для регулировки высоты заготовки, что позволяет обеспечить автоматическую компенсацию высоты, отделение обнаружения от отладки и отсутствие конфликта между ними. Таким образом, повышены точность обнаружения и эффект обработки.
[00085] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 3 и 7, платформа 1a трехмерного перемещения содержит механизм перемещения в направлении y, механизм перемещения в направлении x, два механизма перемещения в направлении z и устройство 1a1 для тонкой регулировки в направлении y. Механизм перемещения в направлении x выполнен на механизме перемещения в направлении y, а механизм перемещения в направлении y выполнен с возможностью привода механизма перемещения в направлении x с обеспечением его перемещения вдоль оси y. Устройство 2a для измерения высоты и устройство 3a для визуального распознавания выполнены на механизме перемещения в направлении x. Два механизма перемещения в направлении z выполнены на механизме перемещения в направлении x, выполненном с возможностью привода двух механизмов перемещения в направлении z с обеспечением их перемещения вдоль оси x. На одном из двух механизмов перемещения в направлении z выполнено выдачное устройство для текучей среды. Устройство 1a1 для тонкой регулировки в направлении y выполнено на другом механизме перемещения в направлении z, выполненном с возможностью привода устройства 1a1 для тонкой регулировки в направлении y с обеспечением его перемещения вдоль оси y. Другое выдачное устройство для текучей среды выполнен на устройстве 1a1 для тонкой регулировки в направлении y, а устройство 1a1 для тонкой регулировки в направлении y выполнено с возможностью привода другого выдачного устройства для текучей среды с обеспечением тонкой регулировки вдоль оси y. Механизм перемещения в направлении y, механизм перемещения в направлении x и механизмы перемещения в направлении z независимы друг от друга, не препятствуют друг другу и выполнены с возможностью точного перемещения над заготовкой.
[00086] Кроме того, согласно ФИГ. 7, устройство 1a1 для тонкой регулировки в направлении y содержит корпус 1a11, первый серводвигатель 1a12, второй стержень 1a13 ходового винта и подвижный блок 1a14. Узел 1a16 линейного направляющего рельса выполнен вне корпуса 1a11. Первый серводвигатель 1a12 выполнен на одной стороне корпуса 1a11, второй стержень 1a13 ходового винта выполнен внутри корпуса 1a11 с возможностью вращения, и второй стержень 1a13 ходового винта непосредственно соединен с выходным концом первого серводвигателя 1a12. Часть подвижного блока 1a14 выполнена с возможностью скользящего перемещения по узлу 1a16 линейного направляющего рельса, а другая часть подвижного блока 1a14 выполнена с возможностью скользящего перемещения по второму стержню 1a13 ходового винта посредством ходовой гайки 1a15. Другое выдачное устройство для текучей среды выполнено на подвижном блоке 1a14.
[00087] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 4 и 5, подъемный механизм 5a содержит: опорный элемент 52 для подъема, блок 55 фиксации гнезда подшипника, подъемную пластину 54, регулировочный блок 513 и узел ходового винта. Блок 55 фиксации гнезда подшипника выполнен на опорном элементе 52 для подъема. Подъемная пластина 54 расположена над опорным элементом 52 для подъема. Регулировочный блок 513 выполнен на подъемной пластине 54. Часть узла ходового винта соединена с блоком 55 фиксации гнезда подшипника, а другая часть узла ходового винта соединена с регулировочным блоком 513. При вращении узла ходового винта регулировочный блок 513 и подъемную пластину 54 приводят в движение с обеспечением их перемещения вдоль оси z. Кроме того, согласно ФИГ. 3, узел ходового винта содержит первый стержень 510 ходового винта, блок 511 опоры винта и ползун 512 винта. Первый стержень 510 ходового винта перпендикулярен плоскости, в которой расположена подъемная пластина 54. Блок 511 опоры винта с возможностью поворота насажен на первый стержень 510 ходового винта. Ползун 512 винта насажен на первый стержень 510 ходового винта, а внутренний периферийный край ползуна 512 винта соединен с внешним периферийным краем первого стержня 510 ходового винта посредством резьбы. Внешний периферийный край ползуна 512 винта с возможностью вращения соединен с внутренним периферийным краем регулировочного блока 513, что приводит к более плотной передаче узла ходового винта и более высокой точности регулировки.
[00088] В предпочтительном варианте реализации настоящего изобретения подъемный механизм 5a также содержит двигатель 56, главный шкив 58 синхронного ремня, ведомый шкив 59 синхронного ремня и синхронный ремень 57. Двигатель 56 выполнен на боковой поверхности опорного элемента 52 для подъема. Главный шкив 58 синхронного ремня выполнен на одном конце первого стержня 510 ходового винта. Ведомый шкив 59 синхронного ремня выполнен на выходном конце двигателя 56. Синхронный ремень 57 насажен на главный шкив 58 синхронного ремня и ведомый шкив 59 синхронного ремня. Синхронный ремень 57 используют для передачи мощности двигателя 56, и процесс передачи является стабильным. Двигатель 56 расположен на стороне первого стержня 510 ходового винта, что дополнительно упрощает конструкцию и уменьшает объем подъемного механизма 5а.
[00089] В предпочтительном варианте реализации настоящего изобретения подъемный механизм 5a также содержит два направляющих компонента 53 в направлении z, расположенные на левой и правой сторонах блока 55 фиксации гнезда подшипника. Один конец направляющего компонента 53 в направлении z соединен с опорным элементом 52 для подъема, а другой конец направляющего компонента 53 в направлении z соединен с подъемной пластиной 54. Два направляющих компонента 53 в направлении z используют для обеспечения направления на обеих сторонах узла ходового винта с обеспечением плавного перемещения подъемной пластины 54 в ходе подъема.
[00090] Кроме того, на верхней поверхности опорного элемента 52 для подъема выполнен установочный паз, а блок 55 фиксации гнезда подшипника расположен внутри установочного паза. Периферийная поверхность блока 511 опоры винта содержит круглый выступ, и часть блока 55 фиксации гнезда подшипника упирается в круглый выступ для вжатия блока 511 опоры винта в установочный паз. Установочный паз выполняет функцию позиционирования при установке с обеспечением дополнительного уменьшения высоты установки блока 55 фиксации гнезда подшипника и повышения компактности подъемного механизма 5a.
[00091] Кроме того, один конец первого стержня 510 ходового винта проходит под опорным элементом 52 для подъема, а синхронный ремень 57 расположен ниже опорного элемента 52 для подъема.
[00092] Согласно варианту реализации настоящего изобретения, подъемный механизм 5a также содержит два узла 51 направляющего рельса для регулировки в направлении y, размещенные на устройстве 200 для перемещения заготовки и параллельные оси y. Опорный элемент 52 для подъема расположен на двух узлах 51 направляющего рельса для регулировки в направлении y и выполнена с возможностью перемещения вдоль оси y при приведении в движение двумя узлами 51 направляющего рельса для регулировки в направлении y. Два узла 51 направляющего рельса для регулировки в направлении y обеспечивают возможность перемещения подъемной пластины 54 в соответствии с положением заготовки на устройстве 200 для перемещения заготовки, что позволяет избежать отклонения в ходе подъема.
[00093] Согласно варианту реализации настоящего изобретения, подъемный механизм 5a также содержит фотоэлектрический переключатель сброса и фотоэлектрический стопор. Фотоэлектрический переключатель сброса размещен на боковой поверхности блока 55 фиксации гнезда подшипника, а фотоэлектрический стопор расположен на направляющем компоненте 53 в направлении z и выполнен с возможностью перемещения вдоль оси z с направляющим компонентом 53 в направлении z. Фотоэлектрический переключатель сброса и фотоэлектрический стопор могут определять, обеспечен ли сброс после каждого подъема, что позволяет избежать отклонения в исходном положении подъемного механизма 5a, возникающего в результате длительного использования.
[00094] В ходе работы устройство 2a для измерения высоты и устройство 3a для визуального распознавания перемещаются над заготовкой при приведении в движение механизмом перемещения в направлении y и механизмом перемещения в направлении x, двигатель 56 работает и приводит в движение первый стержень 510 ходового винта с обеспечением его вращения через синхронный ремень 57, а ползун 512 винта перемещается вверх с обеспечением тем самым приведения в действие подъемной пластины 54 для перемещения ее вверх и подъема заготовки в надлежащее положение.
[00095] Согласно ФИГ. 8-11, устройство 4a для транспортировки заготовки согласно варианту реализации настоящего изобретения содержит устройство 1c для транспортировки заготовки и плату-носитель 4c заготовки. Устройство 1c для транспортировки заготовки выполнено с возможностью транспортировки заготовки вдоль направления x, а устройство 1c для транспортировки заготовки содержит два перемещающих компонента и множество оптических волокон обнаружения. Два перемещающих компонента представляют собой первый перемещающий компонент и второй перемещающий компонент, симметрично размещенные относительно плоскости xz. Множество оптических волокон обнаружения размещены на первом и втором перемещающих компонентах для определения состояния перемещения заготовки. Носитель 4c заготовки расположен на указанных двух перемещающих компонентах, и заготовку переносят на носителе 4c заготовки. Конструкция настоящего изобретения проста. Множество оптических волокон обнаружения расположены на пути перемещения заготовки, с одной стороны, для определения положения перемещаемой заготовки для легкого позиционирования, а с другой стороны, для определения состояния заготовки во избежание потери ресурсов обработки и времени обработки, вызванной плохим состоянием заготовки, что позволяет повысить эффективность производства, снизить затраты на обработку, уменьшить последующую работу по контролю и повысить конечный выход продукции.
[00096] В некоторых конкретных вариантах реализации настоящего изобретения, согласно ФИГ. 11, перемещающий компонент содержит основную пластину 10 и устройство 13 ременного привода. Устройство 13 ременного привода размещено на стороне основной пластины 10, обращенной к плате-носителю 4c заготовки. В ходе перемещения платы-носителя 4c заготовки, приводимого устройством 13 ременного привода, основная пластина 10 может выполнять направляющую функцию для предотвращения отклонения платы-носителя 4c заготовки в ходе перемещения.
[00097] Согласно варианту реализации настоящего изобретения, устройство 13 ременного привода содержит два первых ведомых колеса 13c, опорную полосу 13d ремня, синхронный ремень 13A и множество колес 13b натяжения. Два первых ведомых колеса 13C выполнены на левом и правом концах основной пластины 10. Опорная полоса 13d ремня выполнена на основной пластине 10 и между двумя первыми ведомыми колесами 13c. Синхронный ремень 13a насажен на два первых ведомых колеса 13C и на опорную полосу 13d ремня. Множество колес 13b натяжения размещены на основной пластине 10 и упираются во внешний периферийный край синхронного ремня 13a. Кроме того, на одном устройстве 13 ременного привода выполнены первое ведущее колесо 13d и первый приводной двигатель 13f. Первое ведущее колесо 13d находится в зацеплении с внутренним периферийным краем синхронного ремня 13а. Выходной конец первого приводного двигателя 13f соединен с первым ведущим колесом 13d, и первый приводной двигатель 13f расположен на основании 11. Кроме того, устройство 1c для транспортировки заготовки также содержит первое соединение 19 и шлицевой вал 110. Один конец шлицевого вала 110 непосредственно соединен с первым ведомым колесом 13c первого перемещающего компонента, и один конец шлицевого вала 110 может быть с возможностью перемещения вставлен в направлении y в центральную часть первого ведомого колеса 13c первого перемещающего компонента. При обработке заготовок разных размеров необходима регулировка расстояния между двумя основными пластинами 10, и прямое соединение шлицевого вала 110 гарантирует, что две основные пластины 10 сохранены в состоянии прямого соединения вне зависимости от их приближения друг к другу или удаления друг от друга без воздействия на процесс передачи электроэнергии. Другой конец шлицевого вала 110 соединен с одним концом первого соединения 19, а другой конец первого соединения 19 соединен с первым ведомым колесом 13c другого перемещающего компонента. При использовании лишь одного первого приводного двигателя 13f для одновременного привода двух синхронных ремней 13a, процессом перемещения можно управлять равномерно, без возникновения асинхронного перемещения, возникающего в случае, если два первых приводных двигателя 13f приводят два синхронных ремня 13a в движение по отдельности. Первое соединение 19 и шлицевой вал 110 соединяют два устройства 13 ременного привода, в результате чего перемещение двух синхронных ремней 13а остается согласованным при перемещении двух устройств 13 ременного привода. Это позволяет дополнительно повысить стабильность перемещения платы-носителя 4c заготовки в направлении x.
[00098] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 9 и 10, множество оптических волокон обнаружения содержит оптическое волокно 14 обнаружения подачи на входе, оптическое волокно 15 обнаружения замедления, оптическое волокно 18 обнаружения прибытия и оптическое волокно 111 обнаружения выхода. Оптическое волокно 14 обнаружения подачи на входе, оптическое волокно 15 обнаружения замедления, оптическое волокно 18 обнаружения прибытия и оптическое волокно 111 обнаружения выхода последовательно расположены на основной пластине 10 вдоль направления x для обнаружения и управления всем процессом работы платы-носителя 4c заготовки от входа в перемещающий компонент до выхода из перемещающего компонента, и могут постоянно получать данные о состоянии перемещения носителя 4c заготовки с обеспечением тем самым облегчения управления оборудованием для обработки заготовки в надлежащем положении.
[00099] Согласно варианту реализации настоящего изобретения, устройство 1c для транспортировки заготовки также содержит боковой толкающий компонент 17 и блокирующее устройство 112. Боковой толкающий компонент 17 размещен на основной пластине 10 и расположен между оптическим волокном 15 обнаружения замедления и оптическим волокном 18 обнаружения прибытия. Блокирующее устройство 112 размещено на основной пластине 10, а соединительная линия между блокирующим устройством 112 и оптическим волокном 18 обнаружения прибытия параллельна оси y.
[000100] Кроме того, множество оптических волокон обнаружения также содержит оптическое волокно 16 обнаружения деформации подачи и оптическое волокно 113 обнаружения деформации выхода. Оптическое волокно 16 обнаружения деформации подачи и оптическое волокно 113 обнаружения деформации выхода могут быть выполнены с возможностью перемещения на основной пластине 10 вдоль направления z. Оптическое волокно 16 обнаружения деформации подачи и оптическое волокно 113 обнаружения деформации выхода расположены на двух сторонах бокового толкающего компонента 17, соответственно. Оптическое волокно 16 обнаружения деформации подачи выполнено с возможностью обнаружения состояния заготовки перед обработкой и своевременного обнаружения деформированной заготовки, что позволяет избежать дефектов обработки, вызванных обработкой деформированной заготовки. Оптическое волокно 113 обнаружения деформации выхода выполнено с возможностью обнаружения обработанной заготовки и объединения результатов обнаружения от оптического волокна 16 обнаружения деформации подачи для полного определения того, вызвал ли процесс обработки деформацию заготовки, с последующей корректировкой процесса обработки. Оптическое волокно 16 обнаружения деформации подачи и оптическое волокно 113 обнаружения деформации выхода прикреплены к основной пластине 10 посредством подъемного кронштейна 114. При изменении размера заготовки положение по высоте оптического волокна 16 обнаружения деформации подачи и оптического волокна 113 обнаружения деформации выхода регулируют посредством подъемного кронштейна 114 в зависимости от толщины заготовки, что позволяет повысить применимость процесса контроля.
[000101] Согласно варианту реализации настоящего изобретения, устройство 1c для транспортировки заготовки также содержит основание 11 и два направляющих рельса 12 в направлении y. Два направляющих рельса 12 в направлении y размещены на основании 11, причем два направляющих рельса 12 в направлении y выполнены параллельно оси y, а перемещающие компоненты выполнены на двух направляющих рельсах 12 в направлении y с возможностью скользящего перемещения. Каждый направляющий рельс 12 в направлении y содержит два скользящих блока, а две основные пластины 10 соединены с указанными двумя скользящими блоками, соответственно. Относительное положение двух основных пластин 10 регулируют посредством двух скользящих блоков, что обеспечивает удобство при обработке заготовок разных размеров и регулировке относительного положения двух основных пластин 10.
[000102] Согласно варианту реализации настоящего изобретения, устройство 4a для транспортировки заготовки также содержит подъемный механизм 5a и фиксирующее приспособление 3c для выравнивания и присасывания. Подъемный механизм 5a размещен на основании 11 и расположен непосредственно под траекторией перемещения платы-носителя 4c заготовки, а фиксирующее приспособление 3c для выравнивания и присасывания закреплено на верхней поверхности подъемного механизма 5a.
[000103] Согласно ФИГ. 12-15, фиксирующее приспособление 400 для выравнивания и присасывания согласно варианту реализации настоящего изобретения содержит универсальную установочную адаптерную пластину 141 и фиксирующее приспособление 144 для присасывания. Универсальная установочная адаптерная пластина 141 представляет собой элемент в виде прямой пластины, а вокруг универсальной установочной адаптерной пластины 141 выполнены четыре выравнивающих болтовых компонента 145. Выравнивающие болтовые компоненты 145 крепят универсальную установочную адаптерную пластину 141 к подъемному механизму 5а, и четыре выравнивающих болтовых компонента 145 выполнены с возможностью кручения для регулировки верхней поверхности универсальной установочной адаптерной пластины 141 для ее выравнивания. Фиксирующее приспособление 144 для присасывания размещено на верхней поверхности универсальной установочной адаптерной пластины 141, и заготовку переносят на фиксирующем приспособлении 144 для присасывания.
[000104] Положительный эффект настоящего изобретения заключается в том, что конструкция настоящего изобретения проста, и высоты четырех углов универсальной установочной адаптерной пластины 141 регулируют посредством четырех выравнивающих болтовых компонентов 145 с обеспечением опосредованной регулировки заготовки на фиксирующем приспособлении 144 для присасывания с обеспечением ее выравнивания. Процесс выравнивания удобен, поскольку не требуется прямого вмешательства для заготовки при выравнивании.
[000105] Согласно варианту реализации настоящего изобретения, универсальная установочная адаптерная пластина 141 имеет четыре отверстия 141a с мелкой резьбой, открытые вдоль ее направления толщины. Один конец каждого выравнивающего болтового компонента 145 размещен в соответствующем отверстии 141a с мелкой резьбой, а другой конец выравнивающего болтового компонента 145 соединен с подъемным механизмом 5a. Универсальная установочная адаптерная пластина 141 имеет четыре щелевых отверстия 141b, открытые вдоль ее направления толщины, и щелевые отверстия 141b сообщаются с отверстиями 141a с мелкой резьбой. Вокруг универсальной установочной адаптерной пластины 141 выполнены четыре горизонтальных стопорных винта 146, каждый из которых проходит через соответствующее щелевое отверстие 141b. Вращение горизонтального стопорного винта 146 позволяет регулировать размер щелевого отверстия 141b с последующей регулировкой размера отверстия 141a с мелкой резьбой и, наконец, с обеспечением плотного соединения между отверстием 141a с мелкой резьбой и выравнивающим болтовым компонентом 145. Кроме того, ось горизонтального стопорного винта 146 перпендикулярна оси выравнивающего болтового компонента 145. Горизонтальный стопорный винт 146 используют для фиксации с боковой поверхности, что позволяет избежать приложения усилия в направлении z в ходе фиксации, что позволяет уменьшить вмешательство процесса фиксации в процесс выравнивания.
[000106] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 15, выравнивающий болтовой компонент 145 содержит выравнивающий элемент 145a, сферическую прокладку 145b и соединительный элемент 145c. Выравнивающий элемент 145a имеет цилиндрическую форму, а внешний периферийный край выравнивающего элемента 145a имеет мелкую внешнюю резьбу 145a1. Мелкая внешняя резьба 145a1 входит в зацепление с отверстием 141a с мелкой резьбой, а выравнивающий элемент 145 имеет выравнивающее отверстие, проходящее через выравнивающий элемент 145a вдоль его направления толщины. Сферическая прокладка 145b выполнена между выравнивающим элементом 145 и подъемным механизмом. Один конец соединительного элемента 145c проходит через выравнивающее отверстие и сферическую прокладку 145b с обеспечением его соединения с подъемным механизмом 5a. Кроме того, верхняя часть выравнивающего отверстия представляет собой шестигранную потайную головку 145a2, удобную при осуществлении процедур выравнивания после ввинчивания гайковертом. Средняя часть выравнивающего отверстия представляет собой цилиндрическое потайное отверстие 145a3, а другой конец соединительного элемента 145c зажат внутри цилиндрического потайного отверстия 145a3. В результате взаимодействия цилиндрического потайного отверстия 145a3 с соединительным элементом 145c предотвращен конфликт между резьбовым соединением мелкой внешней резьбы 145a1 и изменяющимся углом выравнивания. Верхняя и нижняя прокладки сферической прокладки 145b находятся в контакте друг с другом через сферические поверхности, что позволяет избежать воздействия изменений угла в процессе выравнивания на процесс выравнивания. Предпочтительно, соединительный элемент 145c представляет собой винт с внутренним шестигранником в головке.
[000107] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 12, фиксирующее приспособление 400 для выравнивания и присасывания также содержит нагревательную пластину 142 и теплоизоляционную пластину 143. Нагревательная пластина 142 размещена между универсальной установочной пластиной-адаптером 141 и подъемным механизмом 5а. Теплоизоляционная пластина 143 размещена между нагревательной пластиной 142 и подъемным механизмом 15a. Каждая из нагревательной пластины 142 и теплоизоляционной пластины 143 имеет сквозное отверстие, с зазором подогнанное к выравнивающему болтовому компоненту 145.
[000108] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 14, фиксирующее приспособление 144 для присасывания содержит корпус 144a, множество присосок 144b и вакуумное соединение 144c. Множество присосок 144b разнесены в пространстве друг от друга на верхней поверхности корпуса 144a, а заготовки присасываются на присосках 144b. Вакуумное соединение 144c расположено на боковой поверхности корпуса 144a и сообщается с множеством присосок 144b.
[000109] Кроме того, фиксирующее приспособление 144 для присасывания также содержит светокомпенсирующую пластину 144d, размещенную на верхней поверхности корпуса 144a. Верхняя поверхность светокомпенсирующей пластины 144d представляет собой зеркальную поверхность, содействующую распознаванию устройством для визуального распознавания контура заготовки посредством зеркального отражения, для усиления источника света для распознавания контура и повышения точности распознавания контура заготовки.
[000110] При использовании выравнивающий элемент 145a ввинчивают в отверстие 141a с мелкой резьбой, после чего соединительный элемент 145c помещают в выравнивающее отверстие и поворачивают для фиксации нижнего конца соединительного элемента 145c с прикреплением к подъемному механизму, а затем выравнивающий элемент 145a поворачивают для обеспечения выравнивания. После завершения процесса выравнивания горизонтальный стопорный винт 146 затягивают для завершения процесса фиксации выравнивающего болтового компонента 145.
[000111] Согласно ФИГ. 16-18, устройство 6a для автоматического взвешивания и прерывания клея согласно варианту реализации настоящего изобретения содержит: взвешивающее ветронепроницаемое устройство 2b, причем взвешивающее ветронепроницаемое устройство 2b содержит первую вмещающую камеру, образованную внутри; взвешивающее устройство 1b, размещенное в первой вмещающей камере; устройство 4b для сегментирования текучей среды, размещенное над взвешивающим ветронепроницаемым устройством 2b и содержащее вторую вмещающую камеру, сообщающуюся с первой вмещающей камерой; контейнер 3b для приема текучей среды, размещенный во второй вмещающей камере и над взвешивающим устройством 1b. Контейнер 3b для приема текучей среды имеет два состояния: состояние прерывания клея и состояние взвешивания. В состоянии прерывания клея контейнер 3b для приема текучей среды перемещается вверх для приема клея. В состоянии взвешивания контейнер 3b для приема текучей среды перемещается вниз для его размещения на взвешивающем устройстве 1b для взвешивания клея. Настоящее изобретение имеет простую конструкцию. Вследствие размещения взвешивающего устройства 1b и контейнера 3b для приема текучей среды во вмещающих камерах обеспечен процесс взвешивания, лишенный помех. Устройство 4b для сегментирования текучей среды выполнено с возможностью сегментирования клея с обеспечением более точного выдаваемого количества при каждом измерении.
[000112] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 16, взвешивающее ветронепроницаемое устройство 2b содержит нижнюю пластину 21 и ветронепроницаемый кожух 22. Взвешивающее устройство 1b размещено на верхней поверхности нижней пластины 21. Ветронепроницаемый кожух 22 покрывает взвешивающее устройство 1b сверху, герметизирован и соединен с краем нижней пластины 21. Верхний конец ветронепроницаемого кожуха 22 имеет отверстие, а на отверстии размещено устройство 4b для сегментирования текучей среды.
[000113] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 17 и 18, устройство 4b для сегментирования текучей среды содержит уплотнительное основание 411, уплотнительный кожух 47, чашу 412 весов, удерживающее кольцо 48 и цилиндр 41 перемещения в направлении z. Уплотнительное основание 411 выполнено в отверстии, а средняя часть уплотнительного основания 411 имеет сквозное отверстие. Уплотнительный кожух 47 расположен на уплотнительном основании 411, а нижний конец уплотнительного кожуха 47 размещен в сквозном отверстии. Уплотнительный кожух 47 имеет верхнее отверстие и нижнее отверстие, а внутренний периферийный край нижнего отверстия выступает внутрь с образованием втулки 47а. Чаша 412 весов размещена внутри герметизирующего кожуха 47, и в положении, в котором контейнер 3b для приема текучей среды находится в состоянии прерывания клея, чаша 412 весов зажата на втулке 47а. Удерживающее кольцо 48 насажено на уплотнительный кожух 47. Один конец цилиндра 41 перемещения в направлении z размещен на уплотнительном основании 411, а другой конец цилиндра 41 перемещения в направлении z соединен с удерживающим кольцом 48 посредством блока 42 соединения цилиндра для приведения уплотнительного кожуха 47 в движение вверх и вниз.
[000114] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 18, контейнер 3b для приема текучей среды расположен на чаше 412 весов. Контейнер 3b для приема текучей среды содержит внешнюю коническую поверхность 32 и внутреннюю коническую поверхность 31, причем диаметр внешней конической поверхности 32 уменьшается в направлении сверху вниз, а диаметр внутренней конической поверхности 31 увеличивается в направлении сверху вниз. Внутренняя коническая поверхность 31 выполнена внутри внешней конической поверхности 32, а нижний край внутренней конической поверхности 31 соединен с нижним краем внешней конической поверхности 32. Между внутренней конической поверхностью 31 и внешней конической поверхностью 32 образована вмещающая камера для клея. Кроме того, верхний край внутренней конической поверхности 31 расположен выше верхнего края внешней конической поверхности 32, и каждая из внутренней конической поверхности 31 и внешней конической поверхности 32 представляет собой поверхность в виде усеченного конуса. Поверхность в виде усеченного конуса более легко входит в контакт с клеем по сравнению с прямой цилиндрической поверхностью, а при прерывании клея клей более свободно падает вдоль внутренней конической поверхности 31 или внешней конической поверхности 32. При этом верхнее пространство вмещающей камеры для клея, образованное между внутренней конической поверхностью 31 и внешней конической поверхностью 32, является относительно большим, в результате чего клеевая головка не будет сталкиваться с внутренней конической поверхностью 31 или внешней конической поверхностью 32.
[000115] Согласно варианту реализации изобретения, как показано на ФИГ. 17 и 18, устройство 4b для сегментирования текучей среды также содержит кожух 45 для взвешивания, размещенный в верхнем отверстии. Кожух 45А для взвешивания имеет отверстие 45а для прерывания клея, а ортогональная проекция центральной точки отверстия 45а для прерывания клея падает на внутреннюю коническую поверхность 31. На отверстии 45а для прерывания клея также выполнено эластичное кольцо 44, и эластичное кольцо 44 выполнено с возможностью амортизации клеевой головки, чтобы избежать жесткого контакта между клеевой головкой и отверстием 45а для прерывания клея. В данной конструкции после входа клеевой головки в отверстие 45а для прерывания клея центр клеевой головки расположен над внутренней конической поверхностью 31, и клей падает на внутреннюю коническую поверхность 31 и скользит вниз вдоль внутренней конической поверхности 31.
[000116] Согласно варианту реализации настоящего изобретения, периферийная боковая поверхность кожуха 45 для взвешивания соединена с внутренней периферийной поверхностью верхнего отверстия, два кольцевых паза 45b и паз 45d для положительного давления образованы на периферийной боковой поверхности кожуха 45 для взвешивания, и паз 45d для положительного давления расположен между указанными двумя кольцевыми пазами 45b.
[000117] Согласно предпочтительному варианту реализации настоящего изобретения, как показано на ФИГ. 18, кожух 45 для взвешивания имеет развальцованное отверстие 45f и множество воздуховодных отверстий 45e. Развальцованное отверстие 45f расположено непосредственно под отверстием 45а для прерывания клея и сообщается с отверстием 45а для прерывания клея. Развальцованное отверстие 45f представляет собой устье раструба с нисходящим отверстием. Множество воздуховодных отверстий 45e расположены в виде кругового массива, центрированного на центральной точке отверстия 45a для прерывания клея. Один конец воздуховодного отверстия 45e сообщается с развальцованным отверстием 45f, а другой конец воздуховодного отверстия 45e соединен с пазом 45d для положительного давления. Воздух вводят через паз 45d для положительного давления, и одновременно, воздуховодное отверстие 45e вводит воздух в развальцованное отверстие 45f. Устье раструба может концентрировать воздух и распылять воздух вниз с обеспечением отслоения клея от клеевой головки при перемещении воздуха вниз.
[000118] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 17, устройство 4b для сегментирования текучей среды также содержит соединение 46 для продувки под положительным давлением и вакуумное соединение 49 под отрицательным давлением. Соединение 46 для продувки под положительным давлением сообщается с пазом 45d для положительного давления. Вакуумное соединение 49 под отрицательным давлением размещено в нижней части внешней конической поверхности 32 и сообщается с вмещающей камерой для клея. В результате использования воздуха под положительным давлением для продувки воздуха из клеевой головки и использования воздуха под отрицательным давлением для всасывания воздуха из внутренней части вмещающей камеры для клея обеспечено перемещение клея по направлению потока воздуха сверху вниз, что содействует отделению клея от клеевой головки.
[000119] Согласно варианту реализации настоящего изобретения, как показано на ФИГ. 18, устройство 4b для сегментирования текучей среды также содержит два первых уплотнительных кольца 43 и второе уплотнительное кольцо 410, причем два первых уплотнительных кольца 43 расположены в двух кольцевых пазах 45b, соответственно. Второе уплотнительное кольцо 410 размещено между уплотнительным кожухом 47 и уплотнительным основанием 411. В результате установки первых уплотнительных колец 43 и второго уплотнительного кольца 410 обеспечена конфигурация, в которой уплотнительный кожух 47 и ветронепроницаемый кожух 22 всегда находятся в безветренном состоянии в ходе указанных двух процессов прерывания клея и взвешивания, что позволяет избежать внешних помех и обеспечить точные результаты измерений.
[000120] В ходе работы заготовку размещают на плате-носителе 4c заготовки, оба конца платы-носителя 4c заготовки перемещаются вдоль оси x при приведении в движение синхронным ремнем 13a, а оптическое волокно 14 обнаружения подачи на входе определяет, входит ли плата-носитель 4c заготовки в перемещающий компонент. При обнаружении оптическим волокном 15 обнаружения замедления платы-носителя 4c заготовки, первый приводной двигатель 13f начинает замедляться, и одновременно, оптическое волокно 16 обнаружения деформации подачи выполняет обнаружение на верхней поверхности проходящей заготовки. Если любая заготовка деформирована, будет подан сигнал оповещения. При перемещении платы-носителя 4c заготовки к оптическому волокну 18 обнаружения прибытия, блокирующее устройство 112 поднимается вверх для блокировки платы-носителя 4c заготовки. Затем боковой толкающий компонент 17 проталкивает плату-носитель 4c заготовки, в результате чего она упирается в основную пластину 10, в результате чего плата-носитель 4c заготовки позиционирована в направлении x и в направлении y. Затем подъемный механизм 5a поднимает плату-носитель 4c заготовки вверх, а фиксирующее приспособление 400 для выравнивания и присасывания присасывает и фиксирует заготовку. Устройство 2a для измерения высоты и устройство 3a для визуального распознавания перемещаются над заготовкой при приведении в движение механизмом перемещения в направлении y и механизма перемещения в направлении x. После измерения устройством 2a для измерения высоты платы-носителя 4c заготовки, подъемный механизм 5a компенсирует указанную высоту для завершения позиционирования в направлении z, а затем устройство 3a для визуального распознавания получает фотографические изображения для обнаружения. Механизм перемещения в направлении y, механизм перемещения в направлении x и один механизм перемещения в направлении z в совокупности перемещают выдачное устройство для текучей среды в положение непосредственно над микросхемой для обработки выдачи клея. Механизм перемещения в направлении x и другой механизм перемещения в направлении z в совокупности перемещают другое выдачное устройство для текучей среды на другую микросхему, после чего устройство 1a1 для тонкой регулировки в направлении y используют для выполнения тонкой регулировки в направлении y для обеспечения возможности перемещения другого выдачного устройства для текучей среды в положение непосредственно над другой микросхемой для обработки выдачи клея. После завершения обработки, в ходе выгрузки, заготовку подвергают вторичному обнаружению оптическим волокном 113 обнаружения деформации выхода, а положение выгрузки платы-носителя 4c заготовки обнаруживают посредством оптического волокна 111 обнаружения выхода.
[000121] При каждом запуске устройства или замене выдачного устройства для текучей среды объем подаваемого клея калибруют путем взвешивания. Цилиндр 41 перемещения в направлении z приводит уплотнительный кожух 47 для обеспечения его перемещения вверх, в результате чего втулка 47a поднимает чашу 412 весов и контейнер 3b для приема текучей среды. Затем клеевая головка выдачного устройства для текучей среды проходит в отверстие 45a для прерывания клея и входит в развальцованное отверстие 45f. Соединение 46 для продувки под положительным давлением и вакуумное соединение 49 под отрицательным давлением работают посредством нагнетания и всасывания для плавного введения клея на клеевой головке в контейнер 3b для приема текучей среды. Затем соединение 46 для продувки под положительным давлением и вакуумное соединение 49 под отрицательным давлением прекращают работу, и цилиндр 41 перемещения в направлении z перемещается вниз, в результате чего чаша 412 весов и контейнер 3b для приема текучей среды падают на взвешивающее устройство 1b для взвешивания.
[000122] Согласно ФИГ. 19 и 20, механизм 1 загрузки и выгрузки, выполненный в настоящем изобретении, может содержать профильный каркас a1, механизм a2 поперечного перемещения и подъема накопителя и механизм a3 захвата и транспортировки заготовки. Механизм a2 поперечного перемещения и подъема накопителя и механизм a3 захвата и транспортировки заготовки установлены внутри профильного каркаса a1.
[000123] Размер и форма профильного каркаса a1 могут быть подобраны в соответствии с фактическими потребностями, и настоящее изобретение не накладывает на указанный выбор излишних ограничений. При необходимости профильный каркас a1 может представлять собой алюминиевый профиль.
[000124] Механизм a2 поперечного перемещения и подъема накопителя выполнен с возможностью переноса на нем накопителя a5, перемещения переносимого накопителя a5 вверх и вниз и поперечного перемещения переносимого накопителя a5 для размещения накопителя a5 в положении напротив механизма a3 захвата и транспортировки заготовки.
[000125] В случае применения на конце загрузки механизм a3 захвата и транспортировки заготовки используют для захвата заготовки из противолежащего накопителя a5 и ее загрузки на конвейерную ленту. В другом варианте, в случае применения на конце выгрузки, механизм a3 захвата и транспортировки заготовки используют для проталкивания заготовки на конвейерной ленте в противолежащий накопитель a5.
[000126] В возможном варианте механизм загрузки и выгрузки может также содержать промежуточную разделительную пластину a4, выполненную с возможностью отделения накопителя a5, переносимого механизмом a2 поперечного перемещения и подъема накопителя, от механизма a3 захвата и транспортировки заготовки. Промежуточная разделительная пластина a4 имеет сквозное отверстие для прохождения через него заготовки.
[000127] Механизм a2 поперечного перемещения и подъема накопителя выполнен с возможностью поперечного перемещения переносимого накопителя a5 и перемещения переносимого накопителя a5 вверх и вниз для размещения накопителя a5 в положении напротив сквозного отверстия. Механизм a3 захвата и транспортировки заготовки захватывает заготовку в накопителе a5 через сквозное отверстие или проталкивает заготовку в накопитель a5 через сквозное отверстие.
[000128] Согласно ФИГ. 21, механизм a2 поперечного перемещения и подъема накопителя, выполненный в настоящем изобретении, может содержать второй серводвигатель a21, ходовой винт a22, второе соединение a23, ходовую гайку a24, подъемную платформу a25, ходовую соединительную пластину a26, первый вертикальный направляющий рельс a27, платформу a28 поперечного перемещения, первую профильную колонну a29, модуль a230 поперечного перемещения и платформу a231 накопителя.
[000129] Первый конец ходового винта a22 соединен со вторым серводвигателем a21 посредством второго соединения a23, а второй конец ходового винта a22 соединен с подъемной платформой a25 посредством ходовой гайки a24. Подъемная платформа a25 установлена с ходовой соединительной пластиной a26, установленной на первом вертикальном направляющем рельсе a27. Второй серводвигатель a21 выполнен с возможностью привода, через ходовой винт a22, подъемной платформы a25 для обеспечения ее перемещения вверх и вниз вдоль первого вертикального направляющего рельса a27.
[000130] Подъемная платформа a25 соединена с платформой a28 поперечного перемещения посредством первой профильной колонны a29, а модуль a230 поперечного перемещения установлен на верхнем конце первой профильной колонны a29. Платформа a231 накопителя установлена на платформе a28 поперечного перемещения и ее используют для переноса по меньшей мере одного накопителя a5. Накопитель a5 может перемещаться в поперечном направлении при приведении в движение модулем a230 поперечного перемещения.
[000131] Согласно ФИГ. 22-24, механизм a3 захвата и транспортировки заготовки, выполненный в настоящем изобретении, может содержать нижнюю пластину a31 транспортировочной платформы, вторую профильную колонну a32, поперечный направляющий рельс a33, блок a34 установки ходовой колонны, ползун a35a направляющего рельса, пластину a35b установки ползуна, подвижную вертикальную пластину a36 установки, неподвижную колонну a37, неподвижную вертикальную пластину a38 установки, приводной компонент конвейерной ленты, две конвейерные ленты a340 и механизм a341 возврата захвата.
[000132] Множество плат-носителей 4c заготовок уложены штабелями в накопитель a5. Один конец подвижной вертикальной пластины a36 установки и один конец неподвижной вертикальной пластины a38 установки расположены вблизи одного конца основной пластины 10, что облегчает транспортировку платы-носителя 4c заготовки к устройству 1c для транспортировки заготовки из накопителя a5.
[000133] Нижняя пластина a31 транспортировочной платформы установлена на верхнем конце второй профильной колонны a32.
[000134] Поперечный направляющий рельс a33 установлен на одном конце нижней пластины a31 транспортировочной платформы вдоль первого горизонтального направления. Блок a34 установки ходовой колонны установлен на поперечном направляющем рельсе a33 через ползун a35a направляющего рельса и пластину a35b установки ползуна. Подвижная вертикальная пластина а36 установки установлена на блоке а34 установки ходовой колонны.
[000135] Неподвижная колонна a37 неподвижно установлена на другом конце нижней пластины a31 транспортировочной платформы, разнесена в пространстве от подвижной вертикальной пластины a36 установки и обращена к ней. Неподвижная вертикальная пластина a38 установки установлена на неподвижной колонне a37, а две конвейерные ленты a340 установлены на подвижной вертикальной пластине a36 установки и неподвижной вертикальной пластине a38 установки, соответственно. Приводной компонент конвейерной ленты выполнен с возможностью привода двух конвейерных лент a340 с обеспечением их синхронного вращения.
[000136] Механизм a341 возврата захвата установлен на неподвижной вертикальной пластине a38 установки. Механизм a341 возврата захвата выполнен с возможностью перемещения по направлению к противолежащему ему накопителю a5 или от него для размещения заготовки, захваченную из накопителя a5, на конвейерную ленту или проталкивания заготовки на конвейерной ленте в накопитель a5.
[000137] При необходимости приводной компонент конвейерной ленты может содержать ведущее колесо a391 конвейерной ленты, холостое колесо натяжения a392 конвейерной ленты и первый приводной двигатель a393. Приводной конец первого приводного двигателя a393 соединен с ведущим колесом a391 конвейерной ленты, а конвейерная лента a340 накручена на ведущее колесо a391 конвейерной ленты и холостое колесо натяжения a392 конвейерной ленты. Первый приводной двигатель a393 приводит конвейерную ленту a340 с обеспечением ее вращения посредством ведущего колеса a391 конвейерной ленты.
[000138] В возможном варианте механизм a341 возврата захвата может содержать компонент ременного привода и компонент возврата захвата. Компонент возврата захвата установлен на компоненте ременного привода, а компонент ременного привода приводит компонент возврата захвата с обеспечением его перемещения к противолежащему ему накопителю a5 или от него.
[000139] Согласно ФИГ. 24, компонент ременного привода может содержать второй приводной двигатель a3411, второе ведущее колесо a3412, второе ведомое колесо a3413 и ремень a3414. Среди них второй приводной двигатель a3411, второе ведущее колесо a3412 и второе ведомое колесо a3413 установлены на неподвижной вертикальной пластине a38 установки, а ремень a3414 накручен на второе ведущее колесо a3412 и второе ведомое колесо a3413. Приводной конец второго приводного двигателя a3411 соединен со вторым ведущим колесом a3412. Второй приводной двигатель a3411 приводит второе ведущее колесо a3412 с обеспечением вращения ремня a3414.
[000140] Согласно ФИГ. 24, компонент возврата захвата может содержать захват a3415, цилиндр a3416, блок a3417 установки цилиндра, линейный направляющий рельс a3418 и скользящий блок a3419. Один конец скользящего блока a3419 неподвижно соединен с ремнем a3414, а другой конец скользящего блока a3419 установлен на линейном направляющем рельсе a3418. Захват a3415 установлен на цилиндре a3416, а цилиндр a3416 прикреплен к скользящему блоку a3419 посредством блока a3417 установки цилиндра. Линейный направляющий рельс a3418 размещен таким образом, что он обращен к противолежащему ему накопителю a5. Скользящий блок a3419 приводят посредством ремня a3414 с обеспечением перемещения вдоль линейного направляющего рельса a3418 для привода захвата с обеспечением его перемещения к противолежащему ему накопителю a5 или от него.
[000141] На практике приводной двигатель вращается в прямом направлении с обеспечением привода захвата a3415 для его перемещения по направлению к накопителю a5. Цилиндр a3416 управляет открытием и закрытием захвата a3415 для захвата заготовки в накопителе a5. В другом варианте приводной двигатель вращается в обратном направлении с обеспечением привода захвата a3415 для его перемещения в направлении от накопителя a5 вдоль линейного направляющего рельса a3418 для размещения захваченной заготовки на конвейерной ленте приводного компонента конвейерной ленты.
[000142] Цилиндр a3416 закрывает захват a3415, и двигатель вращается в прямом направлении с обеспечением привода захвата a3415 для проталкивания заготовки на конвейерной ленте приводного компонента конвейерной ленты.
[000143] Согласно ФИГ. 25, механизм a3 захвата и транспортировки заготовки, выполненный в настоящем изобретении, также содержит узел a350 прижимного колеса, содержащий прижимное колесо a351, резиновое кольцо a352, вал a353 вращения, подъемный вал a354 и блок a355 механизма. Резиновое кольцо a352 насажено на прижимное колесо a351, прижимное колесо a351 зафиксировано на подъемном валу a354 посредством вала a353 вращения, а подъемный вал a354 проходит через блок a355 механизма для установки указанного вала на верхнем конце подвижной вертикальной пластины a36 установки. Прижимное колесо a351 расположено на внутренней стороне подвижной вертикальной пластины a36 установки вблизи неподвижной вертикальной пластины a38 установки. Прижимное колесо a351 выполнено с возможностью уплощения заготовки, захваченной механизмом a341 возврата захвата.
[000144] Таким образом, механизм 1 загрузки и выгрузки, выполненный в настоящем описании, объединяет механизм поперечного перемещения и подъема накопителя и механизм захвата и транспортировки заготовки в одном механизме. В результате использования механизма поперечного перемещения и подъема накопителя может быть обеспечена автоматическая стыковка между накопителем и механизмом захвата и транспортировки заготовки, что гарантирует успешный захват заготовки из накопителя или проталкивание заготовки в накопитель посредством механизма захвата и транспортировки заготовки. Кроме того, использование механизма захвата и транспортировки заготовки обеспечивает автоматическую загрузку путем подбора заготовки из накопителя и ее загрузки на конвейерную ленту, а также автоматический выход путем проталкивания заготовки с конвейерной ленты в накопитель, что позволяет обеспечить автоматическую загрузку и выгрузку заготовок с повышением эффективности загрузки и разгрузки заготовок. Указанная конструкция может быть использована на конце загрузки и на конце выхода с обеспечением наилучшей применимости.
[000145] На ФИГ. 26 показана внешняя схема устройства для крепления теплорассеивающего кожуха, выполненного в варианте реализации настоящего изобретения, а на ФИГ. 27 показана структурная схема устройства для крепления теплорассеивающего кожуха, выполненного в варианте реализации настоящего изобретения. Устройство для крепления теплорассеивающего кожуха, выполненное в настоящем описании, может содержать модуль b1 конвейерного рельса, модуль b2 крепления, устройство b3 для загрузки теплорассеивающего кожуха и модуль b4 определения местоположения.
[000146] Модуль b1 конвейерного рельса выполнен с возможностью транспортировки платы-носителя к сборочной станции, а плата-носитель несет микросхему внутри себя. Устройство b3 для загрузки теплорассеивающего кожуха выполнено с возможностью транспортировки теплорассеивающего кожуха к станции всасывания. Модуль b4 определения местоположения установлен на станции определения местоположения.
[000147] Модуль b2 крепления выполнен с возможностью перемещения между станцией всасывания, станцией определения местоположения и сборочной станцией. Модуль b2 крепления перемещается к станции определения местоположения после присасывания теплорассеивающего кожуха на станции всасывания. Модуль b4 определения местоположения обнаруживает и идентифицирует теплорассеивающий кожух, присосанный модулем b2 крепления, и после обнаружения и идентификации присосанного теплорассеивающего кожуха модулем b4 определения местоположения модуль b2 крепления перемещает теплорассеивающий кожух к сборочной станции и осуществляет сборку теплорассеивающего кожуха и микросхемы внутри платы-носителя на сборочной станции.
[000148] Обычно устройство для крепления теплорассеивающего кожуха также может содержать каркас b5 устройства. Модуль b1 конвейерного рельса, модуль b2 крепления, устройство b3 для загрузки теплорассеивающего кожуха и модуль b4 определения местоположения установлены внутри каркаса b5 устройства. Устройство для крепления теплорассеивающего кожуха также содержит экран b6 дисплея и складную клавиатуру b7. Экран b6 дисплея установлен над каркасом b5 устройства, а складная клавиатура b7 установлена на боковой поверхности каркаса b5 устройства.
[000149] В возможном варианте, для обеспечения перемещения модуля b2 крепления между станцией всасывания, станцией определения местоположения и сборочной станцией, устройство для крепления теплорассеивающего кожуха, выполненное в настоящем изобретении, может также содержать узел b8 привода модуля крепления, содержащий второй приводной двигатель b81, два конвейерных рельса b82, параллельные друг другу и разнесенные в пространстве друг от друга, и установочный кронштейн b83, установленный на указанных двух конвейерных рельсах b82. Конвейерные рельсы b82 охватывают модуль b1 конвейерного рельса, модуль b4 определения местоположения и устройство b3 для загрузки теплорассеивающего кожуха. Приводной конец второго приводного двигателя b81 находится в передаточном соединении с установочным кронштейном b83. Два конца установочного кронштейна b83 установлены на конвейерных рельсах b82 посредством ползунов, соответственно, а модуль b2 крепления установлен на установочном кронштейне b83. Второй приводной двигатель b81 посредством установочного кронштейна b83 приводит модуль b2 крепления с обеспечением его перемещения по конвейерным рельсам b82.
[000150] Кроме того, приводной компонент b8 модуля крепления может также содержать третий приводной двигатель b84, а приводной конец третьего приводного двигателя b84 соединен с модулем b2 крепления для привода модуля b2 крепления с обеспечением его перемещения по установочному кронштейну b83 вдоль установочного кронштейна b83.
[000151] На ФИГ. 28 показан вид сверху устройства для крепления теплорассеивающего кожуха, выполненного в варианте реализации настоящего изобретения, при присасывании теплорассеивающего кожуха. На ФИГ. 29 показан вид сверху устройства для крепления теплорассеивающего кожуха, выполненного в варианте реализации настоящего изобретения, в сборе с теплорассеивающим кожухом. Согласно комбинации ФИГ. 28 и 29, в настоящем изобретении плату носителя перемещают к сборочной станции посредством модуля b1 конвейерного рельса; носитель теплорассеивающего кожуха (несущий теплорассеивающий кожух) загружают на устройство b3 для загрузки теплорассеивающего кожуха, и устройство b3 для загрузки теплорассеивающего кожуха загружает носитель теплорассеивающего кожуха на станцию всасывания; модуль b2 крепления перемещают к станции всасывания для присасывания теплорассеивающего кожуха, согласно ФИГ. 3, а затем модуль b2 крепления перемещает присосанный теплорассеивающий кожух на станцию определения местоположения, и модуль b4 определения местоположения обнаруживает и идентифицирует теплорассеивающий кожух, присосанный модулем b2 крепления; затем модуль b2 крепления перемещает присосанный теплорассеивающий кожух на сборочную станцию и осуществляет сборку теплорассеивающего кожуха с микросхемой внутри платы-носителя на сборочной станции, согласно ФИГ. 29, для обеспечения автоматической загрузки, позиционирования и сборки теплорассеивающего кожуха. Поскольку местоположение теплорассеивающего кожуха может быть определено перед сборкой, сборка может быть выполнена на основе информации о местоположении теплорассеивающего кожуха в ходе процесса сборки, что обеспечивает лучшую точность сборки и обеспечивает сборку, соответствующую требованиям к сборке.
[000152] Несколько основных модулей в устройстве для крепления теплорассеивающего кожуха описаны ниже.
[000153] В возможном варианте модуль b1 конвейерного рельса может содержать конвейерный рельс и модуль b4 подъема и определения местоположения, расположенный между концом загрузки и концом выгрузки конвейерного рельса. Конвейерный рельс принимает плату-носитель на конце загрузки конвейерного рельса и перемещает плату-носитель над модулем b4 подъема и определения местоположения. Модуль b4 подъема и определения местоположения поднимает плату-носитель вверх, определяет местоположение и фиксирует плату-носитель после подъема платы-носителя в надлежащее местоположение. После сборки и корпусирования теплорассеивающего кожуха на микросхеме внутри платы-носителя конвейерный рельс перемещает плату-носитель к концу выгрузки конвейерного рельса для выхода.
[000154] Со ссылкой на ФИГ. 30A и 30B описан модуль 2 крепления, выполненный в настоящем изобретении.
[000155] На ФИГ. 30A показана структурная схема модуля крепления, выполненного в варианте реализации настоящего изобретения, на ФИГ. 30B показан вид в поперечном сечении модуля крепления, выполненного в варианте реализации настоящего изобретения, а на ФИГ. 30C показана схема в виде спереди модуля крепления, выполненного в варианте реализации настоящего изобретения. Согласно ФИГ. 30A-30C, модуль b2 крепления, выполненный в настоящем изобретении, может содержать компонент подачи газа под отрицательным давлением, вакуумную присоску b21, компонент регулировки угла, датчик b22 силы, передаточный компонент, проводящий стержень b23 и пружину b24.
[000156] Трахеальное соединение b251 компонента подачи газа под отрицательным давлением соединено с воздухозаборником вакуумной присоски b21 для обеспечения отрицательного давления для вакуумной присоски b21. Другими словами, компонент подачи газа под отрицательным давлением обеспечивает отрицательное давление для вакуумной присоски b21 посредством трахеального соединения b251.
[000157] Вакуумная присоска b21 установлена на первом конце передаточного компонента, а второй конец передаточного компонента упирается в первый конец пружины b24. Второй конец пружины b24 упирается в первый конец проводящего стержня b23, а второй конец проводящего стержня b23 упирается в датчик b22 силы. Таким образом, при присасывания вакуумной присоской b21 теплорассеивающего кожуха, передаточный компонент передает усилие нажатия на датчик b22 силы посредством пружины b24, что позволяет датчику b22 силы определять значение усилия нажатия вакуумной присоски b21 на присосанный теплорассеивающий кожух.
[000158] Компонент регулировки угла находится в передаточном соединении с вакуумной присоской b21, и компонент регулировки угла приводит вакуумную присоску b21 для выполнения регулировки угла. Другими словами, компонент регулировки угла может приводить вакуумную присоску b21 с обеспечением ее вращения для регулировки угла между вакуумной присоской b21 и горизонтальным направлением. Например, компонент регулировки угла может приводить вакуумную присоску b21 с обеспечением регулировки угла в диапазоне 360°.
[000159] В возможном варианте компонент подачи газа под отрицательным давлением может содержать трахеальное соединение b251, уплотнительную камеру b252 и уплотнительное кольцо. Трахеальное соединение b251 входит в уплотнительную камеру b252, уплотнительная камера b252 сообщается с вакуумной присоской b21, и уплотнительная камера b252 герметизируется посредством уплотнительного кольца.
[000160] Количество уплотнительных колец может быть выбрано в соответствии с фактическим состоянием уплотнительной камеры b252. Например, на ФИГ. 27 выполнены третье уплотнительное кольцо b253 и четвертое уплотнительное кольцо b254.
[000161] В возможном варианте передаточный компонент может содержать шлиц b26, представляющий собой полую конструкцию. Заданный сегмент шлица b26 имеет сквозное отверстие и размещен внутри уплотнительной камеры b252. Уплотнительная камера b252 сообщается с вакуумной присоской b21 через сквозное отверстие и полую конструкцию шлица b26.
[000162] Трахеальное соединение b251 входит в уплотнительную камеру b252, а другой конец трахеального соединения b251 соединен с обеспечивающим нагрузку устройством. Таким образом, обеспечивающее нагрузку устройство будет подавать отрицательное давление в уплотнительную камеру b252 посредством трахеального соединения b251. Вследствие полой конструкции шлица b26 и обеспечения сквозного отверстия в части уплотнительной камеры b252, отрицательное давление внутри уплотнительной камеры b252 может сообщаться с вакуумной присоской b21 для достижения управления присасыванием вакуумной присоски b21.
[000163] При необходимости верхний конец шлица b26 упирается в первый конец пружины b24. Перемещение шлица b26 вверх и вниз передается на пружину b24, а усилие прижатия, оказываемое вследствие деформации пружины b24, передается на датчик b22 силы через проводящий стержень b23. Другими словами, после присасывания вакуумной присоской b21 теплорассеивающего кожуха, шлиц b26 передает усилие прижатия на датчик b22 силы через пружину b24, и датчик b22 силы определяет величину усилия прижатия, что позволяет в режиме реального времени контролировать усилие прижатия, вырабатываемое при присасывании теплорассеивающего кожуха вакуумной присоской b21.
[000164] Для облегчения регулировки исходной величины сжатия пружины b24 модуль b2 крепления, выполненный в настоящем изобретении, может также содержать гнездо b27 регулировки до подачи давления, установленное над датчиком b22 силы для регулировки исходной величины сжатия пружины b24.
[000165] В возможном варианте компонент регулировки угла может содержать третий серводвигатель b281, третье соединение b282, первое синхронное колесо b283, ремень, второе синхронное колесо b285, муфту b286 передачи и вал b287 вращения.
[000166] Приводной стержень третьего серводвигателя b281 находится в передаточном соединении с первым синхронным колесом b283 посредством третьего соединения b282. Первое синхронное колесо b283 закреплено на первом конце вала b287 вращения, а второе синхронное колесо b285 и муфта b286 передачи закреплены на втором конце вала b287 вращения. Второе синхронное колесо b285 и муфта b286 передачи вращаются синхронно с валом b287 вращения.
[000167] Ремень насажен на первое синхронное колесо b283 и на второе синхронное колесо b285, а муфта b286 передачи насажена и закреплена на шлице b26 передаточного компонента.
[000168] В случае, если передаточный компонент содержит указанный шлиц b26, указанная муфта b286 передачи обычно представляет собой муфту b26 шлица.
[000169] При практическом применении обычно необходимо натяжение ремня. Для содействия регулировке натяжения ремня, компонент регулировки угла может также содержать винт b288 натяжения ремня, используемый для регулировки усилия натяжения ремня.
[000170] Обычно присасывающая поверхность модуля b2 крепления может быть наклонена после установки. Для удовлетворения требованиям процесса модуль b2 крепления, выполненный в настоящем изобретении, может также содержать выравнивающий компонент, находящийся в передаточном соединении с вакуумной присоской b21 для регулировки горизонтального угла вакуумной присоски b21.
[000171] В возможном варианте модуль b2 крепления может также содержать кронштейны, которые включают в себя кронштейн b296 действия и регулировочный кронштейн b297. Вакуумная присоска b21 установлена на кронштейне b296 действия. Кроме того, компонент подачи газа под отрицательным давлением, компонент регулировки угла, датчик b22 усилия, передаточный компонент, проводящий стержень b23, пружина b24 и т.д. также закреплены на кронштейне b296 действия.
[000172] Выравнивающий компонент может содержать первую выравнивающую пластину b291 и вторую выравнивающую пластину b292. Первая выравнивающая пластина b291 установлена на регулировочном кронштейне b297 посредством регулировочного вала b293 вращения, а регулировочный кронштейн b297 закреплен на кронштейне b296 действия посредством второй выравнивающей пластины b292.
[000173] Согласно ФИГ. 30A и 30C, выравнивающий компонент может также содержать первый выравнивающий винт b294 и второй выравнивающий винт b295. На верхнем конце и нижнем конце второй выравнивающей пластины b292 неподвижно выполнены первое гнездо перфорации винта и второе гнездо перфорации винта. Первый выравнивающий винт b294 проходит через первое гнездо перфорации винта и входит в верхний конец первой выравнивающей пластины b291, а второй выравнивающий винт b295 проходит через второе гнездо перфорации винта и входит в нижний конец второй выравнивающей пластины b292.
[000174] При затяжении первого выравнивающего винта b294 по направлению к первой выравнивающей пластине b291 он приводит первую выравнивающую пластину b291 с обеспечением ее вращения против часовой стрелки вокруг регулировочного вала b293 вращения; при затяжении второго выравнивающего винта b295 по направлению к первой выравнивающей пластине b291, он приводит вторую выравнивающую пластину b292 с обеспечением ее вращения по часовой стрелке вокруг регулировочного вала b293 вращения.
[000175] На ФИГ. 30D показана схема вакуумной присоски, выполненной в варианте реализации настоящего изобретения, в ходе выравнивания. Вакуумная присоска 21 перед выравниванием обозначена позицией (a) на ФИГ. 30D, а вакуумная присоска 21 после выравнивания обозначена позицией (b) на ФИГ. 30D.
[000176] Модуль крепления, выполненный в настоящем изобретении, может точно регулировать угол вакуумной присоски вследствие наличия компонента регулировки угла и может обеспечивать крепление и установку теплорассеивающих кожухов различных размеров и спецификаций, а также может отслеживать усилие, оказываемое вакуумной присоской на присосанную заготовку в режиме реального времени посредством датчика силы с обеспечением обратной связи по усилию в ходе крепления и установки, что позволяет обеспечить соответствие требованиям процесса и одновременно исключить риск повреждения изделия в ходе сборки. Кроме того, обеспечение компонента регулировки угла высокой точности может обеспечить точность сборки.
[000177] Со ссылкой на ФИГ. 31A и 31B описано устройство для загрузки теплорассеивающего кожуха, выполненное в настоящем изобретении.
[000178] На ФИГ. 31A показана структурная схема устройства для загрузки и выгрузки для носителя b3 теплорассеивающего кожуха, выполненного в варианте реализации настоящего изобретения, а на ФИГ. 31B показан вид сверху устройства для загрузки и выгрузки для носителя b3 теплорассеивающего кожуха, выполненного в варианте реализации настоящего изобретения. Согласно ФИГ. 31A и 31B, устройство для загрузки и выгрузки для носителя b3 теплорассеивающего кожуха, выполненное в настоящем изобретении, может содержать часть b31 загрузки, часть b32 подбора и позиционирования, часть b33 выгрузки и первый узел b34 поперечного перемещения. Первый узел b34 поперечного перемещения охватывает часть b31 загрузки, часть b32 подбора и позиционирования, и часть b33 выгрузки.
[000179] После поднятия частью b31 загрузки носителя b35 теплорассеивающего кожуха в надлежащее положение первый узел b34 поперечного перемещения перемещает носитель b35 теплорассеивающего кожуха от части b31 загрузки к части b32 подбора и позиционирования. Часть b32 подбора и позиционирования позиционирует и фиксирует носитель b35 теплорассеивающего кожуха, а механизм подбора подбирает теплорассеивающий кожух на носителе b35 теплорассеивающего кожуха. Первый узел b34 поперечного перемещения перемещает носитель b35 теплорассеивающего кожуха, с которого был подобран теплорассеивающий кожух, от части b32 подбора и позиционирования к части b33 выгрузки.
[000180] Обычно часть b32 подбора и позиционирования расположена между частью b31 загрузки и частью b33 выгрузки для уменьшения хода перемещения первого узла b34 поперечного перемещения с обеспечением простого пространственного расположения и с высокой степенью утилизации рабочего пространства.
[000181] В возможном варианте часть b31 загрузки может содержать первую подъемную пластину b32, датчик b312 подъема и позиционирования и первый подъемный узел b313. Первый узел b34 поперечного перемещения содержит зажимной цилиндр и зажимной блок b342. Первая подъемная пластина b32 установлена на подъемном конце первого подъемного узла b313, а верхнюю часть первой подъемной пластины b32 используют для переноса носителя b35 теплорассеивающего кожуха. Приводной конец зажимного цилиндра соединен с зажимным блоком b342 для привода зажимного блока b342 с обеспечением его открытия и закрытия. Первый подъемный узел b313 поднимает носитель b35 теплорассеивающего кожуха к датчику, и зажимной цилиндр приводит зажимной блок b342 для зажатия носителя b35 теплорассеивающего кожуха.
[000182] Указанный в настоящем описании датчик подъема и позиционирования b312 может представлять собой фотоэлектрический датчик или т.п. Фотоэлектрический датчик обычно содержит излучатель света и приемник света, установленные напротив друг друга. При подъеме носителя b35 теплорассеивающего кожуха в положение между излучателем света и приемником света, приемник света вырабатывает изменяющийся электрический сигнал для определения того, поднят ли носитель b35 теплорассеивающего кожуха в надлежащее положение относительно фотоэлектрического датчика.
[000183] При необходимости первый подъемный узел b313 может содержать первый подъемный двигатель b3131, первый подъемный направляющий рельс b3132 и первый подъемный ходовой винт b3133. Первая подъемная пластина b32 установлена на первом подъемном направляющем рельсе b3132 посредством первого скользящего блока b3134, а первый подъемный ходовой винт b3133 установлен между первым подъемным двигателем b3131 и первой подъемной пластиной b32. Первый подъемный двигатель b3131 посредством первого подъемного ходового винта b3133 приводит первую подъемную пластину b32 с обеспечением ее перемещения вверх и вниз вдоль первого подъемного направляющего рельса b3132.
[000184] На практике носитель b35 теплорассеивающего кожуха может представлять собой пластину b3 загрузки лотка, несущую теплорассеивающий кожух, или кассетный зажим, несущий теплорассеивающий кожух.
[000185] Например, в случае, если носитель b35 теплорассеивающего кожуха представляет собой пластину b3 загрузки лотка, пластина b3 загрузки лотка части b31 загрузки расположена над первой подъемной пластиной b32, и пластина b3 загрузки лотка несет теплорассеивающий кожух. Первый подъемный узел b313 поднимает пластину b3 загрузки лотка посредством первой подъемной пластины b32 для поднятия пластины b3 загрузки лотка в надлежащее положение относительно датчика b312 подъема и позиционирования. Часть b31 загрузки также содержит первый поперечный рельс b314 скольжения, и пластину b3 загрузки лотка загружают непосредственно над первой подъемной пластиной b32 вдоль первого поперечного рельса b314 скольжения под действием внешнего усилия.
[000186] Для облегчения управления пластиной b3 загрузки лотка оператором на конце пластины b3 загрузки лотка может быть закреплена и установлена ручка b36. Оператор может управлять ручкой b36 для воздействия на пластину b3 загрузки лотка для обеспечения вытягивания первого поперечного рельса b314 скольжения. Соответственно, пластину b3 загрузки лотка загружают непосредственно над первой подъемной пластиной b32 вдоль первого поперечного рельса b314 скольжения под действием внешнего усилия (обычно представляющего собой приложенное оператором усилие или механическое усилие, приложенное другим образом).
[000187] Часть b32 подъема и позиционирования может содержать множество блоков b321 подъема и позиционирования. Первый узел b34 поперечного перемещения также содержит подвижный элемент b341 и приводной модуль для подвижного элемента b341. Цилиндр зажимного блока b342 неподвижно установлен на подвижном элементе b341, а приводной модуль для подвижного элемента b341 приводит подвижный элемент b341 с обеспечением его вращения. Подвижный элемент b341 приводит зажимной цилиндр и зажимной блок b342 с обеспечением их перемещения для перемещения носителя b35 теплорассеивающего кожуха, зажатого зажимным блоком b342, над блоком b321 подъема и позиционирования, и блок b321 подъема и позиционирования поднимается с последующим введением в соответствующее гнездо носителя b35 теплорассеивающего кожуха для обеспечения позиционирования и фиксации носителя b35 теплорассеивающего кожуха.
[000188] При необходимости множество блоков b321 подъема и позиционирования расположены соответственно на двух концах части b32 подъема и позиционирования для обеспечения сбалансированного приложения усилия при позиционировании носителя b35 теплорассеивающего кожуха и уменьшения отклонения угла носителя 35 теплорассеивающего кожуха.
[000189] После подбора всех теплорассеивающих кожухов на носителе b35 теплорассеивающего кожуха модуль привода для подвижного элемента b341 приводит подвижный элемент b341 с обеспечением его вращения для перемещения носителя b35 теплорассеивающего кожуха к части b33 выгрузки, и зажимной блок b342 открывается для высвобождения носителя теплорассеивающего кожуха в часть b33 выгрузки.
[000190] Указанный подвижный элемент b341 может представлять собой ремень, а соответствующий приводной модуль для подвижного элемента b341 может содержать привод (такой как двигатель и т.д.), ведущее колесо и ведомое колесо. Ведущее колесо и ведомое колесо разнесены в пространстве друг от друга и выполнены на внешней стороне части b31 загрузки и на внешней стороне части b33 выгрузки, соответственно. Приводной конец привода соединен с ведущим колесом, а ремень накручен на ведущее колесо и ведомое колесо. Привод приводит ведущее колесо с обеспечением привода ремня во вращение между частью b31 загрузки и частью b33 выгрузки.
[000191] В другом варианте указанный подвижный элемент b341 может представлять собой ходовой винт, а соответствующий приводной модуль для подвижного элемента b341 может представлять собой приводной двигатель. Приводной конец приводного двигателя установлен с ходовым винтом, а приводной двигатель приводит ходовой винт во вращение.
[000192] В случае, если носитель b35 теплорассеивающего кожуха представляет собой пластину b3 загрузки лотка, поскольку теплорассеивающий кожух обычно размещен непосредственно на пластине b3 загрузки лотка, и над или вокруг теплорассеивающего кожуха не выполнено никаких препятствий, головка подбора может непосредственно подбирать теплорассеивающий кожух с пластины b3 загрузки лотка. В случае, если носитель b35 теплорассеивающего кожуха представляет собой кассетный зажим, поскольку теплорассеивающий кожух переносят в кассетном зажиме, головка подбора обычно должна сначала вытолкнуть теплорассеивающий кожух из кассетного зажима или поднять теплорассеивающий кожух до верхнего конца кассетного зажима для содействия подбору теплорассеивающего кожуха головкой подбора.
[000193] Для обеспечения совместимости с загрузкой теплорассеивающего кожуха посредством кассетного зажима, согласно ФИГ. 31C и 31D, часть b32 подбора и позиционирования, выполненная в настоящем изобретении, может также содержать узел b322 подъема и загрузки, содержащий загрузочный двигатель b3221, загрузочный ходовой винт b3222, подъемный шток b3223, второй вертикальный направляющий рельс b3224 и синхронный ремень. Загрузочный двигатель b3221 находится в передаточном соединении с резьбовой гайкой на загрузочном ходовом винте b3222. Подъемный шток b3223 установлен на гайке винта, а гайка винта установлена на втором вертикальном направляющем рельсе b3224 посредством скользящего блока. Загрузочный двигатель b3221 приводит гайку винта с обеспечением ее перемещения вверх вдоль второго вертикального направляющего рельса b3224. Подъемный шток b3223 поднимает теплорассеивающий кожух внутри кассетного зажима и выводит его из кассетного зажима.
[000194] Также согласно ФИГ. 31A и фиг. 31B, часть b33 выгрузки может содержать вторую подъемную пластину b331 и второй подъемный узел b332. Вторая подъемная пластина b331 установлена на подъемном конце второго подъемного узла b332, и вторую подъемную пластину b331 используют для переноса носителя b35 теплорассеивающего кожуха, с которого был снят теплорассеивающий кожух, сверху. Второй подъемный узел b332 приводит вторую подъемную пластину b331 с обеспечением ее поднятия или падения.
[000195] Сходным образом, второй подъемный узел b332 может содержать второй подъемный двигатель, второй подъемный направляющий рельс и второй подъемный ходовой винт. Вторая подъемная пластина b331 установлена на втором подъемном направляющем рельсе посредством скользящего блока, а второй подъемный ходовой винт установлен между вторым подъемным двигателем и второй подъемной пластиной b331. Второй подъемный двигатель посредством второго подъемного ходового винта приводит вторую подъемную пластину b331 с обеспечением ее перемещения вверх и вниз вдоль второго подъемного направляющего рельса.
[000196] Носитель b35 теплорассеивающего кожуха представляет собой пластину b3 загрузки лотка, а часть b33 загрузки может также содержать второй рельс b333 скольжения. Пластина b3 загрузки лотка расположена над второй подъемной пластиной b331. Второй подъемный узел b332 посредством второй подъемной пластины b331 приводит пластину b3 загрузки лотка, с которой был удален теплорассеивающий кожух, с обеспечением ее падения вниз для размещения пластины b3 загрузки лотка на втором рельсе b333 скольжения. Пластина b3 загрузки лотка перемещается вдоль второго рельса b333 скольжения под действием внешнего усилия, извлекаемого из части b33 выгрузки.
[000197] На практике, в случае, если носитель b35 теплорассеивающего кожуха в качестве примера представляет собой пластину b3 загрузки лотка, оператор сначала помещает пластину b3 загрузки лотка на часть b31 загрузки. Например, согласно ФИГ. 31E, пластину b37 загрузки лотка проталкивают на подъемную пластину части b31 загрузки, и первый подъемный узел b313 части b31 загрузки поднимает пластину b37 загрузки лотка в надлежащее положение относительно датчика b312 подъема и позиционирования. Затем зажимной цилиндр приводит зажимной блок b342 с обеспечением зажима пластины b37 загрузки лотка; затем модуль поперечного перемещения посредством подвижного элемента b341 приводит зажимной цилиндр и зажимной блок b342 с обеспечением их поперечного перемещения, приводящего к перемещению пластины b37 загрузки лотка к части b32 подбора и позиционирования, согласно ФИГ. 31F, а блок b321 подъема и позиционирования части b32 подбора и позиционирования позиционирует пластину b37 загрузки лотка; головка подбора подбирает теплорассеивающий кожух с пластины b37 загрузки лотка, и после завершения процесса подбора модуль поперечного перемещения продолжает перемещать пустую пластину b37 загрузки лотка на вторую подъемную пластину b331 части b33 выгрузки согласно ФИГ. 31G.
[000198] Если носитель b35 теплорассеивающего кожуха представляет собой кассетный зажим, как правило, после перемещения кассетного зажима к части b32 захвата и его позиционирования, узел b322 подъема и загрузки поднимает теплорассеивающий кожух внутри кассетного зажима для содействия подбору теплорассеивающего кожуха из кассетного зажима головкой подбора. Остальная часть рабочего процесса аналогична процессу с использованием пластины b37 загрузки лотка.
[000199] Устройство для загрузки и выгрузки для носителя b3 теплорассеивающего кожуха, выполненное в настоящем изобретении, содержит первый узел b3 поперечного перемещения, охватывающий часть b3 загрузки, часть b3 подбора и позиционирования, и часть b3 выгрузки. Носитель b3 теплорассеивающего кожуха, загруженный на часть b3 загрузки, перемещают к части b3 подбора и позиционирования посредством первого узла b3 поперечного перемещения для подбора теплорассеивающего кожуха, а по завершении процесса подбора пустой носитель b3 теплорассеивающего кожуха транспортируют посредством первого узла b3 поперечного перемещения к части b3 выгрузки для выгрузки, что позволяет обеспечить автоматическую загрузку и выгрузку носителя b3 теплорассеивающего кожуха с устранением временных остановок для загрузки или выгрузки и с обеспечением гарантированной непрерывной работы производственной линии. В результате выполнения узла b3 подъема и загрузки в части b3 подбора и позиционирования, устройство для загрузки и выгрузки для носителя b3 теплорассеивающего кожуха может быть совместимо с применением загрузки типа кассетного зажима, что позволяет удовлетворить более широкий ряд рабочих потребностей.
[000200] Таким образом, устройство для крепления теплорассеивающего кожуха, выполненное в настоящем изобретении, может определять местоположение присосанного теплорассеивающего кожуха посредством модуля определения местоположения перед сборкой теплорассеивающего кожуха и микросхемы внутри платы-носителя, что позволяет повысить точность сборки теплорассеивающего кожуха.
[000201] Кроме того, поскольку компонент регулировки угла выполнен в модуле крепления, угол вакуумной присоски может быть точно отрегулирован для обеспечения возможности крепления теплорассеивающих кожухов различных размеров и спецификаций. В результате обеспечения датчика усилия усилие вакуумной присоски на присосанной заготовке может быть отслежено в режиме реального времени с обеспечением обратной связи по усилию в ходе крепления. Это не только соответствует требованиям процесса, но также позволяет избежать риска повреждения изделия в процессе сборки.
[000202] В результате обеспечения первого узла поперечного перемещения, охватывающего часть загрузки, часть подбора и позиционирования, и часть разгрузки в модуле конвейерного рельса, носитель теплорассеивающего кожуха, загруженный на часть загрузки, перемещают к части подбора и позиционирования посредством первого узла поперечного перемещения для подбора теплорассеивающего кожуха. По завершении процесса подбора пустой носитель теплорассеивающего кожуха транспортируют посредством первого узла поперечного перемещения к части выгрузки для выгрузки, что позволяет обеспечить автоматическую загрузку и выгрузку носителя теплорассеивающего кожуха с устранением временных остановок для загрузки или выгрузки и с обеспечением гарантированной непрерывной работы производственной линии.
[000203] На ФИГ. 32 показана структурная схема устройства для горячего прессования, выполненного в варианте реализации настоящего изобретения. Устройство для горячего прессования, выполненное в настоящем изобретении, может содержать часть обнаружения (на ФИГ. 32 показаны первая часть обнаружения c100 и вторая часть обнаружения c101), часть c20 нагревания и поддержания усилия, и устройство c30 для перемещения.
[000204] В возможном варианте выполнена лишь одна часть обнаружения, причем часть обнаружения размещена на рабочей станции раньше по ходу технологической цепочки или на рабочей станции дальше по ходу технологической цепочки от части c20 нагревания и поддержания усилия.
[000205] В другом возможном варианте, согласно ФИГ. 32, выполнены две части обнаружения, а именно первая часть c100 обнаружения и вторая часть c101 обнаружения, расположенные на рабочей станции раньше по ходу технологической цепочки и на рабочей станции дальше по ходу технологической цепочки от части c20 нагревания и поддержания усилия, соответственно.
[000206] На практике, часть или части обнаружения могут быть расположены на станциях раньше и/или дальше по ходу технологической цепочки от части c20 нагревания и поддержания усилия в соответствии с потребностями анализа.
[000207] При фактическом производстве устройство c30 для перемещения транспортирует грузовое приспособление c40, загруженное заготовкой c50, к части обнаружения, а также к части c20 нагревания и поддержания усилия.
[000208] Часть обнаружения измеряет расчетную высоту заготовки по меньшей мере в одном положении на заготовке c50 и проверяет внешний вид заготовки c50.
[000209] Под указанной расчетной высотой заготовки понимают разность высот между высотой в положении на заготовке c50 и высотой в другом положении на грузовом приспособлении c40 на заданном расстоянии от указанного положения.
[000210] Например, высота в положении A на заготовке c50 составляет Ha, высота в положении A' на грузовом приспособлении c40 на заданном расстоянии от указанного положения A составляет ha, а получаемая расчетная высота заготовки составляет Δha=ha-Ha. Указанное заданное расстояние обычно может быть установлено на основании размера заготовки c50. По существу, положение на заготовке c50 и положение на грузовом приспособлении c40, используемые для вычисления расчетной высоты заготовки, близки друг к другу, что приводит к относительно низкой погрешности вычисления.
[000211] Часть c20 нагревания и поддержания усилия нагревает и поддерживает усилие на заготовке c50, расположенной в части c20 нагревания и поддержания усилия.
[000212] На ФИГ. 33 показана структурная схема части обнаружения, выполненной в варианте реализации настоящего изобретения. Часть обнаружения может содержать второй узел c11 поперечного перемещения, головку c12 датчика высоты и камеру C13 AOI. Головка c12 датчика высоты и камера C13 AOI установлены на втором узле c11 поперечного перемещения и выполнены с возможностью перемещения в горизонтальном направлении регулировки при приведении в движение узлом c11 поперечного перемещения. Горизонтальное направление регулировки перпендикулярно направлению перемещения устройства c30 для перемещения.
[000213] Головка c12 датчика высоты измеряет высоту в заданном положении на заготовке c50 и высоту в положении на грузовом приспособлении c40 на заданном расстоянии от заданного положения. Камера C13 AOI получает фотографические изображения и проверяет внешний вид заготовки c50.
[000214] В возможном варианте, согласно ФИГ. 32, выполнены две части обнаружения, а именно первая часть c100 обнаружения, расположенная на рабочей станции раньше по ходу технологической цепочки от части c20 нагревания и поддержания усилия, и вторая часть c101 обнаружения, расположенная на рабочей станции дальше по ходу технологической цепочки от части c20 нагревания и поддержания усилия.
[000215] Первая часть c100 обнаружения может измерять расчетную высоту заготовки по меньшей мере в одном положении на заготовке c50 и проверять внешний вид заготовки c50 для получения первого набора обнаруженных данных.
[000216] Например, головка датчика c12 высоты измеряет высоту (данные высоты H1, H2, H3…) в трех положениях (нескольких положениях) на заготовке c50, а также измеряет высоту (данные высоты h1, h2, h3…) в точках на грузовом приспособлении c40, приближенных к положениям точек измерения на заготовке c50. Для точек измерения полученные значения расчетной высоты заготовки составляют: (△h1, △h2, △h3…), где △h1=h1-H1, △h2=h2-H2, △h3=h3-H3…).
[000217] Вторая часть c101 обнаружения может измерять расчетную высоту заготовки по меньшей мере в одном положении на заготовке c50 и проверять внешний вид заготовки c50 для получения второго набора обнаруженных данных.
[000218] Например, головка датчика c12 высоты измеряет высоту (данные высоты H1', H2', H3'…) в трех положениях (нескольких положениях) на заготовке c50, а также измеряет высоту (данные высоты h1', h2', h3'…) в точках на грузовом приспособлении c40, приближенных к положениям точек измерения на заготовке c50. Для точек измерения полученные значения расчетной высоты заготовки составляют: (△h1', △h2', △h3'…).
[000219] Обычно устройство для горячего прессования также содержит процессор, электрически соединенный с первой частью c100 обнаружения и второй частью c101 обнаружения. Процессор определяет, соответствует ли процесс нагревания и поддержания усилия на заготовке c50 посредством части c20 нагревания и поддержания усилия требованиям, основанным на первом наборе обнаруженных данных и втором наборе обнаруженных данных.
[000220] По существу, положения обнаружения второго набора обнаруженных данных идентичны положениям обнаружения первого набора обнаруженных данных. Это позволяет сравнивать первый набор обнаруженных данных со вторым набором обнаруженных данных для определения, соответствует ли процесс нагревания и поддержания усилия требованиям.
[000221] Например, после нагревания и поддержания усилия скорость изменения расчетной высоты заготовки должна быть ниже заданного порогового значения. Если скорость изменения, рассчитанная на основании второго набора обнаруженных данных и первого набора обнаруженных данных, ниже заданного порогового значения, это указывает на то, что процесс нагревания и поддержания усилия соответствует требованиям; в противном случае будет определено, что процесс нагревания и поддержания усилия не соответствует требованиям.
[000222] В возможном варианте скорость изменения в данном случае может быть получена путем вычисления разности между вторым набором обнаруженных данных и первым набором обнаруженных данных и деления абсолютного значения разности на значения первого набора обнаруженных данных для получения значения скорости изменения.
[000223] При фактическом производстве, если внешний вид заготовки c50 признан неудовлетворительным, обычно необходимо удаление неудовлетворительной заготовки c50. Следовательно, часть обнаружения, выполненная в настоящем изобретении, может также содержать устройство переноса и коробку для утилизации. При определении камерой C13 AOI того факта, что внешний вид заготовки c50 не соответствует требованиям, устройство переноса транспортирует заготовку c50 и/или грузовое приспособление c40 к коробке для утилизации.
[000224] Таким образом, устройство для горячего прессования, выполненное в настоящем изобретении, позволяет улучшить факторы определения эффекта нагревания и поддержания усилия вследствие добавления определения посредством камеры AIO расчетной высоты и внешнего вида заготовки до и после осуществления процесса нагревания и поддержания усилия, и повышает скорость корпусирования заготовок с обеспечением отличной скорости.
[000225] Добавление проверки внешнего вида заготовки перед осуществлением процесса нагревания и поддержания усилия облегчает непосредственное удаление дефектных заготовок и обеспечивает выполнение процесса нагревания и поддержания усилия лишь на удовлетворяющих требованиям заготовках, что позволяет избежать выполнения процесса нагревания и поддержания усилия на дефектных заготовках и повышает скорость корпусирования заготовок с обеспечением отличной скорости. Добавление проверки внешнего вида заготовки по завершении процесса нагревания и поддержания усилия облегчает удаление дефектных заготовок, обладающих проблемами качества, вызванными нагреванием и поддержанием усилия и обеспечивает выполнение процесса нагревания и поддержания усилия, что позволяет избежать прохождения дефектных заготовок по завершении процесса нагревания и поддержания усилия к последующему процессу корпусирования и дополнительно повышает скорость корпусирования заготовок с обеспечением отличной скорости. Добавление проверки внешнего вида заготовки и определения расчетной высоты заготовки до и после осуществления процесса нагревания и поддержания усилия позволяет проанализировать, соответствует ли процесс нагревания и поддержания усилия требованиям на основе обнаруженных данных заготовки до и после осуществления процесса нагревания и поддержания усилия, и, таким образом, могут быть оптимизированы соответствующий процесс, конструкции или параметры, используемые в процессе нагревания и поддержания усилия.
[000226] На ФИГ. 34 показана структурная схема устройства для приложения усилия, выполненного в варианте реализации настоящего изобретения. На ФИГ. 35 показан вид в поперечном сечении устройства для приложения усилия, выполненного в варианте реализации настоящего изобретения. Согласно ФИГ. 34 и ФИГ. 35, устройство d1 для приложения усилия, выполненное в настоящем изобретении, может содержать нижнюю пластину d11 устройства для приложения усилия, цилиндр d12 низкого трения, линейный подшипник d13, шток d14 направления усилия, теплоизолированную прижимную пластину d15 для заготовки, головку d16 датчика температуры и пластину d17 предотвращения вращения прижимной пластины для заготовки. Соотношение компонентов при установке выполнено следующим образом.
[000227] Шток толкателя цилиндра d12 низкого трения соединен с первым концом штока d14 направления усилия. По существу, при приложении усилия прижатия к заготовке направление, в котором приложено усилие прижатия представляет собой направление вниз, в результате чего шток толкателя цилиндра d12 низкого трения обычно установлен вертикально, т.е. цилиндр d12 низкого трения расположен над штоком d14 направления усилия, а шток толкателя цилиндра d12 низкого трения соединен с первым концом штока d14 направления усилия.
[000228] Шток d14 направления установлен внутри нижней пластины d11 устройства для приложения усилия, а второй конец штока d14 направления усилия установлен с теплоизолированной прижимной пластиной d15 для заготовки. Датчик температуры установлен на поверхности приложения усилия теплоизолированной прижимной пластины d15 для заготовки для облегчения тестирования в реальном времени температуры заготовки, к которой прикладывают прижимное усилие.
[000229] Линейный подшипник d13 расположен внутри нижней пластины устройства для приложения усилия d11, а шток d14 направления усилия размещен в линейном подшипнике d13. Линейный подшипник d13 может поддерживать и направлять шток d14 направления усилия.
[000230] Пластина d17 предотвращения вращения прижимной пластины для заготовки установлена под нижней пластиной d11 устройства для приложения усилия, а теплоизолированная прижимная пластина d15 для заготовки размещена в противовращательном пазе пластины d17 предотвращения вращения прижимной пластины для заготовки.
[000231] В возможном варианте реализации, раскрытом в настоящем описании, один цилиндр d12 низкого трения соответствует одному штоку d14 направления усилия, и одна теплоизолированная прижимная пластина d15 для заготовки соответствующим образом установлена под одним штоком d14 направления усилия. Поверхность приложения усилия каждой теплоизолированной прижимной пластины d15A для заготовки установлена с одним датчиком температуры, и для приложения усилия к одной заготовке обычно используют одну теплоизолированную прижимную пластину d15 для заготовки.
[000232] Для обеспечения установки и фиксации цилиндра d12 низкого трения устройство d1 для приложения усилия, выполненное в настоящем изобретении, может также содержать нижнюю пластину d18 установки цилиндра, и цилиндр d12 низкого трения установлен на нижней пластине d18 установки цилиндра.
[000233] При необходимости устройство d1 для приложения усилия, выполненное в настоящем изобретении, может также содержать соединительную колонну d19. Два конца соединительной колонны d19 установлены на нижней пластине d18 установки цилиндра и на нижней пластине устройства d11 для приложения усилия, соответственно.
[000234] Для предотвращения вращения теплоизолированной прижимной пластины d15 для заготовки в ходе процесса приложения усилия к заготовке, теплоизолированная прижимная пластина d15 для заготовки может иметь квадратную конструкцию, а форма пластины d17 предотвращения вращения прижимной пластины для заготовки соответствует форме теплоизолированной прижимной пластины d15 для заготовки.
[000235] Возможный вариант показан на ФИГ. 36, на которой показана схема управления воздушным трактом на основании принципа приложения усилия посредством цилиндра, выполненного в варианте реализации настоящего изобретения. Устройство d1 для приложения усилия, выполненное в настоящем изобретении, может также содержать резервуар d110 для хранения воздуха и трубопровод воздушной полости. Резервуар d110 для хранения воздуха соединен с воздухозаборником цилиндра d12 низкого трения посредством трубопровода воздушной полости.
[000236] Резервуар d110 для хранения воздуха может увеличивать воздушную полость в контуре с уменьшением влияния изменений давления воздуха на выходное усилие цилиндра.
[000237] Устройство d1 для приложения усилия может также содержать электрический блок управления и электрический пропорциональный клапан d111. Электрический пропорциональный клапан d111 электрически соединен с электрическим блоком управления. Электрический пропорциональный клапан d111 установлен на трубопроводе воздушной полости, а электрический блок управления управляет значением давления воздуха на выходе электрического пропорционального клапана d111. Давление воздуха на выходе электрического пропорционального клапана d111 поступает в цилиндр d12 низкого трения, что приводит к приложению усилия к штоку толкателя цилиндра d12 низкого трения.
[000238] На практике значение давления электрического пропорционального клапана d111 обычно установлено с заданным значением давления. Заданное значение давления устанавливают на основании общего веса штока d14 направления усилия, теплоизолированной прижимной пластины d15 для заготовки и головки d16 датчика температуры, а также значения прижимного усилия, прилагаемого к заготовке.
[000239] Требуемое прижимное усилие для заготовки равно сумме общего веса G штока d14 направления усилия, квадратной теплоизолированной прижимной пластины d15 для заготовки и головки d16 датчика температуры и значения толкающего усилия цилиндра. Требуемое прижимное усилие F для заготовки определено следующим уравнением:
F=G+Pa * S,
[000240] где F - прижимное усилие, прилагаемое к заготовке, Pa - давление, установленное для электрического пропорционального клапана d111, а S - площадь отверстия цилиндра d12 низкого трения.
[000241] Из приведенного выше уравнения видно, что для регулировки значения F необходима лишь регулировка давления, установленного для электрического пропорционального клапана d111.
[000242] Таким образом, устройство для приложения усилия, выполненное в настоящем изобретении, позволяет преодолеть ограничения, касающиеся использования груза для приложения усилия к заготовке вследствие обеспечения цилиндра низкого трения в устройстве для приложения усилия и приложения усилия к заготовке посредством толкающего усилия цилиндра низкого трения, что приводит к уменьшению веса устройства для приложения усилия; а вследствие обеспечения головки датчика температуры, температура заготовки, к которой прилагают усилие, может быть измерена в режиме реального времени, а управление изменениями температуры заготовки в ходе процесса приложения усилия может быть осуществлено в любой момент времени.
[000243] Кроме того, вследствие обеспечения электрического пропорционального клапана, давление электрического пропорционального клапана может быть установлено на основании общего веса штока направления усилия, теплоизолированной прижимной пластины для заготовки и головки датчика температуры, а также прижимного усилия, прилагаемого к заготовке, в результате чего обеспечена возможность управления усилием, прилагаемым к цилиндру низкого трения посредством давления воздуха на выходе электрического пропорционального клапана, что позволяет уменьшить выход изделий с дефектами, вызванными приложением чрезмерного или недостаточного усилия.
[000244] На ФИГ. 37 показана структурная схема устройства для приложения усилия к заготовке, выполненного в варианте реализации настоящего изобретения. На ФИГ. 38 показан вид в поперечном сечении устройства для приложения усилия к заготовке, выполненного в варианте реализации настоящего изобретения. Согласно ФИГ. 37 и ФИГ. 38, устройство для приложения усилия к заготовке, выполненное в настоящем изобретении, может содержать узел d2 нагревания и подъема, узел d3 крепления заготовки и устройство d1 для приложения усилия. Указанное устройство d1 для приложения усилия показано на ФИГ. 34 и ФИГ. 35 и не будет более подробно описано. Следует отметить, что устройство для приложения усилия к заготовке в данном описании представляет собой одну из конструкций части c20 нагревания и поддержания усилия.
[000245] Узел d3 крепления заготовки расположен над узлом d2 нагревания и подъема и выполнен с возможностью переноса заготовки, к которой должно быть приложено усилие.
[000246] Устройство d1 для приложения усилия расположено напротив подъемного конца узла d2 нагревания и подъема и выполнено с возможностью приложения усилия к заготовке, переносимой узлом d3 крепления заготовки.
[000247] При транспортировке перемещающим механизмом узла d3 крепления заготовки над узлом d2 нагревания и подъема узел d2 нагревания и подъема нагревает заготовку внутри узла d3 крепления заготовки и поднимает узел d3 крепления заготовки до поверхности приложения усилия устройства d1 для приложения усилия, цилиндр d12 низкого трения в устройстве d1 для приложения усилия толкает шток d14 направления усилия для приложения усилия к заготовке, а головка d16 датчика температуры в устройстве d1 для приложения усилия определяет температуру на заготовке.
[000248] Поскольку узел d2 нагревания и подъема оказывает воздействие на заготовку, заключающееся в ее нагревании, устройство для приложения усилия к заготовке, выполненное в настоящем изобретении, может также содержать блок управления, и головка d16 датчика температуры электрически соединена с блоком управления. При обнаружении головкой d16 датчика температуры того факта, что температура заготовки не находится в пределах заданного температурного диапазона, т.е. температура нагрева заготовки является неподходящей, блок управления может быть использован для регулировки температуры нагревания узла d2 нагревания и подъема для обеспечения лучшего контроля производственного процесса.
[000249] При необходимости электрический блок управления в устройстве d1 для приложения усилия управляет значением давления воздуха на выходе электрического пропорционального клапана d111, в результате чего цилиндр d12 низкого трения толкает шток d14 направления усилия под давлением постоянного значения для приложения усилия к заготовке. В течение всего процесса приложения усилия давление, установленное для электрического пропорционального клапана d111, остается неизменным, и прижимное усилие, прилагаемое к заготовке, также остается неизменным.
[000250] На практике, при транспортировке узла d3 крепления заготовки перемещающим механизмом над узлом d2 нагревания и подъема, узел d2 нагревания и подъема нагревает заготовку внутри узла d3 крепления заготовки, узел d2 нагревания и подъема поднимает узел d3 крепления заготовки для обеспечения контакта заготовки с теплоизолированной прижимной пластиной d15 для заготовки устройства d1 для приложения усилия, и затем узел d2 нагревания и подъема продолжает подъем на заданное расстояние для обеспечения проталкивания штока d14 направления усилия посредством теплоизолированной прижимной пластины d15 для заготовки для сжатия толкающего штока цилиндра d12 низкого трения. Таким образом, усилие цилиндра d12 низкого трения прилагают к заготовке.
[000251] Таким образом, устройство для приложения усилия к заготовке, выполненное в настоящем изобретении, позволяет преодолеть ограничения, касающиеся использования груза для приложения усилия к заготовке вследствие обеспечения цилиндра низкого трения в устройстве для приложения усилия и приложения усилия к заготовке посредством толкающего усилия цилиндра низкого трения, что приводит к уменьшению веса устройства для приложения усилия; а вследствие обеспечения головки датчика температуры, температура заготовки, к которой прилагают усилие, может быть измерена в режиме реального времени, а управление изменениями температуры заготовки в ходе процесса приложения усилия может быть осуществлено в любой момент времени.
[000252] Кроме того, вследствие обеспечения электрического пропорционального клапана, давление электрического пропорционального клапана может быть установлено на основании общего веса штока направления усилия, теплоизолированной прижимной пластины для заготовки и головки датчика температуры, а также усилия, прилагаемого к заготовке, в результате чего обеспечена возможность управления усилием, прилагаемым к цилиндру низкого трения посредством давления воздуха на выходе электрического пропорционального клапана, что позволяет уменьшить выход изделий с дефектами, вызванными приложением чрезмерного или недостаточного усилия.
[000253] В описании настоящего изобретения описание со ссылкой на термины "вариант реализации", "некоторые варианты реализации", "проиллюстрированные варианты реализации", "примеры", "конкретные примеры" или "некоторые примеры" указывает на то, что конкретные признаки, конструкции, материалы или характеристики, описанные в контексте варианта реализации или примера, включены по меньшей мере в один вариант реализации или пример настоящего изобретения. В настоящем описании схематические выражения вышеуказанных терминов могут не относиться к одному и тому же варианту реализации или примеру.
[000254] Несмотря на то, что выше проиллюстрированы и описаны варианты реализации настоящего изобретения, специалисту в области техники будет очевидно, что в указанные варианты реализации могут быть внесены различные изменения, модификации, замены и варианты без отступления от принципов настоящего изобретения, объем которого задан пунктами формулы изобретения и их эквивалентами.
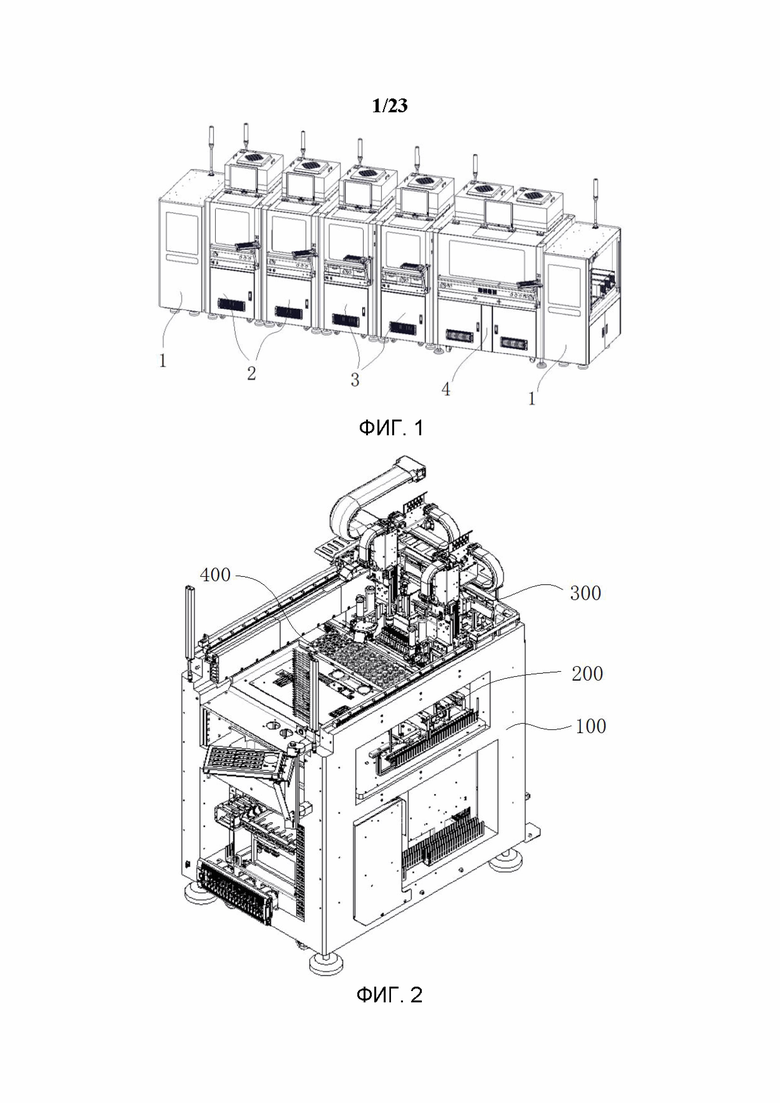
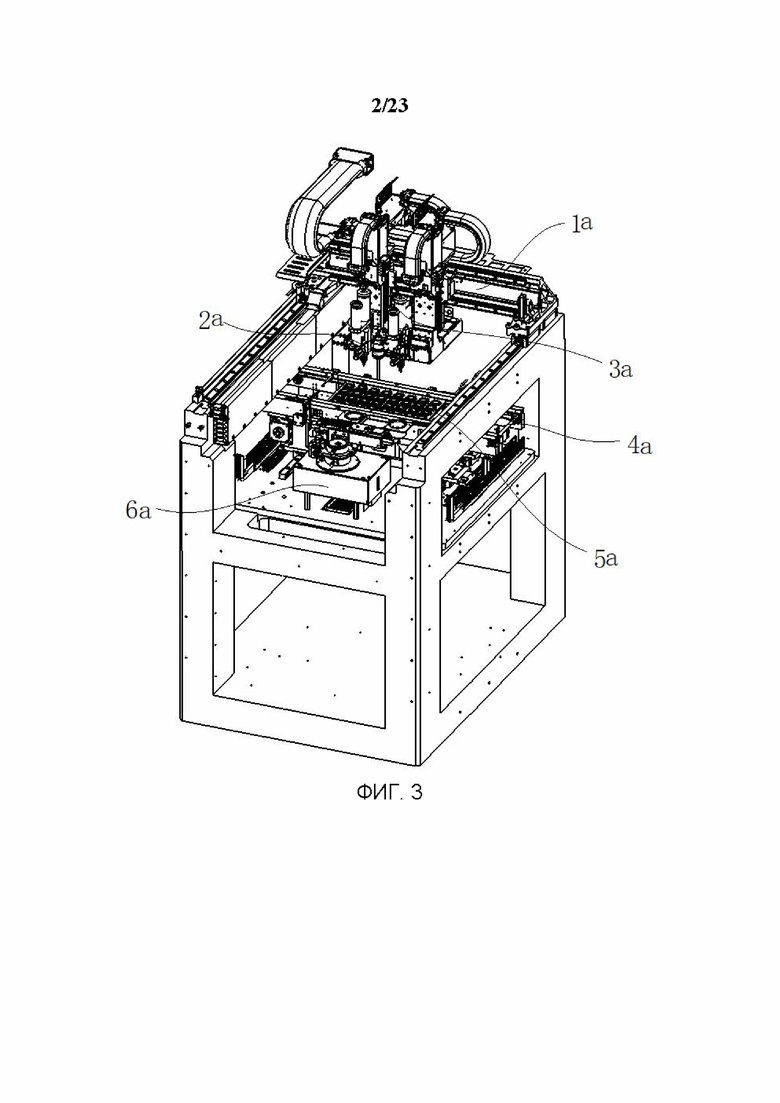

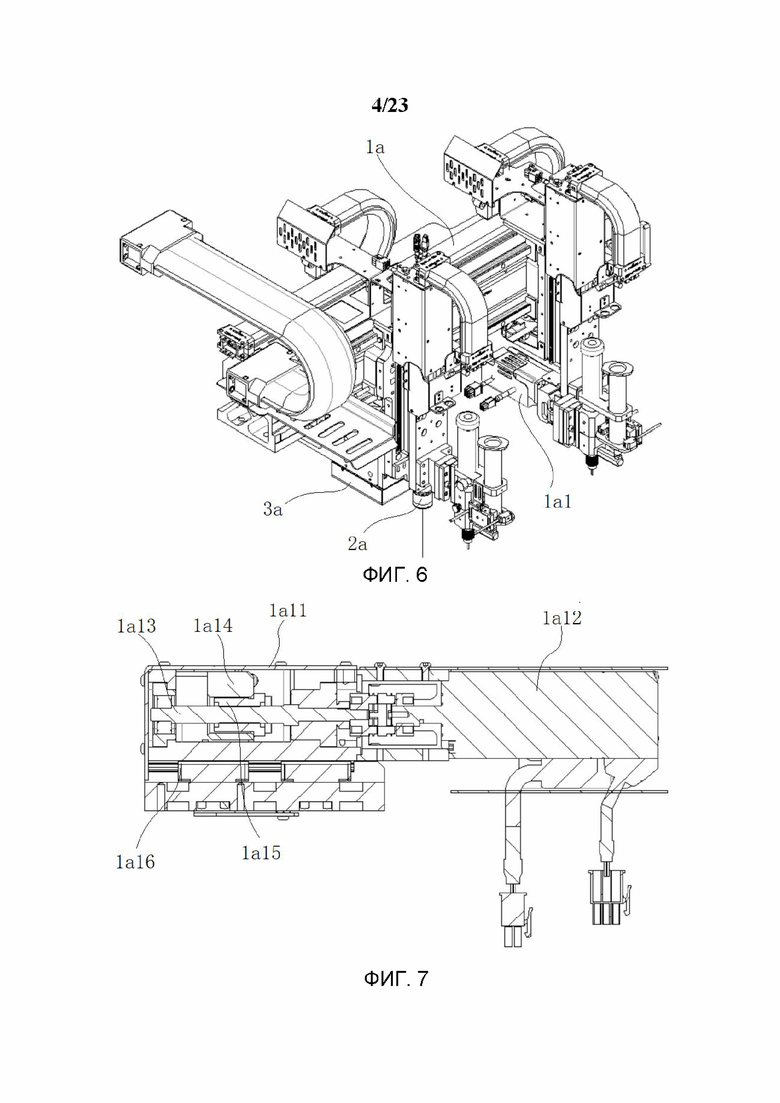
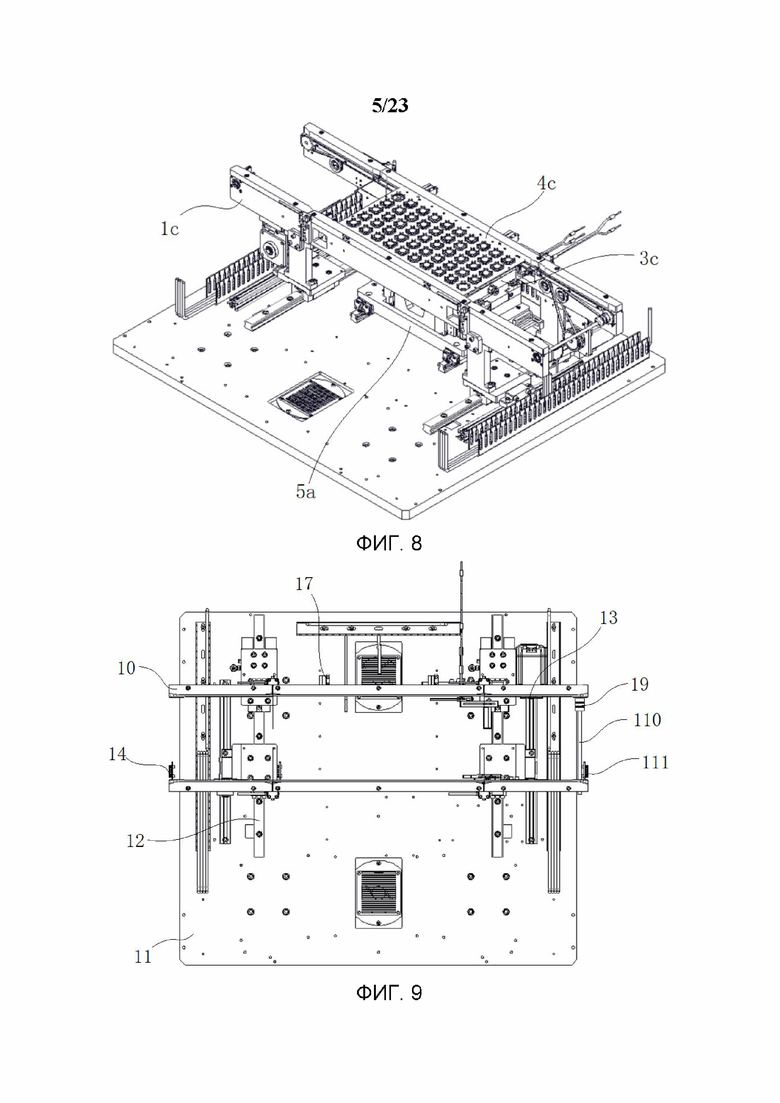

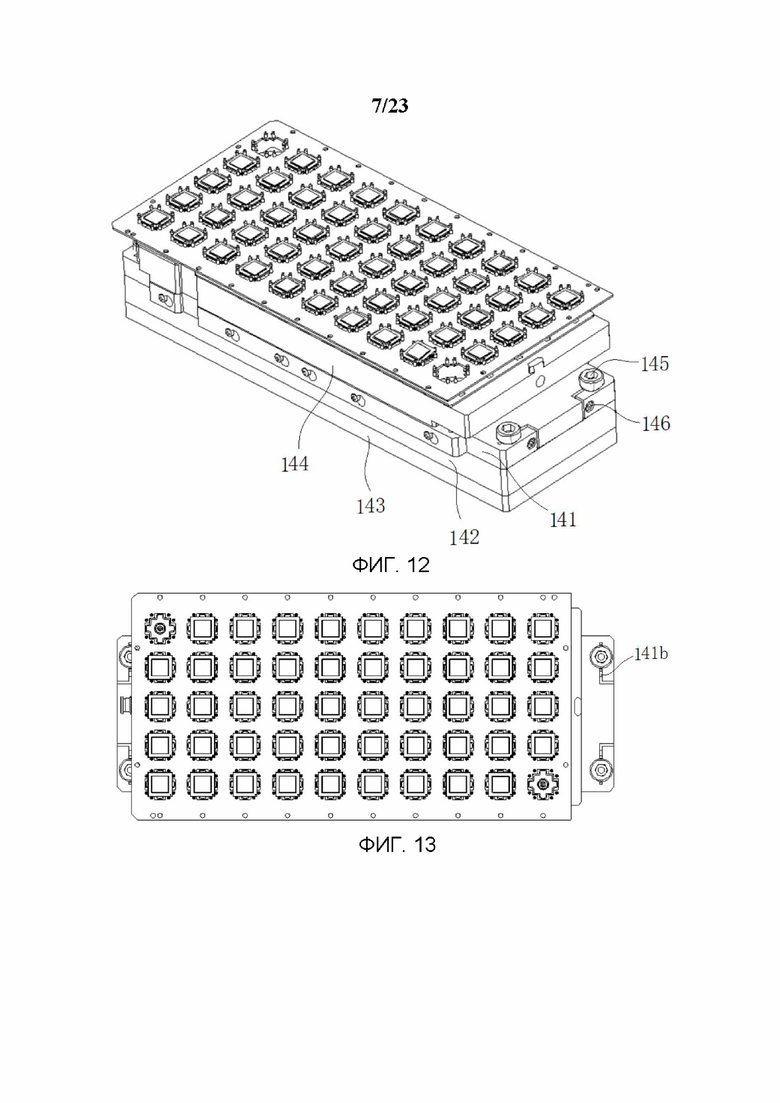

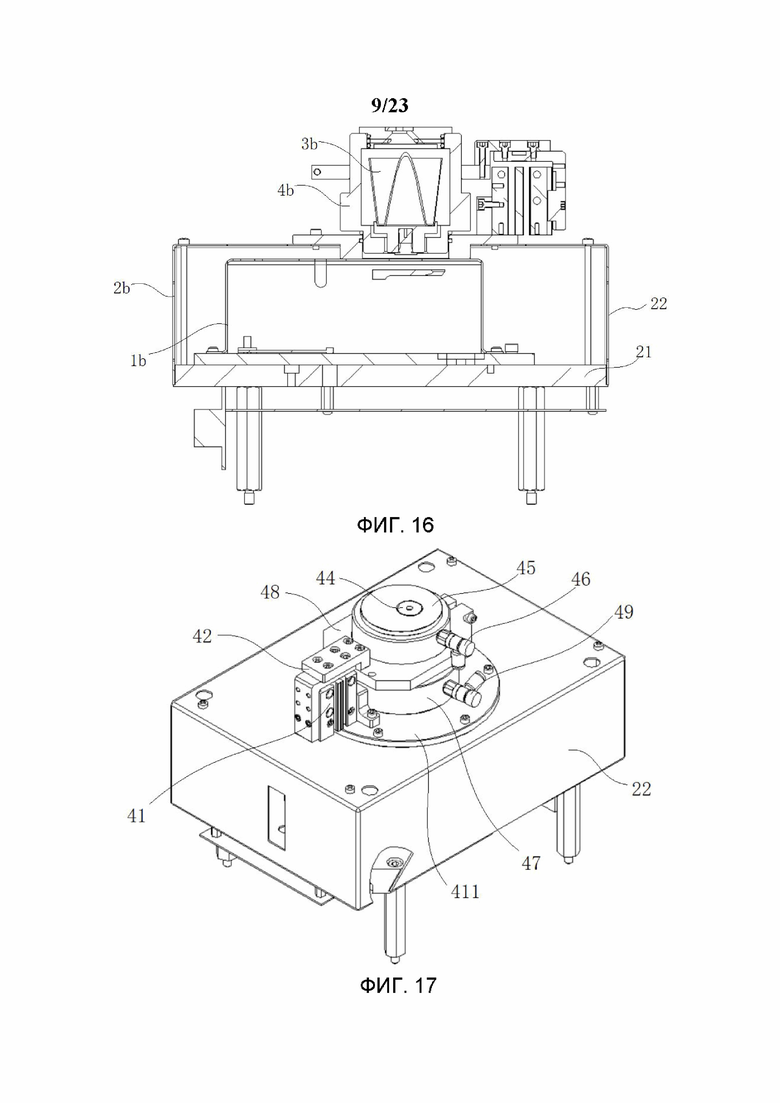

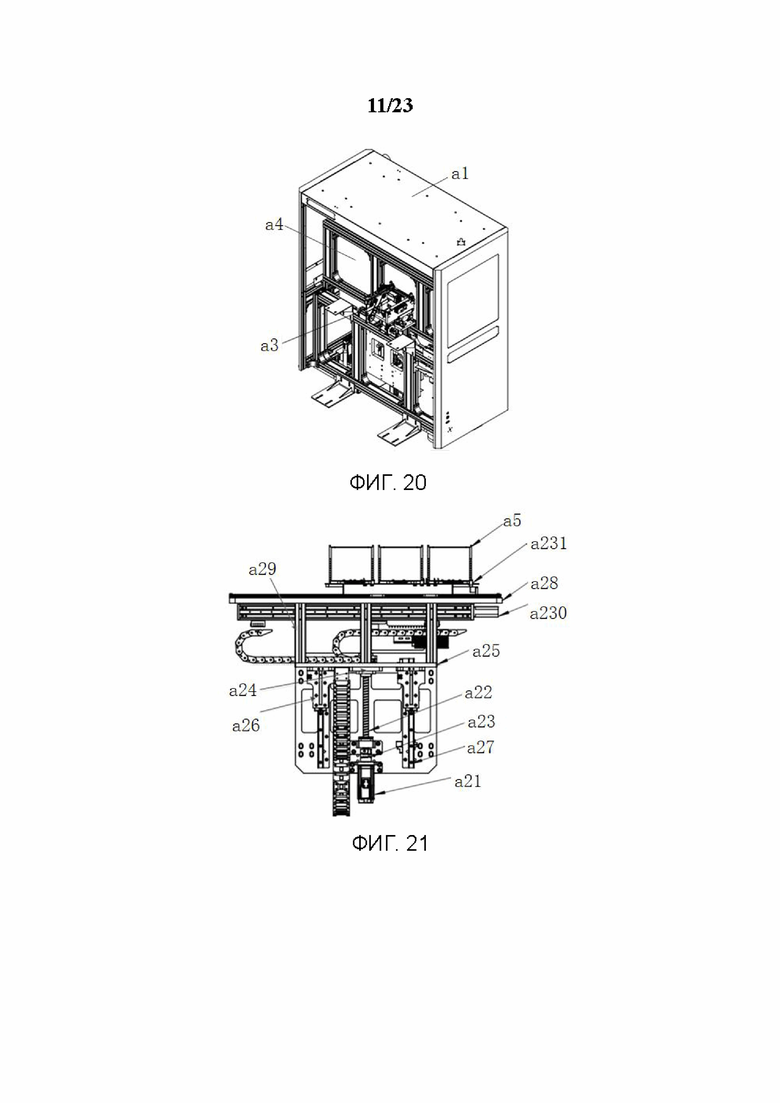
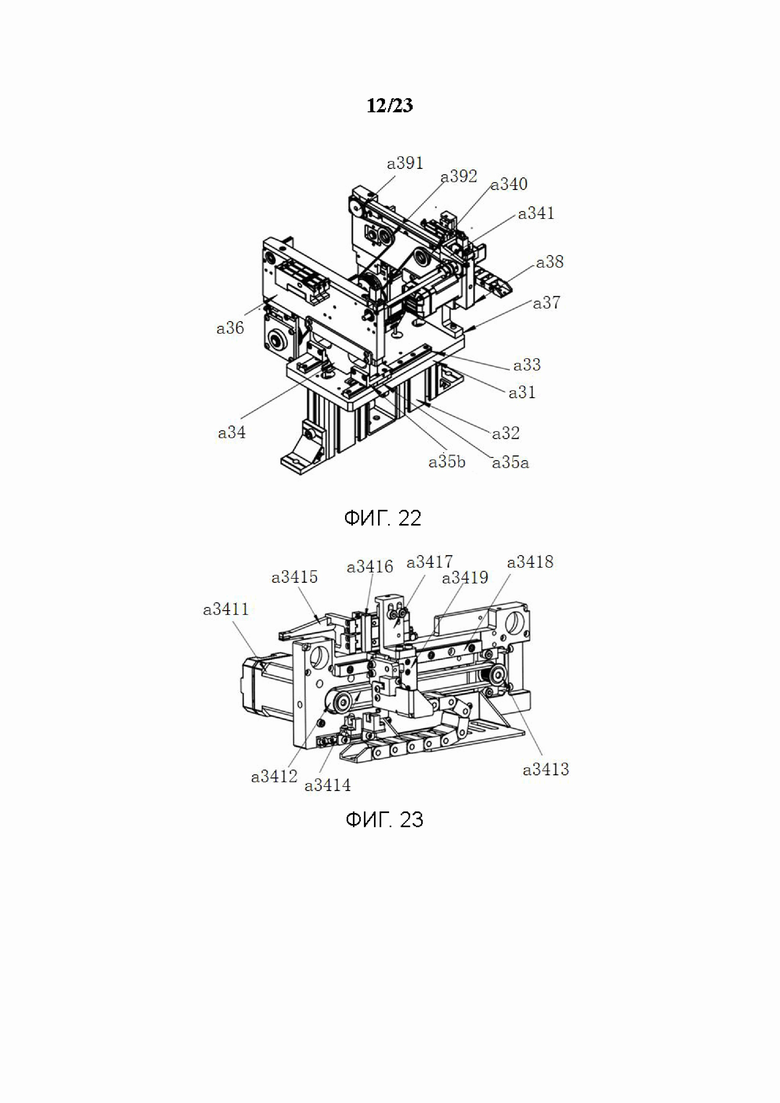

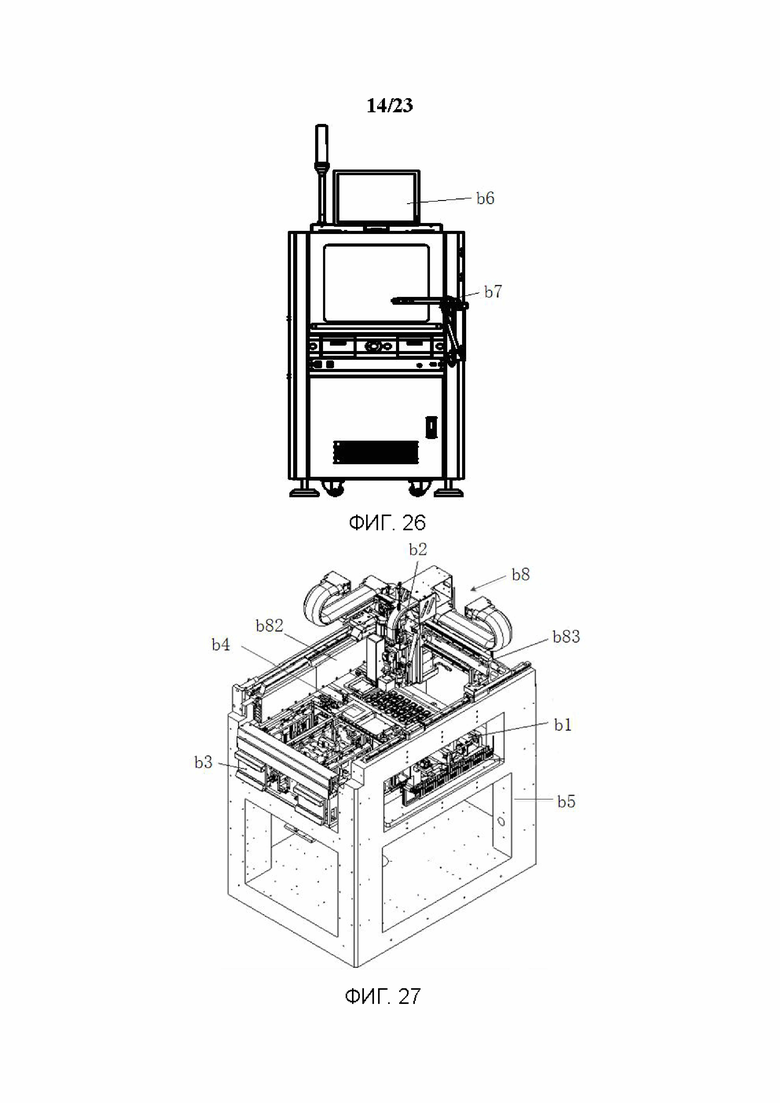



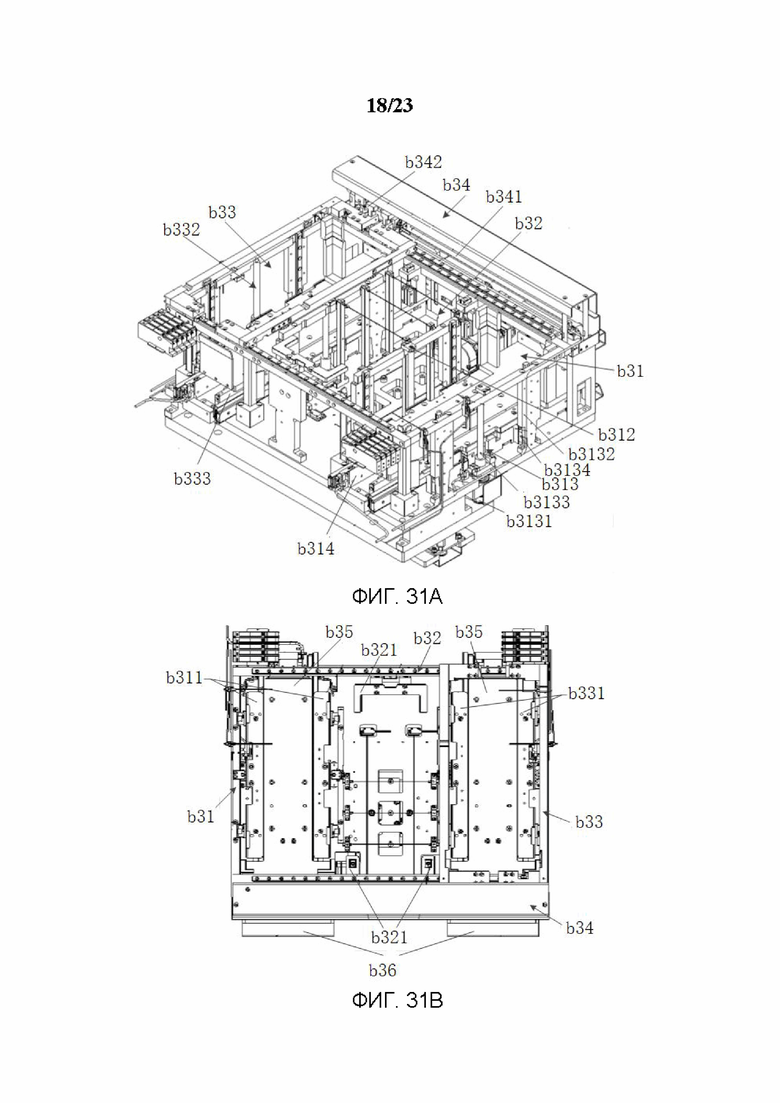
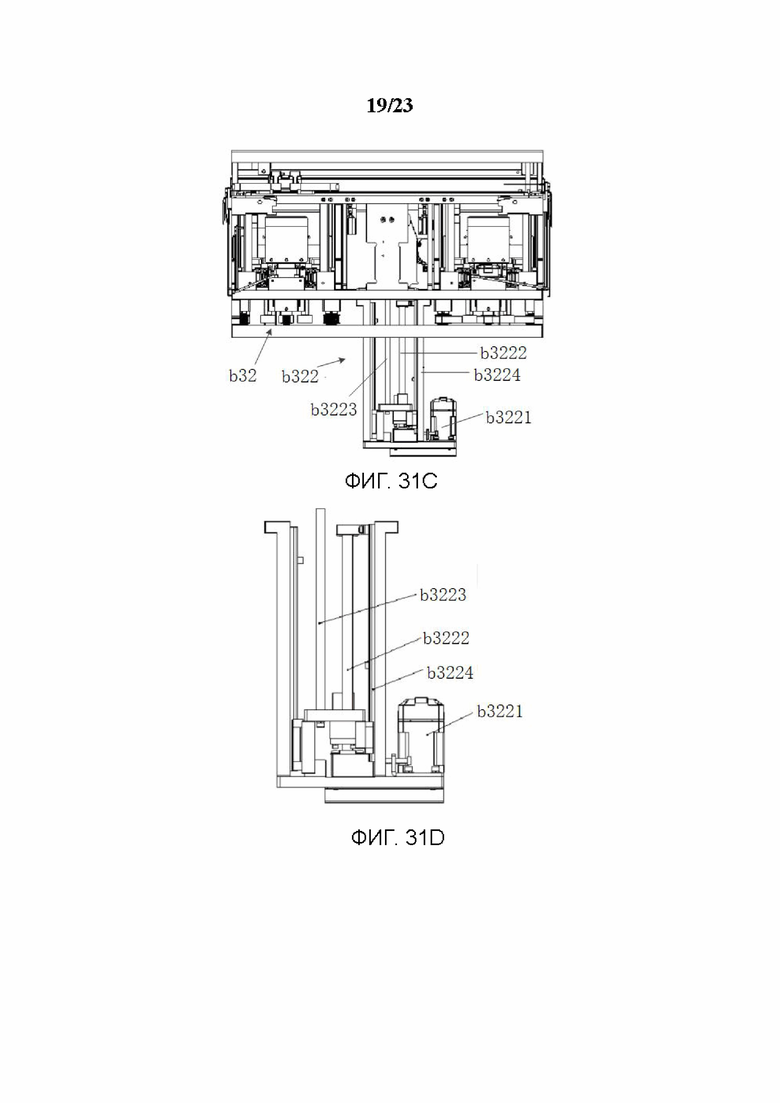




Изобретение относится к устройству для выдачи клея и крепления заготовки и может быть использовано для обработки микросхем. Устройство содержит два механизма (1) загрузки и выгрузки, причем заготовка выполнена с возможностью перемещения между двумя механизмами (1) загрузки и выгрузки, двухклапанное асинхронное устройство (2) для выдачи клея; устройство (3) для крепления теплорассеивающего кожуха и устройство (4) для горячего прессования. Двухклапанное асинхронное устройство (2) для выдачи клея, устройство (3) для крепления теплорассеивающего кожуха и устройство (4) для горячего прессования последовательно расположены между указанными двумя механизмами (1) загрузки и выгрузки вдоль направления перемещения заготовки. Техническим результатом является обеспечение непрерывного производства на протяжении всего процесса обработки заготовки. 19 з.п. ф-лы, 47 ил.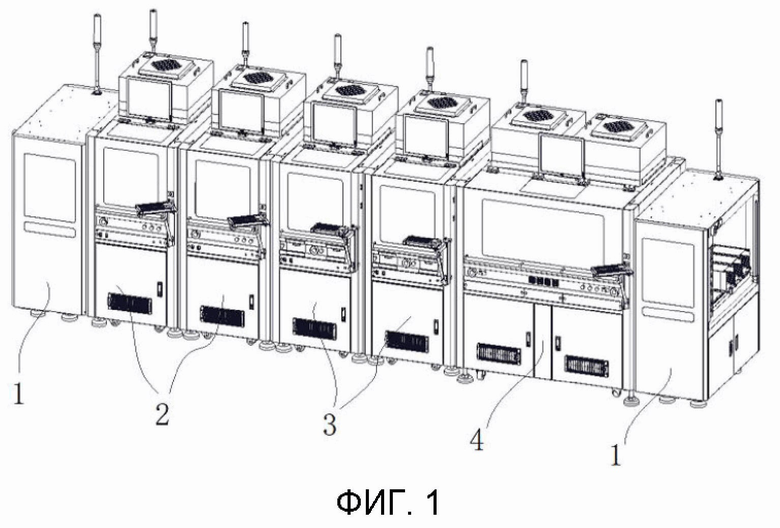
1. Устройство для выдачи клея и крепления заготовки, содержащее:
два механизма (1) загрузки и выгрузки, причем заготовка выполнена с возможностью перемещения между двумя механизмами (1) загрузки и выгрузки, один из двух механизмов (1) загрузки и выгрузки выполнен с возможностью загрузки подлежащей обработке заготовки, а другой из двух механизмов (1) загрузки и выгрузки выполнен с возможностью выгрузки обработанной заготовки;
двухклапанное асинхронное устройство (2) для выдачи клея;
устройство (3) для крепления теплорассеивающего кожуха и
устройство (4) для горячего прессования,
причем двухклапанное асинхронное устройство (2) для выдачи клея, устройство (3) для крепления теплорассеивающего кожуха и устройство (4) для горячего прессования последовательно расположены между указанными двумя механизмами (1) загрузки и выгрузки вдоль направления перемещения заготовки.
2. Устройство для выдачи клея и крепления заготовки по п. 1, в котором двухклапанное асинхронное устройство (2) для выдачи клея содержит:
каркас (100);
устройство (200) для перемещения заготовки, расположенное внутри каркаса (100) и несущее заготовку;
устройство (300) для автоматической компенсации высоты и стабильного измерения, содержащее компенсационную часть и измерительную часть, причем компенсационная часть расположена ниже заготовки, а измерительная часть расположена на каркасе (100) и расположена над заготовкой для измерения заготовки; и
фиксирующее приспособление (400) для выравнивания и присасывания, расположенное на компенсационной части устройства (300) для автоматической компенсации высоты и стабильного измерения, причем фиксирующее приспособление (400) для выравнивания и присасывания выполнено с возможностью перемещения вверх при приведении в движение компенсационной частью для удержания заготовки.
3. Устройство для выдачи клея и крепления заготовки по п. 2, в котором устройство (200) для перемещения заготовки содержит устройство (1c) для транспортировки заготовки, выполненное с возможностью транспортировки и перемещения заготовки в направлении x, причем устройство (1c) для транспортировки заготовки содержит:
два перемещающих компонента, представляющих собой первый перемещающий компонент и второй перемещающий компонент, симметрично расположенные относительно плоскости xz, где направление z представляет собой вертикальное направление, а направление x представляет собой горизонтальное направление, перпендикулярное направлению z;
множество оптических волокон обнаружения, расположенных на первом перемещающем компоненте и втором перемещающем компоненте для обнаружения состояния перемещения заготовки; и
плату-носитель (4c) заготовки, размещенную на указанных двух перемещающих компонентах и несущую заготовку.
4. Устройство для выдачи клея и крепления заготовки по п. 3, в котором каждый из двух перемещающих компонентов содержит основную пластину (10) и устройство (13) ременного привода, расположенное на стороне основной пластины (10), обращенной к плате-носителю (4c) заготовки.
5. Устройство для выдачи клея и крепления заготовки по п. 4, в котором множество оптических волокон обнаружения содержит оптическое волокно (14) обнаружения подачи на входе, оптическое волокно (15) обнаружения замедления, оптическое волокно (18) обнаружения прибытия и оптическое волокно (111) обнаружения выхода, причем оптическое волокно (14) обнаружения подачи на входе, оптическое волокно (15) обнаружения замедления, оптическое волокно (18) обнаружения прибытия и оптическое волокно (111) обнаружения выхода последовательно расположены на основной пластине (10) вдоль направления x.
6. Устройство для выдачи клея и крепления заготовки по п. 5, в котором устройство (1c) для транспортировки заготовки также содержит:
боковой толкающий компонент (17), размещенный на основной пластине (10) и расположенный между оптическим волокном (15) обнаружения замедления и оптическим волокном (18) обнаружения прибытия; и
блокирующее устройство (112), размещенное на основной пластине (10), причем соединительная линия между блокирующим устройством (112) и оптическим волокном (18) обнаружения прибытия параллельна оси y, причем направление y перпендикулярно направлению z и направлению x.
7. Устройство для выдачи клея и крепления заготовки по п. 6, в котором множество оптических волокон обнаружения также содержит оптическое волокно (16) обнаружения деформации подачи и оптическое волокно (113) обнаружения деформации выхода, причем оптическое волокно (16) обнаружения деформации подачи и оптическое волокно (113) обнаружения деформации выхода размещены на основной пластине (10) с возможностью перемещения вдоль направления z и оптическое волокно (16) обнаружения деформации подачи и оптическое волокно (113) обнаружения деформации выхода расположены на двух сторонах бокового толкающего компонента (17), соответственно.
8. Устройство для выдачи клея и крепления заготовки по любому из пп. 2-7, в котором устройство (300) для автоматической компенсации высоты и стабильного измерения содержит:
платформу (1a) трехмерного перемещения, расположенную над устройством (200) для перемещения заготовки, причем на платформе (1a) трехмерного перемещения выполнены устройство (2a) для измерения высоты и устройство (3a) для визуального распознавания, причем устройство (2a) для измерения высоты и устройство (3a) для визуального распознавания выполнены с возможностью перемещения в плоскости xy при приведении в движение платформой (1a) трехмерного перемещения, где направление y перпендикулярно направлению z и направлению x; и
подъемный механизм (5a), расположенный под заготовкой, причем часть подъемного механизма (5a) выполнена с возможностью перемещения вдоль оси z для подъема заготовки.
9. Устройство для выдачи клея и крепления заготовки по п. 8, в котором подъемный механизм (5a) содержит:
опорный элемент (52) для подъема;
блок (55) фиксации гнезда подшипника, расположенный на опорном элементе (52) для подъема;
подъемную пластину (54), расположенную над опорным элементом (52) для подъема;
регулировочный блок (513), расположенный на подъемной пластине (54); и
узел ходового винта, причем часть узла ходового винта соединена с блоком (55) фиксации гнезда подшипника, а другая часть узла ходового винта соединена с регулировочным блоком (513); узел ходового винта выполнен с возможностью вращения для привода регулировочного блока (513) и подъемной пластины (54) с обеспечением их перемещения вдоль оси z, причем направление оси z представляет собой вертикальное направление.
10. Устройство для выдачи клея и крепления заготовки по п. 9, в котором узел ходового винта содержит:
первый стержень (510) ходового винта, перпендикулярный плоскости, в которой расположена подъемная пластина (54);
опорный блок (511) винта, с возможностью поворота насаженный на первый стержень (510) ходового винта; и
ползун (512) винта, насаженный на первый стержень (510) ходового винта, причем внутренний периферийный край ползуна (512) винта соединен с внешним периферийным краем первого стержня (510) ходового винта посредством резьбы, а внешний периферийный край ползуна (512) винта с возможностью поворота соединен с внутренним периферийным краем регулировочного блока (513).
11. Устройство для выдачи клея и крепления заготовки по любому из пп. 8-10, в котором платформа (1a) трехмерного перемещения содержит:
механизм перемещения в направлении y;
механизм перемещения в направлении x, размещенный на механизме перемещения в направлении y, причем механизм перемещения в направлении y выполнен с возможностью привода механизма перемещения в направлении x с обеспечением его перемещения вдоль оси y, и при этом устройство (2a) для измерения высоты и устройство (3a) для визуального распознавания размещены на механизме перемещения в направлении x;
два механизма перемещения в направлении z, размещенные на механизме перемещения в направлении x, причем механизм перемещения в направлении x выполнен с возможностью привода двух механизмов перемещения в направлении z с обеспечением их перемещения вдоль оси x, причем на одном из двух механизмов перемещения в направлении z выполнено выдачное устройство для текучей среды; и
устройство (1a1) для тонкой регулировки в направлении y, размещенное на другом механизме перемещения в направлении z, причем указанный другой механизм перемещения в направлении z выполнен с возможностью привода устройства (1a1) для тонкой регулировки в направлении y для перемещения вдоль оси y, и при этом на устройстве (1a1) для тонкой регулировки в направлении y выполнено другое выдачное устройство для текучей среды, а устройство (1a1) для тонкой регулировки в направлении y выполнено с возможностью привода указанного другого выдачного устройства для текучей среды для обеспечения тонкой регулировки вдоль оси y,
причем устройство (1a1) для тонкой регулировки в направлении y содержит:
корпус (1a11) с узлом (1a16) линейного направляющего рельса, выполненным вне корпуса (1a11);
первый серводвигатель (1a12), размещенный на стороне корпуса (1a11);
второй стержень (1a13) ходового винта, с возможностью вращения размещенный внутри корпуса (1a11) и непосредственно соединенный с выходным концом первого серводвигателя (1a12); и
подвижный блок (1a14), причем часть подвижного блока (1a14) выполнена с возможностью скользящего перемещения по узлу (1a16) линейного направляющего рельса, а другая часть подвижного блока (1a14) выполнена на втором стержне (1a13) ходового винта с возможностью перемещения посредством ходовой гайки (1a15), и при этом указанное другое выдачное устройство для текучей среды выполнено на подвижном блоке (1a14).
12. Устройство для выдачи клея и крепления заготовки по любому из пп. 2-11, в котором фиксирующее приспособление (400) для выравнивания и присасывания содержит:
универсальную установочную адаптерную пластину (141), представляющую собой элемент в виде прямой пластины, причем четыре выравнивающих болтовых компонента (145) выполнены вокруг универсальной установочной адаптерной пластины (141) и фиксируют универсальную установочную адаптерную пластину (141) с прикреплением к подъемному механизму, причем указанные четыре выравнивающих болтовых компонента (145) выполнены с возможностью кручения для регулировки верхней поверхности универсальной установочной адаптерной пластины (141) для ее выравнивания; и
фиксирующее приспособление (144) для присасывания, размещенное на верхней поверхности универсальной установочной адаптерной пластины (141) и несущее заготовку.
13. Устройство для выдачи клея и крепления заготовки по п. 12, в котором:
универсальная установочная адаптерная пластина (141) имеет четыре отверстия (141a) с мелкой резьбой, открытые вдоль ее направления толщины, причем один конец каждого из четырех выравнивающих болтовых компонентов (145) расположен в соответствующем отверстии (141a) с мелкой резьбой, а другой конец выравнивающего болтового компонента (145) соединен с подъемным механизмом, и при этом универсальная установочная адаптерная пластина (141) также имеет четыре щелевых отверстия (141b), открытые вдоль ее направления толщины, причем щелевые отверстия (141b) сообщаются с отверстиями (141a) с мелкой резьбой; и
вокруг универсальной установочной адаптерной пластины (141) выполнены четыре горизонтальных стопорных винта (146), причем каждый из четырех горизонтальных стопорных винтов (146) проходит через соответствующее щелевое отверстие (141b), и при этом горизонтальный стопорный винт (146) выполнен с возможностью вращения для регулировки размера щелевого отверстия (141b) с обеспечением таким образом регулировки размера отверстия (141a) с мелкой резьбой, а ось горизонтального стопорного винта (146) перпендикулярна оси выравнивающего болтового компонента (145).
14. Устройство для выдачи клея и крепления заготовки по п. 13, в котором выравнивающий болтовой компонент (145) содержит:
выравнивающий элемент (145a), имеющий цилиндрическую форму, причем внешний периферийный край выравнивающего элемента (145a) имеет мелкую внешнюю резьбу (145a1), причем мелкая внешняя резьба (145a1) входит в зацепление с отверстием (141a) с мелкой резьбой, а выравнивающий элемент (145a) имеет выравнивающее отверстие, проходящее через выравнивающий элемент (145a) вдоль его направления толщины;
сферическую прокладку (145b), размещенную между выравнивающим элементом (145) и подъемным механизмом; и
соединительный элемент (145c), причем один конец соединительного элемента (145c) проходит через выравнивающее отверстие и сферическую прокладку (145) для его соединения с подъемным механизмом,
причем верхняя часть выравнивающего отверстия представляет собой шестигранную потайную головку (145a2), средняя часть выравнивающего отверстия представляет собой цилиндрическое потайное отверстие (145a3), а другой конец соединительного элемента (145c) зажат внутри цилиндрического потайного отверстия (145a3).
15. Устройство для выдачи клея и крепления заготовки по любому из пп. 2-14, в котором двухклапанное асинхронное устройство (2) для выдачи клея также содержит:
устройство (400) для автоматического взвешивания и прерывания клея, размещенное на устройстве (200) для перемещения заготовки, причем устройство (400) для автоматического взвешивания и прерывания клея содержит:
взвешивающее ветронепроницаемое устройство (2b), образующее первую вмещающую камеру внутри него;
взвешивающее устройство (1b), расположенное в первой вмещающей камере;
устройство (4b) для сегментирования текучей среды, расположенное над взвешивающим ветронепроницаемым устройством (2b) и содержащее вторую вмещающую камеру, причем вторая вмещающая камера сообщается с первой вмещающей камерой; и
контейнер (3b) для приема текучей среды, размещенный во второй вмещающей камере и расположенный над взвешивающим устройством (1b), причем контейнер (3b) для приема текучей среды имеет два состояния - состояние прерывания клея и состояние взвешивания, и при этом в состоянии прерывания клея обеспечено перемещение контейнера (3b) для приема текучей среды вверх для приема клея, а в состоянии взвешивания обеспечено перемещение контейнера (3b) для приема текучей среды вниз для его размещения на взвешивающем устройстве (1b) для взвешивания клея.
16. Устройство для выдачи клея и крепления заготовки по любому из пп. 1-15, в котором механизм (1) загрузки и выгрузки содержит профильный каркас (a1), механизм (a2) поперечного перемещения и подъема накопителя и механизм (a3) захвата и транспортировки заготовки, причем
механизм (a2) поперечного перемещения и подъема накопителя и механизм (a3) захвата и транспортировки заготовки установлены внутри профильного каркаса (a1);
механизм (a2) поперечного перемещения и подъема накопителя выполнен с возможностью переноса на нем накопителя (a5), перемещения переносимого накопителя (a5) вверх и вниз и поперечного перемещения переносимого накопителя (a5) для размещения накопителя (a5) в положении напротив механизма (a3) захвата и транспортировки заготовки;
механизм (a3) захвата и транспортировки заготовки выполнен с возможностью захвата заготовки из накопителя (a5) напротив него и ее загрузки на конвейерную ленту (a340) или проталкивания заготовки на конвейерной ленте (a340) в накопитель (a5) напротив нее;
механизм (1) загрузки и выгрузки также содержит промежуточную разделительную пластину (a4), выполненную с возможностью отделения накопителя (a5), переносимого механизмом (a2) поперечного перемещения и подъема накопителя, от механизма (a3) захвата и транспортировки заготовки, причем промежуточная разделительная пластина (a4) имеет сквозное отверстие для прохождения через нее заготовки;
механизм (a2) поперечного перемещения и подъема накопителя выполнен с возможностью поперечного перемещения переносимого накопителя (a5) и перемещения переносимого накопителя (a5) вверх и вниз для размещения накопителя (a5) в положении напротив сквозного отверстия; и
механизм (a3) захвата и транспортировки заготовки выполнен с возможностью захвата заготовки внутри накопителя (a5) через сквозное отверстие или проталкивания заготовки в накопитель (a5) через сквозное отверстие.
17. Устройство для выдачи клея и крепления заготовки по любому из пп. 1-16, в котором устройство (3) для крепления теплорассеивающего кожуха содержит модуль (b1) конвейерного рельса, модуль (b2) крепления, устройство (b3) для загрузки теплорассеивающего кожуха и модуль определения местоположения, причем
модуль (b1) конвейерного рельса выполнен с возможностью транспортировки платы-носителя к сборочной станции, причем плата-носитель несет внутри себя микросхему;
устройство (b3) загрузки теплорассеивающего кожуха выполнено с возможностью перемещения теплорассеивающего кожуха к станции всасывания;
модуль определения местоположения установлен на станции определения местоположения; и
модуль (b2) крепления выполнен с возможностью перемещения между станцией всасывания, станцией определения местоположения и сборочной станцией, причем модуль (b2) крепления перемещается к станции определения местоположения после присасывания теплорассеивающего кожуха на станции всасывания, модуль определения местоположения обнаруживает и идентифицирует теплорассеивающий кожух, присосанный модулем (b2) крепления, и после обнаружения и идентификации присосанного теплорассеивающего кожуха модулем определения местоположения, модуль (b2) крепления перемещает теплорассеивающий кожух к сборочной станции и собирает теплорассеивающий кожух на микросхеме внутри платы-носителя на сборочной станции.
18. Устройство для выдачи клея и крепления заготовки по п. 17, в котором устройство (b3) для загрузки теплорассеивающего кожуха содержит часть (b31) загрузки, часть (b32) подбора и позиционирования, часть (b33) выгрузки и первый узел (b34) поперечного перемещения, охватывающий часть (b31) загрузки, часть (b32) подбора и позиционирования и часть (b33) выгрузки, причем
после поднятия носителя (b35) теплорассеивающего кожуха в требуемое положение посредством части (b31) загрузки, первый узел (b34) поперечного перемещения перемещает носитель (b35) теплорассеивающего кожуха от части (b31) загрузки к части (b32) подбора и позиционирования, причем часть (b32) подбора и позиционирования позиционирует и фиксирует носитель (b35) теплорассеивающего кожуха, механизм подбора подбирает теплорассеивающий кожух на носителе (b35) теплорассеивающего кожуха и первый узел (b34) поперечного перемещения перемещает носитель (b35) теплорассеивающего кожуха, с которого был подобран теплорассеивающий кожух, от части (b32) подбора и позиционирования к части (b33) выгрузки.
19. Устройство для выдачи клея и крепления заготовки по любому из пп. 1-18, в котором устройство (4) для горячего прессования содержит часть обнаружения, часть (c20) нагревания и поддержания усилия и устройство (c30) для перемещения, причем
выполнена лишь одна часть обнаружения, причем часть обнаружения размещена на рабочей станции раньше по ходу технологической цепочки или на рабочей станции дальше по ходу технологической цепочки от части (c20) нагревания и поддержания усилия, или
выполнены две части обнаружения, причем указанные две части обнаружения размещены на рабочей станции раньше по ходу технологической цепочки и на рабочей станции дальше по ходу технологической цепочки от части (с20) нагревания и поддержания усилия, соответственно, причем
устройство (c30) для перемещения выполнено с возможностью перемещения грузового приспособления (c40) с загруженной в него заготовкой (c50) к части обнаружения и к части (c20) нагревания и поддержания усилия;
часть обнаружения выполнена с возможностью измерения расчетной высоты заготовки (c50) по меньшей мере в одном положении на заготовке (c50) и проверки внешнего вида заготовки (c50), причем под расчетной высотой заготовки (c50) понимают разность высот между высотой в положении на заготовке (c50) и высотой в другом положении на грузовом приспособлении (c40) на заданном расстоянии от указанного положения; и
часть (c20) нагревания и поддержания усилия выполнена с возможностью нагревания заготовки и поддержания усилия на заготовке (c50), расположенной на части (c20) нагревания и поддержания усилия.
20. Устройство для выдачи клея и крепления заготовки по п. 19, в котором выполнены две части обнаружения, а именно первая часть (c100) обнаружения, расположенная на рабочей станции раньше по ходу технологической цепочки от части (c20) нагревания и поддержания усилия, и вторая часть (c101) обнаружения, расположенная на рабочей станции дальше по ходу технологической цепочки от части (c20) нагревания и поддержания усилия, причем
первая часть (c100) обнаружения выполнена с возможностью измерения расчетной высоты заготовки (c50) по меньшей мере в одном положении на заготовке (c50) и проверки внешнего вида заготовки (c50) для получения первого набора обнаруженных данных;
вторая часть (c101) обнаружения выполнена с возможностью измерения расчетной высоты заготовки (c50) по меньшей мере в одном положении на заготовке (c50) и проверки внешнего вида заготовки (c50) для получения второго набора обнаруженных данных; и
устройство (4) для горячего прессования также содержит процессор, электрически соединенный с первой частью (c100) обнаружения и со второй частью (c101) обнаружения, причем процессор выполнен с возможностью определения того, соответствует ли процесс нагревания и поддержания усилия на заготовке (c50) посредством части (c20) нагревания и поддержания усилия требованиям на основании первого набора обнаруженных данных и второго набора обнаруженных данных.
| CN 109287113 A, 29.01.2019 | |||
| CN 212263746 U, 01.01.2021 | |||
| CN 107438357 B, 05.12.2017 | |||
| US 8242588 B2, 14.08.2012 | |||
| СБОРНЫЙ КОРПУС МИКРОСХЕМЫ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2617559C2 |
