ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области механической обработки, в частности к устройству и способу очистки поверхности литейного валка.
УРОВЕНЬ ТЕХНИКИ
[0002] Типичный процесс производства тонкой полосы непрерывным литьем с двумя валками осуществляют следующим образом: расплавленную сталь разливают прямо в пространство, окруженное двумя противоположно вращающимися литейными валками с функцией охлаждения и боковыми перегородками с образованием ванны расплава. Расплавленная сталь охлаждается на поверхности литейного валка и затем затвердевает. В завершении, формируется тонкая стальная полоса в минимальном зазоре литейных валков. Во время этого процесса формируются оксиды металлов и неметаллов, осаждаемые на поверхности литейного валка, и образуется черная пленка. Поскольку главными компонентами этих оксидов являются марганец (Mn), алюминий (Al) и кремний (Si), температура плавления которых ниже, чем у стали, интенсивность теплопередачи за счет теплопроводности может быть улучшена на начальной стадии затвердевания жидкой стали. Однако, если общая толщина оксидной пленки будет неравномерной, скорость затвердевания жидкой стали будет различной, что приведет к дефектам качества, таким как трещины и усадочная раковина на поверхности литой полосы. Таким образом, необходимо применять устройство для удаления избыточного оксида на поверхности литейного валка для эффективного управления равномерной толщиной оксида на поверхности литейного валка, т.е. для обеспечения равномерного теплового потока расплавленного металла во время затвердевания на поверхности литейного валка.
[0003] По этой причине, большинство исследовательских организаций непрерывного литья тонких полос используют щетку в форме валка (далее называемую щеточным валком) в качестве основного инструмента очистки, и обеспечивают воздействие вращающегося щеточного валка на поверхность литейного валка с определенным давлением. Разница их скоростей обеспечивает трение щетки и поверхности литейного валка друг о друга с удалением оксида, образовавшегося на поверхности валка.
[0004] Из уровня техники известны два щеточных валка, симметрично расположенные на внешней стороне литейного валка относительно ванны расплава вдоль направления, параллельного оси литейного валка, при этом два щеточных валка в процессе литья плотно присоединены к литейному валку под действием прижимного устройства. Однако при использовании щеточного валка для очистки поверхности валка диаметр щеточного валка становится меньше, а жесткость самого щеточного валка увеличивается по мере истирания щетки. Во время процесса вращения щеточный валок, который прижат к поверхности литейного валка, предрасположен к вибрации, что влияет на очищающее действие.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Согласно одному варианту осуществления настоящего изобретения предложены устройство и способ очистки поверхности литейного валка, которые могут улучшить очищающее действие.
[0006] Согласно одному аспекту, предложено устройство очистки поверхности литейного валка, которое очищает поверхность литейного валка, используемого для литья тонкой стальной полосы, содержащее:
- щеточный валок; держатель щеточного валка, причем щеточный валок расположен в держателе щеточного валка, а держатель щеточного валка оснащен датчиком нагрузки;
- раму, на которой рельсовая направляющая держателя щеточного валка расположена перпендикулярно осевому направлению щеточного валка, причем держатель щеточного валка соединен с рельсовой направляющей держателя щеточного валка с возможностью скольжения, и поджимающий механизм и линейный исполнительный механизм закреплены на раме; причем поджимающий механизм соединен с держателем щеточного валка и расположен так, чтобы иметь возможность тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки так, что датчик нагрузки присоединен к линейному исполнительному механизму с первым давлением; и
- управляющее устройство, выполненное с возможностью управления линейным исполнительным механизмом, с тем чтобы толкать держатель щеточного валка согласно значению измерения датчика нагрузки, так что щеточный валок контактирует с поверхностью литейного валка со вторым давлением; причем управляющее устройство также выполнено с возможностью регулирования рабочего хода толкания линейного исполнительного механизма к держателю щеточного валка согласно значению измерения датчика нагрузки, так что второе давление является по существу постоянным.
[0007] Согласно варианту осуществления настоящего изобретения, щеточный валок закреплен в держателе щеточного валка посредством несущих оснований на обоих его концах, причем держатель щеточного валка оснащен датчиком нагрузки и линейным исполнительным механизмом, оснащенным датчиком смещения на обоих концах вдоль осевого направления щеточного валка, и при этом датчик нагрузки и несущее основание щеточного валка расположены в одной и той же горизонтальной плоскости.
[0008] Согласно варианту осуществления настоящего изобретения, часть держателя щеточного валка, обращенная к поджимающему механизму, оснащена тяговым стержнем, проходящим в направлении поджимающего механизма, причем свободный конец тягового стержня оснащен первым соединительным элементом, а часть поджимающего механизма, обращенная к держателю щеточного валка, соответственно оснащена вторым соединительным элементом для соединения с первым соединительным элементом.
[0009] Согласно варианту осуществления настоящего изобретения, обе стороны рамы вдоль направления, параллельного осевому направлению щеточного валка, оснащены третьим соединительным элементом и приводным устройством для приведения в действие третьего соединительного элемента, а несущие основания с обеих сторон литейного валка в осевом направлении соответственно оснащены четвертым соединительным элементом для соединения с третьим соединительным элементом.
[0010] Согласно варианту осуществления настоящего изобретения, устройство очистки поверхности валка также содержит нижнюю раму, причем рама расположена над нижней рамой, и рама и нижняя рама соединены друг с другом посредством гибкого соединительного механизма, так что раму и нижнюю раму можно повернуть на любой угол от 0,5 до 1,5 градусов относительно друг друга.
[0011] Согласно варианту осуществления настоящего изобретения, гибкий соединительный механизм содержит множество плоских опорных подшипников, расположенных между рамой и нижней рамой, и множество колес качения, закрепленных на нижней поверхности рамы.
[0012] Согласно варианту осуществления настоящего изобретения, устройство очистки поверхности валка также содержит рельсовую направляющую устройства и движущий исполнительный механизм, с тем чтобы вызвать скольжение нижней рамы по рельсовой направляющей устройства в направлении, перпендикулярном осевому направлению щеточного валка.
[0013] Согласно варианту осуществления настоящего изобретения, щеточный валок содержит верхний щеточный валок и нижний щеточный валок, расположенный ниже верхнего щеточного валка, причем верхний щеточный валок и нижний щеточный валок выполнены с возможностью приведения их в действие различными двигателями и вращения с различными скоростями.
[0014] Согласно варианту осуществления настоящего изобретения, держатель щеточного валка оснащен уплотняющей полосой, так что уплотняющая полоса, держатель щеточного валка и поверхность литейного валка, обращенная к держателю щеточного валка, могут образовывать закрытое пространство.
[0015] Согласно варианту осуществления настоящего изобретения, уплотняющая полоса выполнена из эластичного неметаллического термостойкого материала, прочность которого ниже прочности поверхности литейного валка.
[0016] Согласно варианту осуществления настоящего изобретения, линейный исполнительный механизм оснащен датчиком смещения, приспособленным для него, причем управляющее устройство выполнено с возможностью регулирования усилия поджатия, прилагаемое поджимающим механизмом к держателю щеточного валка, согласно значению измерения датчика смещения, указывающего на величину изменения диаметра щеточного валка для изменения первого давления.
[0017] С другой стороны, в настоящем изобретении предложен способ очистки поверхности литейного валка, который используют для очистки поверхности литейного валка, используемого для литья тонкой стальной полосы. Способ очистки поверхности литейного валка выполняют с помощью устройства очистки поверхности литейного валка. Устройство очистки поверхности валка содержит щеточный валок, держатель щеточного валка, раму, поджимающий механизм и линейный исполнительный механизм; причем щеточный валок расположен в держателе щеточного валка, причем держатель щеточного валка оснащен датчиком нагрузки, а рама оснащена рельсовой направляющей рамы щеточного валка, перпендикулярной осевому направлению щеточного валка. Держатель щеточного валка соединен с рельсовой направляющей держателя щеточного валка с возможностью скольжения, линейный исполнительный механизм и поджимающий механизм закреплены на раме, причем поджимающий механизм соединен с держателем щеточного валка и расположен так, чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка, а линейный исполнительный механизм расположен так, чтобы иметь возможность толкать держатель щеточного валка с перемещением в направлении, перпендикулярном осевому направлению литейного валка. Способ включает:
управление поджимающим механизмом так, чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки, так что датчик нагрузки присоединен к линейному исполнительному механизму с первым давлением;
управление линейным исполнительным механизмом, с тем чтобы толкать держатель щеточного валка согласно значению измерения датчика нагрузки, так что щеточный валок контактирует с поверхностью литейного валка со вторым давлением, и
регулирование рабочего хода толкания линейного исполнительного механизма к держателю щеточного валка согласно значению измерения датчика нагрузки, так что второе давление остается по существу постоянным.
[0018] Согласно варианту осуществления настоящего изобретения, перед управлением поджимающим механизмом так, чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки, способ также включает: регулирование первого давления согласно значению измерения датчика смещения, указывающего на величину изменения диаметра щеточного валка.
[0019] Согласно варианту осуществления настоящего изобретения, перед управлением линейным исполнительным механизмом, с тем чтобы толкать держатель щеточного валка, способ также включает: калибровку нуля датчика нагрузки, который присоединен к линейному исполнительному механизму с первым давлением.
[0020] Согласно варианту осуществления настоящего изобретения, щеточный валок содержит верхний щеточный валок и нижний щеточный валок, расположенный ниже верхнего щеточного валка, причем верхний щеточный валок и нижний щеточный валок вращаются с различными скоростями с приводом от различных двигателей.
[0021] Согласно варианту осуществления настоящего изобретения, линейная скорость верхнего щеточного валка больше линейной скорости литейного валка; причем скорость вращения нижнего щеточного валка на начальном этапе литья литейного валка в 1-3 раза превышает скорость вращения литейного валка, и скорость вращения нижнего щеточного валка на этапе стабильного литья литейного валка в 0,2-0,9 раза превышает скорость вращения литейного валка.
[0022] Согласно варианту осуществления настоящего изобретения, усилие контакта между нижним щеточным валком и поверхностью литейного валка в 0,5-0,9 превышает усилие контакта между верхним щеточным валком и поверхностью литейного валка.
[0023] Согласно варианту осуществления настоящего изобретения, устройство очистки поверхности литейного валка содержит нижнюю раму, расположенную ниже рамы, причем обе стороны рамы вдоль направления, параллельного осевому направлению щеточного валка, соответственно оснащены третьим соединительным элементом и приводным устройством для приведения в действие третьего соединительного элемента, причем несущие основания с обеих сторон в осевом направлении литейного валка оснащены четвертым соединительным элементом, а способ также включает: управление движущим исполнительным механизмом нижней рамы, с тем чтобы толкать нижнюю раму к литейному валку в направлении, перпендикулярном осевому направлению литейного валка, и управление приводным устройством для соединения третьего соединительного элемента с четвертым соединительным элементом.
[0024] В соответствии с устройством очистки поверхности валка варианта осуществления настоящего изобретения, зазор между щеточным валком и рамой может быть устранен с помощью поджимающего механизма, и давление между щеткой и поверхностью литейного валка может быть по существу постоянным за счет использования датчика нагрузки и линейного исполнительного механизма в процессе очистки, так что улучшается точность управления давлением и улучшается очищающее действие. Кроме того, вариант осуществления настоящего изобретения также обеспечивает возможность изменять первое давление поджимающего механизма согласно диаметру или степени износа щеточного валка, изменять жесткость механизма щеточного валка, что дополнительно улучшает стабильность работы системы очистки поверхности валка.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025] С целью более точного пояснения технического решения варианта осуществления настоящего изобретения, ниже будут кратко приведены чертежи, необходимые для варианта осуществления настоящего изобретения. Очевидно, чертежи, описанные ниже, являются лишь некоторыми вариантами осуществления настоящего изобретения, и другие чертежи могут быть получены специалистом в области техники на основании этих чертежей без творческой деятельности.
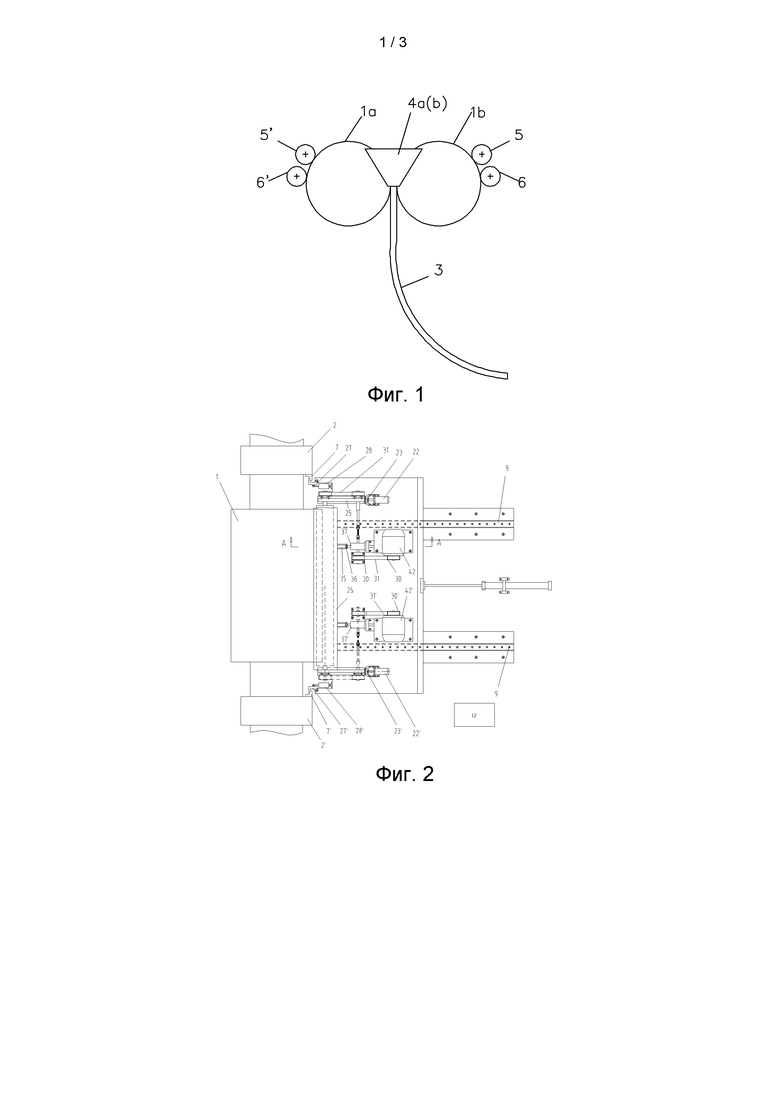
[0026] На ФИГ. 1 показано схематическое изображение принципа применения устройства очистки поверхности валка согласно настоящему изобретению при получении тонкой полосы непрерывным литьем с двумя валками;
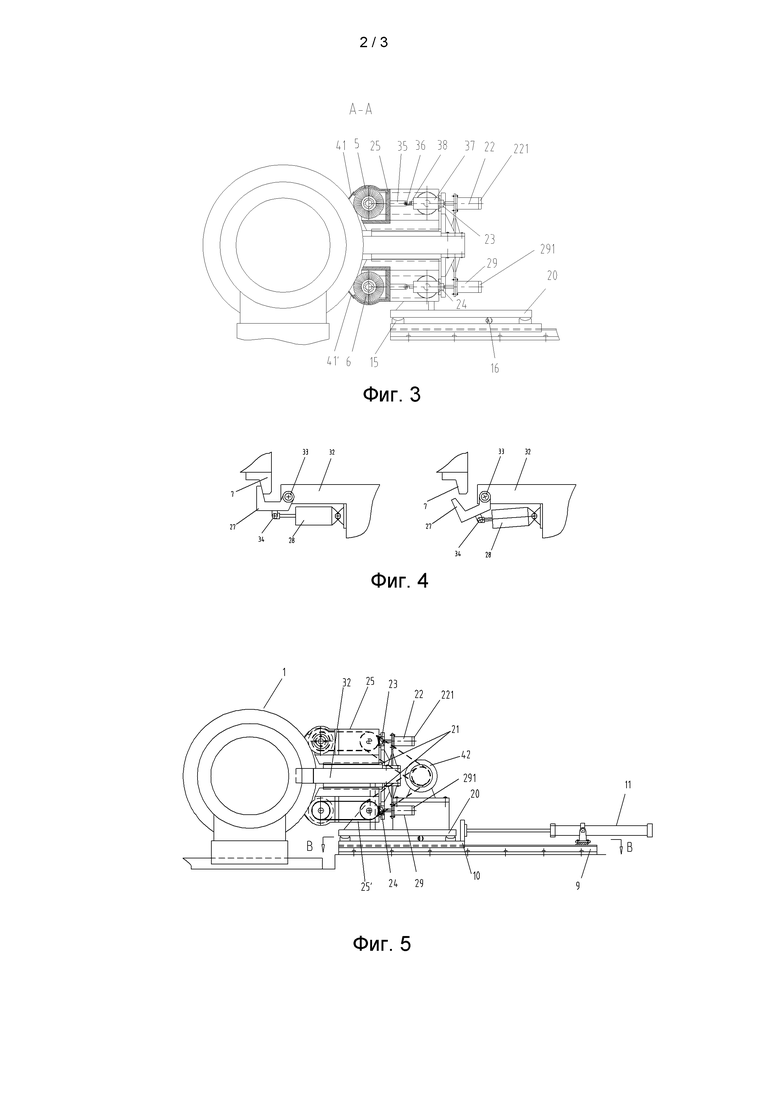
[0027] на ФИГ. 2 показано схематичное изображение сверху устройства очистки поверхности валка согласно одному варианту осуществления настоящего изобретения;
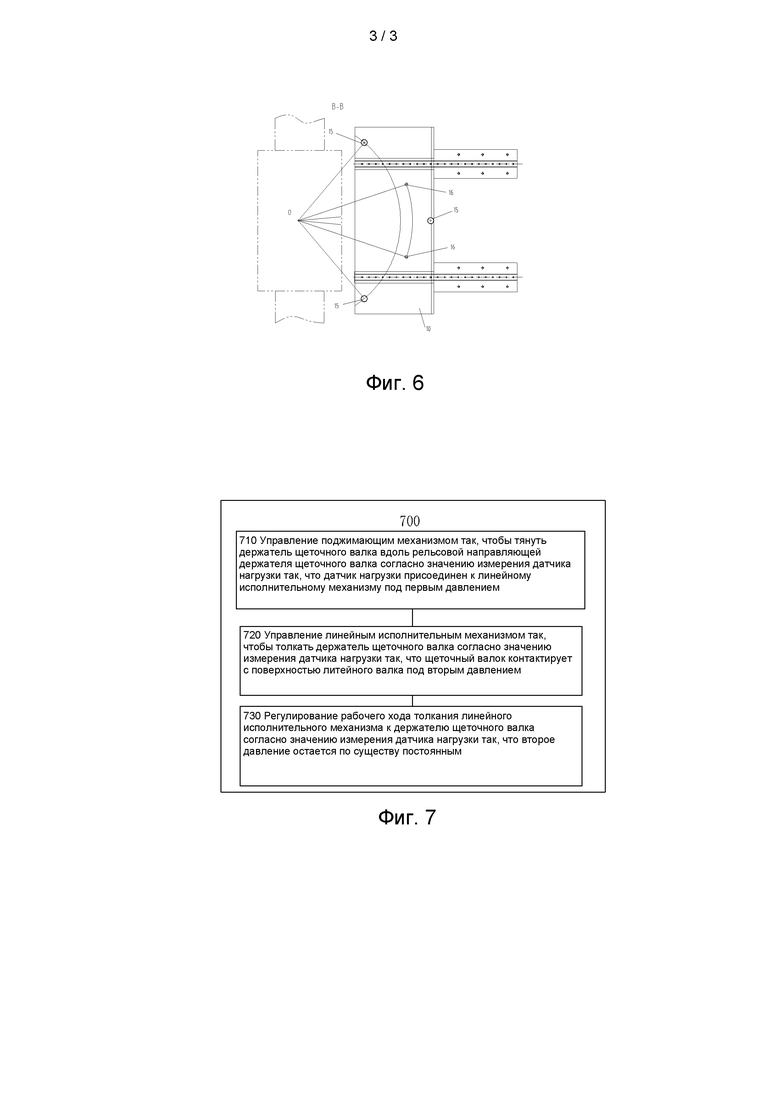
[0028] на ФИГ. 3 показано структурное схематичное изображение сбоку, выполненное вдоль направления А-А на ФИГ. 2;
[0029] на ФИГ. 4 показано изображение принципа соединения между рамой и несущим основанием согласно одному варианту осуществления настоящего изобретения;
[0030] на ФИГ. 5 показано структурное схематичное изображение сбоку устройства очистки поверхности валка согласно одному варианту осуществления настоящего изобретения;
[0031] на ФИГ. 6 показано структурное схематичное изображение гибкого соединительного механизма рамы с нижней рамой, выполненное вдоль направления В-В на ФИГ. 5; и
[0032] на ФИГ. 7 показана технологическая схема способа очистки поверхности валка согласно одному варианту осуществления настоящего изобретения.
[0033] ОПИСАНИЕ ПОЗИЦИОННЫХ ОБОЗНАЧЕНИЙ
1, 1a, 1b - литейный валок
2 - несущее основание литейного валка
3 - тонкая стальная полоса
4а(b) - боковая перегородка
5, 5' - верхний щеточный валок
6, 6' - нижний щеточный валок
7, 7' - четвертый соединительный элемент
9 - рельсовая направляющая устройства
10 - нижняя рама
11 - движущий исполнительный механизм
12 - управляющее устройство
15 - упорный сферический подшипник
16 - колесо качения
20 - рама
21 - рельсовая направляющая держателя щеточного валка
22, 22' - линейный исполнительный механизм
23, 23' - датчик нагрузки
24 - датчик нагрузки
25 - держатель щеточного валка
27, 27' - третий соединительный элемент
28, 28' - приводное устройство
29 - линейный исполнительный механизм
30, 30' - шкив приводного ремня
31, 31' - ремень 32 - плечо рамы
34 - соединительный элемент
35 - тяговый стержень
36 - первый соединительный элемент
37 - поджимающий механизм
38 - второй соединительный элемент
41 - уплотняющая полоса
42, 42' - двигатель
221 - датчик смещения
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0034] Далее в настоящем документе технические решения в вариантах осуществления настоящего изобретения будут описаны ясно и полностью со ссылкой на чертежи в вариантах осуществления настоящего изобретения. Очевидно, описанные варианты осуществления являются частью вариантов осуществления настоящего изобретения, но не всеми вариантами осуществления.
[0035] На ФИГ. 1 показана принципиальная схема получения тонкой полосы непрерывным литьем с двумя валками согласно одному варианту осуществления настоящего изобретения. Расплавленная сталь образует ванну расплава в пространстве, окруженном двумя противоположно вращающимися литейными валками 1a, 1b с функцией охлаждения и боковыми перегородками 4а, 4b, жидкая сталь охлаждается и затвердевает на поверхности литейного валка, и в небольшом зазоре между литейными валками образуется тонкая стальная полоса 3. На стороне двух литейных валков, где отсутствует ванна расплава, соответственно расположена группа устройств очистки поверхности валка для очистки поверхности литейного валка.
[0036] На ФИГ. 2 показана структурная схема устройства очистки поверхности валка согласно другому варианту осуществления настоящего изобретения, а на ФИГ. 3 показано структурное схематичное изображение сбоку, выполненное вдоль направления А-А на ФИГ. 2. В качестве предпочтительного варианта осуществления, на ФИГ. 2 на одной стороне литейного валка использованы два щеточных валка. Следует понимать, что вариант осуществления настоящего изобретения не задает их, и устройства очистки поверхности валка с одним или более щеточными валками входят в объем защиты настоящего изобретения.
[0037] Далее вариант осуществления настоящего изобретения будет описан со ссылкой на верхний щеточный валок 5 (такой же ниже), показанный на ФИГ. 2 и 3. Следует понимать, что вариант осуществления настоящего изобретения может применяться для очистки всех литейных валков и, в частности, может применяться в технологической схеме получения тонкой полосы непрерывным литьем с двумя валками. Устройство очистки поверхности валка, показанное на ФИГ. 2-3, очищает поверхность литейного валка, используемого для литья тонкой стальной полосы.
Устройство содержит:
- щеточный валок 5 и держатель 25 щеточного валка, причем щеточный валок 5 расположен в держателе 25 щеточного валка посредством подшипников на обоих осевых концах, а держатель 25 щеточного валка оснащен датчиками 23, 23' нагрузки;
- раму 20, на которой рельсовая направляющая 21 держателя щеточного валка расположена перпендикулярно осевому направлению щеточного валка 5 и ниже обоих концов держателя 25 щеточного валка, причем держатель 25 щеточного валка соединен с рельсовой направляющей 21 держателя щеточного валка с возможностью скольжения, и на раме 20 закреплены поджимающий механизм 37 и линейные исполнительные механизмы 22, 22'; причем поджимающий механизм 37 соединен с первым соединительным элементом на держателе 25 щеточного валка посредством второго соединительного элемента и расположен так, чтобы тянуть держатель 25 щеточного валка вдоль рельсовой направляющей 21 держателя щеточного валка согласно значению измерения датчика 23 нагрузки так, что датчики 23, 23' нагрузки плотно присоединены к линейному исполнительному механизму 22 с первым давлением; при этом линейные исполнительные механизмы 22, 22' расположены так, чтобы толкать держатель 25 щеточного валка согласно значению измерения датчиков 23, 23' нагрузки, так что щеточный валок 5 контактирует с поверхностью литейного валка 1 со вторым давлением; и
- управляющее устройство 12, выполненное с возможностью регулирования рабочего хода толкания линейных исполнительных механизмов 22, 22' к держателю 25 щеточного валка согласно значению измерения датчиков 23, 23' нагрузки, так что второе давление является по существу постоянным.
[0038] Согласно одному варианту осуществления настоящего изобретения, как показано на ФИГ. 3 (в настоящем документе описан только один конец щеточного валка 5, способ управления другим концом является таким же, как для указанного конца, поэтому его описание опущено). Линейный исполнительный механизм 22 также может быть оснащен датчиком 221 смещения, приспособленным для него, а управляющее устройство может быть выполнено с возможностью регулирования тягового рабочего хода поджимающего механизма 37 относительно держателя 25 щеточного валка для изменения первого давления согласно величине изменения диаметра щеточного валка, когда диаметр щеточного валка изменяется. В частности, при использовании устройства очистки щетки будут изнашиваться, диаметр щеточного валка будет уменьшаться, и жесткость самого щеточного валка будет улучшаться. Таким образом, щеточный валок, который прижимают к поверхности литейного валка в ходе процесса очистки, предрасположен к вибрации, которая влияет на очищающее действие. Согласно этому варианту осуществления, когда щеточный валок изнашивается, рабочий ход линейного исполнительного механизма 22, толкающего держатель 25 щеточного валка, увеличивается, и величина изменения рабочего хода может быть определена датчиком 221 смещения. В это время, величину изменения диаметра или степени износа щеточного валка может узнать по величине изменения смещения, определенной датчиком 221 смещения, и, соответственно, первое давление для сжатия датчика 23 нагрузки и линейного исполнительного механизма могут быть изменены за счет изменения тягового рабочего хода поджимающего механизма относительно держателя 25 щеточного валка, тем самым изменяя жесткость механизма щеточного валка, и дополнительно улучшая стабильность работы системы очистки поверхности валка. Датчик 221 смещения может быть реостатного типа со скользящим контактом или датчиком смещения другого типа. Он может быть расположен в любом положении, предпочтительно на конце линейного исполнительного механизма 22.
[0039] Следует понимать, что вариант осуществления настоящего изобретения не задает поджимающий механизм 37 и линейный исполнительный механизм 22, и поджимающий механизм может представлять собой воздушный цилиндр, гидравлический цилиндр или какой-либо механизм, выполненный с возможностью регулирования активного усилия. Кроме того, в дополнение к одному или более щеточным валкам, может быть предусмотрено один или более держателей щеточного валка, или в каждом держателе щеточного валка может быть выполнено один или более щеточных валков. Предпочтительно, с обеих сторон литейного валка соответственно расположены два держателя щеточного валка, и один щеточный валок расположен в каждом держателе щеточного валка. Например, щеточные валки расположены на внешней боковой поверхности литейного валка относительно ванны расплава параллельно сверху и снизу вдоль осевого направления каждого литейного валка.
[0040] Количество поджимающих механизмов 37 также не ограничено. Предпочтительно, два поджимающих механизма 37 расположены в направлении, параллельном осевому направлению щеточного валка, для обеспечения стабильности устройства. Может быть выполнено один или более каждого из датчика 23 нагрузки и датчика 221 смещения, и предпочтительно, каждый линейный исполнительный механизм 22 может соответствовать одному датчику 23 нагрузки и одному датчику 221 смещения. Например, датчики 23 нагрузки могут быть соответственно установлены на обоих концах держателя 25 щеточного валка, а линейные исполнительные механизмы 22 могут быть соответственно установлены с обеих сторон. Как показано на ФИГ. 2, датчик 23 нагрузки может быть обеспечен на свободных концах выступов с обеих сторон держателя 25 щеточного валка.
[0041] В соответствии с устройством очистки поверхности валка варианта осуществления изобретения, промежуток между держателем щеточного валка и рамой может быть устранен за счет поджимающего механизма, и давление между щеткой и поверхностью литейного валка остается по существу постоянным за счет использования датчика нагрузки и линейного исполнительного механизма в процессе очистки, так что улучшается точность управления давлением, и улучшается очищающее действие. Кроме того, вариант осуществления изобретения также обеспечивает возможность изменять первое давление поджимающего механизма согласно диаметру или степени износа щеточного валка, изменять жесткость механизма щеточного валка, и дополнительно улучшает стабильность работы системы очистки поверхности валка.
[0042] Согласно одному варианту осуществления настоящего изобретения, часть держателя 25 щеточного валка, обращенная к поджимающему механизму 37, оснащена тяговым стержнем 35, проходящим в направлении поджимающего механизма 37, при этом свободный конец тягового стержня 35 оборудован первым соединительным элементом 36, а часть поджимающего механизма 37, обращенная к держателю 25 щеточного валка, соответственно оснащена вторым соединительным элементом 38 для соединения с первым соединительным элементом 36. Следует понимать, что первый соединительный элемент и второй соединительный элемент могут быть любыми элементами для жесткого соединения друг с другом, например, на ФИГ. 2 показано, что первый соединительный элемент может представлять собой осевой штифт, а второй соединительный элемент может представлять собой крюк.
[0043] Согласно одному варианту осуществления настоящего изобретения, как показано на ФИГ. 3, держатель 25 щеточного валка может быть оснащен уплотняющей полосой 41, так что уплотняющая полоса 41, держатель 25 щеточного валка и поверхность литейного валка 1, обращенная держателю 25 щеточного валка, могут образовать закрытое пространство. В частности, уплотняющая полоса 41 может быть выполнена из эластичного неметаллического термостойкого материала, прочность которого предпочтительно ниже, чем у поверхности литейного валка. Поскольку уплотняющая полоса 41 образует относительно закрытое пространство вместе с держателем 25 щеточного валка и частью поверхности литейного валка 1, щеточный валок 5 может быть защищен от загрязнения посторонними примесями в ходе рабочего процесса.
[0044] Как показано на ФИГ. 2, щеточный валок 5 может быть закреплен в держателе 25 щеточного валка посредством несущих оснований на обоих его концах, и оба конца держателя 25 щеточного валка вдоль осевого направления щеточного валка 5 оснащены датчиками 23 и 23' нагрузки, а линейные исполнительные механизмы 22 и 22' оснащены датчиком 221 смещения, причем датчики 23 и 23' нагрузки выполнены в одной горизонтальной плоскости в качестве несущих оснований щеточного валка 5.
[0045] Согласно одному варианту осуществления настоящего изобретения, как показано на ФИГ. 2, обе стороны рамы 20 в направлении, параллельном осевому направлению щеточного валка 5, оснащены третьими соединительными элементами 27 и 27' и приводными устройствами 28 и 28' для приведения в действие третьих соединительных элементов 27 и 27'. Несущие основания 2 и 2' с обеих сторон литейного валка 1 соответственно оснащены четвертыми соединительными элементами 7 и 7' для соединения с третьими соединительными элементами 27 и 27', соответственно.
[0046] Следует понимать, что настоящее изобретении не ограничено приводным устройством, третьим соединительным элементом и четвертым соединительным элементом. Согласно варианту осуществления, показанному на ФИГ. 4, третьи соединительные элементы 27 и 27' и четвертые соединительные элементы 7 и 7' могут быть крюками, и два из них могут быть защелкнуты друг с другом. Приводные устройства 28 и 28' могут быть цилиндрическими или гидравлическими цилиндрами или т.п. Третьи соединительные элементы 27 и 27' могут качаться вокруг штифта 33, закрепленного на плече 32 рамы 20, и могут выполнять близкий контакт или отделяться от крюка 7, который жестко соединен с несущим основанием 2 под действием приводных устройств 28 и 28'. Третьи соединительные элементы 27 и 27' и приводные устройства 28 и 28' могут быть соединены способом, показанным на ФИГ. 4, т.е. соединены посредством соединительного элемента 34. Однако настоящее изобретение не ограничено этим способом, и любой способ соединения, который может приводить в действие соединительную структуру, подпадает под объем защиты настоящего изобретения. Согласно этому варианту осуществления, поскольку устройство очистки поверхности валка соединено с несущим основанием 2 литейного валка 1, улучшаются точность работы и стабильность системы, и можно точно управлять параллельностью между литейным валком 1 и щеточным валком 5.
[0047] На ФИГ. 5 показана структурная схема устройства очистки поверхности валка согласно другому варианту осуществления настоящего изобретения.
[0048] Как показано на ФИГ. 5, устройство очистки поверхности валка может также содержать рельсовую направляющую 9 устройства и движущий исполнительный механизм 11, который вызывает скольжение нижней рамы 10 по рельсовой направляющей 9 устройства в направлении, перпендикулярном осевому направлению щеточного валка.
[0049] Кроме того, щеточный валок может также содержать верхний щеточный валок 5 и нижний щеточный валок 6, расположенный ниже верхнего щеточного валка 5. Верхний щеточный валок 5 и нижний щеточный валок 6 могут приводиться в движение различными отдельными двигателями с различными скоростями.
[0050] Конкретный режим приведения в действие этого варианта осуществления, объединенный с ФИГ. 2 и 5, представляет собой следующее: устройство очистки поверхности валка содержит шкивы 30, 30' приводного ремня и ремни 31, 31'. Верхний щеточный валок 5 и нижний щеточный валок 6 соответственно приводятся в действие отдельными двигателями 42, 42' через шкивы 30, 30' приводного ремня и ремни 31, 31'. Когда устройство очистки поверхности валка начинает работать, линейная скорость верхнего щеточного валка 5 больше, чем у литейного валка, и направление его вращения всегда противоположно всегда противоположно направлению вращения литейного валка. Направление вращения нижнего щеточного валка 6 является таким же, что и у литейного валка 1. Скорость вращения нижнего щеточного валка 6 больше скорости вращения литейного валка 1 на начальном этапе литья, т.е. на начальном этапе вращения литейного валка, и как только литье входит в стабильную стадию, т.е. литейные валки вращаются при стабильной скорости литья, скорость нижнего щеточного валка 6 в 0,2-0,9 раза, предпочтительно в 0,5 раза, превышает скорость вращения литейного валка 1; усилие контакта между нижним щеточным валком 6 и поверхностью литейного валка 1 также немного меньше, чем у верхнего щеточного валка 5. Например, усилие контакта между нижним щеточным валком 6 и поверхностью литейного валка 1 может в 0,5-0,9 раза, предпочтительно 0,5 раза, превышать усилие контакта между верхним щеточным валком 5 и поверхностью литейного валка 1.
[0051] На ФИГ. 6 показано структурное схематичное изображение гибкого соединительного механизма рамы с нижней рамой, выполненное вдоль направления В-В на ФИГ. 5.
[0052] Согласно другому варианту осуществления настоящего изобретения, устройство очистки поверхности валка может также содержать нижнюю раму 10, причем рама 20 расположена выше нижней рамы 10, и рама 20 и нижняя рама 10 могут быть соединены друг с другом посредством гибкого соединительного механизма, так что обеспечена возможность поворота рамы и нижней рамы на любой угол от 0,5 до 1,5 градусов относительно друг друга. Предпочтительно, угол поворота может составлять примерно 0,75 градуса.
[0053] В частности, гибкий соединительный механизм может содержать множество плоских опорных подшипников, расположенных между рамой и нижней рамой, и множество колес качения, закрепленных на нижней поверхности рамы. Например, на ФИГ. 6 показан принципиальная схема гибкого соединения между рамой и нижней рамой согласно этому варианту осуществления: гибкая соединительная конструкция, выполненная между рамой 20 и нижней рамой 10, состоит из плоских опорных подшипников и колес качения, так что между рамой 20 и нижней рамой 10 имеется зазор поворота. Гибкий соединительный механизм, показанный на ФИГ. 6, содержит два колеса 16 качения, закрепленных на раме 20, и три упорных сферических подшипника 15 между рамой и нижней рамой, причем три упорных сферических подшипника 15 могут быть расположены в форме треугольника, а колеса 16 качения симметрично расположены с обеих сторон центральной линии рамы 20 перпендикулярно оси щеточного валка. Поскольку гибкая соединительная конструкция расположена между рамой и нижней рамой, рама и нижняя рама могут быть относительно повернуты на конкретный угол, ошибка центрирования между устройством очистки поверхности валка и несущим основанием компенсируется, таким образом, улучшается надежность соединения между устройством очистки поверхности валка и литейным валком, и также улучшается точность установки между щеточным валком и литейным валком.
[0054] Кроме того, при прерывании литья или возникновении аномальных условий, соединительный механизм рамы 20 может быть выведен из взаимодействия с несущим основанием 2 литейного валка 1, так что щеточный валок 5 не находится в контакте с поверхностью литейного валка 1, и нижняя рама 10 вытянута в начальное положение.
[0055] На ФИГ. 7 показана технологическая схема способа очистки поверхности валка согласно другому варианту осуществления настоящего изобретения. Названия различных конструкций и компонентов, реализующих способ, соответствуют тем, что показаны на ФИГ. 1-6. Способ 700 очистки поверхности валка по ФИГ. 7 используют для очистки поверхности литейного валка, используемого для прокатки тонкой стальной полосы. Способ очистки поверхности литейного валка выполняют с помощью устройства очистки поверхности литейного валка. Устройство очистки поверхности валка содержит щеточный валок, держатель щеточного валка, раму, поджимающий механизм и линейный исполнительный механизм. Причем щеточный валок расположен в держателе щеточного валка, оснащенном датчиком нагрузки. Рама оснащена рельсовой направляющей держателя щеточного валка, перпендикулярной осевому направлению щеточного валка, и держатель щеточного валка соединен с рельсовой направляющей держателя щеточного валка с возможностью скольжения. Линейный исполнительный механизм и поджимающий механизм закреплены на раме, поджимающий механизм соединен с держателем щеточного валка и расположен так, чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка, а линейный исполнительный механизм расположен так, чтобы иметь возможность толкать держатель щеточного валка с перемещением в направлении, перпендикулярном осевому направлению литейного валка. Способ включает: управление поджимающим механизмом, чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки, так что датчик нагрузки присоединен к линейному исполнительному механизму с первым давлением; согласно значению измерения датчика нагрузки линейным исполнительным механизмом управляют, с тем чтобы толкать держатель щеточного валка, так что щеточный валок контактирует с поверхностью литейного валка со вторым давлением, а рабочий ход толкания линейного исполнительного механизма к держателю щеточного валка регулируют согласно значению измерения датчика нагрузки, так что второе давление остается по существу постоянным.
[0056] Следует понимать, что линейный исполнительный механизм выполнен так, чтобы иметь возможность толкать держатель щеточного валка с перемещением в направлении, перпендикулярном осевому направлению литейного валка, например, держатель щеточного валка можно толкать с перемещением в направлении, перпендикулярном осевому направлению литейного валка в горизонтальной плоскости.
[0057] Согласно способу очистки поверхности валка варианта осуществления изобретения, промежуток между держателем щеточного валка и рамой может быть устранен за счет поджимающего механизма, и давление между щеткой и поверхностью литейного валка может быть по существу постоянным за счет использования датчика нагрузки и линейного исполнительного механизма в процессе очистки, так что улучшается точность управления давлением, и таким образом улучшается очищающее действие.
[0058] Согласно варианту осуществления настоящего изобретения, линейный исполнительный механизм оснащен датчиком смещения, приспособленным для него, и в способе настоящего изобретения, когда диаметр щеточного валка изменяется, перед управлением поджимающим механизмом, чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки, способ также включает: регулирование целевого значения первого давления согласно значению измерения датчика смещения, указывающего на величину изменения диаметра щеточного валка. Следует понимать, что, когда диаметр щеточного валка становится меньше, жесткость щеточного валка изменяется и условия вибрации также изменяются, так что первое давление может быть соответственно увеличено, жесткость механизма щеточного валка может быть изменена, и может быть также улучшена стабильность работы системы очистки поверхности валка.
[0059] Согласно варианту осуществления настоящего изобретения, перед управлением линейным исполнительным механизмом, с тем чтобы толкать держатель щеточного валка, способ может также включать: калибровку нуля датчика нагрузки, сжатого линейным исполнительным механизмом с первым давлением. Когда два или более датчиков расположены на обоих концах держателя щеточного валка вдоль направления, параллельного осевому направлению щеточного валка, значения каждого датчика не обязательно точно соответствуют друг другу, поэтому точность измерений может быть улучшена после калибровки нуля, что способствует управлению.
[0060] Согласно варианту осуществления настоящего изобретения, щеточный валок может включать верхний щеточный валок 5 и нижний щеточный валок 6, расположенный ниже верхнего щеточного валка 5, причем верхний щеточный валок 5 и нижний щеточный валок 6 могут вращаться с различными скоростями в направлении, противоположном направлению вращения литейного валка с приводом от различных двигателей 42, 42', показанных на ФИГ. 5.
[0061] Согласно варианту осуществления изобретения, линейная скорость верхнего щеточного валка больше линейной скорости литейного валка; на начальном этапе литья литейного валка скорость вращения нижнего щеточного валка 6 может быть больше скорости вращения литейного валка 1, и, когда литейный валок вращается со стабильной скоростью при стабильной скорости литья, скорость вращения нижнего щеточного валка 6 может в 0,2-0,9 раза, предпочтительно 0,5 раза, превышать скорость вращения литейного валка 1.
[0062] Согласно варианту осуществления настоящего изобретения, усилие контакта между нижним щеточным валком 6 и поверхностью литейного валка 1 может в 0,5-0,9 раза, предпочтительно 0,5 раза, превышать усилие контакта между верхним щеточным валком 5 и поверхностью литейного валка 1.
[0063] Согласно варианту осуществления изобретения, устройство очистки поверхности литейного валка содержит нижнюю раму, расположенную ниже рамы, причем обе стороны рамы вдоль направления, параллельного осевому направлению щеточного валка, соответственно оснащены третьим соединительным элементом и приводным устройством для приведения в действие третьего соединительного элемента, причем несущие основания с обеих сторон в осевом направлении литейного валка оснащены четвертым соединительным элементом, а способ также включает: управление движущим исполнительным механизмом нижней рамы, с тем чтобы толкнуть нижнюю раму к литейному валку в направлении, перпендикулярном осевому направлению литейного валка, и управление приводным устройством для соединения третьего соединительного элемента с четвертым соединительным элементом.
[0064] Вышеописанные варианты осуществления являются лишь примерными вариантами осуществления настоящего изобретения и не предназначены для ограничения настоящего изобретения. Объем защиты настоящего изобретения определен формулой изобретения. Специалист в области техники может выполнить различные модификации или эквивалентные замены в настоящем изобретении в пределах сущности и объема защиты настоящего изобретения, и такие модификации или эквивалентные замены также следует рассматривать как подпадающие под объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ | 2016 |
|
RU2720515C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
| ОПОРНОЕ УСТРОЙСТВО РАСПРЕДЕЛИТЕЛЯ ПОТОКА И ИСПОЛЬЗУЮЩЕЕ ЕГО УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ | 2016 |
|
RU2727623C1 |
| УДЕРЖИВАЮЩЕЕ УСТРОЙСТВО БОКОВОЙ ПЕРЕГОРОДКИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ С ДВУМЯ ВАЛКАМИ И СПОСОБ ЕГО УСТАНОВКИ | 2016 |
|
RU2726543C1 |
| УСТРОЙСТВО ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ ПЕСЧАНОЙ ФОРМЫ С НЕСКОЛЬКИМИ РАБОЧИМИ КАМЕРАМИ | 2016 |
|
RU2690324C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ БОКОВЫХ УПЛОТНЯЮЩИХ ПЛАСТИН | 2016 |
|
RU2719240C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ И ПРИБОР ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2011 |
|
RU2527130C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2017 |
|
RU2722550C1 |
| СПОСОБ ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2007 |
|
RU2429103C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МАГНИЕВОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2004 |
|
RU2305021C2 |
Изобретение относится к области механической обработки и может быть использовано для очистки поверхности литейного валка. Устройство содержит щеточный валок (5, 5’, 6, 6’), размещенный в держателе (25), оснащенном датчиком (24) нагрузки, раму (20) с рельсовой направляющей (21) держателя. На раме закреплены поджимающий механизм и линейный исполнительный механизм. Поджимающий механизм соединен с держателем (25) и выполнен с возможностью тянуть держатель по рельсовой направляющей согласно значению измерения датчика нагрузки так, что датчик нагрузки присоединен к линейному исполнительному механизму с первым давлением. Управляющее устройство (12) воздействует на держатель согласно значению измерения датчика нагрузки с обеспечением контакта щеточного валка с поверхностью литейного валка со вторым давлением. При этом управляющее устройство регулирует рабочий ход толкания линейного исполнительного механизма к держателю согласно значению измерения датчика нагрузки так, что второе давление является по существу постоянным за счет использования датчика нагрузки и линейного исполнительного механизма в процессе очистки. Обеспечивается улучшение точности управления давлением и улучшение очищающего действия. 2 н. и 16 з.п. ф-лы, 7 ил.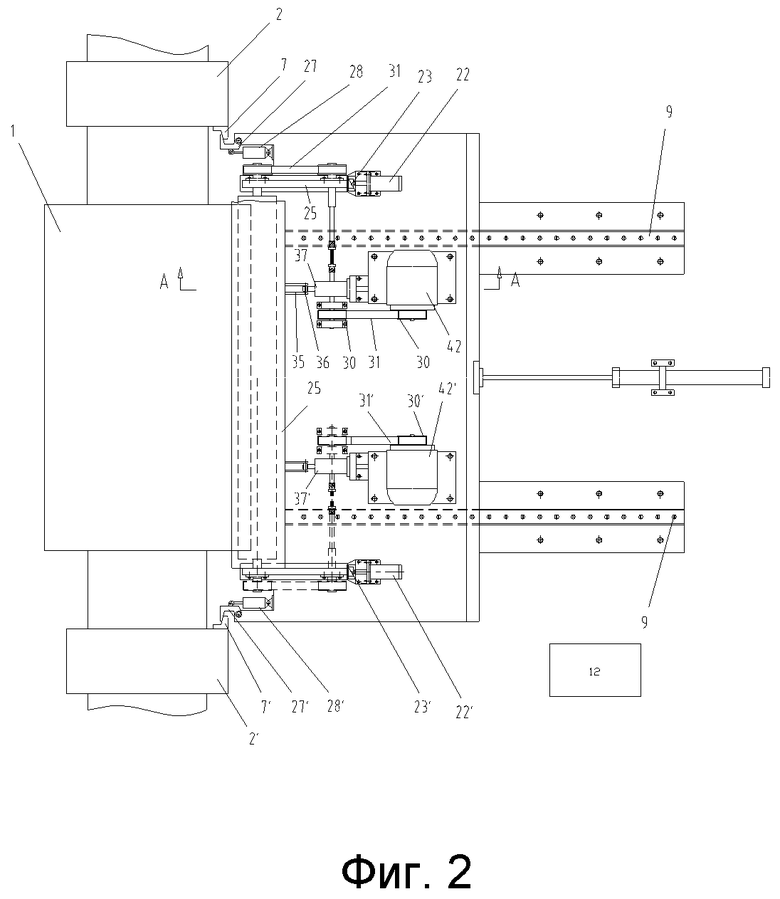
1. Устройство очистки поверхности литейного валка для очистки поверхности литейного валка, используемого для литья тонкой стальной полосы, отличающееся тем, что оно содержит:
- щеточный валок и держатель щеточного валка, причем щеточный валок расположен в держателе щеточного валка, а держатель щеточного валка оснащен датчиком нагрузки;
- раму, на которой рельсовая направляющая держателя щеточного валка расположена перпендикулярно осевому направлению щеточного валка, при этом держатель щеточного валка соединен с рельсовой направляющей держателя щеточного валка с возможностью скольжения, и на раме закреплены поджимающий механизм и линейный исполнительный механизм;
причем поджимающий механизм соединен с держателем щеточного валка и расположен так, чтобы иметь возможность тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки так, что датчик нагрузки присоединен к линейному исполнительному механизму с первым давлением; и
- управляющее устройство, выполненное с возможностью управления линейным исполнительным механизмом, с тем чтобы толкать держатель щеточного валка согласно значению измерения датчика нагрузки так, что щеточный валок контактирует с поверхностью литейного валка со вторым давлением;
причем управляющее устройство выполнено с возможностью регулирования рабочего хода толкания линейного исполнительного механизма к держателю щеточного валка согласно значению измерения датчика нагрузки так, что второе давление является по существу постоянным.
2. Устройство по п. 1, отличающееся тем, что щеточный валок закреплен в держателе щеточного валка посредством несущих оснований на обоих его концах, причем держатель щеточного валка оснащен датчиком нагрузки и линейным исполнительным механизмом, оснащенным датчиком смещения на обоих концах вдоль осевого направления щеточного валка, при этом датчик нагрузки и несущее основание щеточного валка расположены в одной и той же горизонтальной плоскости.
3. Устройство по п. 1, отличающееся тем, что часть держателя щеточного валка, обращенная к поджимающему механизму, оснащена тяговым стержнем, проходящим в направлении поджимающего механизма, причем свободный конец тягового стержня оснащен первым соединительным элементом, а часть поджимающего механизма, обращенная к держателю щеточного валка, соответственно оснащена вторым соединительным элементом для соединения с первым соединительным элементом.
4. Устройство по п. 1, отличающееся тем, что обе стороны рамы вдоль направления, параллельного осевому направлению щеточного валка, оснащены третьим соединительным элементом и приводным устройством для приведения в действие третьего соединительного элемента, причем несущие основания с обеих сторон литейного валка в осевом направлении соответственно оснащены четвертым соединительным элементом для соединения с третьим соединительным элементом.
5. Устройство по п. 1, отличающееся тем, что оно содержит нижнюю раму, при этом рама расположена над нижней рамой, и рама и нижняя рама соединены друг с другом посредством гибкого соединительного механизма, с обеспечением возможности поворота рамы и нижней рамы на любой угол от 0,5 до 1,5° относительно друг друга.
6. Устройство по п. 5, отличающееся тем, что гибкий соединительный механизм содержит множество плоских опорных подшипников, расположенных между рамой и нижней рамой, и множество колес качения, закрепленных на нижней поверхности рамы.
7. Устройство по п. 5, отличающееся тем, что оно содержит рельсовую направляющую устройства и движущий исполнительный механизм, вызывающий скольжение нижней рамы по рельсовой направляющей устройства в направлении, перпендикулярном осевому направлению щеточного валка.
8. Устройство по п. 1, отличающееся тем, что щеточный валок содержит верхний щеточный валок и нижний щеточный валок, расположенный ниже верхнего щеточного валка, причем верхний щеточный валок и нижний щеточный валок выполнены с возможностью приведения их в действие различными двигателями и вращения с различными скоростями.
9. Устройство по п. 1, отличающееся тем, что держатель щеточного валка оснащен уплотняющей полосой с обеспечением возможности образования закрытого пространства уплотняющей полосой, держателем щеточного валка и поверхностью литейного валка, обращенной к держателю щеточного валка.
10. Устройство по п. 9, отличающееся тем, что уплотняющая полоса выполнена из эластичного неметаллического термостойкого материала, прочность которого ниже прочности поверхности литейного валка.
11. Устройство по одному из пп. 1-10, отличающееся тем, что линейный исполнительный механизм оснащен датчиком смещения, приспособленным для него, управляющее устройство выполнено с возможностью регулирования усилия поджатия, прилагаемого поджимающим механизмом к держателю щеточного валка, согласно значению измерения датчика смещения, указывающего на величину изменения диаметра щеточного валка для изменения первого давления.
12. Способ очистки поверхности литейного валка для очистки поверхности литейного валка, используемого для литья тонкой стальной полосы, отличающийся тем, что
очистку поверхности литейного валка выполняют с помощью устройства для очистки поверхности литейного валка,
содержащего щеточный валок, держатель щеточного валка, раму, поджимающий механизм и линейный исполнительный механизм, причем
щеточный валок расположен в держателе щеточного валка, а держатель щеточного валка оснащен датчиком нагрузки,
рама оснащена рельсовой направляющей держателя щеточного валка, перпендикулярной осевому направлению щеточного валка,
держатель щеточного валка соединен с рельсовой направляющей держателя щеточного валка с возможностью скольжения,
линейный исполнительный механизм и поджимающий механизм закреплены на раме,
поджимающий механизм соединен с держателем щеточного валка и расположен так, чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка, а
линейный исполнительный механизм расположен так, чтобы иметь возможность толкать держатель щеточного валка с перемещением в направлении, перпендикулярном осевому направлению литейного валка,
при этом способ включает:
управление поджимающим механизмом, с тем чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки так, что датчик нагрузки присоединен к линейному исполнительному механизму с первым давлением;
управление линейным исполнительным механизмом, с тем чтобы толкать держатель щеточного валка согласно значению измерения датчика нагрузки так, что щеточный валок контактирует с поверхностью литейного валка со вторым давлением;
регулирование рабочего хода толкания линейного исполнительного механизма к держателю щеточного валка согласно значению измерения датчика нагрузки так, что второе давление остается по существу постоянным.
13. Способ по п. 12, отличающийся тем, что линейный исполнительный механизм оснащен датчиком смещения, приспособленным для него, и при изменении диаметра щеточного валка, перед управлением поджимающим механизмом, с тем чтобы тянуть держатель щеточного валка вдоль рельсовой направляющей держателя щеточного валка согласно значению измерения датчика нагрузки, причем осуществляют регулирование целевого значения первого давления согласно значению измерения датчика смещения, указывающего на величину изменения диаметра щеточного валка.
14. Способ по п. 12, отличающийся тем, что перед управлением линейным исполнительным механизмом, с тем чтобы толкать держатель щеточного валка, способ включает калибровку нуля датчика нагрузки, присоединенного к линейному исполнительному механизму с первым давлением.
15. Способ по п. 12, отличающийся тем, что щеточный валок содержит верхний щеточный валок и нижний щеточный валок, расположенный ниже верхнего щеточного валка, причем верхний щеточный валок и нижний щеточный валок вращаются с различными скоростями с приводом от различных двигателей.
16. Способ по п. 15, отличающийся тем, что линейная скорость верхнего щеточного валка больше линейной скорости литейного валка;
скорость вращения нижнего щеточного валка на начальном этапе литья литейного валка в 1-3 раза превышает скорость вращения литейного валка, и скорость вращения нижнего щеточного валка на этапе стабильного литья литейного валка составляет 0,2-0,9 скорости вращения литейного валка.
17. Способ по п. 15, отличающийся тем, что усилие контакта между нижним щеточным валком и поверхностью литейного валка составляет 0,5-0,9 усилия контакта между верхним щеточным валком и поверхностью литейного валка.
18. Способ по одному из пп. 12-17, отличающийся тем, что устройство для очистки поверхности литейного валка содержит нижнюю раму, расположенную ниже рамы, причем обе стороны рамы вдоль направления, параллельного осевому направлению щеточного валка, соответственно оснащены третьим соединительным элементом и приводным устройством для приведения в действие третьего соединительного элемента, а несущие основания с обеих сторон в осевом направлении литейного валка оснащены четвертым соединительным элементом, при этом способ включает:
управление движущим исполнительным механизмом нижней рамы, с тем чтобы толкать нижнюю раму к литейному валку в направлении, перпендикулярном осевому направлению литейного валка, и
управление приводным устройством для соединения третьего соединительного элемента с четвертым соединительным элементом.
| CN 105149533 А, 16.12.2015 | |||
| CN 201436107 U, 07.04.2010 | |||
| УСТРОЙСТВО ОЧИСТКИ ОХЛАЖДАЕМЫХ ВАЛКОВ РАЗЛИВОЧНОЙ МАШИНЫ | 2008 |
|
RU2440212C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОЧИСТКИ ПОВЕРХНОСТИ ВРАЩАЮЩИХСЯ ЛИТЕЙНЫХ ВАЛКОВ РАЗЛИВОЧНОЙ МАШИНЫ ДЛЯ ЛИТЬЯ ПОЛОСЫ | 2006 |
|
RU2417133C2 |
| Устройство для очистки поверхности валка | 1990 |
|
SU1729572A1 |

