Изобретение относится к неразрушающему контролю методом вихревых токов и может быть использовано для дефектоскопии и определения качества пайки сверхпроводящих токоведущих соединений (в частности шин) электрических машин преимущественно большой мощности после их изготовления и во время ремонтов.
Токоведущие соединения статоров гидро- и турбогенераторов, так называемые стержни, обычно состоят из пакета медных шин и соединяются между собой посредством хомутов различной конструкции. Пространство между шинами и хомутом заполняется припоями на серебряной или свинцово-оловянистой основе. Важным информативным параметром, характеризующим такое соединение, является его электрическое сопротивление.
В сверхпроводящих электромагнитах для соединения токоведущих шин также применяется пайка. Токоведущие шины представляют собой полосы из сверхпроводящего кабеля, заключенные в медную оболочку. В месте соединения концы сверхпроводящих кабелей накладываются друг на друга, между ними размещается тонкая пластинка припоя. Такие же пластинки припоя размещаются сверху и снизу кабелей. Кабели с припоем вкладывают в П-образную медную оправку и закрывают медной пластиной. Сверхпроводящие кабели оказываются внутри закрытого медного стабилизатора, сечение которого совпадает с сечением соединяемых шин сверхпроводящих электромагнитов. Все элементы соединения разогревают, и припой заполняет все внутренние полости соединения. Дефекты пайки (непропай, трещины, раковины) приводят к локальному изменению электрического сопротивления места соединения и потерям электрической энергии в виде выделений тепла при протекании тока. Локальный разогрев места соединения проводников может привести к аварийной ситуации при эксплуатации агрегата. Поэтому при изготовлении и эксплуатации энергетического оборудования большое значение имеет контроль степени пропаянности их токоведущих соединений. На каждый вид соединения нормативно-технической документацией регламентируется минимальная степень пропаянности, т.е. объем припоя по отношению к объему свободного пространства внутри токоведущего соединения. Как правило, степень пропаянности не должна быть ниже 60%. Разрушающий способ контроля не применим для контроля степени пропаянности токоведущих шин сверхпроводящих магнитов.
В связи с тем, что соединения имеют различные типоразмеры и располагаются достаточно близко (от 5 до 30 мм) друг от друга, ультразвуковые и радиационные методы контроля ограниченно применимы.
В настоящее время достаточное распространение получили методы вихретокового неразрушающего контроля, основанные на взаимодействии с контролируемыми соединениями переменного электромагнитного поля радиочастотного диапазона. Однако известные способы вихретокового контроля не обеспечивают необходимой точности контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов, так как на результаты контроля оказывают влияние внешние геометрические размеры токоведущих шин, которые могут варьироваться в процессе их изготовления.
Поэтому создание способа неразрушающего контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов, расширяющего арсенал таких способов и обеспечивающего повышение точности контроля степени пропаянности соединений токоведущих шин сверхпроводящих электромагнитов, является важной технической задачей.
В настоящее время известны способы вихретокового контроля качества пайки токоведущих соединений электрических машин.
В способе оценки качества паяного соединения обмоток электрических машин [Патент РФ №2572791] зондируют соединение вихретоковым измерителем экранного типа, для чего обмоткой возбуждения, расположенной с одной стороны соединения, создают магнитное поле, которое принимают соосной измерительной обмоткой, расположенной с противоположной стороны соединения, измеряют амплитуду принятого сигнала, перед измерениями калибруют измеритель, для чего зондируют непропаянное и полностью пропаянное соединения (образцовые соединения), а затем исследуемое соединение, оценивают качество исследуемого паяного соединения обмотки электрической машины, сопоставляя амплитуды принятого от него сигнала с сигналами от образцовых соединений, при этом при зондировании соединений дополнительно измеряют фазу принятого сигнала, при калибровке зондируют непропаянное и полностью пропаянное соединения несколько раз при различных относительных положениях соединения и обмоток измерителя, вычисляют положение равноудаленной точки комплексной плоскости, относительно которой амплитуда принятых сигналов не зависит от относительного положения соединения и обмоток как для непропаянных, так и пропаянных соединений, для оценки степени пропаянности соединения обмоток электрических машин используют соотношения амплитуд принятых сигналов образцовых и исследуемого соединений, пересчитанные относительно равноудаленной точки.
Так как на показания вихретокового устройства с экранным преобразователем будут влиять геометрические размеры контролируемого объекта, поэтому способ [Патент РФ2572791] не позволяет решить техническую проблему обеспечения контроля степени пропаянности соединений токоведущих шин сверхпроводящих электромагнитов.
Известен также способ [Патент РФ №2567736] неразрушающего контроля качества пайки токоведущих соединений, преимущественно большой мощности, с помощью вихретокового устройства с сердечником П-образного типа. В контролируемом паяном соединении возбуждают вихревые токи, индуцируемые токовой обмоткой преобразователя. Детектируют сигнал измерительной обмотки вихретокового преобразователя, коррелирующий со степенью пропаянности соединения. Передвигая преобразователь с сердечником П-образного типа вдоль контролируемого соединения, судят о степени пропаянности соединения в разных его частях. Способ заключается в том, что используя для калибровки 2-х шкал вихретокового устройства два образца, имитирующих пропаянность 0%, у которых зазор между стенками П-образной оправки и вкладываемой в нее медной пластиной запаян на разную глубину, можно определять степень пропаянности токоведущих шин при существенном уменьшении влияния изменений внешних геометрических размеров токоведущих шин.
Предварительно определяют степень пропаянности контролируемого соединения при низкой чувствительности вихретокового устройства к изменению внешних геометрических размеров контролируемого соединения. Для этого калибруют первую шкалу цифрового индикатора вихретокового устройства контроля, устанавливая на ней значение 100 мВ, соответствующее 100% пропаянности, которое получают возбуждением вихревых токов в аттестованном образце соединения со 100% пропаянностью, и нулевое значение этой шкалы, которое получают возбуждением вихревых токов в образце, имитирующем нулевую пропаянность, с зазором между стенками П-образной оправки и вкладываемой в нее медной пластиной, запаянным по их поверхности, снимают зависимость показаний цифрового индикатора устройства контроля, полученную при перемещении преобразователя по всей длине контролируемого соединения, по которой судят об уровне пропаянности этого соединения. Затем определяют дефекты пайки, для чего калибруют вторую шкалу, соответствующую высокой чувствительности вихретокового устройства контроля, устанавливая на ней значение 100 мВ, соответствующее 100% пропаянности, которое получают возбуждением вихревых токов в аттестованном образце соединения со 100% пропаянностью, и нулевое значение пропаянности этой шкалы, которое получают возбуждением вихревых токов в образце, имитирующем нулевую пропаянность, с зазором между стенками П-образной оправки и вкладываемой в нее медной пластиной, запаянным на глубину 5-6 мм, снимают зависимость показаний цифрового индикатора устройства контроля, полученную при перемещении преобразователя по всей длине соединения, по которой судят о наличии или отсутствии дефектов пайки контролируемых соединений токоведущих шин, относительно предварительно определенного уровня пропаянности.
Однако и этот способ не решает технической проблемы обеспечения точности контроля качества пайки токоведущих шин сверхпроводящих электромагнитов. Вследствие возможных колебаний сечения медного стабилизатора (из-за технологических допусков) на конкретном соединении дефекты пайки могут быть не обнаружены, так как изменения показаний вихретокового устройства от дефекта и от изменений сечения могут иметь сопоставимую величину.
Наиболее близким к заявляемому является способ неразрушающего контроля качества пайки токоведущих шин сверхпроводящих магнитов [L. Kogan, A. Nichipuruk, F. Savary, R. Principe, V. Datskov, E. Rozenfel'd, B. Khudjakov. Eddy Current Quality of Soldered Current-Carrying Bas-Bar Splices of Superconducting Magnets // Insight, Vol. 57, No 12, 2015, p. 697-702].
В данном способе проводят контроль паяных соединений токоведущих шин сверхпроводящих электромагнитов с помощью размещения в зоне пайки вихретокового преобразователя с сердечником П-образного типа. В контролируемом соединении токоведущих шин возбуждают вихревые токи, индуцируемые токовой обмоткой преобразователя. Величина этих вихревых токов коррелирует со степенью пропаянности соединения. Регистрацию их значения производят с использованием сигналов, снимаемых с измерительной обмотки преобразователя, которые детектируют и подают на цифровой индикатор устройства контроля.
Однако, реализация и этого способа не позволяет решить проблему обеспечения точности контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов при вариациях их внешних геометрических размеров, связанных с допусками при изготовлении, так как и в этом способе вследствие возможных колебаний сечения медного стабилизатора (из-за технологических допусков) на конкретном соединении дефекты пайки могут быть не обнаружены, так как изменения показаний вихретокового устройства от дефекта и от изменений сечения могут иметь сопоставимую величину.
Технический результат, достигаемый заявляемым изобретением, заключается в уменьшении влияния внешних геометрических размеров соединений токоведущих шин на результаты контроля, путем измерения сигнала вихретокового преобразователя на двух частотах, что повышает точность контроля степени пропаянности соединений токоведущих шин сверхпроводящих электромагнитов, и, тем самым, обеспечивает достоверность контроля качества их пайки.
Заявляемый технический результат достигается за счет того, что в способе вихретокового контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов, с помощью вихретокового устройства контроля с преобразователем, снабженным сердечником П-образного типа, путем возбуждения в контролируемом соединении токоведущих шин вихревых токов, индуцируемых в нем при подаче на возбуждающую обмотку преобразователя переменного тока, проводят измерения сигналов измерительной обмотки преобразователя, которые регистрируют, детектируют и подают на цифровой индикатор устройства контроля, согласно изобретению, контроль степени пропаянности соединений токоведущих шин сверхпроводящих электромагнитов проводят на двух частотах в два этапа, на первом из которых проводят измерения на такой частоте, чтобы глубина проникновения возбуждаемых вихревых токов была меньше глубины залегания дефектов пайки соединения токоведущих шин и показания вихретокового устройства зависели только от внешних геометрических размеров контролируемых соединений токоведущих шин, на втором этапе проводят измерения на такой частоте, чтобы глубина проникновения возбуждаемых вихревых токов была не менее половины толщины контролируемого соединения токоведущих шин, для выявления дефектов пайки независимо от места их расположения по толщине контролируемого соединения, регистрируют сигналы измерительной обмотки преобразователя на двух частотах, для последующего детектирования и подачи на цифровой индикатор устройства контроля, степень пропаянности контролируемого соединения токоведущих шин рассчитывают исходя из показаний вихретокового устройства, полученных на первом и втором этапах.
При этом:
- измерения на первом этапе проводят на частоте f1=(503)2/(σ⋅δ2), где:
σ - удельная электропроводность,
δ - глубина проникновения вихревых токов, выбираемая из условия δ<δp, где δp - глубина залегания дефектов пайки.
- измерения на втором этапе проводят на частоте f2=(503)2/(σ⋅δ2), где:
σ - удельная электропроводность,
δ - глубина проникновения вихревых токов, выбираемая из условия δ≥t/2, где t - толщина контролируемого соединения токоведущих шин.
- степень пропаянности X контролируемого соединения токоведущих шин рассчитывают по формуле: X=X2+(A1-Aк)⋅ΔВ/ΔА, где:
Х2 - показания вихретокового устройства на частоте f2, полученные на контролируемом соединении токоведущих шин;
A1 - показания вихретокового устройства на частоте f1, при измерении на соединении токоведущих шин с пропаянностью 100% с номинальной толщиной t и минимально возможной высотой h;
Ак - показания вихретокового устройства на частоте f1, при измерении на контролируемом соединении токоведущих шин;
ΔВ - разность показаний вихретокового устройства на частоте f2 на образцах с пропаянностью 100% и имеющих разные геометрические размеры;
ΔА - разность показаний вихретокового устройства на частоте f1, на образцах с пропаянностью 100% и имеющих разные геометрические размеры.
Суть данного изобретения заключается в том, что контролируемое соединение токоведущих шин сверхпроводящих электромагнитов контролируется с помощью вихретокового преобразователя с П-образным сердечником на двух частотах в два этапа. Контролируемое соединение токоведущих шин сверхпроводящих электромагнитов размещается в вихретоковом преобразователе П-образного типа между плоскостями полюсов. На первом этапе проводят контроль на частоте f1, на втором - на частоте f2.
Измерение сигнала вихретокового преобразователя на разных частотах обусловлено тем, что чувствительность измеряемого сигнала вихретокового преобразователя к степени пропаянности и внешним геометрическим размерам соединений токоведущих шин разная из-за различной глубины проникновения вихревых токов в контролируемое изделие. Тем самым, измеряя сигнал вихретокового преобразователя на двух частотах, достигается разная чувствительность измеряемого сигнала вихретокового преобразователя к внешним геометрическим размерам соединений токоведущих шин сверхпроводящих электромагнитов большой мощности. Учет разной чувствительности измеряемого сигнала к внешним геометрическим размерам соединений токоведущих шин, связанным с допусками при изготовлении, позволяет повысить точность контроля степени пропаянности соединений токоведущих шин сверхпроводящих магнитов.
Поскольку на первом этапе необходимо проводить измерения на такой частоте, чтобы показания вихретокового устройства зависели только от внешних геометрических размеров контролируемых соединений токоведущих шин, она должна быть такой, чтобы глубина проникновения вихревых токов не превышала глубину, на которой могут залегать дефекты пайки в контролируемом соединении. Согласно [Дорофеев А.Л. Электроиндуктивная дефектоскопия. М.: Машиностроение, 1967, 231 с.] для неферромагнитного материала глубина проникновения вихревых токов δ определяется соотношением:

где: f - частота тока в возбуждающей обмотке вихретокового преобразователя;
σ - удельная электропроводность.
Известно, что реальная глубина вихревых токов δp примерно в 1,65 раза больше δ. Тогда, исходя из известной глубины залегания дефектов в соединении токоведущих шин сверхпроводящих электромагнитов δp, и учитывая, что глубина проникновения вихревых токов должна быть меньше величины δp, по формуле (1) определяется граница нижнего диапазона частоты f1:

Например, для δp=2,9 мм нижняя граница f1 равна 1400 Гц.
Верхняя граница частоты f1 определяется из условия отсутствия искажений сигнала в возбуждающей обмотке П-образного вихретокового преобразователя. Искажения сигнала в возбуждающей обмотке приводят к искажению сигнала в измерительной обмотке П-образного вихретокового преобразователя и увеличению погрешности измерения сигнала, коррелирующего со степенью пропаянности соединения токоведущих шин. Для П-образного вихретокового преобразователя, применяемого для контроля соединений токоведущих шин толщиной 20 мм и высотой 16 мм, верхняя граница частоты f1 составляет 2000 Гц.
При этом на показания вихретокового устройства (на наводимую в измерительной катушке вихретокового преобразователя ЭДС ε) будут влиять только геометрические размеры контролируемого соединения токоведущих шин:

где i - индуцированный в контролируемом соединении токоведущих шин вихревой ток;
ρ - удельное электросопротивление;
t - толщина контролируемого соединения токоведущих шин;
h - высота контролируемого соединения токоведущих шин.
Вторую частоту контроля f2 выбирают, исходя из формулы (1) таким образом, чтобы глубина проникновения δ вихревых токов была не менее половины толщины контролируемого соединения токоведущих шин. Например, для толщины контролируемого соединения 20 мм частота f2 должна быть 40 Гц. При уменьшении частоты f2 существенно снижается чувствительность устройства контроля к обнаружению дефектов пайки, а при увеличении глубина проникновения вихревых токов становится недостаточной для обнаружения дефектов пайки во всем объеме контролируемого соединения.
Степень пропаянности контролируемого соединения рассчитывают, исходя из результатов измерения на двух частотах - f1 и f2. Результат зависит только от степени пропаянности контролируемых соединений токоведущих шин сверхпроводящих электромагнитов и не зависит от их внешних геометрических размеров. Тем самым контроль с применением двух частот повышает точность контроля степени пропаянности соединений токоведущих шин сверхпроводящих электромагнитов.
Таким образом, заявляемый способ позволяет решить техническую проблему повышения точности контроля степени пропаянности соединений токоведущих шин, и, тем самым, повысить достоверность контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов за счет достижения технического результата, заключающегося в уменьшении влияния внешних геометрических размеров соединений токоведущих шин на результаты контроля путем измерения сигнала вихретокового преобразователя на двух частотах
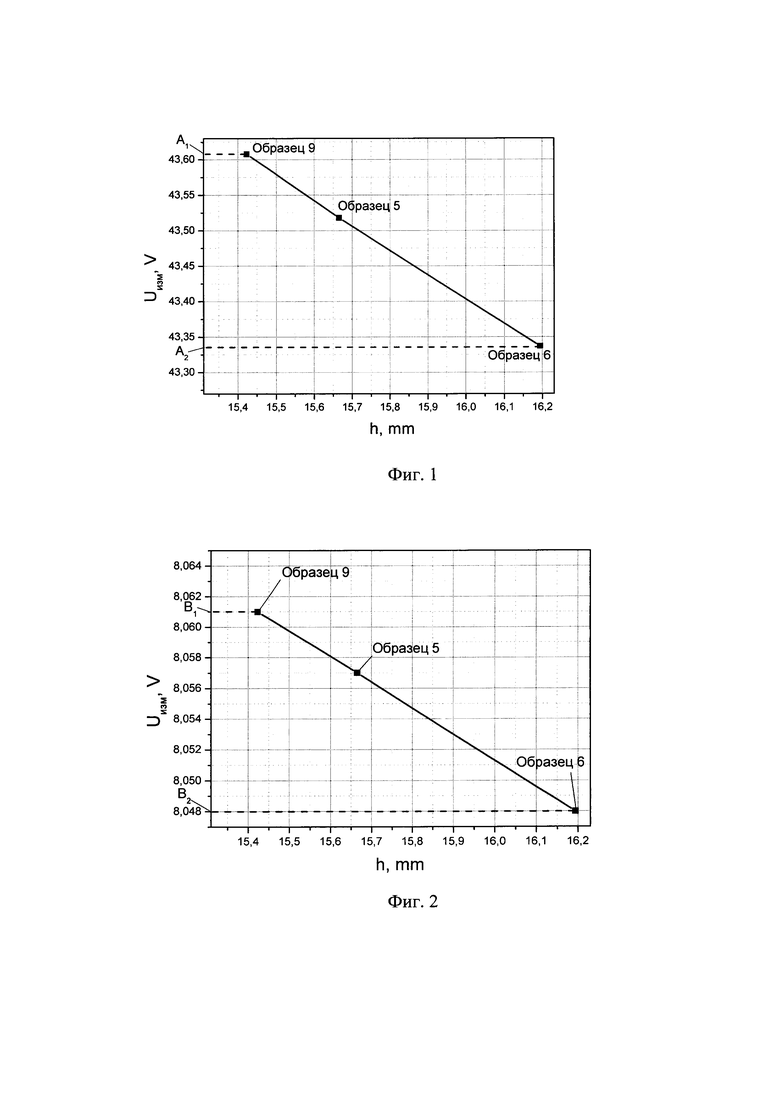
На фиг. 1 приведены зависимости сигналов вихретокового преобразователя (Uизм) от высоты h сверхпроводящих образцов 9, 5 и 6 (представляющих собой соединение сверхпроводящих кабелей токоведущих шин заключенных в медный стабилизатор с пропаянностью 100% с толщиной t=19,815 мм. Измерения на частоте f1=1400 Гц.
На фиг. 2 приведены зависимости сигналов вихретокового преобразователя (Uизм) от высоты h образцов, аналогичные фиг. 1. Измерения на частоте f2=40 Гц.
На фиг. 3 приведены зависимости сигналов вихретокового преобразователя (Uизм) от площади поперечного сечения S сверхпроводящих образцов 9, 5 и 6 (t=19,815 мм). Измерения на частоте f1=1400 Гц.
Для реализации заявляемого способа контроля качества пайки соединений сверхпроводящих токоведущих шин с учетом вариации их геометрических размеров разработано и изготовлено вихретоковое устройство и преобразователь с сердечником П-образного типа. На сердечнике размещены две катушки - токовая (возбуждающая) и измерительная. Конструкция преобразователя позволяет возбуждать однородное переменное магнитное поле в межполюсном пространстве сердечника на двух частотах.
Для осуществления разработанного способа контроля на этапе настройки используются 3 образца соединений токоведущих шин сверхпроводящих электромагнитов:
- два образца с пропаянностью 100%, имеющих разные геометрические размеры: номинальную толщину t, рекомендованную заводом-изготовителем (20 мм), у одного из которых высота h имеет минимально возможное значение для данной технологии пайки, у другого - номинальное (Δh≈0,5÷0,6 мм);
- образец с пропаянностью 0% с номинальной толщиной t и с минимально возможной высотой h.
Способ вихретокового контроля качества пайки сверхпроводящих токоведущих соединений осуществляли следующим образом:
- размещали контролируемое соединение токоведущих шин в П-образном сердечнике вихретокового преобразователя;
- проводили измерения на частоте f1, на которой показания вихретокового устройства зависели только от внешних геометрических размеров медного стабилизатора и не зависели от степени пропаянности соединения токоведущих шин сверхпроводящих электромагнитов;
- проводили измерения на частоте f2, на которой показания вихретокового устройства зависели как от степени пропаянности соединения токоведущих шин сверхпроводящих электромагнитов, так и от внешних геометрических размеров медного стабилизатора (оправки);
- рассчитывали степень пропаянности контролируемого соединения исходя из показаний вихретокового устройства на двух частотах.
Настройку аппаратуры производили следующим образом. Сначала определяли разность показаний вихретокового устройства ΔА=A1-A2 (фиг. 1) при измерении на частоте f1 на образцах с пропаянностью 100% и имеющих разные геометрические размеры. Затем на этих же образцах проводили измерения на частоте f2 и определяли разность показаний ΔВ=B1-B2 (фиг. 2). Вычисляли отношение ΔВ/ΔА. Далее проводили измерения на частоте f2 на образцах с пропаянностью 0 и 100%, имеющих номинальную толщину t и минимально возможную высоту h. Разность полученных значений соответствовала изменению пропаянности от 0 до 100%. На этом операция настройки заканчивалась.
Процедура определения степени пропаянности контролируемого соединения токоведущих шин сверхпроводящих электромагнитов заключалась в следующем:
1) проводили измерения на частоте f1 и определяли результат X1, равный разности показаний при измерении на образце с пропаянностью 100% с номинальной толщиной t и минимально возможной высотой h соединения (A1) и на контролируемом соединении токоведущих шин (Ак): X1=А1-Ак (фиг. 3);
2) проводили измерения на контролируемом соединении токоведущих шин на частоте f2 и получали результат Х2;
3) вычисляли степень пропаянности контролируемого соединения токоведущих шин X с учетом его геометрических размеров: X=X2+(A1-Aк)⋅ΔВ/ΔА, где:
Х2 - показания вихретокового устройства на частоте f2, полученные на контролируемом соединении токоведущих шин;
A1 - показания вихретокового устройства на частоте f1, при измерении на соединении токоведущих шин с пропаянностью 100% с номинальной толщиной t и минимально возможной высотой h;
Ак - показания вихретокового устройства на частоте f1, при измерении на контролируемом соединении токоведущих шин; ΔВ - разность показаний вихретокового устройства на частоте f2, на образцах с пропаянностью 100% и имеющих разные геометрические размеры;
ΔА - разность показаний вихретокового устройства на частоте f1, на образцах с пропаянностью 100% и имеющих разные геометрические размеры.
Образцы соединений токоведущих шин 9 и 6 с одинаковой толщиной (19,815 мм) имели разницу в высоте Δh = 16,194 мм - 15,423 мм = 0,77 мм. При измерении на частоте 1400 Гц разность показаний вихретокового устройства при измерении на этих образцах составила ΔА = A1 - А2 = 43,608 В - 43,337 В = 0,271 В, а при измерении на частоте 40 Гц соответственно ΔВ = B1 - В2 = 8,061 В - 8,048 В = 0,013 В (фиг. 1 и 2). Отношение ΔВ/ΔА = 0,013 В/0,271 В - 0,048.
Пусть контролируемое соединение токоведущих шин имеет такое же сечение, как у образца соединения токоведущих шин 5 (S=311,01 мм2), и пропаянность 100% (фиг. 3). На частоте 1400 Гц сигнал вихретокового преобразователя равен Ак=43,518 В. Вычислили результат, равный разности показаний при измерении на образце 9 (толщина 19,815 мм) с минимально возможной высотой шины h=15,423 мм и контролируемом соединении токоведущих шин (Ак) при измерении на частоте 1400 Гц: X1 = A1 - Ак = 43,608 В - 43,518 В = 0,09 В.
Затем вычислили величину, равную Х1⋅ΔВ/ΔА = 0,09 В ⋅ 0,048 = 0,00432 В, которая позволила учесть геометрические размеры контролируемых шин при измерении на частоте 40 Гц.
При измерении на частоте 40 Гц за счет большего сечения контролируемого соединения (311,01 мм2), чем у образца 9 (305,61 мм2), сигнал вихретокового устройства при измерении на нем меньше на 0,00432 В, чем при измерении на образце 9: Х2 = 8,061 В - 0,00432 В = 8,0567 В.
По формуле X=Х2+Х1⋅ΔB/ΔА (где Х2 - сигнал вихретокового преобразователя при измерении на контролируемом соединении, полученный на f=40 Гц) вычислили величину сигнала вихретокового устройства, позволившую определить пропаянность контролируемого соединения с учетом его внешних геометрических размеров: X = 8,0567 В + 0,00432 В = 8,061 В. То есть у этого соединения при его сечении, отличающемся от сечения калибровочных образцов, пропаянность равна 100%. При этом, поскольку на частоте 40 Гц разность показаний, полученная при измерении (на этапе настройки) на образцах с пропаянностью 0 и 100% с номинальной толщиной t и с минимально возможной высотой h, равна ΔU=8,073-8,061=0,012 В, погрешность определения пропаянности на рассмотренном соединении из-за его большего сечения составила 36,0%, и может достигать 100% при его сечении, равном сечению образца 6 (320,88 мм).
Таким образом, полученные результаты подтверждают применимость разработанного способа для контроля качества пайки соединений токоведущих шин сверхпроводящих магнитов, а заявляемый способ полностью решает техническую проблему повышения точности контроля степени пропаянности соединений токоведущих шин, и, тем самым, повышает достоверность контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов за счет достижения технического результата, заключающегося в уменьшении влияния внешних геометрических размеров соединений токоведущих шин на результаты контроля путем измерения сигнала вихретокового преобразователя на двух частотах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПАЙКИ ТОКОВЕДУЩИХ СОЕДИНЕНИЙ | 2014 |
|
RU2567736C1 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА ПАЯНОГО СОЕДИНЕНИЯ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2572791C2 |
| ВИХРЕТОКОВЫЙ ПРЕОБРАЗОВАТЕЛЬ ТАНГЕНЦИАЛЬНОГО ТИПА С АКТИВНЫМ ЭКРАНИРОВАНИЕМ | 2023 |
|
RU2808437C1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ СОДЕРЖАНИЯ ГАДОЛИНИЯ В КАЖДОЙ ТАБЛЕТКЕ СТОЛБА УРАН-ГАДОЛИНИЕВОГО ТОПЛИВА В ТЕПЛОВЫДЕЛЯЮЩЕМ ЭЛЕМЕНТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2200352C2 |
| Устройство для контроля качества паяного соединения обмоток электрических машин | 2018 |
|
RU2704011C1 |
| Вихретоковая измерительная система для контроля качества и толщины упрочняющих покрытий на металлической основе | 2017 |
|
RU2677081C1 |
| УСТРОЙСТВО ДЛЯ ВЫЯВЛЕНИЯ ГАЗОНАСЫЩЕННЫХ СЛОЕВ НА ТИТАНОВЫХ СПЛАВАХ | 2000 |
|
RU2216728C2 |
| ВИХРЕТОКОВО-МАГНИТНЫЙ СПОСОБ ДЕФЕКТОСКОПИИ ФЕРРОМАГНИТНЫХ ОБЪЕКТОВ | 2012 |
|
RU2493561C1 |
| Способ электромагнитного контроля электропроводящих изделий | 1981 |
|
SU996929A1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2463589C1 |

Изобретение относится к неразрушающему контролю методом вихревых токов и может быть использовано для дефектоскопии и определения качества пайки сверхпроводящих токоведущих соединений. Технический результат, достигаемый заявляемым изобретением, заключается в уменьшении влияния внешних геометрических размеров соединений токоведущих шин на результаты контроля. Изобретение представляет собой способ вихретокового контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов, осуществляемый с помощью вихретокового устройства контроля с преобразователем, снабженным сердечником П-образного типа, путем возбуждения в контролируемом соединении токоведущих шин вихревых токов, индуцируемых в нем при подаче на возбуждающую обмотку преобразователя переменного тока, проводят измерения сигналов измерительной обмотки преобразователя на двух частотах в два этапа, регистрируют сигналы измерительной обмотки преобразователя на двух частотах, для последующего детектирования и подачи на цифровой индикатор устройства контроля, степень пропаянности контролируемого соединения токоведущих шин рассчитывают исходя из показаний вихретокового устройства. 1 з.п. ф-лы, 3 ил.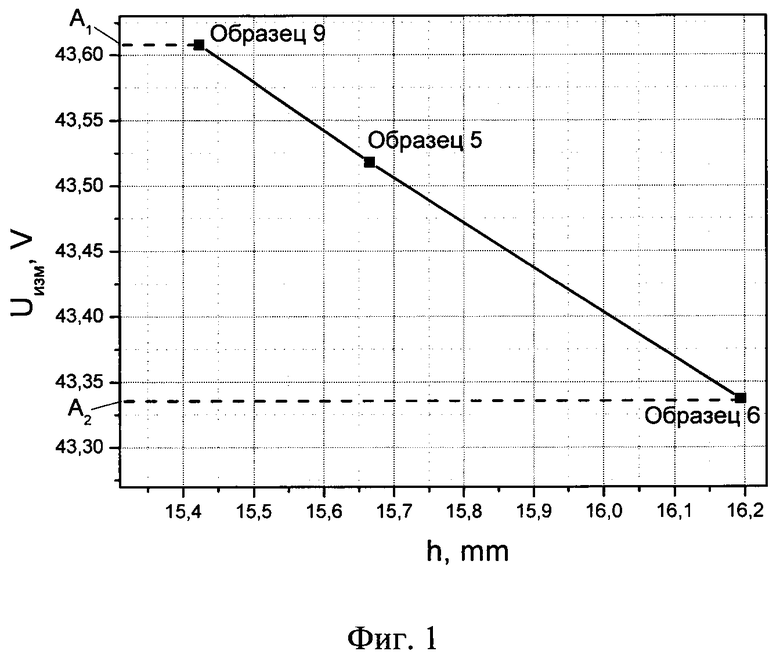
1. Способ вихретокового контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов, с помощью вихретокового устройства контроля с преобразователем, снабженным сердечником П-образного типа, путем возбуждения в контролируемом соединении токоведущих шин вихревых токов, индуцируемых в нем при подаче на возбуждающую обмотку преобразователя переменного тока, проводят измерения сигналов измерительной обмотки преобразователя, которые детектируют и подают на цифровой индикатор устройства контроля, отличающийся тем, что измерения проводят на двух частотах f1 и f2 в два этапа, на первом из которых проводят измерения на такой частоте, чтобы глубина проникновения возбуждаемых вихревых токов была меньше глубины залегания дефектов пайки соединения токоведущих шин и показания вихретокового устройства зависели только от внешних геометрических размеров контролируемых соединений токоведущих шин, на втором этапе проводят измерения на такой частоте, чтобы глубина проникновения возбуждаемых вихревых токов была не менее половины толщины контролируемого соединения токоведущих шин, для выявления дефектов пайки независимо от места их расположения по толщине контролируемого соединения, регистрируют сигналы измерительной обмотки преобразователя на двух частотах, для последующего детектирования и подачи на цифровой индикатор устройства контроля, степень пропаянности контролируемого соединения токоведущих шин рассчитывают исходя из показаний вихретокового устройства, полученных на первом и втором этапах.
2. Способ по п. 1, отличающийся тем, что степень пропаянности X контролируемого соединения токоведущих шин рассчитывают по формуле: X=X2+(A1-Ак)-ΔВ/ΔА, где:
Х2 - показания вихретокового устройства на частоте f1, полученные на контролируемом соединении токоведущих шин;
A1 - показания вихретокового устройства на частоте f1, при измерении на соединении токоведущих шин с пропаянностью 100% с номинальной толщиной t и минимально возможной высотой h;
Ак - показания вихретокового устройства на частоте f1, при измерении на контролируемом соединении токоведущих шин;
ΔВ - разность показаний вихретокового устройства на частоте f2, на образцах с пропаянностью 100% и имеющих разные геометрические размеры;
ΔА - разность показаний вихретокового устройства на частоте f1, на образцах с пропаянностью 100% и имеющих разные геометрические размеры.
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПАЙКИ ТОКОВЕДУЩИХ СОЕДИНЕНИЙ | 2014 |
|
RU2567736C1 |
| US 20050207468 A1, 22.09.2005 | |||
| ВИХРЕТОКОВЫЙ ПРЕОБРАЗОВАТЕЛЬ ПРОХОДНОГО ТИПА | 2015 |
|
RU2590940C1 |
| US 20090167298 A1, 02.07.2009. | |||

