Изобретение относится к исследованию или анализу материалов с помощью вихревых токов и может быть использовано для контроля качества паяных соединений обмоток различных электрических машин (ЭМ): гидро- и турбогенераторов, синхронных и асинхронных двигателей большой мощности и т.п. при производстве и ремонте.
В качестве примера ЭМ рассмотрим статорную обмотку турбогенератора, которая представляет собой набор изолированных друг от друга медных проводников, уложенных в пазы активной части турбогенератора. Соединение проводников стержней статорной обмотки производится в лобовых частях турбогенератора [1], фиг. 1. Все проводники зажимаются хомутом и спаиваются вместе. Пары хомутов, в свою очередь, спаиваются в вилке. По статорной обмотке протекает ток нагрузки фазы турбогенератора силой порядка нескольких кА.
Потери мощности в случае наличия дефектов паяных соединениях статорной обмотки турбогенераторов могут достигать десятков кВт. Плохая пайка может быть причиной возникновения локальных перегревов и выхода соединений из строя. Это обусловливает необходимость проведения неразрушающего контроля паяных соединений при изготовлении и текущем обслуживании ЭМ.
Известен [2] способ контроля качества пайки токоведущих соединений ЭМ, заключающийся в измерении падения напряжения на соединении и сравнении с эталоном.
Недостатком этого способа является низкая точность.
Известен способ контроля качества пайки соединения ЭМ [3], заключающийся в том, что зондируют соединение обмоток ЭМ вихретоковым измерителем, датчиком которого являются П-образный излучатель-приемник, охватывающий соединение и имеющий приемно-излучающую обмотку на перемычке, измеряют амплитуду принятого сигнала, по которой судят об электропроводности паяного соединения, на основе «экспериментально установленной однозначной корреляционной связи между показаниями устройства и пропаянностью (в %) этих соединений».
Недостатком этого способа является высокая трудоемкость и низкая точность. Высокая трудоемкость обусловлена тем, что указанную «экспериментальную зависимость» получить достаточно непросто и она имеет отношение только к конкретному типу соединения. Кроме того, в «экспериментальной зависимости» трудно учесть влияние различных методических и инструментальных погрешностей на точность измерений.
Наиболее близким к заявляемому является способ [1] оценки качества паяного соединения обмоток ЭМ, заключающийся в том, что зондируют соединение вихретоковым измерителем, для чего обмоткой возбуждения, расположенной с одной стороны соединения, вызывают магнитное поле, которое принимают измерительной обмоткой, расположенной с противоположной стороны соединения, измеряют амплитуду принятого сигнала, перед измерениями калибруют измеритель, для чего зондируют образцовые: непропаянное, полностью пропаянное, а затем исследуемое соединение, для оценки степени пропаяности соединения обмоток ЭМ используют соотношения амплитуд принятых сигналов образцовых и исследуемого соединений.
Принцип действия способа [1] состоит в том, что на обмотку возбуждения подается переменное (синусоидальное) напряжение. Протекающий по обмотке ток создает переменное магнитное поле, взаимодействующее с металлом объекта контроля. В объекте контроля возникают вихревые токи, направление которых противоположно направлению тока в обмотке возбуждения. Возникающее магнитное поле вихревых токов направлено в противофазе к магнитному полю обмотки возбуждения и стремится ослабить его. В измерительной обмотке индуцируется ЭДС  , которая зависит от параметров обмоток, тока в обмотке возбуждения, расстояния между обмотками, толщины паяного соединения контроля и его удельной электропроводности (последние два параметра являются параметрами влияния объекта контроля). В устройстве [1] измеряют амплитуду сигнала, принятого измерительной обмоткой, т.е.
, которая зависит от параметров обмоток, тока в обмотке возбуждения, расстояния между обмотками, толщины паяного соединения контроля и его удельной электропроводности (последние два параметра являются параметрами влияния объекта контроля). В устройстве [1] измеряют амплитуду сигнала, принятого измерительной обмоткой, т.е.  . При калибровке измеряют амплитуды принятых сигналов для пропаянного и непропаянного соединений Uп и Uн соответственно. При зондировании исследуемого соединения измеряют амплитуду принятого сигнала Ux, а степень пропаянности соединения S оценивают по формуле
. При калибровке измеряют амплитуды принятых сигналов для пропаянного и непропаянного соединений Uп и Uн соответственно. При зондировании исследуемого соединения измеряют амплитуду принятого сигнала Ux, а степень пропаянности соединения S оценивают по формуле

Зависимость комплексного значения U на измерительной обмотке от степени пропаянности соединения теоретически рассчитана, см. [1], формула (1), рис. 7. На основе описанного принципа промышленно выпускается вихретоковый измеритель качества паяных соединений «Константа ВД1» [4]. Опыт его эксплуатации показал, что недостатком способа [1] является низкая точность, связанная с тем, что на амплитуду сигнала, принятого измерительной обмоткой, существенное влияние оказывает положение обмоток возбуждения и измерительной по отношению к паяному соединению. С одной стороны, для полного контроля размеры обмоток возбуждения и измерительной должны соответствовать размерам паяного соединения, с другой стороны, даже небольшие отклонения положения обмоток от паяного соединения приводят к нарушению экранировки и существенному росту амплитуды измеряемого сигнала, т.е. ошибкам в измерениях. Точности позиционирования обмоток добиться трудно, поскольку исследуемые паяные соединения расположены близко друг от друга, имеют наплывы припоя, деформации, возникшие при пайке и т.п. Попытки решить эту проблему за счет направляющих, ограничителей и т.п. механических конструкций усложнили процесс проведения измерений и не дали желаемого результата. Кроме того, для измерений размер обмоток должен соответствовать размерам паяного соединения, что приводит к необходимости наличия в составе вихретокового измерителя набора катушек разного размера, что удорожает изделие.
Задача, решаемая заявляемым изобретением, состоит в повышении точности и скорости измерений за счет обеспечения их независимости от правильности положения обмоток относительно паяного соединения.
Для решения этой задачи в способе оценки качества паяного соединения обмоток ЭМ, заключающемся в том, что зондируют соединение вихретоковым измерителем, для чего обмоткой возбуждения, расположенной с одной стороны соединения, вызывают в нем магнитное поле, которое принимают соосной измерительной обмоткой, расположенной с противоположной стороны соединения, измеряют амплитуду принятого сигнала, перед измерениями калибруют измеритель, для чего зондируют образцовые: непропаянное, полностью пропаянное, а затем исследуемое соединение, оценивают качество исследуемого паяного соединения обмотки ЭМ, сопоставляя амплитуды принятого от него сигнала с сигналами от образцовых соединений, при зондировании соединений дополнительно измеряют фазу принятого сигнала, при калибровке зондируют непропаянное и полностью пропаянное соединения несколько раз при различных относительных положениях соединения и обмоток измерителя, вычисляют положение равноудаленной точки комплексной плоскости, относительно которой амплитуда принятых сигналов не зависит от относительного положения соединения и обмоток, для непропаянных и пропаянных соединений, при оценке качества паяного соединения обмоток электрических машин используют амплитуды принятых сигналов образцовых и исследуемого соединений, пересчитанные относительно равноудаленной точки.
Существенные отличия заявляемого способа оценки качества паяного соединения обмоток ЭМ заключаются в том, что:
При зондировании соединений дополнительно измеряют фазу принятого сигнала, что позволяет определить точку комплексной плоскости, соответствующую выполненным измерениям, а за счет этого повысить точность измерений.
В прототипе измеряют только амплитуду принятого сигнала.
Зондирование непропаянного и полностью пропаянного соединения при калибровке, несколько раз при различных относительных положениях соединения и обмоток измерителя позволяет оценить степень влияния неточности положения обмоток вихретокового измерителя относительно соединения.
В прототипе калибровку проводят однократно.
Вычисление положения равноудаленной точки на комплексной плоскости, относительно которой амплитуда принятых сигналов не зависит от относительного положения соединения и обмоток как для непропаянных, так и пропаянных соединений, и использование этого положения при оценке качества паяного соединения обмоток ЭМ позволяет исключить влияние неточности расположения обмоток на точность измерений.
В прототипе неточность установки обмоток не учитывают.
Заявляемый способ иллюстрируют следующие графические материалы:
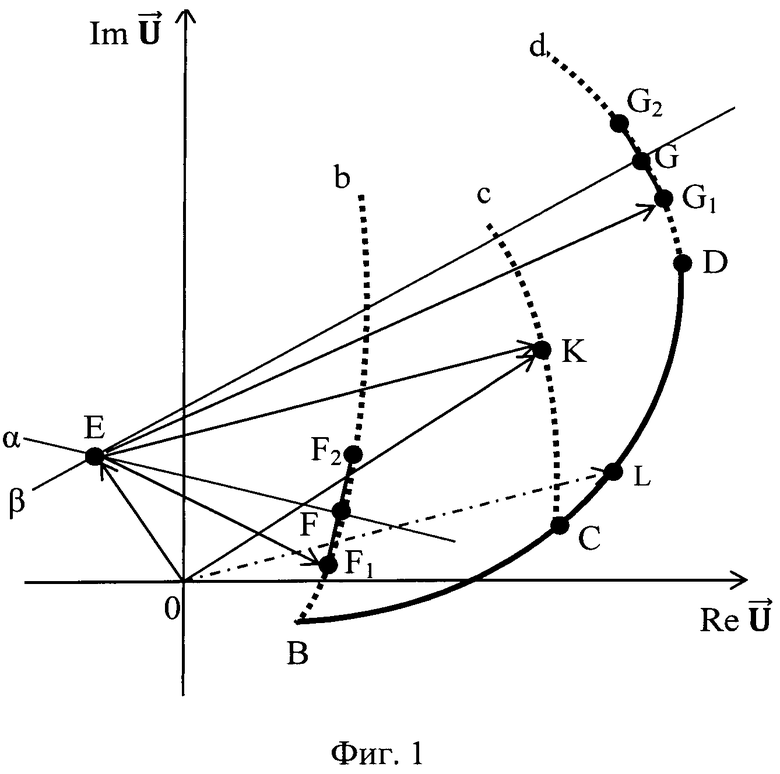
Фиг. 1 - комплексная плоскость, где:
- B-C-D - годограф расчетной зависимости комплексной амплитуды сигнала  , принятого измерительной обмоткой от степени пропаянности соединения при несмещенном положении обмоток относительно паяного соединения;
, принятого измерительной обмоткой от степени пропаянности соединения при несмещенном положении обмоток относительно паяного соединения;
- B-b, С-с, D-d - годографы экспериментальных зависимостей комплексных амплитуд сигналов  , принятых измерительной обмоткой от ее смещения относительно паяного соединения.
, принятых измерительной обмоткой от ее смещения относительно паяного соединения.
Фиг. 2. Схема вихретокового измерителя представлена на Фиг. 2, где:
1. Генератор возбуждения вихретокового трансформаторного преобразователя;
2. Вихретоковый трансформаторный преобразователь;
3. Обмотка возбуждения;
4. Обмотка измерительная;
5. Паяное соединение ЭМ;
6. Усилитель сигнала преобразователя;
7. Амплитудный детектор;
8. Фазовый детектор;
9. Микроконтроллер, содержаний АЦП и блок стандартного цифрового интерфейса;
10. Стандартный цифровой интерфейс связи.
Рассмотрим возможность реализации заявляемого способа.
При зондированиях паяных соединений производится измерение амплитуды  и фазы φ принятого сигнала, что позволяет определить соответствующую точку на комплексной плоскости (Im
и фазы φ принятого сигнала, что позволяет определить соответствующую точку на комплексной плоскости (Im  , Re
, Re  ). В [1], рис. 7, приведена расчетная зависимость комплексной амплитуды сигнала
). В [1], рис. 7, приведена расчетная зависимость комплексной амплитуды сигнала  , принятого измерительной обмоткой, от степени пропаянности соединения, которая представлена на Фиг. 1, кривая B-C-L-D. Точка В соответствует полностью пропаянному, D - непропаянному, а С и L - промежуточным степеням пропянности соединения. Экспериментальные исследования вихретокового измерителя позволили построить годографы зависимостей комплексных амплитуд принятых сигналов
, принятого измерительной обмоткой, от степени пропаянности соединения, которая представлена на Фиг. 1, кривая B-C-L-D. Точка В соответствует полностью пропаянному, D - непропаянному, а С и L - промежуточным степеням пропянности соединения. Экспериментальные исследования вихретокового измерителя позволили построить годографы зависимостей комплексных амплитуд принятых сигналов  от степени смещения обмоток относительно паяного соединения, при этом В-b - годограф для полностью пропаяного соединения, D-d - для непропаяного и С-с - для промежуточного. Точки B, C, и D соответствуют несмещенному положению обмоток и соединения.
от степени смещения обмоток относительно паяного соединения, при этом В-b - годограф для полностью пропаяного соединения, D-d - для непропаяного и С-с - для промежуточного. Точки B, C, и D соответствуют несмещенному положению обмоток и соединения.
В простейшем варианте реализации заявляемого способа выполняют два измерения полностью пропаяного соединения, отличающихся амплитудами и фазами и получают две различных точки фазовой плоскости F1 и F2, Фиг. 1. При первом измерении стремятся к тому, чтобы точка F1 находилась ближе к точке В, устанавливая обмотки точно над соединением. У полученного отрезка F1 F2 находят среднюю точку  , а затем уравнение прямой линии α, проходящей через эту точку и перпендикулярной ему. Точки F1 и F2 равноудалены от любой точки прямой α. Аналогичные действия выполняют для непропаянного соединения: измерив положение двух точек G1 и G2, вычисляют координаты средней точки G отрезка G1G2, находят уравнение прямой линии β, перпендикулярной этому отрезку в его центре. Решая систему двух линейных уравнений, вычисляют положение равноудаленной точки Е (вектор
, а затем уравнение прямой линии α, проходящей через эту точку и перпендикулярной ему. Точки F1 и F2 равноудалены от любой точки прямой α. Аналогичные действия выполняют для непропаянного соединения: измерив положение двух точек G1 и G2, вычисляют координаты средней точки G отрезка G1G2, находят уравнение прямой линии β, перпендикулярной этому отрезку в его центре. Решая систему двух линейных уравнений, вычисляют положение равноудаленной точки Е (вектор  ) - пересечения прямых α и β, которая равноотстоит от точек F1 F2, а также от точек G1, G2 по-отдельности. Таким образом, годографы Bd и Dd аппроксимируются дугами окружностей с центром в точке Е и радиусами EF1 и E1 соответственно. Вычисляют указанные радиусы:
) - пересечения прямых α и β, которая равноотстоит от точек F1 F2, а также от точек G1, G2 по-отдельности. Таким образом, годографы Bd и Dd аппроксимируются дугами окружностей с центром в точке Е и радиусами EF1 и E1 соответственно. Вычисляют указанные радиусы:  и
и  . На основании приведенных рассуждений можно с достаточной уверенностью предположить, что дуга окружности радиуса ЕК с центром в равноудаленной точке Е достоверно аппроксимирует годограф промежуточных степеней пропаянности соединений, например, годограф Сс. Пусть для соединения произвольной степени пропаянности и неточного взаимного положения обмоток и соединения измерение амплитуды и фазы сигнала, принятого измерительной обмоткой, дало точку К фазовой плоскости (вектор
. На основании приведенных рассуждений можно с достаточной уверенностью предположить, что дуга окружности радиуса ЕК с центром в равноудаленной точке Е достоверно аппроксимирует годограф промежуточных степеней пропаянности соединений, например, годограф Сс. Пусть для соединения произвольной степени пропаянности и неточного взаимного положения обмоток и соединения измерение амплитуды и фазы сигнала, принятого измерительной обмоткой, дало точку К фазовой плоскости (вектор  ). Полученный результат можно скорректировать относительно равноудаленной точки Е:
). Полученный результат можно скорректировать относительно равноудаленной точки Е:  . Амплитуда ЕК сигнала, принятого измерительной обмоткой, не зависит от относительного положения паяного соединения и обмоток, поскольку в силу сделанных выше предположений точки К и С равноудалены от точки Е.
. Амплитуда ЕК сигнала, принятого измерительной обмоткой, не зависит от относительного положения паяного соединения и обмоток, поскольку в силу сделанных выше предположений точки К и С равноудалены от точки Е.
Оценку степени пропаянности соединения S производят по формуле (1), используя следующие значения амплитуд принятых сигналов:

При учете только амплитуды принятого сигнала, как это делается в [1], в качестве Ux используют величину 0К, следовательно, равноудаленной от начала координат окажется точка L(0K=0L) годографа BCLD, которая существенно отличается от точки С - действительного значения степени пропаянности этого соединения.
Приведенные выше геометрические рассуждения элементарны, поэтому соответствующие математические выкладки в описании не приведены с целью сокращения объема описания.
Дополнительного повышения точности измерений можно добиться, проводя калибровочные измерения более двух раз на каждом образцовом соединении, как указано в формуле изобретения. Такой вариант позволит сократить влияние погрешностей и ошибок калибровки. В этом случае результаты измерений также аппроксимируются отрезком прямой линии, используя, например, метод наименьших квадратов. Все остальные действия остаются прежними.
Таким образом, заявляемый способ оценки качества паяного соединения обмоток ЭМ теоретически может быть реализован и позволяет повысить точность измерений.
Схема вихретокового измерителя Фиг. 2 выполнена по классической схеме.
Генератор возбуждения вихретокового трансформаторного преобразователя 1 предназначен для формирования зондирующих сигналов. Для обеспечения требуемой глубины проникновения (до десятков миллиметров) частота генератора составляет десятки герц.
Вихретоковый трансформаторный преобразователь 2 содержит две соосные обмотки: возбуждения 3 и измерительную 4. В непосредственной близости к паяному соединению располагаются соединения соседних стержней обмотки, поэтому для уменьшения их влияния на показания прибора, обмотки имеют внешние ферромагнитные экраны, выступающие в роли концентраторов магнитного поля. Обмотки установлены друг напротив друга и соединены немагнитными клещами с регулируемым расстоянием, которое выбирается в соответствии с размерами исследуемого паяного соединения.
Паяное соединение ЭМ 5 является объектом контроля.
Усилитель сигнала преобразователя 6 предназначен для усиления сигналов, принятых измерительной обмоткой 4.
Амплитудный 7 и фазовый 8 детекторы предназначены для измерения соответствующих параметров принятого сигнала.
Микроконтроллер 9 предназначен для обработки результатов измерений и содержит аналого-цифровой преобразователь и блок стандартного цифрового интерфейса 10 для связи с информационной системой более высокого уровня.
Образцовые соединения имеют те же размеры и форму, что и исследуемое. Непропаяное образцовое соединение выполнено в виде набора из склеенных медных проводников и сжатых хомутом через диэлектрическую прокладку. Полностью пропаянный образец представляет собой монолитный медный брусок.
Работа устройства происходит следующим образом.
Перед измерениями изготавливают образцовые меры полностью пропаянного и непропаянного соединений. Измерительные клещи вихретокового трансформаторного преобразователя, в которых установлены возбуждающая 3 и измерительная 4 обмотки раздвигают в соответствии с размером паяного соединения.
При зондированиях генератором 1 формируют зондирующие сигналы, которые подают на обмотку возбуждения 3, принимают измерительной обмоткой магнитное поле, прошедшее через паяное соединение, и получают выходное напряжение  . Амплитудный 7 и фазовый 8 детекторы оценивают соответствующие параметры принятого сигнала. Микроконтроллер 9 преобразовывает эти значения в цифровую форму и обрабатывает в соответствии с заложенными алгоритмами. При необходимости результаты обработки отправляются через интерфейс 10 потребителю.
. Амплитудный 7 и фазовый 8 детекторы оценивают соответствующие параметры принятого сигнала. Микроконтроллер 9 преобразовывает эти значения в цифровую форму и обрабатывает в соответствии с заложенными алгоритмами. При необходимости результаты обработки отправляются через интерфейс 10 потребителю.
Перед измерениями исследуемого паяного соединения проводят калибровку, для чего зондируют образцовые полностью пропаянное и непропаянное соединения каждое не менее двух раз. Получают четыре точки фазовой плоскости: 0F1 и 0F2, а также 0G1 и 0G2. В соответствии с описанными выше алгоритмами в микроконтроллере 9 вычисляют координаты равноудаленной точки Е и радиусы аппроксимирующих окружностей EF1 и EG1.
Зондируют исследуемое соединение и измеряют положение точки К, и вычисляют в микроконтроллере 9 радиус аппроксимирующей окружности ЕК.
Вычисляют степень пропаянности исследуемого соединения по формуле (2).
Отметим, что для измерений могут использоваться вихретоковые трансформаторные преобразователи 2 и обмотки 3 и 4 большего размера, чем паяное соединение, поскольку этот вариант эквивалентен их относительному смещению. При этом в состав вихретокового измерителя может входить меньшее количество преобразователей 2.
Таким образом, заявляемый способ оценки качества паяного соединения обмоток ЭМ может быть реализован на практике и позволяет повысить скорость и точность измерений.
Главными преимуществами заявляемого способа являются следующие:
- Точность измерения степени пропаянности не зависит от качества позиционирования обмоток по отношению к паяному соединению.
- Для измерений могут использоваться достаточно универсальные вихретоковые трансформаторные преобразователи большего размера, чем паяное соединение.
Источники информации
1. Сясько В.А. и др. Контроль качества паяных соединений стержней статорных обмоток турбогенераторов на заводе «Электросила», Журнал «В мире неразрушающего контроля» №2 (48) - июнь 2010 г.
2. Авторское свидетельство СССР SU 183820.
3. Коган Л.Х., Пономарев B.C. ВИХРЕТОКОВЫЙ (ИНДУКЦИОННЫЙ) КОНТРОЛЬ КАЧЕСТВА ПАЙКИ СОЕДИНЕНИЙ СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН -
4. http://constanta.ru/bitrix/templates/constanta_index/images/Паспорт-ВД1%20-%20ПС.pdf.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вихретокового контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов | 2019 |
|
RU2726910C1 |
| Устройство для контроля качества паяного соединения обмоток электрических машин | 2018 |
|
RU2704011C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПАЙКИ ТОКОВЕДУЩИХ СОЕДИНЕНИЙ | 2014 |
|
RU2567736C1 |
| СПОСОБ ВИХРЕТОКОВОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2456589C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ НЕФЕРРОМАГНИТНОГО ЭЛЕКТРОПРОВОДЯЩЕГО ПОКРЫТИЯ СТАЛИ | 2013 |
|
RU2532858C2 |
| ВИХРЕТОКОВЫЙ ПРЕОБРАЗОВАТЕЛЬ ТАНГЕНЦИАЛЬНОГО ТИПА С АКТИВНЫМ ЭКРАНИРОВАНИЕМ | 2023 |
|
RU2808437C1 |
| ВИХРЕТОКОВЫЙ ИЗМЕРИТЕЛЬ | 2008 |
|
RU2384839C1 |
| Способ измерения электропроводности тонких металлических пленок | 2019 |
|
RU2697473C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2656112C1 |
| Способ поверки и калибровки приборов вихретокового контроля и устройство для его осуществления | 1988 |
|
SU1619152A1 |
Изобретение относится к исследованию или анализу материалов с помощью вихревых токов и может быть использовано для контроля качества паяных соединений обмоток различных электрических машин (ЭМ) при производстве и ремонте. Способ оценки качества паяного соединения обмоток электрических машин заключается в том, что зондируют соединение вихретоковым измерителем, для чего обмоткой возбуждения, расположенной с одной стороны соединения, создают магнитное поле, которое принимают соосной измерительной обмоткой, расположенной с противоположной стороны соединения. Измеряют амплитуду принятого сигнала. Перед измерениями калибруют измеритель, для чего зондируют образцовые: непропаянное, полностью пропаянное, а затем исследуемое соединение. Оценивают качество исследуемого паяного соединения обмотки электрической машины, сопоставляя амплитуды принятого от него сигнала с сигналами от образцовых соединений. При зондировании соединений дополнительно измеряют фазу принятого сигнала, при калибровке зондируют непропаянное и полностью пропаянное соединения несколько раз при различных относительных положениях соединения и обмоток измерителя. Вычисляют положение равноудаленной точки комплексной плоскости, относительно которой амплитуда принятых сигналов не зависит от относительного положения соединения и обмоток как для непропаянных, так и пропаянных соединений. Для оценки степени пропаянности соединения используют соотношения амплитуд принятых сигналов образцовых и исследуемого соединений, пересчитанные относительно равноудаленной точки. Технический результат заключается в повышении точности измерений. При этом процесс измерений становится инвариантным к точности установки обмоток и их размеров по отношению к паяному соединению. 2 ил.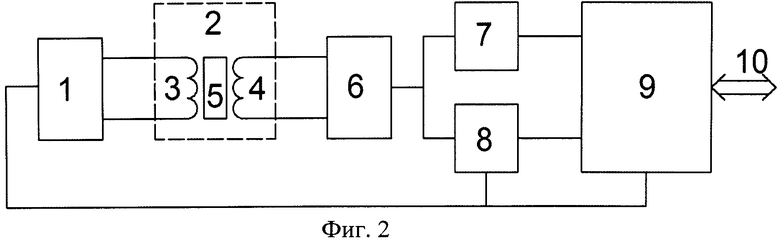
Способ оценки качества паяного соединения обмоток электрических машин, заключающийся в том, что зондируют соединение вихретоковым измерителем, для чего обмоткой возбуждения, расположенной с одной стороны соединения, создают магнитное поле, которое принимают соосной измерительной обмоткой, расположенной с противоположной стороны соединения, измеряют амплитуду принятого сигнала, перед измерениями калибруют измеритель, для чего зондируют образцовые: непропаянное, полностью пропаянное, а затем исследуемое соединение, оценивают качество исследуемого паяного соединения обмотки электрической машины, сопоставляя амплитуды принятого от него сигнала с сигналами от образцовых соединений, отличающийся тем, что при зондировании соединений дополнительно измеряют фазу принятого сигнала, при калибровке зондируют непропаянное и полностью пропаянное соединения несколько раз при различных относительных положениях соединения и обмоток измерителя, вычисляют положение равноудаленной точки комплексной плоскости, относительно которой амплитуда принятых сигналов не зависит от относительного положения соединения и обмоток как для непропаянных, так и пропаянных соединений, для оценки степени пропаянности соединения обмоток электрических машин используют соотношения амплитуд принятых сигналов образцовых и исследуемого соединений, пересчитанные относительно равноудаленной точки.
| Контроль качества паяных соединений стержней статорных обмоток турбогенераторов на заводе "Электросила", Журнал "В мире неразрушающего контроля" N2 (48) - июнь 2010 г | |||
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПАЙКИ ТОКОВЕДУЩИХ СОЕДИНЕНИЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU183820A1 |
| ВИХРЕТОКОВЫЙ ИЗМЕРИТЕЛЬ | 2008 |
|
RU2384839C1 |
| Способ вихретокового контроля неферромагнитных изделий | 1987 |
|
SU1446548A1 |
| WO 2006007826 A1 26.01.2006. | |||

