Изобретение относится к неразрушающему контролю и может быть использовано для бесконтактного измерения толщины немагнитных электропроводящих изделий методом вихревых токов.
Известен способ двухчастотного контроля толщины электропроводящего покрытия, в соответствие с которым на возбуждающие обмотки вихретоковых преобразователей подается сигналы двух частот, после чего производят сравнение напряжений, индуцируемых в измерительную обмотку преобразователей, параллельно с чем осуществляют линейное изменение частоты одного из сигналов до момента, в котором частоты двух сигналов совпадут. [1. Коноваленко В.В. Двухчастотный толщиномер. Авт. свид. 1078239, кл. G01B 7/06, бюл. 9, 1984 г.].
Точность данного способа контроля ограничена изменением скорости и нелинейностью развертки частоты первого сигнала во времени, а также влиянием зазора между вихретоковым преобразователем и объектом контроля, поскольку результат преобразования получают посредством обработки только амплитудных параметров сигналов.
Известен также способ двухпараметрового контроля, заключающийся в том, что после формирования сигнала, возбуждающего вихретоковый преобразователь, сначала компенсируют его выходное напряжение при наличии в зоне контроля эталонного изделия, толщина которого значительно превышает глубину проникновения электромагнитного поля, а затем измеряют амплитуду и фазу выходного сигнала вихретокового преобразователя, установленного на контролируемое изделие, и по результатам их обработки определяют параметры изделия [Беликов Е.Г., Тимаков Л.К. Вихретоковый способ двухпараметрического контроля изделий. Авт. свид. 1608422, кл. G01B 7/06, бюл. 43,1980 г. (прототип)].
Недостатком этого способа является низкая точность измерения в широком диапазоне контролируемых параметров, что связано с возрастанием относительной инструментальной погрешности измерения при уменьшении амплитуды выходного сигнала вихретокового преобразователя в случае увеличения толщины диэлектрического покрытия или увеличения электрической проводимости основы изделия. Эта погрешность обусловлена нелинейностью выпрямительных элементов, применяемых для выделения амплитуды сигнала, и нестабильностью уровней срабатывания формирователей импульсов, используемых в блоке обработки для выделения фазовых параметров, приводящих к резкому повышению погрешности измерения малых сигналов и, как следствие, к снижению достоверности неразрушающего контроля параметров изделий.
Точность контроля данным способом ограничивается вариациями электрической проводимости объекта контроля, которая влияет на результат преобразования. Так, при измерениях толщины медного гальванического покрытия вариация температуры на 10°C приводит к дополнительной погрешности 4% из-за уменьшения электрической проводимости покрытия.
Наиболее близким к изобретению по технической сущности является двухчастотный способ неразрушающего контроля изделий, в соответствии с которым формируется высокочастотный и низкочастотный сигналы, поступающие на возбуждающие катушки вихретоковых преобразователей, первый из которых используют для измерения удельной электрической проводимости изделия, а второй - для измерения его толщины, причем по результатам измерения параметров высокочастотного напряжения первого преобразователя регулируют частоту низкочастотного возбуждающего сигнала и определяют толщину контролируемого изделия по результатам обработки амплитудно-фазовых параметров выходного напряжения второго низкочастотного преобразователя [Незамаев С.Р., Бошин С.Н., Шмелев Л.С. Вихретоковый толщиномер. Авт. свид. 1670368, бюл. 30, 1991 г.].
Недостатком известного способа является низкая точность контроля при вариациях удельной электрической проводимости в пределах объекта контроля. Низкая точность вызвана тем, что для сохранения стабильности обобщенного параметра, зависящего от радиуса эквивалентного витка преобразователя, удельной электрической проводимости и абсолютной магнитной проницаемости и частоты f возбуждающего сигнала, необходимо реализовать обратно пропорциональную зависимость между частотой и проводимостью т.е. при реализации способа требуется использовать амплитудные и фазовые детекторы с нелинейной характеристикой преобразования. Помимо этого, на амплитуду выходного напряжения вихретокового преобразователя оказывает существенное влияние зазор между контролируемым изделием и преобразователем, вызывающего дополнительные погрешности. Существенным недостатком также является наличие двух вихретоковых преобразователей, что приводит к усложнению конструкции и увеличению уровня помех сигнала, несущего информацию об объекте контроля.
Технической задачей изобретения является повышение точности определения качества и износостойкости боридного покрытия путем исключения погрешности, обусловленной изменениями удельной электрической проводимости в широком диапазоне, и снижения влияния зазора между вихретоковым преобразователем и контролируемым изделием на результаты контроля.
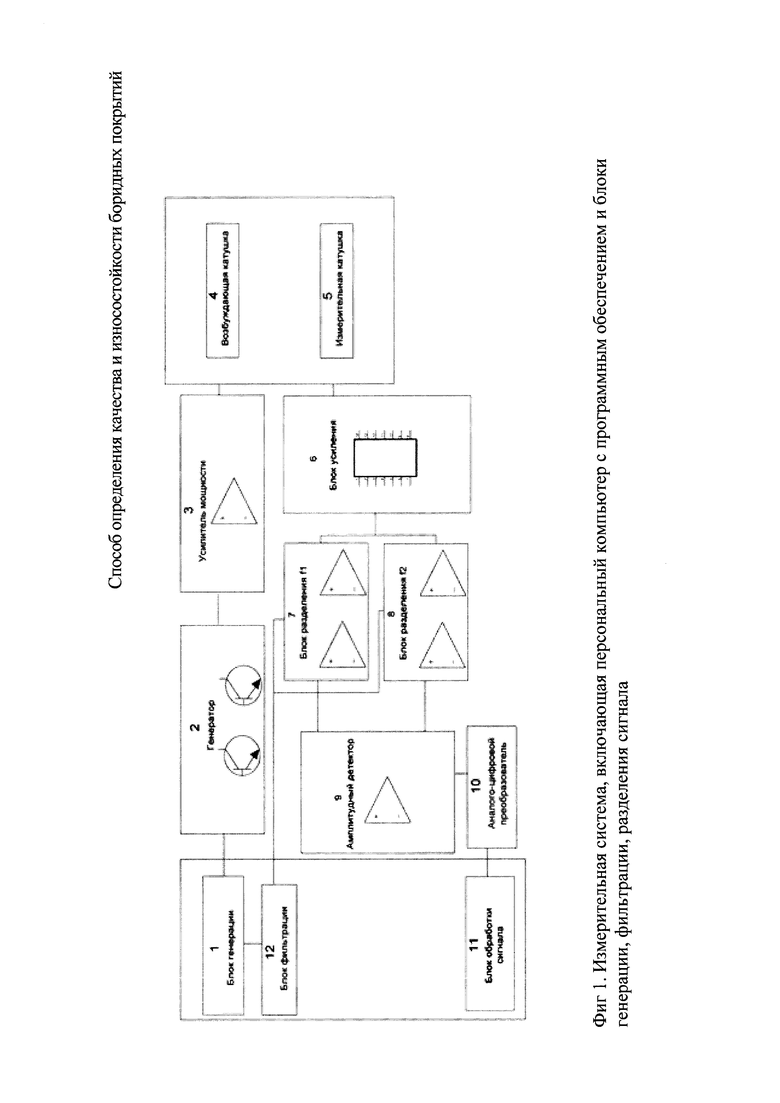
Настоящая задача решается тем, что заявляемый способ исследования боридных покрытий представляет собой оценку среднеквадратичного отклонения сигнала вихретокового преобразователя с использованием измерительной системы, включающей персональный компьютер с программным обеспечением и блоки генерации, фильтрации, разделения сигнала. Блок генерации формирует сигналы и передает сигналы частоты f1 и f2 на возбуждающую катушку вихретокового преобразователя, которая создает электромагнитное поле, индуцирующее вихревые токи в электропроводящем объекте контроля. Вихревые токи создают электродвижущую силу в измерительной катушке вихретокового преобразователя в виде сигнала. Сигнал проходит через блоки разделения, каждый из которых управляется программным блоком фильтрации, связанным с программным блоком генерации. В результате сигнал разделяется на два сигнала частотой f1 и f2, несущих информацию о материале основы и покрытия соответственно. Изменение частоты фильтрации происходит одновременно с изменением частоты генерации. Два сигнала передаются на амплитудный детектор, затем через аналого-цифровой преобразователь в программный блок обработки сигнала, где происходит вычисление разности амплитуды сигнала f2 и амплитуды сигнала f1, после чего результаты измерений выводятся на экран персонального компьютера в виде графика. Разность амплитуд двух сигналов частоты f1 и f2 несет информацию о состоянии покрытия исходя из значения среднеквадратичного отклонения (СКО) полученной разности.
Заявляемый способ отличается от прототипа:
- Использованием исключительно амплитудного детектора с линейной характеристикой преобразования.
- Использованием одного вихретокового преобразователя.
- Наличием автоматического синхронного изменения рабочих частот вихретокового преобразователя и частот фильтрации принимаемого сигнала.
- В качестве информативного параметра, дающем информацию о качественном состоянии боридного покрытия, используют среднеквадратичное отклонение разности амплитуды сигналов f2 и f1.
Использование двухчастотного сигнала, с возможностью быстрого и одновременного изменения рабочей частоты прибора и частоты фильтрации, позволяет избавиться от влияния зазора между вихретоковым преобразователем и контролируемым изделием при проведении измерений. Использование в качестве информативного параметра среднеквадратичного отклонения, позволяет реализовать измерительную систему без использования элементов с нелинейной характеристикой и с использованием исключительно амплитудного метода контроля. За счет вычитания амплитуд сигналов, несущих информацию об основе и о покрытии, становится возможным повысить помехозащищенность сигнала, несущего информацию об объекте контроля.
Способ осуществляют следующим образом: на поверхность стали марки 65 Г наносят покрытия, изготовленные из составов борирующей смеси на основе карбида бора и аморфного бора. Боридные покрытия на стали 65Г получают из модифицированой смеси состава 2Al + B2O3, содержащей флюс П-0.66. Температура процесса борирования составляет 950 - 1250°C, время процесса насыщения - 40-180 сек. Составы наносят на предварительно подготовленную (зачищенную) поверхность пластин из стали 65Г, в виде обмазок, и после высушивания подвергают нагреву по одинаковому режиму: сначала до момента инициирования СВС (самораспространяющийся высокотемпературный синтез) процесса, а затем, при сниженной на 25% мощности генератора, еще в течении 60-80 с. Перед исследованием образцов их поверхность обрабатывают 4%-ым раствором азотной кислоты в этиловом спирте в течение 5-7 секунд. После этого образец исследуют с использованием предложенного способа, представляющего собой оценку среднеквадратичного отклонения сигнала вихретокового преобразователя с использованием измерительной системы, включающей персональный компьютер с программным обеспечением и блоки генерации, фильтрации, разделения сигнала (фиг. 1).
Блок генерации 1 (фиг 1) управляет генератором 2, который передает сигналы частоты f1 и f2 через усилитель мощности 3 (где они усиливаются до напряжения 3 В) на возбуждающую катушку 4 вихретокового преобразователя, который создает электромагнитное поле, индуцирующее вихревые токи в электропроводящем объекте контроля. Частоты f1 и f2 выбирают таким образом, чтобы глубина проникновения электромагнитного поля, порожденного сигналом f1 не превышала толщину покрытия, а глубина электромагнитного поля, порожденного сигналом f2 превышала толщину покрытия, но не превышала толщину стальной основы. В результате возбуждающая катушка 4 создает магнитное поле, проникающее в исследуемый материал. Магнитное поле создает вихревые токи в исследуемом образце, которые, в свою очередь, создают напряжение в измерительной катушке 5. Напряжение в виде сигнала несет информацию об объекте контроля. Сигнал проходит через блок усиления 6 и блоки разделения сигнала 7, 8, каждый из которых управляется программным блоком фильтрации 12, связанным с программным блоком генерации 1. В результате сигнал разделяется на два сигнала частотой f1 и f2. Изменение частоты фильтрации происходит одновременно с изменением частоты генерации. Два сигнала передаются на амплитудный детектор 9, через аналого-цифровой преобразователь 10 в программный блок обработки сигнала 11 и результаты измерений выводятся на экран персонального компьютера в виде графика и значения СКО разности амплитуд двух сигналов.
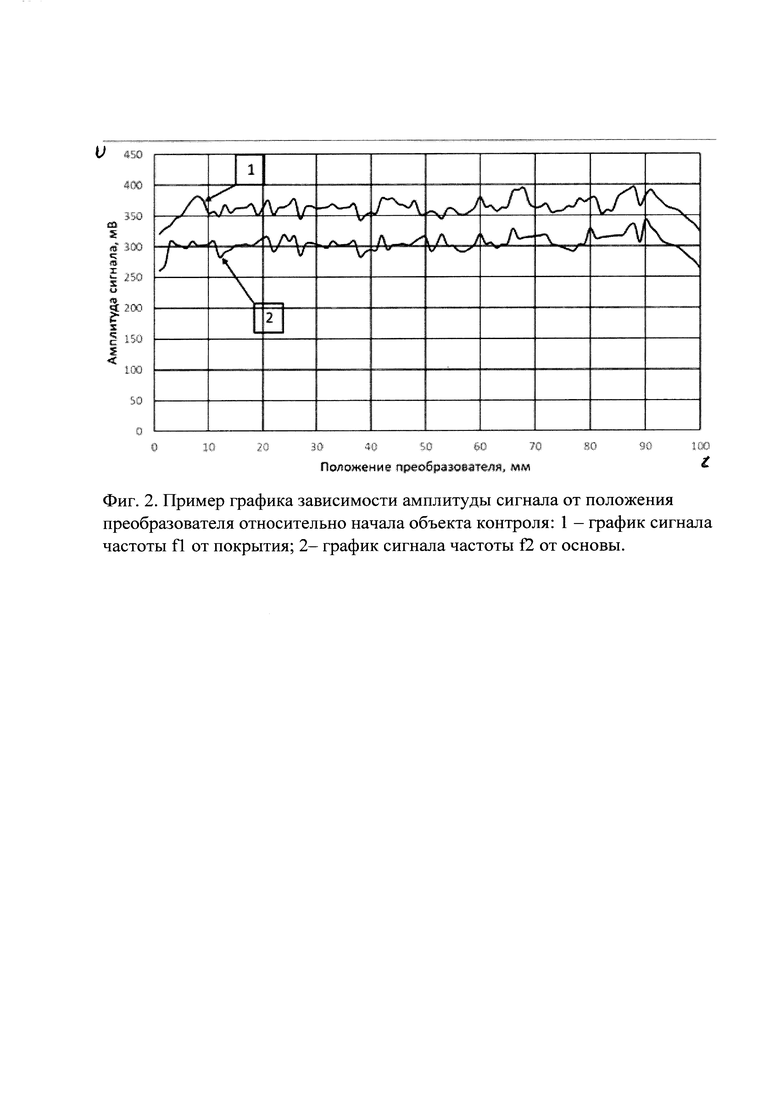
Определяют качество покрытия исходя из значения СКО следующим образом (Табл. 1): если СКО>25 - покрытия обладают низким качеством и слабой устойчивостью к износу, если 10<СКО<25 - покрытия обладают средним качеством и удовлетворительной устойчивостью к износу, если СКСХ10 - покрытие обладает отличным качеством и устойчиво к износу. График (Фиг. 2) зависимости амплитуды сигнала (U) от положения преобразователя относительно начала объекта контроля  получаемый в результате реализации способа и полученный с использованием разработанной фиг. амплитуда сигнала от покрытия, 2 - амплитуда сигнала от основы. Значение среднеквадратичного отклонения разности двух сигналов в рассматриваемом примере составляло 9,97 мВ, что соответствует качественному покрытию.
получаемый в результате реализации способа и полученный с использованием разработанной фиг. амплитуда сигнала от покрытия, 2 - амплитуда сигнала от основы. Значение среднеквадратичного отклонения разности двух сигналов в рассматриваемом примере составляло 9,97 мВ, что соответствует качественному покрытию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения электропроводности тонких металлических пленок | 2019 |
|
RU2697473C1 |
| Дефектоскоп для сварных швов | 2015 |
|
RU2639592C2 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ СОДЕРЖАНИЯ ГАДОЛИНИЯ В КАЖДОЙ ТАБЛЕТКЕ СТОЛБА УРАН-ГАДОЛИНИЕВОГО ТОПЛИВА В ТЕПЛОВЫДЕЛЯЮЩЕМ ЭЛЕМЕНТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2200352C2 |
| ВИХРЕТОКОВЫЙ СПОСОБ ДВУХЧАСТОТНОГО КОНТРОЛЯ ИЗДЕЛИЙ | 2000 |
|
RU2184931C2 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕДНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2542624C1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2090882C1 |
| ПРОФИЛОМЕТР ДЛЯ КОНТРОЛЯ МИКРОГЕОМЕТРИИ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2010 |
|
RU2422767C1 |
| Способ вихретокового измерения параметров электропроводящих изделий | 1989 |
|
SU1689753A1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2463589C1 |
| УСТРОЙСТВО ДВУХПАРАМЕТРОВОГО КОНТРОЛЯ ТОЛЩИНЫ ЭЛЕКТРОПРОВОДНЫХ ПОКРЫТИЙ | 2013 |
|
RU2533756C1 |
Изобретение относится к методам неразрушающего контроля и позволяет исследовать упрочняющие боридные покрытия, нанесенные на основу из стали, и делать вывод о качестве покрытия на стали. Способ исследования качества и износостойкости упрочняющих боридных покрытий, основанный на анализе двухчастотного сигнала вихретокового преобразователя, представляет собой оценку среднеквадратичного отклонения сигнала вихретокового преобразователя с использованием измерительной системы, включающей персональный компьютер с программным обеспечением и блоки генерации, фильтрации, разделения сигнала. Технический результат – повышение точности определения качества и износостойкости боридного покрытия, снижение влияния зазора между вихретоковым преобразователем и контролируемым изделием на результаты контроля. 2 ил., 1 табл.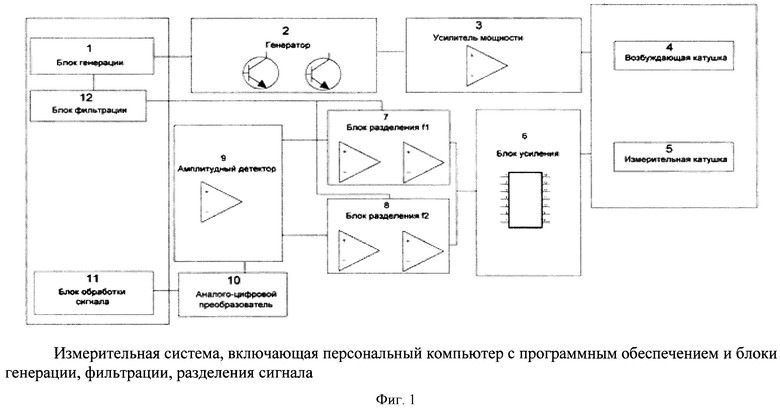
Способ исследования качества и износостойкости упрочняющих боридных покрытий, основанный на анализе двухчастотного сигнала вихретокового преобразователя, отличающийся тем, что управление сигналом на возбуждающей катушке и прием сигналов с измерительной катушки преобразователя осуществляют с использованием персонального компьютера с программным обеспечением, позволяющим формировать сигнал, содержащий в себе две частоты f1 и f2, при этом программное обеспечение включает блоки: генерации и фильтрации; сигнал с измерительной катушки, несущий информацию о состоянии исследуемого материала, разделяется на две частоты f1 и f2 в блоках разделения сигнала таким образом, что сигнал частоты f1 соответствует сигналу от материала основы, а сигнал f2 соответствует сигналу от материала покрытия, при этом управление частотой генерации и частотой разделения осуществляется синхронно за счет связи программного блока генерации и блока разделения, управляемого программным блоком фильтрации, после чего сигнал поступает на аналого-цифровой преобразователь и амплитудный детектор, а затем поступает в программный блок обработки сигнала и отображается на мониторе персонального компьютера; а в качестве параметра, несущего информацию о состоянии покрытия, используют среднеквадратичное отклонение разности амплитуд сигналов частоты f1 и f2, принятых с измерительной катушки.
| Вихретоковый способ двухпараметрового контроля изделий | 1988 |
|
SU1608422A1 |
| KR 1020130019872 A, 27.02.2013 | |||
| Способ контроля износа вращающегося объекта | 1988 |
|
SU1619135A1 |
| US 9772309 B2, 26.09.2017. | |||

