Настоящее изобретение относится к способу изготовления колбасных изделий, таких как сосиски, содержащих текучий наполнитель в трубчатой или мешкообразной упаковочной оболочке, а также к клипсатору, с помощью которого может быть осуществлен упомянутый способ.
Из практики известно, что, например, в производстве колбасных изделий, таких как сосиски, наполнитель подается колбасным шприцом через наполняющую трубку клипсатора в трубчатую или мешкообразную упаковочную оболочку, которая хранится на наполняющей трубке и закрыта на своем переднем конце закрывающей клипсой в качестве закрывающего средства, то есть на конце упаковочной оболочки, обращенном в направлении подачи наполнителя. Трубчатая или мешкообразная упаковочная оболочка стягивается с наполняющей трубки во время наполнения за счет давления подачи. Узел торможения упаковочной оболочки расположен в области переднего конца наполняющей трубки, т.е. конца наполняющей трубки, обращенного в направлении подачи наполнителя, чтобы прикладывать усилие трения к трубчатой или мешкообразной упаковочной оболочке во время ее стягивания с наполняющей трубки.
После того как заданный объем наполнителя подан в упомянутую трубчатую или мешкообразную упаковочную оболочку, вытеснительное устройство или средство сбора в складки, соответственно, с первым и вторым блоками вытеснения, каждый из которых может быть сформирован парой обратимо перемещающихся элементов вытеснения, собирает в складки заполненную трубчатую или мешкообразную трубчатую оболочку и формирует на ней складчатый участок. Клипирующее устройство клипсатора затем накладывает и обжимает по меньшей мере одну закрывающую клипсу, формируя задний конец колбасного изделия, т.е. конец, обращенный в противоположную от направления подачи сторону, с помощью соответствующих обжимных средств, которые обратимо перемещаются к складчатому участку.
В известных клипсаторах хранятся программы для каждого изделия, которое должно изготавливаться. Такие программы включают в себя данные об изделии, т.е.: его размер, и/или объем наполнителя, подлежащего заполнению в одно изделие, и/или вид и/или размер упаковочной оболочки, и/или тип используемого закрывающего средства, и/или рабочие параметры, такие как давление тормоза оболочки, и/или частота циклов клипирования, и/или давление обжатия клипс. Для измерения фактических значений этих рабочих параметров предусмотрены сенсорные устройства, и упомянутые значения сравниваются с хранящейся информацией. В случае если один или несколько упомянутых текущих значений параметра превышают сохраненные значения, может быть уменьшена скорость изготовления или остановлен клипсатор.
Из документа EP 1731432 известен клипсатор, в котором давление обжима измеряется соответствующим сенсорным устройством. Результат такого измерения сравнивается с рядом пороговых значений и, в зависимости от превышенного порога, текущий цикл клипирования прекращается или клипсатор немедленно останавливается.
В таких известных клипсаторах оператор должен выбирать или устанавливать различные параметры изделия, которые подлежат изготовлению, и рабочие параметры производственного процесса. Тем не менее, оператор не знает фактической ситуации с износом клипсатора, так что установленные параметры не соответствуют износу машины.
Задачей настоящего изобретения является оптимизация процесса изготовления колбасных изделий, чтобы уменьшить риск дефекта изделий и повреждений клипсатора.
В настоящем изобретении предлагается способ изготовления колбасных изделий, таких как сосиски, содержащих текучий наполнитель в трубчатой или мешкообразной упаковочной оболочке, с помощью клипсатора, имеющего блок управления для управления клипсатором, при этом способ включает в себя этапы подачи наполнителя в направлении подачи в трубчатую или мешкообразную упаковочную оболочку, хранящуюся на наполняющей трубке и закрытую с переднего конца с помощью закрывающего средства, такого как закрывающая клипса, сбора в складки заполненной трубчатой или мешкообразной упаковочной оболочки с помощью средства сбора в складки, расположенного ниже по потоку от наполняющей трубки, для формирования на ней складчатого участка, и наложения и обжатия по меньшей мере одного закрывающего средства на упомянутом складчатом участке для закрывания заполненной трубчатой или мешкообразной упаковочной оболочки. Предлагаемый в настоящем изобретении способ дополнительно включает в себя этапы запуска производственного процесса, автоматического получения по меньшей мере одного значения по меньшей мере одного параметра клипсатора, снабжения полученного значения значением смещения и использования полученного значения для отслеживания упомянутого параметра в дальнейшем производственном процессе.
Посредством получения по меньшей мере одного текущего значения по меньшей мере одного параметра клипсатора, автоматически находится значение упомянутого параметра, на основании которого может выполняться дальнейший производственный процесс. Полученное значение снабжается значением смещения и используется для отслеживания дальнейшего процесса в пределах диапазона значения смещения. Следует отметить, что, в принципе, значение смещения включает в себя одно значение. Тем не менее, предпочтительно, чтобы значение смещения включало в себя верхнее значение смещения и нижнее значение смещения. Соответственно, оператору не нужно вводить значение этого параметра, тем самым предотвращается неправильная настройка клипсатора оператором. В случае если значение соответствующего параметра становится выше или ниже полученного значения, так что оно выходит за пределы сформированного значением смещения диапазона полученного значения, клипсатор может быть остановлен, или производственный процесс может быть скорректирован любым другим подходящим образом. Дополнительно может выдаваться сигнал для информирования оператора. Кроме того, различные партии используемого в производстве материала, такого как упаковочная оболочка и/или закрывающее средство, например закрывающие клипсы, могут варьироваться. Более того, соответствующий параметр может варьироваться в зависимости от износа или текущих условий эксплуатации. В предлагаемом в изобретении способе такие вариации могут учитываться в производственном процессе.
Величина значения смещения, определяющая диапазон, в пределах которого может варьироваться значение контролируемого параметра, должна выбираться таким образом, чтобы, с одной стороны, клипсатор мог непрерывно работать, изготавливая колбасные изделия, без остановки каждый раз из-за небольшого изменения в отслеживаемом параметре, происходящего из-за небольших вариаций, например, в свойствах материала. С другой стороны, диапазон значения должен выбираться таким образом, чтобы важные ошибки, например, которые могли бы привести к повреждениям клипсатора и/или колбасных изделий, надежно обнаруживались, и могли быть инициированы соответствующие действия клипсатора или оператора.
Диапазон значений, обеспечиваемый значением смещения, может выбираться на основе соответствующего опыта для таких значений. Обычно считается достаточной величина смещения приблизительно в 10% от значения отслеживаемого параметра. Однако также возможны более высокие значения смещения, например до 30%, которые могут потребоваться в конкретных случаях и/или в зависимости от параметра, значение которого должно быть получено.
Величина значения смещения может выбираться в зависимости от вида клипсатора и/или вида закрывающих клипс.
Значение смещения также может выбираться в виде фиксированного процента от полученного значения контролируемого параметра, или задаваться в виде фиксированной величины.
В предпочтительном варианте осуществления предлагаемого в настоящем изобретении способа по меньшей мере одно значение упомянутого по меньшей мере одного параметра может быть получено при каждом запуске клипсатора. Таким образом, могут учитываться специфические особенности упаковочной оболочки и/или закрывающего средства, используемых в производственном процессе, и/или износ клипсатора, и/или тип подлежащего изготовлению изделия (диаметр и/или длина, наполнитель, наносимая этикетка и т.д.). Кроме того, значение соответствующего параметра также получают после перезапуска клипсатора, например: после того, как клипсатор был остановлен для пополнения запаса оболочки и/или закрывающих клипс или после случайного прерывания производственного процесса.
Дополнительно или в качестве альтернативы, по меньшей мере одно значение по меньшей мере одного параметра может быть получено во время заданного количества циклов клипирования после запуска клипсатора. На основе этого количества полученных значений может формироваться усредненное значение и снабжаться значением смещения, а также и использоваться для отслеживания параметра клипсатора.
Альтернативно или дополнительно, по меньшей мере одно значение упомянутого по меньшей мере одного параметра может быть получено в течение по меньшей мере выбранного периода по меньшей мере одного цикла клипирования клипсатора. Таким образом, может быть получено конкретное значение соответствующего параметра в определенные моменты времени цикла клипирования, например в тот момент, когда происходит обжатие закрывающей клипсы и когда параметр может достигать максимального значения. Альтернативно, значение упомянутого параметра также может быть получено в течение полного цикла клипирования.
Кроме того, путем получения по меньшей мере одно значения соответствующего параметра клипсатора при каждом запуске производства могут быть обнаружены изменения конкретных свойств клипсатора, которые, например, могут быть обусловлены износом.
Кроме того, преимуществом может быть получение по меньшей мере одного значения по меньшей мере одного параметра в заданный момент времени цикла клипирования. Конкретный момент времени может соответствовать определенному положению или углу поворота одного или нескольких элементов машины. Это позволяет получить конкретное значение в упомянутый конкретный момент времени, например максимальное или минимальное значение упомянутого параметра. Упомянутое конкретное значение может свидетельствовать о качестве изделия или характеристиках клипсатора, например износе конкретных элементов. Следует отметить, что конкретные моменты времени, в которые указанный параметр достигает максимальной или минимальной величины, зависят от вида клипсатора и/или от вида изготавливаемых изделий. Таким образом, возможность выбора периода цикла клипирования или полного цикла клипирования для получения значения соответствующего параметра обеспечивает более общий способ, применимый к широкому разнообразию клипсаторов.
В еще одном предпочтительном варианте осуществления способ дополнительно предусматривает этап снабжения клипсатора приводом с контроллером, при этом полученный по меньшей мере один параметр является параметром упомянутого привода. Привод клипсатора может быть центральным блоком, который может влиять на весь производственный процесс. Таким образом, по меньшей мере одно значение по меньшей мере одного параметра привода может также быть описательным для производственного процесса и/или качества изделия.
В случае если получают по меньшей мере одно значение по меньшей мере одного параметра привода клипсатора, то по меньшей мере один параметр может представлять собой по меньшей мере одно из крутящего момента или тока, регистрируемое контроллером привода.
В качестве примера, привод может включать в себя шаговый двигатель с контроллером. В этом случае параметр, например крутящий момент или ток, может быть получен от контроллера.
Естественно, что по меньшей мере одно значение любого другого параметра, который является репрезентативным для производственного процесса или по меньшей мере производственного этапа, может быть получено для установки в качестве целевого значения для дальнейшего процесса, подобно, например, длине или скорости стягивания трубчатой или мешкообразной упаковочной оболочки с наполняющей трубки.
Сохранение полученных значений не является обязательным, поскольку по меньшей мере одно значение соответствующего по меньшей мере одного параметра обновляется по меньшей мере при запуске клипсатора или с заданными регулярными интервалами.
Однако по меньшей мере одно значение по меньшей мере одного параметра, полученное в процессе производства, может храниться в запоминающем устройстве, например, для статистической оценки или для подтверждения качества. Сохраненные значения могут использоваться, например, для оценки условий эксплуатации клипсатора и/или для выдачи уведомления о необходимости профилактического обслуживания. Запоминающее устройство может быть отдельным устройством или может быть частью блока управления клипсатора.
В принципе, получение значения одного параметра может быть достаточным. Однако в еще одном предпочтительном варианте осуществления изобретения получают по меньшей мере одно значение более чем одного параметра. Один или несколько дополнительных параметров могут обеспечить повышение надежности производственного процесса.
Кроме того, в соответствии с настоящим изобретением, предлагаемый в настоящем изобретении способ дополнительно предусматривает этап переключения клипсатора между режимом работы на основе по меньшей мере одного полученного значения упомянутого по меньшей мере одного параметра и режима работы на основе данных, хранящихся в блоке управления. Возможность выбора одного из режимов работы повышает гибкость производственного процесса в отношении видов изготавливаемых изделий.
Альтернативой выбору режима работы на основе по меньшей мере одного полученного значения упомянутого по меньшей мере одного параметра и режима работы на основе данных, хранящихся в блоке управления, является возможность выбора одного или нескольких иных параметров, чем те, которые выбраны в настоящее время, чтобы повысить надежность производственного процесса.
В настоящем изобретении также предлагается клипсатор для производства колбасных изделий, таких как сосиски, содержащих текучий наполнитель в трубчатой или мешкообразной упаковочной оболочке, при этом клипсатор включает в себя наполняющую трубку для подачи наполнителя в трубчатую или мешкообразную упаковочную оболочку, хранящуюся на наполняющей трубке и закрытую с переднего конца с помощью закрывающего средства, такого как закрывающая клипса, узел торможения оболочки, расположенный на наполняющей трубке, для приложения тормозного усилия к трубчатой или мешкообразной упаковочной оболочке во время стягивания с наполняющей трубки, средство сбора в складки для сбора в складки заполненной трубчатой или мешкообразной упаковочной оболочки и формирования на ней складчатого участка и клипирующее устройство для наложения и обжатия по меньшей мере одного закрывающего средства на складчатом участке. Предлагаемый в настоящем изобретении клипсатор дополнительно включает в себя блок управления для управления клипсатором, при этом блок управления выполнен с возможностью получения по меньшей мере одного значения по меньшей мере одного параметра клипсатора, снабжения упомянутого значения значением смещения и использования полученного значения для отслеживания упомянутого параметра в ходе дальнейшего производственного процесса.
В предпочтительном варианте осуществления изобретения клипсатор выполнен с возможностью переключения между режимом работы на основе по меньшей мере одного полученного значения упомянутого по меньшей мере одного параметра и режимом работы на основе данных, хранящихся в блоке управления.
Кроме того, преимущество заключается в том, что предлагаемый в настоящем изобретении клипсатор включает в себя запоминающее устройство для хранения по меньшей мере одного значения по меньшей мере одного параметра, полученного в процессе производства. Сохраненные значения могут использоваться, например, для статистической оценки, или для подтверждения качества, или для оценки условий эксплуатации клипсатора, и/или для выдачи уведомления о необходимости профилактического обслуживания.
Предлагаемый в настоящем изобретении клипсатор, таким образом, реализует все преимущества, описанные в связи с предлагаемым в изобретении способом.
Дальнейшие преимущества и предпочтительные варианты осуществления настоящего изобретения описаны ниже со ссылкой на перечисленные ниже чертежи. Выражения "левый", "правый", "ниже" и "выше", используемые в нижеследующем описании, относятся к чертежам, ориентированным таким образом, что используемые ссылочные позиции и надписи на чертежах могут считываться в нормальной ориентации.
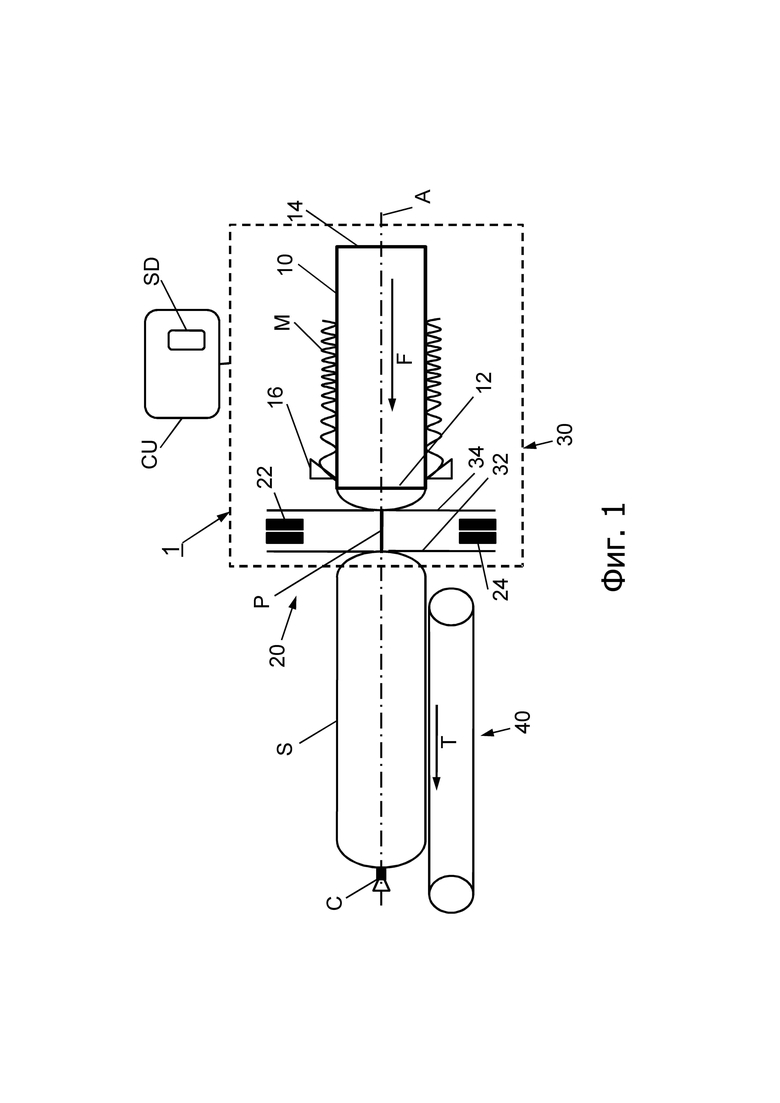
На фиг. 1 показан схематический вид принципиальной конструкции клипсатора;
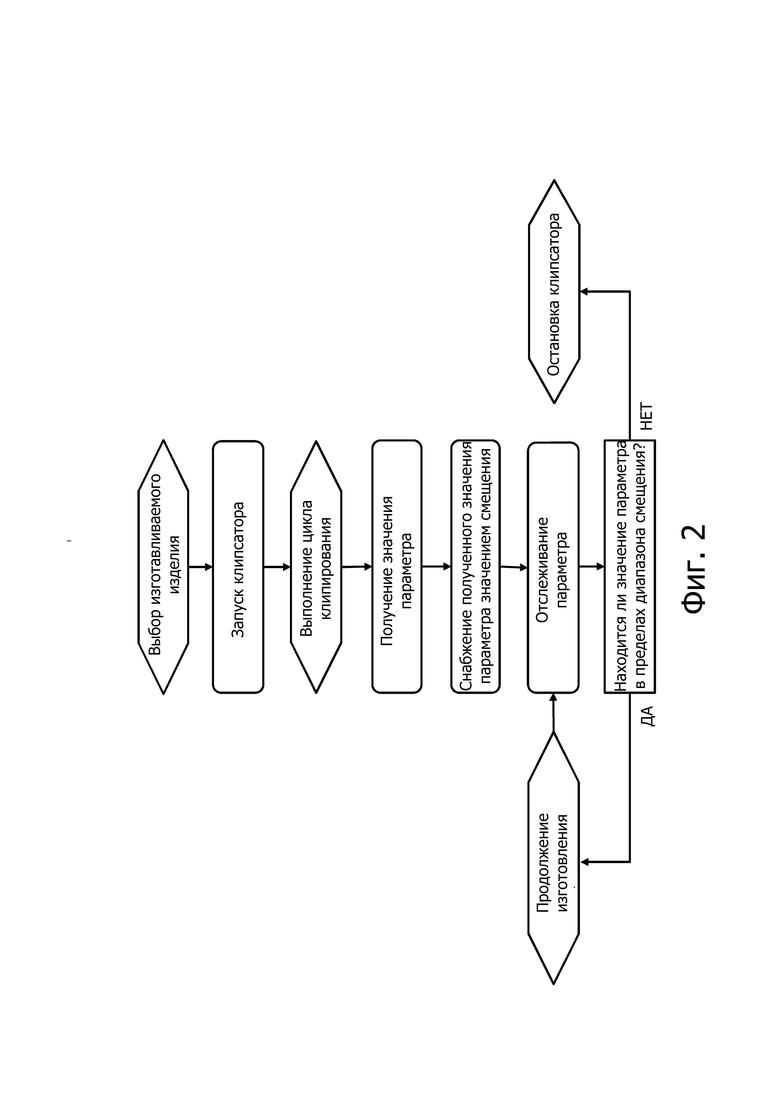
на фиг. 2 – блок-схема первого варианта осуществления предлагаемого в настоящем изобретении способа изготовления колбасных изделий; и
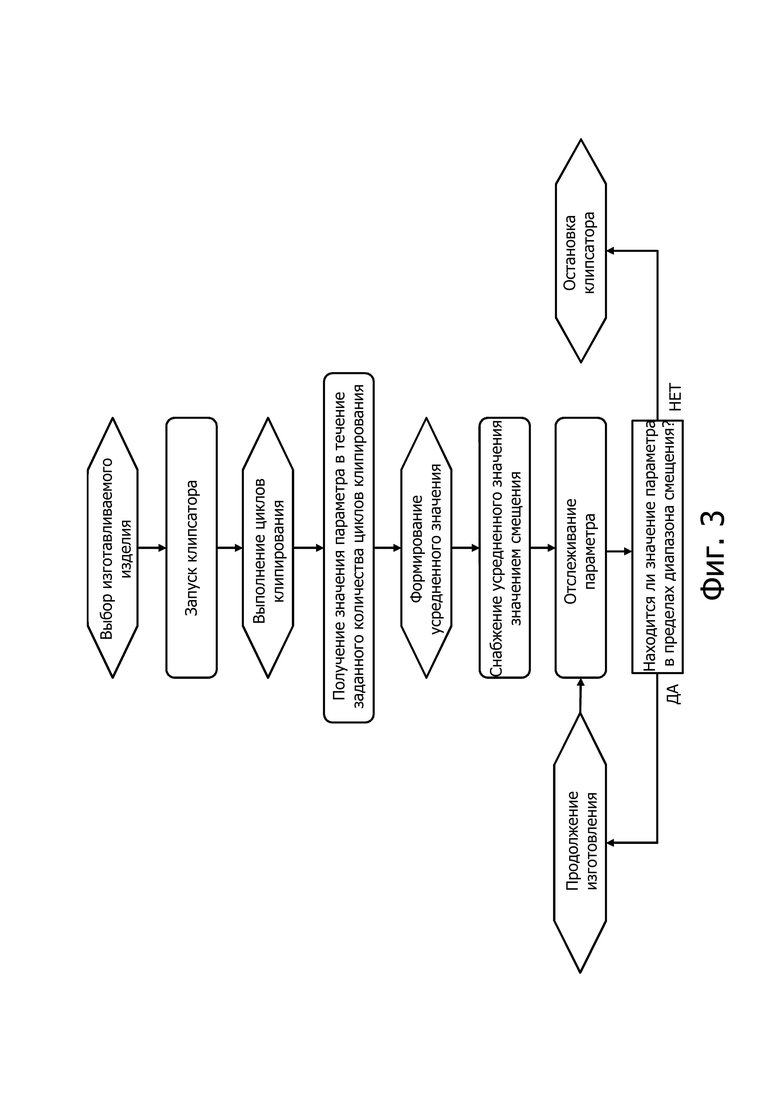
на фиг. 3: – блок-схема второго варианта осуществления предлагаемого в настоящем изобретении способа изготовления колбасных изделий.
Клипсатор CM для изготовления колбасных изделий S, таких как сосиски, которые включают в себя текучий наполнитель в трубчатой или мешкообразной упаковочной оболочке M, схематично показан на фиг. 1. Клипсатор CM включает в себя наполняющую трубку 10 с продольной горизонтально продолжающейся центральной осью А, с выпускным отверстием для выхода наполнителя на ее левом конце 12 и подающим отверстием для подачи наполнителя в направлении F подачи к выпускному отверстию наполняющей трубки 10, например, с помощью насоса (не показан) на ее правом конце 14. Кроме того, на наполняющей трубке 10 и коаксиально с ней в районе ее левого конца 12 расположен узел 16 торможения оболочки. Наполняющая трубка 10 выполнена из подходящего материала, такого как нержавеющая сталь.
Запас трубчатой упаковочной оболочки M, выполненной из тонкого листового материала, хранится на наполняющей трубке 10 в сложенном виде, подобно гармошке. Из запаса трубчатой упаковочной оболочки M трубчатая упаковочная оболочка M стягивается в процессе производства колбасных изделий S, в частности, за счет давления подачи наполнителя в трубчатую упаковочную оболочку М, при этом узел 16 торможения оболочки обеспечивает тормозное усилие, позволяющее контролировать стягивание трубчатой упаковочной оболочки M в процессе ее наполнения.
Клипсатор CM также включает в себя клипирующее устройство 20 для закрывания заполненной трубчатой упаковочной оболочки М путем наложения закрывающего средства, такого как закрывающие клипсы или обжимающие клипсы C, на складчатый участок P, и средство 30 сбора в складки для сбора в складки заполненной трубчатой упаковочной оболочки М и формирования на ней складчатого участка P. Все эти компоненты расположены ниже по потоку от наполняющей трубки 10.
Как можно видеть из фиг. 1, клипирующее устройство 20 расположено непосредственно ниже по потоку от левого конца 12 наполняющей трубки 10 и коаксиально с ней. Клипирующее устройство 20 включает в себя первый и второй клипирующий штамп 22, 24, формируемый пуансоном 22 и матрицей 24. Следует отметить, что пуансон 22 и матрица 24 могут использовать одну закрывающую клипсу C для обжатия с целью закрывания только что заполненной трубчатой упаковочной оболочки М или могут использовать две закрывающие клипсы C для обжатия одновременно: первая закрывающая клипса C для закрывания заднего конца только что заполненной трубчатой упаковочной оболочки М для формирования колбасного изделия S и вторая закрывающая клипса C для закрывания переднего конца трубчатой упаковочной оболочки M, подлежащей последующему заполнению.
Средство 30 сбора в складки включает в себя первый вытеснитель 32 и второй вытеснитель 34, причем первый вытеснитель 32 расположен ниже по потоку от второго вытеснителя 34. Первый и второй клипирующие штампы 22, 24 клипирующего устройства 20 могут располагаться между первым и вторым вытеснителями 32, 34, по меньшей мере для наложения и обжима одной или двух закрывающих клипс C на складчатом участке P. Первый вытеснитель 32 может обратимо перемещаться параллельно направлению F подачи наполнителя.
Для выдачи только что изготовленного колбасного изделия S из клипсатора CM в направлении T транспортировки, по существу таком же, что и направление F подачи, ниже по потоку от клипирующего устройства 20 установлено устройство выдачи, которое может представлять собой ленточный конвейер 40, включающий в себя конвейерную ленту и направляющие ролики. В простом случае устройство выдачи может представлять собой желоб.
Клипсатор CM кроме того включает в себя блок CU управления для управления клипсатором CM и привод (не показан) для приведения в действие компонентов клипсатора CM, например: первого и второго клипирующих штампов 22, 24 клипирующего устройства 20, а также первого и второго вытеснителя 32, 34 средства 30 сбора в складки и других компонентов или узлов клипсатора CM, которые требуют приведения в действие. Привод соединен с и контролируется блоком CU управления. Блок CU управления может дополнительно включать в себя запоминающее устройство SD для хранения данных о производственном процессе и колбасном изделии S по меньшей мере в ходе производственного процесса. Эти данные могут использоваться, например, для контроля производственных условий и качества колбасного изделия S.
Как уже упоминалось, привод приводит в действие один или несколько компонентов клипсатора CM, таких как клипирующее устройство 20 или средство 30 сбора в складки. Кроме того, узел 16 торможения оболочки может управляться блоком CU управления, например, для корректировки тормозного усилия, воздействующего на трубчатую упаковочную оболочку М, или для обратимого перемещения узла 16 торможения оболочки вдоль наполняющей трубки 10.
Клипсатор CM также может относиться к типу, снабженному центральным кулачковым диском, который приводится в действие единственным приводом, таким как электродвигатель. Центральный кулачковый диск, в свою очередь, приводит в действие все другие компоненты клипсатора, такие как первый и второй клипирующие штампы 22, 24 клипирующего устройства 20, первый и второй вытеснители 32, 34 и механизм подачи клипс.
Естественно, что и другие компоненты или периферийные устройства, такие как выходное устройство 40 или насос подачи наполнителя через наполняющую трубку 10, могут управляться блоком CU управления.
На фиг. 2 представлена блок-схема первого варианта осуществления предлагаемого в настоящем изобретении способа изготовления колбасных изделий S.
Как видно из этой блок-схемы, после того как, например оператором, выбрано подлежащее изготовлению изделие, запускается клипсатор CM и выполняется по меньшей мере один цикл клипирования (= пусковой цикл клипирования), то есть изготавливается по меньшей мере одно колбасное изделие S путем наполнения упаковочной оболочки М уже закрытой со своего первого конца первой закрывающей клипсой с помощью клипирующего устройства 20, формирования складчатого участка P средством 30 сбора в складки, наложения по меньшей мере одной второй закрывающей клипсы C на складчатый участок P клипирующего устройства 20 для закрывания второго конца упаковочной оболочки М и, наконец, отрезания упаковочной оболочки М только что изготовленного колбасного изделия S от остальной упаковочной оболочки M на наполняющей трубке 10. Во время этого пускового или первоначального цикла клипирования регистрируют или, соответственно, получают по меньшей мере одно значение по меньшей мере одного параметра клипсатора CM.
Параметр, значение которого должно быть получено, может быть заданным параметром, хранящимся в блоке CU управления, или он может выбираться оператором из списка рабочих параметров клипсатора CM, отображаемых блоком CU управления на дисплее, предпочтительно в зависимости от изделия, которое должно быть изготовлено. Параметр может выбираться исходя из одного или нескольких различных факторов, влияющих на производственный процесс, таких как тип и/или размер колбасного изделия S, и/или скорость изготовления, и/или тип упаковочной оболочки M, и/или других факторов, таких как нанесение этикеток на колбасное изделие S. Предпочтительно, параметром является крутящий момент или потребляемый приводом ток.
Следует отметить, что также можно изготовить еще несколько колбасных изделий S, чтобы получить больше значений по меньшей мере одного параметра во время пускового цикла клипирования, как описано ниже в отношении второго варианта осуществления настоящего изобретения.
Такой по меньшей мере один параметр представляет собой по меньшей мере один рабочий параметр клипсатора CM и может, например, быть крутящим моментом или усилием, прикладываемым приводом к по меньшей мере одному приводимому в действие компоненту клипсатора CM, такому как клипирующее устройство 20 и/или средство 30 сбора в складки, или крутящий момент или усилие, соответствующие усилию, прикладываемому этими компонентами клипсатора CM для обжима клипсы C во время клипирования, и/или к трубчатой оболочке М во время сбора в складки или во время формирования складчатого участка P, и/или тормозным усилием, создаваемым узлом 16 торможения оболочки, и/или любым другим подходящим параметром, используемым для управления клипсатором CM в ходе производственного процесса.
В предпочтительном варианте выполняется ряд циклов клипирования, во время которых получают значение выбранного параметра и формируют усредненное значение параметра. Количество циклов клипирования для получения значения параметра может выбираться, например, в зависимости от вида клипсатора CM или вида изготавливаемого колбасного изделия S. Однако для надежного получения достоверного значения может быть достаточно пяти–десяти циклов клипирования.
После этого, при условии, что упомянутый пусковой цикл клипирования или ряд циклов был выполнен без каких-либо проблем, зарегистрированное или полученное значение снабжается значением смещения, создавая диапазон, в пределах которого может варьироваться значение параметра, и производственный процесс продолжается. В случае выхода текущего значения параметра за пределы верхней или нижней границы диапазона, предусмотренного значением смещения, клипсатор CM может быть остановлен.
Величина смещения задается в виде смещения вверх и смещения вниз, являющихся максимальным и минимальным значениями, которые может принимать текущий параметр. Значение смещения выбирают таким образом, чтобы клипсатор CM мог выполнять непрерывный производственный процесс. Как правило, величина смещения может составлять до 10% от значения параметра. Однако в зависимости от типа клипсатора CM или вида колбасного изделия S, которое должно изготавливаться, значение смещения может адаптироваться соответствующим образом.
На фиг. 3 представлена блок-схема второго варианта осуществления предлагаемого в настоящем изобретении способа изготовления колбасных изделий S.
Второй вариант осуществления способа согласуется с этапами первого варианта осуществления способа, в частности, в отношении этапов запуска клипсатора CM, получения по меньшей мере одного значения по меньшей мере одного параметра, снабжения полученного значения значением смещения, ограничивающим диапазон, в пределах которого может изменяться целевое значение, и использования полученного значения для отслеживания этого параметра.
Второй вариант осуществления способа отличается от первого варианта осуществления способа тем, что значение упомянутого параметра получают не только во время одного цикла клипирования, но во время заданного количества последовательно выполняемых циклов клипирования, например во время первых пяти–десяти циклов клипирования.
После того, как было получено предпочтительно заданное количество значений упомянутого параметра, формируется усредненное значение этих полученных значений, усредненное значение снабжается значением смещения и используется для отслеживания значения параметра. Путем формирования усредненного значения из заданного количества значений, могут быть сбалансированы небольшие вариации в отдельных значениях.
Количество циклов, в течение которых получают значения параметра для формирования усредненного значения и, таким образом, количество полученных значений может выбираться в зависимости от изделия, которое должно изготавливаться, и/или от скорости изготовления, и/или вида параметра, и/или типа упаковочной оболочки М, и/или других факторов, таких как необходимость снабжения колбасного изделия этикеткой S, и/или от любого другого подходящего параметра, используемого для управления клипсатором CM в ходе производственного процесса.
Естественно, также в способе, представленном на фиг. 3, при выходе значения параметра, в частности, за пределы диапазона значений, обеспечиваемого значением смещения, может запускаться соответствующая реакция, например: останавливается клипсатор CM и/или выдается сигнал оператору.
Кроме того, можно получить значение упомянутого по меньшей мере одного параметра в течение одного цикла клипирования и использовать это значение для отслеживания параметра и повторять эту процедуру с заданными интервалами, например, для получения значения параметра через каждые десять или двадцать циклов и использования полученного значения для отслеживания параметра в течение этого интервала. Длина такого интервала может выбираться, например, в зависимости от общего количества циклов клипирования в процессе производства и/или величины запаса клипс или запаса трубчатой или мешкообразной упаковочной оболочки M.
Независимо от того, получено значение параметра только один раз или несколько раз, последовательно или через заданные интервалы, значение параметра получают каждый раз, когда запускается клипсатор CM. Это делается при каждом запуске производственного процесса, а также после каждого прерывания производственного процесса, например, для пополнения запаса клипс C или трубчатой или мешкообразной упаковочной оболочки M, или после неисправности или технического обслуживания.
Например, параметром может быть параметр привода, такой как крутящий момент, передаваемый приводимому в действие компоненту клипсатора CM, или ток привода. Эти параметры могут использоваться для индикации качественных характеристик изготавливаемого в настоящий момент изделия.
Примером предлагаемого в изобретении способа управления клипсатором CM является следующее: в случае, если управляемым компонентом является клипирующее устройство 20, в частности клипирующие штампы 22, 24, на основе значения параметра "крутящий момент" и/или "ток", полученного во время цикла клипирования, дается показание усилия обжима. В частности, существенное увеличение предполагаемого усилия обжима может свидетельствовать о том, что в один из клипирующих штампов 22, 24 ошибочно попала дополнительная закрывающая клипса C. Существенное снижение предполагаемого усилия обжима может указывать на отсутствие одной или обеих закрывающих клипс C и, таким образом, свидетельствовать, например, об исчерпании запаса клипс или перебое в линии подачи клипс C.
В случае если приводимым в действие компонентом является средство 30 сбора в складки, то увеличение параметра "крутящий момент" и/или "усилие" может свидетельствовать о складках упаковочной оболочки M, которые препятствуют сбору в складки заполненной трубчатой или мешкообразной упаковочной оболочки M и/или формированию складчатого участка P на ней. С другой стороны, существенное снижение параметра "крутящий момент" и/или "усилие" может вызываться разрывом оболочки или отсутствием упаковочной оболочки M, например исчерпанием запаса упаковочной оболочки M на наполняющей трубке 10.
То же самое справедливо в случае, когда клипсатор CM включает в себя центральный кулачковый диск, который приводится в действие единственным приводом, таким как серводвигатель, при этом центральный кулачковый диск приводит в действие компоненты клипсатора CM, такие как клипирующее устройство 20, в частности клипирующие штампы 22, 24, и средство 30 сбора в складки. За время одного оборота центрального кулачкового диска выполняется один цикл клипирования. Компоненты активируются в соответствующих угловых положениях или угловых диапазонах центрального кулачкового диска. Это означает, что в конкретных угловых положениях, или в соответствующих угловых диапазонах, средство 30 сбора в складки осуществляет сбор заполненной трубчатой оболочки М в складки и операцию распределения с целью формирования складчатого участка P. Затем в соответствующих других угловых положениях или диапазонах клипирующие штампы 22, 24 выполняют операцию закрывания с наложением и обжатием одной или двух закрывающих клипс C на складчатом участке P.
Эти операции выполняются в угловом диапазоне кулачкового диска приблизительно от 90° до 270°. В частности, в этом угловом диапазоне ожидаются максимальные значения параметра, подлежащего отслеживанию, например максимального крутящего момента привода или максимального тока. Соответственно, предпочтительно, чтобы значение параметра, подлежащего отслеживанию, было получено в этом угловом диапазоне. Альтернативно, можно также получать значение контролируемого параметра за время полного оборота кулачкового диска.
Альтернативно, один или несколько других параметров могут выбираться для формирования основы, на базе которой может контролироваться клипсатор СМ, например: длина или скорость стягивания упаковочной оболочки М с наполняющей трубки 10, или объем и скорость подачи наполнителя через наполняющую трубку 10.
Согласно настоящему изобретению, также можно получать значения более чем одного параметра клипсатора CM. Сочетание значений различных параметров может использоваться для индикации качества колбасного изделия S или производственного процесса. Например, давление обжима может свидетельствовать о герметичности обжатой клипсы (клипс) C, а усилие, создаваемое средством 30 сбора в складки может свидетельствовать о степени наполнения или вялости колбасного изделия S.
Значение выбранного параметра может быть получено в различные конкретные моменты времени во время цикла клипирования, что дает соответствующие различные значения упомянутого параметра. Конкретный момент времени может соответствовать конкретному положению или углу поворота элементов машины, таких как центральный кулачковый диск или центральная шестерня передачи, вызывая различные состояния нагрузки соответствующего компонента машины или конкретное состояние изготовления колбасного изделия S.
Это позволяет получать конкретное значение в упомянутый конкретный момент времени, например максимальное или минимальное значение упомянутого параметра, например максимальное или минимальное усилие или крутящий момент в выбранной момент времени при заполнении упаковочной оболочки M, в процессе сбора в складки или при обжиме одной или нескольких закрывающих клипс C.
Упомянутое конкретное значение может служить показателем качества изделия или свойства клипсатора CM, например свидетельствовать об износе конкретных элементов.
Для того чтобы надежно запустить производственный процесс, оператор выбирает колбасное изделие S, которое должно быть изготовлено, и клипсатор CM запускается в автоматическом режиме.
Во время первого цикла клипирования или заданного количества циклов клипирования получают или регистрируют значение выбранного параметра, полученное значение или усредненное значение, сформированное из нескольких полученных значений, снабжают значением смещения и используют для отслеживания последующего процесса, и процесс изготовления продолжается на основе полученного(ых) значения(ий) и диапазона, создаваемого значением смещения.
Соответственно, процесс изготовления может выполняться на основе автоматически полученного значения, которое отражает текущие условия клипсатора CM, например: условия эксплуатации, состояние износа, тип машины или ее размеры, в частности, в случае получения значений нескольких различных параметров клипсатора CM. Все эти факторы автоматически учитываются при автоматическом получении значения параметра, подлежащего отслеживанию, и при последующем отслеживании упомянутого параметра в пределах диапазона значений смещения. Таким образом, оператору не обязательно указывать конкретные условия клипсатора CM и настраивать клипсатор CM вручную. При этом процесс изготовления получается более надежным, и неправильные настройки могут быть исключены.
В зависимости от вида параметра, подлежащего отслеживанию в соответствии предлагаемым в изобретении способом, выход значения за пределы диапазона смещения является показателем возможной проблемы, такой как разрыв оболочки, исчерпание запаса оболочки, перерыв в подаче клипс или попадании более одной клипсы в клипирующие штампы 22, 24. В ответ на это блок CU управления может воздействовать на клипсатор CM, например: отключать клипсатор CM или останавливать поток наполнителя. Кроме того, может выдаваться соответствующий сигнал для информирования оператора. Сигнал может также включать в себя информацию о виде неисправности, чтобы обеспечить быстрое устранение неисправности и возобновление производственного процесса.
Клипсатор CM дополнительно оснащается переключателем для деактивации предлагаемого в настоящем изобретении способа управления клипсатором CM путем получения значения по меньшей мере одного параметра и отслеживания упомянутого параметра на основе полученного значения. Деактивация предлагаемого в настоящем изобретении способа путем переключения клипсатора CM в "нормальный" режим позволяет изготавливать колбасное изделие S обычным способом, и это, в частности, позволяет выбранному параметру изменяться в процессе изготовления, не приводя к остановке производственного процесса. Например, можно изготавливать колбасные изделия или сосиски S на том же клипсаторе CM в виде одиночных сосисок S в предлагаемом в изобретении автоматическом режиме или связок сосисок S, содержащих две или более связанные сосиски S с только одной закрывающей клипсой C между двумя последовательными сосисками S в "нормальном" режиме, в котором параметр, например усилие обжима, изменяется в процессе изготовления, как описано ниже.
В качестве примера изготовления одиночных сосисок S, часть наполнителя подается через наполняющую трубку 10 в трубчатую упаковочную оболочку М. Заполненная трубчатая или мешкообразная упаковочная упаковка M затем собирается средством 30 сбора в складки и на ней формируется складчатый участок P. На складчатый участок P накладываются и обжимаются две закрывающие клипсы C: первая закрывающая клипса C для закрывания только что заполненной части упаковочной оболочки М и вторая закрывающая клипса C для закрывания переднего конца упаковочной оболочки M, подлежащей последующему заполнению, при этом складчатый участок P между двумя закрывающими клипсами C служит для отделения только что изготовленной сосиски S от упаковочной оболочки M, находящейся на наполняющей трубке 10. Это означает, что в каждом цикле клипирования должны накладываться и обжиматься две закрывающие клипсы C, что требует определенного, приблизительно постоянного усилия обжима. С другой стороны, при изготовлении связки сосисок S между последовательными сосисками S может размещаться и обжиматься только одна закрывающая клипса C, в то время как при формировании переднего конца и заднего конца упомянутой связки сосисок S должны размещаться и обжиматься две закрывающие клипсы С, как и при изготовлении одиночных сосисок S. При этом усилие обжима обязательно изменяется. Соответственно, в данном случае автоматический режим, в котором получают значение выбранного параметра, снабжают его значением смещения и используют для отслеживания упомянутого параметра во время последующего производственного процесса, должен быть отключен.
Наличие упомянутого переключателя, позволяющего переключаться между различными режимами работы, увеличивает гибкость клипсатора CM в отношении видов изделий, которые могут изготавливаться на упомянутом клипсаторе CM.
Что касается "переключателя", следует отметить, что упомянутый переключатель не обязательно должен быть механическим переключателем. Согласно настоящему изобретению, переключение между различными режимами работы также может осуществляться путем ввода программы обработки, хранящейся в блоке CU управления клипсатора CM, например, посредством соответствующего ввода команды в блок CU управления с помощью сенсорной панели или другого подобного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клипсатор с усовершенствованным выгружающим устройством | 2020 |
|
RU2737673C1 |
| ЧЕТЫРЕХКЛИПСОВЫЙ КЛИПСАТОР | 2021 |
|
RU2759607C1 |
| ЧЕТЫРЕХКЛИПСОВЫЙ КЛИПСАТОР | 2022 |
|
RU2801686C1 |
| КЛИПСАТОР С ПРОСТЫМ ДОСТУПОМ | 2016 |
|
RU2650379C1 |
| НАПОЛНИТЕЛЬНАЯ ТРУБКА МНОГОУГОЛЬНОЙ ФОРМЫ С СООТВЕТСТВУЮЩИМ ТОРМОЗОМ ОБОЛОЧКИ | 2014 |
|
RU2556905C1 |
| КЛИПСАТОР С ПРИВОДОМ, ИМЕЮЩИМ УКОРОЧЕННЫЙ КОЛЕНЧАТЫЙ ВАЛ | 2012 |
|
RU2533898C2 |
| УЗЕЛ ТОРМОЗА ОБОЛОЧКИ | 2013 |
|
RU2547453C1 |
| ПЕРЕЖИМАЮЩИЙ УЗЕЛ КЛИПСАТОРА | 2009 |
|
RU2425784C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОТОЧНОЙ ЛИНИЕЙ, ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛБАСООБРАЗНЫХ ПРОДУКТОВ, КЛИПСАТОР ДЛЯ ПОТОЧНОЙ ЛИНИИ И ЗАГРУЗОЧНАЯ МАШИНА ДЛЯ ПОТОЧНОЙ ЛИНИИ | 2007 |
|
RU2438333C2 |
| КЛИПСАТОР И СПОСОБ УПРАВЛЕНИЯ ИМ | 2011 |
|
RU2543295C2 |
Группа изобретений относится к пищевой промышленности, а именно к способу и устройству изготовления колбасных изделий с помощью клипсатора. Способ изготовления колбасных изделий, содержащих текучий наполнитель в трубчатой или мешкообразной упаковочной оболочке, с помощью клипсатора, имеющего блок управления для управления клипсатором, включает этапы подачи наполнителя в направлении подачи в трубчатую или мешкообразную упаковочную оболочку, хранящуюся на наполняющей трубке и закрытую на переднем конце закрывающим средством, таким как закрывающая клипса, сбора в складки заполненной трубчатой или мешкообразной упаковочной оболочки с помощью средства сбора в складки, расположенного ниже по потоку от наполняющей трубки, для формирования на ней складчатого участка, и наложение и обжим по меньшей мере одного закрывающего средства на складчатом участке для закрывания заполненной трубчатой или мешкообразной упаковочной оболочки, а также этапы запуска процесса изготовления, автоматического получения по меньшей мере одного значения по меньшей мере одного параметра клипсатора, снабжения полученного значения значением смещения для формирования диапазона допустимых значений упомянутого параметра и использования сформированного диапазона допустимых значений упомянутого параметра для отслеживания упомянутого параметра в ходе дальнейшего производственного процесса. Блок управления клипсатором выполнен с возможностью получения по меньшей мере одного значения по меньшей мере одного параметра клипсатора, снабжения полученного значения значением смещения для формирования диапазона допустимых значений упомянутого параметра и использования сформированного диапазона допустимых значений упомянутого параметра для отслеживания упомянутого параметра в ходе дальнейшего производственного процесса. 2 н. и 9 з.п. ф-лы, 3 ил.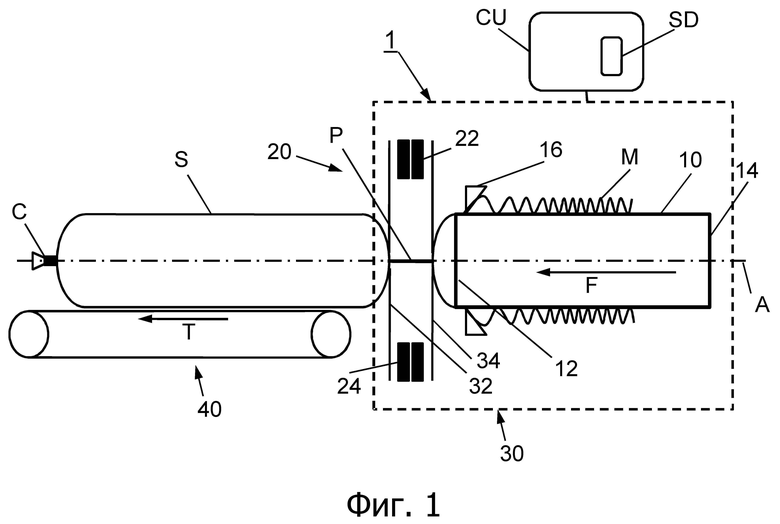
1. Способ изготовления колбасных изделий (S), содержащих текучий наполнитель в трубчатой или мешкообразной упаковочной оболочке (M), с помощью клипсатора (CM), имеющего блок (CU) управления для управления клипсатором (CM), при этом способ включает в себя этапы:
- подачи наполнителя в направлении (F) подачи в трубчатую или мешкообразную упаковочную оболочку (M), хранящуюся на наполняющей трубке (10) и закрытую с переднего конца с помощью закрывающего средства, такого как закрывающая клипса (C);
- сбора в складки заполненной трубчатой или мешкообразной упаковочной оболочки (M) с помощью средства (30) сбора в складки, расположенного ниже по потоку от наполняющей трубки (10), для формирования на ней складчатого участка (P); и
- наложения и обжимания по меньшей мере одного закрывающего средства (C) на складчатом участке (P) для закрывания заполненной трубчатой или мешкообразной упаковочной оболочки (M);
отличающийся наличием этапов:
- запуска процесса изготовления;
- автоматического получения по меньшей мере одного значения по меньшей мере одного параметра клипсатора (CM);
- снабжения полученного значения значением смещения для формирования диапазона допустимых значений упомянутого параметра; и
- использования сформированного диапазона допустимых значений упомянутого параметра для отслеживания упомянутого параметра в ходе дальнейшего производственного процесса.
2. Способ по п. 1, в котором по меньшей мере одно значение упомянутого по меньшей мере одного параметра получают при каждом запуске клипсатора (CM).
3. Способ по п. 1, в котором по меньшей мере одно значение по меньшей мере одного параметра получают в ходе заданного числа циклов клипирования после запуска клипсатора (CM).
4. Способ по п. 1, в котором по меньшей мере одно значение упомянутого по меньшей мере одного параметра получают в течение по меньшей мере выбранного периода по меньшей мере одного цикла клипирования клипсатора (CM).
5. Способ по п. 1, в котором по меньшей мере одно значение по меньшей мере одного параметра получают в заданный момент времени цикла клипирования.
6. Способ по п. 1, который дополнительно включает этап обеспечения клипсатора (CM) приводом, имеющим контроллер, при этом по меньшей мере один параметр является параметром упомянутого привода.
7. Способ по п. 6, в котором по меньшей мере один параметр представляет собой по меньшей мере одно из крутящего момента или тока, зарегистрированное контроллером привода.
8. Способ по п. 1, в котором получают по меньшей мере одно значение более чем одного параметра.
9. Способ по п. 1, который дополнительно включает этап переключения клипсатора (CM) между режимом работы на основе по меньшей мере одного полученного значения упомянутого по меньшей мере одного параметра и режимом работы на основе данных, хранящихся в блоке (CU) управления.
10. Клипсатор (CM) для изготовления колбасных изделий (S), содержащих текучий наполнитель в трубчатой или мешкообразной упаковочной оболочке (M), при этом клипсатор (CM) содержит:
- наполняющую трубку (10) для подачи наполнителя в трубчатую или мешкообразную упаковочную оболочку (M), хранящуюся на наполняющей трубке (10) и закрытую на переднем конце (12) закрывающим средством, таким как закрывающая клипса (C);
- узел (16) торможения оболочки, расположенный на наполняющей трубке (10), для приложения тормозного усилия к трубчатой или мешкообразной упаковочной оболочке (M) при ее стягивании с наполняющей трубки (10);
- средство (30) сбора в складки для сбора в складки заполненной трубчатой или мешкообразной упаковочной оболочки (M) и формирования на ней складчатого участка (P); и
- клипирующее устройство (20) для наложения и обжима по меньшей мере одного закрывающего средства (C) на складчатом участке (P),
отличающийся тем, что дополнительно содержит блок (CU) управления для управления клипсатором (CM), при этом блок управления (CU) выполнен с возможностью получения по меньшей мере одного значения по меньшей мере одного параметра клипсатора (CM), снабжения полученного значения значением смещения для формирования диапазона допустимых значений упомянутого параметра и использования сформированного диапазона допустимых значений упомянутого параметра для отслеживания упомянутого параметра в ходе дальнейшего производственного процесса.
11. Клипсатор (CM) по п. 10, который выполнен с возможностью переключения между режимом работы на основе по меньшей мере одного полученного значения упомянутого по меньшей мере одного параметра и режимом работы на основе данных, хранящихся в блоке (CU) управления.
| Устройство для изготовления анизотропных постоянных магнитов из магнитотвердых порошков | 1989 |
|
SU1731432A1 |
| DE 59906061 D1, 31.07.2003 | |||
| DE 502005004691 D1, 28.08.2008 | |||
| US 4347646 A (HANDTMANN ALBERT GMBH & CO), 07.09.1982 | |||
| EP 3006358 A1 (POLY CLYP SYSTEM CORP), 13.04.2016 | |||
| Устройство для получения водных растворов диоксида углерода | 1986 |
|
SU1428437A1 |

