Изобретение относится к металлургии, в частности к непрерывной разливке металла.
Наиболее близким к заявляемому устройству является «Устройство для получения непрерывнолитой деформируемой заготовки», описанное в патенте РФ №2699889 (опубликовано: 11.09.2019 Бюл. №26), содержащее разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой бойков, каждый из которых имеет наклонный верхний и нижний участки рабочей поверхности, разделенные уступом, и вращается на двух эксцентриковых параллельных горизонтальных валах, а каждый из рабочих бойков второй пары - на нижнем приводном эксцентриковом валу с возможностью смещения по фазе к первой паре возвратно-поступательного движения.
Недостаток известного устройства состоит в следующем. При переходе на другой технологический режим работы или профиль получаемого непрерывного изделия необходима перевалка (замена) боковых бойков на другие бойки, соответствующие заданному процессу. Вследствие этого требуется иметь парк боковых бойков с заданной калибровкой в нижней наклонной и калибрующей части. Кроме того, полная перевалка требует значительного времени, что, несомненно, сказывается на производительности устройства, то есть его уменьшении.
Заявляемое устройство содержит разливочный ковш со стаканом, вертикальный кристаллизатор. Кристаллизатор образован парой рабочих бойков с наклонными верхними и нижними участками, имеющими на стыке соединения выступы, и второй парой рабочих бойков, совершающих возвратно-поступательное движение в вертикальной плоскости. Каждый нижний участок боковых бойков, образован вставкой, имеющей наклонную поверхность, угол наклона которой может быть отличен от угла наклона
верхней части, и калибрующий участок. Крепление вставок осуществляется за счет фигурного выступа в задней части вставки и фигурного паза в нижней части бокового бойка. Каждый рабочий боковой боек вращается на двух эксцентриковых валах. Переход от одного технологического режима к другому обеспечивается заменой вставок в боковых бойках, что занимает значительно меньше времени, чем полная замена бойков, и ведет к экономии средств за счет замены парка боковых бойков, парком вставок.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в увеличении производительности за счет сокращения времени на перевалку бойков при переходе на другой технологический режим и экономии средств на инструмент деформации (вставка имеет значительно меньшую стоимость, чем боек).
Ограничительные признаки: разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой рабочих боковых бойков с рабочей поверхностью, имеющей наклонный верхний участок с выполненным под ним уступом, и второй парой рабочих вертикальных бойков, выполненных с возвратно-поступательного движения в вертикальной плоскости.
Отличительные признаки: каждый из боковых бойков имеет вставку в нижней его части, выполненную с возможностью ее замены, каждый наклонный боек имеет в нижней части фигурный паз, в которую заведена вставка, каждая вставка имеет фигурный выступ, соответствующий упомянутому фигурному пазу, наклонный участок с углом наклона, отличным от угла наклона наклонного участка бойка и калибрующий участок в нижней части вставки.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Вследствие того, что каждый из боковых бойков кристаллизатора имеет в нижней части съемные вставки, то переход на получение
непрерывного профиля иной конфигурации осуществляется не сменой бойков, а заменой одних вставок на другие, заданного поперечного сечения.
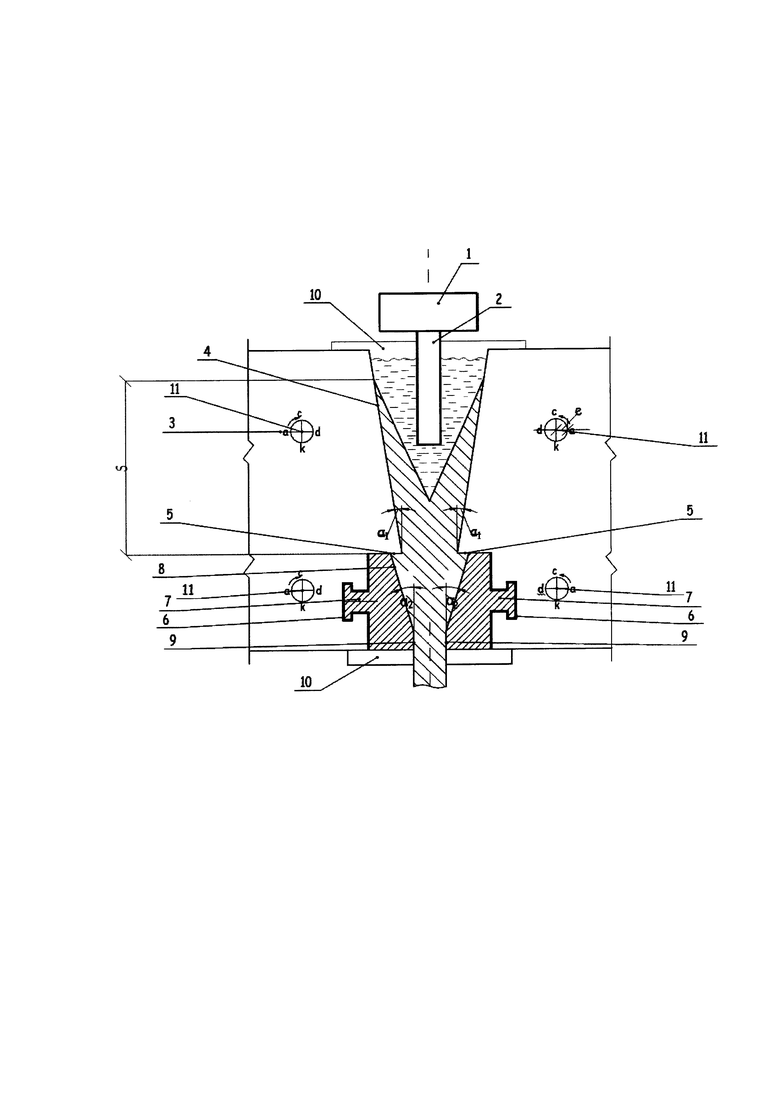
На фигуре приведен внешний вид устройства (сечение в вертикальной плоскости).
Заявляемое устройство состоит из разливочного ковша 1 с погружным стаканом 2, вертикального кристаллизатора, включающего пару бойков 3 с наклонными участками 4, уступом 5 и фигурными пазами 6, в которые заходят съемные вставки 7 с наклонными участками 8 и калибрующими участками 9, вертикальных бойков 10. Бойки приводятся в движение от приводных эксцентриковых валов 11.
Работа устройства: жидкий металл из ковша 1 через погружной стакан 2 поступает в составной кристаллизатор, образованный подвижными бойками, приводящимися в движение от приводных эксцентриковых валов 11, где охлаждается путем отвода тепла бойками кристаллизатора, деформируется и выталкивается вниз в виде заготовок заданного поперечного сечения.
При переходе на профиль заготовки другого поперечного сечения осуществляется перевалка (замена) нижней части деформирующего инструмента. Раздвигаются вертикальные бойки 10, из боковых бойков 3 вынимаются вставки 7, на места которых вставляются соответствующие новому сортаменту другие вставки, вертикальные бойки 10 прижимаются к боковым бойкам 3 и снова следует заливка жидкого металла в кристаллизатор и получение непрерывной деформируемой заготовки заданного поперечного сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения непрерывно-литых деформированных заготовок | 2021 |
|
RU2775387C1 |
| Устройство для получения непрерывнолитой деформируемой заготовки | 2019 |
|
RU2699889C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2021 |
|
RU2769679C1 |
| Устройство для получения непрерывно-литой деформированной заготовки | 2018 |
|
RU2678719C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2022 |
|
RU2781932C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТОЙ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ С БОЛЬШИМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2017 |
|
RU2647721C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2020 |
|
RU2752058C1 |
| Устройство для получения непрерывно-литого деформируемого листа | 2017 |
|
RU2645627C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ ПЛОСКИХ ЗАГОТОВОК | 2015 |
|
RU2617074C1 |
Изобретение относится к металлургии, в частности к непрерывной разливке металла. Устройство для получения непрерывно-литой деформированной заготовки содержит разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой рабочих боковых бойков с рабочей поверхностью, имеющей наклонный верхний участок с выполненным под ним уступом, и второй парой рабочих вертикальных бойков, выполненных с возможностью возвратно-поступательного движения в вертикальной плоскости. При этом каждый из боковых бойков имеет вставку в нижней его части, выполненную с возможностью ее замены. Технический результат заключается в увеличении производительности за счет сокращения времени на перевалку бойков при переходе на другой технологический режим. 2 з.п. ф-лы, 1 ил.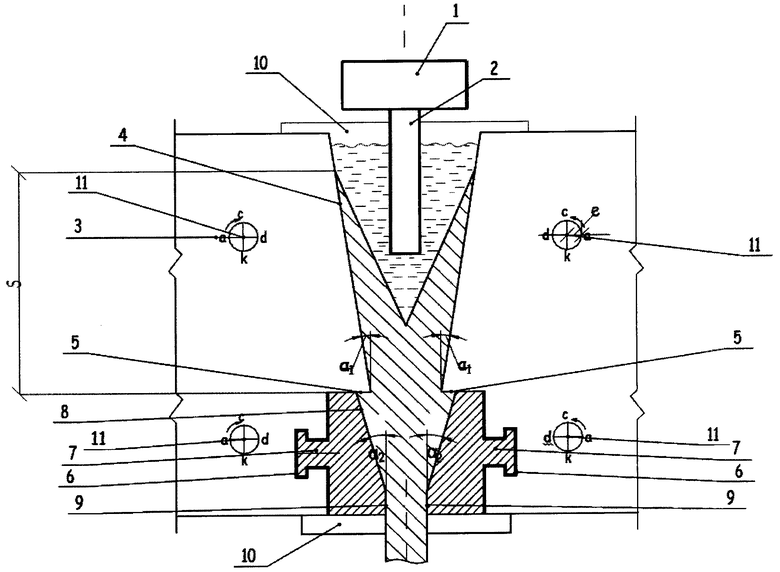
1. Устройство для получения непрерывно-литой деформированной заготовки, содержащее разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой рабочих боковых бойков с рабочей поверхностью, имеющей наклонный верхний участок с выполненным под ним уступом, и второй парой рабочих вертикальных бойков, выполненных с возможностью возвратно-поступательного движения в вертикальной плоскости, отличающееся тем, что каждый из боковых бойков имеет вставку в нижней его части, выполненную с возможностью ее замены.
2. Устройство по п. 1, отличающееся тем, что каждый боковой боек имеет в нижней части фигурный паз, в который заведена вставка.
3. Устройство по п. 2, отличающееся тем, что каждая вставка имеет фигурный выступ, соответствующий упомянутому фигурному пазу, наклонный участок с углом наклона, отличным от угла наклона наклонного участка бойка, и калибрующий участок в нижней части вставки.
| Устройство для получения непрерывнолитой деформируемой заготовки | 2019 |
|
RU2699889C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077407C1 |
| Устройство для получения непрерывно-литой деформированной заготовки | 2018 |
|
RU2678719C1 |
| JP 7039479 Y2, 13.09.1995 | |||
| Устройство для обслуживания промежуточных ковшей | 1983 |
|
SU1113209A1 |
| Универсальный блок для сменных пакетов форм литья под давлением | 1981 |
|
SU1004001A1 |

