Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией металла.
Наиболее близким к заявляемому устройству является устройство (Патент №2041011 RU. Устройство для непрерывного литья заготовок. Опубл. 09.08.1995), содержащее разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой стенок с наклонными верхними и нижними участками рабочей поверхности, каждая из которых закреплена на двух эксцентриковых параллельных горизонтальных валах, а каждая из рабочих стенок второй пары - на нижнем приводном эксцентриковом валу с возможностью смещения по фазе к первой паре возвратно-поступательного движения.
Недостаток известного устройства заключается в том, что рабочие бойки полностью изготовлены из жаропрочной стали, что снижает эффективность теплоотвода от кристаллизующегося металла к кристаллизатору.
Заявляемое устройство содержит разливочный ковш со стаканом, вертикальный кристаллизатор, который образован парой рабочих бойков с наклонными верхними и вертикальными нижними участками, совершающих вращательное движение на двух эксцентриковых валах, и второй парой вертикальных рабочих бойков, совершающих возвратно-поступательное движение.
Каждый боек имеет водоохлаждаемые рабочие вставки, улучшающие теплообмен и не уменьшающие прочностные характеристики устройства и увеличивающие его производительность.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в повышении надежности и эффективности его работы.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой бойков с наклонными верхними и вертикальными нижними участками рабочей поверхности, совершающих вращательно-поступательное движение.
Отличительные признаки: каждый боек имеет водоохлаждаемые вставки: из меди - верхние вставки, из жаропрочной стали - нижние вставки.
Причинно-следственная связь между совокупностью существенных признаков заявляемым устройством и достигаемым техническим результатом заключается в следующем.
Условно объем кристаллизующегося металла в составном кристаллизаторе можно разбить на три зоны: зона жидкого металла с кристаллизовавшейся корочкой на бойках (2/3 от общего объема), зоны твердо-жидкого металла (конгломерат), примерно 1/12 от общего объема, зона твердого деформируемого полностью закристаллизовавшегося металла (1/4 от общего объема).
При сближении наклонных бойков усилие на них в верхней зоне будет незначительно, так как металл в этой области находится в основном в жидком состоянии, кроме корочки, закристаллизовавшейся на поверхности бойков. Деформация в этой зоне сводится, по сути, к разрушению образовавшейся на вертикальных бойках корочки металла. Следовательно, для более интенсивного отвода тепла водоохлаждаемые вставки выполнены из меди, так как коэффициент теплопроводности меди в 20 раз больше, чем у стали, поэтому можно увеличить скорость прохождения металла по кристаллизатору, а это - увеличение производительности устройства, или уменьшение металлоемкости оборудования. В зоне полностью закристаллизовавшегося металла водоохлаждаемые вставки бойков выполняются из жаропрочной стали, выдерживающие давление со стороны деформируемого металла.
На фиг. 1 приведен внешний вид устройства, на фиг. 2 - сечение А-А фиг. 1. Заявляемое устройство состоит из разливочного ковша 1 с погружным стаканом 2, вертикального кристаллизатора, включающего пару бойков 3 с наклонными и вертикальными участками, сидящими на эксцентриковых валах 4 и пару вертикальных бойков 5. Бойки 3, 5 имеют водоохлаждаемые вставки 6 из меди и водоохлаждаемые вставки 7 из жаропрочной стали.
Работа устройства: жидкий металл из ковша 1 через погружной стакан 2 поступает в составной кристаллизатор с подвижными бойками 3, 5, приводящимися в движение от эксцентриковых валов 4.
В зоне I, где наибольшая температура, будет происходить интенсивный отвод тепла через медные водоохлаждаемые вставки 6. В зонах II, III, где металл уже кристаллизовался и давление на бойке 3, 5 будет значительно, отвод тепла от твердого металла будет осуществляться через жаропрочные стальные вставки 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения непрерывнолитых деформированных заготовок | 2021 |
|
RU2769679C1 |
| Устройство для получения непрерывнолитой деформируемой заготовки | 2019 |
|
RU2699889C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2021 |
|
RU2775387C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2022 |
|
RU2781932C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2020 |
|
RU2752058C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТОЙ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ С БОЛЬШИМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2017 |
|
RU2647721C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146573C1 |
| Устройство для получения непрерывно-литого деформируемого листа | 2017 |
|
RU2645627C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169634C2 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2725258C1 |

Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией металла. Устройство для получения непрерывно-литой деформированной заготовки содержит разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой бойков с наклонными и вертикальными участками, каждый из которых совершает вращательное движение на двух эксцентриковых валах с деформацией кристаллизующегося металла, и второй парой рабочих бойков, совершающих возвратно-поступательное движение. Каждый из бойков на поверхности соприкосновения с кристаллизующимся металлом выполнен с водоохлаждаемыми вставками. Технический результат, получаемый при осуществлении заявляемого устройства, заключается в повышении надежности и эффективности его работы. 1 з.п. ф-лы, 2 ил.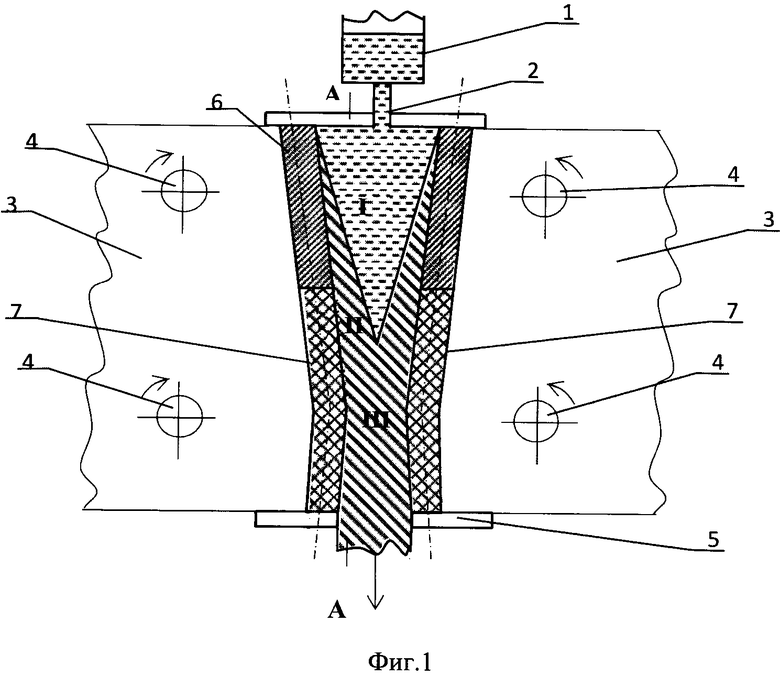
1. Устройство для получения непрерывно-литой деформированной заготовки, содержащее разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой бойков с наклонными и вертикальными участками, каждый из которых совершает вращательное движение на двух эксцентриковых валах с деформацией кристаллизующегося металла, и второй парой рабочих бойков, совершающих возвратно-поступательное движение, отличающееся тем, что каждый из бойков на поверхности соприкосновения с кристаллизующимся металлом выполнен с водоохлаждаемыми вставками.
2. Устройство по п. 1, отличающееся тем, что верхние водоохлаждаемые вставки выполнены из меди, а нижние - из жаростойкой стали.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2041011C1 |
| СПОСОБ ОБРАБОТКИ НЕПРЕРЫВНО-ЛИТЫХ СЛЯБОВ ИЛИ ПОЛОСЫ, А ТАКЖЕ ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ЛИСТ И ПОЛОСА | 2002 |
|
RU2292967C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1999 |
|
RU2169636C2 |
| УСТРОЙСТВО ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ ЖИДКОГО МЕТАЛЛА | 2015 |
|
RU2603412C2 |
| US 4438803 A, 27.03.1984. | |||

