Изобретение относится к металлургии, в частности к непрерывной разливке металла.
Наиболее близким к заявляемому устройству является «Устройство для непрерывного литья заготовки», описанное в патенте РФ №204101 RU, опубл. 09.08.1995 г., содержащее разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой бойков с наклонными верхними и нижними участками рабочей поверхности, каждая из которых закреплена на двух эксцентриковых параллельных горизонтальных валах, а каждый из рабочих бойков второй пары - на нижнем приводном эксцентриковом валу с возможностью смещения по фазе к первой паре возвратно-поступательного движения.
Недостаток известного устройства состоит в следующем. Для кинематически стабильной работы устройства необходимо, чтобы при деформации закристаллизовавшегося металла наклонными участками бойков силы трения на них были больше, чем силы трения на вертикальных бойках, перемещающихся по кинематике процесса вверх и старающихся увлечь за собой деформируемый наклонными бойками металл. С этой целью на наклонных участках бойков делают насечку, а вертикальные бойки имеют шлифованную поверхность. Не смотря на это, не удается полностью блокировать перемещение металла вверх вслед за вертикальными бойками. Вследствие этого уменьшается подача металла вертикальными бойками при разведенных наклонных бойках. Значит, уменьшается производительность устройства.
Заявляемое устройство содержит разливочный ковш со стаканом, вертикальный кристаллизатор. Кристаллизатор образован парой рабочих бойков с наклонными верхними и вертикальными нижними участками рабочей поверхности и второй парой рабочих бойков, совершающих возвратно-поступательное движение в вертикальной плоскости. Каждый наклонный рабочий боек имеет в нижней своей части выступы и вращается на двух эксцентриковых валах. Обеспечивается полная подача металла вертикальными бойками и, тем самым увеличивается производительность устройства.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в увеличении производительности устройства при тех же оборотах эксцентриковых валов.
Ограничительные признаки: разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой бойков с наклонными верхними и вертикальными нижними участками рабочей поверхности, совершающих вращательное движение с деформацией на этом участке закристаллизовавшегося металла и калибровке заданного профиля на вертикальном нижнем участке, и второй парой рабочих бойков, совершающих возвратно-поступательное движение в вертикальной плоскости.
Отличительные признаки: каждый боек в нижней части наклонной поверхности имеет уступ.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем. Вследствие того, что каждый из боковых бойков кристаллизатора имеет в нижней части наклонных участков уступ, то при сближении бойков наклонные участки бойков, деформируя закристаллизовавшийся металл, заполняют уступ, образуя ступеньку, препятствующую перемещению металла вверх, вслед за перемещением вертикальных бойков.
Следовательно, при последующем повороте эксцентриковых валов будет осуществляться полная подача металла в расходящиеся боковые бойки, в соответствие с заданной кинематикой, определяемой величиной эксцентриков привода вертикальных бойков и углом наклона участков боковых бойков.
На чертеже приведен внешний вид устройства (сечения в вертикальной плоскости симметрии).
Заявляемое устройство состоит из разливочного ковша 1 с погружным стаканом 2, вертикального кристаллизатора, включающего пару бойков 3 с наклонными участками 4, калибрующими участками 5 и уступами 6, и пару рабочих вертикальных бойков 7. Бойки приводятся в движение от приводных эксцентриковых валов 8.
Работа устройства: жидкий металл из ковша 1 через погружной стакан 2 поступает в составной кристаллизатор, образованной подвижными бойками, приводящимися в движение от приводных эксцентриковых валов 8, где охлаждается путем отвода тепла бойками кристаллизатора, деформируется и выталкивается вниз в виде заготовки заданного поперечного сечения. При этом в кристаллизаторе наблюдается три зоны: I - зона жидкого металла; II - зона жидкого металла и закристаллизовавшейся корочки; III - зона твердого металла. При повороте эксцентриковых валов из точки а в точку d через точку с происходит сжатие (деформация) закристаллизовавшегося металла (зона III) бойками 3.
Уступом 6 в зоне III образуется ступенька в деформируемом металле, упирающемся в уступ 6.
При этом, вертикальные бойки идут вверх, проскальзывая по закристаллизовавшемуся металлу. Образовавшиеся на деформируемом металле ступеньки упираются в уступ и не дают возможности металлу следовать за поднимающимися вертикальными бойками 7. Чтобы процесс был кинематически возможен, глубина уступа b должна быть меньше 2е, где е - величина эксцентриситета эксцентрикового вала в миллиметрах (b<2е). Наиболее оптимальный вариант b=е.
При дальнейшем повороте эксцентриковых валов из точки d в точку а через точку к боковые бойки расходятся (пунктирные линии).
Вертикальные бойки 7 идут вниз, увлекают за собой металл в образовавшийся проем (осуществляется подача).
При различных температурно-скоростных режимах работы устройства может случиться отрыв в горизонтальной плоскости уступа во время движения вверх вертикальных бойков. Когда бойки 3 расходятся, жидкий металл из зоны I под действием собственного веса может поступать в зоны II, III. Чтобы происходило залечивание оторвавшегося металла, необходимо чтобы жидкий металл дошел до уступа. Это возможно за время поворота эксцентриковых валов из точки d в точку а через точку k, то есть за пол-оборота. Если n - число оборотов эксцентриковых валов, то τ - время вполоборота будет τ=30/n. Путь 5, который должен преодолеть жидкий металл из зоны I до уступа:  , где q - ускорение силы тяжести, τх - время падения жидкого металла до уступа. Отсюда
, где q - ускорение силы тяжести, τх - время падения жидкого металла до уступа. Отсюда  Чтобы произошло залечивание, необходимо, чтобы τх<τ, отсюда
Чтобы произошло залечивание, необходимо, чтобы τх<τ, отсюда 
Например: n=100 об/мин, q=104 мм/сек2
S<450 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения непрерывно-литых деформированных заготовок | 2021 |
|
RU2775387C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2021 |
|
RU2769679C1 |
| Устройство для получения непрерывно-литой деформированной заготовки | 2018 |
|
RU2678719C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2022 |
|
RU2781932C1 |
| Устройство для получения непрерывно-литой деформируемой заготовки | 2019 |
|
RU2727135C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2020 |
|
RU2752058C1 |
| Устройство для получения непрерывно-литого деформируемого листа | 2017 |
|
RU2645627C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТОЙ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ С БОЛЬШИМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2017 |
|
RU2647721C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2725258C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
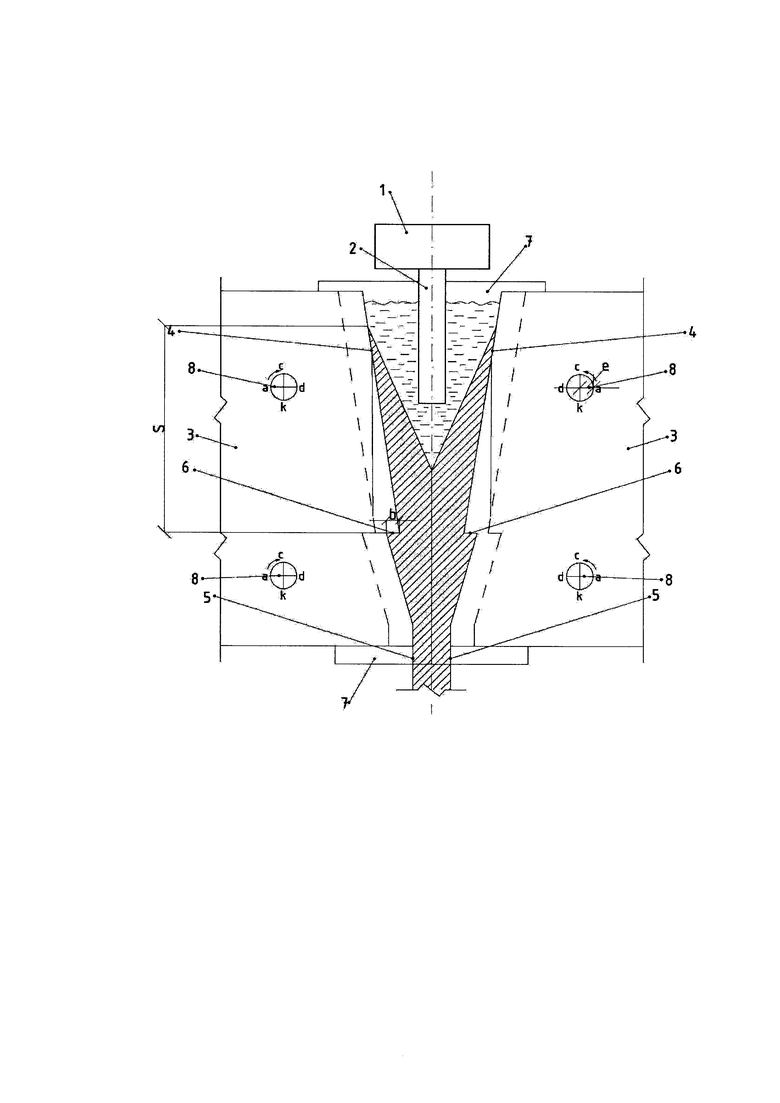
Изобретение относится к металлургии и может быть использовано при непрерывной разливке металла. Устройство содержит разливочный ковш со стаканом и вертикальный кристаллизатор. Кристаллизатор образован парой боковых бойков (3) с наклонными верхними (4) и нижними (5) участками рабочей поверхности и второй парой вертикальных рабочих бойков (7). Каждая стенка первой пары закреплена на двух эксцентриковых параллельных горизонтальных валах (8), а каждый из рабочих бойков второй пары - на нижнем приводном эксцентриковом валу. Рабочие бойки второй пары перемещаются со смещением по фазе к первой паре. Каждый из боковых бойков кристаллизатора выполнен с уступом на наклонных поверхностях в нижней его части, глубиной меньше 2е, где е - величина эксцентриситета эксцентрикового вала в миллиметрах. Обеспечивается увеличение производительности устройства при тех же оборотах эксцентриковых валов. 1 з.п. ф-лы, 1 ил.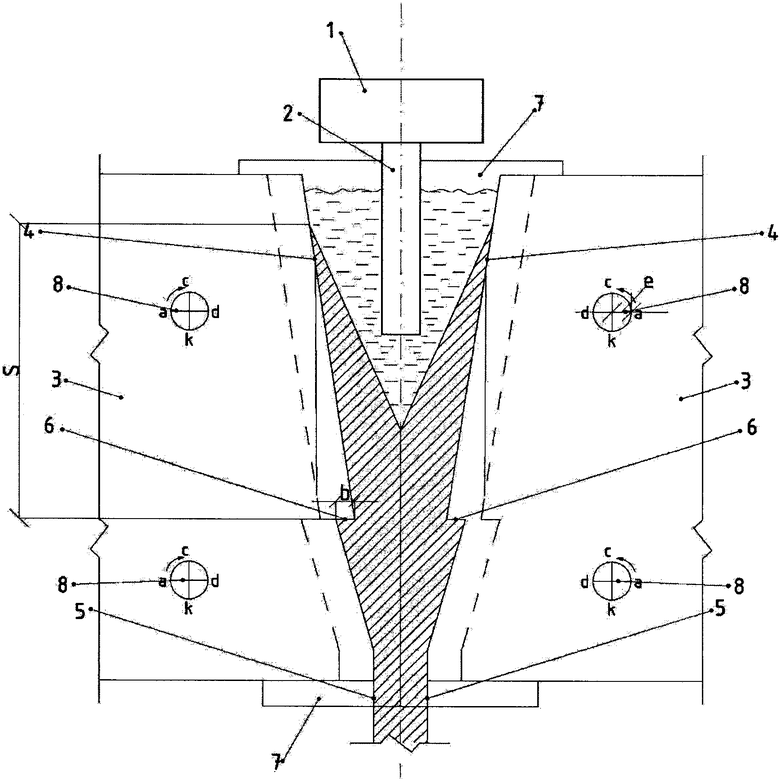
1. Устройство для получения непрерывнолитой деформируемой заготовки, содержащее разливочный ковш со стаканом, вертикальный кристаллизатор, образованный парой боковых бойков с наклонными верхними и нижними участками рабочей поверхности, каждая из которых закреплена на двух эксцентриковых параллельных горизонтальных валах, а каждый из рабочих бойков второй пары – на нижнем приводном эксцентриковом валу с возможностью смещения по фазе к первой паре возвратно-поступательного движения, отличающееся тем, что каждый из боковых бойков кристаллизатора выполнен с уступом на наклонных поверхностях в нижней его части, при этом глубина уступа составляет меньше 2е, где е – величина эксцентриситета эксцентрикового вала в миллиметрах.
2. Устройство по п. 1, отличающееся тем, что расстояние S от начала образующейся корочки до уступа на наклонных поверхностях бойков соответствует условию
S<450 q/n2,
где q – ускорение силы тяжести, мм/сек2,
n – число оборотов эксцентрикового вала, об/мин.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2041011C1 |
| СПОСОБ ОБРАБОТКИ НЕПРЕРЫВНО-ЛИТЫХ СЛЯБОВ ИЛИ ПОЛОСЫ, А ТАКЖЕ ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ЛИСТ И ПОЛОСА | 2002 |
|
RU2292967C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1999 |
|
RU2169636C2 |
| WO 1990010514 A1, 20.09.1990 | |||
| US 4438803 A1, 27.03.1984. | |||

