Область техники, к которой относится изобретение
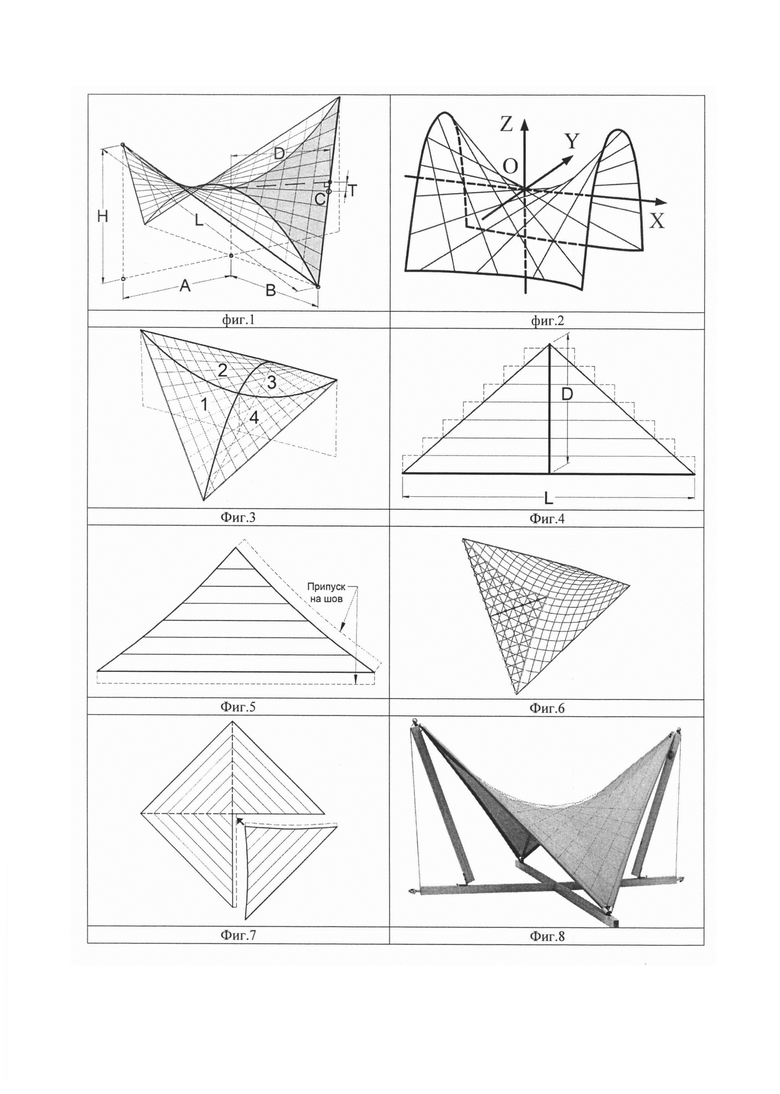
Изобретение относится к области архитектуры и строительства зданий, а именно сооружений с тентовыми покрытиями из пленочно-тканевых материалов, имеющих форму поверхности в виде гиперболических параболоидов. Такие сооружения в строительстве носят название гипаров. (Фиг. 1). Изобретение может быть использовано при изготовлении пространственных покрытий зданий и сооружений в качестве укрытий от неблагоприятных атмосферных воздействий для людей, техники и сельскохозяйственных угодий, в виде тентовых оболочек в форме линейчатых поверхностей отрицательной гауссовой кривизны. Площадь территории, перекрываемая такими оболочками, может достигать сотен квадратных метров. Это существенно повышает ответственность сооружений и требования к технологичности изготовления и точности получаемой конечной формы. Проблема, связанная с изготовлением заключается в противоречии между геометрией поверхностей отрицательной гауссовой кривизны в виде гиперболических параболоидов, которые не развертываются на плоскость без искажения размеров и формы, с одной стороны и плоской геометрией полос рулонных тентовых материалов, из которых они изготовляются. В связи с этим для их изготовления требуются специфичные способы их раскроя и технологии изготовления.
Уровень техники
Традиционно криволинейные поверхности из рулонных материалов создаются путем сегментации поверхности на плоские раскройные элементы с криволинейным контуром, ширина которых мало отличается от длины дуги на поверхности. Однако, этот путь приводит к существенным недостаткам: большому количеству составных элементов, значительной трудоемкости изготовления, перерасходу рулонного пленочно-тканевого материала из-за большого количества криволинейных отходов при раскрое, а также, к сложности обеспечения точной геометрии поверхности без образования складок и морщин, важнейшего функционального требования, предъявляемого к большепролетным тентовым оболочкам.
Известны способы образования оболочек отрицательной гауссовой кривизны из термопластичных пластмассовых материалов. Патент РФ №2333100 - «Способ изготовления комбинированных, декоративно-армированных, светопрозрачных оболочек отрицательной кривизны». Патент РФ №2255864 - «Способ изготовления ребристых оболочек отрицательной кривизны». Патент РФ №2388601 - «Способ изготовления оболочек отрицательной кривизны». Известен также, патент РФ №2414980 «Способ изготовления листовой конструкции с двоякой кривизной поверхности», позволяющий изготавливать оболочки двоякой положительной кривизны из плоских раскройных элементов. Однако, приведенные способы не могут быть применены к мягким рулонным пленочно-тканевым материалам, так как они не являются термопластичными и не могут образовывать жесткие оболочки вследствие неспособности сопротивляться продольному сжатию.
Наиболее близким в этом отношении к решению заявленной проблемы является патент РФ на изобретение №2622571 «Способ формообразования тентовых шатровых оболочек». Он принят за прототип изобретения. Выбранный прототип - это способ изготовления тентовой конструкции отрицательной гауссовой кривизны, геометрия формы которой описывается вращением вогнутой параболы вокруг вертикальной оси. Она создается путем деления на отдельные части, специально вычисленных плоских конфигураций, определяемых наложением сетей Чебышева на поверхность тента, с последующим соединением частей друг с другом и подвеской готовой оболочки в центре шатра для придания ей проектной формы. Существенным отличием, не позволяющим использовать в полном объеме это изобретение, является отсутствие в данном патенте технического решения, позволяющего эффективно использовать отличительное специфичное свойство гипаров - линейчатость геометрии, характерное для поверхностей в форме гиперболических параболоидов (Фиг. 2). Тогда как, техническое решение, построенное на использовании свойства линейности геометрии гипаров, приводит к значительным техническому и экономическому эффектам. Поэтому в качестве прототипа приняты лишь идеи расчленения конструкции на отдельные плоские части с последующей сваркой в единую конструкцию и использование сетей Чебышева для уточнения границ раскройных элементов.
Раскрытие сущности изобретения
Сущностью предлагаемого данным изобретением способа изготовления тентовой оболочки из рулонов пленочно-тканевых материалов является использование свойства линейчатости геометрии гиперболического параболоида, позволяющего создавать ее поверхность с помощью прямых линий, путем расположения полотен рулонов тканевой основы тентового материала вдоль основных прямолинейных направляющих поверхности, соединяющих концы парабол центральных сечений (Фиг. 3). При таком расположении, оси ортогональной сетчатой структуры тканевой основы материала оболочки совпадают с линиями нулевой кривизны на поверхности, что устраняет поперечный сдвиг и деформации ткани. Этим обеспечивается выполнение важнейшего требования к конструкции, а именно, достижения минимальных значений угловых деформаций тканевой основы тента в процессе формообразования криволинейной поверхности из плоских заготовок и достигается ряд новых положительных технических эффектов. Уменьшается риск образования складок на покрытии, оптимизируется распределение внутренних усилий в покрытии. Кроме того, упрощается технология изготовления и снижается расход материалов, благодаря увеличению размеров плоских раскройных частей оболочки из цельных прямолинейных полотен рулонного материала, а также, в связи с уменьшением объема криволинейных соединений по сравнению с традиционными сегментными способами раскроя.
По предлагаемому способу оболочка изготавливается из четырех крупноразмерных частей треугольной формы, ограниченных главными осевыми параболами и опорным контуром гипара (Фиг. 3). Каждая часть состоит из плоских заготовок, которые изготавливают параллельным соединением цельных полотен рулонного материала, расположенных вдоль основания треугольника (Фиг. 4). Профиль боковых сторон треугольного контура (Фиг. 5) определяются разложением на плоскость заготовки сети Чебышева, построенной на части поверхности гипара (Фиг. 6) известным методом, описанным в работах [1,2]. За продольную ось построения сети Чебышева принимается указанная выше геометрически прямолинейная направляющая поверхности, соединяющая концы главных парабол гипара. Поперечная ось направляется перпендикулярно продольной оси и проходит через центр гипара. Процесс изготовления завершается соединением указанных четырех частей боковыми сторонами в единую четырехугольную оболочку (Фиг. 7), готовую для монтажа на опорном контуре гипара (Фиг. 8).
Осуществление изобретения - порядок изготовления оболочки
1. Сшить или сварить четыре треугольные плоские заготовки из параллельно соединенных полос рулонного материала (Фиг. 4). Геометрическая длина основания треугольника L принимается равной длине стороны контура гипара и вычисляется по формуле (1). Геометрическая ширина заготовки D, являющаяся высотой треугольника, принимается равной расстоянию от контура гипара до его геометрического центра - седловой точки и вычисляется по формуле (2).
Особое условие: При раскрое указанные размеры увеличивают на ширину соединительных швов.
Для определения положения вершины треугольника вычисляется смещение ее от центра основания Т по формуле (3), зависящее от соотношения длин полуосей гипара. При полной симметрии гипара смещение не вычисляют, так как оно отсутствует и треугольник заготовки равнобедренный.



В приведенных формулах приняты обозначения (Фиг. 1):
А - размер продольной полуоси основания гипара;
В - размер поперечной полуоси гипара;
Н - высота гипара, вычисляемая как разница отметок верхних и нижних углов опорного контура гипара.
2. Построить сеть Чебышева на  части поверхности гиперболического параболоида (Фиг. 6). Центр сети должен находиться в т. С на продольной направляющей, с учетом смещения от ее середины на указанную выше величину Т (Фиг. 1).
части поверхности гиперболического параболоида (Фиг. 6). Центр сети должен находиться в т. С на продольной направляющей, с учетом смещения от ее середины на указанную выше величину Т (Фиг. 1).
3. Развернуть построенную сеть Чебышева на плоскую треугольную заготовку, совмещая продольную ось с основанием заготовки, а вертикальную ось с направлением высоты треугольника и нанести линию границы сети, проходящую через ее крайние точки (Фиг. 4). При этом, необходимо оставлять припуски на соединительные швы;
4. Вырезать контур заготовок с учетом припусков на швы (Фиг. 5);
5. Соединить сваркой или сшиванием четыре выполненные заготовки боковыми сторонами в единую оболочку (Фиг. 7). Особое условие: При соединении необходимо создать небольшое продольное натяжение стыкуемых элементов для выравнивания их кромок;
6. Смонтировать и натянуть оболочку на опорном контуре.
Предлагаемый способ экспериментально проверен при изготовлении оболочки модели гипара (Фиг. 8). Результаты эксперимента подтвердили существенное снижение трудоемкости изготовления, показали достаточную точность геометрии оболочки и отсутствие складок и морщин на ее поверхности.
Краткое описание чертежей
Фиг. 1 представляет аксонометрический рисунок гипара с указанием основных геометрических параметров: А и В - полуоси горизонтальной проекции гипара, Н - высота гипара, L - длина контурной направляющей, Т - смещение вершины треугольной заготовки от центра ее основания, D - расстояние от контура до центра гипара;
Фиг. 2 показывает пример расположения прямых направляющих линий на гиперболическом параболоиде;
Фиг. 3 приводит схему предлагаемой разбивки поверхности гипара на 4 части;
Фиг. 4 показывает раскрой плоской заготовки из параллельных полотен материала;
Фиг. 5 показывает форму боковых сторон заготовок и места размещения припусков на швы;
Фиг. 6 показывает сеть Чебышева, построенную на 1А части поверхности гипара;
Фиг. 7 показывает схему соединения заготовок в цельную оболочку;
Фиг. 8 представляет сканированную фотографию внешнего вида изготовленной по описываемому способу экспериментальной модели тентовой оболочки покрытия гипара после монтажа на опорном контуре.
Использованные литературные источники
1. С.Е. Степанов. О кройке одежды по Чебышеву. // Соросовский образовательный журнал, №7, 1998 г., с. 122
2. Ишанова, В.И. Компьютерное моделирование оболочек сетями Чебышева / В.И. Ишанова, Е.М. Удлер // V Международный симпозиум «Актуальные проблемы компьютерного моделирования конструкций и сооружений»: сб. науч. тр. / ИрГТУ. - Иркутск: Изд-во ИрГТУ, 2014. - С. 182-183.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТЕНТОВЫХ ШАТРОВЫХ ОБОЛОЧЕК | 2015 |
|
RU2622571C2 |
| ФУНДАМЕНТ ПОД ОПОРУ | 1993 |
|
RU2084588C1 |
| Пространственное покрытие зданий и сооружений | 1981 |
|
SU1006662A1 |
| Сборное пространственное покрытие | 1983 |
|
SU1135870A1 |
| Сборная железобетонная оболочка | 1980 |
|
SU937654A1 |
| Бункер для сыпучих материалов | 1984 |
|
SU1222801A1 |
| Способ образования висячей оболочки в форме гиперболического параболоида | 1990 |
|
SU1799968A1 |
| Опалубка для изготовления оболочек типа гипар | 1977 |
|
SU727810A1 |
| СОТОВАЯ СТРУКТУРА | 2017 |
|
RU2660879C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
Изобретение относится к области архитектуры и строительства сверхлегких большепролетных сооружений, а именно к изготовлению тентовых строительных покрытий с геометрией поверхности в виде гиперболических параболоидов, получаемых закреплением по контуру на несущем каркасе растянутой большеразмерной оболочки, специальным образом раскроенной из полос рулонного пленочно-тканевого материала. Способ изготовления оболочек тентовых гипаров включает изготовление четырех плоских заготовок треугольной формы из продольно соединенных сваркой или сшиванием полос рулонного пленочно-тканевого материала, расположенных вдоль оснований треугольников, имеющих длину, равную расстоянию между смежными углами опорного контура гипара. Для придания оболочке необходимой формы поверхности на заготовки наносят, с учетом ширины соединительного шва, профиль боковых сторон, который предварительно определяется методом наложения сетей Чебышева на поверхность гипара с условием совмещения их продольных осей с направляющими линиями на краях гипара, и обрезают боковые стороны по построенному профилю. Заготовки сваривают или сшивают боковыми сторонами, натянутыми до их выравнивания, в единую оболочку. В целях уменьшения угловых деформаций в оболочке покрытия способ предусматривает при раскрое перенос осей прямоугольной структуры материала из параболического центра гипара в точки с нулевой кривизной поверхности, расположенные на каждой стороне его контура в местах ортогонального пересечения прямолинейных направляющих поверхности. Изобретение обеспечивает придание покрытию тентового гипара функционально необходимой точной и гладкой, без складок и перекосов формы, снижение затрат на изготовление и упрощение технологии изготовления. 8 ил.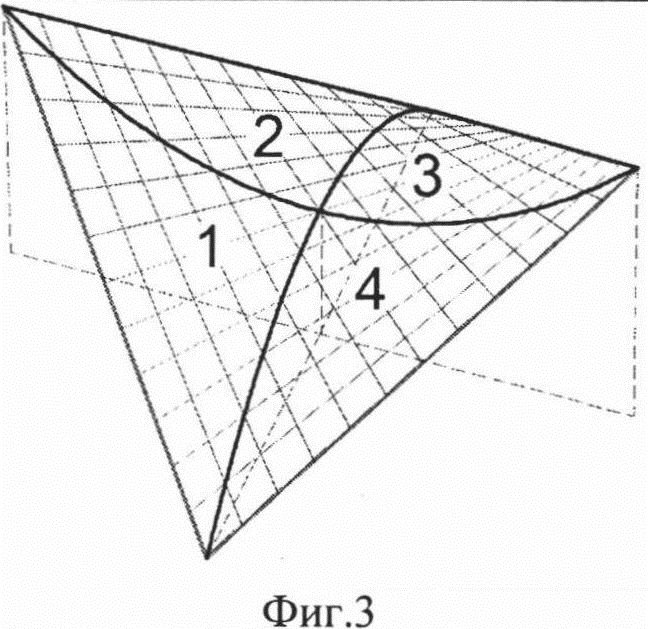
Способ изготовления оболочек тентовых гипаров, заключающийся в том, что сначала изготавливают четыре плоские заготовки треугольной формы из продольно соединенных сваркой или сшиванием полос рулонного пленочно-тканевого материала, расположенных вдоль оснований треугольников, имеющих длину, равную расстоянию между смежными углами опорного контура гипара, затем для придания оболочке необходимой формы поверхности на заготовки наносят, с учетом ширины соединительного шва, профиль боковых сторон, который предварительно определяется методом наложения сетей Чебышева на поверхность гипара с условием совмещения их продольных осей с направляющими линиями на краях гипара, и обрезают боковые стороны по построенному профилю, после этого заготовки сваривают или сшивают боковыми сторонами, натянутыми до их выравнивания, в единую оболочку, отличающийся тем, что для уменьшения угловых деформаций в оболочке покрытия предусматривают при раскрое перенос осей прямоугольной структуры материала из параболического центра гипара в точки с нулевой кривизной поверхности, расположенные на каждой стороне его контура в местах ортогонального пересечения прямолинейных направляющих поверхности.
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТЕНТОВЫХ ШАТРОВЫХ ОБОЛОЧЕК | 2015 |
|
RU2622571C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ДЕКОРАТИВНО-АРМИРОВАННЫХ СВЕТОПРОЗРАЧНЫХ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2006 |
|
RU2333100C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2007 |
|
RU2388601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ КОНСТРУКЦИИ С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ | 2009 |
|
RU2414980C2 |
| КАРКАСНО-ТЕНТОВАЯ КОНСТРУКЦИЯ | 2005 |
|
RU2280130C1 |
| US 20030034061 A1, 20.02.2003 | |||
| US 5441069 A1, 15.08.1995. | |||

