Изобретение относится к машиностроительным технологиям поверхностного упрочнения деталей сельскохозяйственных машин, в частности, для упрочнения режущей кромки, например, дисковых сошников.
Известен способ упрочнения поверхностей термообработанных стальных деталей, где включены операции электроэрозионного легирования и ионного азотирования, при этом операцию электроэрозионного легирования выполняют графитовым электродом по меньшей мере в два этапа со снижением энергии разряда на каждом последующем этапе, причем первый этап легирования графитовым электродом проводят с энергией разряда 0,1-6,4 Дж и производительностью 0,2-4,0 см2/мин, а второй этап легирования графитовым электродом проводят с энергией разряда 0,1-2,83 Дж и производительностью 0,2-2,0 см2/мин [RU 2603932 C1, С23С 28/04 (2006.01), С23С 8/38 (2006.01), В23Н 5/00 (2006.01), 10.12.2016].
Существенным недостатком способа является низкая производительность процесса из-за увеличения этапов упрочнения деталей.
Известен способ восстановления высевающего диска для пневматического высевающего аппарата, включающий операции восстановления двух сторон высевающего диска с износом до 0,1-0,15 мм путем нанесения износостойкого покрытия проведением электроискровой обработки с получением слоя, толщина которого компенсирует износ с учетом припуска на последующую обработку и последующих механической обработки до получения шероховатости поверхности Ra=0,8-1,5 мкм, безабразивной ультразвуковой финишной обработки до получения шероховатости поверхности Ra=0,025-0,036 мкм и нанесения алмазоподобного тонкослойного покрытия 0,5-3 мкм на основе оксикарбида кремния [RU 2510318 С2, В23Р 6/00 (2006.01), В23Н 9/00 (2006.01), 27.03.2014].
Существенным недостатком способа является низкая производительность процесса из-за упрочнения двух сторон, а не одной.
Известен способ нанесения износостойкого покрытия на рабочую поверхность почворежущей детали почвообрабатывающей машины, имеющей форму диска, включающий дуговую наплавку точек износостойким присадочным материалом большей плотности, чем основной металл детали, расположенных на расстоянии друг от друга вдоль линий армирования, параллельных режущей кромки детали до линии армирования лезвийной поверхности устанавливают равным ширине заточки рабочей грани, имеющей напряжения сжатия, а расстояния между параллельными линиями армирования не более трех диаметров точек износостойкого материала, при этом точки износостойкого материала толщиной слоя 2-4 мм располагают на расстоянии друг от друга с обеспечением перекрытия в шахматном порядке [RU 2640515 C1, В23Р 6/00 (2006.01), В23К 13/01 (2006.01), 09.01.2018].
Существенным недостатком способа является большая вероятность появления трещин в процессе обработки и необходимость в точном оборудовании.
Известен способ упрочнения лезвийной поверхности детали, включающий нанесение на тыльную часть лезвия упрочняющей шихты, нагрев ее токами высокой частоты и деформирования затвердевшего упрочняющего слоя в формообразующем штампе с одновременной оттяжкой лезвия, выполнение предварительно на тыльной части лезвия, наносят путем электроискрового легирования спеченный вольфрамокобальтовый сплав, в качестве упрочняющей шихты используют шихту, содержащую, масса %: карбид бора 72-82, силикокальций 5-9, флюс П-0,66 остальное, при этом наносят ее слоем толщиной 0,8-2,5 мм, а при деформировании упрочняющего слоя осуществляют его вдавливание в лезвийную поверхность на глубину, равную его толщине, после чего деталь выдерживают при температуре 450-600°С в течение от 2 до 5 часов, а затем охлаждают на воздухе [RU 2697747 С2, В23К 9/04 (2006.01), С23С 26/00 (2006.01), В23Р 6/00 (2006.01), А01В 15/02 (2006.01), 18.07.2017].
Существенным недостатком способа является высокая трудоемкость и низкая производительность.
Наиболее близким к заявляемому техническому решению является способ упрочнения рабочих поверхностей дискового ножа, включающий термическую обработку, выполнение после термической обработки нагрева ножа до 90-110°С и проведение алмазного выглаживания торцевых поверхностей ножа со скоростью 35-48 м/мин алмазным наконечником со сферическим концом, радиус сферы которого 1,5 мм, с силой выглаживания 250 Н при продольной подаче 0,04 мм/об. Алмазное выглаживание осуществляют по кольцеобразным дорожкам, расположенным на торцевых поверхностях ножа и прилегающим к поверхности наружного диаметра кольца, термическую обработку ведут путем закалки с последующим низким отпуском до достижения твердости поверхности ножа 48-58 HRC [RU 2183681 C1, C21D 9/24 (2000.01), B23D 61/02 (2000.01), B23D 19/04 (2000.01), 20.06.2002].
Существенным недостатком способа является потребность в точном оборудовании и высокая трудоемкость.
Задача изобретения - формирование на поверхности режущей кромки лезвия дискового сошника упрочненного слоя, обладающего повышенной износостойкостью, снижение трудоемкости процесса обработки.
Это достигается благодаря тому, что упрочнение осуществляют путем электромеханической обработки одновременно при механическом и термическом воздействии упрочняющего инструмента движущегося по комбинированной траектории, состоящей из первого прохода по окружности на кромке лезвия, и последующих проходов по спиральной линии с незначительным взаимным перекрытием проходов до полного покрытия площади заточки лезвия диска. Механическое воздействие упрочняющего инструмента на поверхность диска составляет 100…300 Н, а термическое воздействие осуществляют при ступенчатом увеличении силы тока на инструменте от 800 до 1200 А с интервалом в зависимости от количества проходов, при напряжении 1…4 В, обеспечивая упрочнение на глубину 0,1…1,0 мм с достижением твердости не менее 50±2 HRC.
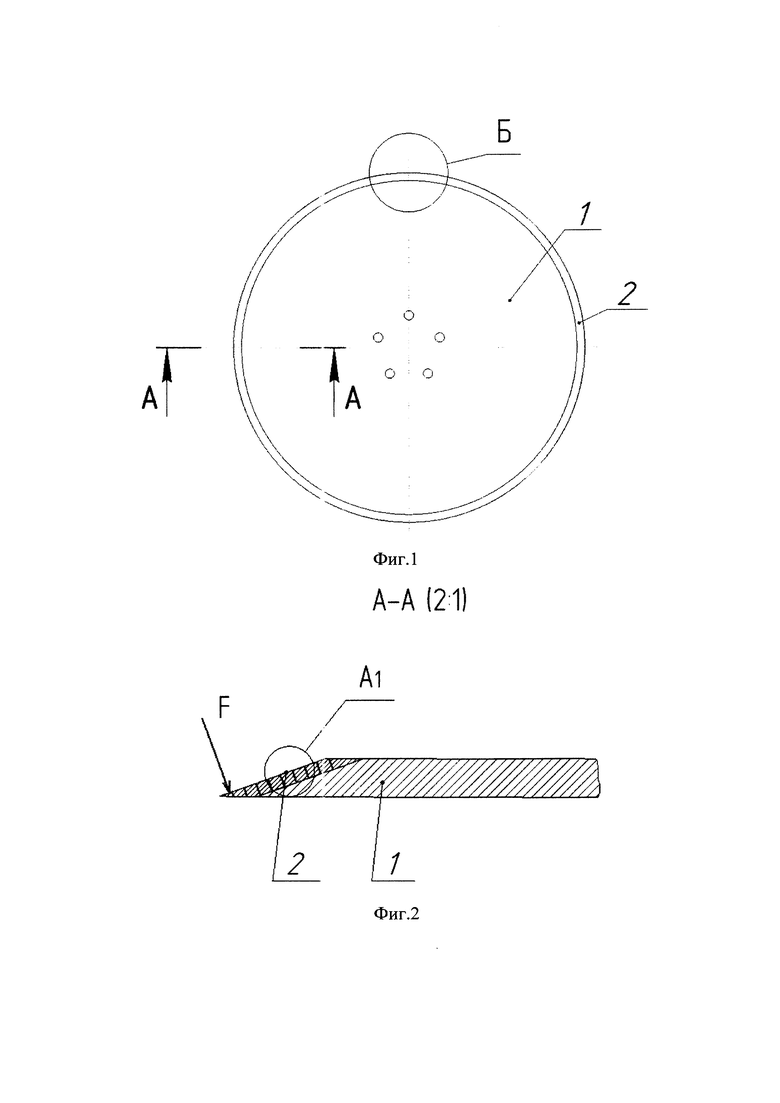
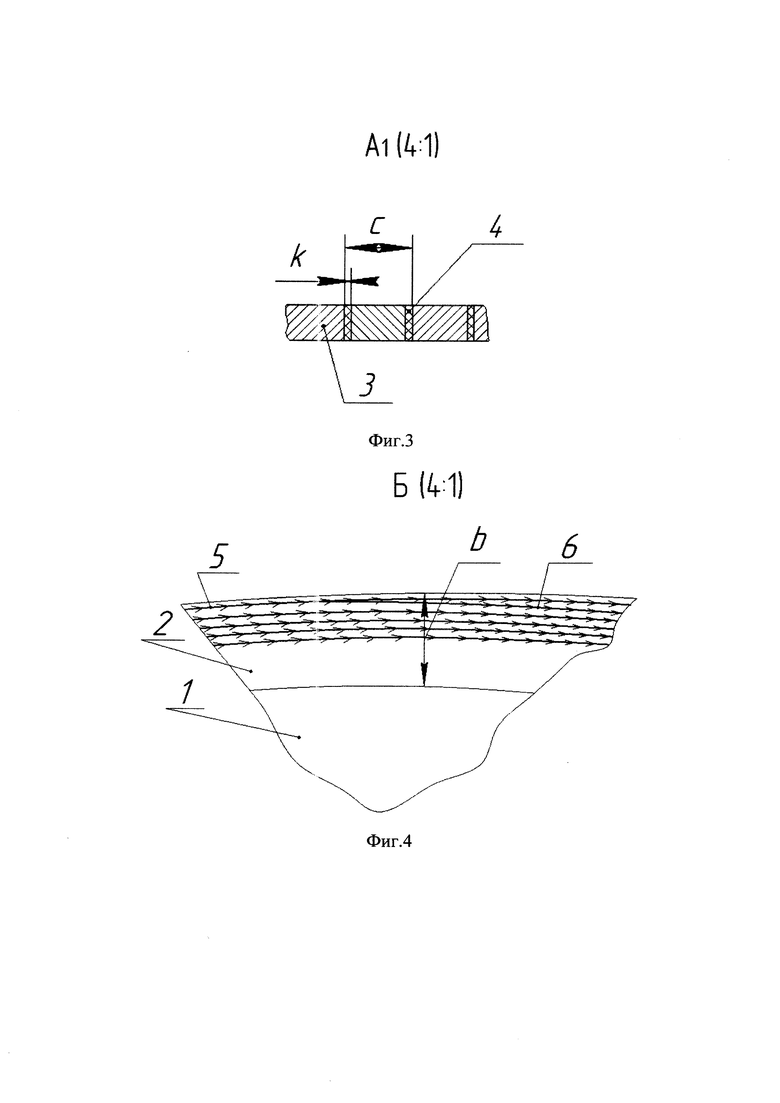
На фиг. 1 представлен общий вид диска сошника 1 с лезвием 2. На фиг. 2 показано сечение А-А лезвия 2 диска 1 с указанием усилия воздействия F при упрочнении, направленного перпендикулярно к лезвию, и следы проходов при упрочнении. На фиг. 3 показан выносной элемент A1 лезвия 2 диска 1 по фиг. 2 с представлением следов проходов при упрочнении 3 шириной с и указанием взаимных перекрытий 4 шириной к. На фиг. 4 представлен выносной элемент диска сошника 1 по фиг. 1 с указанием лезвия 2 шириной b, на котором показана комбинированная траектория движения упрочняющего инструмента, состоящая из первого прохода 5 по окружности и последующих проходов 6 по спиральной линии.
Механическое воздействие при обработке обеспечивает надежный контакт инструмента с упрочняемой поверхностью лезвия диска сошника. Термическое воздействие с учетом ступенчатого возрастания силы тока на инструменте при обработке создает местный нагрев материала диска выше критических точек, обеспечивая закалку. Низкое напряжения при обработке диска инструментом делает безопасным применение электрического тока в технологическом процессе. В результате при одновременном механическом и термическом воздействии глубина упрочненной поверхности достигает 0,1…1,0 мм с образованием твердости поверхностного слоя не ниже 50±2 HRC, что обеспечивает равномерное формирование износостойкого упрочненного слоя на режущей кромки диска сошника и снижение трудоемкости процесса обработки.
Источники информации
1. RU 2603932 C1, С23С 28/04 (2006.01), С23С 8/38 (2006.01), В23Н 5/00 (2006.01), 10.12.2016;
2. RU 2510318 C2, B23P 6/00 (2006.01), B23H 9/00 (2006.01), 27.03.2014;
3. RU 2640515 C1, B23P 6/00 (2006.01), В23К 13/01 (2006.01), 09.01.2018;
4. RU 2697747 C2, В23К 9/04 (2006.01), C23C 26/00 (2006.01), B23P 6/00 (2006.01), A01B 15/02 (2006.01), 18.07.2017;
5. RU 2183681 C1, C21D 9/24 (2000.01), B23D 61/02 (2000.01), B23D 19/04 (2000.01), 20.06.2002.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления плунжера комбинированной обработкой | 2020 |
|
RU2740935C1 |
| Способ упрочнения дисковых рабочих органов почвообрабатывающих орудий | 2023 |
|
RU2820471C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2016 |
|
RU2629139C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2601520C2 |
| Способ производства анкерных сошников стерневых сеялок со структурированной режущей частью | 2023 |
|
RU2811634C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2013 |
|
RU2549788C1 |
| СПОСОБ ЦИАНИРОВАНИЯ СТАЛЬНЫХ ИЛИ ТИТАНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2349432C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ СТАЛИ, ПОДВЕРГАЕМЫХ АБРАЗИВНОМУ ИЗНОСУ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ (ВАРИАНТЫ) | 2019 |
|
RU2718599C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2014 |
|
RU2566456C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА | 2014 |
|
RU2582840C1 |
Изобретение относится к машиностроительным технологиям поверхностного упрочнения деталей сельскохозяйственных машин, в частности к способам упрочнения режущей кромки дисковых сошников. Способ упрочнения режущей кромки диска сошника включает электромеханическую обработку упрочняющим инструментом, который перемещают по комбинированной траектории, при этом механическое воздействие упрочняющего инструмента на поверхность диска составляет 100-300 Н, а термическое воздействие осуществляют при увеличении силы тока на инструменте от 800 до 1200 А и при напряжении 1-4 В с обеспечением упрочнения на глубину 0,1-1,0 мм и достижением твердости не менее 50±2 HRC. Способ обеспечивает формирование на поверхности режущей кромки лезвия дискового сошника упрочненного слоя, обладающего повышенной износостойкостью. 4 ил.
Способ упрочнения режущей кромки диска сошника, включающий ее электромеханическую обработку упрочняющим инструментом, отличающийся тем, что упрочняющий инструмент перемещают по комбинированной траектории, состоящей из первого прохода по окружности на кромке лезвия и последующих проходов по спиральной линии с взаимным перекрытием проходов до полного покрытия площади заточки лезвия диска, при этом механическое воздействие упрочняющего инструмента на поверхность диска составляет 100-300 Н, а термическое воздействие осуществляют при увеличении силы тока на инструменте от 800 до 1200 А и при напряжении 1-4 В с обеспечением упрочнения на глубину 0,1-1,0 мм и достижением твердости не менее 50±2 HRC.
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДИСКОВОГО НОЖА | 2000 |
|
RU2183681C1 |
| 0 |
|
SU155199A1 | |
| JP 2007231351 A, 13.09.2007 | |||
| Цилиндрическое параболическое зеркало с регулируемым фокусным расстоянием | 1981 |
|
SU1015324A1 |
| US 6638379 B1, 28.10.2003. | |||

