Область техники
Настоящее изобретение относится к технологии термического соединения двух элементов из полимерного материала посредством индукционной сварки. Настоящее изобретение, в частности, относится к нагревательному элементу из ферромагнитного материала, расположению свариваемых элементов, а также системе для сварки с таким нагревательным элементом и способу термического соединения двух упомянутых элементов из полимерного материала.
Уровень техники
Элементы из полимерного материала могут быть соединены посредством термического соединения, при котором электропроводящий материал вводится между двумя соединяемыми элементами и подвергается нагреву посредством переменного электромагнитного поля, создаваемого специальным генератором. При индукционной сварке элементов из полимерного материала создается электромагнитное сцепление между электропроводящим намагничиваемым материалом и индукционным генератором, главным образом, посредством переменного электромагнитного поля, создаваемого обмоткой индукционного генератора.
Способ индукционной сварки, в частности, применяется для термического соединения концов полимерных труб с помощью полимерной муфты, насаживаемой на оба конца свариваемых элементов. Электропроводящий намагничиваемый нагревательный элемент вводится при этом между полимерной муфтой и боковой поверхностью каждого конца обеих соединяемых труб и подвергается индукционному нагреву, так что наружные поверхности обеих концов, а также внутренняя поверхность полимерной муфты расплавляются, и при последующем охлаждении за счет усадки создается прочное сварное соединение.
Способы индукционной сварки для полимерной трубы заявлены, например, в патенте EP 2 452 805 A1.
Технической проблемой при индукционной сварке является, все-таки, то, что количество теплоты или тепловой энергии, которая подводится нагревательным элементом, устанавливается так, что с одной стороны обеспечивается стабильное термическое сварное соединение, а с другой стороны устойчивость к деформации свариваемых друг с другом элементов не должна подвергаться риску. Только при таких условиях посредством индукционной сварки возможно получить "хорошее" сварное соединение.
Цель изобретения состоит в улучшении процесса индукционной сварки для получения "хороших" сварных соединений.
Раскрытие изобретения
Достижение данной цели раскрывается посредством независимых пунктов формулы изобретения. Предпочтительные варианты исполнения настоящего изобретения описаны в зависимых пунктах.
Согласно первому аспекту изобретения предлагается нагревательный элемент для термического соединения двух упомянутых элементов из полимерного материала, при этом при соединении первый внутренний элемент, по меньшей мере, частично охватывается вторым наружным элементом и нагревательный элемент расположен между первым внутренним элементом и вторым наружным элементом.
Упомянутый нагревательный элемент содержит лентообразную структуру, в которой выполнена группа отверстий. Размеры отверстий заданы так, что плавящийся полимерный материал первого внутреннего элемента и/или второго наружного элемента проникает через них и соединяется с плавящимся полимерным материалом другого элемента. В качестве альтернативы или в комбинации (с упомянутым), отверстия заполняются полимерным материалом, который может соединяться с плавящимся полимерным материалом первого внутреннего элемента и/или второго наружного элемента. Лентообразная структура выполнена из ферромагнитного материала, который имеет точку Кюри ниже 460°C.
Упомянутый нагревательный элемент основан на том, что посредством применения ферромагнитного материала с подходящей точкой Кюри для обоих соединяемых элементов создается автоматическое ограничение температуры в процессе термического соединения. Это означает, что такая температуре с одной стороны является достаточно высокой для расплавления полимерного материала, по меньшей мере, одного из элементов, а с другой стороны не является достаточно высокой, для того чтобы полимерный материал достигал температуры, приводящей к термическому разрушению, по меньшей мере, одного из элементов.
Такое термическое разрушение может, например, происходить потому, что соответствующий элемент расплавляется настолько, что в процессе термического соединения происходит незначительное изменение его формы. В частности, ферромагнитный материал должен иметь точку Кюри, которая, при условии, что эта точка Кюри также достигается в процессе термического соединения, приводит в течение типового для процесса термического соединения периода к расплавлению только поверхностного слоя, по меньшей мере, одного из двух элементов.
Понятие " материал" в данном документе следует понимать, как относящееся к "единому" материалу с «единой» точкой Кюри, так и к части или к нескольким частям, входящим в общий состав из различных материалов. В частности, понятие "материал" может относиться, по меньшей мере, к отдельному веществу (например, по меньшей мере, компоненту сплава) или общему составу из различных материалов (например, сплаву).
Преимущественно нагревательный элемент формируется таким образом, что на обеих сторонах лентообразной структуры это приводит к разогреву контактирующего с ним полимерного материала. Это означает, что при термическом соединении не просто один элемент приваривается к другому, но оба элемента, по меньшей мере, примерно симметрично свариваются друг с другом. Таким образом, в нагретом состоянии оба полимерных материала могут протекать через выполненные в лентообразной структуре отверстия, так что посредством этих отверстий создается множество мелких сварных соединений. После охлаждения это приводит к особенно высокой прочности получаемого термического соединения.
В этой связи следует указать на то, что упомянутый в данном документе нагрев может вызываться частично посредством потерь на перемагничивание и частично посредством электрических потерь. Под потерями на перемагничивание понимают так называемые потери на перемагничивание нагревательного элемента, которые связаны с ферромагнитной намагничиваемостью нагревательного элемента, а также такие потери могут называться потерями на гистерезис.
Электрическими потерями являются главным образом потери на омическом сопротивлении, в связи с индуцируемыми токами, в частности, вихревыми токами, которые создаются при индукционном взаимодействии нагревательного элемента с электромагнитным полем, создаваемым одним из соответствующих генераторов.
При достижении точки Кюри у нагревательного элемента исчезают потери на перемагничивание, и соответственно ввод энергии в нагревательный элемент снижается, так как возникающие еще только при определенных условиях электрические потери способствуют (дальнейшему) нагреву нагревательного элемента. В зависимости от конкретного исполнения нагревательного элемента такое исчезновение действующего подвода энергии за счет исчезновения потерь на перемагничивание уже может стать достаточным для ограничения температуры. При определенных условиях соответствующее снижение ввода энергии также может происходить из-за индукционного генератора, от которого тогда "отбирается меньшая мощность". В этой связи индукционный генератор можно рассматривать в качестве первичной стороны всей нагревательной системы, которая состоит из индукционного генератора и (в качестве вторичной стороны) нагревательного элемента. Обнаружение снижения отбора мощности можно использовать в качестве сигнала о необходимости настроить индукционный генератор так, чтобы индукционный перенос энергии далее снизился или даже выключился.
Согласно варианту исполнения изобретения ферромагнитный материал имеет точку Кюри ниже 400°C, в частности, предпочтительно ниже 300°C и более предпочтительно ниже 250°C. При этом имеется преимущество в том, что для полимерных элементов, которые имеют сравнительно низкую точку плавления, при длительном процессе индукционной сварки и/или сварки с повышенным значением энергии первичной стороны (создаваемой генератором) также может обеспечиваться высокая стабильность формы обоих свариваемых элементов.
Точка Кюри, которая явно выше точки плавления применяемых полимерных материалов, способствует быстрому нагреву в процесcе сварки и тем самым содействует сокращению продолжительности процесcа сварки. При относительно высокой точке Кюри необходимо оптимизировать нагревательный элемент касательно параметров теплоотвода, теплоемкости и скорости нагрева в том отношении, чтобы быстро аккумулируемая в нагревательном элементе энергия могла отводиться на полимерный материал таким образом, чтобы исключить его повреждение. Как будет показано далее, за счет применения материалов с различными значениями точки Кюри проявляющуюся макроскопически область перехода потерь ферромагнитных свойств возможно раздвинуть или передвинуть и за счет этого дополнительно сформировать функцию ограничения температуры.
Согласно следующему варианту исполнения изобретения лентообразная структура состоит из группы ферромагнитных материалов, имеющих различные значения точки Кюри. При этом имеется преимущество в том, что посредством подходящей смеси с количественным соотношением (массовым или объемным) различных ферромагнитных материалов можно установить оптимальное для соответствующего применения среднее значение точки Кюри.
Упомянутые различные ферромагнитные материалы могут также привести к тому, что нагревательный элемент будет иметь, по меньшей мере, два различных значения точки Кюри. На практике это означает, что до начала процесса соединения, когда температура нагревательного элемента и охватываемого полимерного материала является еще относительно низкой, оба материала содействуют индукционному нагреву со сравнительно высокой тепловой нагрузкой. Если далее в процессе достигается значение, превышающее точку Кюри конкретного материала, тогда процесс нагрева будет происходить с соответственно еще меньшей тепловой нагрузкой. Это делает возможным выгодным способом осуществить особо точное управление термическим соединением обоих элементов.
Следует отметить, что подобное ступенчатое управление тепловой нагрузкой можно в принципе реализовать с любым количеством ферромагнитных материалов, обладающих различными точками Кюри. На практике, все-таки, для многих применений достаточно, чтобы лентообразная структура содержала только два ферромагнитных материала с различных значениями точки Кюри.
Согласно следующему варианту исполнения настоящего изобретения лентообразная структура состоит из слоев различных материалов, которые, в частности, имеют различные значения твердости, упругости и/или пластичности.
Посредством соответствующего подбора количественного соотношения различных материалов становится возможным изменить собственные механические свойства отрезка нагревательного элемента так, что при вытяжке получаются заданные формы, которые способствуют улучшению, то есть повышенной механической прочности формируемого сварного соединения. В частности, возможно выполнение форм с разность высот и/или с закруглениями на переходе между поверхностью лентообразного материала и отверстиями.
Согласно существующим знаниям для упомянутого послойного исполнения подходят, в частности, комбинации из двух или более слоев следующих металлических сплавов: Cu-Al, Fe-Cu, Fe-высококачественная сталь, CU-Sn, Fe-Al, Al-Mg.
Для достижения оптимальной механической растяжимости при соответствующем применении возможно подбирать для конкретного сплава соотношение входящих в него металлов.
Чтобы исследовать влияние различных значений эластичности на качество и, в частности, на прочность сварного соединения, проведен ряд испытаний в соответствии с изобретением. При этом было обнаружено, что посредством заданной установки продольной эластичности лентообразной структуры может быть достигнуто явное улучшение результатов сварки. При этом под продольной эластичностью понимается эластичность лентообразной структуры в продольном направлении, которая действует, по меньшей мере, вдоль поверхности первого внутреннего элемента. При сварке труб - это расстояние в тангенциальном направлении по цилиндрической поверхности соответствующей трубы.
Из проведенных испытаний в соответствии с изобретением, в частности, следует, что при слишком низкой продольной эластичности, то есть, когда нагревательный элемент является слишком жестким или слишком твердым, он не может создать по всей поверхности соединения необходимое контактное давление, которое требуется для систематического и предпочтительно анизотропного расплавления соответствующего полимерного материала. При этом при слишком высокой продольной эластичности требуемое давление прижима не достигается ни в одном месте. Оказывается, что значение продольной эластичности от 30 Н до 300 Н для относительного удлинения в 0,1% и, в частности, от 60 Н до 200 Н для относительного удлинения в 0,1% приводит к особенно качественным результатам сварки. Следует отметить, что здесь значения продольной эластичности соответствуют коэффициенту жесткости лентообразной структуры (см. закон Гука).
Результаты частично указывают на то, что возможно создать послойное исполнение из нескольких слоев материалов с различным значением точки Кюри. Это дает преимущество в том, что для установки, по меньшей мере, одной подходящей для специального случая применения точки Кюри не нужно изготавливать сплав из различных материалов с различными значениями точки Кюри.
Согласно следующему варианту исполнения настоящего изобретения лентообразная структура выполнена так, что образует электропроводящую замкнутую структуру.
В явном выражении нагревательный элемент соответствует короткозамкнутой обмотке трансформатора, которая в качестве вторичной обмотки создает особенно эфективное электромагнитное сцепление, в частности особенно эфективное индуктивное сцепление с первичной обмоткой возбуждения трансформатора. При этом первичная обмотка, которая содержит одну или предпочтительно несколько обмоток, является существенной частью устройства, посредством которого оба элемента соединяются друг с другом термически и, в частности, свариваются.
При применении упомянутого нагревательного элемента для термического соединения двух элементов лентообразная структура может наматываться вокруг первого внутреннего элемента с нахлестом обоих концов лентообразной структуры и образованием замкнутой ленты, образующей единую вторичную обмотку.
При иных применениях, например, сварке двух полимерных труб посредством муфты, охватывающей один из обоих концов полимерной трубы (здесь обе полимерные трубы представляют внутренний элемент, а муфта – наружный элемент), лентообразная структура может также с самого сначала представлять собой замкнутую структуру, которая посредством насадки на конец, по меньшей мере, одной полимерной трубы устанавливается между полимерными трубами и муфтой.
Согласно следующему варианту исполнения настоящего изобретения нагревательный элемент дополнительно имеет слой с изменяемой адгезионной способностью, который, по меньшей мере, cкреплен с верхней поверхностью лентообразной структуры или образован в этой поверхности.
Слой с изменяемой адгезионной способностью может выгодным образом способствовать тому, что текучесть расплавляемого полимерного материала, который вступает в контакт с нагревательным элементом, можно устанавливать с учетом последующего охлаждения для получения особенно стабильного сварного соединения. Если в процессе термического соединения или сварки расплавляются поверхности обоих полимерных элементов, тогда возможно возникновение захваченных воздушных пузырей, если вокруг места нагрева уже перекрыты все пневматические соединения с наружной средой. Возникающее вследствие этого повышение давления благоприятно действует для нижнего затвора требуемого преимущественного направления течения расплавляемого полимерного материала внутрь посредством нагревательного элемента. При этом имеет значение, что увлажнение поверхности нагревательного элемента сопровождается оптимальным адгезионным эффектом так, что путь наименьшего сопротивления текучего полимерного материала - это путь внутрь через отверстия нагревательного элемента, и воздушные пузыри не остаются внутри отверстий. Тем самым возможно предотвратить проникновение расплавляемого полимерного материала внутрь нагревательного элемента (через отверстия).
Согласно следующему варианту исполнения настоящего изобретения слой с изменяемой адгезионной способностью выполнен на поверхности лентообразной структуры в качестве слоя с повышенной адгезионной способностью и/или на боковых стенках отверстий - в качестве слоя с пониженной адгезионной способностью.
Посредством слоя с повышенной адгезионной способностью между поверхностью лентообразной структуры и соответствующим полимерным элементом, после охлаждения в дополнение к сварному соединению между обоими полимерными элементами, образуется прочное соединение между поверхностью лентообразной структуры и соответствующим полимерным элементом. Для этой цели предпочтительно обе (плоские) поверхности лентообразной структуры снабжены слоем с повышенной адгезионной способностью.
Посредством слоя с пониженной адгезионной способностью в зоне отверстий возможно улучшить текучесть расплавляемого полимерного материала через лентообразную структуру. Вследствие этого в результате последующего охлаждения образуется механическое особенно стабильное непосредственное соединение между обоими полимерными элементами.
В некоторых вариантах исполнения слоем с изменяемой адгезионной способностью является оксидный слой. В качестве альтернативы или в комбинации слоем с изменяемой адгезионной способностью также может быть карбонат.
Оксидным слоем, в частности, оксидной пленкой на металле может служить, как обнаружили изобретатели упомянутого нагревательного элемента, (специально созданный) оксидный слой на поверхности лентообразной структуры. Подобные оксидные слои выполняются посредством специальной выдержки лентообразной структуры в атмосфере, которая содержит, по меньшей мере, 10% одной из модификаций кислорода, то есть, активного (атомарного) кислорода (O), молекулярного кислорода (O2) и/или озона (O3), при этом остаточное содержание атмосферы представлено инертным газом. Инертным газом может быть благородный газ, предпочтительно He, Ar, Ne и/или азот.
Оксидная пленка на металле может, по меньшей мере, содержать один из следующих химических элементов: Fe, Cr, Ni, по меньшей мере Cu, Al, Zn, Sn и редкоземельные металлы. В состав поверхностного слоя оксидов металлов также могут быть специально введены доли, по меньшей мере, одного из следующих химических элементов: Au, Ag, Cu, Rh.
В этой связи в качестве особенно эффективных проявляют себя поверхностные слои, которые в дополнение к оксидам металлов также содержат карбонат. Это выполняется посредством добавки небольшой дозы CO2, составляющей менее, 10 весовых процентов и предпочтительно менее 1 весового процента, для того чтобы не сильно сдвинуть образование требуемого оксида металла в пользу образования карбонатов.
Особенно подходящий состав возможно создать, например, при температуре в диапазоне от 5°C до 120°C, предпочтительно от 15°C до 80°C, в течение, по меньшей мере, 48 часов, предпочтительно, по меньшей мере, 96 часов. Для явного сокращения продолжительности реакции смесью из кислорода, углекислого газа и/или инертного газа можно насытить поверхность лентообразной структуры с помощью атомарной плазмы, которая наряду с защитным газом (предпочтительно аргоном) также содержит реактивные компоненты газовой смеси O2 и CO2. Тем самым возможно создать требуемый слой с изменяемой адгезионной способностью в течение нескольких секунд или даже долей секунд. Дополнительно возможно внедрить и другие элементы, как например, Si, B, Ti и/или Zr посредством добавки соответствующего газа-прекурсора в поверхность лентообразной структуры. В этой связи выяснилось, что, в частности, Si и Ti способствуют созданию особенно подходящего состава слоя с изменяемой адгезионной способностью. Посредством соответствующего выбора состава слоя с изменяемой адгезионной способностью возможно установить требуемые для него свойства.
В некоторых вариантах исполнения оксидные слои имеют толщину менее 10 микрон, в частности, менее 500 нм, предпочтительно менее 50 нм или более предпочтительно менее 10 нм.
Следует отметить, что при послойном создании оксидной пленки с упомянутыми свойствами в смысле гарантированного управления, в частности, предпочтительным являются очень тонкие слои, так как тем самым минимизируется негативное влияние хрупкости оксидов и, все-таки, уже полностью проявляются свойства, подвергаемые гарантированному управлению. Уже при толщине слоя менее 10 нм (в типовом случае от 1 нм до 5 нм) при экспериментах были получены очень хорошие результаты.
Согласно следующему варианту исполнения настоящего изобретения среднее расстояние между отверстиями s задается по отношению к толщине d лентообразной структуры и удовлетворяет, по меньшей мере, одному из следующих неравенств: 0,5 < s/d < 2; 0,7 < s/d < 1,5; 0,8< s/d < 1,3; 0,9< s/d < 1,1.
Геометрия упомянутых отверстий или перфорационных отверстий способствует, как это было выяснено при проведенных испытаниях, особенно прочному сварному соединению. При этом отверстия могут быть расположены как (a) регулярно (с постоянным шагом между соседними отверстиями в различных направлениях) так и (b) нерегулярно.
В явном выражении, наряду с химическими качествами поверхностного слоя лентообразной структуры важными для качества сварки также являются геометрические параметры. Конечная прочность сварного соединения может при соответствующей геометрии отверстий или перфорационных отверстий становится особенно высокой, так как после отверждения текучих полимерных материалов проявляются анизотропные показатели прочности в отношении усилия среза. Также посредством выбора соответствующей геометрии отверстий возможно предотвратить отслаивание частей полимерного элемента, при этом отслаивание может содержать, в частности, пространственное отделение участка с временно текучим полимерным материалом от участка с постоянно жестким полимерным материалом.
В абсолютном выражении при определенных вариантах исполнения средний промежуток s может соответствовать диапазону от 0,1 мм до 5 мм. То же самое относится к толщине d, которая также может соответствовать диапазону от 0,1 мм до 5 мм.
Согласно следующему варианту исполнения настоящего изобретения переход между плоской поверхностью лентообразной структуры и отверстием выполняется с закруглением. Поэтому возможно выгодным образом предотвращать "резкие изменения потока", то есть резкие изменения направления текучего полимерного материала на его входе внутрь отверстий. Это может привести к значительному улучшению текучести.
Под термином "закругление" в этой связи понимается, в частности, то, что в переходе между плоской поверхностью лентообразной структуры и отверстием отсутствуют углы и кромки, закругление при этом не обязательно должно соответствовать радиусу воображаемого круга.
В случае цилиндрических отверстий переход при виде на лентообразную структуру сверху представляет собой круг или точнее кольцо. При этом ширина кольца зависит от размера закругления. Особенно простое закругление можно реализовать зенкованием, которое, например, выполняется с помощью зенкера. При этом участок закругления содержит форму усеченного конуса.
В некоторых вариантах исполнения закругление имеет радиус более 10 микрон, в частности, более 70 микрон и предпочтительно более 300 микрон.
Согласно следующему варианту исполнения настоящего изобретения, по меньшей мере, часть отверстий имеют продольную ось, угол между которой и перпендикуляром к поверхности лентообразной структуры отличен от 0°.
В итоге, по меньшей мере, часть отверстий, выполненных в лентообразной структуре, являются наклонными. Это приводит к тому, что изменение направления текучего полимера по ходу течения на линии входа в отверстие является сравнительно небольшим (в частности, менее 90°). Даже если изменение направления текучего полимера, в противоположном по отношению к ходу течения направлении, на линии входа в отверстие является сравнительно большим (в частности, более 90°), такая анизотропия в итоге может привести к улучшению текучести. Продольные оси различных отверстий также могут быть непараллельными, при этом на участках с отличными от ожидаемых направлений течения продольные оси соответствующих отверстий являются наклонными, предпочтительно против направления течения.
Дополнительно при этом за счет наклонных отверстий может быть повышена механическая прочность свариваемых друг с другом полимерных элементов. В частности, при различных направлениях осей отверстий после охлаждения и связанного с этим отверждения происходит стяжка с лентообразной структурой. Это может вызывать повышение общей прочности сварного соединения подобно свойствам "предварительно напряженного железобетона".
Согласно следующему варианту исполнения настоящего изобретения нагревательный элемент дополнительно содержит, по меньшей мере, одну дополнительную лентообразную структуру, расположенную рядом с основной лентообразной структурой. Дополнительная лентообразная структура установлена, по меньшей мере, параллельно основной лентообразной структуре.
Промежуток между соседними дорожками может, например, соответствовать диапазону 0,5 мм … 50 мм, в частности, диапазону 0,8 мм … 10 мм и предпочтительно диапазону 1 мм … 1,5 мм.
В итоге нагревательный элемент образуется с, по меньшей мере, двумя отдельными дорожками лентообразных структур. Это дает преимущество в том, что может быть изготовлен нагревательный элемент любой ширины лишь с одним видом лентообразной структуры. При этом нагревательный элемент может дополнительно состоять из нескольких частей, когда лентообразная структура и, по меньшей мере, одна дополнительная лентообразная структура не соединены между собой и при проведении одного сварочного процесса вложены между двумя свариваемыми элементами отдельно.
Различные лентообразные структуры могут быть соединены между собой (вдоль продольных боковых сторон). При этом возможно выполнить непосредственное соединение, например, посредством известного соединения внахлестку. В качестве альтернативы лентообразные структуры могут быть дополнительно соединены над неэлектропроводящим неферромагнитным материалом, что в соответствии с ранее упомянутой раздельной конфигурацией приводит к тому, что в отношении процесса индукционной сварки нагревательный элемент представляет собой, по меньшей мере, две отдельные вторичных катушки.
Согласно следующему варианту исполнения настоящего изобретения на поверхности лентообразной структуры имеются выступы и углубления, при этом в среднем различие по высоте между выступами и углублениями соответствует диапазону 0,01 мм… 2мм, в частности, диапазону 0,1 мм… 1,5 мм и предпочтительно диапазону 0,5 мм… 1,2 мм.
Шероховатость поверхности может основываться на различии по толщине лентообразной структуры и/или на множестве локальных деформаций, точнее, искривлений.
Упомянутая шероховатость, в частности, дает преимущество, если второй наружный элемент выполнен, например, в качестве муфты из полимерного материала, обладающего свойствами термической усадки. При этом в процессе сварки на нагревательный элемент действует равномерно распределенное радиальное усилие сжатия. Посредством упомянутой шероховатости поверхности лентообразной структуры может достигаться то, что место сопряжения с полимерным материалом в точках наибольших высот вызывает повышенное усилие сжатия по сравнению с другими участками. В результате повышенного давления достигается улучшенное термическое сцепление, что с другой стороны приводит к более раннему расплавлению в соответствующей зоне. Этот расплавленный материал сжимается при медленном размягчении целой полимерной детали преимущественно в отверстиях, что приводит к особенно прочному соединению между полимерными деталями.
Согласно следующему аспекту настоящего изобретения предлагается установка в которой (a) первый внутренний элемент, являющийся первым полимерным материалом с первой температурой плавления; (b) второй наружный элемент, который охватывает первый внутренний элемент, по меньшей мере, частично, являющийся вторым полимерным материалом со второй температурой плавления; и (c) нагревательный элемент, который расположен между первым внутренним элементом и вторым наружным элементом, при этом нагревательный элемент содержит лентообразную структуру. Лентообразная структура выполнена из ферромагнитного материала, нагреваемого посредством индукции, с заданной точкой Кюри, которая превышает первую температуру плавления и/или вторую температуру плавления. В лентообразной структуре выполнена группа отверстий, через которые первый внутренний элемент соединяется со вторым наружным элементом. Дополнительно первая разность температур между заданной точкой Кюри и первой температурой плавления и/или вторая разность температур между заданной точкой Кюри и второй температурой плавления соответствует диапазону 5°K - 100°K.
В основу упомянутого варианта положено знание о том, что посредством планомерного выбора участвующих материалов, а именно первого полимерного материала и второго полимерного материала и ферромагнитного материала создается особенно надежное сварное соединение между обоими полимерными элементами. Такое хорошее сварное соединение, получаемое в результате процесса сварки, при котором создается автоматическое ограничение температуры, отличается, в частности, тем, что сохраняется форма обоих полимерных элементов, получаемая за счет лишь поверхностного течения полимерного элемента, и при этом, все-таки, образуется прочное сварное соединение. При сварке обоих полимерных элементов расплавляется, по меньшей мере, примерно то количество первого и/или второго полимерного материала, которое с одной стороны приводит к прочному механическому соединению, а с другой стороны не оказывает отрицательного воздействия на стабильность формы обоих элементов ввиду расплавления только поверхностного слоя полимерного материала.
Твердеющим в отверстиях полимерным материалом может быть первый полимерный материал первого полимерного элемента и/или второй полимерный материал второго полимерного элемента. В качестве альтернативы или в комбинации возможно использование в процессе полимерного материала, который уже был в отверстиях до начала процесса сварки.
Нагревательным элементом может быть, в частности, нагревательный элемент, свойства которого, были описаны, по меньшей мере, в одном из вышеупомянутых вариантов исполнения.
Согласно следующему варианту исполнения настоящего изобретения первая разность температур и/или вторая разность температур соответствует(ют) диапазону 10K - 80K, в частности, диапазону 20K - 60K и предпочтительно диапазону 30 - 50K. При этом имеется преимущество в том, что качество сварного соединения становится особенно высоким.
Согласно следующему варианту исполнения настоящего изобретения оба полимерных материала являются одинаковыми. При этом имеется преимущество в том, что ввиду хорошего сварного соединения должна достигаться лишь одна регулировка между двумя температурами, точкой Кюри и (единой) температурой плавления. При этом одинаковые полимерные материалы соединяются особенно надежно, так что прочность получаемого сварного соединения является особенно высокой.
Согласно следующему варианту исполнения настоящего изобретения предлагается установка, содержащая дополнительно третий внутренний элемент, состоящий из третьего полимерного материала с третьей температурой плавления, при этом второй наружный элемент также охватывает третий внутренний элемент, по меньшей мере, частично и при этом нагревательный элемент находится между третьим внутренним элементом и вторым наружным элементом. Это дает преимущество в том, что вместе с упомянутой установкой более двух полимерных элементов соединяются друг с другом, так что для упомянутой установки предоставляется особенно широкий диапазон технического применения.
Предпочтительно третий полимерный материал является тем же, что и первый полимерный материал и/или второй полимерный материал. Это дает те же преимущества, что и вышеупомянутые для двух одинаковых полимерных материалов.
В особом варианте исполнения третий полимерный материал может представлять из себя состав (из нескольких полимерных материалов) или иметь добавку, которая вызывает изменение при реакции в течение нагрева, или точнее, расплавления.
Упомянутыми реакциями могут быть такие как:
(A) образование сетчатой структуры посредством добавки полимера (эпоксидное кольцо с амином, амидом, кислотой, кислотным ангидридом, спиртом, фенолом, тиолом или изоцианатом (также скрытого с амином, амидом, спиртом, фенолом, тиолом)
(B) образование сетчатой структуры посредством удаления водорода посредством пероксида и/или азосоединений
(C) соединение полимерных цепей посредством полимеризации винила, добавки силан-винила, добавки Thio-click-Addition, Azid-click-Addition
В явном выражении в процесс термического соединения могут быть дополнительно включены реактивные плавящиеся клеящие вещества. В частности, при необходимости, поверхности соединяемых полимеров первого внутреннего (полимерного) элемента и второго наружного (полимерного) элемента могут также сцепляться посредством вышеупомянутых реакций
Согласно следующему варианту исполнения настоящего изобретения первый внутренний элемент выполнен в виде трубы из полимерного материала, третий внутренний элемент выполнен в виде другой трубы из полимерного материала и второй наружный элемент выполнен в виде муфты из полимерного материала, которая охватывает два направленных друг к другу конца, конец одной трубы из полимерного материала и конец другой трубы из полимерного материала.
При упомянутой установке можно выгодным образом изготовить трубопровод, составляемый из нескольких полимерных труб
Чтобы обеспечить поток с малым сопротивлением потоку жидкости в месте соединения обеих полимерных труб, оба торца таких полимерных труб можно свести вместе с минимально возможным друг от друга зазором.
Полимерные трубы могут быть трубами системы централизованного теплоснабжения, которые при необходимости теплоизолируются снаружи и/или изнутри. Как вариант, трубы системы централизованного теплоснабжения могут, согласно известной технологии, содержать внутреннюю металлическую (например, стальную) трубу, при этом соединенные друг с другом внутренние трубы могут свариваться.
Согласно следующему аспекту настоящего изобретения предлагается система, которая содержит (a) установку упомянутого выше вида и (b) генератор, создающий электромагнитное поле, посредством которого первичная обмотка генератора взаимодействует с нагревательным элементом посредством электромагнитной индукции.
Упомянутая система основана на том, что при применении для установки соответствующих материалов перегрев установки в процессе сварки предотвращается эффективным способом, так как индуктивный подвод энергии от генератора нагревательному элементу автоматически останавливается при достижении точки Кюри. Это дает преимущество в том, что перегрев полимерных элементов также предотвращается, если генератор совсем не имеет или имеет лишь неточное управление индуктивным подводом энергии.
Особенные преимущества возникают, если речь идет о мобильном генераторе, когда промежуток между первичной обмоткой и нагревательным элементом определен неточно, так что на практике лишь очень приближенно определена величина индуктивной передаваемой мощности. Посредством соответствующего выбора точки Кюри возможно, как уже было подробно разъяснено выше, автоматически осуществить оптимальное самоограничение индуктивного подвода энергии.
Согласно следующему варианту исполнения настоящего изобретения предлагается способ термического соединения двух элементов из полимерных материалов. Такой способ включает (a) закладку нагревательного элемента на первом внутреннем элементе или втором наружном элементе, при этом нагревательный элемент содержит ферромагнитный материал и включает лентообразную структуру, содержащую группу отверстий; (b) расположение второго наружного элемента относительно первого внутреннего элемента, так что первый внутренний элемент, по меньшей мере, частично охватывается вторым наружным элементом и нагревательный элемент расположен между первым внутренним элементом и вторым наружным элементом; (c)
индукционный нагрев нагревательного элемента, так что полимерный материал первого внутреннего элемента и/или второго наружного элемента расплавляется; (d) проникновение расплавляемого полимерного материала первого внутреннего элемента и/или второго наружного элемента в отверстия, так что оба полимерных материала соединяются друг с другом, и/или расплавляется полимерный материал, уже находящийся в отверстиях; (e) снижение индуктивной мощности, передаваемой нагревательному элементу вследствие приближения температуры ферромагнитного материала к точке Кюри ферромагнитного материала; и (f) охлаждение расплавляемого полимерного материала первого внутреннего элемента и/или второго наружного элемента, так что оба элемента соединяются друг с другом механически.
Предлагаемый способ при этом основан на том, что индуктивный подвод энергии от генератора с первичной обмоткой на нагревательный элемент автоматически снижается, и в итоге, в частности, посредством совершенного управления первичной обмоткой останавливается, когда температура ферромагнитного материала приближается к точке Кюри, и даже при необходимости достигается ее. Таким образом при соответствующем выборе участвующих в процессе материалов возможно всегда обеспечить, по меньшей мере, приблизительно оптимальный индуктивный подвод энергии к нагревательному элементу.
Согласно следующему варианту исполнения настоящего изобретения нагревательный элемент укладывается на первый внутренний элемент или второй наружный элемент таким образом, что создается перехлест обоих концов лентообразной структуры.
В явном выражении образуется замкнутая петля, применительно к индуктивному сцеплению короткозамкнутой вторичной обмотки (содержащей единственную обмотку). Индуктивный подвод энергии основан, по меньшей мере, частично на макроскопической электропроводимости. Замкнутая обмотка позволяет выполнить индуктивный подвод энергии особенно эффективным способом.
Согласно следующему варианту исполнения настоящего изобретения нагревательный элемент укладывается на первый внутренний элемент или второй наружный элемент таким образом, что создается промежуток между обоими концами лентообразной структуры.
В явном выражении образуется разомкнутая петля. Индуктивный подвод энергии выполняется посредством потерь на перемагничивание и возникновения вихревых токов, при этом вихревые токи вызывают микроскопическую электропроводимость лентообразной структуры.
Посредством концентрации нагрева исключительно за счет потерь на перемагничивание (вследствие исключения макроскопической короткозамкнутой вторичной обмотки) возможно повысить частоту возбуждения первичной обмотки индукционного генератора. Это приводит к повышению эффективности использования энергии во время процесса сварки и способствует выполнению первичной обмотки с различными геометрическими параметрами. При этом не требуется замывание первичной обмотки в процессе сварки вокруг первого внутреннего элемента, так как возникновение короткого замыкания на вторичной стороне не происходит. Дополнительно увеличивается число вариантов выполнения первичной обмотки с различными геометрическими параметрами. В частности, возможно применение первичной обмотки с такими геометрическими параметрами, которые позволяют создать разъемное контактное соединение, подверженное лишь небольшому загрязнению и/или износу.
Следует отметить, что варианты исполнения изобретения были описаны в отношении различных предметов изобретения. В частности, упомянуты некоторые варианты исполнения изобретения на устройство и другие варианты исполнения изобретения на способ. Специалисту при прочтении заявки, все-таки, станет ясно, что если иначе не определено явно, в дополнение к комбинации признаков, которые относятся к одному из типов предмета изобретения, возможно наличие любых комбинаций признаков, которые относятся к различным типам предмета изобретения.
Следующие преимущества и признаки настоящего изобретения вытекают из последующего описания варианта предпочтительного исполнения. Отдельные рисунки в данном документе являются исключительно схематическими и не должны рассматриваться в качестве изображаемых в масштабе.
Краткое описание чертежей
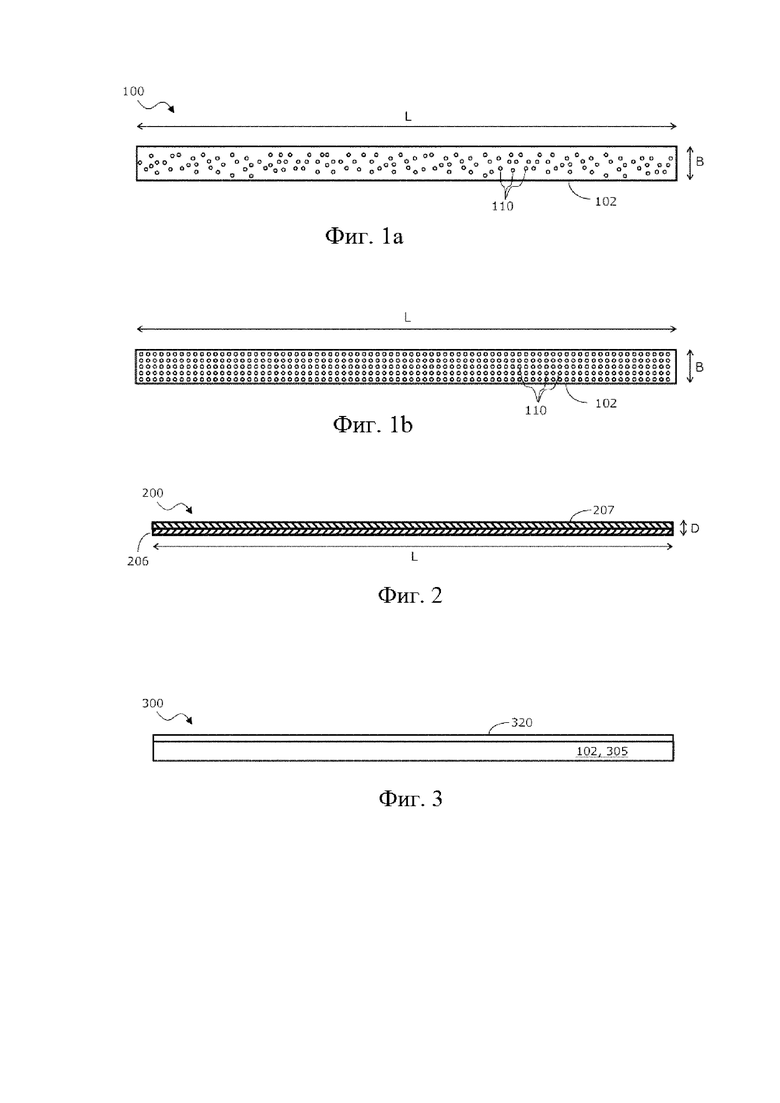
На фиг. 1a показан вид сверху на нагревательный элемент с группой отверстий, с неупорядоченным расположением в лентообразной структуре.
На фиг. 1b показан вид сверху на нагревательный элемент с группой отверстий, с упорядоченным (по координатной сетке) расположением в лентообразной структуре.
На фиг. 2 показан вид сбоку на нагревательный элемент, который содержит два слоя из ферромагнитных материалов, с различными значениями точки Кюри.
На фиг. 3 показан вид сбоку на нагревательный элемент, который содержит слой с изменяемой адгезионной способностью, который выполнен на лентообразной структуре из ферромагнитного материала.
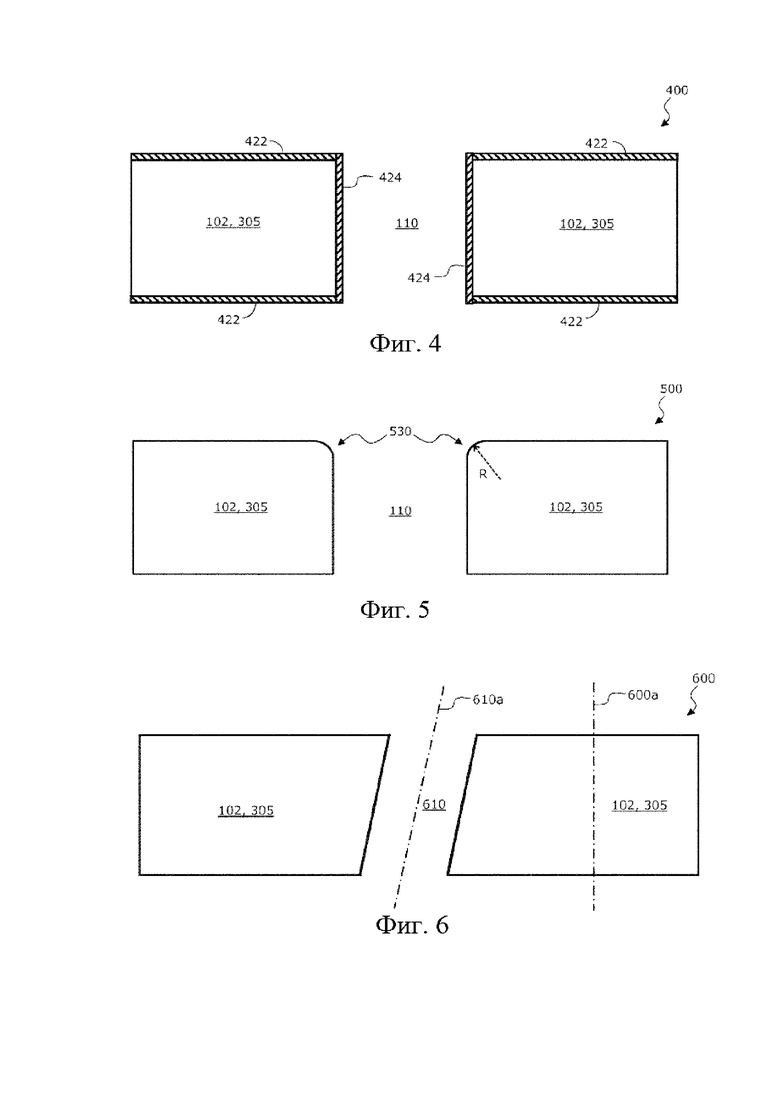
На фиг. 4 показано поперечное сечение нагревательного элемента в крупном масштабе, с отверстием, при этом на обе верхние плоские поверхности нагревательного элемента нанесен слой, усиливающий адгезионную способность, а на стенки отверстия нанесен слой, уменьшающий адгезионную способность.
На фиг. 5 показано поперечное сечение в крупном масштабе отверстия нагревательного элемента, которое имеет скругление в верхней части.
На фиг. 6 показано поперечное сечение нагревательного элемента в крупном масштабе, с наклонным отверстием.
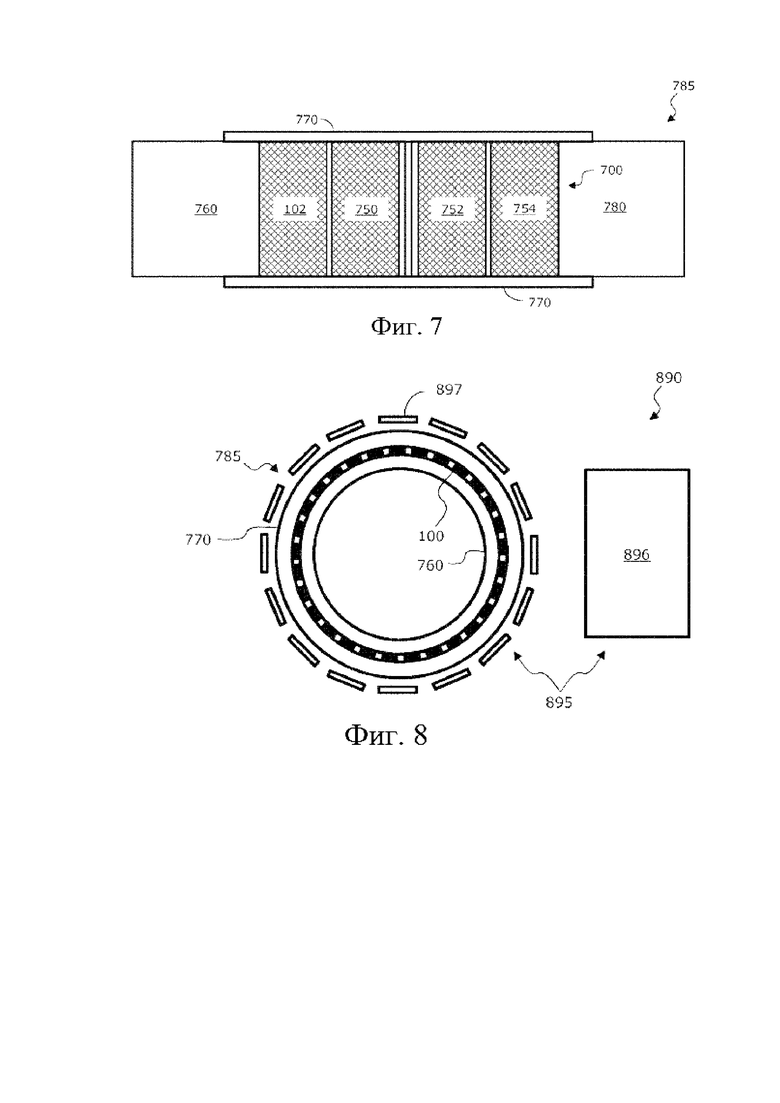
На фиг. 7 схематично показан вид сверху на установку с двумя внутренними трубами и одной наружной муфтой, все вместе сварено с помощью одного нагревательного элемента с четырьмя лентообразными структурами.
На фиг. 8 показано поперечное сечение нагревательного элемента, который образует замкнутую структуру и расположен между внутренней трубой и наружной муфтой.
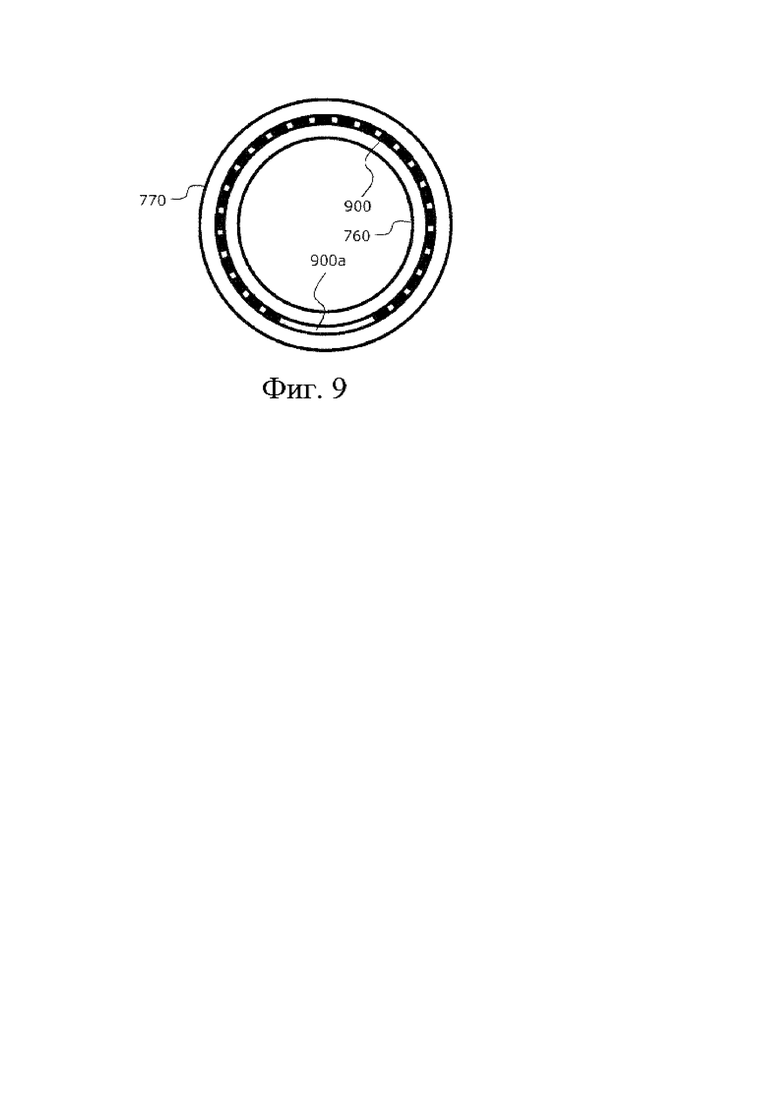
На фиг. 9 показано поперечное сечение нагревательного элемента, который образует незамкнутую структуру и частично охватывает внутреннию трубу.
Описание изобретения
Следует отметить, что в последующем подробном описании признаков, точнее компонентов различных вариантов исполнения, которые являются одинаковыми с соответствующими признаками, точнее, компонентами другого варианта исполнения или, по меньшей мере - одинаковыми по назначению, даны обозначения сходными номерами позиций, которые различаются лишь начальными цифрами номеров позиций соответствующих одинаковых или, по меньшей мере, одинаковых по назначению признаков, точнее компонентов.
Для исключения ненужных повторений далее подробно не комментируются уже объясненные на основании ранее упомянутого варианта исполнения признаки, точнее компоненты, с обозначениями, имеющими одинаковые последние цифры.
При этом следует отметить, что последующие описываемые варианты исполнения представляют собой лишь ограниченный выбор из возможных вариантов исполнения изобретения. В частности, признаки отдельных вариантов исполнения возможно комбинировать друг с другом соответствующим способом так, что специалист, уже ознакомленный с явно представленными здесь вариантами исполнения, должен рассматривать множество различных вариантов исполнения в качестве очевидно проявляющегося.
При этом, следует учитывать, что понятия, связанные с пространственным положением, как например, "спереди" и "сзади", "сверху" и "снизу", "слева" и "справа", итп. применяются, для того чтобы описать взаимное расположение элементов, которое наглядно поясняется рисунками. В связи с этим понятия, связанные с пространственным положением могут быть действительными для направлений, которые отличаются от показанных на рисунках. Все-таки, очевидно, что все подобные понятия, связанные с пространственным положением, касаются простоты описания и введены ради представленных на чертеже направлений и не являются обязательно ограничивающими, так как каждое(ый) из представленных направлений, компонентов итп., в случае их применения, могут допускать направления, которые могут отличаться от направлений показанных на рисунках.
На фиг. 1a показан вид сверху на нагревательный элемент 100. Нагревательный элемент 100 содержит главным образом лентообразную структуру 102 с группой отверстий 110, выполненных, например, штамповкой. Согласно представленному здесь варианту исполнения отверстия 110 расположены неупорядоченно. Согласно упомянутому выше подробному описанию эти отверстия в процессе сварки позволяют пропускать поток расплавляемого полимерного материала через лентообразную структуру 102. В качестве альтернативы или в комбинации возможно использование в процессе сварки обоих свариваемых элементов полимерного материала, который уже был в отверстиях до начала процесса сварки.
В предпочтительном варианте исполнения изобретения длина L лентообразной структуры 102 находится в диапазоне 40 мм… 3200 мм и, в частности, 60 мм … 800 мм. Типовое соотношение длины L и ширины B лентообразной структуры 102 составляет менее, чем 1:10, в частности, менее, чем 1:100.
На фиг. 1b показан вид сверху на нагревательный элемент 200 согласно другому варианту исполнения изобретения. Здесь выполнены отверстия 110, которые расположены упорядоченно по координатной сетке. В других непредставленных вариантах исполнения эти отверстия также расположены упорядоченно, но согласно другому шаблону.
Как при упорядоченном, так и при неупорядоченном расположении отверстий 110 среднее расстояние между ними, находится в диапазоне 0,1 мм … 5 мм и, частности, 0,5 мм … 3 мм.
Лентообразная структура 102 может быть изготовлена из перфорированной металлической ленты. В качестве ферромагнитного материала лентообразной структуры 102 может, например, использоваться сталь. Для получения дополнительного непредставленного здесь контура перфорированная металлическая лента может вытягиваться посредством достаточного усилия растяжения.
Лентообразная структура 102 в других вариантах исполнения изобретения может быть выполнена в виде плетеной или витой ткани, «сотканной» из отдельных кусков проволоки, которые в качестве варианта могут иметь покрытие для улучшения теплопроводности, защиты от коррозии, итп.
На фиг. 2 показан вид сбоку на нагревательный элемент 200, содержащий два слоя из ферромагнитных материалов. Первый слой 206 выполнен из первого ферромагнитного материала с первой точкой Кюри. Второй слой 207 выполнен из второго ферромагнитного материала со второй точкой Кюри. Согласно приведенному здесь варианту исполнения эти значения точки Кюри различаются. Тем самым можно установить среднее значение точки Кюри нагревательного элемента 200, которое при соответствующем выборе обоих ферромагнитных материалов будет применимо для конкретного процесса сварки.
В других вариантах исполнения среднее значение точки Кюри не устанавливается, так что индуктивный подвод энергии к нагревательному элементу 200 после достижения более низкой точки Кюри уменьшается, но не прекращается полностью. Далее при том же индуктивном подводе энергии происходит более медленный рост температуры, при этом при достижении более высокой точки Кюри индуктивное сцепление между обмоткой возбуждения и нагревательным элементом прекращается.
В предпочтительном варианте исполнения толщина D нагревательного элемента 200 составляет 0,1 мм … 5 мм, и, в частности, 0,5 мм … 3 мм. Эти размеры также действительны для лентообразной структуры, которая состоит лишь из одного слоя ферромагнитного материала
И дополнительно следует отметить, что на плоских поверхностях нагревательного элемента 200, на фиг. 2 на верхней и/или нижней поверхности, возможно наличие определенной шероховатости поверхности. Подобная шероховатость основана на наличии выступов и углублений, которые во взаимном отношении определяют среднее значение разности высот. В предпочтительном варианте исполнения это среднее значение превышает величину 10 микрон. Шероховатость поверхности может и при других упомянутых в данном документе нагревательных элементах приводить к улучшению результатов сварки.
На фиг. 3 показан вид сбоку на нагревательный элемент 300 со слоем с изменяемой адгезионной способностью 320, образованным на лентообразной структуре 102, которая содержит ферромагнитный материал 305. Согласно представленному здесь варианту исполнения средством нарушения сцепления является оксидный слой.
Слой с изменяемой адгезионной способностью 320 может способствовать тому, что текучесть расплавляемого полимерного материала, который вступает в контакт с нагревательным элементом 300, с учетом последующего охлаждения приводит к созданию особенно стабильного сварного соединения
На фиг. 4 показано поперечное сечение нагревательного элемента 400 в крупном масштабе с отверстием 110, выполненном в лентообразной структуре 102. На обеих плоских поверхностях, то есть, на нижней и верхней сторонах лентообразной структуры 102 нансен слой 422, усиливающий адгезионную способность, а на стенки отверстия 110 нанесен слой 424, уменьшающий адгезионную способность. За счет этого возможно выгодным образом улучшить поток расплавляемого полимерного материала внутрь отверстия 110, так что внутри его возможно создание особенно стабильного полимерного соединения.
Дополнительно посредством усиления адгезионной способности на обеих плоских поверхностях лентообразной структуры 102 возможно получить механическое более или менее прочное соединение между нагревательным элементом 400 и соответствующим полимерным элементом. Это способствует еще большему улучшению свойств всего сварного соединения
На фиг. 5 показано поперечное сечение нагревательного элемента 500 в крупном масштабе, в лентообразной структуре 102 которого, содержащей ферромагнитный материала 305, выполнена группа отверстий 110. Как видно, на отверстии 110 выполнен переход с плоской поверхности лентообразной структуры в отверстие 110 с закруглением 530. Это способствует тому, что, прежде всего, горизонтальный поток расплавляемого полимерного материала при проникновении в отверстие 110 не должен обтекать острую кромку. За счет этого улучшается течение расплавляемого полимерного материала в отверстие 110.
В предпочтительном варианте исполнения радиус R закругления составляет 1 микрон … 100 микрон. Все-таки, следует отметить, что в качестве кругообразного закругления в поперечном сечении скосы другой формы, например в виде раззенковки, могут способствовать улучшению течения расплавляемого полимерного материала в отверстие 110.
На фиг. 6 показано поперечное сечение нагревательного элемента 600 в крупном масштабе с лентообразной структурой 102, в которой выполнена группа наклонных отверстий 610.
Наклонное положение отверстий соответствует при этом углу, образованному между продольной осью 610a отверстия 610 и перпендикуляром 600a к плоским поверхностям лентообразной структуры 102. В предпочтительном варианте исполнения данный угол соответствует диапазону 10° … 60°, в частности, 20° … 50° и предпочтительно 30° … 40°.
На фиг. 7 схематично показан вид сверху на установку 785 с двумя внутренними полимерными элементами, выполненными в форме труб 760 и 780, и наружный полимерный элемент, выполненный в форме муфты 770, где вся установка сваривается посредством нагревательного элемента 700. Нагревательный элемент 700 охватывает согласно представленному здесь варианту исполнения в общей сложности четыре лентообразные структуры, первую лентообразную структуру 102, а также три другие лентообразные структуры 750, 752 и 754, которые с небольшими промежутками намотаны параллельно друг к другу вокруг полимерной трубы 760 или вокруг другой полимерной трубы 780. Охватывающий четыре лентообразные структуры нагревательный элемент 700 расположен, как показано на фиг. 7, между муфтой 770 и полимерной трубой 760 или между муфтой 770 и полимерной трубой 780.
В связи с этим следует отметить, что на фиг. 7 на виде сверху установка 785 показана принципиально. Для улучшения восприятия в сечении изображена лишь муфта 770
На фиг. 8 показана система 890, которая содержит (a) установку 785 изображенную в поперечном сечении, и (b) индукционный генератор 895 для индукционного нагрева нагревательного элемента 100, и таким образом сварки муфты 770 с полимерной трубой 760. Индукционный генератор 895 содержит устройство возбуждения 896, а также узел со множеством первичных обмоток 897. Узел обмоток 897 охватывает муфту 770, и от устройства возбуждения 896 в нем может инициироваться переменный ток.
Как видно из фиг. 8, согласно представленному здесь варианту исполнения нагревательный элемент 100 полностью охватывает полимерную трубу 760, так что между обоими концами нагревательного элемента 760 создается неизображенный нахлест. Нагревательный элемент поэтому, можно рассматривать в качестве (замкнутой) вторичной обмотки, которая имеет индуктивное сцепление со множеством первичных обмоток 897
Следует отметить, что в качестве варианта узел первичных обмоток также может содержать лишь одну первичную обмотку, которая охватывает муфту 770. Подобная расположенная вокруг муфты 770 единственная первичная обмотка может быть выполнена с соответствующим электрическим штекерным разъемом, который после успешного выполнения процесса сварки может размыкаться так, что единственная первичная обмотка может отделяться от установки 785.
Индуктивное сцепление между индукционным генератором 895, то есть узлом первичных обмоток и нагревательным элементом 100, который представляет собой замкнутую обмотку, соответствует индуктивному сцеплению обычного трансформатора, при этом узел первичных обмоток соответствует первичной обмотке трансформатора, а нагревательный элемент 100 соответствует вторичной обмотке трансформатора.
В предпочтительном варианте исполнения муфта 770 выполнена из материала, который при воображаемом процессе сварки без противодействия от полимерной трубы 760 давал бы усадку по периметру, которая, по меньшей мере, соответствовала 10%, предпочтительно, по меньшей мере, 20% и более предпочтительно, по меньшей мере, 30%. За счет этого на практике, с противодействием от полимерной трубы 760, создается механическое напряжение, которое способствует улучшению результатов сварки.
На фиг 9 показано поперечное сечение нагревательного элемента 900, который лишь частично охватывает полимерную трубу 760 и тем самым образует разомкнутую структуру. Разомкнутая зона на фиг.9 обозначена позицией 900a. Как уже было упомянуто выше, за счет разомкнутой петли нагревательного элемента 900 возможно обеспечить индукционный подвод энергии лишь посредством создания вихревых токов, которые требуют микроскопической проводимости лентообразной структуры нагревательного элемента 900
Следует отметить, что понятие "отличается" не исключает другие элементы, что "один" не исключает множества. Также и элементы, которые могут быть упомянуты в связи с различными вариантами исполнения, могут составлять комбинации. Нужно также отметить, что обозначения в заявке на изобретение не должны быть истолкованы в качестве ограничительной охраны прав на изобретение.
ОБОЗНАЧЕНИЯ:
100 Нагревательный элемент
102 Лентообразная структура
110 Отверстия
L Длина
B Ширина
200 Нагревательный элемент
206 первый слой/первый ферромагнитный материал с первой точкой Кюри
207 второй слой/второй ферромагнитный материал со второй точкой Кюри
300 Нагревательный элемент
305 ферромагнитный материал
320 Слой, изменяющий адгезионную способность
D Толщина
400 Нагревательный элемент
422 Слой, усиливающий адгезионную способность
424 Слой, уменьшающий адгезионную способность
500 Нагревательный элемент
530 Скругление
R Радиус скругления
600 Нагревательный элемент
600a Перпендикуляр к плоским поверхностям
610 Наклонное отверстие
610a Продольная ось
700 Нагревательный элемент
750 Дополнительная лентообразная структура
752 Дополнительная лентообразная структура
754 Дополнительная лентообразная структура
760 Первый внутренний элемент/полимерная труба
770 Второй наружный элемент/муфта
780 Третий внутренний элемент/дополнительная полимерная труба
785 Установка
890 Система
895 Генератор/индукционный генератор
896 Устройство возбуждения
897 Первичная обмотка
900 Нагревательный элемент
900a Промежуток в нагревательном элементе/открытая зона
Изобретение относится к технологии термического соединения двух элементов из полимерного материала посредством индукционной сварки, в частности к нагревательному элементу из ферромагнитного материала, расположению свариваемых элементов, а также системе для сварки с таким нагревательным элементом и способу термического соединения двух упомянутых элементов из полимерного материала. Нагревательный элемент (100) для термического соединения двух элементов из полимерного материала (760, 770), в котором при соединении первый внутренний элемент (760) по меньшей мере частично охватывается вторым наружным элементом (770) и нагревательный элемент расположен между первым внутренним элементом (760) и вторым наружным элементом (770). Нагревательный элемент включает лентообразную структуру, содержащую группу отверстий, и слой, изменяющий адгезионную способность, закрепленный или выполненный по меньшей мере на одной из поверхностей лентообразной структуры. Размеры отверстий выбраны такими, что расплавляемый полимерный материал первого внутреннего элемента (760) и/или второго наружного элемента (770) проникает через них и соединяется соответственно с расплавляемым полимерным материалом другого элемента (760, 770), и/или при этом отверстия заполняются полимерным материалом, который соединяется с расплавляемым полимерным материалом первого внутреннего элемента (760) и/или второго наружного элемента (770). Лентообразная структура выполнена из ферромагнитного материала, нагреваемого посредством индукции и имеющего точку Кюри ниже 460°С. Технический результат изобретения заключается в улучшении процесса индукционной сварки для получения "хороших" сварных соединений. 4 н. и 15 з.п. ф-лы, 9 ил.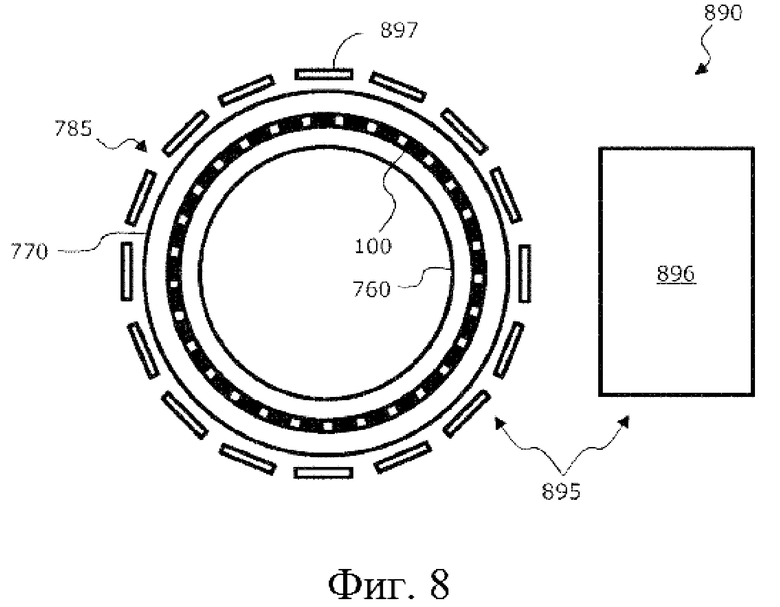
1. Нагревательный элемент (100, 200, 300, 400, 500, 600, 700, 900) для термического соединения двух элементов из полимерного материала (760, 770), при этом при соединении первый внутренний элемент (760) по меньшей мере частично охватывается вторым наружным элементом (770) и нагревательный элемент расположен между первым внутренним элементом (760) и вторым наружным элементом (770), включающий лентообразную структуру (102), содержащую группу отверстий (110, 610), и
слой, изменяющий адгезионную способность (320), закрепленный или выполненный по меньшей мере на одной из поверхностей лентообразной структуры (102),
при этом размеры отверстий (110, 610) выбраны такими, что расплавляемый полимерный материал первого внутреннего элемента (760) и/или второго наружного элемента (770) проникает через них и соединяется соответственно с расплавляемым полимерным материалом другого элемента (760, 770), и/или
при этом отверстия заполняются (110, 660) полимерным материалом, который соединяется с расплавляемым полимерным материалом первого внутреннего элемента (760) и/или второго наружного элемента (770); при этом
лентообразная структура (102) выполнена из ферромагнитного материала (305), нагреваемого посредством индукции и имеющего точку Кюри ниже 460°С.
2. Нагревательный элемент (100, 200, 300, 400, 500, 600, 700, 900) по п. 1, в котором
ферромагнитный материал имеет точку Кюри ниже 400°С, в частности ниже 300°С и предпочтительно ниже 250°С.
3. Нагревательный элемент (200) по любому из предыдущих пунктов, в котором
лентообразная структура (102) выполнена из группы ферромагнитных материалов с различными значениями точки Кюри.
4. Нагревательный элемент (200) по любому из предыдущих пунктов, в котором
лентообразная структура (102) представляет собой послойную структуру со слоями (206, 207) из различных материалов, которые, в частности, имеют различные характеристики жесткости, упругости и/или пластичности.
5. Нагревательный элемент (100, 200, 300, 400, 500, 600, 700) по любому из предыдущих пунктов, в котором
лентообразная структура (102) выполнена в виде замкнутой электропроводящей структуры.
6. Нагревательный элемент (400) по п. 5, в котором слой, изменяющий адгезионную способность, представляет собой
слой, усиливающий адгезионную способность (422) на верхней поверхности лентообразной структуры (102), и/или слой, уменьшающий адгезионную способность (424) на боковых стенках отверстий (110).
7. Нагревательный элемент (300) по п. 5 или 6, в котором слой, изменяющий адгезионную способность, представляет собой оксидный слой (320) и/или слой карбоната.
8. Нагревательный элемент (100, 200, 300, 400, 500, 600, 700, 900) по любому из предыдущих пунктов, в котором
задается среднее расстояние s между отверстиями (110), которое по отношению к толщине d лентообразной структуры (102) удовлетворяет по меньшей мере одному из следующих неравенств:
0,5<s/d<2; 0,7<s/d<1,5; 0,8<s/d<1,3; 0,9<s/d<1,1.
9. Нагревательный элемент (500) по любому из предыдущих пунктов, в котором
переход между плоской поверхностью лентообразной структуры (102) и отверстием (110) скруглен.
10. Нагревательный элемент (600) по любому из предыдущих пунктов, в котором
по меньшей мере часть отверстий (610) имеют продольную ось (610а), которая с перпендикуляром (600а) к поверхности лентообразной структуры (102) образует угол, отличный от 0°.
11. Нагревательный элемент (700) по любому из предыдущих пунктов,
который, содержит по меньшей мере одну дополнительную лентообразную структуру (750, 752, 754), расположенную рядом с основной лентообразной структурой(102), при этом дополнительная лентообразная структура (750, 752, 754) установлена, по меньшей мере, параллельно основной лентообразной структуре (102).
12. Нагревательный элемент (100, 200, 300, 400, 500, 600, 700, 900) по любому из предыдущих пунктов, в котором
на верхней поверхности лентообразной структуры (102) выполнены выступы и углубления, при этом в среднем различие по высоте между выступами и углублениями соответствует диапазону 0,01…2 мм, в частности диапазону 0,1…1,5 мм и предпочтительно, диапазону 0,5…1,2 мм.
13. Установка (785) для термического соединения двух элементов из полимерного материала, включающая
первый внутренний элемент (760), состоящий из первого полимерного материала с первой температурой плавления;
второй наружный элемент (770), который охватывает первый внутренний элемент (760), по меньшей мере, частично, и состоящий из второго полимерного материала со второй температурой плавления;
нагревательный элемент (700), расположенный между первым внутренним элементом (760) и вторым наружным элементом (770), содержащий лентообразную структуру (102), и слой, изменяющий адгезионную способность (320), закрепленный или выполненный по меньшей мере на одной из поверхностей лентообразной структуры (102),
при этом
- лентообразная структура (102) выполнена из ферромагнитного материала, нагреваемого посредством индукции, с заданной точкой Кюри, которая превышает первую температуру плавления и/или вторую температуру плавления,
- лентообразная структура содержит группу отверстий (110), в которых находится твердеющий полимерный материал, соединяющий первый внутренний элемент (760) со вторым наружным элементом, и
- первая разность температур между заданной точкой Кюри и первой температурой плавления и/или вторая разность температур между заданной точкой Кюри и второй температурой плавления соответствует диапазону 5-100 К.
14. Установка (785) по п. 13, в которой
первая разность температур и/или вторая разность температур соответствует диапазону 10–80 К, в частности диапазону 20–60 К и предпочтительно диапазону 30–50 К.
15. Установка (785) по п. 13 или 14, в которой
оба полимерных материала являются одинаковыми.
16. Установка (785) по любому из пп. 13-15,
дополнительно включающая третий внутренний элемент (780), выполненный из третьего полимерного материала с третьей температурой плавления, при этом второй наружный элемент (770), по меньшей мере, частично охватывает третий внутренний элемент (780), а
нагревательный элемент (100) расположен между третьим внутренним элементом (780) и вторым наружным элементом (770).
17. Установка (785) по п. 16, в которой
первый внутренний элемент выполнен в виде трубы из полимерного материала (760),
третий внутренний элемент выполнен в виде другой трубы из полимерного материала (780) и
второй наружный элемент выполнен в виде муфты из полимерного материала (770),
которая охватывает два направленных друг к другу конца труб, конец одной трубы из полимерного материала (760) и конец другой трубы из полимерного материала (780).
18. Система (890) для термического соединения двух элементов из полимерного материала, включающая
установку (785) по любому из пп. 13-17 и генератор (895), создающий электромагнитное поле,
посредством которого первичная обмотка (897) генератора (895) взаимодействует с нагревательным элементом (100) посредством электромагнитной индукции.
19. Способ термического соединения двух элементов из полимерных материалов (760, 770), включающий
укладку одного из нагревательных элементов (100, 200, 300, 400, 500, 600, 700, 900) на первый внутренний элемент (760) или на второй наружный элемент (770), при этом нагревательный элемент (100, 200, 300, 400, 500, 600, 700, 900) содержит лентообразную структуру (102) с группой отверстий (110) и ферромагнитный материал (305);
пространственное расположение второго наружного элемента (770) относительно первого внутреннего элемента (760), так, что первый внутренний элемент (760), по меньшей мере, частично охватывается вторым наружным элементом (770), и нагревательный элемент (100, 200, 300, 400, 500, 600, 700, 900) расположен между первым внутренним элементом (760) и вторым наружным элементом (770);
индукционный нагрев одного из нагревательных элементов (100, 200, 300, 400, 500, 600, 700, 900), при котором полимерный материал первого внутреннего элемента (760) и/или второго наружного элемента (770) расплавляется;
проникновение расплавляемого полимерного материала первого внутреннего элемента (760) и/или расплавляемого полимерного материала второго наружного элемента (770) в отверстия (110), так что оба полимерных материала соединяются друг с другом, и/или расплавляется полимерный материал, находящийся в отверстиях (110);
уменьшение передаваемой нагревательному элементу (100, 200, 300, 400, 500, 600, 700, 900) индуктивной мощности вследствие приближения температуры ферромагнитного материала к точке Кюри ферромагнитного материала; и
охлаждение расплавляемого полимерного материала первого внутреннего элемента (760) и/или расплавляемого полимерного материала второго наружного элемента (770) и/или находящегося в отверстиях (110) расплавляемого полимерного материала, так что оба элемента (760, 770) образуют механическое соединение; причем нагревательный элемент (100) укладывают на первый внутренний элемент (760) или на второй наружный элемент (770) с образованием нахлеста обоих концов лентообразной структуры (102).
| US 5756973 A, 26.05.1998 | |||
| ПЛАСТИНА РАФИНЕРА ДЛЯ ПОЛУЧЕНИЯ МЕХАНИЧЕСКОЙ ДРЕВЕСНОЙ МАССЫ, ИМЕЮЩАЯ ИСКРИВЛЕННЫЕ РАЗМАЛЫВАЮЩИЕ НОЖИ, ИМЕЮЩИЕ ПЕРЕДНИЕ БОКОВЫЕ СТЕНКИ С ЗАЗУБРИНАМИ, И СПОСОБ ВЫПОЛНЕНИЯ ПЛАСТИН | 2008 |
|
RU2452805C2 |
| ИНДУКЦИОННОЕ ЗАПЕЧАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕРМОСВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК РАЗЛИВНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2008 |
|
RU2474495C2 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |
| Способ сварки пластмассовых труб | 1989 |
|
SU1680557A1 |
| ОПТОМЕХАНИЧЕСКИЙ ВИБРАЦИОННЫЙ МИКРОДАТЧИК | 2020 |
|
RU2739829C1 |

