Область техники
Настоящее изобретение относится к технологии термического соединения двух элементов из полимерного материала посредством индукционной сварки. Настоящее изобретение, в частности, относится к нагревательному устройству, системе, и способу термического соединения (i) трубы, выполненной из первого полимерного материала, с (ii) муфтой, выполненной из второго полимерного материала и охватывающей, по меньшей мере, участок трубы, при этом нагревательное устройство, подвергаемое индукционному нагреву, расположено между трубой и муфтой и/или встроено в трубу и/или муфту.
Уровень техники
Элементы из полимерного материала могут быть соединены посредством термического соединения, при котором электропроводящий материал вводится между двумя соединяемыми элементами и подвергается нагреву посредством переменного электромагнитного поля, создаваемого специальным генератором. При индукционной сварке элементов из полимерного материала создается электромагнитное сцепление между электропроводящим намагничиваемым материалом и индукционным генератором, главным образом, посредством переменного электромагнитного поля, создаваемого обмоткой индукционного генератора. Способ индукционной сварки, в частности, применяется для термического соединения концов полимерных труб с помощью полимерной муфты, насаживаемой на оба конца свариваемых элементов. Электропроводящий намагничиваемый нагревательный элемент вводится при этом между полимерной муфтой и наружной поверхностью каждого конца обеих соединяемых труб и подвергается индукционному нагреву, так что наружные поверхности обоих концов, и внутренняя поверхность полимерной муфты расплавляются, и при последующем охлаждении посредством усадки создается прочное сварное соединение.
Устройство термического соединения полимерных трубы заявлены, например, в патенте WO 2012/137197 A2.
В большинстве устройств для индукционной сварки полимерных труб применяется один узел обмоток, который в процессе сварки охватывает (цилиндрическую поверхность) зоны сварки и вызывает протекание тока в данной зоне. В явном выражении узел обмоток тогда представляет собой первичную обмотку трансформатора, при этом применяемое нагревательное устройство соответствует вторичной обмотке трансформатора. Это действительно, в частности, для случаев, когда нагревательное устройство полностью охватывает внутреннюю полимерную трубу.
Технической проблемой при индукционной сварке является, все-таки, по меньшей мере, для некоторых вариантов применения то, что индукционный магнитный поток, создаваемый первичной обмоткой, проникает относительно глубоко внутрь полимерной трубы. Поэтому металлические структуры, расположенные внутри трубы, также подвергаются индуктивному нагреву. Подобными структурами являются такие, как стальные трубы внутри полимерной оболочки и/или металлические (диффузионные) защитные слои, такие как алюминиевая фольга.
В явном выражении, во всем поперечном сечении полимерной трубы и дополнительно во внешних участках (вплоть до первичной обмотки) образуется зона проникновения поля индукции. Вследствие этого качество сварки сильно зависит от свойств имеющегося в данной зоне материала (в частности, ферромагнитного или поглощающего вихревые токи). Непреднамеренное поглощение энергии структурами, подверженными индукционному нагреву, внутри полимерной трубы невозможно предотвратить. В этой связи становится очевидным, что посредством поглощение энергии структурами, подверженными индукционному нагреву и расположенными внутри полимерной трубы, снижается как качество, так и эффективность использования энергии процесса индукционной сварки.
Описание изобретения
Целью изобретения является повышение качества и эффективности использования энергии процесса индукционной сварки.
Достижение данной цели раскрывается посредством неограничивающих пунктов формулы изобретения. Предпочтительные варианты исполнения настоящего изобретения описаны в ограничивающих пунктах.
Согласно первому варианту изобретения предлагается нагревательное устройство для термического соединения (i) трубы, выполненной из первого полимерного материала, с (ii) муфтой, выполненной из второго полимерного материала и охватывающей, по меньшей мере, участок трубы, при этом нагревательное устройство, подвергаемое индукционному нагреву, расположено между трубой и муфтой и/или встроено в трубу и/или муфту. Упомянутое нагревательное устройство включает узел обмоток, в котором посредством генератора возбуждается магнитное поле, и который включает первую обмотку, в первой трубы (в поперечном ее сечении) содержащую, по меньшей мере, один виток и вторую обмотку, которая электрически соединена с первой обмоткой и которая во второй трубе (в поперечном ее сечении) содержит, по меньшей мере, один виток. Согласно настоящему изобретению в поперечном сечении первая и вторая обмотки являются различными по площади.
Упомянутое нагревательное устройство основано на том, что посредством разделения узла обмоток, по меньшей мере, на две отдельные обмотки зона индуктивного взаимодействия, то есть площадь индуктивного взаимодействия, планируемая и зависимая по величине от конкретного процесса сварки (при том, что отдельные обмотки в поперечном сечении имеют различия по площади) может быть подготовлена так, что в сравнении с единой обмоткой (которая обеспечивает примерно такую же по величине зону индуктивного взаимодействия) такая зона будет явно меньше. В этой связи становится очевидным, что согласно физике при цилиндрической замкнутой обмотке с относительно небольшим по площади поперечным сечением, магнитные силовые линии, выходящие из области ее оси с обеих сторон, изгибаются сильнее, чем от одной обмотки с б’ольшим поперечным сечением. Из этого рассмотрения непосредственно следует, что в процессе индукционной сварки, когда отдельные обмотки снаружи прилегают к наружным частям обоих свариваемых полимерных элементов, глубина проникновения магнитных линий или индукции является явно большей, чем в случае единственной обмотки, которая образует сравнительно большее по площади поперечное сечение.
Уменьшенная глубина проникновения магнитных линий или индукции, в частности, является предпочтительной при индукционной сварке полимерных труб, которые содержат внутри не слишком глубоко от поверхности тонкий металлический слой, который не должен нагреваться. В этой связи также имеет значение, что подобный металлический слой обычно простирается в продольном направлении вдоль всей полимерной трубы. Так как на практике узел обмоток никогда точно не расположен над упомянутым нагревательным элементом, нагреваемым посредством индукции, то необходимо, чтобы узел обмоток в продольном направлении свариваемой вдоль полимерной трубы имел большую протяженность, чем нагревательный элемент. Это означает, что переменное магнитное поле, прикладываемое снаружи, должно иметь большую протяженность, чем нагревательный элемент. Все-таки, при этом, по меньшей мере, в зоне за пределами нагревательного элемента отсутствует экранирование переменного магнитного поля, так что уменьшение глубины проникновения - это единственная возможность предотвращения нежелательного нагрева такого металлического слоя. Тоже относится, конечно, к полимерной оболочке трубы, которая окружает внутреннюю металлическую трубу, например, из стали, и как вариант, к термоизоляции между внутренней металлической трубой и наружной полимерной трубой.
Следует отметить, что посредством соответствующей конструкции, то есть геометрических параметров нагревательного элемента, силовые линии отдельной обмотки возможно сформировать таким образом, что в радиальной зоне между центральной частью трубы и нагревательным элементом магнитные силовые линии будут отсутствовать или намагничивающее воздействие будет сведено до минимума. Это означает, что в процессе сварки будет отсутствовать существенный нагрев металлической фольги или внутренней металлической трубы. В этой связи возникает дополнительное преимущество, когда нагревательный элемент состоит из тонких разделенных ферромагнитных частиц, которые, например, внедрены, в частности, в целях антикоррозионной защиты в (полимерный) матричный материал и концентрация которых на периферии нагревательного элемента снижена.
Упомянутое электрическое сцепление между обеими обмотками можно реализовать непосредственно или косвенно. Непосредственное соединение можно, например, выполнить посредством общего устройства коммутации обеих обмоток. При этом возможно запитать током весь узел обмоток лишь двумя электрическими соединительными проводниками. Непосредственное соединение обеих обмоток можно создать, в частности, через упомянутый генератор. Хотя для этого потребуются несколько проводников, все-таки, при соответствующей конфигурации генератора возможно запитать током обе обмотки независимо друг от друга.
Выражение "в первом или втором поперечном сечении" в данном документе следует понимать, в частности, так, что образуется, по меньшей мере, полная обмотка в проекции вдоль продольной оси, то есть, оси симметрии соответствующей обмотки в поперечном сечении. Это определение может, в частности, иметь значение, когда соответствующая обмотка имеет несколько (спиралеобразных) витков и посредством этого протяженность вдоль их оси симметрии.
Признак "при этом первое и второе поперечные сечения имеют отличия по площади", в частности, позволяет при изготовлении упомянутого нагревательного устройства уложить обе обмотки по окружности муфты в различных местах. При этом муфта может быть приварена к полимерной трубе не только точечно, но и по поверхности.
Согласно примеру исполнения настоящего изобретения первое и второе поперечные сечения имеют перекрытие. Посредством этого выгодным образом повышается пространственная однородность создаваемого магнитного поля и улучшается качество индукционной сварки.
Следует отметить, что высокая степень пространственной однородности требует одновременного возбуждения обеих обмоток. И наоборот, возможно создать возбуждение первой обмотки в пределах первого промежутка времени и второй обмотки - в пределах второго промежутка времени. При этом оба промежутка времени могут не совпадать совсем или же иметь некоторое наложение во времени.
Следует отметить далее, что упомянутое перекрытие не является совсем необходимым. Во множестве обмоток достаточно малого размера глубина проникновения магнитного поля настолько мала, что и без перекрытия обмоток посредством достаточно высокого значения энергии излучения неоднородность магнитного поля компенсируется без увеличения вредного воздействия глубины проникновения.
Согласно следующему примеру исполнения настоящего изобретения обе обмотки имеют механическое соединение друг с другом. При этом упомянутый узел обмоток простым способом наложен на муфту, или охватывает ее. При этом облегчается обслуживание упомянутого нагревательного устройства.
Согласно следующему примеру исполнения настоящего изобретения обе обмотки имеют гибкое механическое соединение друг с другом и/или сами, по меньшей мере, имеют способность к изгибу. Это дает преимущество в том, что упомянутый узел обмоток зависимый от размеров муфты, в частности, от радиуса кривизны муфты, имеет большую или меньшую кривизну. Поэтому упомянутое нагревательное устройство для процесса сварки может применяться c муфтами различных размеров.
В явном выражении узел обмоток посредством соответствующего виткообразования и/или соответствующей гибкости обмоток простым способом временно охватывает муфту.
Согласно следующему примеру исполнения настоящего изобретения обе обмотки имеют электрическое соединение друг с другом, так что при возбуждении узла обмоток магнитное поле, созданное первой обмоткой, является антипараллельным магнитному полю, созданному второй обмоткой. Это дает преимущество в том, что, по меньшей мере, при одновременном возбуждении обеих обмоток глубина проникновения внутрь трубы снижается особенно сильно, так как магнитные силовые линии, созданные одной обмоткой, пространственно канализируются посредством другой обмотки, то есть фокусируются в узком пространстве.
Следует отметить, что обеспечение строгой антипараллельности обоих магнитных полей существует лишь тогда, когда обе обмотки расположены в одной плоскости или, по меньшей мере, их поперечные сечения взаимно параллельны. Также при небольшом наклоне в отношении пространственного расположения обеих имеющихся обмоток, когда нагревательное устройство расположено на периферии муфты, магнитные линии, которые выходят из первой обмотки в направлении полимерной трубы, "захватываются" второй обмоткой, так что глубина проникновения магнитного поля внутрь полимерной трубы выгодным образом сводится к минимуму.
Обе, например, входящие в массив обмотки, в упомянутом здесь примере исполнения возбуждаются с противоположными по знаку направлениями силовых линий. Это приводит, как уже упомянуто выше, к минимизации глубины проникновения переменного магнитного поля внутрь полимерной трубы. И с другой стороны, это предотвращает особенно эффективным способом нежелательный нагрев глубоко расположенных ферромагнитных или восприимчивых к вихревым токам материалов.
Согласно следующему примеру исполнения настоящего изобретения площадь первого поперечного сечения и/или второго поперечного сечения меньше 1 м2, в частности меньше 1000 см2 и предпочтительно меньше 100 см2.
Посредством разделения нагреваемой поверхности посредством нескольких небольших обмоток воздействие, то есть проникновение переменного электромагнитный поля в направлении оси свариваемой трубы уменьшается простым способом. Это приводит, как уже упомянуто выше, в случае с полимерной оболочкой составной трубы, которая содержит внутреннюю трубу, включающую электропроводящие и/или ферромагнитные материалы, к очень небольшому нежелательному нагреву внутренней трубы.
В отношении соответствующих частот возбуждения стоит упомянуть, что при известных узлах обмоток с относительно большой обмоткой наличие массивных металлических структур внутри полимерной трубы и, в частности, внутренней стальной трубы в полимерной оболочке приводит к высокой индуктивности соответствующего узла обмоток. При этом на практике индукционная сварка c использованием известного узла обмоток уже со средними частотами в диапазоне 10 кГц- 400 кГц явно осложняется. Индукционная сварка с более высокими частотами на практике, по меньшей мере, исключается. Такое ограничение в отношении возможных частот возбуждения преодолевается для упомянутого здесь нагревательного устройства, так как (a) в связи с упомянутой меньшей глубиной проникновения внутренние металлические структуры не подвержены воздействию или подвержены меньшей интенсивности переменного электромагнитного поля и (b) небольшие отдельные обмотки обладают сравнительно меньшей индуктивностью. Для возбуждения узла обмоток с упомянутым нагревательным устройством возможно применение в зависимости от конкретного варианта более высоких частот, чем 400 кГц.
Согласно следующему примеру исполнения настоящего изобретения контур первого поперечного сечения и/или второго поперечного сечения (a) соответствует овальной, в частности, криволинейной форме, (b) треугольной форме и, в частности, прямоугольного треугольника или (c) четырехугольной форме и, в частности, прямоугольной форме, и предпочтительно квадратной форме.
Перечень возможных форм не ограничен уже упомянутыми. В настоящее время появляются, в частности, соответствующие формы, которые допускают выполнение тесного последовательного комплектования прилегающих обмоток, так что на поверхности достигается наиболее возможное равномерное распределения магнитного потока.
Согласно следующему примеру исполнения настоящего изобретения нагревательное устройство дополнительно включает, по меньшей мере, дополнительную обмотку, которая в пределах дополнительного поперечного сечения содержит, по меньшей мере, виток, при этом дополнительное поперечное сечение отличается (по площади) как от первого поперечного сечения так и от второго поперечного сечения.
Посредством повышения числа отдельных обмоток зона пространственного электромагнитного воздействия между упомянутым нагревательным устройством и нагревательным элементом увеличивается. Отдельные обмотки возможно выполнить в виде одномерной или двумерной матрицы. Узел обмоток нагревательного устройства может, в частности, иметь такую длину, что будет охватывать всю муфту и тем самым обеспечивать особенно равномерное выполнение сварки в пространстве.
В связи с этим следует отметить, ширина узла обмоток, то есть ширина двумерной матрицы в направлении параллельном оси свариваемой трубы должна быть такой, чтобы нагревательный элемент нагревался по всей своей ширине, когда в отношении узла обмоток он расположен в осевом направлении не посередине.
Дополнительная обмотка может иметь те же признаки, что и первая и/или вторая обмотка.
Согласно следующему примеру исполнения настоящего изобретения обмотки имеют последовательное и/или параллельное электрическое соединение друг с другом. Это дает преимущество в том, что тогда узел обмоток возбуждается лишь посредством двух соединительных проводов.
Посредством соответствующей комбинации из одного или нескольких последовательных и параллельных электрических соединений возможно простым способом подобрать пространственную характеристику и, в частности, изменяющуюся в пространстве при определенных условиях интенсивность электромагнитного поля для конкретного применения процесса сварки. В частности, как уже было упомянуто ранее, создается охватывающее муфту или трубу переменное электромагнитное поле, глубина проникновения которого минимальна. В явном выражении глубина проникновения тем меньше, чем больше отдельных обмоток применяется, или чем меньше размеры отдельных обмоток (при той же поверхности покрытия ими).
Согласно следующему примеру исполнения настоящего изобретения узел обмоток дополнительно, включает, по меньшей мере, внешнюю обмотку, которая расположена поверх первой и/или второй обмотки. При этом, в частности, поперечное сечение внешней обмотки в плоскости параллельной плоскости первого поперечного сечения и/или второго поперечного сечения имеет смещение относительно первого поперечного сечения и/или второго поперечного сечения. Это дает преимущество в том, что однородность электромагнитного потока создаваемого посредством всего узла обмоток еще более повышается. Это в частности, может, привести к равномерному нагреву нагревательного элемента и тем самым созданию особенно качественного сварного соединения.
При этом следует отметить, что для высококачественного сварного соединения не обязательно требуется, чтобы электромагнитный поток становился однородным через определенный промежуток времени. Также возможно выполнение возбуждения различных обмоток в различные промежутки времени, чтобы после интегрированного промежутка времени возникал однородный электромагнитный поток нагревательного элемента.
При предпочтительных формах исполнения (по меньшей мере) две матрицы обмоток уложены друг над другом со смещением и запитываются током в различные промежутки времени. Таким образом возможно обеспечить нагрев зон перехода (ненамагничиваемые участки) от одной из множества обмоток матрицы. Посредством неодновременного возбуждение различных массивов обмоток, то есть матриц обмоток, легко предотвращается взаимное влияние матриц обмоток и возникающее посредством такого влияния возможное искажение электромагнитного поля.
Под выражением "поверх", в частности, подразумевается, что (по меньшей мере, одна) наружная обмотка расположена при воздействии нагревательного устройства в радиальном направлении снаружи от первой и/под второй обмоткой.
Согласно следующему примеру исполнения настоящего изобретения нагревательное устройство дополнительно включает емкостный элемент, который вместе с узлом обмоток образует резонансный контур.
Посредством измерения резонансной частоты упомянутого резонансного контура возможно простым и эффективным способом уже во время процесса индукционной сварки или непосредственно перед таким процессом получить вывод о действительной индуктивности узла обмоток. Электрические характеристики нагревательного элемента, такие как, способность к образованию вихревых токов и/или ферромагнитные свойства изменяют индуктивность соответствующей обмотки и тем самым всего узла обмоток. Это позволяет, например, контролировать корректное расположение узла обмоток, охватывающего трубу.
Электрические и/или магнитные характеристики нагревательного элемента, как правило зависимые от температуры, позволяют посредством измерения резонансной частоты или посредством измерения сдвига резонансной частоты получить вывод о действительной температуре нагревательного элемента, то есть о достижении заданной температуры нагревательного элемента. Резонансная частота или сдвиг резонансной частоты можно регистрировать посредством любого устройства для измерения частоты. Такое устройство, например, может быть включено в состав упомянутого выше генератора.
Особенно существенное изменение резонансной частоты при изменении температуры нагревательного элемента возможно обеспечить, когда нагревательный элемент содержит ферромагнитный материал с точкой Кюри, которая еще не достигается до начала процесса индукционной сварки, и в течение или, все-таки, к концу процесса индукционной сварки, по меньшей мере, почти достигается. Совместно с нагревательным элементом, который при соответствующем случае применения содержит материал с соответствующей точкой Кюри, возможно реализовать высокочувствительное управление температурой процесса индукционной сварки.
В следующем варианте исполнения измеряется изменение магнитных характеристик неферромагнитных материалов. Это обеспечивается посредством достижения температуры насыщения (температура Нееля), при которой, в частности, нагревательный элемент теряет известные магнитные характеристики. Это также можно контролировать посредством регистрации резонансной частоты и на основании этого соответствующим способом управлять процессом индукционной сварки.
Согласно следующему варианту изобретения предлагается нагревательная система для термического соединения (i) трубы, состоящей из первого полимерного материала, с (ii) муфтой, состоящей из второго полимерного материала, и которая, по меньшей мере, охватывает участок трубы, при этом нагревательный элемент, нагреваемый посредством индукции, расположен между трубой и муфтой и/или встроен в трубу и/или муфту. Нагревательная система включает (a) нагревательное устройство вышеупомянутого вида и (b) генератор возбуждения и, в частности, для питания током узла обмоток.
Упомянутая нагревательная система основана на том, что посредством инициируемого генератором питания током, которое как вышеупомянутый узел обмоток, позволяет осуществлять процесс индукционной сварки, где требуемая зона электромагнитного взаимодействия в отношении своей глубины, то есть в отношении своей пространственной протяженности в перпендикулярном направлении к соответствующему поперечному сечению обмотки, ограничена, чтобы, с одной стороны, нагревательный элемент был хорошо нагрет, и с другой стороны, расположенные в глубине нагреваемые посредством индукции структуры не были нагреты. Посредством этого обеспечивается особенно высокая эффективность процесса индукционной сварки, и одновременно предотвращается нежелательное термическое повреждение расположенных внутри трубы (при определенных условиях) металлических структур.
Согласно следующему примеру исполнения настоящего изобретения предлагается упомянутый способ термического соединения (i) трубы, состоящей из первого полимерного материала, с (ii) муфтой, состоящей из второго полимерного материала, и которая, по меньшей мере, охватывает участок трубы, при этом нагревательный элемент, нагреваемый посредством индукции, расположен между трубой и муфтой и/или встроен в трубу и/или муфту. Способ включает (a) укладку снаружи на муфту нагревательного устройства вышеупомянутого вида; (b) возбуждение узла обмоток; и (c) удаление нагревательного устройства от муфты.
Упомянутый способ основан на том, что посредством применения упомянутого выше нагревательного устройства обеспечивается особенно высокая эффективность процесса индукционной сварки и одновременно предотвращается нежелательное термическое повреждение расположенных внутри трубы (при определенных условиях) металлических структур.
Возбуждение выполняется обычно во время заданного промежутка времени, такой продолжительности, что достаточное количество полимерного материала трубы и/или муфты расплавляется, так что после их охлаждения образуется стабильное механическое соединение трубы с муфтой. Для обеспечения как можно более стабильного механического соединения применяется нагревательный элемент, содержащий множество отверстий, через которые проникает расплавленный полимерный материал, так что в зоне отверстий образуется непосредственное соединение трубы с муфтой.
Непосредственное соединение трубы с муфтой дополнительно достигается посредством нагревательного элемента, содержащего множество индуктивно нагреваемых ферромагнитных или ферримагнитных частиц. В качестве альтернативы или в комбинации частицы также встраиваются внутрь полимерной ленты, которая расположена между трубой и муфтой. Когда в предпочтительном исполнении материал полимерной ленты и полимерной трубы и/или муфты является одинаковым, тогда образуется особенно однородное и поэтому стабильное сварное соединение.
Согласно следующему примеру исполнения настоящего изобретения дополнительно предлагается способ, который включает (a) перед укладкой нагревательного устройства, осевое соединение трубы с дополнительной трубой, так что конец одной трубы и конец другой трубы сводятся друг к другу торцами; (b) укладку нагревательного элемента, по меньшей мере, частично в обхват конца одной трубы и конца другой трубы; и (c) надевание муфты на уложенный нагревательный элемент .
Осевое соединение обеих труб, то есть концов труб, выполняется так, что оба конца труб утыкаются друг в друга. В качестве альтернативы между обоими концами труб образуется небольшой зазор.
Надевание муфты предпочтительно выполняется так, что перед выполнением сочленения обеих труб муфта надвигается на одну из труб и после сочленения муфта сдвигается в требуемое (осевое) положение.
Согласно следующему примеру исполнения настоящего изобретения обе трубы представляют собой трубы централизованного теплоснабжения, в которых, в частности, наружная труба выполнена из полимерного материала, а внутренняя труба из полимерного материала или стали. Особенно предпочтительно, если между внутренней и наружной трубой расположен теплоизолирующий материал. Как вариант, труба централизованного теплоснабжения содержит металлизированный слой в виде фольги, расположенный между внутренней стальной и наружной полимерной трубой.
Согласно следующему примеру исполнения настоящего изобретения узел обмоток образует электрическое соединение такого рода и/или обмотки узла обмоток возбуждаются таким образом, что по всей периферии вокруг муфты протекание тока полностью блокируется. Посредством запланированного прерывания протекания тока в направлении по окружности предотвращается то, что в узле обмоток дополнительно к первой, ко второй и при определенных условиях, по меньшей мере, еще к одной обмотке образуется увеличенная обмотка, которая создает электромагнитное излучение, проникающее сравнительно глубоко внутрь трубы, и тем самым преимущество уменьшенной глубины проникновения электромагнитного излучения, создаваемого отдельными обмотками минимизируется.
Блокирование или прерывание протекания тока по всему контуру вокруг муфты достигается, например, посредством того, что в узле обмоток отсутствует виток обмотки или же другой элемент электрической проводки, который постоянно обеспечивает протекание тока по всему контуру вокруг муфты. Посредством соответствующего распределения в пространстве отдельных обмоток (не полностью) вокруг муфты зона протекания тока, создаваемого посредством индукции переменного поля, оптимально концентрируется с целью сварки в нагреваемой зоне.
Согласно следующему примеру исполнения настоящего изобретения нагревательный элемент содержит лентообразную структуру с материалом, нагреваемым посредством индукции, при этом нагреваемый материал распределен или расположен по внешнему контуру таким образом, что по внешнему контуру трубы электропроводность прерывается, по меньшей мере, в одном месте.
Посредством планомерного прерывание протекания тока в направлении по окружности предотвращается то, что вокруг трубы создается короткозамкнутая обмотка, которая в процессе индукционной сварки приводит к возникновению индуцируемого тока вокруг всей трубы. При замкнутой или прерываемой электропроводности нагревательного элемента возникает индуцируемый ток, подобно действию трансформатора, при этом обмотка индукционного генератора представляет собой первичную обмотку трансформатора, а непрерывный электропроводящий нагревательный элемент - вторичную обмотку трансформатора.
В связи с этим известно, что направленный ток, который возникает только при непрерываемом электропроводящем нагревательном элементе, приводит к асимметрии общего протекания тока, что вызывает неравномерный нагрев нагревательного элемента. Асимметрия (направления) протекания тока, ответственного за нагрев в нагревательном элементе происходит в случае замкнутой электропроводящей нагревательной ленты из-за того, что при индуктивном возбуждении нагревательной ленты образуются в основном два вида тока. Током первого типа является ток, который согласно свойству нагревательного элемента как вторичной обмотки трансформатора протекает вокруг целого первого внутреннего элемента и который в данном документе называется током короткого замыкания. Ток короткого замыкания протекает исключительно или, по меньшей мере, преимущественно в направлении по окружности.
Токами второго типа являются вихревые токи, которые при индукционной сварке генерируются известным способом в нагревательном элементе, как в электрическом проводнике из-за возбуждающего переменного магнитного поля, которое в свою очередь генерируется узлом обмоток индукционного генератора.
Вихревые токи, как правило, не имеют преимущественного направления и приводят вследствие этого к особенно однородному индукционному тепловыделению. Посредством блокирования токов короткого замыкания блокируется также точно та часть ответственного за разогрев тока, который является асимметричным в отношении направления тока. Тем самым однородность разогрева в целом улучшается, и образование мест локального перегрева в процессе сварки в расплавляемом полимерном материале возможно предотвратить простым и эффективным способом.
Определенное направление по окружности в связи с инициируемым воздействием в каждой точке нагревательного элемента в данном документе называется тангенциальным направлением. Направление перпендикулярное к направлению по окружности или ко множеству тангенциальных направлений в данном документе называется продольным или осевым направлением.
Очевидно, что посредством, по меньшей мере, электрического прерывания нагревательного элемента обеспечивается то, что нагревательный элемент сам по себе не образует целой вторичной обмотки вокруг первого внутреннего элемента. Тем самым блокируются токи короткого замыкания, и разогрев нагревательного элемента достигается исключительно посредством индукционного воздействия вихревых токов. Вследствие этого в процессе сварки возможно предотвратить появление мест локального перегрева в горячих точках. Кроме того, упрощаются монтаж нагревательного элемента или его укладка вокруг первого внутреннего элемента, и общая процедура использования процесса индукционной сварки.
Согласно следующему примеру исполнения настоящего изобретения нагревательный элемент выполнен из ферромагнитного материала, нагреваемого посредством индукции и имеющего точку Кюри, ниже 460°C, в частности, ниже 400°C, предпочтительно ниже 300°C и более предпочтительно ниже 250°C.
Упомянутый нагревательный элемент основан на том, что посредством применения ферромагнитного материала с подходящей точкой Кюри для обоих соединяемых элементов в процессе термического соединения создается автоматическое ограничение температуры. Стабильный саморегулируемый процесс сварки обеспечивается посредством выбора точки Кюри, которая, с одной стороны, является достаточно высокой для расплавления полимерного материала трубы и/или муфты, а с другой стороны, не является достаточно высокой, для того чтобы полимерный материал достигал температуры, приводящей к термическому разрушению. Такое термическое разрушение может, например, происходить потому, что соответствующий элемент расплавляется настолько, что в процессе термического соединения происходит незначительное изменение его формы. В частности, ферромагнитный материал должен иметь точку Кюри, которая, при условии, что эта точка Кюри также достигается в процессе термического соединения, приводит в течение типового для процесса термического соединения периода лишь к расплавлению только поверхностного слоя полимерного материала.
Понятие " материал" в данном документе следует понимать, как относящееся к "единому" материалу с «единой» точкой Кюри, так и к части или к нескольким частям, входящим в общий состав из различных материалов. В частности, понятие "материал" может относиться, по меньшей мере, к отдельному веществу (например, по меньшей мере, компоненту сплава) или общему составу из различных материалов (например, сплаву).
В этой связи следует указать на то, что упомянутый в данном документе нагрев может вызываться частично посредством потерь на перемагничивание и частично посредством электрических потерь.
Под потерями на перемагничивание понимают так называемые потери на перемагничивание нагревательного элемента, которые связаны с ферромагнитной намагничиваемостью нагревательного элемента, и такие потери могут называться потерями на гистерезис.
Электрическими потерями являются главным образом потери на омическом сопротивлении, в связи с индуцируемыми токами, в частности, вихревыми токами, которые создаются при индукционном взаимодействии нагревательного элемента с электромагнитным полем, создаваемым одним из соответствующих генераторов.
При достижении точки Кюри у нагревательного элемента исчезают потери на перемагничивание, и соответственно ввод энергии в нагревательный элемент снижается, так как возникающие еще только при определенных условиях электрические потери способствуют (дальнейшему) нагреву нагревательного элемента. В зависимости от конкретного исполнения нагревательного элемента такое исчезновение действующего подвода энергии посредством исчезновения потерь на перемагничивание уже может стать достаточным для ограничения температуры. При определенных условиях соответствующее снижение ввода энергии может быть определено посредством индукционного генератора или устройства измерения частоты, посредством чего регистрируется резонансная частота резонансного контура (как упомянуто выше).
Точка Кюри, которая явно выше точки плавления применяемых полимерных материалов, способствует быстрому нагреву в процесcе сварки и тем самым содействует сокращению продолжительности процесcа сварки. При относительно высокой точке Кюри необходимо оптимизировать нагревательный элемент касательно параметров теплоотвода, теплоемкости и скорости нагрева в том отношении, чтобы быстро аккумулируемая в нагревательном элементе энергия могла отводиться на полимерный материал таким образом, чтобы исключить его повреждение. Как будет показано далее, посредством применения материалов с различными значениями точки Кюри проявляющуюся макроскопически область перехода потерь ферромагнитных свойств возможно раздвинуть или передвинуть и посредством этого дополнительно сформировать функцию ограничения температуры.
Применение нескольких ферромагнитных материалов, имеющих различные значения точки Кюри дает преимущество в том, что посредством подходящей смеси с количественным соотношением (массовым или объемным) различных ферромагнитных материалов можно установить оптимальное для соответствующего применения среднее значение точки Кюри. Применение упомянутых различных ферромагнитных материалов дополнительно приводит к тому, что нагревательный элемент будет иметь, по меньшей мере, два различных значения точки Кюри.
На практике это означает, что до начала процесса соединения, когда температура нагревательного элемента и охватываемого полимерного материала является еще относительно низкой, оба материала содействуют индукционному нагреву со сравнительно высокой тепловой нагрузкой. Если далее в процессе достигается значение, превышающее точку Кюри конкретного материала, тогда процесс нагрева будут происходить с соответственно еще меньшей тепловой нагрузкой. Это делает возможным выгодным способом осуществить особо точное управление термическим соединением обоих элементов.
Нагревательный элемент дополнительно представляет собой послойную структуру со слоями из различных (ферромагнитных) материалов.
В качестве альтернативы или в комбинации к различным значениям точки Кюри такие материалов, имеют различные характеристики жесткости, упругости и/или пластичности
Посредством соответствующего подбора количественного соотношения различных материалов становится возможным изменить собственные механические свойства отрезка нагревательного элемента так, что при вытяжке получаются заданные формы, которые способствуют улучшению, то есть повышенной механической прочности формируемого сварного соединения.
Согласно существующим знаниям для упомянутого послойного исполнения подходят, в частности, комбинации из двух или нескольких слоев следующих металлических сплавов: Cu-Al, Fe-Cu, Fe-высококачественная сталь, CU-Sn, Fe-Al, Al-Mg. Для достижения оптимальной механической растяжимости при соответствующем применении возможно подбирать для конкретного сплава соотношение входящих в него металлов.
Чтобы исследовать влияние различных значений эластичности на качество и, в частности, на прочность сварного соединения, проведен ряд испытаний в соответствии с изобретением. При этом было обнаружено, что посредством заданной установки продольной эластичности структуры нагревательного элемента достигается явное улучшение результатов сварки. При этом под продольной эластичностью понимается эластичность нагревательного элемента в направлении его продольной протяженности, что проявляется вдоль поверхности внутренней трубы. В явном выражении эта продольная протяженность проявляется в тангенциальном направлении по цилиндрической поверхности трубы.
Согласно следующему примеру исполнения настоящего изобретения первая и вторая обмотки возбуждаются со смещением во времени по отношению друг к другу. Это, в частности, дает преимущество в том, что когда обе обмотки, как было упомянуто выше относительно предпочтительного варианта исполнения, имеют частичное перекрытие. Посредством этого взаимное влияние магнитного поля между обеими обмотками снижается. Это также способствует снижению глубины проникновения магнитного поля.
В случае применения (явно) большего, чем две, числа отдельных обмоток они также соединяются между собой и составляют две или более групп и/или имеют управление согласно таким группам, что как раз при отдельных обмотках с перекрытием позволяет минимизировать взаимное влияние и одновременно достаточно равномерно нагреть поверхностные зоны перехода между различными обмотками.
Согласно следующему примеру исполнения настоящего изобретения узел обмоток возбуждается частотами в диапазоне 100 Гц -10 МГц, предпочтительно в диапазоне 1 кГц- 1 МГц и более предпочтительно в диапазоне 20 кГц- 300 кГц.
Как уже было упомянуто выше, согласно изобретению применяются несколько сравнительно небольших обмоток для обеспечения проникновения электромагнитного излучения по площади в относительно большой зоне. Вследствие сравнительно небольшой индуктивности обмоток возможно использование частот возбуждения в широком диапазоне в сравнении с известными нагревательными устройствами. Тем самым для различных вариантов применения и, в частности, для различных нагревательных элементов обеспечивается применение соответствующей частоты.
Согласно следующему примеру исполнения настоящего изобретения дополнительно предлагается способ, который включает укладку зажимного устройства снаружи на муфту, так что по всей ее наружной поверхности действует, по меньшей мере, примерно постоянное давление. При этом в зоне пространства, в которой происходит индукционная сварка, устанавливается давление. В частности, когда полимерный материал расплавляется на внутренней поверхности наружной муфты, это давление также передается на наружную поверхность внутренней трубы. При этом реализуется особенно стабильное сваривание.
Предпочтительно перед укладкой нагревательного устройства непосредственно в обхват муфты применяется зажимное приспособление. Также возможна совместная укладка зажимного приспособления и нагревательного устройства в случае, если зажимное приспособление встроено в нагревательное устройство. Все это означает, что нагревательное устройство не непосредственно, а только косвенно укладывается на муфту. В качестве альтернативы зажимное приспособление также укладывается снаружи на нагревательное устройство. В таком случае, в целях обеспечения удобного обращения, в частности, возможно встраивание зажимного приспособления в нагревательное устройство.
Зажимное приспособление возможно выполнить, например, из ленты, например из тефлона, которая снаружи наматывается на муфту. Возможно также применение стяжного хомута с зажимным рычажком или храповиком.
Так как при упомянутых здесь свариваемых элементах речь идет о симметричных цилиндрических наружных оболочках труб, расположенный глубже еще не размягченный полимерный слой простирается вглубь под прикладываемым снаружи дополнительным давлением. В частности, в случае расположенного в глубине металлического диффузионного слоя это особенно важно. Если же подобные элементы посредством поля рассеяния, все таки, нагреваются, поддерживаемая давлением сварка образуется предпочтительно во внешней зоне и не способствует каким-либо изменениям внутри.
Следует отметить, что варианты исполнения изобретения были описаны в отношении различных предметов изобретения. В частности, упомянуты некоторые варианты исполнения изобретения на устройство и другие варианты исполнения изобретения на способ. Специалисту при прочтении заявки, все-таки, тотчас станет ясно, что если явно не определено иначе, дополнительно к комбинации признаков, которые относятся к одному из типов предмета изобретения, возможно наличие любых комбинаций признаков, которые относятся к различным типам предмета изобретения.
Прежде чем представить описание приведенных на рисунках примеров исполнения изобретения, далее следуют некоторые технические соображения в отношении изобретения.
Следующие преимущества и признаки настоящего изобретения вытекают из последующего описания примера предпочтительного для настоящего времени исполнения. Отдельные рисунки в данном документе являются исключительно схематическими и не должны рассматриваться в качестве изображаемых в масштабе.
Краткое описание чертежей
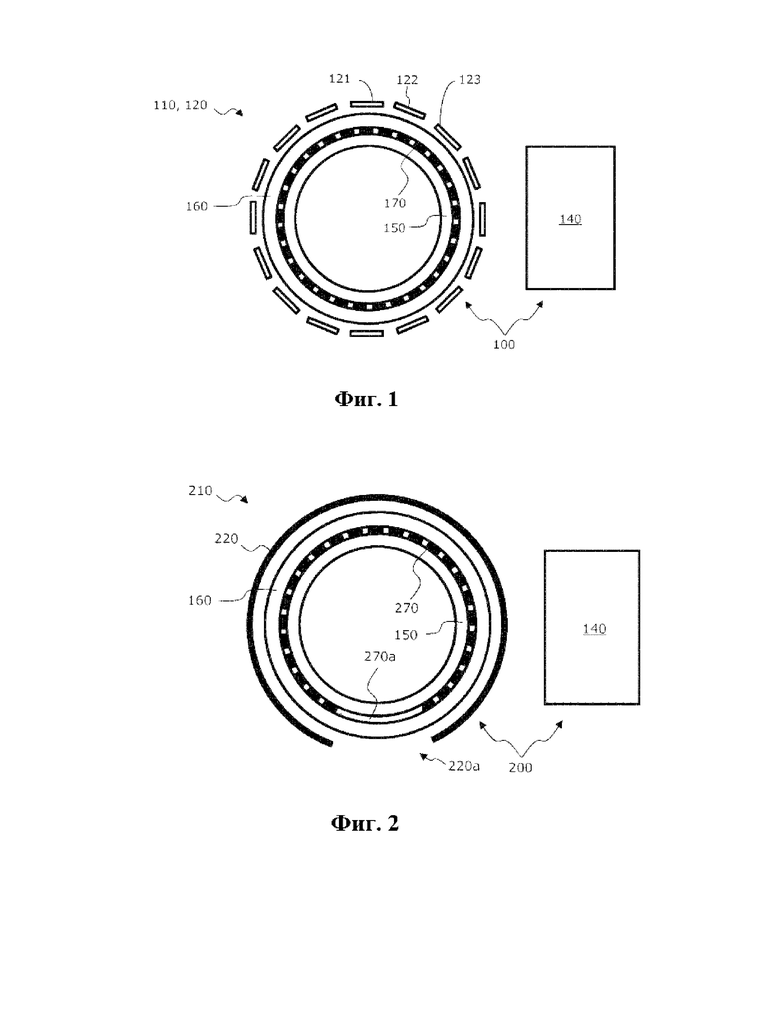
На фиг. 1 показана нагревательная система, включающая (a) нагревательное устройство с узлом обмоток и (b) индукционный генератор для селективного и планомерного возбуждения отдельных обмоток узла обмоток с целью индукционной сварки внутренней трубы с наружной муфтой.
На фиг. 2 показана нагревательная система, включающая (a) нагревательное устройство с разомкнутым или прерываемым узлом обмоток и (b) индукционный генератор возбуждения отдельных обмоток узла обмоток, так что разомкнутый или прерываемый нагревательный элемент, расположенный снаружи внутренней трубы и внутри наружной муфты, нагревается посредством индукции.
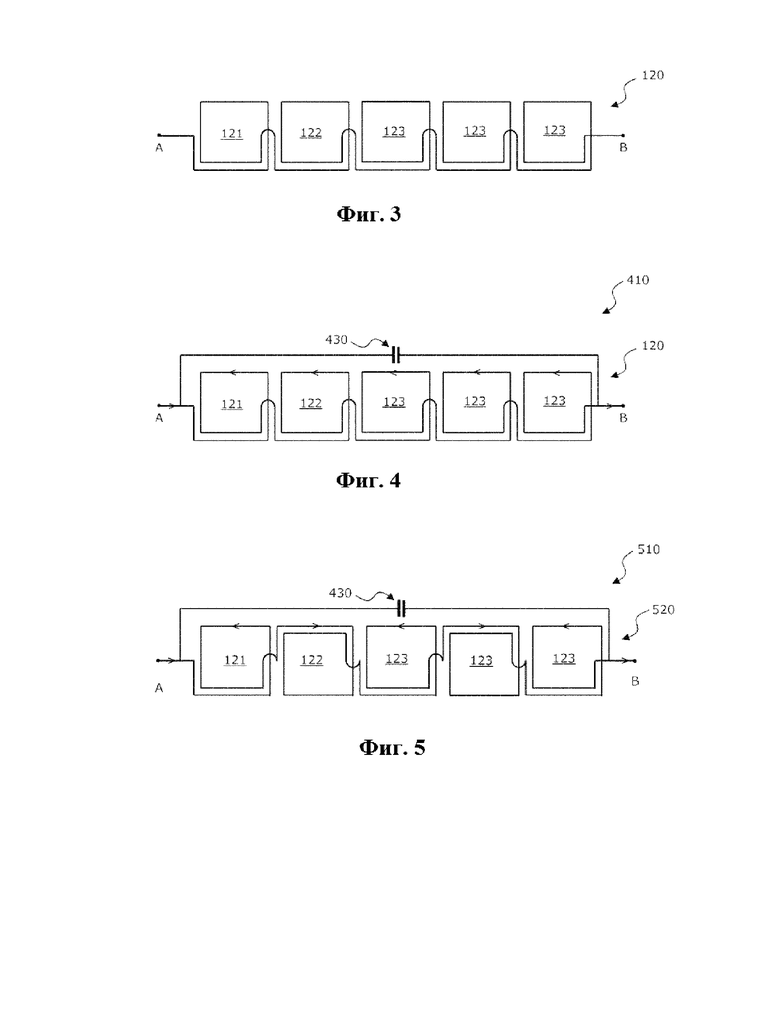
На фиг. 3 показан узел обмоток с несколькими соединенными последовательно обмотками.
На фиг. 4 показано нагревательное устройство, которое содержит узел обмоток, показанный на фиг. 3, и конденсатор, включенный параллельно узлу обмоток.
На фиг. 5 показано нагревательное устройство с узлом обмоток, с подключенными последовательно и совместно возбуждаемыми обмотками, создающими антипараллельные в отношении друг к другу, магнитные поля.
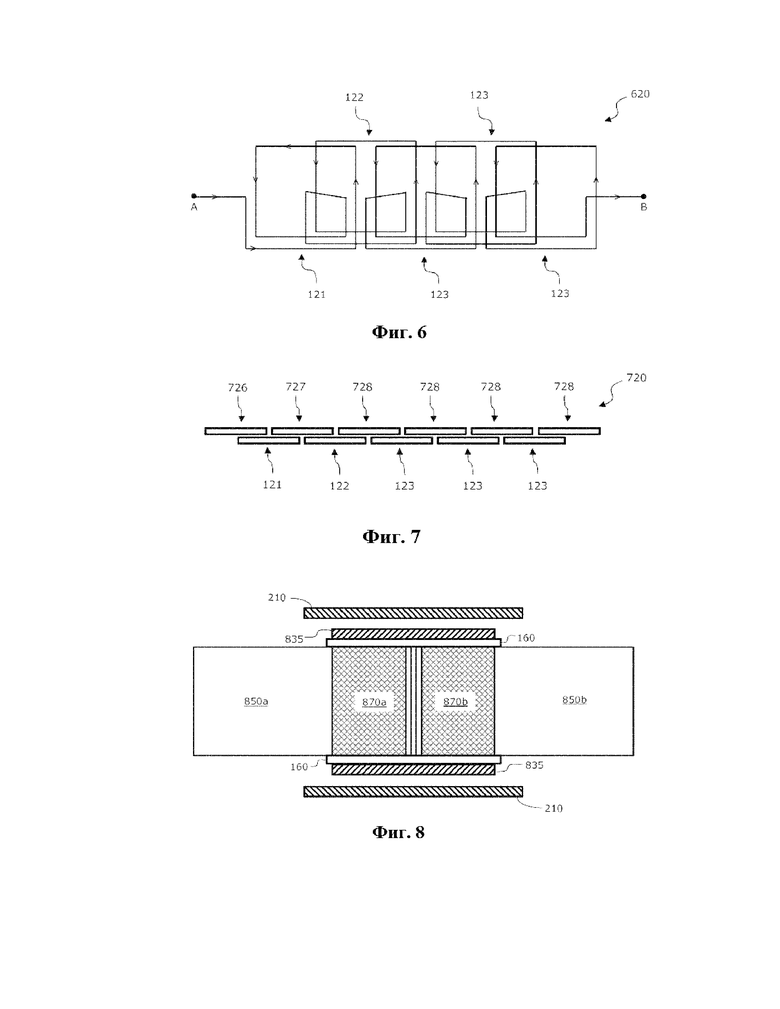
На фиг. 6 показан узел обмоток с несколькими соединенными последовательно обмотками, которые создают перекрытие в пространстве.
На фиг. 7 показан узел обмоток с двумя слоями обмоток, расположенными один над другим, при этом слои уложены так, что верхние обмотки имеют смещение относительно нижних.
На фиг. 8 показана индукционная сварка двух соосных отрезков трубы внутри муфты.
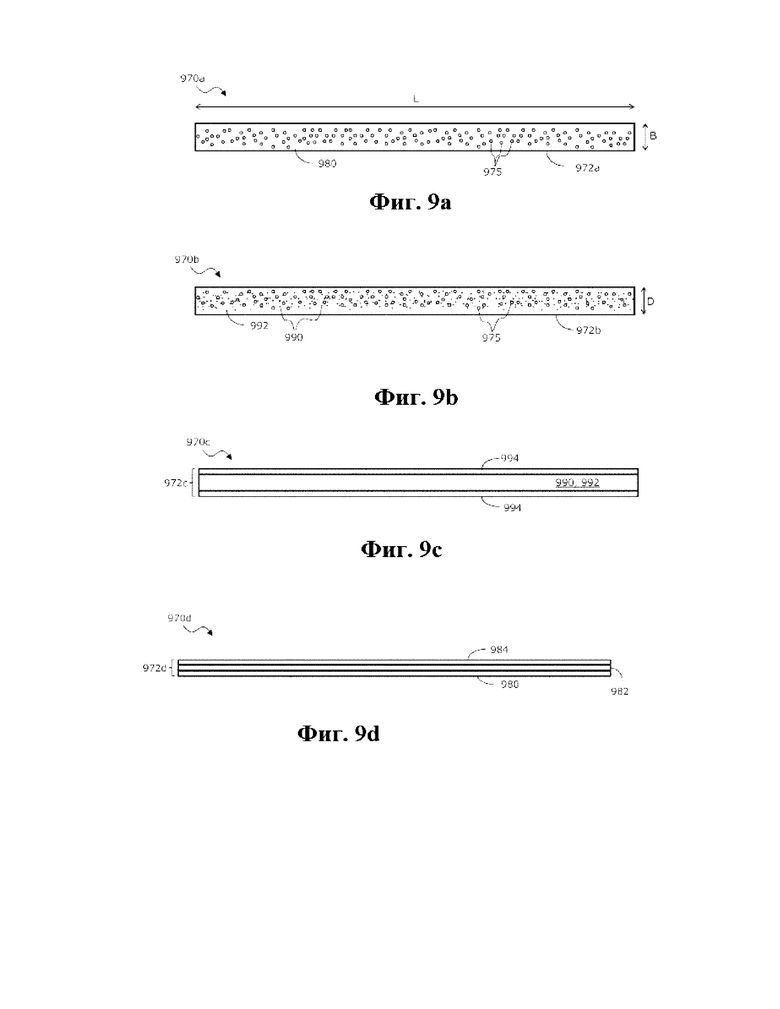
На фиг. 9a показан вид сверху на нагревательный элемент со множеством отверстий, с нерегулярным их расположением в лентообразной структуре.
На фиг. 9b показан вид сверху на нагревательный элемент, содержащий электроизолирующий матричный материал с внедренными в него ферромагнитными частицами.
На фиг. 9c показан вид сбоку на нагревательный элемент с лентообразной структурой, содержащей матричный материал с внедренными в него ферромагнитными частицами и две пленочные подложки, образующие гибкие несущие элементы.
На фиг. 9d показан вид сбоку на нагревательный элемент, содержащий несколько ферромагнитных слоев, с различными значениями точки Кюри.
Описание изобретения
Следует отметить, что в последующем подробном описании признаков, точнее компонентов различных вариантов исполнения, которые являются одинаковыми с соответствующими признаками, точнее, компонентами другого варианта исполнения или, по меньшей мере - одинаковыми по назначению, даны обозначения сходными номерами позиций на чертеже или в тексте, последние цифры которых совпадают с последними цифрами номеров позиций на чертеже соответствующих одинаковых или, по меньшей мере, одинаковых по назначению признаков, точнее компонентов. Для исключения ненужных повторений далее подробно не комментируются уже объясненные на основании ранее упомянутого варианта исполнения признаки, точнее компоненты, с обозначениями, имеющими одинаковые последние цифры.
При этом следует отметить, что последующие описываемые варианты исполнения представляют собой лишь ограниченный выбор из возможных вариантов исполнения изобретения. В частности, признаки отдельных вариантов исполнения возможно комбинировать друг с другом соответствующим способом так, что специалистом, уже ознакомленным с явно представленными здесь вариантами исполнения, множество различных вариантов исполнения должно рассматриваться в качестве очевидно проявляющегося.
При этом, следует отметить, что понятия, связанные с пространственным положением, как например, "спереди" и "сзади", "сверху" и "снизу", "слева" и "справа", итп. применяются, для того чтобы описать взаимное расположение элементов, которое наглядно поясняется рисунками. Поэтому понятия, связанные с пространственным положением могут быть действительными для направлений, которые отличаются от показанных на рисунках. Все-таки, очевидно, что все подобные понятия, связанные с пространственным положением, касаются простоты описания и введены ради представленных на чертеже направлений и не являются обязательно ограничивающими, так как каждое(ый) из представленных направлений, компонентов и т.п., в случае их применения, могут допускать направления, которые могут отличаться от направлений показанных на рисунках.
На фиг. 1 показано поперечное сечение нагревательной системы 100 для индукционного термического соединения или сварки внутренней трубы 150, выполненной из первого полимерного материала, с наружной муфтой 160, выполненной из второго полимерного материала и охватывающей, по меньшей мере, участок трубы 150. Между трубой 150 и муфтой 160 расположен нагревательный элемент 170, подвергаемый индукционному нагреву.
Нагревательная система 100 охватывает нагревательное устройство 110 с узлом обмоток 120 и индукционным генератором 140, упоминаемым в данном документе просто как генератор 140. Узел обмоток 120 содержит множество отдельных обмоток, первую обмотку 121, вторую обмотку 122 и еще несколько других обмоток 123. Генератор 140 имеет электрическое соединение с узлом обмоток 120 и оснащен таким образом, что в узле обмоток 120 возбуждается переменный ток.
Отдельные обмотки по сравнению с обмотками известных нагревательных устройств имеют относительно меньшее по площади сечение. Вследствие относительно небольшого сечения обмоток магнитные силовые линии, при цилиндрической замкнутой обмотке с относительно небольшим поперечным сечением, выходящие из области ее оси с обеих сторон, согласно физике изгибаются сильнее, чем от одной обмотки с б’ольшим поперечным сечением. В таком случае, по сравнению с обмотками большего сечения реализуется особенно малая глубина проникновения внутрь полимерной трубы 150. Поэтому в упомянутой нагревательной системе 100 также свариваются трубы, которые содержат внутри полимерной оболочки индуктивно нагреваемые компоненты, такие как металлическая внутренняя труба. Подобное относится и металлической фольге, которая в полимерных оболочках труб централизованного теплоснабжения применяется в качестве диффузионной защиты.
Отдельные обмотки соединяются друг с другом последовательно или параллельно, и в сочетании последовательного или параллельного соединений. Дополнительно, по меньшей мере, одна отдельная обмотка независимо от других обмоток может возбуждаться индивидуально. В таком случае генератор 140 имеет, по меньшей мере, две пары электрических выходов, предназначенные для различных обмоток. Генератор 140 может быть оснащен так, чтобы запитывать различные обмотки для их возбуждения.
Как показано на фиг. 1, согласно представленному здесь примеру исполнения настоящего изобретения нагревательный элемент 170 полностью охватывает трубу 150, так что между обоими концами нагревательного элемента 170 не создается перекрытие. Вследствие этого нагревательный элемент 170 можно рассматривать в качестве короткозамкнутой вторичной обмотки трансформатора, а в качестве первичной обмотки трансформатора - узел обмоток 120. На основе этой короткозамкнутой вторичной обмотки в нагревательном элементе 170 возникает протекание тока в предпочтительном направлении – по окружности, по наружной поверхности трубы 150. Хотя вследствие индуктивного возбуждения в нагревательном элементе 170 возникают вихревые токи, которые, по меньшей мере, в среднем во времени не имеют предпочтительного направления, и тем самым обеспечивают равномерный в пространстве индукционный нагрев, протекание тока в короткозамкнутой вторичной обмотке приводит, по меньшей мере, к известной асимметрии (направления) ответственного за индукционный нагрев, что вызывает неравномерный нагрев нагревательного элемента 170.
Асимметрия (направления) протекания тока, ответственного за нагрев в нагревательном элементе возникает в случае замкнутого (электропроводящего) нагревательного элемента из-за того, что при его индуктивном возбуждении образуются в основном два вида тока.
Током первого типа является ток, который согласно свойству нагревательного элемента в качестве вторичной обмотки трансформатора протекает вокруг целой трубы 150, и который в данном документе называется током короткого замыкания.
Ток короткого замыкания протекает исключительно или, по меньшей мере, преимущественно в направлении по окружности, то есть, в тангенциальном направлении. Токами второго типа являются вихревые токи, которые при индукционной сварке генерируются известным способом в нагревательном элементе, как в электрическом проводнике из-за возбуждающего переменного магнитного поля, которое в свою очередь генерируется обмоткой индукционного генератора 140.
Вихревые токи, как правило, не имеют преимущественного направления, что вследствие этого приводит к особенно однородному индукционному тепловыделению. Посредством блокирования токов короткого замыкания блокируется точно та часть ответственного за разогрев тока, который является асимметричным в отношении направления тока. Тем самым однородность нагрева в целом улучшается, и образование мест локального перегрева в процессе сварки в расплавляемом полимерном материале таким образом возможно предотвратить простым и эффективным способом.
В этой связи следует указать на то, что упомянутый в данном документе нагрев может вызываться частично посредством потерь на перемагничивание и частично посредством электрических потерь.
Под потерями на перемагничивание понимают так называемые потери на перемагничивание нагревательного элемента, которые связаны с ферромагнитной и/или ферримагнитной намагничиваемостью нагревательного элемента, и такие потери могут называться потерями на гистерезис.
Электрическими потерями являются главным образом потери на омическом сопротивлении, в связи с индуцируемыми токами, в частности, вихревыми токами, которые создаются при индукционном взаимодействии нагревательного элемента с электромагнитным полем, создаваемым одним из соответствующих генераторов.
В целях, в частности, равномерного в пространстве индукционного нагрева нагревательного элемента 170 упомянутые выше токи короткого замыкания вторичной обмотки блокируются, и согласно представленному здесь примеру исполнения настоящего изобретения нагревательный элемент 170 выполнен не из непрерывного электропроводящего материала. При этом нагревательный элемент содержит электроизолирующий матричный материал, предпочтительно полимерный материал с внедренными в него ферромагнитными частицами, изолированными дрг от друга.
На фиг. 2 показано поперечное сечение нагревательной системы 200, которая включает нагревательное устройство 210 и генератор 140. Нагревательное устройство 210 охватывает узел обмоток 220, содержащий множество (не показанных) отдельных обмоток. Согласно представленному здесь примеру исполнения настоящего изобретения узел обмоток 220 охватывает муфту 160 по окружности не полностью. То есть, узел обмоток 220 содержит промежуток 220a. То же самое относится к нагревательному элементу 270, который содержит (i) непрерывный электропроводящий и, в частности, ферромагнитный материал, который расположен (ii) между трубой 150 и муфтой 160 и который (iii) содержит промежуток 270a. Тем самым простым и эффективным способом блокируется ток короткого замыкания, протекающий вокруг всей трубы 150. Для того, чтобы несмотря на наличие обоих промежутков 220a и 270a, обеспечить эффективный индукционный нагрев нагревательного элемента 270, оба промежутка 220a и 270a накладываются друг на друга при обхвате по окружности трубы 150 или муфты 160.
На фиг. 3 показан узел обмоток 120 с несколькими подключенными последовательно обмотками, первой обмоткой 121, второй обмоткой 122, и (здесь тремя) несколькими обмотками 123. Представленный узел с линейным расположение обмоток 121, 122, 123 подключен к двум выходным контактам A и B. При чисто последовательном подключении посредством единственного сигнала возбуждения, прилагаемого к обоим выходным контактам A и B, одновременно возбуждаются все обмотки 121, 122, 123.
В связи с этим следует отметить, что в двумерном представлении, показанном на фиг. 3, узел обмоток 120, который расположен вокруг муфты, то есть на ее цилиндрической наружной поверхности, показан в «намотанном вокруг муфты» состоянии.
Согласно представленному здесь примеру исполнения настоящего изобретения каждая обмотка 121, 122, 123 включает одно, по меньшей мере, приблизительно квадратное поперечное сечение. Для реализации линейного расположения последовательного подключения обмоток 121, 122, 123, в представленном здесь примере исполнения изобретения каждая обмотка содержит натуральное число N витков плюс половину (N+1/2 витка). С целью наглядности на фиг. 3 показано лишь по одному полному витку обмоток. В зависимости от конкретного применения возможно реализовать несколько, по меньшей мере, два, по меньшей мере, пять или, по меньшей мере десять витков в обмотке. При этом необходимо учитывать, что с возрастанием числа витков индуктивность каждой соответствующей отдельной обмотки увеличивается, так что на практике для соответствующих отдельных обмоток устанавливается верхний предел частоты возбуждения.
В связи с этим следует отметить, что вместо квадратных или прямоугольных отдельных обмоток возможно применение отдельных обмоток другого сечения. В частности, в настоящее время применяются обмотки овального или даже круглого сечения для достижения эффективного индуктивного сцепления с соответствующим нагревательным элементом и, с другой стороны, для обеспечения меньшей глубины проникновения создаваемого электромагнитного излучения.
На фиг. 4 показано нагревательное устройство 410, которое включает узел обмоток 120, показанный на фиг. 3, и конденсатор 430, включенный параллельно узлу обмоток 120. Узел обмоток 120 и конденсатор 430 образуют резонансный контур, резонансная частота которого отражает действительную индуктивность узла обмоток 120. Поэтому (в очень близком к действительному предположении) при постоянной и известной емкости конденсатора 430 посредством измерения резонансной частоты упомянутого резонансного контура уже во время индукционной сварки или непосредственно перед таким процессом возможно получить вывод о действительной индуктивности узла обмоток 120.
Электрические характеристики нагревательного элемента, расположенного вблизи узла обмоток, такие как, способность к образованию вихревых токов и/или ферромагнитные свойства изменяют индуктивность отдельных обмоток и тем самым всего узла обмоток 120. Это позволяет, например, контролировать корректное расположение узла обмоток 120, охватывающего муфту.
Как было упомянуто выше, посредством измерения сдвига резонансной частоты возможно также получить вывод о действительной температуре нагревательного элемента, то есть о достижении заданной температуры нагревательного элемента. Это означает, в частности, что при изменении температуры ферромагнитного нагревательного элемента до его собственной точки Кюри, которая до начала процесса индукционной сварки еще не достигается, и в течение или к концу процесса индукционной сварки, по меньшей мере, почти достигается.
На фиг. 5 показано нагревательное устройство 510 с узлом обмоток 520 (отличным от показанного на фиг. 4 узла обмоток 120), с различными по отношению друг к другу направлениями витков обмоток. При этом возникают различные направления токов, которые указаны посредством стрелок на выбранных отрезках проводников. Вследствие различных направлений витков обмоток в последовательно подключенных и совместно возбуждаемых обмотках возникают магнитные поля, которые являются антипараллельным по отношению друг к другу. При этом глубина проникновения электромагнитного излучения внутрь трубы снижается особенно сильно, так как магнитные силовые линии, созданные одной обмоткой, пространственно канализируются посредством другой обмотки, то есть фокусируются в узком пространстве.
На фиг. 6 показан узел обмоток 620 с несколькими подключенными последовательно обмотками и с наложением в пространстве отдельных обмоток 121, 122, 123. Поэтому неоднородность создаваемого магнитного поля (между прилегающими не наложенными обмотками напряженность магнитного поля является меньшей) выгодным образом уменьшается.
На фиг. 7 показан узел обмоток 720 с двумя слоями обмоток. Нижний слой содержит обмотки 121, 122 и 123. Верхний слой содержит первую наружную обмотку 726, вторую наружную обмотку 727, и дополнительную наружную обмотку 728. Как видно на фиг. 7, оба слоя уложены так, что верхние обмотки 726, 727, 728 имеют смещение относительно нижних 121, 122, 123. При этом, как в варианте исполнения на фиг. 6, перекрытие в пространстве между двумя прилегающими и различными слоями отдельных обмоток приводит к явному улучшению однородности создаваемого магнитного поля.
На фиг. 8 показан в схематическом изображении вид сверху на процесс индукционной сварки двух соосно расположенных смежных отрезков трубы внутри муфты. Согласно представленному здесь примеру исполнения изобретения обе трубы представляют собой трубы централизованного теплоснабжения: это первая труба централизованного теплоснабжения 850a и вторая труба централизованного теплоснабжения 850b. Обе трубы централизованного теплоснабжения 850a и 850b содержат внутреннюю металлическую трубу, и наружную полимерную трубу, при этом между внутренней трубой и наружной полимерной трубой уложен соответствующий теплоизолирующий материал.
Как видно на фиг. 8, внутри муфты 160 расположены два нагревательных элемента, первый нагревательный элемент 870a и второй нагревательный элемент 870b. Первый нагревательный элемент 870a охватывает свариваемый конец первой трубы централизованного теплоснабжения 850a, то есть наложен на нее. Второй нагревательный элемент 870b охватывает свариваемый конец второй трубы централизованного теплоснабжения 850b, то есть наложен на нее. Нагревательные элементы 870a, 870b предпочтительно образуют вокруг труб 850a, 850b замкнутые в материале и электрически прерываемые структуры, содержащие матричный материал с внедренными в него ферромагнитными частицами электрически изолируемыми друг от друга. В качестве альтернативы нагревательные элементы 870a, 870b как в материале, так и электрически образуют прерываемые структуры, описываемые далее подробно. Возможно применение комбинаций замкнутых в материале структур и прерываемых в материале структур.
Качество сварки обеих труб централизованного теплоснабжения 850a и 850b улучшается посредством того, что на муфту 160 по наружной поверхности действует, по меньшей мере, примерно постоянное давление. Поэтому между нагревательным устройством 210 и муфтой 160 предусмотрена укладка механического зажимного устройства 835, посредством которого создается соответствующее давление снаружи.
На фиг. 9a показан вид сверху на нагревательный элемент 970a, содержащий лентообразную структуру 972, в которой выполнено множеством отверстий 975. Согласно представленному здесь примеру исполнения изобретения отверстия 975 выполнены с нерегулярным расположением в лентообразной структуре. Возможно также и исполнение с регулярным расположением отверстий в пространстве. Отверстия 975 могут быть выполнены, например, посредством штамповки и/или просечки с последующей вытяжкой материала. Отверстия 975 в процессе сварки способствуют протеканию расплавленного полимерного материала через лентообразную структуру 972. Поэтому после отверждения образуется соединение полимерных материалов трубы и муфты, что, с другой стороны, приводит к повышению прочности сварного соединения.
В предпочтительном примере исполнения изобретения длина L лентообразной структуры 972 соответствует диапазону 40мм - 3200мм и, в частности, диапазону 60мм - 800мм. Типичное соотношение длины L и ширины B лентообразной структуры 972 составляет менее, чем 1:10, в частности, менее, чем 1:100.
На фиг. 9b показан вид сверху на нагревательный элемент 970b, содержащий электроизолирующий матричный материал 992 с внедренными в него ферромагнитными частицами 990. Согласно представленному здесь примеру исполнения изобретения матричный материал состоит из полиэтилена (PE) или, по меньшей мере, содержит его. В среднем величина диаметра частиц 990 составляет менее 1 мм, в частности, менее 0,1 мм и более предпочтительно менее 0,01 мм. Согласно представленному здесь примеру исполнения изобретения частицы являются ферритами.
Наличие сравнительно небольших ферромагнитных частиц 990 дает преимущество в том, что для индукционного нагрева возможно применить очень высокие частоты. В этой связи имеет большое значение то, что глубина проникновения электромагнитного излучения внутрь соответствующей трубы с увеличением частоты снижается.
Возможность применения высоких частот, в частности, посредством вышеупомянутой структуры узла обмоток – в виде множества сравнительно небольших отдельных обмоток используется для того, чтобы создать требуемое для индуктивного нагрева электромагнитное поле.
На фиг. 9c показан вид сбоку на нагревательный элемент 970c с лентообразной структурой 972c, содержащей матричный материал 992 с внедренными в него ферромагнитными частицами 990 и две пленочные подложки, образующие гибкие несущие элементы 994.
Матричный материал 992 расположен между обеими пленочными подложками 994. Несущие элементы 994 могут представлять собой фольгу, оснащенную клеящим веществом, к которому прилипает матричный материал 992. Такая послойная структура нагревательного элемента 970c обеспечивает особенно удобное обращение с ним.
Согласно представленному здесь примеру исполнения изобретения нагревательный элемент с послойной структурой 970c имеет толщину D 0,5 микрон. Возможно исполнение с другой толщиной от 0,1 мм до 3 мм, в частности, от 0,2 мм до 2 мм и предпочтительно от 0,3 мм до 1 мм.
На фиг. 9d показан вид сбоку на нагревательный элемент 970d, содержащий несколько ферромагнитных слоев, с различными значениями точки Кюри. Согласно представленному здесь примеру исполнения изобретения лентообразная структура 972d нагревательного элемента 970d содержит несколько (здесь три) слоев из различных ферромагнитных материалов: первый слой ферромагнитного материала 980 с первой точкой Кюри, второй слой слой ферромагнитного материала со второй точкой Кюри, третий слой ферромагнитного материала 984 с третьей точкой Кюри. Согласно представленному здесь примеру исполнения изобретения значения трех точкой Кюри различаются. Тем самым можно установить среднее значение точки Кюри нагревательного элемента 970d, которое при соответствующем выборе трех ферромагнитных материалов будет применимо для конкретного процесса сварки.
В других примерах исполнения среднее значение точки Кюри не устанавливается, так что индуктивный подвод энергии к нагревательному элементу 970d после достижения более низкой точки Кюри уменьшается, но не прекращается полностью. Далее при том же индуктивном подводе энергии происходит более медленный рост температуры, при этом при достижении следующей более высокой точки Кюри индуктивное сцепление между обмоткой возбуждения и нагревательным элементом 970d уменьшается.
В предпочтительном варианте исполнения толщина D нагревательного элемента 970d составляет 0,1 мм - 5 мм, в частности, 0,5 мм - 3 мм.
Эти размеры также действительны для лентообразной структуры, которая состоит лишь из одного слоя ферромагнитного материала.
Следует отметить, что послойный нагревательный элемент может содержать 2, 4 или более слоев.
И дополнительно следует отметить, что на плоских поверхностях нагревательного элемента 970d, на верхней и/или нижней поверхности, возможно наличие определенной шероховатости поверхности. Подобная шероховатость основана на наличии выступов и углублений, которые во взаимном отношении определяют среднее значение разности высот. В предпочтительном варианте исполнения это среднее значение превышает величину 10 микрон. Шероховатость поверхности может и при других упомянутых в данном документе нагревательных элементах приводить к улучшению результатов сварки.
Следует отметить, что понятие "отличается" не исключает другие элементы, что "один" не исключает множества. Также и элементы, которые могут быть упомянуты в связи с различными вариантами исполнения, могут составлять комбинации. Нужно также отметить, что обозначения в заявке на изобретение не должны быть истолкованы в качестве ограничительной охраны прав на изобретение.
ОБОЗНАЧЕНИЯ:
100 Нагревательная система
110 Нагревательное устройство
120 Узел обмоток
121 Первая обмотка
122 Вторая обмотка
123 Дополнительная обмотка
140 Генератор
150 Труба
160 Муфта
170 Нагревательный элемент
200 Нагревательная система
210 Нагревательное устройство
220 Узел обмоток
220a Промежуток
270 Нагревательный элемент
270a Промежуток
A, B Контакты
410 Нагревательное устройство
430 Конденсатор (емкостный элемент)
510 Нагревательное устройство
520 Узел обмоток
620 Узел обмоток
720 Узел обмоток
726 Первая наружная обмотка
727 Вторая наружная обмотка
728 Дополнительная наружная обмотка
835 Зажимное устройство
850a Первая труба (системы централизованного теплоснабжения)
850b Вторая труба (системы централизованного теплоснабжения)
870a Первый нагревательный элемент
870b Второй нагревательный элемент
970a/b Нагревательный элемент
970c/d Нагревательный элемент
972c/d Лентообразная структура
975 Отверстия
980 Ферромагнитный материал
982 Дополнительный ферромагнитный материал
984 Дополнительный ферромагнитный материал
990 Частицы / ферриты
992 Матричный материал
994 Несущий элемент / пленочная подложка
L Длина
B Ширина
Изобретение относится к технологии термического соединения двух элементов из полимерного материала посредством индукционной сварки. Нагревательное устройство (110) для термического соединения трубы (150), выполненной из первого полимерного материала, с муфтой (160), выполненной из второго полимерного материала, которая охватывает, по меньшей мере, участок трубы (150), при этом между трубой (150) и муфтой (160) и/или встроенный в трубу (150) и/или муфту (160) расположен нагревательный элемент (170), нагреваемый посредством индукции, включает узел обмоток (120), возбуждаемый генератором (140) и содержащий первую обмотку (121), которая в первом поперечном сечении содержит по меньшей мере один виток, и вторую обмотку (122), которая электрически соединена с первой обмоткой (121) и во втором поперечном сечении содержит по меньшей мере один виток, при этом первое и второе поперечные сечения являются различными; устройство включает емкостный элемент, который вместе с узлом обмоток (120) образует резонансный контур. Техническим результатом изобретения является повышение качества и эффективности использования энергии процесса индукционной сварки. 3 н. и 16 з.п. ф-лы, 9 ил.
1. Нагревательное устройство (110) для термического соединения трубы (150), выполненной из первого полимерного материала, с муфтой (160), выполненной из второго полимерного материала, которая охватывает, по меньшей мере, участок трубы (150), при этом между трубой (150) и муфтой (160) и/или встроенный в трубу (150) и/или муфту (160) расположен нагревательный элемент (170), нагреваемый посредством индукции, включающее
узел обмоток (120), возбуждаемый генератором (140) и содержащий
первую обмотку (121), которая в первом поперечном сечении содержит по меньшей мере один виток, и
вторую обмотку (122), которая электрически соединена с первой обмоткой (121) и во втором поперечном сечении содержит по меньшей мере один виток, при этом
первое и второе поперечные сечения являются различными;
отличающееся тем, что оно дополнительно включает емкостный элемент (430), который вместе с узлом обмоток (120) образует резонансный контур.
2. Нагревательное устройство по п. 1, в котором первое и второе поперечные сечения имеют перекрытие.
3. Нагревательное устройство (110) по п. 1 или 2, в котором
обе обмотки (121, 122) соединены механически.
4. Нагревательное устройство (110) по п. 3 в котором
обе обмотки (121, 122) имеют гибкое механическое соединение друг с другом и/или сами, по меньшей мере, выполнены с возможностью изгиба.
5. Нагревательное устройство (510) по любому из пп. 1-4, в котором
обе обмотки (121, 122) электрически соединены друг с другом, так что при возбуждении узла обмоток (520) магнитное поле, созданное первой обмоткой (121), является антипараллельным к магнитному полю, созданному второй обмоткой (122).
6. Нагревательное устройство (110) по любому из пп. 1-5, в котором
площадь первого поперечного сечения и/или второго поперечного сечения меньше 1 м2, в частности меньше 1000 см2 и предпочтительно меньше 100 см2.
7. Нагревательное устройство (110) по любому из пп. 1-6, в котором
первое поперечное сечение и/или второе поперечное сечение имеют овальную, в частности криволинейную форму, треугольную форму, в частности форму прямоугольного треугольника или четырехугольника, в частности, прямоугольную форму, и предпочтительно квадратную форму.
8. Нагревательное устройство (110) по любому из пп. 1-7, которое включает, по меньшей мере, дополнительную обмотку (123), которая в дополнительном поперечном сечении, по меньшей мере, содержит виток, при этом дополнительное поперечное сечение выполнено отличным по площади как от первого поперечного сечения, так и от второго поперечного сечения.
9. Нагревательное устройство (110) по любому из пп. 1-8, в котором
обмотки (121, 122, 123) электрически соединены друг с другом последовательно и/или параллельно.
10. Нагревательное устройство по любому из пп. 1-9, в котором узел обмоток (720) дополнительно, по меньшей мере, содержит внешнюю обмотку (726), которая расположена поверх первой (121) и/или второй обмотки (122), при этом, в частности, поперечное сечение внешней обмотки (726) в плоскости, параллельной плоскости первого поперечного сечения и/или второго поперечного сечения, смещено относительно первого поперечного сечения и/или второго поперечного сечения.
11. Нагревательная система (100) для термического соединения трубы (150), состоящей из первого полимерного материала, с муфтой (160), состоящей из второго полимерного материала, и которая, по меньшей мере, охватывает участок трубы (150), при этом между трубой (150) и муфтой (160) и/или встроенный в трубу (150) и/или муфту (160) расположен нагреваемый посредством индукции нагревательный элемент (170), включающая нагревательное устройство (110) по любому из пп. 1-10 и генератор (140), выполненный с возможностью возбуждения и, в частности, питания током узла обмоток (120).
12. Способ термического соединения трубы (150), состоящей из первого полимерного материала, с муфтой (160), состоящей из второго полимерного материала, и которая, по меньшей мере, охватывает участок трубы (150), при этом между трубой (150) и муфтой (160) и/или встроенный в трубу и/или муфту расположен нагреваемый посредством индукции нагревательный элемент (170, 870а), включающий укладку нагревательного устройства (110) снаружи на муфту (160), узел обмоток (120), возбуждаемый генератором (140) и содержащий
первую обмотку (121), которая в первом поперечном сечении содержит по меньшей мере один виток, и
вторую обмотку (122), которая электрически соединена с первой обмоткой (121) и во втором поперечном сечении содержит по меньшей мере один виток, при этом
первое и второе поперечные сечения являются различными; и укладку зажимного устройства снаружи на муфту (160), так что по всей ее наружной поверхности действует, по меньшей мере, примерно постоянное давление;
возбуждение узла обмоток (120) и удаление нагревательного устройства (110) от муфты (160).
13. Способ по п. 12, который дополнительно включает перед укладкой нагревательного устройства (110)
осевое соединение трубы (850а) с дополнительной трубой (850b), так что конец одной трубы (850а) и конец другой трубы (850b) сводят друг к другу торцами,
укладку нагревательного элемента (870а, 870b) по меньшей мере частично в обхват конца одной трубы (870а) и конца другой трубы (870b) и
надевание муфты (160) на уложенный нагревательный элемент (870а, 870b).
14. Способ по п. 13, в котором
обе трубы (850а, 850b) представляют собой трубы централизованного теплоснабжения, в которых, в частности, наружная труба выполнена из полимерного материала, а внутренняя труба из полимерного материала или стали.
15. Способ по любому из пп. 13, 14, в котором
узел обмоток (120) образует электрическое соединение такого рода и/или обмотки узла обмоток (120) возбуждаются таким образом, что по всей периферии вокруг муфты (160) протекание тока полностью блокируется.
16. Способ по любому из пп. 13-15, в котором нагревательный элемент (970 с) содержит лентообразную структуру (972 с) с материалом (990), нагреваемым посредством индукции, при этом нагреваемый материал (990) распределен или расположен по внешнему контуру так, что по внешнему контуру трубы (150) электропроводность прерывается по меньшей мере в одном месте.
17. Способ по любому из пп. 13-16, в котором нагревательный элемент выполнен из ферромагнитного материала (980), нагреваемого посредством индукции и имеющего точку Кюри ниже 460°С, в частности ниже 400°С, предпочтительно ниже 300°С и боле предпочтительно ниже 250°С.
18. Способ по любому из пп. 13-17, в котором
первая (121) и вторая (122) обмотки возбуждаются со смещением во времени по отношению друг к другу.
19. Способ по любому из пп. 14-18, в котором
узел обмоток (120) возбуждается частотами в диапазоне 100 Гц - 10 МГц, предпочтительно в диапазоне 1 кГц - 1 МГц и более предпочтительно в диапазоне 20 кГц - 300 кГц.
| WO 9215182 A1, 03.09.1992 | |||
| Способ очистки амальгам, образующихся в процессе электролиза с ртутным катодом | 1972 |
|
SU436799A1 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |
| Высокочастотное нагревательное устройство | 1977 |
|
SU697067A3 |
| Устройство для приварки пластин, вставок, кристаллов и т.д. | 1947 |
|
SU79929A1 |
| JP 6281079 A, 07.10.1994. | |||

