Изобретение относится к области авиастроения, а именно к способу изготовления звукопоглощающей конструкции (ЗПК) резонансного типа, предназначенной для использования в звукопоглощающих панелях турбореактивного двигателя и в транспортной технике, в том числе при изготовлении проточных трактов современных авиационных двигателей. Кроме того, изготавливаемые звукопоглощающие конструкции могут быть использованы для объектов железнодорожного и водного транспорта, автомобильных магистралей, строительства, промышленного оборудования.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ изготовления звукопоглощающего устройства турбореактивного двигателя, который включает изготовление звукопоглощающего заполнителя и последующее соединение его с трактовой и наружной оболочками. Звукопоглощающий заполнитель выполняют в виде коаксиально расположенных, изолированных друг от друга профилей, например, в форме четырехугольника. Звукопоглощающий заполнитель изготавливают отдельными секциями, внутренняя поверхность каждой из которых идентична наружной поверхности трактовой оболочки. Профили звукопоглощающего заполнителя получают путем намотки ленты из композиционного материала на формообразующие, упруго деформируемые, например, резиновые, элементы. Полученные секции полимеризуют, извлекают из них формообразующие элементы, после чего на формообразующую оправку наматывают лентами или нитями из композиционного материала трактовую оболочку. Затем укладывают на оболочку по окружности с примыканием друг к другу и совмещением профилей секции заполнителя, наматывают на них аналогично трактовой наружную оболочку. Образованный пакет полимеризуют, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей (патент RU №2320881 от 27.03.2008). Данный способ принят за прототип.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения - способ изготовления составной звукопоглощающей конструкции, включающий изготовление звукопоглощающего заполнителя, состоящего из ячеек, отдельными секциями, и оболочек, одну из которых выполняют перфорированной.
К недостаткам известного способа, принятого за прототип, относится то, что изготовленная по данному способу звукопоглощающая конструкция имеет низкую эффективность снижения шума, взаимовлияние резонаторов, что в следствии приводит к снижению их совместной работы (изменению рабочей резонансной частоты). Также недостатками известного способа являются технологические сложности при соединении отдельных секций, недостаточно крепкое их соединение друг к другу и к оболочкам, значительный вес и трудоемкость.
Задачей изобретения является упрощение способа изготовления звукопоглощающей конструкции газового тракта, снижение его трудоемкости, повышение эффективности снижения шума, создаваемого газовым или воздушным потоком.
Поставленная задача была решена за счет того, что в известном способе изготовления составной звукопоглощающей конструкции, включающем изготовление звукопоглощающего заполнителя, состоящего из ячеек, отдельными секциями и оболочек, одну из которых выполняют перфорированной, согласно изобретению звукопоглощающий заполнитель и оболочки изготавливают как единое целое в виде отдельных секций или оболочки изготавливают отдельно для каждой секции заполнителя, укладывают ячейки заполнителя между оболочками, образованный пакет соединяют, сжимают и отверждают, полученные отдельные секции соединяют, например, посредством замкового соединения, с возможностью отсоединения друг от друга.
В частности, заполнитель могут выполнить из ячеек различной формы и/или объема.
В частности, ячейки заполнителя различных форм или объема могут устанавливать с чередованием по длине и ширине конструкции в различном порядке, определяющем модальным составом шума.
В частности, для усиления эффекта звукопоглощения в поперечных или наклонных сечениях ячеек могут размещать проницаемые и/или упругие мембраны, причем в каждой ячейке располагают как минимум одну мембрану, при этом количество слоев мембран и их ориентация, угол наклона к оси ячейки, объем ячеек, определяют особенностями спектра шума и конструкции.
В частности, отдельные секции могут изготавливать путем штамповки, 3D печати, выкладкой, намотки ленты из композиционного материала на формообразующие, упруго деформируемые, например, резиновые элементы.
В частности, при изготовлении ЗПК могут использовать любой материал.
В частности, при изготовлении ЗПК могут использовать любой клей, который эффективно соединит выбранные материалы.
В частности, для усиления эффекта звукопоглощения в поперечных или наклонных сечениях ячеек заполнителя могут размещать пористо-волокнистые материалы.
В частности, перфорации на одной из оболочек могут выполнять различных диаметров
В частности, могут изготавливать ЗПК разнообразных размеров.
Признаки заявляемого технического решения, отличительные от прототипа, - звукопоглощающий заполнитель и оболочки изготавливают как единое целое в виде отдельных секций или оболочки изготавливают отдельно для каждой секции заполнителя; укладывают ячейки заполнителя между оболочками, образованный пакет соединяют, сжимают и отверждают; полученные отдельные секции соединяют, например, посредством замкового соединения, с возможностью отсоединения друг от друга; заполнитель выполняют из ячеек различной формы и/или объема; ячейки заполнителя различных форм и/или объема устанавливают с чередованием по длине и ширине панели в различном порядке, определяющем модальным составом шума; в поперечных или наклонных сечениях ячеек дополнительно размещают проницаемые и/или упругие мембраны, причем в каждой ячейке располагают как минимум одну мембрану, при этом количество слоев мембран и их ориентация, угол наклона к оси ячейки, объем ячеек, определяют особенностями спектра шума и конструкции; отдельные секции изготавливают например, путем штамповки, 3D печати, выкладкой, намотки ленты из композиционного материала на формообразующие, упруго деформируемые, например, резиновые, элементы; при изготовлении ЗПК используют любой материал; при изготовлении ЗПК используют любой клей, который эффективно соединит выбранные материалы; в поперечных или наклонных сечениях ячеек дополнительно размещают пористо-волокнистые материалы; перфорации на одной из оболочек выполняют различных диаметров; изготавливают конструкцию разнообразных размеров.
Указанный технический результат обеспечивается за счет того, что панель ЗПК (может быть как с сотовым заполнителем, так и с заполнителем, содержащим ячейки различной формы и объема) изготавливается в виде отдельных секций одинаковых размеров. Сами секции могут изготавливаться штамповкой, 3D печатью, выкладкой, намоткой или любым другим подходящим способом. Вследствие чего повышается коэффициент звукопоглощения при одновременном увеличении широкополосности ЗПК. Кроме того, в конструкциях, изготовленных предложенным способом, реализована возможность индивидуальной настройки ЗПК под модальный состав шума. Помимо прочего акустические характеристики ЗПК могут меняться за счет изменения комбинации соседних ячеек. Отдельное изготовление ячеек позволяет упростить способ изготовления составной ЗПК, снизить его трудоемкость, более точно выдержать размеры, вследствие чего можно избежать множество дефектов.
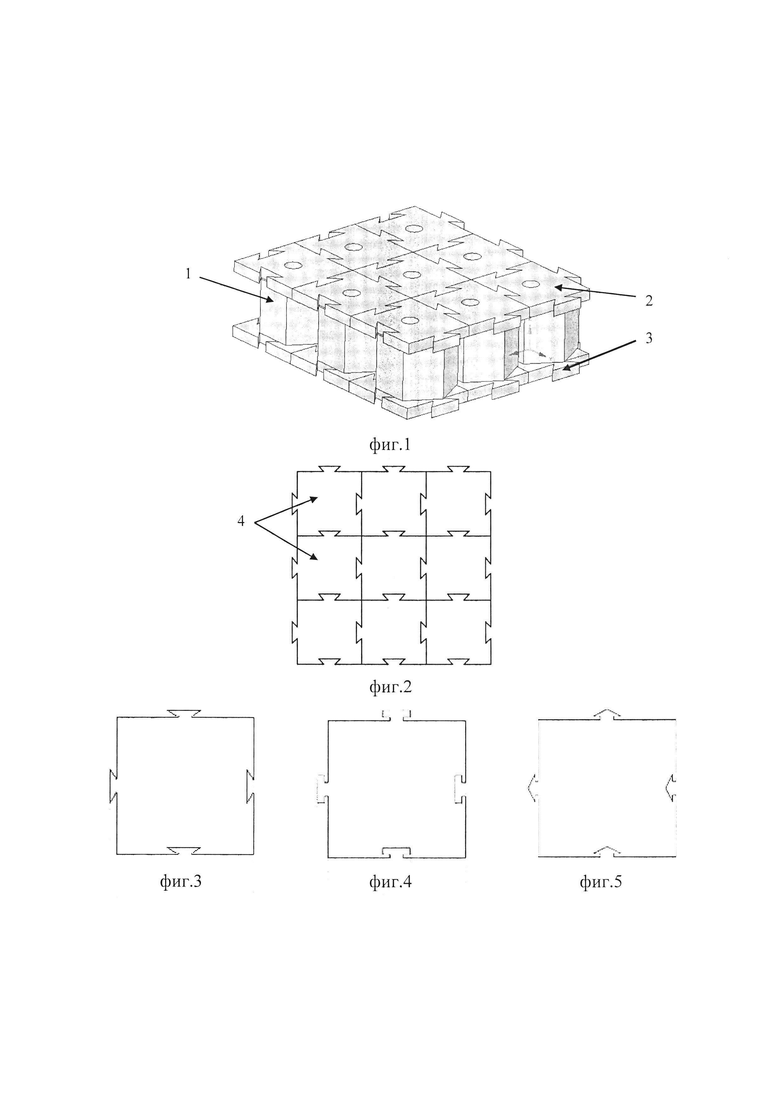
Предлагаемый способ изготовления составной звукопоглощающей конструкции поясняется чертежами, представленными на фиг. 1-4.
На фиг. 1 изображен общий вид составной ЗПК.
На фиг. 2 составная ЗПК, вид сверху.
На фиг. 3 - вариант замкового соединения, секция с трапециевидными пазами.
На фиг. 4 - вариант замкового соединения, секция с квадратными пазами.
На фиг. 5 - вариант замкового соединения, секция с треугольными пазами.
Звукопоглощающая конструкция (фиг. 1) содержит звукопоглощающий заполнитель 1 и оболочки 2, 3, которые изготавливают в виде отдельных идентичных секций 4, соединенных между собой (фиг. 2). В качестве заполнителя 1 используют сотовый заполнитель или заполнитель, содержащий ячейки различной формы и/или объема. Одну из оболочек выполняют перфорированной. Секции 4 могут быть соединены между собой различным способом, например, посредством замкового соединения с возможностью отсоединения друг от друга.
Секции 4 выполнены с пазами для соединения с соседними секциями в виде замкового соединения с трапециевидными пазами (фиг. 3), квадратными пазами (фиг. 4) и треугольными пазами (фиг. 5).
Ячейки различных форм и/или объема могут быть установлены с чередованием по длине и/или ширине панели в различном порядке. Возможны различные схемы компоновки, определяющиеся модальным составом шума. В поперечных или наклонных сечениях ячеек дополнительно могут быть размещены проницаемые упругие мембраны. В каждой ячейке может быть расположена одна, две или более мембран. Количество слоев мембран и их ориентация (угол наклона к оси ячейки) в объеме ячейки определены особенностями спектра шума и конструкции. Мембраны могут быть выполнены из тканей, сеток, а так же из пористо-волокнистых материалов.
Диаметры перфорации и ее ориентация относительно оси резонатора, объем и форма резонаторов, количество, свойства (жесткость, толщина, проницаемость) мембран и их ориентация (угол наклона к оси ячейки) в объеме каждой ячейки выбираются из условия резонансной работы ячейки при заданной частоте шума. Резонансная частота ячейки зависит от объема и формы, толщины перфорированной стенки, количества, свойств, расположения (по высоте ячейки) и ориентации мембран и жесткостных свойств материала ячеек и несущего слоя (вблизи перфораций).
Ячейки могут быть размещены по различным схемам расположения на плоскости или криволинейной поверхности. Изготавливаемая конструкция может быть установлена в любой плоскости.
Геометрические характеристики перфорации и ячеек могут быть различными, а так же настраиваться по длине и ширине конструкции в различном порядке (различные схемы компоновки, определяющиеся модальным составом шума).
Предлагаемый способ осуществляется в следующей последовательности.
Звукопоглощающий заполнитель 1 выполняют в виде изолированных друг от друга ячеек, например, в форме сот. Звукопоглощающий заполнитель 1 изготавливают отдельными секциями. Оболочки 2, 3 изготавливают отдельно для каждой секции 4. На одной из оболочек выполняют перфорацию. Очищают и обезжиривают поверхности каждого слоя конструкции, подлежащие соединению. Ячейки укладывают между оболочками 2, 3. Образованный пакет соединяют, например, склеивают или сваривают. Полученную сборку сжимают и отверждают. Или звукопоглощающий заполнитель 1 и оболочки 2, 3 изготавливают как единое целое в виде отдельных секций 4. Одна из оболочек перфорирована. Ячейки звукопоглощающего заполнителя 1 и оболочки 3, 4 или полностью секции 4 получают, например, путем штамповки, 3D печати, выкладкой, намотки ленты из композиционного материала на формообразующие, упруго деформируемые, например, резиновые, элементы или любым другим способом.
Полученные отдельные секции соединяют, например, посредством замкового соединения, с возможностью отсоединения друг от друга.
При изготовлении ЗПК можно использовать любой материал, любой клей, который эффективно соединит выбранные материалы. Перфорации на одной из оболочек могут быть различных диаметров.
Опытные испытания показали, что использование предлагаемого способа позволяет повысить эффективность звукопоглощения панелей за счет снижения взаимовлияния соседних ячеек, значительно снизить трудоемкость за счет набора ЗПК из унифицированных ячеек.
Преимущество изобретения состоит в том, что изготовленная по предложенному способу звукопоглощающая конструкция обладает более высокими звукопоглощающими свойствами в сравнении с прототипом, имеет меньший вес, надежное соединение, низкую стоимость и несложную конструкцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Звукопоглощающая конструкция для авиационного двигателя | 2021 |
|
RU2767483C1 |
| СОСТАВНАЯ ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2019 |
|
RU2724095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ С РАЗНОВЫСОТНЫМ ЗАПОЛНИТЕЛЕМ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2024 |
|
RU2825661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2019 |
|
RU2729624C1 |
| РАЗНОВЫСОТНАЯ ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2019 |
|
RU2734246C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2019 |
|
RU2720151C1 |
| Способ изготовления звукопоглощающего устройства турбореактивного двигателя | 2022 |
|
RU2796302C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2320881C1 |
| Способ изготовления звукопоглощающего устройства турбореактивного двигателя | 2017 |
|
RU2684292C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2024 |
|
RU2833039C1 |
Изобретение относится к области авиастроения, а именно к способу изготовления звукопоглощающей конструкции (ЗПК) резонансного типа, предназначенной для использования в звукопоглощающих панелях турбореактивного двигателя и в транспортной технике, в том числе при изготовлении проточных трактов современных авиационных двигателей, также могут быть использованы для объектов железнодорожного и водного транспорта, строительства, промышленного оборудования. Способ изготовления составной звукопоглощающей конструкции включает изготовление звукопоглощающего заполнителя, состоящего из ячеек, отдельными секциями и оболочек, одну из которых выполняют перфорированной. Оболочки изготавливают отдельно для каждой секции заполнителя, укладывают ячейки заполнителя между оболочками, образованный пакет соединяют, сжимают и отверждают. Или звукопоглощающий заполнитель и оболочки изготавливают как единое целое в виде отдельных секций. Полученные отдельные секции соединяют, например, посредством замкового соединения, с возможностью отсоединения друг от друга. Изобретение позволяет упростить способ изготовления звукопоглощающей конструкции газового тракта, снизить его трудоемкость, повысить эффективность снижения шума. 9 з.п. ф-лы, 5 ил.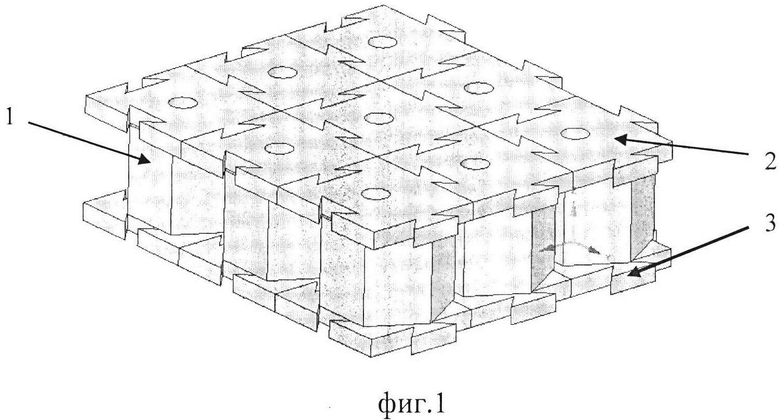
1. Способ изготовления составной звукопоглощающей конструкции, включающий изготовление звукопоглощающего заполнителя, состоящего из ячеек, отдельными секциями и оболочек, одну из которых выполняют перфорированной, отличающийся тем, что звукопоглощающий заполнитель и оболочки изготавливают как единое целое в виде отдельных секций или оболочки изготавливают отдельно для каждой секции заполнителя, укладывают ячейки заполнителя между оболочками, образованный пакет соединяют, сжимают и отверждают, полученные отдельные секции соединяют, например, посредством замкового соединения, с возможностью отсоединения друг от друга.
2. Способ по п. 1, отличающийся тем, что заполнитель выполняют из ячеек различной формы и/или объема.
3. Способ по п. 2, отличающийся тем, что ячейки заполнителя различных форм и/или объема устанавливают с чередованием по длине и ширине панели в различном порядке, определяемом модальным составом шума.
4. Способ по п. 1, отличающийся тем, что в поперечных или наклонных сечениях ячеек дополнительно размещают проницаемые и/или упругие мембраны, причем в каждой ячейке располагают как минимум одну мембрану, при этом количество слоев мембран и их ориентация, угол наклона к оси ячейки, объем ячеек определяют особенностями спектра шума и конструкции.
5. Способ по п. 1, отличающийся тем, что отдельные секции изготавливают, например, путем штамповки, 3D печати, выкладки, намотки ленты из композиционного материала на формообразующие, упругодеформируемые, например, резиновые, элементы.
6. Способ по п. 1, отличающийся тем, что при изготовлении звукопоглощающей конструкции используют любой материал.
7. Способ по п. 1, отличающийся тем, что при изготовлении звукопоглощающей конструкции используют любой клей, который эффективно соединяет выбранные материалы.
8. Способ по п. 1, отличающийся тем, что в поперечных или наклонных сечениях ячеек дополнительно размещают пористо-волокнистые материалы.
9. Способ по п. 1, отличающийся тем, что перфорации на одной из оболочек выполняют различных диаметров.
10. Способ по п. 1, отличающийся тем, что изготавливают конструкцию разнообразных размеров.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2320881C1 |
| Способ изготовления строительных панелей из полимерных композиционных материалов | 1987 |
|
SU1477872A1 |
| УСТРОЙСТВО ДЛЯ ЗВУКОПОГЛОЩЕНИЯ В ДВУХКОНТУРНОМ ТУРБОРЕАКТИВНОМ ДВИГАТЕЛЕ | 2002 |
|
RU2230208C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА | 2008 |
|
RU2384721C1 |
| US 3542152 A1, 24.11.1970 | |||
| СПОСОБ И СИСТЕМА ДЛЯ ЭКСПЛУАТАЦИИ ГАЗОВОГО КОМПРЕССОРА В АММИАЧНО-КАРБАМИДНОЙ УСТАНОВКЕ | 2021 |
|
RU2841031C1 |
| УСТРОЙСТВО И СПОСОБЫ СОЗДАНИЯ МАРШРУТОВ ОБСЛУЖИВАНИЯ ВНУТРИ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 2013 |
|
RU2639678C2 |

