Изобретение относится к технологическим процессам, используемым в металлургии, для получения высококачественного проката нового поколения с определением потребительских свойств непосредственно в процессе прокатки
Новый технологический уровень производства проката с заданными функциональными свойствами и прогнозируемыми структурами, требует управления параметрами технологических процессов, согласованного с кинетикой протекающих в стали физических процессов. Важнейшими для производственной практики характеристиками фазовых превращений, происходящих в материале при его обработке, являются условия начала превращений, длительности их протекания, а также удельные величины их тепловых эффектов, которые, наряду с технологическими параметрами, определяют температуру проката в различные моменты его продвижения по технологической цепочке. Учитывая масштабы производства проката, существенным становится обеспечение возможности прогнозирования структурного состояния металла и связанных с ним потребительских свойств на основании фиксации параметров технологического процесса, имевших место при его производстве.
Известен способ производства рулонного проката, описанный в RU 2563911 [1], который предусматривает определение режима ламинарного охлаждения в зависимости от структуры стали и рассматриваемого химического состава путем совмещения графика изменения температуры проката при охлаждении на отводящем рольганге с термокинетической диаграммой. Поскольку уровень и стабильность механических свойств и структуры горячекатаного проката во многом определяются температурой смотки и характером охлаждения, то для определения оптимального режима ламинарного охлаждения сначала производят построение термокинетической диаграммы изменения структуры для химического состава рассматриваемого сортамента рулонного проката в диапазоне возможных температур и скоростей охлаждения на отводящем рольганге широкополосного стана. Затем расчетным путем получают график распределения температуры металла по участкам отводящего рольганга для проката заданной толщины при использовании режима ламинарного охлаждения, характерного для данного сортамента. Полученный график накладывают на термокинетическую диаграмму и производят анализ структуры, которая может быть получена при таком режиме ламинарного охлаждения, с точки зрения обеспечения требуемого уровня механических свойств. При этом также оценивают степень удаленности графика от узловых точек фазового превращения, т.е. точек, в которых сходятся границы различных областей фазовых превращений. Если анализ показывает слишком значительное приближение указанного графика к этим точкам или неблагоприятный характер структурообразования, производят соответствующую корректировку используемого режима ламинарного охлаждения и расчет графика охлаждения для этого скорректированного режима. В случае получения положительного результата, в ходе проверочного анализа скорректированного режима ламинарного охлаждения, этот режим принимается базовым для данного сортамента. В противном случае производят дополнительную корректировку режима ламинарного охлаждения до получения требуемого результата.
Таким образом известный способ путем последовательных итераций позволяет получать металл с требуемым структурным состоянием, но не решает проблему определения структуры металла готовой продукции только на основании фиксации параметров технологического процесса, имевших место при его производстве.
Известен способ металлообработки с поддержкой, по меньшей мере, частично ручного управления прокатным станом металлообработки, в котором обрабатывают металл в форме полосы или сляба или металл чернового профиля (RU 2457054 [2]). Способ предусматривает учет влияние фазового состава металла на корректировку параметров производственного процесса. Для этого непрерывно, по отношению к определенному месту прокатного стана металлообработки, определяется доля, по меньшей мере, одной металлургической фазы металла с учетом рабочих параметров прокатного стана металлообработки, на которые влияет фазовое состояние. Такими параметрами могут быть выбор подходящей плоскости охлаждения или подходящих параметров охлаждения. Результат определения передается обслуживающему оператору в реальном времени, например, на управляющем устройстве. Оператор получает тем самым актуальную для качества обрабатываемого металла информацию, которая непосредственно воспроизводит влияние предпринятых им ручных регулировок, так что, при необходимости, путем дальнейших изменений ручные регулировки могут быть оптимизированы. Индикация служит, таким образом, обеспечению качества продукции, но не решает проблему определения структуры металла и связанных с ней потребительских свойств на основании фиксации параметров технологического процесса, имевших место при его производстве.
Известен способ производства проката из стали включающий процесс управления металлургической производственной установкой для изготовления продукта из металлического стального и/или железного сплава, причем процессом изготовления, по меньшей мере, частично управляют при помощи имитатора структуры и/или монитора структуры и/или модели структуры, включающих в себя программу, которая вычисляет, по меньшей мере, одну механическую характеристику прочности произведенного продукта (RU 2016133849 [3]). Механическую характеристику прочности вычисляют в зависимости от соответствующей технологической цепочки на основе рассчитанных металлургических фазовых составляющих и/или их соответствующих долей в структуре изготовленного продукта. Технологическая цепочка металлургической производственной установки включает в себя стан горячей прокатки и/или толстолистовой прокатный стан с заключительным участком охлаждения. При вычислении, механической характеристики прочности учитывают рабочие параметры металлургической производственной установки, от которых зависит, по меньшей мере, одна полученная механическая характеристика прочности.
В качестве рабочих параметров металлургической производственной установки, входящих в вычисление прочности, регистрируют соответствующую массовую долю одного легирующего элемента или всех легирующих элементов, которые имеются в химическом составе использованного стального сплава.
В качестве дополнительного рабочего параметра регистрируют скорость охлаждения, устанавливаемую в рамках охлаждения, произведенного после процесса прокатки, и повышение определенной характеристики прочности произведенного продукта, достигаемое посредством изменения этого дополнительного рабочего параметра, частично компенсируют и/или выравнивают посредством уменьшения массовой доли одного или нескольких легирующих элементов в химическом составе используемого стального сплава.
Причем соответствующую зарегистрированную массовую долю легирующего элемента и зарегистрированную в каждом случае скорость охлаждения оценивают при помощи исчисляемого ряда оценочных единиц, представляющих критерий оценки, и при помощи программы определяют соответствующие суммарные значения исчисляемых оценочных единиц. Программа включает в себя математический алгоритм, при помощи которого соответствующий ряд оценочных единиц или различные определенные суммарные значения сравнивают друг с другом. В результате реализации способа осуществляется прогнозное определение потребительских свойств проката без проведения исследования готовой продукции.
Недостатком известного способа невысокая точность прогнозирования свойств получаемого проката, поскольку в основе получения прогноза лежит математическая модель поведения прокатываемого металла от технологических параметров которая не учитывает некоторые важные для формирования структуры факторы, например тепловые эффекты сопровождающие фазовые превращения.
Наиболее близким к заявляемому по своей технической сущности и решаемой задаче является способ производства металлопроката известный из WO 9818970 [4]. Задачей известного способа является обеспечение возможности определения ожидаемых свойств конечного продукта на каждом этапе процесса горячей прокатки. Способ заключается в том, что накапливаются данные по реально проведенным процессам прокатки с фиксацией конкретных технологических параметров и определением потребительских свойств. При этом учитываются такие факторы как химический анализ прокатываемого материала, наличие карбидов и нитридов легирующих добавок (никеля, ниобия, титана и т.д.), размер и состояние аустенитных зерен, микроструктура стали и пропорции ее компонентов (аустенит, феррит, перлит, бейнит, мартенсит). На основании собранных данных методом линейной регрессии строятся физико-металлургические модели, связывающие технологические параметры (нагрев, деформация, охлаждение проката и т.д.) со свойствами готовой продукции. Используя полученные модели, можно прогнозировать свойства готовой продукции от выбранных технологических параметров или, задавшись свойствами готовой продукции, подбирать требуемые технологические параметры, осуществляя корректировку на основе онлайн измерений при процессе прокатки.
Недостатком известного способа является относительно невысокая точность выявления связи технологических параметров с конечным структурным состоянием проката, поскольку не учитываются тепловые эффекты, сопровождающие фазовые переходы (превращения), происходящие в прокатываемом металле в процессе деформации и охлаждения.
Заявляемый способ производства стального проката направлен на определение структурного состояния прокатанного металла по технологическим параметрам прокатки.
Указанный результат достигается тем, что способ производства стального проката включает выплавку стали требуемого химического состава, ее прокатку с фиксацией технологических параметров и определение структурного состояния полученного проката в зависимости от реализованных технологических параметров. При этом массовые доли структурных составляющих определяют расчетно, исходя из измеренной температуры поверхности металла до начала охлаждения, толщины металла и реализованного режима отвода тепла с поверхности проката, используя конечно-разностную схему решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои, при этом за источники тепловыделения принимаются слои металла, в которых происходят процессы распада аустенита по хотя бы одному из механизмов: ферритному (Ф), феррито-перлитному (Ф+П), перлитному (П), бейнитному (Б), мартенситному (М), тип распада определяют, исходя из скорости отвода тепла от слоя металла и/или его температуры, кинетику распада задают уравнением вида:
∂М/∂т=f(T),
где ∂М - прирост массовой доли продукта распада за время ∂т, с,
Т - температура, °С,
величину тепловыделения рассчитывают по уравнению:
dQ=dM×Qpi,
где dQ - теплота, выделившаяся в результате распада аустенита по какому-либо механизму, Дж,
Qpi - удельный тепловой эффект распада аустенита по i-ому механизму, Дж/кг,
при этом до начала прокатки на образцах металла идентичного химического состава экспериментально определяют учитываемые при расчете удельные тепловые эффекты для реализующихся в стали данного химического состава типов распада аустенита.
Указанный результат достигается также тем, что диапазоны температур и скоростей охлаждения, соответствующие различным механизмам распада аустенита, определяют экспериментально путем варьирования скоростей охлаждения образцов металла идентичного химического состава.
Указанный результат достигается также тем, что при задании кинетики распада аустенита используют уравнение:
∂М/∂т =k⋅MA⋅(W/T),
где ∂М - прирост массовой доли продукта распада за время ∂т, с,
k - коэффициент, зависящий от механизма распада и химического состава стали,
МА - массовая доля аустенита,
W - удельная мощность отвода тепла от слоя, Вт/кг,
Т - температура, °С.
Отличительными признаками заявляемого способа являются:
- массовые доли структурных составляющих определяют расчетно, исходя из измеренной температуры поверхности металла до начала охлаждения, толщины металла и реализованного режима отвода тепла с поверхности проката;
- для расчета используют конечно-разностную схему решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои;
- за источники тепловыделения принимаются слои металла, в которых происходят процессы распада аустенита по хотя бы одному механизму - ферритному, феррито-перлитному, перлитному, бейнитному или мартенситному;
- тип распада определяют, исходя из скорости отвода тепла от слоя металла и/или его температуры;
- кинетику распада задают уравнением вида:
∂М/∂т=f(T),
где ∂М - прирост массовой доли продукта распада за время ∂т, с,
Т - температура, °С,
- величину тепловыделения рассчитывают по уравнению
dQ=dM×Qpi,
где dQ - теплота, выделившаяся в результате распада аустенита по какому-либо механизму, Дж,
Qpi - удельный тепловой эффект распада аустенита по i-ому механизму, Дж/кг;
- до начала прокатки на образцах металла идентичного химического состава экспериментально определяют удельные тепловые эффекты для реализующихся в стали данного химического состава типов распада аустенита;
- диапазоны температур и скоростей охлаждения, соответствующие различным механизмам распада аустенита, определяют экспериментально путем варьирования скоростей охлаждения образцов металла идентичного химического состава;
- при задании кинетики распада аустенита используют уравнение:
∂М/∂т =k⋅MA⋅(W/Т),
где ∂М - прирост массовой доли продукта распада за время ∂т, с,
k - коэффициент, зависящий от механизма распада и химического состава стали,
МА - массовая доля аустенита,
W - удельная мощность отвода тепла от слоя, Вт/кг,
Т - температура, °С.
Определение массовых долей структурных составляющих расчетно, исходя из измеренной температуры поверхности металла до начала охлаждения, толщины металла и реализованного режима отвода тепла с поверхности проката и изученных теплофизических свойств позволяет прогнозировать структуру прокатанного металла и связанных с ней потребительских свойств не прибегая к дорогостоящим исследованиям образцов, вырезанных из готовой продукции. При этом точность прогнозирования зависит от того, какие факторы учитываются и какие из них получают путем проведения предварительных экспериментов и поэтому их достоверность не вызывает сомнения.
Использование для расчета конечно-разностной схемы решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои позволяет с высокой точностью прогнозировать структуру металла с соблюдением условия, что за источники тепловыделения принимаются слои металла, в которых происходят процессы распада аустенита и до начала прокатки на образцах металла идентичного химического состава экспериментально определяют удельные тепловые эффекты для реализующихся в стали данного химического состава типов распада аустенита с учетом кинетики этого распада.
В частных случаях реализации способа диапазоны температур и скоростей охлаждения, соответствующие различным механизмам распада аустенита, определяют экспериментально путем варьирования скоростей охлаждения образцов металла идентичного химического состава. Это необходимо для реализации способа при отсутствии справочных данных для стали данного химического состава.
В некоторых случаях кинетика определяется не только температурой, но и удельной мощностью отвода тепла от слоя, для чего при ее задании используют уравнение вида:
∂М/∂т =k⋅MA⋅(W/T),
где ∂М - прирост массовой доли продукта распада за время ∂т, с,
k - коэффициент, зависящий от механизма распада и химического состава стали,
МА - массовая доля аустенита,
W- удельная мощность отвода тепла от слоя, Вт/кг,
Т - температура, °С.
Сущность заявляемого способа поясняется примерами его реализации.
Пример 1. В наиболее предпочтительном варианте способ реализуется следующим образом. Осуществляют выплавку небольшого, достаточного для изготовления образцов для проведения исследований, количества стали требуемого химического состава, который будет подвергаться прокатке большими партиями.
Вырезают образцы требуемого размера для проведения лабораторных экспериментов для определения тепловых параметров фазового превращения. Определяют (измеряют) тепловые эффекты фазовых превращений. Осуществляют экспериментальное или расчетное определение кинетики превращений (функций зависимостей массовых долей структурных составляющих от времени).
Заготовку (сляб) тождественного или близкого химического состава к исследованным образцам нагревают под прокатку. В процессе прокатки фиксируют доступные технологические параметры (температура поверхности проката по его длине в начале и конце прокатки, скорость перемещения проката, количество и расположения включенных сопел охлаждения, расхода охладителя, температура поверхности проката по его длине в момент завершения ускоренного охлаждения). Полученные данные используют при конечно-разностной схеме решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои, при этом источники тепловыделения «включаются» согласно кинетике превращения. В результате расчета определяются массовые доли структурных составляющих в слоях проката, и по всей его толщине.
Тепловые эффекты фазовых превращений измеряют следующим образом. В нагревательную печь помещаются температурно-однородные образцы и нагреваются до температуры, превышающей температуру образования аустенита в структуре нагреваемого материала образцов.
Затем образцы охлаждают до комнатных температур однородным по температуре и скорости перемещения теплоносителем, например осушенным воздухом, по различным траекториям охлаждения, которые зависят от толщины образца и давления, с которым подается теплоноситель, т.е. от скорости охлаждения.
В охлажденных образцах при помощи металлографических исследований и путем измерения микротвердости определяют долю искомой фазы. Затем выбирают для анализа кривую охлаждения, реализация которой обеспечивает получение требуемой доли этой фазы.
Далее для участков кривой охлаждения, в которых отсутствует фазовое превращение, аппроксимируются в виде экспоненциальной зависимости температуры от времени, которая будет использована в дальнейшем для реализации расчетной процедуры определения удельного теплового эффекта при фазовом превращении.
Затем суммарный удельный тепловой эффект превращения (Qпр.) может определяться методом конечных разностей:

где ΔQi - удельный тепловой эффект фазового превращения, для i-того шага расчета, кДж/кг,

где Ci - удельная теплоемкость материала на i-том шаге расчета, кДж/кг⋅°С,
ΔT - разница между реальной температурой образца и соответствующим по времени значением температуры по экспоненциальной зависимости на i-том шаге расчета за вычетом сумм этих разниц на предыдущих шагах расчета, °С.
Например, был проведен эксперимент для определения удельного теплового эффекта фазового превращения для стали следующего состава, мас. %: 0,05% С; 0,09% Si; 1,71% Mn; 0,002% S; 0,008% P; 0,03% Cr; 0,23% Ni; 0,11% Cu; 0,030% Al; 0,005% N; 0,005% V; 0,020% Ti; 0,065% Nb; 0,002% As; 0,188% Mo; 0,0002% B; 0,003% Sn; остальное Fe, выделяющуегося при формировании феррито-бейнитной структуры с массовой долей бейнита ~50%.
Для проведения теплофизических исследований вырезали образцы с размерами 110×27×3,4 мм. Далее их утоняли на плоскошлифовальном станке и лабораторном стане до толщин: 2; 1,1; 0,5; 0,25 и 0,1 мм. Подобные размеры образцов обеспечивают одномерный теплообмен.
Затем в муфельной печи, оснащенной механизмом извлечения и фиксации образцов, блоком измерения температуры, узлом воздушного охлаждения с пневматической системой и узлом управления и регистрации информации, образцы нагревали до 990°С и выдерживали 40 мин при указанной температуре. Для уменьшения окисления образцов в печь производился поддув аргона.
Далее образцы подвергали обдуву плоским потоком воздуха под углом 15-30° к образцу с давлением 1, 2 или 4 атм. Обдув осуществлялся на специальной пневматической установке, включающей в себя блок сопел, компрессор с ресивером, редуктор, электромагнитный клапан и сенсоры для измерения давления. Указанная установка позволила обеспечить поддержание стабильного давления в магистралях в течение всего цикла обдува однородным по температуре и скорости перемещения теплоносителем.
В процессе обдува температура в точке поверхности образцов контролировалась и фиксировалась двухрежимными пирометрами ближнего инфракрасного спектра, имеющими диапазон измерения 550-1100°С, а также быстродействующим пирометром, работающим в средней части инфракрасного спектра, с диапазоном измеряемых температур 50-775°С. На основании фиксируемых значений строились зависимости температуры от времени охлаждения.
Аттестацию структурного состояния образцов после нагрева - охлаждения проводили по трем шлифам, соответствующим сечениям по трем плоскостям. Металлографические исследования проводили на структурном анализаторе, включающем в себя световой инвертированный металлографический микроскоп, цифровую камеру и программно-аппаратный комплекс.
В результате металлографических исследований выявили, что формирование феррито-бейнитной структуры с массовой долей бейнита 46% происходило при охлаждении образцов толщиной 1,1 мм плоским потоком воздуха под углом 15-30° к образцу с давлением 4 атм. Для последующего расчетного анализа выбирали соответствующую указанному режиму траекторию охлаждения.
В результате численной обработки установили, что участки экспериментальной кривой, в температурных интервалах (высокотемпературном и низкотемпературном), в которых отсутствует фазовое превращение, хорошо аппроксимируются следующими экспоненциальными функциями:


Наложение реальной траектории охлаждения и кривых, построенных по экспоненциальным зависимостям, позволяет определить температуры и времена начала и конца фазового превращения (τн, Тн, τк, Тк).
Тн=668°С, τн=2,9 с;
Тк=380°С, τк=12,2 с.
Длительность превращения τпр=9,3 с.
Длительность превращения τпр=9,3 с.
Далее вычислительная процедура определения удельного теплового эффекта фазового превращения °Qпр организовывалась следующим образом.
Превращение начиналось при τ=0. Расчет производили с шагом по времени Δτ=0.01 с. Удельную теплоемкость (С), согласно справочнику [5], получали из выражения

На первом шаге расчета температура изменяется согласно определенной выше экспоненциальной зависимости (3).

ΔT1 определяли из выражения:

Удельный тепловой эффект фазового превращения для первого шага расчета вычислялась как:

Для i-го шага расчетной процедуры:



Вычисления продолжали до момента времени τ=τк.
Суммарный удельный тепловой эффект превращения (Qпр) определяли как:

В результате реализации расчетной процедуры получили 
Расчет массовых долей структурных составляющих осуществляется конечно-разностной схемой решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои с использованием зафиксированных при прокате конкретного сляба технологических параметров. Например:
Количество слоев=mm (500);
Шаг по времени, сек=tau (0,00002);
Толщина листа, м=L (0,0275);
Время старта водного охлаждения, сек=tstart (1);
Время конца расчета, сек=tend (80);
Температура поверхности листа, К=Т01 (1180);
Температура середины листа, К=Т00 (1200);
Теплоемкость, Дж/(кг×K)=Cv (625);
Теплопроводность, Вт/(м×K)=Hi (30);
Коэффициент теплообмена, 1/м=k (600);
Температура внешней среды, К=Tr (373);
Постоянная Стефана-Больцмана, Вт/(м2×K4)=Si (0,0000000567);
Коэффициент черноты=eps (0,7);
Плотность стали, кг/м3=ro (7600);
Переходный период при поливе водой, сек=tper1 (0,5);
Время прохода через форсунку, сек=t2 (3);
Переходный период во время испарения воды, сек=t3 (3);
Время до следующей форсунки после испарения воды, сек=t4 (5);
Начальный переходный период, сек=period (0,1).
Процедуру расчета осуществляют следующим образом.
Обезразмеривание и расчет используемых констант:
1. Рассчитываем постоянную h по формуле:
h=1/(mm-1);
2. Сохраняем полученное численное значение;
3. Рассчитываем коэффициент температуропроводности (аа) по формуле:
аа=Hi/(Cv*ro);
4. Сохраняем полученное численное значение;
5. Рассчитываем коэффициенты потока на границе при охлаждении по Стефану-Больцману (А) по формуле:
А=Si*eps*Tr3*L/Hi;
6. Сохраняем полученное численное значение;
7. Рассчитываем коэффициенты потока на границе при водном охлаждении (В) по формуле:
В=L*k;
8. Сохраняем полученное численное значение;
9. Рассчитываем время tper2 по формуле:
tper2=tper1+t2;
10. Сохраняем полученное численное значение;
11. Рассчитываем время tper3 по формуле:
tper3=tper2+t3;
12. Сохраняем полученное численное значение;
13. Рассчитываем время tper4 по формуле:
tper4=tper3+t4;
14. Сохраняем полученное численное значение;
15. Рассчитываем безразмерный шаг по времени (tau2):
tau2=tau*аа/L2;
16. Сохраняем полученное численное значение;
17. Определяем суммарное время как vrem и присваиваем ему численное значение:
vrem=0.
Координаты слоев:
Лист по сечению разбивается на слои. Количество слоев=mm. Каждому слою присваивается номер (i). i является целым числом от 1 до mm.
1. Для каждого слоя рассчитываем его координату в диапазоне от -1 до 1 по формуле:
xi=-1+2*(i-1)*h;
2. Сохраняем полученные числовые значения xi для каждого слоя.
Расчет начальных температур слоев
1. Для каждого слоя рассчитываем его начальную безразмерную температуру (T0(i)) по формуле:
T0(i)=(Т01+(Т00-Т01)*(1-х2))/Tr;
2. Сохраняем полученные числовые значения T0(i) для каждого слоя;
3. Рассчитываем начальные температуры слоев с размерностью по формуле:
T0(i)real=T0(i)*Tr;
4. Сохраняем полученные значения T0(i)real.
Расчет граничных условий исходя из начального распределения температур:
1. Производим вычисление численного значения dTdx0 по формуле:
dTdx0=(T0(2)-T0(1))/h,
где T0(1) - начальная безразмерная температура первого (крайнего)
слоя;
T0(2) - начальная безразмерная температура второго слоя;
2. Сохраняем полученное значение.
После этого начинаем следующую последовательность расчетных процедур. Расчет температур внутренних слоев на следующем шаге.
Для каждого слоя кроме крайних, т.е. для i в диапазоне от 2 до (mm-1), рассчитывается его безразмерная температура на следующем шаге по времени, т.е. осуществляется расчет обезразмеренной температуры слоя через время равное tau.
1. Обозначим безразмерную температуру слоя на следующем шаге по времени как T1(i).
2. Рассчитываем численные значения T1(i) по формуле:
T1(i)=T0(i)+tau2*(T0(i+1)+T0(i-1)-2*T0(i))/h2,
где T0(i) - начальная безразмерная температура слоя, для которого производится расчет;
T0(i+1) и T0(i-1) - начальные безразмерные температуры соседних слоев;
3. Сохраняем полученные численные значения T1(i) для каждого слоя (кроме крайних);
4. Придаем размерность значениям T1(i), полученным в п. 2, по формуле:
T1(i)real=T1(i)*Tr;
5. Сохраняем полученные значения T1(i)real для каждого слоя.
Расчет температур крайних слоев на следующем шаге.
Для крайних слоев (i=1 и i=mm) следует произвести расчет безразмерных температур на следующем шаге по времени, т.е. осуществить расчет безразмерных температур слоев через время равное tau.
1. Переопределяем суммарное время vrem:
vrem=vrem+tau;
2. Проверяем, не превышает ли суммарное время начальный переходный период:
vrem≤period;
3. Если условие в п. 2 выполняется, то следует перейти к п. 4. Если условие в п. 2 не выполняется, то следует перейти к п. 7;
4. Рассчитываем поток на границе (Jh) по формуле:
Jh=A*(T0(1)4-(300/Tr)4),
где Т0(1) - начальная безразмерная температура первого (крайнего) слоя;
5. Рассчитываем безразмерные температуры крайних (T1(1) и T1(mm)) слоев на следующем шаге по формуле:
T1(1)= T1(mm)=T1(2)-h*(dTdx0+(Jh-dTdx0)*vrem/period),
где T1(2) - рассчитанная ранее температура второго слоя после шага по времени;
6. Переходим в п. 17;
7. Проверяем, не превышает ли суммарное время (vrem) время старта водного охлаждения (tstart):
vrem≤tstart;
8. Если условие в п. 7 выполняется, то переходим в п. 9. Если же оно не выполняется, то переходим в п. 12;
9. Рассчитываем поток на границе (Jh) по формуле:
Jh=А*(Т0(1)4-(300/Tr)4),
где T0(1) - начальная безразмерная температура первого (крайнего) слоя;
10. Рассчитываем безразмерные температуры крайних (T1(1) и T1(mm)) слоев на следующем шаге по формуле:
T1(1)=T1(mm)=T1(2)-h*Jh,
где T1(2) - рассчитанная ранее температура второго слоя после шага по времени;
11. Переходим в п. 17;
12. Определяем vrem 1:
vrem1=vrem-tstart:
13. Определяем tt:
tt=vrem1-int(vrem1/tper4)*tper4,
где int(vrem1/tper4) - целая часть результата деления vrem1 на tper4 (число до запятой);
14. Определяем, в каком численном диапазоне находится tt, и в соответствии с этим рассчитываем значение С:
 Если tt<tper1, то рассчитываем С по формуле:
Если tt<tper1, то рассчитываем С по формуле:
С=tt/tper1;
Если tper1≤tt<tper2, то
С=1;
Если tper2≤tt<tper3, то рассчитываем С по формуле:
С=1-(tt-tper2)/(tper3-tper2);
Если tper3≤tt<tper4, то
C=0;
15. Рассчитываем поток на границе (Jh) по формуле:
Jh=А*(T0(1)4-(300/Tr)4)+С*В*(T0(1)-1),
где T0(1) - начальная безразмерная температура первого (крайнего) слоя
16. Рассчитываем безразмерные температуры крайних (T1(1) и T1(mm)) слоев на следующем шаге по формуле:
T1(1)=T1(mm)= T1(2)-h*Jh,
где T1(2) - рассчитанная ранее температура второго слоя после шага по времени;
17. Сохраняем полученные численные значения T1(1) и T1(mm);
18. Придаем размерность значениям T1(1) и T1(mm), полученным в п. 16, по формуле:
T1(i)real=T1(i)*Tr;
19. Сохраняем полученные значения T1(i)real для обоих слоев.
Расчет параметра W/T:
1. Для слоев i=1; i=int(mm/2); i=int(mm/4); i=int(mm/8), где int(mm/…) - целая часть результата деления, необходимо вычислить значение параметра W/Т по формуле:
W/T(i)=((T0(i)-T1(i))*Tr*Cv/(tau*(((T0(i)-T1(i))*Tr/2)-273));
2. Полученные значения W/T(i) для четырех слоев необходимо сохранить.
Для любого момента распада аустенита справедливо соотношение:

где Mγi - текущая массовая доля аустенита, от 1 в начале превращения до 0,03 в конце превращения;
MПРi - текущая массовая доля продуктов превращения:

где М(Ф+П)i - текущая массовая доля феррита и перлита;
МБВi - текущая массовая доля верхнего бейнита;
МБНi - текущая массовая доля нижнего бейнита;
MMi - текущая массовая доля мартенсита.
Рассчитываем Ti, которая является температурой, до которой охладился металл за Δt=0,01 сек.

где VОХЛi - значение скорости охлаждения, соответствующее значению температуры Т0.
Определяем параметр Wi - текущую мощность теплового потока, 

где ci - текущая удельная теплоемкость:

Определяем текущее значение параметра Wi/Ti, деля текущую мощность теплового потока на текущую температуру.
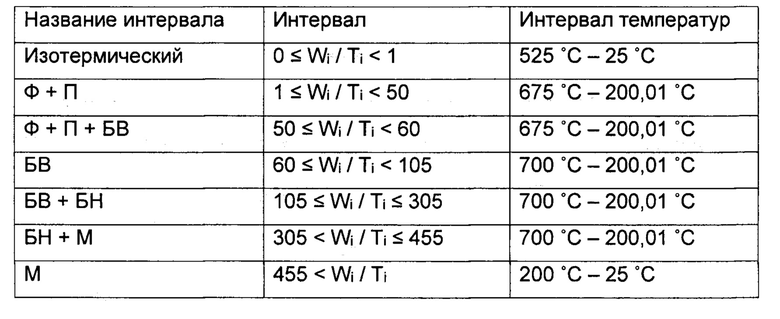
Определяем, в какой из интервалов попало численное значение Wi/Ti. Ниже приведены интервалы с их названиями и релевантными для них интервалами температур:
Массовая доля образовавшихся феррита и перлита рассчитывается по формуле:

где Wi, Ti - значения, взятые из соответствующего расчета;
МФ+П - суммарная, образовавшаяся к данному моменту массовая доля феррита и перлита;
МБВ - суммарная, образовавшаяся к данному моменту массовая доля верхнего бейнита;
МБН - суммарная, образовавшаяся к данному моменту массовая доля нижнего бейнита;
MM - суммарная, образовавшаяся к данному моменту массовая доля мартенсита.
После расчета образовавшейся на этом шаге массовой доли феррита и перлита следует учесть тепловой эффект превращения. В нашем случае это значит: расчет того, до какой температуры металл разогрелся после охлаждения в результате превращения. Для этого рассчитываем температуру после разогрева по формуле:

где Ti - значение, взятое из предыдущего расчета;
ΔМ(Ф+П)i - рассчитанная на этом шаге в п. 1 массовая доля феррита и перлита;
ci - рассчитываемая по формуле (17) удельная теплоемкость.
Полученную массовую долю необходимо суммировать с уже полученными массовыми долями феррита и перлита (если таковые образовались) Полученную массовую долю необходимо суммировать с уже полученными массовыми долями феррита, перлита, верхнего бейнита, нижнего бейнита, мартенсита (если таковые уже образовались) и сохранить это значение.
Массовая доля образовавшегося верхнего бейнита рассчитывается по формуле:

где Wi, Ti - значения, взятые из соответствующего расчета;
МФ+П - суммарная, образовавшаяся к данному моменту массовая доля феррита и перлита;
МБВ - суммарная, образовавшаяся к данному моменту массовая доля верхнего бейнита;
МБН - суммарная, образовавшаяся к данному моменту массовая доля нижнего бейнита;
MM - суммарная, образовавшаяся к данному моменту массовая доля мартенсита.
После расчета образовавшейся на этом шаге массовой доли верхнего бейнита следует учесть тепловой эффект превращения. В нашем случае это значит: расчет того, до какой температуры металл разогрелся после охлаждения в результате превращения. Для этого рассчитываем температуру после разогрева по формуле:

где Ti - значение, взятое из предыдущей расчета;
ΔМБВi - рассчитанная на этом шаге в п. 1 массовая доля верхнего бейнита;
ci - рассчитываемая по формуле (17) удельная теплоемкость.
Массовая доля образовавшегося нижнего бейнита рассчитывается по формуле:

где Wi, Ti - значения, взятые из соответствующего расчета;
МФ+П - суммарная, образовавшаяся к данному моменту массовая доля феррита и перлита;
МБВ - суммарная, образовавшаяся к данному моменту массовая доля верхнего бейнита;
МБН - суммарная, образовавшаяся к данному моменту массовая доля нижнего бейнита;
MM - суммарная, образовавшаяся к данному моменту массовая доля мартенсита.
После расчета образовавшейся на этом шаге массовой доли нижнего бейнита следует учесть тепловой эффект превращения. В нашем случае это значит: расчет того, до какой температуры металл разогрелся после охлаждения в результате превращения. Для этого рассчитываем температуру после разогрева по формуле:

где Ti - значение, взятое из предыдущего расчета;
ΔМБНi - рассчитанная на этом шаге в п. 1 массовая доля нижнего бейнита;
ci - рассчитываемая по формуле (17) удельная теплоемкость.
Массовая доля образовавшегося мартенсита рассчитывается по формуле:

где Ti - значение, взятое из предыдущего расчета;
МФ+П - суммарная, образовавшаяся к данному моменту массовая доля феррита и перлита;
МБВ - суммарная, образовавшаяся к данному моменту массовая доля верхнего бейнита;
МБН - суммарная, образовавшаяся к данному моменту массовая доля нижнего бейнита;
MM - суммарная, образовавшаяся к данному моменту массовая доля мартенсита.
После расчета образовавшейся на этом шаге массовой доли мартенсита следует учесть тепловой эффект превращения. В нашем случае это значит: расчет того, до какой температуры металл разогрелся после охлаждения в результате превращения. Для этого рассчитываем температуру после разогрева по формуле:

где Ti - значение, взятое из предыдущей Последовательности 1;
ΔMMi - рассчитанная на этом шаге в п. 1 массовая доля мартенсита;
сi - рассчитываемая по формуле (17) удельная теплоемкость. Доля не превратившегося аустенита рассчитывается как

где МФ+П - суммарная, образовавшаяся массовая доля феррита и перлита;
МБВ - суммарная, образовавшаяся массовая доля верхнего бейнита;
МБН - суммарная, образовавшаяся массовая доля нижнего бейнита;
ММ - суммарная, образовавшаяся доля мартенсита.
Пример 2. Для стали химического состава, приведенного в таблице 1, сначала задавали кинетику фазового превращения согласно примеру 1 и экспериментально определяли тепловые эффекты фазовых превращений:

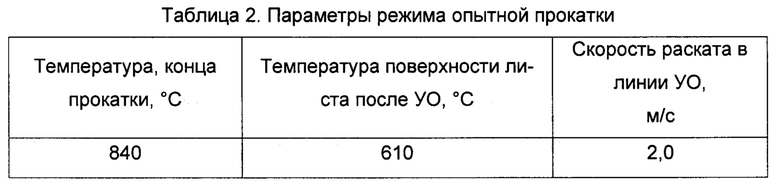
Затем осуществляли опытно-промышленную прокатку на стане г/п двух листов из стали указанного химического состава. При этом производили виртуальное послойное разбиение проката на 50 слоев при толщине каждого слоя ~0,6 мм и фиксировали технологические параметры производства, указанные в таблице 2.
Расчет массовых долей структурных составляющих осуществлялся конечно-разностной схемой решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои с использованием зафиксированных при прокате конкретного сляба технологических параметров по изложенной выше методике.
В результате расчета по измеренным технологическим параметрам было определено следующее структурное состояние в массовых долях структурных составляющих по толщине раската: ~50% бейнита, ~50% феррита и перлита.
Для оценки надежности прогноза после прокатки вдоль осевых линий листов вырезалось по 10 образцов для структурных исследований. Позиции резки распределяли равномерно по длине проката. Аттестацию структурного состояния проводили по трем шлифам, соответствующим сечениям по трем плоскостям. Металлографические исследования проводили на структурном анализаторе, включающем в себя световой инвертированный металлографический микроскоп, цифровую камеру и программно-аппаратный комплекс.
В результате металлографических исследований выявили, что в усредненных данных в результате реальной прокатки по указанному режиму была сформирована структура с долей бейнита ~48%. Это говорит об адекватности использования расчетного метода определения структурного состояния в процессе реализации способа производства стального проката.
Пример 3. Для стали химического состава, приведенного в таблице 3, сначала задавали кинетику фазового превращения согласно примеру 1 и экспериментально определяли тепловые эффекты фазовых превращений:

Затем осуществляли опытно-промышленную прокатку на стане r/п двух листов из стали указанного химического состава. При этом производили виртуальное послойное разбиение проката на 50 слоев при толщине каждого слоя ~0,4 мм и фиксировали технологические параметры производства, указанные в таблице 4.
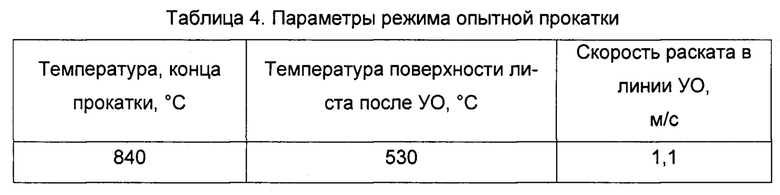
Расчет массовых долей структурных составляющих осуществлялся конечно-разностной схемой решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои с использованием зафиксированных при прокате конкретного сляба технологических параметров по изложенной выше методике.
В результате расчета по приведенному режиму было определено следующее структурное состояние в массовых долях структурных составляющих по толщине раската: ~25% верхнего, ~70% нижнего бейнита и остаточный аустенит.
Для оценки надежности прогноза после прокатки вдоль осевых линий листов вырезалось по 10 образцов для структурных исследований. Позиции резки распределяли равномерно по длине проката. Аттестацию структурного состояния проводили по трем шлифам, соответствующим сечениям по трем плоскостям. Металлографические исследования проводили на структурном анализаторе, включающем в себя световой инвертированный металлографический микроскоп, цифровую камеру и программно-аппаратный комплекс.
В результате металлографических исследований выявили, что в усредненных данных в результате реальной прокатки по указанному режиму была сформирована структура с долей верхнего бейнита ~22% и нижнего бейнита ~72%, остальное карбиды и нитриды, МА-составляющая и остаточный аустенит ~6%. Это говорит об адекватности использования расчетного метода определения структурного состояния в процессе реализации способа производства стального проката при условии предварительного получения экспериментальным путем используемых при расчете данных.
Список литературы
1. RU 2563911
2. RU 2457054
3. RU 2016133849
4. WO 9818970
5. Расчет теплоемкости низкоуглеродистой низколегированной стали при моделировании неизотермических фазовых превращений / Д.А. Иванов, Н.В. Куваев, Т.В. Куваева // Теория и практика металлургии, №1-2, 2010. С. 43-48.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения удельного теплового эффекта фазового превращения | 2017 |
|
RU2655458C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА (ВАРИАНТЫ) | 2010 |
|
RU2447163C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОИЗДЕЛИЯ С ЗАДАННЫМ СТРУКТУРНЫМ СОСТОЯНИЕМ | 2012 |
|
RU2516213C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ И СПЛАВОВ | 2009 |
|
RU2413777C1 |
| Способ производства стального проката | 2020 |
|
RU2724217C1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕГО ПРОКАТА ИЗ МИКРОЛЕГИРОВАННЫХ СТАЛЕЙ | 2012 |
|
RU2519719C1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С УЛУЧШЕННОЙ СПОСОБНОСТЬЮ К ЛОКАЛЬНОЙ ДЕФОРМАЦИИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2551726C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ТРУБНОГО ШТРИПСА | 2002 |
|
RU2203964C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ МАЛОПЕРЛИТНОЙ СТАЛИ | 1992 |
|
RU2060846C1 |
Изобретение относится к области металлургии, в частности к технологии горячей прокатки стали. Для определения структурного состояния прокатанного металла по технологическим параметрам прокатки выплавляют сталь требуемого химического состава, осуществляют ее прокатку с фиксацией технологических параметров и определяют структурное состояние полученного проката в зависимости от реализованных технологических параметров. При этом расчетно определяют массовые доли структурных составляющих, исходя из измеренной температуры поверхности металла до начала охлаждения, толщины металла и реализованного режима отвода тепла с поверхности проката, используя метод конечных разностей для решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои, при этом за источники тепловыделения принимаются слои металла, в которых происходят процессы распада аустенита по хотя бы одному из типов: ферритному (Ф), феррито-перлитному (Ф+П), перлитному (П), бейнитному (Б), мартенситному (М), тип распада определяют, исходя из скорости отвода тепла от слоя металла и/или его температуры, кинетику распада задают уравнением вида: ∂М/∂τ=f(T), где ∂М - прирост массовой доли продукта распада за время ∂τ, с, Т - температура, °С, величину тепловыделения рассчитывают по уравнению dQ=dM×Qpi, где dQ - теплота, выделившаяся в результате распада аустенита по какому-либо типу, Дж, Qpi - удельный тепловой эффект распада аустенита по i-му типу, Дж/кг. 2 з.п. ф-лы, 4 табл.
1. Способ производства проката из стали, включающий выплавку стали требуемого химического состава, ее прокатку с фиксацией технологических параметров и определение структурного состояния полученного проката в зависимости от реализованных технологических параметров, при этом температуры слоев стального проката и массовые доли продуктов распада аустенита в слоях определяют расчетно, исходя из измеренной температуры поверхности проката до начала охлаждения, его толщины и реализованного режима отвода тепла с поверхности проката, используя метод конечных разностей для решения задачи теплопроводности для среды с внутренними источниками тепловыделений с виртуальным разбиением толщины проката на слои, при этом за источники тепловыделений принимаются слои проката, в которых согласно расчету происходят процессы распада аустенита по хотя бы одному из типов: ферритному (Ф), феррито-перлитному (Ф+П), перлитному (П), бейнитному (Б), мартенситному (М), тип распада определяют, исходя из температуры слоя и/или скорости охлаждения, и/или удельной мощности отвода тепла от слоя, прирост массовой доли продуктов распада аустенита (∂М/∂τ) определяют исходя из температуры и/или скорости охлаждения, и/или удельной мощности отвода тепла от слоя, величину тепловыделения рассчитывают по уравнению ∂Q=∂М×Qpi, где ∂Q - теплота, выделившаяся в результате распада аустенита по какому-либо типу, кДж, Qpi - удельный тепловой эффект распада аустенита по i-му типу, кДж/кг, при этом до начала прокатки на образцах стали идентичного химического состава экспериментально определяют учитываемые при расчете удельные тепловые эффекты и уравнения кинетики распада аустенита для реализующихся в стали данного химического состава типов распада аустенита.
2. Способ по п. 1, отличающийся тем, что диапазоны температур и скоростей охлаждения, соответствующие различным типам распада аустенита, определяют экспериментально путем варьирования скоростей охлаждения образцов стали идентичного химического состава.
3. Способ по п. 1, отличающийся тем, что при определении кинетики распада аустенита используют уравнение ∂М/∂τ=k⋅MA⋅(W/Т), где ∂М - прирост массовой доли продуктов распада аустенита; ∂τ - время, с, k - эмпирический коэффициент, зависящий от типа распада аустенита и химического состава стали, с⋅кг, MA - массовая доля аустенита, W - удельная мощность отвода тепла от слоя, кВт/кг, Т - температура, °С.
| WO 9818970 A1, 07.05.1998 | |||
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ОПТИМИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СТАЛЬНЫХ И ЖЕЛЕЗНЫХ СПЛАВОВ В СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ И ТОЛСТОЛИСТОВЫХ ПРОКАТНЫХ СТАНАХ ПРИ ПОМОЩИ ИМИТАТОРА, МОНИТОРА И/ИЛИ МОДЕЛИ СТРУКТУРЫ | 2015 |
|
RU2703009C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ И СПЛАВОВ | 2009 |
|
RU2413777C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПРОКАТА НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2563911C2 |

