2420-535883RU/55
СПОСОБ ОПТИМИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СТАЛЬНЫХ И ЖЕЛЕЗНЫХ СПЛАВОВ В СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ И ТОЛСТОЛИСТОВЫХ ПРОКАТНЫХ СТАНАХ ПРИ ПОМОЩИ ИМИТАТОРА, МОНИТОРА И/ИЛИ МОДЕЛИ СТРУКТУРЫ
Описание
Изобретение относится к способу управления металлургической производственной установкой для изготовления продукта из металлического стального и/или железного сплава, причем процесс изготовления, по меньшей мере, частично управляется при помощи имитатора структуры и/или монитора структуры и/или модели структуры, который/которая включает в себя программу, которая вычисляет, по меньшей мере, одну механическую характеристику прочности произведенного, содержащего металлический стальной и/или железный сплав продукта, и при помощи которой, по меньшей мере, одна механическая характеристика прочности вычисляется в зависимости от соответствующей технологической цепочки на основе рассчитанных металлургических фазовых составляющих и/или их соответствующих долей в регулирующейся металлургической структуре произведенного продукта, причем технологическая цепочка металлургической производственной установки включает в себя стан горячей прокатки и/или толстолистовой прокатный стан с заключительным участком охлаждения, и в вычисление, по меньшей мере, одной механической характеристики прочности входят рабочие параметры металлургической производственной установки, от которых зависит, по меньшей мере, одна полученная механическая характеристика прочности, с, по меньшей мере, частично заранее заданными, адаптируемыми выходными значениями.
При эксплуатации станов прокатки горячей полосы и/или толстолистовых прокатных станов наряду с обработкой давлением в прокатном стане в качестве существенных целевых параметров задаются температура намотки или остановки охлаждения, а также скорость охлаждения, так как тем самым могут в значительной степени регулироваться механические прочностные свойства полученного продукта. Поэтому изменения в этих параметрах неизбежно становятся заметными также в изменениях механических характеристиках прочности, которые однако могут обнаруживаться лишь в последующем при помощи испытаний на растяжение у взятых из произведенного продукта образцах для испытаний на растяжение. Устанавливать в желаемой степени необходимые в каждом случае механические характеристики прочности - это одна из основных целей процесса прокатки, так как эти свойства в значительной степени определяют цену, устанавливаемую на рынке для произведенного продукта. При изготовлении продукта из металлического стального и/или железного сплава в металлургической установке на его механические характеристики прочности оказывают влияние дополнительные (рабочие) параметры, такие, как, например, скорость прокатки или конечная температура прокатки. Таким образом, постоянная температура наматывания не обязательно обеспечивает также постоянные механические характеристики прочности необходимого в каждом случае типа. И хотя температуры произведенного продукта могут измеряться непосредственно после прокатки или перед моталкой в режиме реального времени напрямую, например, при помощи пирометров или других устройств измерения температуры и таким образом непосредственно использоваться для регулировки. Однако механические характеристики прочности измеряются, как правило, лишь с большим временным сдвигом при помощи испытаний на растяжение и таким образом не могут непосредственно использоваться для регулировки соответствующего металлургического процесса. Таким образом, определенное заранее задание параметров процесса или способа линии металлообработки в прокатном стане и последующего участка охлаждения не приводит непременно к соблюдению целевых значений необходимых механических (прочностных) свойств. Кроме того, они также не могут измеряться напрямую и непосредственно, так что мгновенная корректировка параметров процесса или способа или рабочих параметров металлургической установки не возможна.
Поэтому в уровне техники были разработаны модели, а также модели структуры, которые обеспечивают возможность вычисления полученных значений механической прочности в режиме реального времени с немедленным оказанием воздействия на рабочие параметры металлургической установки.
Так, DE 198 81 711 B4 раскрывает соответствующий типу способ управления металлургической установкой для изготовления стали или алюминия, в частности прокатным станом. При этом в металлургической установке из исходных материалов производится сталь или алюминий с определенными, зависимыми от структуры стали или алюминия свойствами материала, которые зависят от рабочих параметров, с которыми эксплуатируется металлургическая установка. При этом рабочие параметры определяются при помощи оптимизатора структуры в зависимости от необходимых свойств материала стали или алюминия, причем свойствами материала могут быть предел текучести, предел прочности при разрыве, прочность на разрыв, относительное удлинение при разрыве, твердость, температура перехода и анизотропия (векториальность) или показатель упрочнения стали или алюминия.
Из DE 10 2007 007 560 A1 известен способ оказания поддержки, по меньшей мере, частично ручному управлению линией металлообработки, на которой обрабатывается лентообразный или слябообразный или предварительно профилированный материал. При этом непрерывно по отношению к определенному месту линии металлообработки доля, по меньшей мере, одной металлургической фазы металла определяется с учетом оказывающих влияние на фазовое состояние рабочих параметров линии металлообработки и/или с учетом параметров состояния металла путем расчета на основе модели, которая включает в себя модель для определения фазовых состояний, и доля, по меньшей мере, одной фазы относительно определенного места линии металлообработки доводится до оператора. Таким образом, доводятся до сведения, например доли феррита, аустенита, перлита и цементита.
WO 2005/099923 A1 раскрывает для производства стали использование модели преобразования для участка охлаждения прокатного стана, при помощи которой (модели преобразования) в дополнение к температуре стали в режиме реального времени вычисляются также доли металлургических фаз стали вдоль стальной полосы. Описывается система регулировки, которая удерживает постоянными фазовые доли намотанной на мотальном устройстве стальной полосы. Для этого на последующих шагах выполняется следующее: На первом шаге из данных определяется степень преобразования и таким образом определенная фазовая доля. На втором шаге при поступлении полосы на участок охлаждения прокатного стана один или несколько параметров стратегии охлаждения (управляющие величины) адаптируются согласно регулировке в режиме реального времени таким образом, что необходимая фазовая доля охлажденной стали в мотальном устройстве удерживается постоянной. Целью является наиболее точное соблюдение необходимых свойств или свойств материала произведенного металла.
Благодаря прямому вычислению механических свойств в подходящей модели необходимые для них параметры процесса могут задаваться с максимально возможной точностью. При этом у стали по существу фазовые составляющие аустенит, феррит, перлит, бейнит и мартенсит имеют решающее значение для получающихся механических характеристик прочности.
В материалы стали добавляются легирующие элементы, для того чтобы при заданных в каждом случае условиях процесса и способа получать оптимальные механические характеристики прочности произведенного из них продукта. Добавляемое в соответствующий материал стали количество легирующих элементов зависит, прежде всего, от необходимых в соответствующем случае использования механических характеристик прочности. Легирующие элементы очень дороги, из-за чего иметься устремление сокращать или оптимизировать расходы на легирование. Так как конкретные в каждом случае прогнозы о достигаемом посредством добавления легирующих элементов результате в отношении механических прочностных характеристик соответствующего стального продукта до сих пор не возможны, при помощи экспериментальных опытов должно определяться, какое количество соответствующего легирующего элемента оказывает какое воздействие на механические свойства или механические характеристики прочности соответствующего стального продукта.
Из WO 98/18970 A1 известен способ контроля и регулировки качества прокатной продукции из процессов горячей прокатки, при которых производственные условия, такие как температуры, степени обжатия при проходе через валки и т.д. регистрируются в режиме реального времени на всем процессе прокатки, и из них при помощи связанных друг с другом и описывающих весь процесс прокатки физических/металлургических и/или статистических моделей заранее вычисляются ожидаемые механические/технологические свойства материала прокатной продукции, в частности предел текучести, прочность и относительное удлинение при разрыве. Благодаря онлайн-регистрации фактических и моментальных производственных условий ожидаемые свойства материала могут заранее вычисляться при помощи этого способа. При этом для каждого исходного материала среди прочего также его химический состав идентифицируется и вводится в физическую/металлургическую модель аустенизации и выделения. Кроме того, необходимые для соблюдения требуемых механических/технологических свойств материала изменения температурно-временного режима при нагреве, температурно-временного режима обработки давлением при прокатке, температурно-временного режима при охлаждении вычисляются и передаются на системы управления установок нагрева, прокатки и охлаждения. Вследствие этого обеспечивается соблюдение требуемых механических/технологических свойств материала процесса прокатки. При помощи известного из этого документа способа, применяя физические/металлургические модели аустенизации, деформации, рекристаллизации, преобразования, выделения, охлаждения и материала, оптимизируются расчетный химический состав исходного материала и производственные условия, и они задаются для новых схожих качеств продукции. В этом способе при вычислении характеристики прочности учитываются, например содержание углерода или содержание марганца в использованном материале, так что из этой модели также уже видно воздействие легирующих элементов на механическую характеристику прочности полученного продукта.
В основе изобретения лежит задача по созданию решения, которое делает возможной предпочтительную по сравнению с предшествующим образом действия регулировку рабочих параметров для достижения необходимых механических характеристик прочности состоящего из металлического стального и/или железного сплава продукта и для достижения необходимых долей металлургических фаз в продукте при его производстве в прокатном стане.
Для способа обозначенного вначале более подробно типа эта задача согласно изобретению решается вследствие того, что в качестве рабочих параметров металлургической производственной установки, входящих в вычисление, по меньшей мере, одной характеристики прочности, регистрируются соответствующая массовая доля, по меньшей мере, одного легирующего элемента, предпочтительно всех легирующих элементов, который/которые имеется/имеются в химическом составе использованного металлического стального и/или железного сплава, и, по меньшей мере, один дополнительный рабочий параметр, в частности воздействующая на продукт при его изготовлении скорость охлаждения, предпочтительно скорость охлаждения, которая регулируется в рамках проведенного после процесса прокатки охлаждения, и достигаемое или достигнутое посредством изменения, по меньшей мере, этого дополнительного рабочего параметра, в частности посредством увеличения скорости охлаждения, повышение определенной характеристики прочности, по меньшей мере, частично компенсируется и/или выравнивается посредством уменьшения массовой доли одного или нескольких из легирующих элементов в химическом составе использованного металлического стального и/или железного сплава.
Поэтому благодаря изобретению возможно оптимизировать введение легирующего элемента(ов) в том отношении, что лишь обязательно необходимые при достигаемых скоростях охлаждения или при одном другом из дополнительных рабочих параметров в каждом случае, по меньшей мере, для достижения определенной характеристики прочности массовые доли легирующего элемента(ов) имеются в химическом составе соответствующего стального и/или железного сплава. Следовательно, определенная достигаемая характеристика прочности произведенного продукта задается, устанавливается и регулируется, например посредством возможной или установленной скорости охлаждения, в то время как химический состав адаптируется в зависимости от него.
Таким образом, согласно изобретению воздействие и доля имеющихся в каждом случае легирующих элементов на механические характеристики прочности произведенного продукта учитываются на основе вызванного ими или находящегося под их влиянием дисперсионного упрочнения твердого раствора при вычислении механических характеристик прочности или, по меньшей мере, одного механического характеристики прочности. При помощи соответствующего изобретению способа можно точно определять воздействие легирующих элементов на механические характеристики прочности. Если, например, добавляется немного марганца, то это изменение немедленно обнаруживается программой, заложенной в имитаторе структуры и/или мониторе структуры и/или модели структуры, так что воздействие этого изменения на механические характеристики прочности или, по меньшей мере, одну механическую характеристику прочности произведенного продукта может распознаваться.
При помощи этого знания эксплуататор может осуществлять модернизацию участка охлаждения прокатного стана, для того чтобы например повышать скорость охлаждения. Эта более высокая скорость охлаждения имеет воздействие на механические характеристики прочности и может целенаправленно задаваться, для того чтобы изменять механические характеристики прочности. Для этого имитатор структуры и/или монитор структуры и/или модель структуры при помощи заложенной в нем/ней программы предоставляет необходимые данные. Программа учитывает более высокую скорость охлаждения и определяет следующее из этого изменение характеристик прочности. Таким образом, при одинаковом химическом раскладе или составе использованного сплава и при более высокой скорости охлаждения получаются другие механические характеристики прочности, или те же механические характеристики прочности можно достигать с меньшим количеством легирующих элементов, то есть с меньшей массовой долей или весовой долей (процентом по массе) легирующих элементов, так что расходы экономятся. Эти расходы могут количественно оцениваться (определяться количественно) заложенной в имитаторе структуры и/или мониторе кристаллической структуры и/или модели структуры программой, которая вычисляет, по меньшей мере, одну механическую характеристику прочности произведенного продукта в зависимости от соответствующей технологической цепочки прокатного стана на основе рассчитанных металлургических фазовых составляющих и/или их соответствующих долей в регулирующейся металлургической кристаллической структуре произведенного продукта.
Кроме того, при помощи заложенной программы возможно вычислять последствия от измененных параметров процесса. Если, например, повышается температура в прокатном стане или чистовом прокатном стане и одновременно понижается температура намотки, то заложенная программа выявляет необходимые изменения параметров процесса или рабочих параметров и соответствующим образом вычисляет механические характеристики прочности, которые получаются благодаря этому изменению. При помощи имитатора структуры и/или монитора структуры и/или модели структуры и заложенной в нем/ней программы у эксплуататора имеется в распоряжении новый инструмент, для того чтобы осуществлять разработку материала посредством оптимальной регулировки параметров процесса, способа и/или рабочих параметров включающей в себя прокатный стан с участком охлаждения технологической цепочки металлургической установки и получать необходимую механическую характеристику прочности материала.
В варианте осуществления изобретение предусматривает то, что соответствующая зарегистрированная массовая доля легирующего элемента(ов) и/или зарегистрированный в каждом случае, по меньшей мере, один дополнительный рабочий параметр, в частности зарегистрированная в каждом случае скорость охлаждения оценивается/оцениваются при помощи счетного ряда представляющих критерий оценки оценочных единиц. Тем самым в этом случае как с вызываемым посредством изменения состава сплава воздействием, так и с вызванным посредством изменения дополнительного рабочего параметра, в частности скорости охлаждения воздействием на изменение определенной механической характеристики прочности произведенного продукта может согласовываться значение издержек.
Для того чтобы была возможность непосредственно производить оценочное сравнение между различными комбинациями изменений химического состава использованного материала стального и/или железного сплава и изменений скоростей охлаждения, в другом варианте осуществления изобретение также предусматривает то, что при помощи программы определяются и/или отображаются соответствующие суммарные значения счетных оценочных единиц, складывающиеся для рассмотренного в каждом случае характеристики прочности при различных комбинациях из в каждом случае оцененной при помощи ряда счетных оценочных единиц массовой доли легирующего элемента(ов) и оцененного при помощи ряда счетных оценочных единиц дополнительного рабочего параметра, в частности скорости охлаждения.
Для того чтобы была возможность проводить сравнительную оценку, целесообразно, если программа включает в себя математический член и/или алгоритм, при помощи которого соответствующий ряд оценочных единиц и/или различные выявленные суммарные значения сравниваются друг с другом.
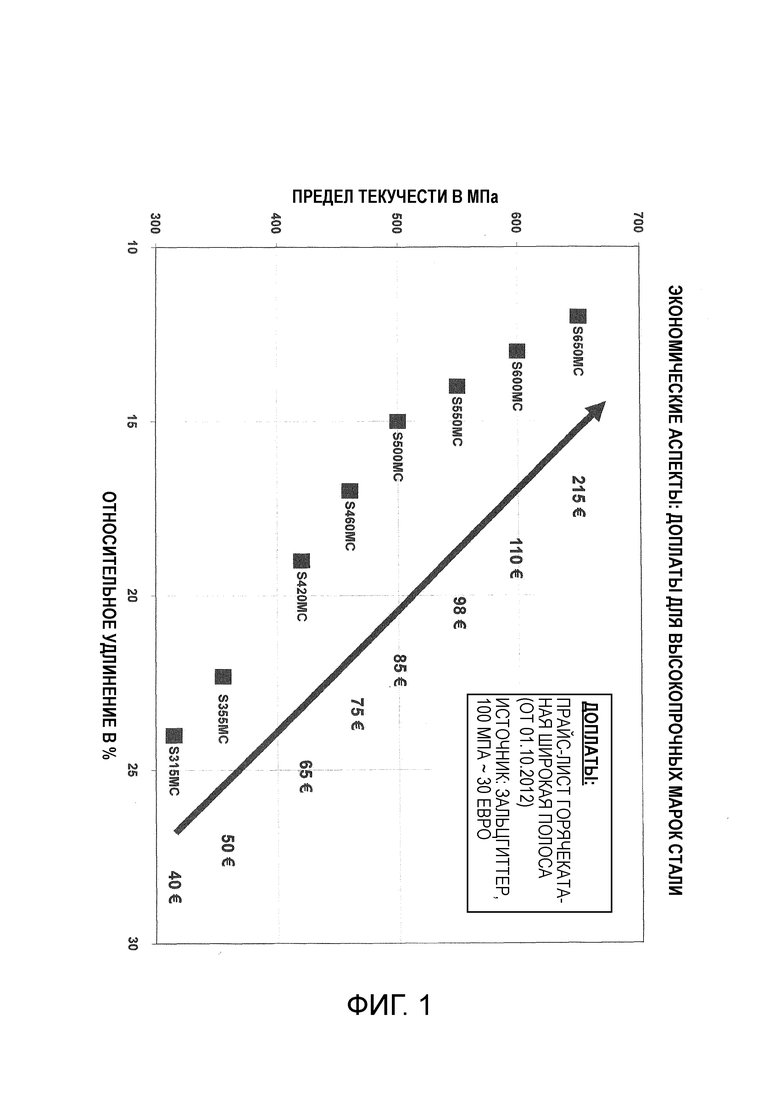
Таким образом, дополнительно соответствующий изобретению способ включает в себя также оценку воздействия состава сплава и скорости охлаждения в отношении в каждом случае достигаемого(ых) необходимой(ых) механической(ых) характеристик(и) прочности. Оценка осуществляется при помощи представляющих критерий оценки оценочных единиц, при помощи которых оцениваются состав сплава и скорости охлаждения. Оценочные единицы могут быть оценочными единицами технически количественного типа, как например Δ (изменение) увеличения прочности/Δ массовой процентной доли суммы легирующих элементов относительно Δ увеличения прочности/Δ количества охлаждающей воды. Однако (дополнительно) с этими оценочными единицами могут также согласовываться издержки, то есть денежные (монетарные) значения, как это можно увидеть на фиг. 1. Там нанесены необходимые в каждом случае для изменения предела текучести по направлению к маркам стали повышенной прочности (от S315MC к S650MC) денежные дополнительные издержки (от 40,00 евро до 215,00 евро). Затем разнообразные различные комбинации составов сплавов и скоростей охлаждения могут сравниваться друг с другом при помощи согласованных с ними в каждом случае оценочных единиц. В этом случае образованные в каждом случае в качестве сравнительных значений суммарные значения счетных оценочных единиц могут использоваться, для того чтобы определенную комбинацию из состава сплава и скорости охлаждения выбирать для наиболее (экономичного) оптимального или подходящего осуществления производственного процесса. Представляющая критерий оценки оценочная единица может быть, например денежной единицей или оценочной единицей, согласованной с оценочной единицей. В этом случае возможно с различными скоростями охлаждения и с различными составами сплава в каждом случае по отдельности, а также в комбинации согласовывать одно значение издержек. Тем самым при помощи соответствующего изобретению способа влияние издержек на легирование может сравниваться с проистекающими из расходов на реализацию определенной скорости охлаждения издержками для достижения необходимого в каждом случае механической характеристики прочности. Таким образом, при помощи соответствующего изобретению способа возможно количественно оценивать издержки на легирование для регулировки определенного необходимого механического свойства. Равным образом издержки на реализацию необходимой скорости охлаждения могут количественно оцениваться для регулировки необходимой механической характеристики прочности. Так как более высокая скорость охлаждения так же, как и легирующие элементы стального и/или железного сплава оказывают сильное воздействие на механические свойства полученного продукта, посредством сравнения при помощи соответствующего изобретению способа издержки на изменение сплава могут точно количественно оцениваться относительно изменения механических характеристик прочности. Так, например, после переоборудования существующего участка охлаждения на теперь более высокую регулируемую скорость охлаждения значения необходимой механической характеристики прочности могут увеличиваться. Это увеличение может использоваться для сокращения отдельных легирующих элементов в составе сплава использованного стального и/или железного материала, вследствие чего для всего способа достигается экономия на издержках, которая обоснована использованием уменьшенного количества одного или нескольких легирующих элементов. При помощи соответствующего изобретению способа такая оценка и анализ возможны.
Эта оценка и анализ возможны в изобретении при помощи имитатора структуры и/или монитора структуры и/или модели структуры. В частности воздействия соответствующих параметров в этом случае могут также количественно оцениваться в денежном выражении согласно изобретению при помощи представляющих критерий оценки оценочных единиц, если подобные экономические или монетарные зависимости заложены в имитаторе структуры и/или мониторе структуры и/или модели структуры, как показано на фиг. 1. На фиг. 1 показано то, что увеличение предела текучести приблизительно на 100 МПа вызывает дополнительные издержки приблизительно в 30,00 евро. Например, увеличение предела текучести от стали S420MC до стали S500MC связано с увеличением издержек с 65,00 евро до 85,00 евро, ровно 20,00 евро разницы. Это составляющее в среднем 30,00 евро, а в указанном выше примере 20,00 евро увеличение издержек должно приниматься в виде добавки легирующих элементов или в виде повышения скорости охлаждения соответствующей стальной полосы при ее изготовлении в прокатном стане, причем повышенная скорость охлаждения влечет за собой меньший размер зерна феррита и обусловленное этим увеличение характеристики прочности "предел текучести". Эта взаимосвязь заложена в соответствующей изобретению модели структуры и потому может также количественно обозначаться в виде сформулированных соответствующим образом и оцененных счетных оценочных единиц.
Таким образом, если эксплуататор металлургической производственной установки во время происходящего, например, после процесса прокатки и необходимого охлаждения полученного продукта может реализовать более высокую скорость охлаждения, например посредством переоборудования участка охлаждения с увеличением мощностей охлаждения, то вследствие этого может достигаться увеличение прочности, то есть повышение определенной механической характеристики прочности. Достигнутый посредством этой повышенной скорости охлаждения эффект увеличения прочности может теперь использоваться для того, чтобы посредством изменения химического состава использованного стального и/или железного сплава достигать противоположный эффект. Теперь при помощи соответствующего изобретению способа и использованной при этом программы возможно вычислять воздействие измененного, включающего в себя уменьшенные доли легирующих элементов, химического состава использованного сплава на получаемую и определенную механическую характеристику прочности полученного продукта. Затем это вычисление повторяется до тех пор, пока вызванное повышенной скоростью охлаждения увеличение прочности не сокращено до "0", так что вызванное повышенной скоростью охлаждения увеличение прочности или повышение значения механической характеристики прочности израсходовано и снова имеется изначальное значение механической характеристики прочности. При этом вызванная экономией легирующих элементов экономия на издержках компенсирует необходимое из-за повышенной скорости охлаждения увеличение издержек. Для типичной, легированной ниобием (Nb), мелкозернистой конструкционной стали приблизительно с 0,07% C, 0,7% Mn, 0,2% Si, 0,04% Nb, 0,084% Ni, 0,034% Mo, 0,084% Cr, 0,0084% V и 0,0084% Ti можно таким образом благодаря уменьшенным содержаниям легирующих элементов экономить приблизительно 4% составляющих обычно 30,00 евро/т (евро на тонну) издержек на легирование, так что издержки на легирование в этом примере понижаются до 28,80 евро/т. Таким образом, при эксплуатации металлургической производственной установки с годовым выпуском продукции в 1 миллион тонн за год могут экономиться приблизительно 1,20 миллионов евро на издержках легирования для такой мелкозернистой конструкционной стали.
При помощи соответствующего изобретению способа возможно для каждого материала определять возможную благодаря сокращению количества введенных легирующих элементов экономию. При этом материалы с высокими долями легирующих элементов предоставляют высокий потенциал экономии, а материалы с меньшими долями легирующих элементов соответственно более низкий потенциал. При помощи соответствующего изобретению способа или заложенной в нем программы возможно вычислять возможности экономии для всей годовой продукции рассмотренной металлургической производственной установки, если известны издержки на легирование для рассмотренного в каждом случае материала, то есть для рассмотренного в каждом случае стального и/или железного сплава.
Для того чтобы учитывать воздействие легирующих элементов на предел текучести в качестве механической характеристики прочности полученного продукта, изобретение далее отличается тем, что программа включает в себя математический член и/или алгоритм, который отображает влияние массовых долей легирующих элементов в химическом составе использованного металлического стального и/или железного сплава на предел текучести произведенного продукта.
При этом в наиболее предпочтительном варианте осуществления изобретения предусмотрено то, что член имеет уравнение:  . В уравнении Ci - это доли соответствующих различных легирующих элементов i в каждом случае в процентах по массе, Ai и Bi - это соответствующей в каждом случае коэффициенты регрессии, которые были заранее определены посредством экспериментальных испытаний, и YS - это предел текучести (Yield Strength), изменение (Δ) которого определяется. Коэффициенты регрессии определяются при помощи серий испытаний, в которых учитывается/учитывалось воздействие углерода (C), кремния (Si), марганца (Mn), хрома (Cr), молибдена (Mo), никеля (Ni), ванадия (V), азота (N), меди (Cu), алюминия (Al), ниобия (Nb), титана (Ti) и фосфора (P) в качестве легирующих элементов стального и/или железного сплава, причем экспериментальные данные измерений имеются/имелись или известны для определения параметров регрессии.
. В уравнении Ci - это доли соответствующих различных легирующих элементов i в каждом случае в процентах по массе, Ai и Bi - это соответствующей в каждом случае коэффициенты регрессии, которые были заранее определены посредством экспериментальных испытаний, и YS - это предел текучести (Yield Strength), изменение (Δ) которого определяется. Коэффициенты регрессии определяются при помощи серий испытаний, в которых учитывается/учитывалось воздействие углерода (C), кремния (Si), марганца (Mn), хрома (Cr), молибдена (Mo), никеля (Ni), ванадия (V), азота (N), меди (Cu), алюминия (Al), ниобия (Nb), титана (Ti) и фосфора (P) в качестве легирующих элементов стального и/или железного сплава, причем экспериментальные данные измерений имеются/имелись или известны для определения параметров регрессии.
Кроме того, предпочтительно, если устанавливающийся, в конечном счете, после преобразования в произведенном продукте размер зерен может также определяться программой, заложенной в имитаторе кристаллической структуры и/или мониторе кристаллической структуры и/или модели кристаллической структуры, так как размер зерен согласно закону Холла-Петча оказывает влияние на механические прочностные характеристики. Поэтому изобретение в варианте осуществления далее предусматривает то, что программа включает в себя отображающий влияние размера (d) зерен феррита образующейся при заключительном охлаждении продукта ферритной структуры на предел текучести член в виде уравнения:  . Наряду с вычислением фазовых составляющих и воздействия легирующих элементов также важно вычислять размер зерен преобразованного металла. Размер зерен феррита оказывает решающее воздействие на получающиеся механические характеристики прочности, так как согласно закону Холла-Петча увеличение ΔYS характеристики прочности "предел текучести" следует ожидать с уменьшением размера зерен. В уравнении d - это размер зерен феррита, A - это параметр регрессии, и YS - это предел текучести (Yield Strength), изменение (Δ) которого определяется.
. Наряду с вычислением фазовых составляющих и воздействия легирующих элементов также важно вычислять размер зерен преобразованного металла. Размер зерен феррита оказывает решающее воздействие на получающиеся механические характеристики прочности, так как согласно закону Холла-Петча увеличение ΔYS характеристики прочности "предел текучести" следует ожидать с уменьшением размера зерен. В уравнении d - это размер зерен феррита, A - это параметр регрессии, и YS - это предел текучести (Yield Strength), изменение (Δ) которого определяется.
Так как образующийся размер зерен феррита зависит от соответствующей скорости охлаждения, изобретение далее предусматривает то, что программа включает в себя отображающий влияние скорости охлаждения на образующийся при заключительном охлаждении продукта размер (da) зерен феррита ферритной структуры член в виде уравнения:  . Где da - это размер зерен феррита, Ai - это эмпирические коэффициенты, Cbq - это эквивалент углерода, dγ - это размер зерен аустенита, ε - это остаточное упрочнение, и CR - это скорость охлаждения. Из этого видно, что более высокая скорость охлаждения приводит к меньшему зерну феррита. При изготовлении, как правило, преследуют цель производить материал с максимально возможной прочностью и устанавливать минимально возможное зерно феррита. На размер зерен феррита существенно влияет скорость охлаждения или интенсивность охлаждения, которая на - как правило, завершающем прокатный стан и тем самым процесс прокатки произведенного продукта - участке охлаждения может устанавливаться в зависимости от имеющейся в наличии мощности охлаждения.
. Где da - это размер зерен феррита, Ai - это эмпирические коэффициенты, Cbq - это эквивалент углерода, dγ - это размер зерен аустенита, ε - это остаточное упрочнение, и CR - это скорость охлаждения. Из этого видно, что более высокая скорость охлаждения приводит к меньшему зерну феррита. При изготовлении, как правило, преследуют цель производить материал с максимально возможной прочностью и устанавливать минимально возможное зерно феррита. На размер зерен феррита существенно влияет скорость охлаждения или интенсивность охлаждения, которая на - как правило, завершающем прокатный стан и тем самым процесс прокатки произведенного продукта - участке охлаждения может устанавливаться в зависимости от имеющейся в наличии мощности охлаждения.
Так как механические характеристики прочности, как правило, не могут измеряться в режиме реального времени, согласно изобретению используется модель, которая включает в себя имитатор структуры и/или монитор структуры и/или модель структуры, который/которая включает в себя вычисляющую, по меньшей мере, одну механическую характеристику прочности произведенного, содержащего металлический стальной и/или железный сплав продукта программу, которая вычисляет, по меньшей мере, одну механическую характеристику прочности в зависимости от соответствующей технологической цепочки металлургической установки на основе рассчитанных металлургических фазовых составляющих и/или их соответствующих долей в регулирующейся металлургической структуре произведенного продукта. Такой моделью является так называемая MPC-программа (Mechanical Property Calculator - калькулятор механических свойств), которая определяет механические свойства в зависимости от условий процесса на всей технологической цепочке, состоящей из печи, прокатного стана и участка охлаждения. Это делает возможной настройку новых заданных значений для температуры намотки или скорости охлаждения. Дополнительно модель подходит для целей регулировки в зоне воды выравнивания. В качестве регулируемых величин могут использоваться предел текучести или прочность при разрыве после охлаждения. При задании этих установочных значений модель вычисляет необходимые для них параметры процесса. Результаты сразу же видны и обновляются при каждом новом цикличном вычислении. Ядром MPC-программы является вычисление механических характеристик прочности произведенного материала после охлаждения. Вычисление осуществляется на основе полуэмпирических уравнений. Вычисление осуществляется для различных объемных элементов полосы или листа. Поэтому полоса или лист разбивается на небольшие элементы. Во время вычисления учитываются параметры процесса, такие как скорость прокатки и температура прокатки. При изменении они сразу же входят в новый расчет. В качестве результата получается распределение механических (прочностных) свойств по полосе или листу.
Основой расчета механических (прочностных) свойств является вычисление фазовых составляющих произведенного материала. Для этого необходимо вычислять точный ход охлаждения металла и при помощи этой кривой охлаждения, на которую саму в свою очередь воздействует металлургическое преобразование структуры, моделировать распад аустенита на составляющие феррит, перлит, бейнит и мартенсит. Если эта модель используется для вычисления механических (прочностных) свойств, то должно происходить сопоставление с измеренными значениями, для того чтобы обеспечивать достоверное прогнозирование механических (прочностных) свойств. Поэтому вычисленные при помощи модели значения сравнивались с определенными из испытаний на растяжение значениями, и было установлено, что существует значительная корреляция между вычисленными и измеренными значениями при незначительном разбросе измеренных значений. Это соответствие возникает у различных типов установок (стан горячей прокатки полосы, толстолистовой прокатный стан и установка непрерывного литья, в частности CSP-установка (литейно-прокатный модуль)).
При помощи вычислений в MPC-модели возможно имеющуюся в данный момент производственную ситуацию или ситуацию в процессе анализировать и оптимизировать. Так посредством улучшения стратегии легирования могут сокращаться издержки на легирующие элементы, так как может вычисляться соотношение издержки-эффективность. Поэтому в усовершенствовании изобретение отличается также тем, что при помощи программы рабочие параметры оптимизируются, по меньшей мере, в отношении, по меньшей мере, одной достигаемой механической характеристики прочности. При помощи соответствующего изобретению способа можно вычислять характеристики прочности производимого продукта с заданным химическим составом. Если рабочие параметры, как например распределение нагрузок в чистовом (прокатном) стане, конечная температура прокатки, стратегия охлаждения или температура намотки изменяются, то изменяются полученные механические характеристики прочности. Применяющаяся при реализации соответствующего изобретению способа программа выполняет оптимизацию установленных или устанавливаемых рабочих параметров и таким образом определяет лучшие характеристики прочности.
Кроме того, могут учитываться эффекты от улучшенного производственного оборудования, так например повышенное максимальное усилие прокатки или повышенная максимальная скорость охлаждения или подобное. Эти улучшенные производственные условия создают условия для достижения улучшенных (прочностных) свойств материала и соответственно для сокращенных издержек при его изготовлении. Таким образом, возможно проводить разработку материала, благодаря тому, что установка параметров процесса в прокатном стане, а также на участке охлаждения осуществляется оптимально по отношению к предъявленным в каждом случае требованиям.
Рабочие параметры на отдельных шагах обработки технологической цепочки в сталеплавильном цехе, прокатном цехе и участке охлаждения могут оптимизироваться в отношении необходимого в каждом случае механической характеристики прочности при помощи использующейся в соответствующем изобретению способе программы вследствие того, что отдельные изменения структуры выявляются на отдельных шагах обработки, и из них неоднократно определяется кристаллическая структура с оптимизированными свойствами. Тем самым могут оптимизироваться существующие процессы, или может форсироваться разработка и изготовление нового материала. Вследствие этого можно экономить существенные издержки при разработке материала.
Кроме того, в силу больших сосудов конверторов зачастую производится исходный материал или слябы, которые ввиду небольших объемов заказов или небольших размеров серий должны частично (временно) складироваться. Это влечет за собой большие складские запасы с соответствующими складскими расходами. При помощи соответствующего изобретению способа слябы одинакового анализа, то есть одинакового химического состава, но различных производственных параметров возможно обрабатывать и благодаря различным производственным или рабочим параметрам устанавливать на различные характеристики прочности. Это возможно благодаря использованию соответствующего способа последовательных приближений, при помощи которого возможные достигаемые механические характеристики прочности определяются или могут определяться при помощи использующейся в соответствующем изобретению способе программы. Таким образом, может осуществляться сокращение складских запасов, и соответственно могут уменьшаться складские расходы, и может повышаться экономическая эффективность.
Далее изобретение делает возможной онлайн-визуализацию устанавливающихся в каждом случае в текущий момент времени механических (прочностных) свойств, благодаря тому, что в усовершенствовании предусмотрено то, что вычисленное в каждом случае, по меньшей мере, одно механическое характеристику прочности отображается в режиме реального времени на стенде управления. Вследствие этого благодаря информационным и статусным сообщениям становятся возможными ручные вмешательства, и они приводят к более незначительному производственному простою.
Однако дополнительно может также применяться автоматическое управление целевыми прочностными свойствами. Вследствие этого в режиме реального времени могут вызываться ответные реакции на неисправности, и дальнейший производственный процесс может оптимизироваться таким образом, что достигается необходимая, по меньшей мере, одна механическая характеристика прочности. Это происходит благодаря автоматической коррекции, по меньшей мере, определенных или некоторых параметров способа в прокатном стане или на участке охлаждения. Таким образом, по длине полосы или листа обеспечивается однородное распределение свойства. Поэтому изобретение отличается далее также тем, что при помощи вычисленной, по меньшей мере, одной механической характеристики прочности регулируются рабочие параметры металлургической установки и автоматически настраивается необходимая, по меньшей мере, одна механическая характеристика прочности. Если заданные расчетные рабочие параметры (например, заданная конечная температура прокатки) не соблюдаются например из-за производственной неполадки, то возможно предусмотренная(ые) механическая(ие) характеристика(и) прочности также больше не достигается/ достигаются. В этом случае программа в соответствующем изобретению способе выполняет с измеренными в каждом случае в текущий момент времени значениями/данными вычисление и изменяет остальные рабочие параметры (например, стратегию охлаждения и температуру намотки) таким образом, что необходимые механические расчетные характеристики прочности (по возможности) все равно достигаются. Таким образом, механическая(ие) (характеристика(и) прочности автоматически настраивается/настраиваются.
Изобретение может использоваться или применяться в прокатном стане, например в стане горячей прокатки полосы и в толстолистовом прокатном стане, при изготовлении металлических полос и листов из стальных и железных сплавов, а также во всех местах производственного процесса, в которых содержащие сталь или железо материалы охлаждаются, в частности на линии горячей полосы или толстых листов с соответствующими в каждом случае агрегатами. Предпочтительно металлургическая установка для реализации соответствующего изобретению способа включает в себя стан горячей прокатки и/или толстолистовой прокатный стан, у которого после печи осуществляется обработка давлением в произвольном количестве клетей, которые могут также разделяться на одну или несколько черновых клетей и на одну или несколько чистовых клетей, причем обработанный давлением материал затем охлаждается на участке охлаждения до температуры намотки или температуры остановки охлаждения. Поэтому изобретение отличается далее также тем, что металлургическая производственная установка имеет технологическую цепочку, включающую в себя печь, прокатный стан, в частности стан горячей прокатки и/или толстолистовой прокатный стан, и участок охлаждения, и что в программу входят рабочие параметры всей технологической цепочки этой металлургической установки.
Однако также возможно то, что металлургическая производственная установка включает в себя сталеплавильный цех и/или установку непрерывного литья, которая/которые также охвачена/охвачены имитатором структуры и/или монитором структуры и/или моделью структуры, который/которая образует в этом случае так называемый инструмент 3-го уровня. Поэтому в заключение изобретение также предусматривает то, что металлургическая установка включает в себя область, в частности сталеплавильный цех и/или установку непрерывного литья, в которой металлический стальной и/или железный сплав имеется в расплавленно-жидком виде, и что в программу входят рабочие параметры всей технологической цепочки включающей в себя эту область металлургической установки.
В итоге благодаря изобретению получаются следующие преимущества:
- оптимизация издержек на легирование благодаря улучшенной стратегии легирования;
- разработка материала посредством оптимальной установки параметров процесса;
- онлайн-визуализация механических свойств и отображение информационных сообщений;
- полностью автоматическое управление определенным или, по меньшей мере, одним механическим прочностным свойством(ами) в режиме реального времени;
- благодаря использованию имитатора структуры и/или монитора структуры и/или модели структуры возможно сокращать эксплуатационные расходы, а также количественно оценивать эффективность капитальных вложений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката из стали | 2019 |
|
RU2729801C1 |
| Способ регулирования процесса горячей прокатки металлических полос | 1980 |
|
SU908447A1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ УСТРОЙСТВОМ В ЛИНИИ ПРОКАТНОГО СТАНА | 2020 |
|
RU2783688C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ | 2012 |
|
RU2583550C2 |
| СПОСОБ ДЛЯ ПОДДЕРЖКИ, ПО МЕНЬШЕЙ МЕРЕ, ЧАСТИЧНО РУЧНОГО УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ МЕТАЛЛООБРАБОТКИ | 2008 |
|
RU2457054C2 |
| ОСЬ ИЗ БЕСШОВНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ОСИ ИЗ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2487951C2 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ ПРОКАТНОГО СТАНА | 2012 |
|
RU2576971C2 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2568550C2 |
| СТАЛЬ ДЛЯ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2048585C1 |
Изобретение относится к области металлургического производства. Процессом изготовления металлического продукта из стали или железного сплава по меньшей мере частично управляют при помощи модели структуры, которая включает в себя программу, вычисляющую по меньшей мере одну механическую характеристику прочности изготовленного продукта в зависимости от соответствующей технологической цепочки на основе рассчитанных металлургических фазовых составляющих и/или их соответствующих долей в металлургической структуре изготовленного продукта, причем технологическая цепочка металлургической производственной установки включает в себя прокатный стан с заключительным участком охлаждения, а вычисление по меньшей мере одной механической характеристики прочности осуществляют с учетом рабочих параметров, учитываемых в процессе изготовления, и влияющих по меньшей мере на одну полученную механическую характеристику прочности. При этом в качестве рабочих параметров регистрируют соответствующую массовую долю по меньшей мере одного легирующего элемента, который имеется в химическом составе использованной стали или железного сплава, и по меньшей мере одну скорость охлаждения, устанавливаемую в рамках охлаждения, произведенного после процесса прокатки. Достигаемую механическую характеристику прочности изготовленного продукта задают посредством установки скорости охлаждения и осуществляемой в зависимости от этого адаптации массовой доли одного или нескольких легирующих элементов в химическом составе используемой стали или железного сплава. Использование изобретения позволяет повысить заданные характеристики прочности сплава. 11 з.п. ф-лы, 1 ил.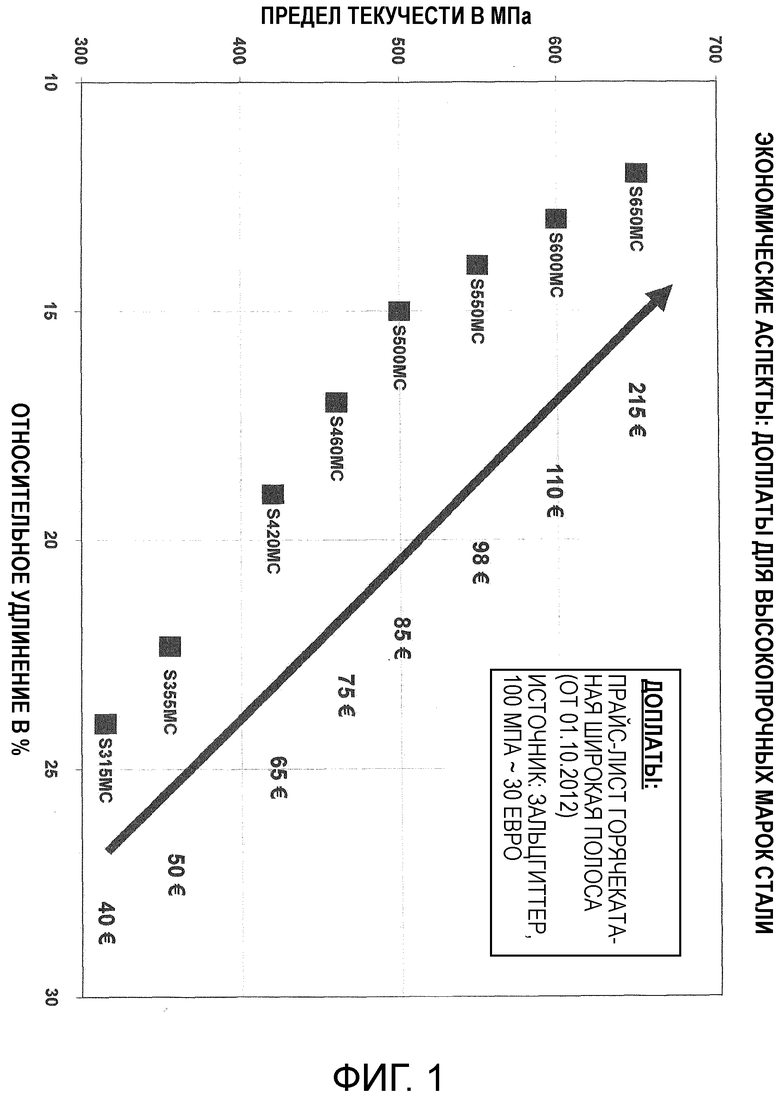
1. Способ управления металлургической производственной установкой для изготовления металлического продукта из стали или железного сплава, причем процессом изготовления по меньшей мере частично управляют при помощи модели структуры, которая включает в себя программу, вычисляющую по меньшей мере, одну механическую характеристику прочности упомянутого изготовленного продукта, в зависимости от соответствующей технологической цепочки, на основе рассчитанных металлургических фазовых составляющих и/или их соответствующих долей в металлургической структуре изготовленного продукта, причем технологическая цепочка металлургической производственной установки включает в себя прокатный стан с заключительным участком охлаждения, и вычисление по меньшей мере одной механической характеристики прочности осуществляют с учетом рабочих параметров, учитываемых в процессе изготовления и влияющих по меньшей мере на одну полученную механическую характеристику прочности с по меньшей мере частично заранее заданными, адаптируемыми выходными значениями,
отличающийся тем, что
в качестве упомянутых рабочих параметров регистрируют:
- соответствующую массовую долю по меньшей мере одного легирующего элемента, который имеется в химическом составе использованной стали или железного сплава, и
- по меньшей мере одну скорость охлаждения, устанавливаемую в рамках охлаждения, произведенного после процесса прокатки,
причем повышение определенной механической характеристики прочности изготовленного продукта, вызываемое изменением упомянутой по меньшей мере одной скорости охлаждения по меньшей мере частично компенсируют и/или выравнивают посредством уменьшения массовой доли одного или нескольких легирующих элементов в химическом составе используемой стали или железного сплава, за счет того, что соответствующую зарегистрированную массовую долю легирующего элемента(ов) и зарегистрированную в каждом случае скорость охлаждения оценивают соответственно при помощи исчисляемого ряда оценочных единиц, представляющих критерий оценки, и затем
при помощи программы определяют и/или отображают соответствующие суммарные значения исчисляемых оценочных единиц, складывающиеся для рассмотренной в каждом случае характеристики прочности при различных комбинациях из в каждом случае оцененной при помощи ряда оценочных единиц массовой доли по меньшей мере одного легирующего элемента и оцененной при помощи ряда исчисляемых оценочных величин скорости охлаждения,
причем программа включает в себя математический член и/или алгоритм, при помощи которого соответствующий ряд оценочных единиц и/или различные определенные суммарные значения сравнивают друг с другом,
и затем достигаемую упомянутую механическую характеристику прочности изготовленного продукта задают посредством установки скорости охлаждения и осуществляемой в зависимости от этого адаптации массовой доли одного или нескольких легирующих элементов в химическом составе используемой стали или железного сплава.
2. Способ по п. 1, отличающийся тем, что программа включает в себя математический член и/или алгоритм, который отображает влияние массовых долей легирующих элементов в химическом составе используемой стали или железного сплава на предел текучести изготовленного изделия.
3. Способ по п. 1 или 2, отличающийся тем, что вычисленную в каждом случае по меньшей мере одну механическую характеристику прочности отображают в режиме реального времени на стенде управления металлургической производственной установки.
4. Способ по п. 1 или 2, отличающийся тем, что при помощи вычисленной по меньшей мере одной механической характеристики прочности регулируют упомянутые рабочие параметры и автоматически настраивают необходимую по меньшей мере одну механическую характеристику прочности.
5. Способ по п. 1 или 2, отличающийся тем, что металлургическая производственная установка имеет технологическую цепочку, дополнительно включающую в себя печь, прокатный стан и участок охлаждения.
6. Способ по п. 1 или 2, отличающийся тем, что металлургическая производственная установка включает в себя область, в которой сталь или железный сплав предусмотрен в расплавленно-жидком виде.
7. Способ по п. 1 или 2, отличающийся тем, что в качестве упомянутых рабочих параметров регистрируют соответствующую массовую долю всех легирующих элементов, которые имеются в химическом составе использованной стали или железного сплава.
8. Способ по п.1, отличающийся тем, что изменение скорости охлаждения включает в себя увеличение скорости охлаждения.
9. Способ по п.1, отличающийся тем, что прокатный стан является станом горячей прокатки или толстолистовым прокатным станом.
10. Способ по п.6, отличающийся тем, что упомянутая область металлургической производственной установки является сталеплавильным цехом и/или установкой непрерывного литья.
11. Способ по п.1, отличающийся тем, что к рабочим параметрам дополнительно относятся скорость прокатки, конечная температура прокатки, стратегия охлаждения и температура намотки.
12. Способ по п.1, отличающийся тем, что модель структуры является MPC-моделью.
| US 6430461 B1, 06.08.2002 | |||
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| Способ управления процессом охлаждения проката | 1990 |
|
SU1704872A1 |
| US 6309482 B1, 30.10.2001 | |||
| EP 2058060 A1, 13.05.2009. | |||

