Изобретение относится к области термической обработки деталей из металлических материалов, в том числе имеющих сложную форму.
Известен способ термической обработки деталей из металлических материалов, имеющих сложную форму, в частности рельсов, включающий непрерывное охлаждение головки с последующим регулируемым охлаждением элементов профиля рельса. Рельс с прокатного нагрева подстуживают до температуры 820-870°С и охлаждают в двух средах: первоначально сжатым воздухом с поверхности головки в течение 20-30 с при расходе воздуха 3000-4000 м3/ч, при температуре воздуха 10-25°С и давлении 0,55 МПа, затем производят охлаждение головки водовоздушной смесью при расходе воды 25-30 л/мин, температуре воды 10-30°С и давлении 0,3-0,4 МПа, одновременно с охлаждением головки рельса производится охлаждение подошвы водовоздушной смесью при температуре воды 10-30°С, расходе 6-7 л/мин и давлении 0,08-0,09 МПа (RU 2280700 [1]). Недостатком известного способа является ограниченность его применения, обусловленная тем, что предлагаемые режимы термообработки подобраны экспериментальным путем исходя из требований к микроструктуре, прямолинейности изделий, механическим свойствам и твердости углеродистой стали и пригодны только для конкретного вида изделия (рельсы) и конкретной марки стали. Кроме того, указанный способ ориентирован на конкретную конфигурацию системы охлаждения, при изменении конструкции которой (например, числа, расположения и пропускной способности сопел подачи хладагента) большинство указанных цифровых данных изменятся и окажутся неприменимыми для охлаждающего оборудования другой конструкции.
Известен способ термической обработки деталей из металлических материалов, имеющих сложную форму, в частности железнодорожных колес, включающий нагрев до температуры аустенизации, прерывистое охлаждение поверхностного слоя обода, последующую выдержку колеса на воздухе и отпуск. Расход охладителя в первые 20-40 с увеличивается линейно от 0,001-0,003 л/(см2·с) до оптимального значения, определяемого содержанием (С+1/4Mn), где С и Mn - процентное содержание в стали соответственно углерода и марганца (RU 2140997 [2]).
Если в этом способе подвергнуть ускоренному охлаждению обод колеса, то ступица колеса останется необработанной, вследствие чего здесь применяется процесс нормализации. Все это приводит в зоне обода колеса к соответствующим перепадам структуры и прочности в радиальном направлении. Известные установки имеют, как правило, управление по времени, т.е. объем и/или давление и тем самым, в основном, также температура охлаждающего средства неизменны, т.е. твердо установлены, так что влияние на структуру и прочность обода колеса оказывают в течение твердо заданного времени охлаждения. Измерение температуры или управляемое температурой охлаждение в режиме "он-лайн" в этой связи неизвестны. Влияние на нужные структурные или механические свойства оказывается неудовлетворительным, при этом внутренние напряжения в зоне обода колеса, если это вообще возможно, подвергаются влиянию очень неточно и потому также неудовлетворительно, поскольку практически невозможно контролировать процессы пластификации, которые в решающей степени определяют внутренние напряжения, в зоне перехода между остывающим ободом колеса и горячим диском в связи с тем, что контролируется только обод колеса, а структура или внутреннее напряжение диска не учитываются. Кроме того, недостатком известного способа является ограниченность его применения, обусловленная тем, что предлагаемые режимы термообработки подобраны экспериментальным путем исходя из требований к микроструктуре, механическим свойствам и твердости углеродистой стали и пригодны только для конкретного вида изделия (колеса), конкретной номенклатуры марок стали и конструкции оборудования.
Известен способ термической обработки деталей, имеющих форму тел вращения, из металлических материалов, в частности колес, колесных дисков и аналогичных дисков и колец и т.д. (RU 2277132 [3]). Для получения изделий с заданными свойствами способ предусматривает нагрев изделия до требуемой температуры и его последующее охлаждение, которое для различных участков объемов или поверхности обрабатываемой детали проводят по разному таким образом, что заданные зоны детали охлаждают с управлением или регулированием в режиме "он-лайн" за счет использования охлаждающей среды с управляемым объемным потоком.
Для каждой функциональной зоны детали, например колеса, можно целенаправленно управлять охлаждением для того, чтобы за счет времени охлаждения, вида охлаждающей среды, количества охлаждающего средства и/или последовательности охлаждения достичь в соответствующей зоне определенного и воспроизводимого установления механических свойств, например прочности, вязкости и, в частности, внутренних напряжений во всем колесе или в объеме бандажа колеса с включением всех функциональных зон детали, т.е. ступицы, диска и обода.
Техническим результатом изобретения является упрощение лабораторных исследований и снижение материальных затрат при разработке технологии термообработки, стабилизация процесса реализации технологических воздействий, минимизация или полное исключение брака в процессе получения изделий с требуемыми механическими свойствами.
Для достижения технического результата заявлен способ получения металлоизделия с заданным структурным состоянием после термической обработки, включающий лабораторное определение температурной кривой термообработки образца материала металлоизделия, обеспечивающей достижение заданного структурного состояния материала изделия, задание интервалов термообработки из условия соблюдения режимов термообработки, соответствующих полученной температурной кривой и осуществления охлаждающего воздействия на поверхность изделия с регулированием теплового потока по поверхности изделия в каждом интервале термообработки и с обеспечением получения методом итерации в объеме изделия совпадения температур полученной и заданной температурных кривых с учетом энерговыделения в объеме изделия при химическом и фазовом превращении, при этом упомянутый тепловой поток определяют из выражения
Q=[(H′+H0′-qΔm)-(H+H0)]/Δt, Дж/с,
где Н и Н0 - начальные энтальпии фаз в Дж, Н′ и Н0′ - энтальпии фаз в Дж через интервал времени Δt в секундах, Δm - изменение массы фаз в кг в течение заданного интервала времени, q - удельное энерговыделение, Дж/кг.
При осуществлении способа расчет охлаждающего воздействия производят путем решения системы уравнений, включающей в себя уравнение теплопроводности в общем виде
dQ=L·∇T·dS·dt,
где dQ - поток тепла через поверхность dS, м2 за время dt в с, измеряемый в Дж, L - коэффициент теплопроводности, Дж/К·м·с, ∇T - градиент температуры в К/м; или уравнение теплового баланса в общем виде
 ,
,
Где Qs - поток тепла через элемент dS, м2 поверхности S, м2, ограничивающей объем V, м3, измеряемый в Дж/м2·с, dh - изменение удельной энтальпии объема dV, м3 за время dt, с., измеряемое в Дж/м3;
уравнение сохранения энергии, учитывающее энерговыделение за счет изменения химического и фазового состава материала обрабатываемого металлоизделия
H+H0=H′+H0′-qΔm,
где Н и Н0 - начальные энтальпии фаз, Дж, Н′ и Н0′ - энтальпии фаз, Дж через время Δt,c, q - удельное энерговыделение при фазовом превращении, Дж/кг, Δm - изменение массы фаз, кг в течение заданного промежутка времени;
и кинетические уравнения, описывающие фазовые и химические превращения в объеме изделия вида  для случая, когда не произошло столкновения границ зерен растущей фазы или фронтов концентрационных возмущений и
для случая, когда не произошло столкновения границ зерен растущей фазы или фронтов концентрационных возмущений и  для случая, когда столкновение уже произошло, где η - безразмерное локальное относительное содержание растущей фазы, ki=ki(T, ΔT) - кинетические коэффициенты, с-1, Т - локальная температура, а ΔТ - отклонение локальной температуры от температуры фазового равновесия, К, q - удельное энергвыделение, Дж/кг.
для случая, когда столкновение уже произошло, где η - безразмерное локальное относительное содержание растущей фазы, ki=ki(T, ΔT) - кинетические коэффициенты, с-1, Т - локальная температура, а ΔТ - отклонение локальной температуры от температуры фазового равновесия, К, q - удельное энергвыделение, Дж/кг.
Указанный результат достигается также тем, что при расчете теплового воздействия в системе уравнений используют кинетические коэффициенты, имеющие вид k1=c1×ΔT0,  ,
,  , где ΔT - отклонение температуры от температуры фазового равновесия, ΔТ0 - отклонение температуры от температуры фазового равновесия в момент начала фазового превращения; c1, c2 - кинетические константы.
, где ΔT - отклонение температуры от температуры фазового равновесия, ΔТ0 - отклонение температуры от температуры фазового равновесия в момент начала фазового превращения; c1, c2 - кинетические константы.
Кроме того, в некоторых случаях реализации между стадиями нагрева и охлаждения могут осуществляться другие технологические операции, например механическая обработка (прокатка, волочение, ковка, прессование и пр.), и может быть использовано ускоренное охлаждение проката с прокатного нагрева.
Лабораторное определение температурных кривых термообработки, приводящих к достижению заданных свойств материала изделий, необходимо для того, чтобы в дальнейшем рассчитать тепловое воздействие на поверхность изделия и обеспечить их реализацию в каждом выбранном участке объема изделия с учетом того, что требования к свойствам различных участков изделия могут быть различными, вплоть до того, что изделие может иметь сложную форму или состоять из частей, изготовленных из разных материалов. К тому же, это позволяет существенно упростить способ и снизить материальные затраты на его реализацию, поскольку определение температурных кривых термообработки можно осуществлять на образцах простой формы - прутках, пластинках и т.п.
Расчет необходимого теплового воздействия на поверхность реального изделия, обеспечивающего реализацию полученных температурных кривых в объеме изделия и тепловое воздействие на изделие в соответствии с полученным расчетом позволяет отказаться от предварительных дорогостоящих экспериментов на реальных изделиях, необходимых для того, чтобы определить их механические свойства в различных участках объема изделия, получаемые в зависимости от режимов охлаждения.
Осуществление расчета теплового воздействия путем решения уравнения теплопроводности в общем виде
dQ=L·∇T·dS·dt,
или уравнения теплового баланса в общем виде
 ,
,
позволяет наиболее простым путем определить необходимое тепловое воздействие, обеспечивающее охлаждение изделия по температурным кривым, приводящим к формированию в них структур с заданными механическими свойствами.
Решение указанных выше уравнений совместно с кинетическими уравнениями, описывающими фазовые превращения в объеме изделия вида  для случая, когда не произошло столкновения границ зерен растущей фазы и
для случая, когда не произошло столкновения границ зерен растущей фазы и  для случая, когда столкновение уже произошло, и совместно с уравнением сохранения энергии, учитывающим энерговыделение за счет изменения химического и фазового состава материала обрабатываемого металлоизделия
для случая, когда столкновение уже произошло, и совместно с уравнением сохранения энергии, учитывающим энерговыделение за счет изменения химического и фазового состава материала обрабатываемого металлоизделия
H+H0=H'+H0'+qΔm,
необходимо для того, чтобы учесть тепловыделения в объеме изделия при фазовых превращениях в материале изделий, что является необходимым условием для проведения корректного теплофизического расчета и управления реальной технологией термообработки.
Определение необходимого закона регулирования распределения теплового потока по поверхности изделия прогнозирующим расчетом с глубиной прогнозирования на весь период термообработки нужно для того, чтобы проверить возможность реализации полученных в лабораторных условиях температурных кривых при получении реальных изделий; разработать технологию рассчитанного теплового и технологического воздействия на поверхность изделия при его термообработке и корректировать технологию в режиме реального времени, парируя возникающие отклонения и возмущения.
Разбиение периода термообработки на интервалы позволяет выделить участки процесса, на которых технология неизменна и тем самым организовать итерационный процесс вычислений, задать технологические воздействия на поверхность изделия в виде зависимости их от времени.
Определяют тепловое воздействие на поверхность изделия итерациями, добиваясь совпадения результатов расчетного и заданного значения температуры на выбранном интервале - указанное действие (итерационный процесс) обеспечивает вычисление требуемых тепловых потоков на поверхность изделия, поскольку отсутствует возможность их прямого вычисления вследствие того, что с математической точки зрения это является обратной некорректной задачей.
Длительность интервалов выбирают исходя из необходимости соблюдения допусков на режимы термообработки, определяемых температурной кривой, так как при слишком длинных интервалах постоянная величина тепловых потоков на поверхности изделия неизбежно приведет к выходу температуры какого-либо участка его объема за пределы допусков. Вместе с тем, слишком короткие интервалы увеличивают требования к используемым вычислительным мощностям и управляющей системе установки термообработки.
Сущность заявляемого способа поясняется примером его реализации.
Была поставлена задача определить режимы охлаждения, необходимые для получения перлитной структуры в проволоке диаметром 2 мм из стали 80, имеющей следующий химический состав: 0,81% С; 0,52% Mn; 0,017% S; 0,28% Si; 0,009% Р; 0,08% Cr; 0,05% Ni; 0,006% Al; 0,04% Cu; остальное Fe.
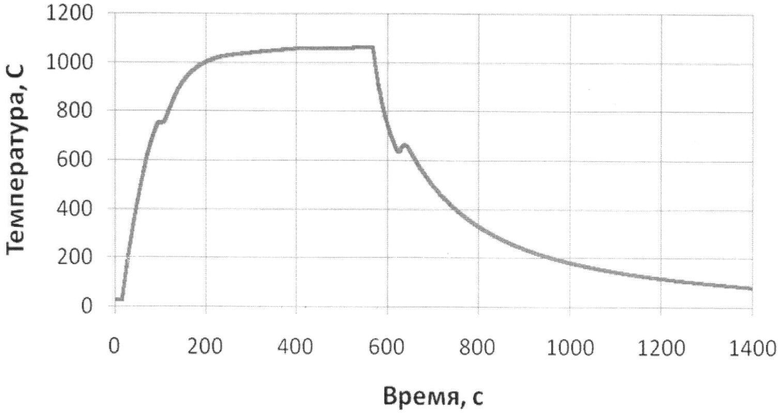
Для проволоки указанного диаметра отсутствует возможность поставить модельный эксперимент с фиксацией температуры по показаниям зачеканенной в изделие термопары. Поэтому с целью лабораторного определения температурных кривых термообработки, приводящих к достижению заданных свойств материала изделий, брали пруток из указанной стали диаметром 8 мм и длиной не менее 30-40 диаметров для исключения продольного теплообмена. В середине прутка на глубину 0.5 радиуса (2 мм) зачеканивали термопару. Показания термопары во время эксперимента записывали с помощью компьютерной системы регистрации. Поместили пруток в печь и нагревали его до температуры 1070°С, превышающей максимально возможную температуру в реальной технологии, обеспечивая тем самым гарантированное получение аустенитной структуры. После нагрева пруток охлаждали на воздухе, подвергая материал прутка фазовому превращению «аустенит-перлит», поскольку сталь имеет химический состав, близкий к эвтектоидному. Результаты записи показаний термопар в таком эксперименте приведены на графике (см. чертеж).
На кривой охлаждения в районе 100-й и 620-й секунд эксперимента явно видны S-образные участки, соответствующие тепловыделениям при фазовом превращении. Таким образом, для расчета теплового воздействия на пруток, соответствующего экспериментально полученной температурной кривой, необходимо применять систему уравнений, описывающую теплопередачу по толщине образца прутка и фазовое превращение в материале.
Для количественной обработки выбирали участок кривой, соответствующий охлаждению его на воздухе (570-я - 700-я секунды эксперимента).
С целью определить необходимое тепловое воздействие, обеспечивающее охлаждение изделия по температурным кривым, приводящим к формированию в них структур с заданными механическими свойствами, записывали уравнение теплопроводности в общем виде
dQ=L·∇T·dS·dt,
где dQ - поток тепла через поверхность dS в м2 за время dt в секундах, измеряемый в Дж, L - коэффициент теплопроводности в Дж/К·м·с, ∇T - градиент температуры в К/м.
Для этого все сечение прутка разбивали концентрическими окружностями с шагом не более 1/50 радиуса. На каждом из полученных слоев считали термодинамические условия и фазовое состояние материала одинаковыми.
Уравнение теплопроводности в этом случае примет вид:
 , где λ - коэффициент теплопроводности (справочное значение) [Дж/м·с·град], dT/dr - градиент температуры по радиусу образца
, где λ - коэффициент теплопроводности (справочное значение) [Дж/м·с·град], dT/dr - градиент температуры по радиусу образца
Уравнение сохранения энергии, учитывающее энерговыделение за счет изменения химического и фазового состава материала обрабатываемого металлоизделия:
H+H0=H'+H0'-qΔm-QΔt,
где Н и Н0 - начальные энтальпии фаз в Дж, Н′ и Н0′ - начальные энтальпии фаз в Дж через время Δt в секундах, q - удельное энерговыделение при фазовом превращении в Дж/кг, Δm - изменение массы фаз в кг в течение заданного промежутка времени, Q - приток тепла из окружающей среды в Дж/с,
для каждого слоя разностной сетки примет вид:

где cm (в Дж/кг·град) - теплоемкость начальной фазы, сп (в Дж/кг·град) - теплоемкость конечной фазы, m0 (в кг) - масса слоя конечно-разностной сетки, q (Дж/кг) - тепловой эффект фазового превращения, Q (Дж) - приток тепла снаружи, η - безразмерная массовая доля конечной фазы в материале (безразмерное локальное относительное содержание растущей фазы). Данные без штриха и со штрихом относятся к начальному и конечному значениям выбранного отрезка времени соответственно.
Концентрация конечного фазового состояния (перлита) при фазовом превращении описывалась кинетическим уравнением:

Здесь:
k1=c1×ΔT0
ΔT, К, - отклонение температуры от температуры фазового равновесия, ΔТ0, К - отклонение температуры от температуры фазового равновесия в момент начала фазового превращения, c1 (имеющая размерность град-1) и с2 (измеряемая в град -4/3) - кинетические константы.
Решая численно систему указанных уравнений, добивались подбором соответствующих параметров (теплоемкости, критической температуры, дефекта энергии, времени индукции, кинетических констант) совпадения экспериментальной и расчетной кривых. Для данного эксперимента теплоемкость при температуре 737°С (до начала фазового превращения) равна 630 Дж/кг·град, при температуре 617°С (после завершения фазового превращения) - 660 Дж/кг·град, дефект энергии равен 7.7·104 Дж/кг, критическая температура 752°С, время индукции 26 с, кинетические константы c1=10-7, c2=3.5·10-4.
Затем проводили материаловедческие исследования использованного в эксперименте модельного образца с целью определения его структурного состояния. Образец целиком имел перлитную структуру. Расчет теплового потока с поверхности с помощью приведенных уравнений и найденных выше термокинетических параметров показал, что тепловой поток в момент фазового превращения составлял ~34.4 кВт/м2·с (при температуре 660°С).
Таким образом, для получения перлитной структуры проволоки диаметром 2 мм необходимо нагреть ее до температуры выше температуры аустенизации (в данном случае - выше 737°С), а затем - охладить. Скорость охлаждения до температуры 737°С непринципиальна. Дальнейшее охлаждение производится любым способом, обеспечивающим отток тепла с поверхности металла в диапазоне 26.3-47.2 кВт/м2·с вплоть до полного завершения фазового превращения (например, до достижения им температуры 600°С). Далее режим охлаждения может быть также произвольным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОИЗДЕЛИЯ С ЗАДАННЫМ СТРУКТУРНЫМ СОСТОЯНИЕМ | 2012 |
|
RU2516213C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА (ВАРИАНТЫ) | 2010 |
|
RU2447163C1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ МОДЕЛИРОВАНИЯ ДЛЯ ВРЕМЕННОЙ ХАРАКТЕРИСТИКИ СОСТОЯНИЯ ОБЪЕМА СТАЛИ С ПОМОЩЬЮ ВЫЧИСЛИТЕЛЬНОЙ МАШИНЫ И СВЯЗАННЫЕ С ЭТИМ ОБЪЕКТЫ | 2006 |
|
RU2417270C2 |
| Способ производства проката из стали | 2019 |
|
RU2729801C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2183522C1 |
| Теплоаккумулирующий состав на основе гексагидрата нитрата цинка и гексагидрата нитрата кобальта | 2021 |
|
RU2803310C2 |
| Теплоаккумулирующий состав на основе смеси кристаллогидратов нитратов никеля и хрома | 2021 |
|
RU2791470C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ УСТРОЙСТВОМ В ЛИНИИ ПРОКАТНОГО СТАНА | 2020 |
|
RU2783688C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕРМООБРАБОТАННОГО СТАЛЬНОГО ЛИСТА | 2017 |
|
RU2720350C1 |
Изобретение относится к области термической обработки деталей из стали, в том числе деталей, имеющих сложную форму. Техническим результатом изобретения является стабилизация процесса реализации технологических воздействий, минимизация или полное исключение брака в процессе получения изделий с требуемыми механическими свойствами. Для достижения технического результата способ получения металлоизделий с заданным структурным состоянием после термической обработки включает лабораторное определение температурной кривой термообработки образца материала металлоизделия, обеспечивающей достижение заданного структурного состояния материала изделия, задание интервалов термообработки из условия соблюдения режимов термообработки, соответствующих полученной температурной кривой и охлаждающего воздействия на поверхность изделия с регулированием теплового потока по поверхности изделия в каждом интервале термообработки и с обеспечением получения методом итерации в объеме изделия совпадения температур полученной и заданной температурных кривых с учетом энерговыделения в объеме изделия при химическом и фазовом превращении, при этом тепловой поток определяют из выражения: Q=[(H′+H0′-qΔm)-(H+H0)]/Δt, Дж/с,где Н и Н0 - начальные энтальпии фаз, Дж; Н′ и Н0′ - энтальпии фаз, Дж через интервал времени Δt, с; Δm - изменение массы фаз, кг в течение заданного интервала времени; q - удельное энерговыделение, Дж/кг. 1 ил.
Способ получения металлоизделия с заданным структурным состоянием после термической обработки, включающий лабораторное определение температурной кривой термообработки образца материала металлоизделия, обеспечивающей достижение заданного структурного состояния материала изделия, задание интервалов термообработки из условия соблюдения режимов термообработки, соответствующих полученной температурной кривой, и осуществления охлаждающего воздействия на поверхность изделия с регулированием теплового потока по поверхности изделия в каждом интервале термообработки и с обеспечением получения методом итерации в объеме изделия совпадения температур полученной и заданной температурных кривых с учетом энерговыделения в объеме изделия при химическом и фазовом превращении, при этом упомянутый тепловой поток определяют из выражения:
Q=[(H′+H0′-qΔm)-(H+H0)]/Δt, Дж/с,
где Н и Н0 - начальные энтальпии фаз, Дж;
Н′ и Н0′ - энтальпии фаз, Дж, через интервал времени Δt, с;
Δm - изменение массы фаз, кг, в течение заданного интервала времени;
q - удельное энерговыделение, Дж/кг.
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И ОБРАБОТКИ НАГРЕТЫХ ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ, ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, ТАКИХ, КАК СТАЛЬ, И СПОСОБ ОХЛАЖДЕНИЯ И ОБРАБОТКИ НАГРЕТЫХ ДЕТАЛЕЙ | 2001 |
|
RU2277132C2 |
| МЕТОД УПРАВЛЕНИЯ ОСТЫВАНИЕМ СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2363740C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОПРОВОДНОСТИ МЕТАЛЛОВ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 1995 |
|
RU2096771C1 |
| DE 19963186 A1, 12.07.2001. | |||

