Заявляемое техническое решение относится к специальной электрометаллургии и может быть использовано для электрошлаковой наплавки и получения биметаллических заготовок.
Известен способ получения биметаллических слитков, включающий размещение сляба у одной из стенок кристаллизатора в качестве основного слоя с таким расчетом, чтобы осталась полость, составляющая 12-15% внутреннего объема кристаллизатора. В этой полости устанавливают плоский расходуемый электрод, через который пропускают ток, и наводят шлаковую ванну. Последовательно по высоте кристаллизатора формируют плакирующий слой путем приплавления материала расходуемого электрода к слябу (1).
Недостатком этого способа являются низкая эксплуатационная надежность и ограничения по толщине наплавляемого слоя и размеру заготовки. При размещении стальной заготовки в кристаллизаторе с зазором от его стенки и размещении в этом расходуемых электродов необходимо обеспечить расстояние от расходуемых электродов до стенки кристаллизатора и заготовки, исключающего возможность короткого замыкания. Для выполнения этого требования необходимо, чтобы расходуемые электроды были строго прямолинейными. Практика показывает, что для размещения расходуемых электродов и исключения их касания кристаллизатора и заготовки толщина указанного зазора (и соответственно плакирующего слоя) должна быть не менее 90-100 мм - см. с. 71 (2). Поскольку наиболее широко используются биметаллические заготовки с толщиной наплавленного слоя от 30 до 70 мм, то указанное требование исключает возможность практической реализации данного способа для наиболее ходовых размеров биметаллических заготовок.
Частично указанные недостатки устранены в вертикальном способе электрошлаковой наплавки с применением кристаллизатора скользящего типа (3). Кристаллизатор П-образного горизонтального типа замыкают наплавляемой заготовкой и в пространстве между тремя стенками кристаллизатора и поверхностью заготовки переплавляют расходуемый электрод методом ЭШП. Заготовку вместе с наплавленным слоем извлекают вниз по мере формирования наплавленного слоя.
Указанное выше жесткое требование по обеспечению прямолинейности расходуемых электродов остается в силе из-за малой величины зазора между расходуемым электродом и заготовкой, что также исключает возможность практической реализации данного способа для наиболее ходовых размеров биметаллических заготовок.
Наиболее близким к заявленному является способ наклонной электрошлаковой наплавки с. 63-64 (2). В плавильном пространстве, образованном наклонной поверхностью заготовки и кристаллизатором, наводится жидкая ванна шлака. Вертикально расположенные электроды, которые могут быть как сплошного сечения, так и составленными из отдельных пластин, стержней, квадратов и т.д., подаются сверху вниз с одновременным передвижением заготовки. Расплавление электродов и подплавление поверхности заготовки происходит за счет протекания электрошлакового процесса при подаче тока по трехфазной схеме. При непрерывном перемещении заготовки от начала до конца процесса под кристаллизатором формируется весь наплавленный слой.
В данном решении устранены недостатки предыдущего способа, так как электроды расположены на достаточно большом расстоянии от кристаллизатора и заготовки, что позволяет исключить короткое замыкание электродов на кристаллизатор и заготовку. В связи с этим, как указано на с. 65 (2) данный способ позволяет получать биметаллические заготовки с толщиной плакирующего слоя 30-70 мм. Но у этого способа имеется другой недостаток, указанный на с. 64 (2), заключающийся в том, что при его использовании наблюдается неравномерное проплавление поверхности заготовки, а следовательно, неравномерная толщина наплавленного слоя, что не допустимо.
Известна установка для электрошлаковой наплавки вертикального типа: с. 66 (2), представляющая печь электрошлакового переплава с глухим прямоугольным кристаллизатором, в котором установлена плоская заготовка, так, что у одной из стенок кристаллизатора остается полость, составляющая примерно 12-15% внутреннего объема кристаллизатора. Вертикально расположенный плоский расходуемый электрод погружен в эту полость. При пропускании тока через расходуемый электрод и наведенную шлаковую ванну электрод оплавляется, подплавляет поверхность заготовки и образует плакирующий слой.
Недостатки у этого устройства такие же, как и у способа вертикальной наплавки. Кроме того, в процессе наплавки из-за нагрева и несимметричного по сечению теплоотвода электрод деформируется. Эта деформация может привести к замыканию электрода на заготовку или стенку кристаллизатора, что нарушает процесс наплавки, вызывает появление дефектов в биметалле.
Наиболее близкой к заявленному устройству является установка наклонного типа: с. 63 (2), в которой расплавленная ванна находится в пространстве, образованном наклонной поверхностью сляба и кристаллизатором. Три вертикально расположенных расходуемых электрода подключены по трехфазной схеме «звезда на заготовке» и снабжены механизмом их перемещения сверху вниз. Заготовка установлена на наклонно расположенных направляющих по которым с помощью механизма заготовка перемещается относительно неподвижного кристаллизатора под пологим углом (до 30 градусов) относительно горизонта.
У этого устройства имеется недостаток, заключающийся в том, что при пологом угле наклона заготовки относительно горизонта в зонах падения капель переплавляемого металла наблюдается большая глубина проплавления заготовки, чем в межэлектродных зонах. Неравномерное проплавление поверхности заготовки, а, следовательно, неравномерная толщина наплавленного слоя, не допустимы с точки зрения требований качества биметалла.
Целью предлагаемого технического решения является обеспечение равномерности проплавления заготовки и равномерной толщины наплавленного слоя при условии исключения замыкания электродов на кристаллизатор и заготовку, что обеспечивает повышение надежности работы установки и улучшение качества получаемой биметаллической заготовки. Техническая задача заключается также в повышении эксплуатационных характеристик процесса наплавки, которые в известных решениях не обеспечивались из-за необходимости выполнения жестких требований к прямолинейности расходуемых электродов и исключению их деформации при тепловых воздействиях во время наплавки.
Указанная задача решается тем, что электрошлаковую наплавку на заготовку осуществляют с использованием кристаллизатора скользящего типа, при котором наплавляемую заготовку размещают под углом к вертикали с зазором между поверхностью наплавляемой заготовки и кристаллизатором скользящего типа, опускают переплавляемые электроды из наплавляемого металла в упомянутый зазор и после начала плавления расходуемых электродов до окончания наплавки перемещают наплавляемую заготовку под углом к вертикали с формированием в упомянутом зазоре плакирующего слоя, а наплавляемую заготовку располагают и затем перемещают под углом от 2 до 40 градусов к вертикали.
Указанная задача решается также тем, что в процессе наплавления плакирующего слоя изменяют угол к вертикали, под которым перемещают заготовку, в диапазоне от 2 до 40 градусов.
Необходимый технический результат достигается в установке электрошлаковой наплавки на заготовку, которая содержит кристаллизатор скользящего типа, состоящий из верхней и нижней частей, в пространстве между верхней частью и наплавляемой заготовкой расположены переплавляемые электроды, а между нижней частью и поверхностью наплавляемой заготовки образован зазор, формирующий поперечное сечение плакирующего слоя, причем установка снабжена узлом позиционирования наплавляемой заготовки под углом от 2 до 40 градусов к вертикали, а верхняя часть кристаллизатора расположена по отношению к нижней части под углом равным или большим, чем угол между наплавляемой заготовкой и вертикалью.
Необходимый технический результат достигается также в установке электрошлаковой наплавки на заготовку, в которой узел позиционирования наплавляемой заготовки содержит привод и шарнир, обеспечивающие регулирование угла наклона наплавляемой заготовки к вертикали в диапазоне от 2 до 40 градусов.
Необходимый технический результат достигается также в установке электрошлаковой наплавки на заготовку, в которой ось шарнира расположена параллельно ребру сопряжения внутренних поверхностей верхней и нижней частей кристаллизатора на расстоянии равном или меньшем половины толщины плакирующего слоя.
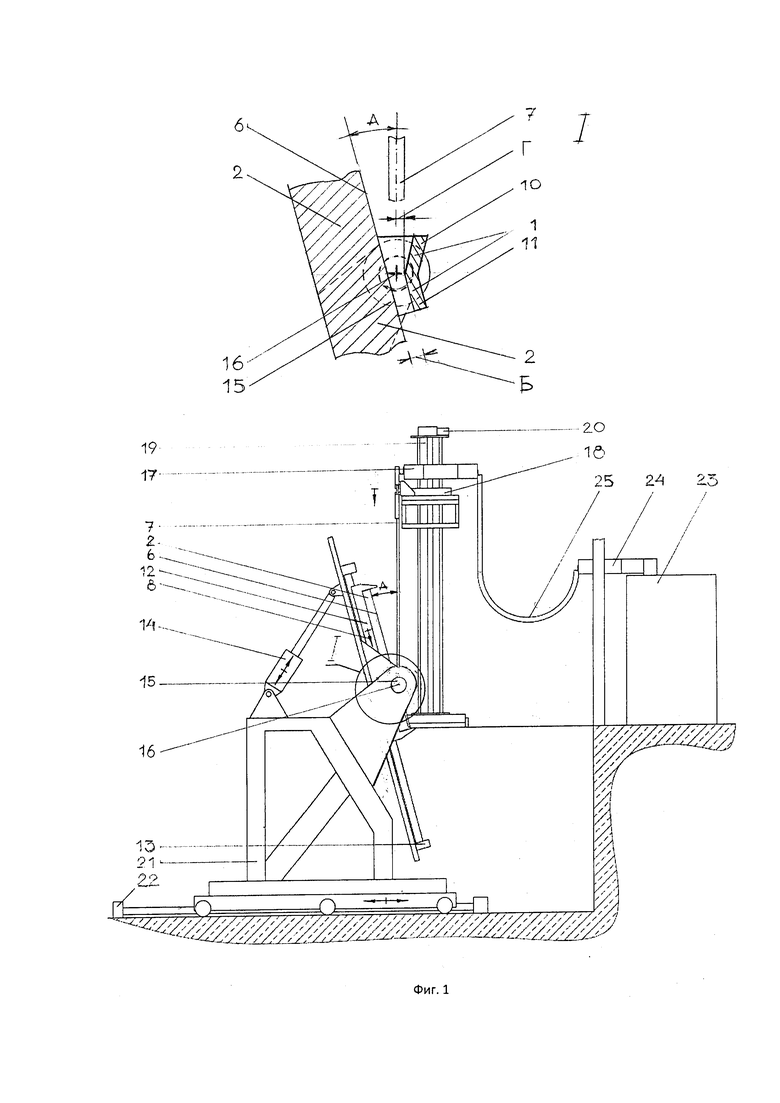
На фиг. 1 представлены общий вид установку электрошлаковой наплавки на заготовку и вид плавильного узла установки.
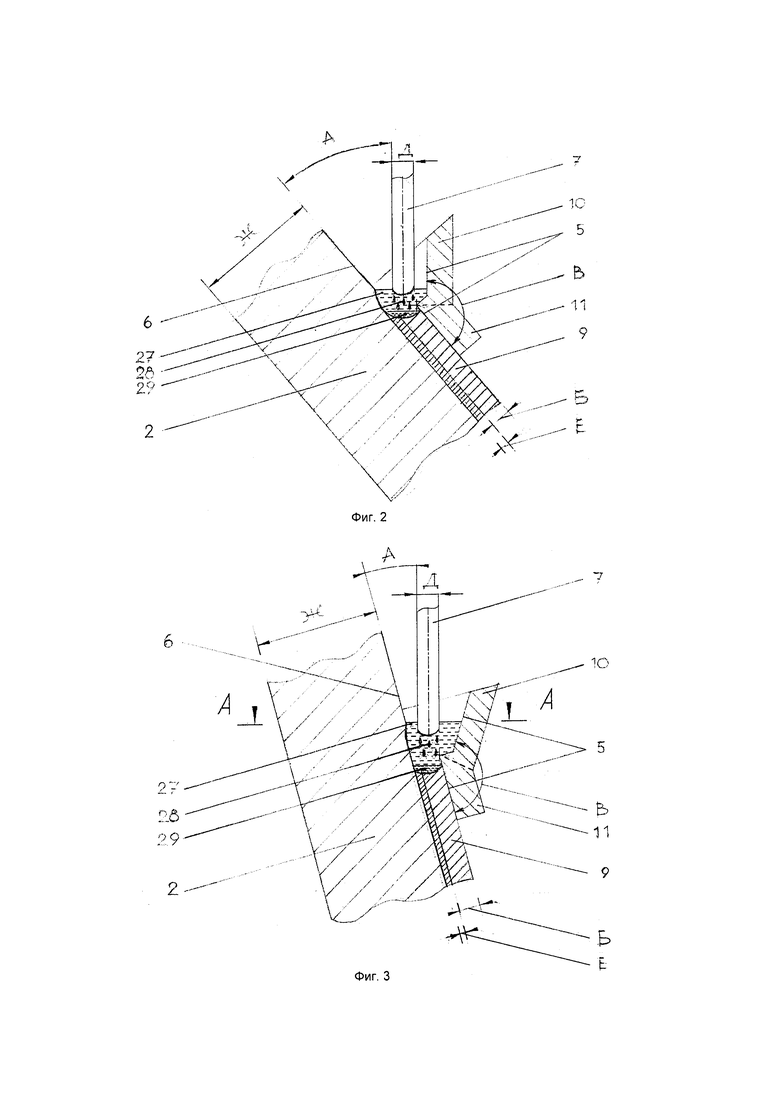
На фиг. 2 изображена рабочая зона установки электрошлаковой наплавки при расположениии заготовки под углом 40 градусов к вертикали.
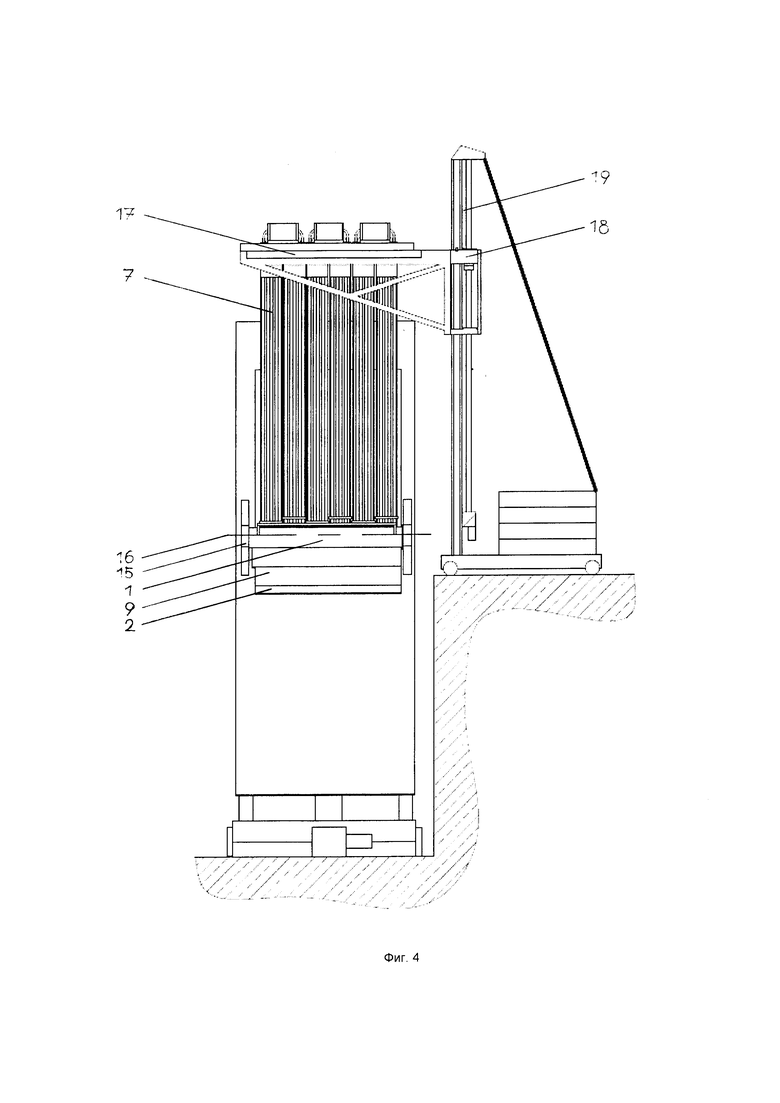
На фиг. 3 изображена рабочая зона установки электрошлаковой наплавки при расположениии заготовки под углом 15 градусов к вертикали.
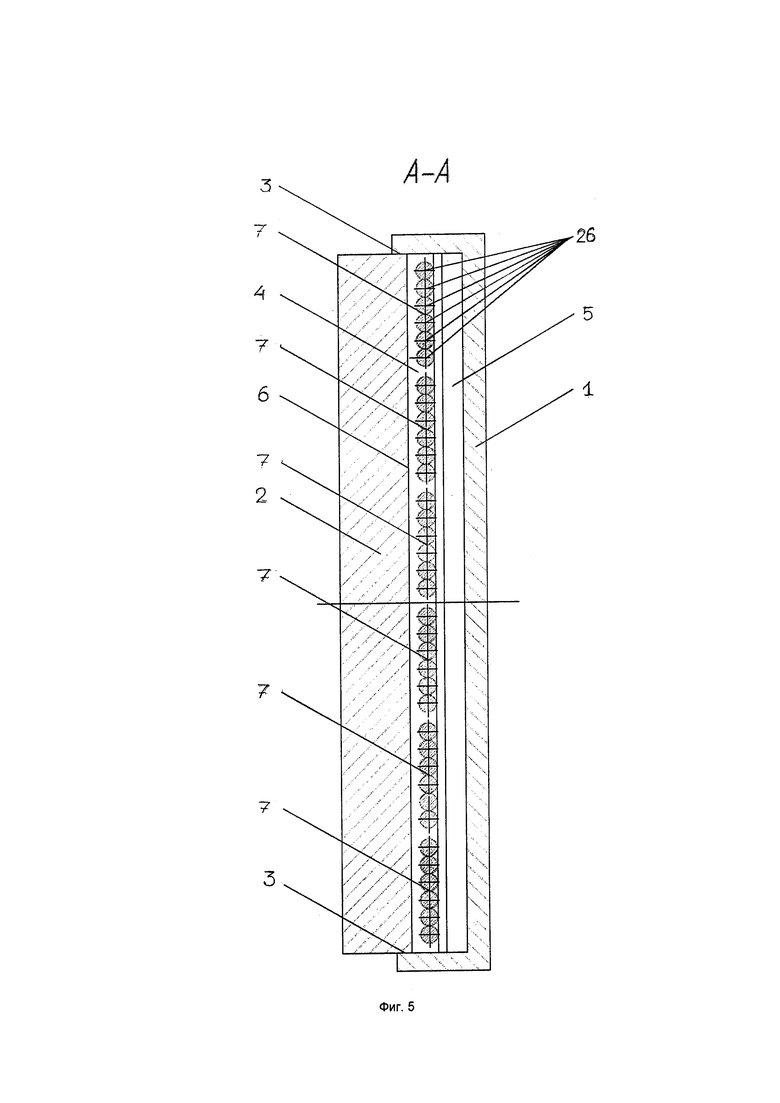
На фиг. 4 представлен вид сбоку на установку электрошлаковой наплавки.
На фиг. 5 представлено горизонтальное сечение рабочей зоны установки электрошлаковой наплавки на уровне поверхнонсти шлаковой ванны.
Электрошлаковую наплавку выполняют с использованием кристаллизатора 1 скользящего типа, при котором заготовку 2 располагают между параллельными гранями 3 кристаллизатора 1. Кроме того, заготовку располагают под углом А относительно вертикали, который выбирают в диапазоне от 2 до 40 градусов. При этом выдерживают зазор 4 между поверхностью наплавляемой заготовки и кристаллизатором. Заготовка 2 в данном способе выполняет функцию, аналогичную части стенки кристаллизатора, обычно используемого при электрошлаковом переплаве, а именно, замыкает пространство в котором находится шлаковая ванна. При этом сохраняется возможность перемещения (скольжения) заготовки 2 относительно кристаллизатора 1. В зазор 4 между внутренней стенкой 5 кристаллизатора 1 и наплавляемой поверхностью 6 заготовки 2 опускают расходуемые электроды 7, изготовленные из наплавляемого материала - как правило металла, имеющего специальные свойства, например, коррозионностойкой или износостойкой стали. После начала плавления расходуемых электродов 7, происходящего под действием пропускаемого через расходуемые электроды 7 тока, заготовку 2 перемещают под углом А относительно вертикали, который выдерживают в диапазоне о 2 до 40 градусов относительно вертикали. Направление перемещения заготовки 2 показано стрелкой 8. Электроды 7 вертикально вниз (по направлению стрелки) перемещают по мере их оплавления. В результате на заготовке 2 формируется плакирующий слой 9.
В процессе наплавления плакирующего слоя 9 изменяют угол А (относительно вертикали), под которым перемещают заготовку 2, в диапазоне от 2 до 40 градусов.
В соответствии с предложенным решением формирование плакирующего слоя 9 осуществляется в установке электрошлаковой наплавки, содержащей кристаллизатор 1 скользящего типа. В данном случае скольжение происходит за счет перемещения заготовки 2 относительно стационарно установленного кристаллизатора 1. Кристаллизатор 1 состоит из верхней 10 и нижней 11 частей (на фиг. 2 и 3 условно разделенных пунктирной линией). В пространстве между верхней частью 10 и наплавляемой заготовкой 2, которое шире электродов 7 по крайней мере на 10% их ширины Д, расположены переплавляемые электроды 7. Между нижней частью 11 кристаллизатора 1 и поверхностью 6 наплавляемой заготовки 2 образован зазор, формирующий поперечное сечение Б плакирующего слоя 9. Верхняя часть 10 кристаллизатора 1 расположена по отношению к нижней части под углом В равным или большим, чем угол А между наплавляемой заготовкой 2 и вертикалью. Установка снабжена узлом позиционирования наплавляемой заготовки 2 под углом А, который может принимать значения от 2 до 40 градусов относительно вертикали. Узел позиционирования 2 содержит направляющую конструкцию 12, которая с помощью привода 13 обеспечивает перемещение заготовки 2 в направлении, указанном стрелкой 8.
Установка электрошлаковой наплавки на заготовку 2 выполнена также с узлом позиционирования наплавляемой заготовки, в котором содержится привод 14 и шарнир 15, обеспечивающие регулирование угла наклона наплавляемой заготовки относительно вертикали в диапазоне от 2 до 40 градусов. Посредством привода 14 и шарнира 15 направляющая конструкция имеет возможность позиционировать заготовку под требуемым углом А относительно вертикали путем поворота вокруг оси 16.
В установке электрошлаковой наплавки предусмотрено также расположение оси 16 шарнира 15 в зазоре 4 параллельно ребру сопряжения внутренних поверхностей верхней 10 и нижней 11 частей кристаллизатора. Расстояние Г между осью 16 шарнира 15 и ребром сопряжения внутренних обращенных в сторону заготовки 2 поверхностей верхней 10 и нижней 11 частей кристаллизатора 1 равно или меньше, чем половина толщины Б плакирующего слоя 9, равной ширине зазора между частью 11 кристаллизатора и заготовкой.
При реализации установки электрошлаковой наплавки для перемещения электродов 7 используется электрододержатель 17, установленный на каретке 18, перемещаемой по колонне 19 приводом 20. Узел позиционирования наплавляемой заготовки 2, вместе с закрепленным на нем кристаллизатором 1, установлен на опорной конструкции 21, которая имеет возможность перемещения в горизонтальном направлении посредством с помощью привода 22. Питание установки осуществляется от трансформатора 23, от которого ток по жесткому 24 и гибкому 25 токоподводам подается на электроды 7, например, по бифилярной схеме. Количество электродов может быть разным в зависимости от размеров заготовки и плакирующего слоя. Например, при наплавке тонкого плакирующего слоя на сляб, как показано на фиг. 4, установка имеет 6 электродов. Горизонтальное сечение рабочей зоны представлено на фиг. 5. Общее поперечное сечение расходуемых электродов обычно составляет порядка 70-80% поперечного сечения наплавляемого (плакирующего) слоя. Электроды могут быть выполнены из сплошного профиля либо быть составными из штанг круглого, квадратного или прямоугольного сечения. На фиг. 5 показаны электроды 7, составленные из шести штанг 26 круглого сечения. Соединение штанг 26 в один электрод 7 выполняется, например, сваркой. Диаметр штанг Д в принят равным величине Б зазора 4 между нижней частью 11 кристаллизатора 1 и поверхностью 6 наплавляемой заготовки 2. Кристаллизатор 1 имеет в поперечном сечении П-образную форму, благодаря чему прямоугольная заготовка 2 плотно прилегает к торцевым параллельным друг другу стенкам 3 кристаллизатора 1 и замыкает пространство 4, удерживающее шлаковую ванну 27, в соответствии с требуемой геометрией которой вертикальное сечение верхней части 10 кристаллизатора 1 может быть прямым (фиг. 1) или сложной формы (фиг. 2 и 3).
Устройство при реализации заявленного способа работает следующим образом. Заготовку 2 с помощью узла позиционирования помещают под углом например 40 градусов к вертикали между параллельными гранями 3 кристаллизатора 1. При этом выдерживают величину Б зазора 4 между поверхностью 6 наплавляемой заготовки 2 и кристаллизатором 1, а именно его нижней частью 11. Электроды 7 вертикально устанавливают в электрододержателе 17 и опускают так, чтобы их нижние концы оказались в зазоре между внутренней стенкой 5 верхней части 10 кристаллизатора 1 и наплавляемой поверхностью 6 заготовки 2. Подают на электроды 7 напряжение и заливают с кристаллизатор расплавленный шлак до уровня, обеспечивающего протекание тока через электроды 7, шлаковую ванну 27 и заготовку 2. Шлаковая ванна 27, электроды 7 и соприкасающаяся со шлаком часть заготовки 2 под действием протекающего через них тока разогреваются и электроды 7 начинают оплавляться. Капли 28 плавящегося металла с электродов 7 через шлаковую ванну 27, в которой они дополнительно нагреваются горячим шлаком, попадают в зазор между нижней частью 11 кристаллизатора 1 и поверхностью 6 заготовки 2. Поверхностные слои заготовки 2 на которые падают капли расплавленного и перегретого металла оплавляются, в результате чего в зазоре 4 образуется ванна жидкого металла 29. Заготовку 2 перемещают под углом 40 градусов относительно вертикали, обеспечивая формирование плакирующего слоя, приплавленного к заготовке 2. Часть металла электродов 7 перемешивается с металлом заготовки и образует переходной слой толщиной Е, который обеспечивает прочное и плотное соединение плакирующего слоя толщиной Б с заготовкой 2. Электроды 7 вертикально опускают по мере их оплавления поддерживая заданный электрический режим. В процессе наплавки заготовка разогревается и глубина проплавления возрастает, что не допустимо по требованиям качества биметаллических изделий. Поэтому, в процессе наплавки угол А уменьшают, например до 15 градусов, как показано на фиг. 3. При этом направление падения капель 28 металла приближается к вертикальному, благодаря чему интенсивность передачи тепла к заготовке снижается. Это позволяет поддерживать постоянную толщину Е проплавления заготовки 2 в течение процесса наплавки, а также требуемое по технологии дальнейших переделов отношение толщины плакирующего слоя Е к толщине заготовки Ж. Например, отношение может быть равным 1: 7 или другим, соответствующим потребностям производства. В результате на заготовке 2 формируется равномерный по толщине Б плакирующий слой 9 и прочное и плотное сцепление слоев, что и является целью изобретения.
Максимальный угол 40 градусов наклона заготовки определен из условия равномерности толщины Е проплавления заготовки 2 вдоль ряда электродов в направлении перпендикулярном направлению движения заготовки. Интенсивность падения капель 28 в этом направлении не равномерна из-за краевых эффектов и несимметрии электрической цепи на различных участках: 7, 24, 25, 27. Соответственно неравномерны интенсивность теплового воздействия падающих капель 28 на заготовку и глубина проплавления Е. При угле наклона заготовки, превышающих 40 градусов неравномерность толщины Е проплавления заготовки 2 превышает допустимую, чем и определяется максимальное значение угла А наклона заготовки 2 относительно вертикали.
При угле А меньшем, чем 2 градуса небольшое отклонение электродов от прямолинейности приводит к короткому замыканию их на заготовку. К короткому замыканию приводит также деформация электродов, возникающая во время наплавки из-за несимметрии их теплового поля и неравномерности теплового расширения электродов в поперечном сечении. Во избежание возникновения коротких замыканий и соответствии с необходимостью формирования шлаковой ванны 27 между электродами 7 и внутренней поверхностью 5 верхней части 10 кристаллизатора 1 определен и диапазон углов под которым верхняя часть 10 кристаллизатора 1 расположена по отношению к нижней части 11. Необходимые изоляционные зазоры обеспечены конструктивно, что упрощает эксплуатационные требования, касающиеся подготовки расходуемых электродов, защите их от несимметричного теплового воздействия и повышает надежность работы установки.
Отмеченные преимущества предложенного технического решения в сравнении с известными решениями обеспечивают более высокое качество получаемых биметаллических изделий высокую надежность и эксплуатационные характеристики процесса наплавки на заготовку.
Источники информации
1. Патент RU 2485188, С22В 9/18 (2006.01) Способ получения биметаллического слитка / Зайцев А.И., Родионова И.Г., Павлов А.А. [и др.]. Опубл. 20.06.2013. Бюл. №17.
2. Коррозионно-стойкие биметаллы с прочным сцеплением слоев для нефтехимической промышленности и других отраслей / Родионова И.Г., Павлов А.А., Зайцев А.И. [и др.]. М.: ЗАО «Металлургиздат», 2011.
3. Выложенная заявка №53-14123. Способ электрошлаковой наплавки с применением кристаллизатора скользящего типа. Опубл. 08.02.1978 / Специальная электрометаллургия. Вып. ИЭС им. Е.О. Патона, Киев-Москва, с. 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 1996 |
|
RU2087561C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 2022 |
|
RU2786101C1 |
| Способ получения коррозионностойкого биметаллического слитка | 2022 |
|
RU2774689C1 |
| Установка для электрошлаковой наплавки | 2023 |
|
RU2811737C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА С ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2022 |
|
RU2780082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2209706C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ ЛИСТОВ | 2013 |
|
RU2534888C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 1995 |
|
RU2083700C1 |
| СПОСОБ НАПЛАВКИ ПЛАКИРУЮЩЕГО СЛОЯ НА ПЛОСКУЮ ЗАГОТОВКУ | 1988 |
|
RU1580699C |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 2000 |
|
RU2193071C2 |
Изобретение относится к металлургии и может быть использовано для электрошлаковой наплавки и получения биметаллических заготовок. Установка содержит кристаллизатор скользящего типа, состоящий из верхней и нижней частей и выполненный с возможностью установки в нем заготовки, замыкающей внутреннее пространство кристаллизатора в верхней его части и образующей зазор в нижней его части для формирования в упомянутом зазоре плакирующего слоя, расходуемые электроды из наплавляемого металла, установленные в пространстве между верхней частью кристаллизатора и заготовкой, выполненные с возможностью их вертикального перемещения, устройства позиционирования заготовки и ее перемещения выполнены с возможностью позиционирования и перемещения заготовки под углом к вертикали в диапазоне от 2 до 40 градусов, а верхняя часть кристаллизатора выполнена с возможностью ее расположения по отношению к нижней части под углом равным или большим, чем угол между заготовкой и вертикалью. Изобретение обеспечивает равномерность проплавления заготовки и равномерную толщину наплавленного слоя при условии исключения замыкания электродов на кристаллизатор и заготовку, что повышает надежность работы установки и улучшает качество получаемой биметаллической заготовки. 2 н. и 2 з.п. ф-лы, 5 ил.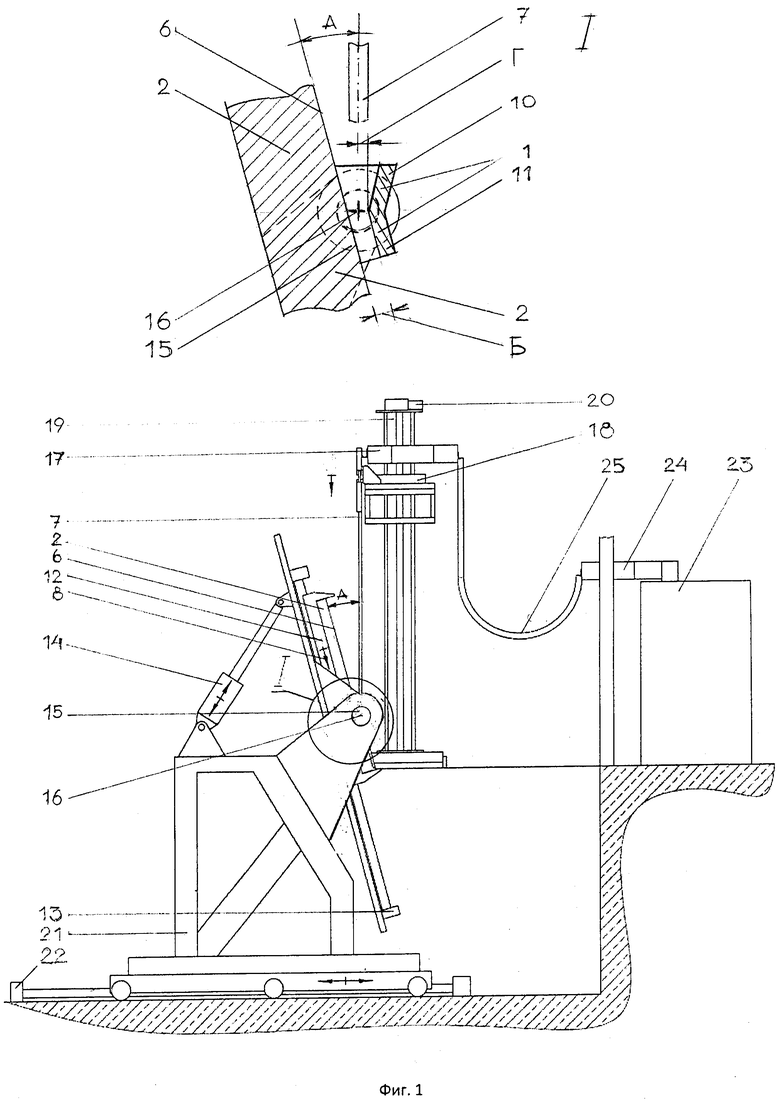
1. Установка для электрошлаковой наплавки, содержащая кристаллизатор скользящего типа, состоящий из верхней и нижней частей и выполненный с возможностью установки в нем заготовки, замыкающей внутреннее пространство кристаллизатора в верхней его части и образующей зазор в нижней его части для формирования в упомянутом зазоре плакирующего слоя, расходуемые электроды из наплавляемого металла, установленные в пространстве между верхней частью кристаллизатора и заготовкой, выполненные с возможностью их вертикального перемещения, устройства позиционирования заготовки под углом к вертикали и ее перемещения под тем же углом, отличающаяся тем, что упомянутые устройства выполнены с возможностью позиционирования и перемещения заготовки под углом к вертикали в диапазоне от 2 до 40 градусов, а верхняя часть кристаллизатора выполнена с возможностью ее расположения по отношению к нижней части под углом равным или большим, чем угол между заготовкой и вертикалью.
2. Установка по п. 1, отличающаяся тем, что упомянутое устройство позиционирования снабжено механизмом для регулирования угла наклона заготовки к вертикали в диапазоне от 2 до 40 градусов.
3. Способ электрошлаковой наплавки в установке по п. 1, в котором заготовку устанавливают под углом от 2 до 40 градусов к вертикали с образованием зазора между нижней частью кристаллизатора и заготовкой и замкнутого пространства между верхней частью кристаллизатора и заготовкой, в которое опускают расходуемые электроды и наводят ванну расплавленного шлака, пропуская через переплавляемые электроды, шлаковую ванну и заготовку электрический ток, перемещают расходуемые электроды по мере их оплавления вертикально вниз, а заготовку перемещают под углом от 2 до 40 градусов к вертикали с формированием в упомянутом зазоре плакирующего слоя.
4. Способ по п. 3, в котором в процессе наплавки плакирующего слоя поддерживают постоянной его толщину путем изменения угла расположения заготовки относительно вертикали в диапазоне от 2 до 40 градусов.
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 2011 |
|
RU2485188C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА (ВАРИАНТЫ) | 2004 |
|
RU2255994C1 |
| JP 53014123 A, 08.02.1978 | |||
| АНТИТЕЛО К EPHA2 | 2008 |
|
RU2525133C2 |

