Настоящее изобретение относится к системе управления обрабатывающими блоками гофроагрегата и устройству обработки листов. Система помогает автоматизировать синхронизацию между печатными поверхностями печатного листового носителя, такого как гофрированный материал, и последующими обрабатывающими блоками, такими как резаки, биговальные устройства, фальцевальные устройства и перфораторы, так что печатные изделия могут быть правильно сформированы или вырезаны из печатного листа. В качестве альтернативы или дополнения, система может облегчать управление запасами или исправление ошибок в отношении сбоев или неправильных подач носителей.
Печатное изображение обычно наносят на гофрированные листы или полотна до того, как они будут разрезаны на единичные, отдельные изделия или заготовки, и печать может быть осуществлена на их верхнем и/или нижнем листе или слое. Однако обеспечение правильного выравнивания изображений изделий с конечной формой изделий или заготовок может быть проблемой.
Индикаторы выравнивания, включая линии вдоль краев полотен, используются для помощи в правильном выравнивании. Эти индикаторы часто печатаются в областях отходов печатного листа обычно одновременно с тем, когда печатаются изображения изделий, так что они правильно выравниваются с изображениями изделий. Затем эти индикаторы выравнивания позволяют последующим обрабатывающим блокам управления правильно выравнивать последующие устройства обработки листов, такие как резаки, устройства для рилевания, клеенаносящие устройства, перфораторы или фальцовочные механизмы, с изображением. Кроме того, поскольку они обычно находятся в область обрезки, индикаторы выравнивания не будут представлены на конечном отрезанном изделии - они отрезаются при удалении области отходов. Однако вместо этого индикаторы могут оставаться видимыми, например, если это требуется для последующей инспекции по контролю качества изделий.
Печатные изображения обычно печатаются независимо на отдельном верхнем листе (или нижнем листе), например, на большом рулоне, например, на рулоне крафт-бумаги, для включения в основу или носитель, такой как гофрированный лист или его компонентный слой, в блоке объединения или гофроагрегате, при этом изделия или заготовки впоследствии вырезаются из получающегося композитного печатного листового носителя, часто гофрированного материала, после блока объединения (или гофроагрегата). Например, на Фиг. 2 показана схематическая иллюстрация гофроагрегата для однослойного гофрированного листа. Фиг. 16, 17, 18 и 19 показывают дополнительные схематические примеры.
Разработки также предусматривают непосредственную печать на основе или носителе, и, таким образом, гофроагрегат может иметь встроенное в него печатающее устройство. Однако в любом случае по-прежнему остается проблема выравнивания изображения с резаками и т.д.
Обычным подходом, используемым в известном уровне техники для независимой печати, является ротационная трафаретная печать. Машины для ротационной трафаретной печати могут печатать многоцветные изображения, обычно с ограниченной палитрой, на развернутом листе бумаги перед тем, чтобы снова свернуть лист обратно для подготовки к транспортировке к последующему устройству обработки листов, такому как вышеуказанный блок объединения или гофроагрегат, когда изделия подлежат обработке на нем. На Фиг. 1 показан схематический вид такого процесса печати. Такие печатные машины могут работать при высоких скоростях подачи листов, например, при скоростях свыше 100 метров в минуту (100 м/мин) и во многих случаях при скоростях свыше 200 м/мин или даже 300 м/мин. Эти печатающие устройства также могут легко работать и с шириной печати свыше 2 м, 2,4 м или даже 2,8 м. Однако к недостаткам ротационной трафаретной печати относятся неспособность изменения изображения во время тиража и отсутствие более широкой цветовой палитры. Различные изображения и, таким образом, различные изделия могут быть представлены по ширине листа, но, поскольку изображения соответствуют поверхностным формам, обеспеченным на красочном валике 110 для трафаретной печати (или дополнительном валике, зацепляющемся с ним, либо непосредственно, либо опосредованно через дополнительные валики), и поскольку этот валик имеет фиксированную длину окружности, периодичность или длина повторяющихся изображений, получаемых таким образом, неизбежно должна совпадать с длиной этой окружности вдоль полотна (либо однократно, либо многократно). В результате печатные изображения, получаемые с помощью этих печатающих устройств, имеют тенденцию образовывать выровненные группы с общей периодичностью в продольном направлении, как показано на Фиг. 3, с ограниченными возможностями изменения по ширине полотна.
Однако с учетом желания осуществлять более разнообразный выход изделий также были изучены альтернативные способы печати, включая цифровую печать. Это открыло возможность изменения изображений по длине листа в дополнение к изменению по его ширине. Это также открывает возможность изменения периодичности изображений по длине листа - длина окружности валика больше не является определяющим фактором в дизайне изображения или макете печати. Вследствие этого стали доступными печатные изображения по линиям изображений, показанных на Фиг. 4, 5, 6 и 7.
Разработанные технологии печати изучены в более ранней заявке настоящего Заявителя, опубликованной как EP2551117, и она рассматривает использование либо одного печатающего блока, либо нескольких печатающих блоков, фактически находящихся в устройстве обработки листов или гофроагрегате. Полное описание этой более ранней заявки включено в данный документ путем ссылки.
Однако управление последующей обработкой этих печатных листов, например, разрезанием, бигованием или фальцовкой заготовок, формируемых при этом, остается трудным, поскольку формы изображений или формы заготовок, вырезаемых из листов, включающих в себя изображения, изменяются от одного заказа/тиража к другому. Эту обработку может быть еще сложнее выполнить, когда форма гофрированного материала должна изменяться между заказами, поскольку это требует изменения в мокрой части - будь то в виде/форме гофрированного материала или виде/типе составляющих листов или клея или любой его поверхностной обработке.
Также важно отметить, что эти устройства обработки листов или гофроагрегаты могут работать на коммерчески приемлемых скоростях пропускной способности листов, чтобы обеспечивать изготовление многих сотен изделий, когда это необходимо, за относительно короткий период времени. Например, некоторые коммерческие гофроагрегаты работают на скоростях подачи листов порядка 50-400 метров в минуту, посредством чего каждую минуту могут быть представлены для обработки десятки или сотни изображений изделий. Вследствие этого любое время переналадки или простоя нежелательно - оно представляет собой период времени, когда изделия не изготавливаются. Однако такое время переналадки или простоя остается неизбежным даже в настоящем изобретении. В связи с этим цель заключается в уменьшении времени переналадки или простоя.
Дополнительная цель заключается в том, чтобы облегчить более быстрое или более простое внедрение более коротких тиражей изделий - предпочтительно последовательных тиражей изделий даже с изменением размеров изделий.
Обработка различных изделий/изображений может быть еще более сложной задачей, когда лист имеет несколько полос изображений изделий по его ширине. Фиг. 4, например, показывает четыре таких полосы, а Фиг. 6 и 7 показывают три.
В связи с этим настоящее изобретение обеспечивает систему управления и печатную форму, посредством чего последующая обработка печатных носителей, например, разрезание, бигование, перфорирование или фальцовка или их ламинирование/включение в или на один или более других листов или полотен, может быть как точной, так и адаптируемой, так что последовательные различные изделия могут быть обработаны эффективно - и оптимально с меньшим количеством отходов. В конце концов, чрезмерное количество отходов или медленная переналадка может наносить ущерб рентабельности тиража изделий, что является более очевидным фактором при коротких тиражах изделий, учитывая относительно фиксированную удельную стоимость времени и бумаги, а также более высокую потерю стоимости в расчете на объем продаж при более коротких тиражах изделий.
Согласно первому аспекту настоящего изобретения обеспечено устройство обработки гофрированных листов, содержащее: систему управления; и
последующее обрабатывающее оборудование, причем последующее обрабатывающее оборудование содержит по меньшей мере подающие и направляющие ролики для перемещения или поддержки гофрированного листа и по меньшей мере одно режущее устройство для вырезания изделий из гофрированного листа; в котором:
система управления предназначена для управления по меньшей мере режущим устройством; устройство обработки листов дополнительно содержит блок визуального контроля, выполненный с возможностью считывания печатных информационных меток, обеспеченных на гофрированном листе, в качестве гофрированного листа, и, таким образом, считываемые печатные информационные метки проходят через устройство обработки гофрированных листов через блок визуального контроля; и система управления дополнительно содержит таблицу соответствия данных, содержащую по меньшей мере информацию, связанную с изделиями, вырезаемыми из гофрированного листа, включая настройки резака для по меньшей мере одного режущего устройства для этих изделий и связанную с этими настройками конкретную информацию идентификатора, считываемую с печатных информационных меток блоком визуального контроля, посредством чего устройство может определять требуемые настройки резака для режущего устройства для считываемых печатных информационных меток так, что режущее устройство может находиться под надлежащим управлением системы управления в соответствии со считываемой печатной информационной меткой для обеспечения изменения требований к резаку.
С помощью этой системы необходимость изменения требований к резаку для конкретного тиража изделий может быть определена заранее (поскольку перед режущим устройством может быть установлен датчик), затем на это определение может своевременно отреагировать система управления, и это выполняется просто и эффективно посредством считывания печатных информационных меток на гофрированном листе, не требуя вмешательства оператора.
Предпочтительно, система управления или вспомогательная система управления управляет подающими роликами. Предпочтительно, когда определена необходимость изменения, система управления побуждает подающие ролики или устройство в целом уменьшать свою скорость работы по мере приближения соответствующей части полотна или листа к режущему устройству, таким образом, обеспечивая более длительный период времени для осуществления изменения настроек резака при возникновении необходимости. Это выгодно, поскольку часто необходимы механические движения резаков режущего устройства, и это неизбежно занимает некоторое время - они не могут быть мгновенными.
Еще один аспект настоящего изобретения может включать в себя активацию этого управления скоростью вместо управления резаком, т.е. в ответ на считывание меток. Это может иметь определенные преимущества для второго аспекта настоящего изобретения.
Согласно второму аспекту настоящего изобретения обеспечено устройство обработки гофрированных листов для гофроагрегата, содержащее:
оборудование для обработки листов, содержащее по меньшей мере подающие и направляющие ролики для выбора, перемещения и поддержки листов или полотен в гофроагрегате для формирования гофрированного листа, из которого могут быть вырезаны гофрированные изделия, при этом по меньшей мере один слой гофрированного листа, и, таким образом, изделий формируется из печатного листа или полотна; и систему управления для управления оборудованием для обработки листов; устройство обработки листов дополнительно содержит блок визуального контроля, выполненный с возможностью считывания печатных информационных меток, обеспеченных на по меньшей мере одном печатном листе или полотне, в качестве печатного листа или полотна, и, таким образом, считываемые печатные информационные метки проходят через устройство обработки гофрированных листов или гофроагрегат через блок визуального контроля; и в котором
система управления дополнительно содержит таблицу соответствия данных, содержащую по меньшей мере информацию для изделий, связанную с формой или типом по меньшей мере одного из листов или полотен, используемых в гофрированном листе для этих изделий, и связанную с этой информацией конкретную информацию идентификатора, считываемую с печатных информационных меток блоком визуального контроля, посредством чего устройство может определять, какие изделия будут изготавливаться после блока визуального контроля, и требуемые настройки для оборудования для обработки листов или гофроагрегата для этих изделий на основе считываемой печатной информационной метки так, что оборудование для обработки листов или гофроагрегат может находиться под надлежащим управлением системы управления в соответствии со считываемой печатной информационной меткой.
Предпочтительно, система управления обеспечивает автоматизированные изменения по меньшей мере одного из a) скоростей подачи листов или полотен, b) количества подаваемых листов или полотен и c) рулона-источника или рулонов-источников, с которых подается один или более листов. Система управления может в дополнение или вместо этого управлять типом клея, температурой клея, толщинами клея или местами нанесения клея.
Предпочтительно, система управления может автоматизировать время изменения, например, количества подаваемых листов или полотен или рулона-источника или рулонов-источников, из которых подаются один или более листов или полотен, или некоторых других признаков гофроагрегата или оборудования для обработки листов, чтобы обеспечивать изменение гофрированного листа, формируемого в гофроагрегате, в потоке материала для его изменения от одной формы к другой, т.е. так, чтобы его можно было изменить так, чтобы он имел форму или тип листа или полотна в нем, который соответствует требованию, установленному в таблице соответствия данных для изделия, вырезаемого из него.
Предпочтительно, оборудование для обработки листов включает в себя по меньшей мере один блок склеивания.
Предпочтительно, после указания на предстоящее изменение требований со ссылкой на таблицу соответствия, и, когда соответствующий другой рулон-источник (для изменения требуемой формы или типа для по меньшей мере одного листа или полотна) уже загружен в блок склеивания оборудования для обработки листов, система управления и оборудование для обработки листов работают для переключения с первого рулона-источника и склеивания с другим рулоном-источником, чтобы достигать изменения вводимого материала для гофроагрегата. Это переключение предназначено для удовлетворения требований в отношении типа листа или полотна, требуемого при изменении требований.
Предпочтительно, оборудование для обработки листов выполнено с возможностью управления переключением в блоке склеивания в течение 10 секунд после указания на изменение требований. Вместо 10 секунд переключение может быть запущено в пределах линейного расстояния перемещения листовых материалов, составляющего 10 м, т.е. так, что переключение выполняется к тому времени, когда считываемая информационная метка, которая указывает на изменение требований, переместится дальше через устройство не более чем на 10 м. Вместо 10 м оно может осуществляться в пределах 5 м, или оно может осуществляться медленнее, например, в пределах 20 м или 50 м.
Может быть предпочтительным, чтобы при указании на изменение требований устройство обработки листов и гофроагрегат замедлялись, таким образом, облегчая переключение с уменьшенными отходами в случае перебега листов. Например, гофроагрегат может работать при пиковых скоростях потока материала от 200 до 400 метров в минуту, но может замедляться до 20-100 метров в минуту, когда необходима переналадка.
Наиболее предпочтительно, склеивание с другим полотном или листом может быть достигнуто в пределах расстояния подачи материала, составляющего не более 20 м, например, от 1 м до 20 м.
Изобретение может прогнозировать изменение требований к свойствам гофрированного материала перед вырезанием изделия из гофрированного материала, зная, где в рулоне (или где в задании печати) находится контролируемая в настоящее время информационная метка, и, таким образом, зная, сколько еще изделий должно быть изготовлено (после этого местоположения информационной метки). Таким образом, изменение требований - например, для следующего дизайна изделий, может быть осуществлено своевременно - чтобы совпадать с началом следующего тиража изделий.
Предпочтительно, оборудование для обработки листов содержит блок склеивания для каждого слоя гофрированного листа, так что свойства каждого слоя переключаются независимо.
Предпочтительно, оборудование для обработки листов также может влиять на уменьшение (или увеличение) количества слоев в гофрированном материале за аналогичный временной период (или расстояние подачи листов). Таким образом, устройство будет иметь возможность попеременного изготовления многослойного или однослойного гофрированного листа. Таким образом, устройство или гофроагрегат способен выполнять более широкий диапазон требований к гофрированным листам, причем переключение между ними осуществляется на ходу.
Таким образом, система управления, ссылаясь на требования к листу или материалу из таблицы соответствия данных, а также зная текущее положение печатного листа со ссылкой на данные информационной метки, может обеспечивать последовательные тиражи изделий (задания) из единственного печатного листа с минимальным (или отсутствующим) временем простоя между заданиями, когда изменяются требования к резке (первый аспект), или даже когда свойства гофрированного листа должны меняться между заданиями (второй аспект), и это достигается за счет управляемой координации времени резки, формы резки или даже склеивания с (или из) составляющими листами самого гофрированного листа, или посредством другого управления гофроагрегатом, все в соответствии с отслеживанием печатного листа с помощью печатных информационных меток. В конце концов позиционные данные печатного листа становятся различимыми из конкретной информации идентификатора печатных информационных меток на печатном листе или полотне.
Для учета вероятных отходов, образующихся при любой переналадке в структуре гофрированного листа, например, при операциях склеивания, а также для учета возможных последующих отходов при разрыве или биговке, предпочтительно для любого тиража для конкретного задания на изделие, чтобы в тираже для этого печатного листа создавалось на 0,5-4% больше изображений изделий, чем требуется заказчику. Вследствие этого любые отходы или дефекты листа, возникающие во время требуемой переналадки, обычно не будут приводить к необходимости повторения печати печатных изображений, которые присутствуют в этом отходном материале.
Для каждого аспекта предпочтительно, чтобы каждая печатная информационная метка представляла собой QR-код или штрихкод, а блок визуального контроля включал в себя соответствующий считыватель для него. Метка может представлять собой даже уникальную кодирующую или зашифрованную метку - либо отдельную метку, либо метку, зашифрованную в изображении для изделия.
Устройство согласно изобретению может включать как первый, так и второй аспекты, которые, таким образом, могут работать вместе с одними и теми же информационными метками и одной и той же (более полной) таблицей соответствия данных.
Предпочтительно, таблица соответствия представляет собой карту рулона. Карта рулона имеет все данные, необходимые для задания печати на конкретном рулоне печатных носителей. Она позволяет устройству определять, где на рулоне находится лист подачи, только из анализа информационной метки, и, таким образом, она может обеспечивать ожидание изменений - т.е. она прогнозирует приближающееся требование изменений. Этот прогноз также может быть заранее представлен оператору, чтобы обеспечивать выполнение соответствующей замены рулона (если неправильный рулон-источник находится в соответствующем блоке склеивания), таким образом, потенциально дополнительно уменьшая время простоя.
Предпочтительно, каждая метка однозначно идентифицируется ее печатной информацией, посредством чего может быть установлено ее положение в конкретном заказе. Для этого уникальный идентификатор может включать в себя номер заказа и серийный номер и возможно некоторые детали заказа, такие как количество заказа - т.е. количество изделий, которые должны быть сделаны для завершения заказа, хотя последнее может быть обеспечено таблицей соответствия.
Предпочтительно, метка расположена в части отходов гофрированного листа - таким образом, она отрезается от изделия режущим устройством (или последующим режущим устройством, если обрезается впоследствии).
Предпочтительно, гофрированный лист также содержит печатные изображения на по меньшей мере одной из своих поверхностей для появления на поверхностях готовых изделий. Предпочтительно, печатные изображения не перекрывают печатные информационные метки.
Предпочтительно, гофрированный лист включает в себя множество печатных изображений и соответствующую уникальную печатную информационную метку для каждого из этих печатных изображений.
Печатные изображения предпочтительно представляют собой изображения, присутствующие на внешней поверхности готовых изделий, хотя они могут быть меньше этой поверхности или больше ее - при этом последняя конструкция имеет часть, обрезаемую или отрезаемую во время резки готового изделия.
Меньший вариант также может быть обрезан, но только если он не весь должен присутствовать на готовом изделии.
Предпочтительно, печатные изображения представляют изображения для по меньшей мере двух различных заказов на изделия, причем два различных заказа на изделия последовательно расположены в продольном направлении по длине гофрированного листа или полотна. Обычно отдельные заказы в некоторой степени разнесены - например, на расстояние, равное, возможно, от 3 до 20 длин изображений или изделий, чтобы представлять режущему устройству буферный период времени для переналадки, когда лист проходит через устройство.
Возможно, что не все последовательные заказы имеют печать, поэтому некоторые заказы с печатью могут следовать за другими заказами без печати. В связи с этим печатное изображение не является необходимым, хотя метки все же могут быть обеспечены для содействия в отслеживании положений заказов в пределах полотна или рулона листового материала.
При другом размещении только некоторые из печатных изображений могут иметь соответствующую уникальную печатную информационную метку - например, когда имеется много сотен идентичных изделий, подлежащих изготовлению, каждое отдельное изделие может не нуждаться в уникальном идентификаторе.
Наличие метки для каждого изображения дает более точную идентификацию того, где в рамках заказа находится гофрированный лист при чтении метки, но операции не обязательно должны быть такими же точными, как идентификация каждого отдельного изделия или изображения в этом заказе. Примером здесь может быть то, что каждому четвертому изображению обеспечивается уникальный идентификатор. В связи с этим предпочтительно по меньшей мере 25% печатных изображений связаны со смежной или совпадающей с ними печатной информационной меткой.
Предпочтительно, устройство обработки гофрированных листов содержит гофроагрегат. Затем печатные информационные метки могут быть обеспечены на покрывающем листе для объединения на гофрированном листе посредством гофроагрегата.
Предпочтительно, устройство обработки гофрированных листов имеет по меньшей мере три входных листовых рулона, включающих в себя верхний лист, нижний лист и лист для гофрирования между ними, все из которых подлежат подаче в гофроагрегат.
Устройство может содержать цифровое печатающее устройство, выполненное с возможностью печати на поверхности либо гофрированного листа, либо считываемого одного из листов входных листовых рулонов печатных информационных меток и, когда обеспечены, печатных изображений. Однако, как правило, печатные информационные метки и печатные изображения, когда обеспечены, предварительно печатаются на полотне, и оно перематывается в рулон для последующей подачи в устройство обработки гофрированных листов.
Режущее устройство обычно содержит более одного режущего ножа для обеспечения более одного реза.
Предпочтительно, резак включает в себя один или более продольных режущих блоков или ножей, таких как ротационный ножевой резак, для разрезания гофрированного листа в продольном направлении на две или более отдельных линий.
Предпочтительно, резак включает в себя один или более поперечных режущих блоков или ножей, таких как нож гильотинного типа, для резки по меньшей мере частично поперек гофрированного листа, например, для формирования отдельных укладываемых блоков, каждый из которых может представлять собой или может содержать по меньшей мере одно изделие. Это может быть выполнено до или после работы продольного режущего блока или ножа, когда он обеспечен.
Предпочтительно, ширина гофрированного листа составляет по меньшей мере 2 м.
Предпочтительно, гофрированный лист гофрируется только в определенной части устройства, гофроагрегат, расположенный перед ней, формирует гофры, а перед гофроагрегатом лист представляет собой несколько отдельных полотен.
Предпочтительно, гофрированный лист выполнен с возможностью перемещения через устройство при пиковой скорости свыше 100 метров в минуту (м/мин) и более предпочтительно при пиковой скорости более 200 м/мин или даже более 300 м/мин.
Предпочтительно, устройство содержит одно или более устройств поперечной резки, выполненных с возможностью разрезания гофрированного листа на заданную длину для формирования длин для укладки. Длины могут представлять собой длину (измеряемую в направлении перемещения гофрированного листа в устройстве (продольное направление), соответствующую длине готовых изделий или заготовок, вырезаемых устройством. Эта длина может меняться между последовательными заказами, и, когда обрабатываются размещенные рядом друг с другом заказы, между одновременно выполняемыми заказами - когда гофрированный лист сначала обрабатывается в отдельные линии, например, продольным резаком. Затем эти длины могут быть уложены или разрезаны по ширине (если требуется и еще не выполнено) перед укладкой для удаления из устройства - например, после пакетирования.
Затем уложенные изделия могут быть дополнительно обработаны, например, сложены или заполнены (если изделие представляет собой заготовку для ящика или лотка), или перфорированы или отбигованы (если требуется и еще не выполнено), или доставлены заказчику, если требования заказчика выполнены.
Заданные длины могут быть частью информации на метке, но, как правило, они будут частью информации, хранящейся в таблице соответствия. Ширина также может быть частью информации на метке, но опять же чаще является частью информации, хранящейся в таблице соответствия. В любом случае, метки могут позволять считывателю, а затем системе управления давать команду (или подтверждать) на соответствующее управление режущим устройством.
Предпочтительно, гофрированный лист выполнен из картона или бумаги.
Длины изделий, например, картона или отдельных укладываемых блоков могут выходить из устройства в виде незаконченного листа картона, готового к заключительным этапам обработки в последующем оборудовании для обработки листов, т.е. к последующей обрезке, бигованию, фальцовке или склеиванию или скреплению, или они могут быть готовыми в соответствии с требованием заказчика.
Режущее устройство обычно будет дополнительно включать в себя дополнительные режущие ножи, или может быть дополнительно обеспечено дополнительное режущее устройство для обеспечения дополнительных ножей или штамповочных резаков, чтобы обрезать отходы с листов с предварительными размерами или чтобы иным образом обеспечивать требуемые характеристики изделий.
Предпочтительно, устройство также содержит любое или каждое из a) оборудования для биговки, b) оборудования для перфорации и c) оборудования для фальцовки.
Предпочтительно, устройство обработки гофрированных листов представляет собой устройство для изготовления заготовок из гофрированного картона - таким образом, на выходе получается заготовка из гофрированного картона.
Может быть обеспечено более одного гофроагрегата, или гофроагрегат может содержать более одного устройства для формирования гофров для обеспечения многослойного гофрированного листа. Для этого могут потребоваться дополнительные рулоны бумаги - т.е. более трех, необходимых для одного гофра.
Устройство может содержать оборудование для ламинирования, например, для ламинирования печатного покрывающего листа на лист-основу, при этом печатный покрывающий лист является четвертым или верхним/нижним слоем гофрированного листа.
Печатные метки (и изображения, когда обеспечены) представляют собой тиражи или заказы изделия, и последовательные тиражи или заказы могут быть обеспечены на непрерывном рулоне, обычно напечатанными на нем с использованием цифрового печатающего устройства, посредством чего изображения и размеры изделий могут изменяться вдоль рулона. В качестве альтернативы, различные заказы могут быть склеены в производственную линию (последовательные тиражи могут быть склеены путем подачи последующего задания в загрузочный конец оборудования для обработки по завершении предыдущего задания), хотя этот процесс обычно влечет за собой значительные отходы материала (из-за процесса переналадки), а также значительное взаимодействие оператора с машиной в это время. Чтобы иметь возможность минимизировать операции склеивания при наличии разных заказов в одном рулоне, может быть уменьшено количество отходов и время ввода оператора.
Другой способ экономии такого времени и отходов заключается в выполнении отдельных заказов рядом друг с другом на общем рулоне, посредством чего ширина носителя может содержать два или более различных изображений, каждое из которых представляет собой одно изделие из двух отдельных заказов. Это лучше всего достигается, используя цифровое печатающее устройство. Могут преобладать различные требования к резке, и для гофроагрегата могут потребоваться различные плотности бумаги, но эти слои гофрированного листа могут быть склеены отдельно в производственную линию, например, под непрерывным печатным верхним слоем.
Еще один аспект изобретения состоит в том, чтобы минимизировать количество областей отходов или частоту изменений плотности бумаги.
В связи с этим согласно второму аспекту настоящего изобретения обеспечен средство компоновки макетов печати и печатающее устройство, причём средство компоновки предназначено для создания организованного макета печати для печатающего устройства, а печатающее устройство предназначено для печати листа бумаги из рулона с макетом печати на нем, макет содержит множество печатных изображений для множества изделий, изделия содержат изделия из множества различных заказов, изделия по меньшей мере некоторых заказов имеют различные размеры по длине и/или ширине, причем средство компоновки выбирает заказы для макета из каталога заказов, имеющего большее количество заказов, чем количество заказов на макете, каждый заказ в каталоге заказов содержит соответствующие данные, включающие в себя длину и ширину изделия и по меньшей мере одну желаемую или разрешенную характеристику гофрированного материала, средство компоновки выбирает для макета заказы, имеющие общую желаемую или разрешенную характеристику гофрированного материала, и выставляет на макете изображения для выбранных заказов вдоль макета печати, все изображения для каждого заказа группируются вместе по меньшей мере линейно вдоль макета печати.
В некоторых вариантах выполнения, когда ширина заказов позволяет, заказы могут быть размещены на макете печати рядом друг с другом, а также линейно вдоль макета печати. Размещенные рядом друг с другом заказы предпочтительно являются разными заказами, в частности, когда два или более разных значений ширины заказов могут быть определены как лучше соответствующие ширине рулона, чем два или более изделий одного и того же заказа.
Предпочтительно, каждый заказ имеет изображение для печати на листе бумаги. Однако заказы, не требующие печати, также могут быть размещены в каталоге - таким образом, увеличивая количество выбираемых заказов для макета.
Предпочтительно, по меньшей мере некоторые, если не все, из размещенных изделий имеют информационную метку, напечатанную рядом с ними или внутри них. Информационная метка позволяет использовать отпечатанную бумагу в устройстве согласно первому аспекту настоящего изобретения. Предпочтительно, она печатается в области обрезки так, что она будет отрезана от изделия до передачи заказчику.
В соответствии с этим дополнительным аспектом настоящего изобретения печатный рулон предпочтительно представляет собой один из рулонов, используемых для формирования гофрированного листа в устройстве согласно первому аспекту настоящего изобретения.
Предпочтительно, печатающее устройство также повторно сматывает лист в рулон - например, для дальнейшего использования в гофроагрегате, таком как вышеуказанное устройство.
Предпочтительно, бумага содержит по меньшей мере один слой печатной крафт-бумаги.
С помощью устройства согласно первому аспекту настоящего изобретения различные листовые материалы или различные плотности листов и варианты их поверхностной обработки могут использоваться по желанию для формирования желаемого готового гофрированного листа. Например, верхний лист может отличаться по материалу или плотности от листа-основы, или указанный или каждый гофрированный слой может отличаться от верхнего и нижнего (и среднего/другого) слоев. Выбор материалов, плотностей и поверхностной обработки для различных слоев позволяет управлять свойствами материала готового изделия.
Было бы желательно обеспечивать цифровое печатающее устройство таким образом, чтобы оно продолжалось как единый блок по всей ширине рулона бумаги.
В качестве альтернативы, по меньшей мере два цифровых печатающих устройства могут быть расположены так, чтобы каждый из них продолжался через по меньшей мере часть ширины листа. Это может обеспечивать более высокую скорость подачи листов через печатающие устройства.
Печатающие устройства могут быть размещены выровненным образом так, чтобы они лежали конец к концу, или они могут быть размещены параллельно друг другу, но смещены друг относительно друга, потенциально с перекрывающимися концами - тогда будет уменьшена (или будет отсутствовать) часть между ними, на которой ни одно печатающее устройство не может печатать.
Использование двух цифровых печатающих устройств, размещенных по существу конец к концу (будь то в выровненной форме или в относительно смещенной форме, как обсуждалось выше), позволяет печатать на по существу полной ширине полотна или даже по всей ширине даже при высоких скоростях подачи листов, таких как 50-300 м/мин, тогда как одно печатающее устройство с подвижной головкой может быть не способно достигать таких скоростей на листе широкого формата - на листе шириной свыше 2 м.
В дополнение к способности печатать разные задания рядом друг с другом цифровые печатающие устройства позволяют печатать множество цветов на этих высоких скоростях и позволяют иметь в тираже непрерывную(ые) (последовательно) изменяющую(ие)ся деталь(и), такие как информационные метки или серийные номера, для однозначной идентификации каждого печатного изделия, или, как в случае информационных меток настоящего изобретения, для идентификации деталей заказа. Ролики для трафаретной печати обычно должны печатать одно и то же изображение повторно, таким образом, затрудняя обеспечение серийных номеров на печатном изображении, хотя существуют механизмы для печати последовательных серийных номеров с использованием трафаретной печати.
Согласно третьему аспекту настоящего изобретения обеспечен рулон печатного листового носителя, содержащий свернутый лист материала, причем рулон имеет диаметр, составляющий по меньшей мере 300 мм (до развертывания), и ширину, составляющую по меньшей мере 1 м, и свернутый лист продолжается вдоль существенной части его длины на по меньшей мере одной его поверхности, множество печатных изображений представляют собой изображения для поверхностей по меньшей мере двух различных заказов на изделия, два различных заказа на изделия разнесены в продольном направлении вдоль листа относительно друг друга, по меньшей мере большая часть печатных изображений имеет длину, составляющую по меньшей мере 300 мм, и предназначена для обеспечения печатного покрытия или поверхности изделия его заказа, причем по меньшей мере 15% печатных изображений по меньшей мере одного из заказов связаны с и расположены смежно или совпадают с одной из множества печатных информационных меток на листе, каждая из печатных информационных меток содержит данные о изделии и заказе, частью которого является изделие, эта информация включает в себя по меньшей мере номер заказа или код заказа и позиционный индикатор по отношению к изделию в заказе, такой как порядковый номер изделия. С помощью данных из метки устройство согласно первому аспекту изобретения может обеспечивать его изобретательскую функцию.
15% позволяют одному из шести изображений по меньшей мере одного заказа быть связанным с печатными информационными метками, или одна метка на ширину листа, если шесть заказов (или шесть изображений) проходят рядом друг с другом.
Более предпочтительно, чтобы по меньшей мере 25% печатных изображений по меньшей мере одного из заказов были связаны с и находились смежно или совпадали с одной из множества печатных информационных меток на листе. Это обеспечивает соотношение один к четырем для этого заказа, или одна метка на ширину листа, если четыре заказа или изображения проходят рядом друг с другом. Эти метки, даже если она не одна на изображении, все же позволяют отслеживать положение вдоль рулона с использованием меток. Однако наиболее предпочтительно, чтобы каждое печатное изображение по меньшей мере одного или каждого заказа было связано с и расположены смежно или совпадало с одной из множества печатных информационных меток на листе.
Предпочтительно, диаметр рулона составляет по меньшей мере 500 мм или даже по меньшей мере 1 м до развертывания листа из него.
Предпочтительно, ширина составляет по меньшей мере 1,4 м или по меньшей мере 2 м или даже по меньшей мере 2,4 м.
Предпочтительно, данные кодируются в метке, например, представляющей собой QR-код.
Предпочтительно, смежные, но разные печатные заказы линейно разнесены на листе предпочтительно с максимальным пространственным разделением между ними, соответствующим не более 10 длинам изделий (и более предпочтительно не более 5 длинам изделий или 2 длинам изделий). Это линейное пространственное разделение позволяет выполнять регулировки резака с помощью устройства обработки листов, в которое подается свернутый лист. Это пространство представляет собой область отходов.
В альтернативной конструкции пространственное разделение может быть установлено в соответствии со временем и/или расстоянием, проходимым листом в течение заданного периода времени печати. Например, это пространственное разделение предпочтительно не превышает расстояние, на которое перемещается лист в печатной машине, используемой в течение 10 секунд и более предпочтительно в течение 5 секунд или 2 секунд. Однако, поскольку скорость подачи может быть уменьшена во время переналадок заказов изделий, это измерение может быть неточным и трудновыполнимым на практике. Таким образом, может быть предпочтительным более точное расстояние, такое как по меньшей мере 1 м, но предпочтительно не более 30 м, 20 м, 15 м, 10 м, 5 м или 3 м.
Эти пространственные изменения от одного задания печати к следующему (к другим печатным изображениям) значительно меньше, чем отходы, обычно возникающие при выполнении переналадок вручную, например, с использованием склеивания или путем приклеивания первого печатного листа на месте отдельного печатного листа.
Машины для гофрирования уже могут адаптировать их блоки для резки, биговки или перфорирования (и в некоторых случаях даже их блоки для фальцовки) в середине рулона, и относительно быстро, например, в течение 2, 5 или 10 секунд, в зависимости от требуемых изменений (например, в зависимости от ширины и длины резки или биговки или перфорирования). Некоторые из этих изменений зависят только от управляющей инструкции, изменяющей время таких этапов резки, перфорирования, биговки или фальцовки или переключающей на альтернативные блоки резки, перфорирования, биговки или фальцовки на сборочной линии. Наличие меток обеспечивает автоматизированную переналадку, переналадка будет происходить в правильном положении, в результате чего имеется небольшая вероятность перебега изделий.
В связи с этим настоящее изобретение позволяет значительно быстрее переключать задания/заказы/тиражи с меньшим временем простоя или отходами материала, таким образом, делая производство нескольких заданий из одного рулона материала, как достижимым, так и коммерчески жизнеспособным.
Также предусматривается, что при цифровой печати может потребоваться всего лишь несколько часов между получением инструкций для задания и началом печати и, возможно, резкой, фальцовкой, перфорированием и биговкой конечной заготовки, поскольку работающее печатающее устройство может иметь тираж, поставленный в очередь, причем этот тираж также соответственно проиндексирован и проинструктирован в таблице соответствия устройства обработки листов. До настоящего изобретения между получением заказа и обработкой задания неизбежно была намного более длительная временная задержка - обычно дни, поскольку печатный лист должен был быть отпечатан отдельно на специальном рулоне материала, и для достижения этого должен был быть изготовлен специальный ролик для трафаретной печати.
Настоящее изобретение, дающее возможность изменения заданий в пределах одного рулона, также будет делать более мелкие задания значительно более экономичными, поскольку будет отсутствовать необходимость в целом рулоне (и ролике для трафаретной печати), предназначенном для одного задания.
Кроме того, производители смогут увеличить разнообразие вариантов дизайна, например, для упаковки их изделий, без значительно увеличения накладных расходов, поскольку несколько вариантов дизайна могут быть напечатаны на одном рулоне с минимальными дополнительными расходами.
Согласно дополнительному аспекту настоящего изобретения также обеспечена сочетание печатного рулона и карты печатного рулона согласно изобретению, карта содержит запись изображений, присутствующих на печатном рулоне, причем каждое изображение имеет соответствующую информационную метку, содержащую как идентификатор заказа, так и позиционный идентификатор, и карта согласно изобретению записывает список как идентификаторов заказов, так и позиционных идентификаторов этих информационных меток в последовательности, совпадающей с последовательностью, найденной на печатном рулоне.
Карта согласно изобретению может представлять собой карту рулона, описанную в данном документе.
Предпочтительно, для каждого аспекта настоящего изобретения изделия представляют собой заготовки изделий, такие как заготовки для картонных коробок или лотков или крышек. Таким образом, они находятся в (по существу) несобранном состоянии (т.е. в в общем плоском, по существу разложенном состоянии).
Эти и другие признаки настоящего изобретения будут далее описаны более подробно исключительно в качестве примера со ссылкой на сопровождающие чертежи, на которых:
Фиг. 1 схематически показывает процесс ротационной трафаретной печати известного уровня техники;
Фиг. 2 схематически показывает устройство обработки листов в виде машины для изготовления гофрированного картона;
Фиг. 3 показывает типичный макет печатного листа из машины для трафаретной печати, такой как показанная на Фиг. 1 - также производимый на цифровом печатающем устройстве;
Фиг. 4 показывает возможный вывод с цифрового печатающего устройства, в котором обеспечиваются изображения для трех различных тиражей изделий;
Фиг. 5 показывает дополнительный возможный вывод с цифрового печатающего устройства, в котором обеспечиваются изображения для четырех различных тиражей изделий;
Фиг. 6 показывает конструкцию, в которой обеспечены два цифровых печатающих устройства, и в которой обеспечивается несколько большее расстояние между заданиями печати - несколько большее, чем расстояние между изображениями того же самого задания печати;
Фиг. 7 показывает другую конструкцию, в которой обеспечены два цифровых печатающих устройства, причем одно из печатающих устройств печатает изображения для пары изделий, общая объединенная ширина которых (включая область обрезки между ними) превышает ширину печатающего устройства;
Фиг. 8 схематически показывает часть устройства обработки листов, в которой печатный листовой носитель или полотно разрезается на два отдельных полотна, каждое для отдельной последующей обработки (как показано в настоящем документе, они разрезаются на укладываемые листовые изделия);
Фиг. 9 схематически показывает возможную форму карты рулона для представления участка печатного листового носителя - два коротких тиража изделий показаны полностью, а на концах показаны части еще четырех тиражей изделий - по два на каждом конце (на практике тираж изделий, вероятно, будет содержать много десятков или сотен изделий, а не проиллюстрированные девять и восемь изделий соответственно, хотя настоящее изобретение облегчает эффективное производство таких коротких производственных тиражей изделий, если потребуется);
Фиг. 10 схематически показывает возможное местоположение для печатных информационных меток на печатном листе - в части отходов (т.е. в отрезаемой или обрезаемой части), такой как область, окружающая высекаемое изделие, или в области отходов рядом с приклеиваемым клапаном;
Фиг. 11-13 показывают адаптивную карту рулона, обновляемую для формирования исправленной карты рулона, такое может произойти, когда на участке печатного листа из рулона обнаружен дефект печати (или разрыв) - в этом случае в местоположении 17 идентификатора. Дефектный участок печатного листа может быть отбракован далее или удален, и лист повторно склеивается так, что устройство обработки листов может по-прежнему обрабатывать рулон. Для последнего случая карта рулона обновляется, чтобы отражать удаление, так, что карта рулона может поддерживать отслеживание изображений, фактически присутствующих на рулоне, когда он проходит через устройство обработки листов (следуя карте рулона и проверяя данные от встроенных камер - на производственной линии - для соответствия);
Фиг. 14 показывает карту рулона, адаптированную к событию остановки гофроагрегата или устройства обработки листов, например, при разрыве бумаги в пределах тиража изделий;
Фиг. 15 показывает карту рулона, адаптированную к событию остановки гофроагрегата или устройства обработки листов, например, при разрыве бумаги, перекрывающем более одного тиража изделий;
Фиг. 16 показывает схематический вид мокрой части устройства для формирования гофрированного материала;
Фиг. 17 и 18 представляют собой более подробные виды устройства, показанного на Фиг. 16;
Фиг. 19 представляет собой дополнительный вид мокрой части устройства для формирования гофрированного материала, показывающий ее дополнительные элементы; и
Фиг. 20 показывает сухую часть устройства для формирования гофрированного материала, в которой гофрированные листы вырезаются из непрерывного потока гофрированного материала, формируемого в ней.
На Фиг. 2 проиллюстрировано устройство 120, из которого с высокой скоростью или высокой частотой может выходить или перемещаться изделие 146, причём изделие 146 имеет печатную поверхность. Высокая скорость обычно включает линейные скорости перемещения свыше 50 м/мин (метров в минуту) - пиковая скорость подачи полотен в устройстве. Эти изделия вырезаются из непрерывного листа (гофрированного листа в этом варианте выполнения), который формируется в нем. Этот гофрированный лист, также называемый печатным листовым носителем, обычно имеет ширину свыше 600 мм и наиболее обычно ширину более 1 м или 1,5 м или 2 м или 2,4 м.
Печатный листовой носитель настоящего варианта выполнения имеет печатный верхний лист или полотно 126. Печатный верхний лист может быть изготовлен независимо, т.е. на отдельной станции обработки, такой как машина 108 для ротационной трафаретной печати, показанная на Фиг. 1. Однако для обеспечения преимуществ настоящего изобретения он обычно печатается цифровым образом цифровым печатающим устройством (или несколькими цифровыми печатающими устройствами) - так что могут быть обеспечены информационные метки или различные изображения.
Независимое печатающее устройство обычно печатает требуемые изображения 112 изделия на поверхности полотна 126, а затем в процессе ламинирования печатное полотно 126 соединяется с поверхностью второго листа 130 - которая используется для формирования изделия 146. См. Фиг. 2. Эта основная операция при использовании устройств для трафаретной печати является обычным процессом при изготовлении изделий из гофрированного картона. Однако добавление отпечатанных цифровым образом изображений или информационных меток является новой разработкой согласно настоящему изобретению.
Проще всего добавлять эти новые изображения или информационные метки с помощью цифровых печатающих устройств. Они обеспечивают большую гибкость в том отношении, что они позволяют получать широкий диапазон выходных изображений
A, B, C, D на одном рулоне, как может быть видно на Фиг. 4, 5, 6 и 7. В частности, изображения на одном рулоне могут иметь более широкий диапазон значений ширины и длины - отсутствует необходимость привязываться к размеру и форме ролика для трафаретной печати.
Обращаясь вновь к Фиг. 2, устройство 120 для изготовления гофрированного картона принимает четыре полотна 126, 130, 140, 138 и объединяет их в гофрированный печатный листовой носитель, имеющий один гофрированный слой и самое верхнее печатное полотно 126. Как описано выше, это верхнее полотно разматывается из выходного рулона 118, который предварительно обработан печатной машиной 108, такой как цифровое печатающее устройство 166, схематически показанное на Фиг. 4, 5, 6 или 7, или потенциально устройство для ротационной трафаретной печати, схематически показанное на Фиг. 1.
Каждое из трех нижних полотен 130, 140, 138 также разматывается из соответствующего рулона 122A, 122B, 122C. Эти полотна обычно лишены печати.
В конечном счете, для формирования гофрированного картона в общем случае речь идет о том, что все эти четыре рулона будут в виде бумаги и обычно крафт-бумаги.
Три нижних полотна расположены в машине 120 так, что самое верхнее полотно 130 образует верхнюю стенку конструкции гофрированного картона, самое нижнее полотно 138 образует нижнюю стенку конструкции гофрированного картона, а среднее полотно 140 образует гофрированный заполнитель 164 конструкции гофрированного картона. Вместо этого полотно 126 с выходного рулона 118 обеспечивает лишь верхнюю облицовку для верхней стенки конструкции гофрированного картона.
Для нанесения или прикрепления этой верхней облицовки к самому верхнему полотну 130 конструкции гофрированного картона могут быть предприняты многочисленные подходы, но типичный подход, как показано, включает в себя распыление клея на нижнюю сторону предварительно отпечатанного полотна 126, когда оно разматывается из выходного рулона 118, используя устройство 128 для распыления клея, а затем это предварительно отпечатанное полотно 126 может быть должным образом нанесено или приклеено к верхней поверхности самого верхнего полотна 130, когда два полотна 126, 130 подаются через пару прижимных роликов 132.
Эта предварительно ламинированная верхняя стенка 134 затем может быть подана к гофроагрегату 136, которое соединяет три нижних полотна вместе известным образом (среднее полотно 140 и самое нижнее полотно 138 при этом также подаются к гофроагрегату 136).
Среднее полотно подвергается дополнительному этапу обработки, применяемому к нему перед соединением с верхним ламинированным полотном и нижним полотном: оно дополнительно проходит через устройство 142 для гофрирования, которое обычно использует рифленый валик для формирования складок или гофр в нем.
Затем гофроагрегат 136 объединяет и склеивает эти слои вместе, затем получившийся гофрированный лист сжимают вместе и нагревают для затвердевания клея с помощью дополнительных прижимных роликов 144 и возможно воздуходувок 162, таким образом формируя лист из гофрированного картона.
Этот лист из гофрированного картона затем дополнительно обрабатывают в соответствии с конкретными требованиями заказчика, включая его разрезание на заданную длину по ширине полотна, например, с использованием возвратно-поступательного ножевого резака 148 для формирования отдельных листов или блоков 146 перед укладкой этих блоков 146 на поддон 150. На этой упрощенной схеме показан только этап разрезания.
Физическое расположение различных элементов этих машин для изготовления гофрированного картона может значительно изменяться по сравнению с тем, что схематически показано на Фиг. 2. Например, в общем случае речь идет о том, что машины 120 включают в себя множество линейно разделенных машин, а не машины, в которых валки расположены друг над другом. Кроме того, различные блоки, будучи линейно расположенными, могут образовывать производственную линию, которая в общем является прямой, хотя и с изменениями по вертикали для размещения различных слоев гофрированного материала и механизмов поддержания натяжения полотна. Дополнительные ролики, подогреватели и обрабатывающие блоки (перфораторы, устройства для рилевания, резаки и т.д.) также могут быть обеспечены, как известно в уровне техники.
Типичная производственная линия этого типа может иметь длину более 50 м.
В дополнение к поперечному разрезу (т.е. поперечному разрезу продольного полотна или листа), обеспечиваемому ножевым резаком 148, схематически показанным на Фиг. 2, также, вероятно, должны быть сделаны продольные разрезы на полотнах или гофрированном листе перед укладкой. Упрощенная форма продольного резака схематически показана на Фиг. 8. Такое продольное режущее оборудование может использовать нож, такой как ротационный ножевой резак 152, для разрезания листа 154 из гофрированного картона на две (или более при обеспечении дополнительных ножей) отдельных линии 156a, 156b. Ножи, например, когда обеспечено несколько таких ножей, также могут служить для удаления линейных участков обрезки с полотен или листа.
Как показано, ротационный ножевой резак 152 может перемещаться в боковом направлении по ширине листа 154 из гофрированного картона для обеспечения различных требований на выходе. В связи с этим это позволяет оборудованию адаптироваться к обеспечению различных заданий вдоль длины печатного листового носителя, даже когда эти задания размещены рядом друг с другом.
С помощью цифровых(ого) печатающих(его) устройств(а) соответствующее полотно может быть отпечатано непосредственно в машине 120 или независимо от нее, в зависимости от местоположения печатающего устройства. Однако предварительная печать полотен 126 является в общем более практичной.
Обращаясь теперь конкретно к Фиг. 4, можно увидеть четыре расположенных рядом друг с другом линии печатных изображений. Изображения принимают форму трех отдельных тиражей A, B, C, при этом крайний левый тираж представляет собой тираж A, два средних тиража представляют собой тираж B, и крайний правый тираж представляет собой тираж C.
Между тиражами показаны пунктирные линии 168. Эти пунктирные линии представляют местоположение разрезов, выполняемых дальше на устройстве. Обычно они не печатаются на полотне. Они показаны на чертежах только в иллюстративных целях.
На одной стороне полотна также показана сплошная непрерывная линия 170. Эта линия часто печатается печатающим устройством. Она обеспечивает опорную линию для индексации дальше в устройстве. Продольные режущие блоки 152 могут быть проиндексированы от этой сплошной непрерывной линии. Дополнительные сплошные непрерывные линии также могут быть обеспечены в другом месте на полотне, в частности, где полотно разделяется (как на Фиг. 8), поскольку вторая линия может обеспечивать ту же цель для второй из линий.
Сплошная непрерывная линия 170 также может иметь метки для указания того, где должны быть выполнены поперечные разрезы. Затем эти метки могут быть использованы в качестве индексных меток для поперечных ножей 148, будь то для одного блока поперечного резания или нескольких отдельных блоков поперечного резания (в этом случае будет полезным наличие вторых непрерывных линий, упомянутых в предыдущем абзаце).
Четыре тиража A, B, C на Фиг. 4 напечатаны с использованием одной печатающей штанги 166, которая продолжается по всей ширине W по существу непрерывного полотна 134. При использовании одной печатающей штанги 166 обычно не требуются перемещения печатающей штанги относительно полотна 134. Учитывая отсутствие доступных цифровых печатающих устройств очень широкого формата для рулонных листов для высокоскоростной печати, вероятно, что такая конструкция с одной печатающей штангой будет ограничена применениями, когда полотно, возможно, имеет максимальную ширину 1 м. Однако, поскольку более широкие печатающие штанги изготавливаются производителями, ширина полотна также может быть увеличена. Как может быть видно, задания печати не имеют совпадающих концов - изделия A короче изделий B, а изделия C являются самыми длинными из всех. Эта форма печати не может быть достигнута с помощью устройства для трафаретной печати, поскольку устройство для трафаретной печати ограничено фиксированной окружностью и, таким образом, фиксированной периодичностью печати. По этой причине предпочтительно использовать цифровые печатающие устройства для обеспечения большей гибкости печати и, таким образом, лучшего управления заказами, как будет объяснено дополнительно ниже.
Для размещения более широких полотен может быть обеспечено несколько печатающих штанг, и печатающая(ие) штанга(и) может(могут) быть установлена(ы) на каретке с возможностью перемещения относительно полотна (или полотно может быть выполнено с возможностью перемещения по своим роликам для перемещения относительно печатающей штанги). Относительное перемещение позволяет размещать задания с различными полями обрезки и потенциально печать изделий с большей шириной, чем длина печатающей штанги (когда печатная часть не превышает длину печатающего устройства). Это дополнительно объяснено в связи с Фиг. 7, на которой обеспечены две печатающие штанги, каждая из которых установлена на подвижной каретке.
На Фиг. 5 снова показано по существу непрерывное полотно 134. Кроме того, показана одна печатающая штанга 166, которая продолжается по всей ширине полотна 134. Это печатающее устройство выводит изображения для отдельных заданий A, B, C, D, организованных на полотне партиями, которые группируются по ширине полотна, а не только по его длине. Это позволяет использовать единичные поперечные разрезы 172 перед продольными разрезами для разделения по существу непрерывного полотна на укладываемые или обрабатываемые в дальнейшем блоки (при условии, что С и D имеют одинаковую длину). Однако опять же не все длины изделий A, B, С и D являются обычными, поэтому трафаретная печать снова вряд ли пригодна для использования.
Хотя показана только одна линия изображений B, более вероятно, что последовательно будут представлены многие сотни таких изображений B. Однако это изображение является всего лишь схематичным и не предназначено для представления действительных величин заказов на изделия (хотя такие малые партии возможны).
На Фиг. 5 изображения C и D показаны расположенными рядом друг с другом. Это опять-таки лишь иллюстрирует гибкость, обеспечиваемую цифровой печатной штангой.
На Фиг. 6 показано еще одно по существу непрерывное полотно 134, печатаемое цифровым печатающим устройством. Однако в данном случае имеются два цифровых печатающих устройства, расположенных по существу рядом друг с другом по всей ширине полотна 134. Каждое проиллюстрированное цифровое печатающее устройство незначительно шире, чем половина ширины полотна, таким образом, они параллельны, но перекрываются. Примером для 2-метрового полотна могут быть две цветных рулонных печатных машины Hewlett Packard T400 colour inkjet web press, каждая из которых имеет ширину 42 дюйма (1,07 м) и способна печатать на бумаге, подаваемой через нее на скорости 180 м/мин.
В этой конструкции каждое печатающее устройство 166 установлено на каретке (не показана), чтобы оно могло перемещаться 174 по меньшей мере частично по ширине полотна 134. Это способность перемещаться не обеспечивает никакой функции в заданиях печати, проиллюстрированных на Фиг. 6, поскольку каждая комбинация заданий печати, печатаемых каждым соответствующим печатающим устройством 166, соответствующим образом обеспечивается печатающим устройством 166 в его фиксированном положении по умолчанию, как проиллюстрировано. В связи с этим левое печатающее устройство 166 напечатало задание C печати в двух линиях расположенных рядом друг с другом изображений и в настоящее время печатает задание A печати также в двух линиях расположенных рядом друг с другом изображений. Однако правое печатающее устройство печатает больший тираж B и уже завершило область тиража D.
Снова показана сплошная непрерывная линия 170, позволяющая индексировать режущее устройство дальше в системе.
Этот чертёж дополнительно показывает вторую сплошную непрерывную линию 170 - напечатанную вторым печатающим устройством 166. Вторая индексирующая линия рекомендована для обеспечения, когда два печатающих устройства работают вместе, поскольку каждое печатающее устройство не может быть точно проиндексировано относительно другого печатающего устройства, в результате чего индексирующая линия, обеспечиваемая одним печатающим устройством, не может быть точно выровнена с тиражом, создаваемым на втором печатающем устройстве.
На Фиг. 7 показана еще одна конфигурация, которая дополнительно иллюстрирует гибкость цифрового печатающего устройства, показанного на Фиг. 6, и конкретно использование двух цифровых печатающих устройств, каждое из которых установлено на каретке для поперечного перемещения относительно полотна.
Как показано на Фиг. 7, два тиража A, B выполняются одновременно, один - левой печатающей штангой 166, а второй - правой печатающей штангой 166. Первая печатающая штанга 166 печатает один тираж, имеющий изображение A, но с заданными кромками 176 обрезки, которые будут отрезаться продольными резаками 152, подобными одиночному ножевому резаку, показанному на Фиг. 8 (обычно будет несколько независимо движущихся режущих ножей). Однако около изображения A имеются участки без печати, которые также образуют часть изделия - изображение покрывает только часть изделия. В связи с этим в теории печатающая штанга может печатать изображение для изделия, которое шире, чем печатающая штанга - когда изображение меньше этого изделия.
Это концепция дополнительно принята вторым печатающим устройством 166, которое фактически печатает два изображения, каждое из которых образует часть дополнительного укладываемого блока 146. Эти два укладываемых блока также имеют участки без печати около их кромок, в результате чего объединенная ширина двух печатных изделий (с областью обрезки между ними) превышает ширину печатающего устройства. Это достигается за счет того, что печатающее устройство должно печатать только изображения, а не все изделие, таким образом, поскольку изображения на нем вместе имеют общую ширину, более узкую, чем печатающее устройство, это размещение изделий находится в пределах способности печати печатающего устройства.
Эта способность печати более широкого изделия дополнительно повышается за счет подвижности печатающих устройств - это позволяет правому (второму) печатающему устройству находиться вдали от края полотна. Если бы печатающее устройство 166 располагалось на краю полотна 134, как левое печатающее устройство 166, то правое печатающее устройство 166 не могло бы напечатать оба изображения. В связи с этим при наличии печатающих устройств, перемещающихся относительно полотна, может быть напечатано более широкое разнообразие изделий печатающими устройствами, не занимающими всю ширину.
Также должно быть принято во внимание, что некоторые из относительных перемещений между печатающими устройствами и полотном могут более преимущественно достигнуты путем перемещения полотна относительно роликов, по которым проходит полотно (либо вместо, либо в дополнение к перемещению печатающих устройств относительно роликов). Это может иметь преимущество, поскольку такие перемещения полотна могут быть достигнуты очень быстро, тогда как перемещение печатающих устройств, возможно, потребуется делать медленнее, поскольку печатающие устройства могут быть недостаточно надежными, чтобы обеспечивать быстрые боковые перемещения. Однако часто бывает так, что одно печатающее устройство необходимо переместить относительно другого печатающего устройства, в результате чего перемещение самих печатающих устройств становится полезным и предпочтительным.
После печати полотно может быть свернуто для последующей обработки (или, если оно находится на линии, оно может передаваться дальше к последующим блокам обработки).
На Фиг. 9 показан новый признак настоящего изобретения - карта рулона. До настоящего момента такие карты рулонов не были нужны или не рассматривались.
Стандартная практика работы заключается в том, что гофроагрегат/устройство 120 обработки листов должно работать для получения числа (количества) изделий (картона/заготовок) для выполнения заказа. После этого может быть осуществлена предварительно запрограммированная функция изменения заказа (предварительно запрограммированная для осуществления при окончании заказа, т.е. после получения целевого количества). Эти функции изменения заказа могут быть такими же простыми, как предварительно установленное изменение положения резака, когда отсутствует печатное изображение, или, когда изображение не меняется в последующих заказах, или переключение/склеивание с другим слоем, когда листовые материалы (или изображения) подлежат изменению, или изменение настроек гофрирования, когда форма гофрированного материала подлежит изменению. Кроме того, при автоматизации эти функции часто могут выполняться без ввода оператора (рулоны переналадки могут быть предварительно загружены в резерв, как и любые альтернативные режущие устройства).
Это все относительно просто, когда печатная бумага не повреждена, и, когда гофроагрегат работает правильно, в результате чего первоначально изготовленное количество изделий соответствует первому заказу и имеет приемлемое качество. Однако, когда имеется дефект или проблема, оператор должен будет вмешаться, замедляя скорость подачи, когда необходимо, и отменяя функцию изменения заказа для предотвращения ее выполнения предварительно запрограммированным образом.
Вид дефекта или проблемы может иметь различные последствия, но обычно если картон был всего лишь поврежден во время производства (что часто отмечается, когда выполняются первоначальные подготовительные испытания, смотря на выход изделий), оператор может просто позволить устройству производить больше изделий первоначального заказа - т.е. больше, чем первоначально предполагаемое количество - для замены поврежденных изделий. Однако это достижимо только тогда, когда в мокрой части (т.е. сзади по ходу) остается достаточно соответствующей бумаги.
Для обеспечения этого дополнительные изображения могут быть предварительно напечатаны на печатном рулоне (и поскольку имеется меньше возможностей для изменения изображения при использовании трафаретной печати, обычно бывает, что будет много дополнительных печатных изображений, поскольку весь рулон может быть предварительно отпечатан - готовый к повторным заказам позже). Однако также необходимо, чтобы все полотна были надлежащим и соответствующим образом подготовлены для дальнейших изделий, чего не может быть в случае, когда они должны быть переключены и заменены путем склеивания чередующимся образом для следующего заказа. Таким образом, в некоторых случаях этот процесс неэффективен, что является нежелательным.
Кроме того, при использовании цифровой печати рулон не имеет многочисленных запасных изображений. Вместо этого он имеет набор заказов, а затем последующие наборы заказов. В связи с этим изображение меняется вдоль рулона, таким образом, печать дополнительных изделий вряд ли возможна. Вследствие этого функция изменения заказа ДОЛЖНА выполняться, когда первоначальное предварительно запрограммированное количество завершено (или когда достигнута эта часть рулона). В конце концов, изображение изменится на наружном слое.
Кроме того, бумага внутреннего слоя и гофрированного слоя обычно требует изменения заказа перед наружным слоем (печатным рулоном). Это позволяет использовать бумагу, содержащуюся на мосту, а также расстояние между гофропрессом и сушильным столом.
В связи с этим карта рулона представляет собой новую концепцию, которая позволяет гофроагрегату реагировать на изменения заказов, прежде чем они попадут на наружный слой. Она представляет собой карту или ссылку, хранящуюся в электронном виде в системе управления гофроагрегата/устройства обработки листов и эффективным образом представляющую собой справочную ссылку на базу данных различных параметров заказов в центральном хранилище. Она обеспечивает считываемую ссылку известного или ожидаемого макета изображений на рулоне с цифровой печатью.
Она работает вместе с интеллектуальными метками или информационными метками, которые фактически печатаются на рулоне - в этом примере по одной для каждого изображения или графического объекта и, таким образом, по одной для каждого изделия. Карта дополнительно приблизительно указывает, где на рулоне размещены метки - в данном случае в заднем углу каждого изображения, но в области, которая будет обрезана от готового изделия. См. Фиг. 10 для более подробной иллюстрации возможных местоположений на рулоне.
Таким образом, карта рулона обеспечивает базу данных меток, и то, как должны выглядеть их изображения или графические объекты, и их относительное положение в заказе - т.е. первая, вторая, третья, последняя, 10-ая с конца и т.д. Подобным образом это позволит ожидать изменений заказа - изменений в настройках резака и т.п. - поскольку перемещение рулона в реальном времени может отслеживаться и проверяться по карте рулона для подтверждения отсутствия проблем, при этом карта рулона представляет собой средство системы управления, позволяющее знать, где по отношению к заказу находится машина, и проверять это по показаниям меток. С этой целью на устройстве обработки листов/гофроагрегате обеспечен сканер меток.
Чтобы позволить метке соотноситься с положениями на карте рулона и, таким образом, выполнять проверку положения рулона/заказа/изделия, метка обычно имеет две части информации: номер заказа или код заказа, также известный как номер шага CBS, и последовательный индикатор, иллюстрирующий положение в заказе, такой как число от 1 до 999,999. Поскольку количество печатных изображений может быть записано в карте рулона или базе данных, эта последняя часть даже в виде числа может указывать, где в заказе находится данная метка, при этом первая часть метки дополнительно идентифицирует заказ. При считывании карта рулона может подтверждать, что считанная информация представляет собой ожидаемую информацию, таким образом подтверждая положение рулона.
Информационная метка может быть такой же простой, как число, такое как nnnnnnn-nnnnnn, где n - число. Однако, предпочтительно, число кодируется в быстро считываемый формат, такой как штрихкод или QR-код - электронные сканеры могут считывать такие закодированные метки более эффективно, чем прямую строку чисел. Образец QR-кода показан в увеличенном виде на Фиг. 9.
Желательно, чтобы метка располагалась внутри области обрезки приклеиваемого клапана графического объекта или внутри высекаемой области обрезки лотка, или в какой-либо другой части отходов области, окружающей изделие. См., например, Фиг. 10, где таким образом размещены метки 50. Также желательно, чтобы для каждого изображения или графического объекта была своя метка, как показано на Фиг. 9 и на Фиг. 10. Это позволяет очень эффективно и точно отслеживать и проверять положение рулона, и, поскольку изображения могут иметь значительный размер, например, свыше 1 м в длину в случае некоторых картонных коробок, это тесное наблюдение за положением имеет свои преимущества - меньше материала отходов проходит через машину между проверками и, таким образом, обнаруженные дефекты могут относиться только к меньшему количеству отходов. Также желательно, чтобы каждая метка на рулоне и, возможно, во всех рулонах в пределах определенной области была однозначно идентифицирована.
Обращаясь к Фиг. 11-13, проиллюстрирована полезность адаптивности карты рулона.
Таблица представляет собой карту рулона, и она имеет различные столбцы, представляющие собой части информационных меток - идентификатор заказа (столбцы 2 и 5) и позиционный идентификатор (столбцы 1 и 6). Она также указывает конкретные задания, но, как может быть видно, заказ может содержать два отдельных задания, когда они могут быть напечатаны рядом друг с другом, в данном случае A и B, C и D и E и A, таким образом, более одного задания могут иметь общий идентификатор заказа (в данном документе 1, 2, 3). Кроме того, позиционный идентификатор может отсчитываться от начала печати на рулоне, а не перезапускаться для каждого заказа - это возможно, поскольку позиция в рулоне может быть установлена либо на основании этого отсчета, либо на основании карты рулона, поскольку порядок заказов на печать известен из карты рулона в любом случае.
Также следует отметить, что фактический заказ может быть разделен на части - например, A с B, а также в дальнейшем A с E. Такая гибкость позволяет повысить эффективность при позиционировании заказов на рулоне бумаги. Она также позволяет исправление последующих дефектов (например, в результате сбоя в работе гофроагрегата), поскольку сменные изображения могут быть установлены при необходимости на рулонах для заказов с использованием аналогичных настроек бумаги.
В связи с этим карта рулона на Фиг. 11 показывает порядок, в котором изображения печатаются на рулоне. В связи с этим карта рулона и рулон бумаги должны совпадать, а идентификационные метки позволяют это проверять. Однако при печати рулона бумаги была проведена инспекция по контролю качества изображения, и были отмечены дефекты в изображениях в строках 17-21 - этот дефект отражается посредством печати полужирным шрифтом на Фиг. 11. Таким образом, эти изображения не подойдут для изготовления изделий. Карта рулона отмечает это, выделяя эти строки, как показано на Фиг. 12.
Для предотвращения прогнозируемых дальнейших отходов (бумага, которая будет использоваться для формирования картона, на который ламинируются изображения, и которая будет отбракована позже, если используется) желательно удалять плохие изображения из рулона бумаги. Таким образом, печатный рулон наматывается на новый сердечник до тех пор, пока не будет достигнут соответствующий участок, и выполняется разрез так, что участок отходов может быть пропущен в измельчитель до тех пор, пока не возобновится хорошая печать. Затем выполняется другой разрез для удаления конца отходов, а два конца хороших участков соединяются вместе. Это изменение также записывается в карту рулона, как показано на Фиг. 13, где первый и шестой столбцы больше не записывают строки 17-21 в виде изображения, а вместо этого записывают склеивание в строке 21 и записывают отсутствие изображения в строках 17-20 (поскольку они были вырезаны). Таким образом, карта рулона снова записывает правильное представление изображений.
Намотка также не является дополнительным этапом в любом случае, поскольку печатный рулон в любом случае обычно должен быть намотан обратно для получения его правильного порядка для обработки на гофроагрегате (кроме тех случаев, когда он был изначально отпечатан в обратном порядке).
Поскольку теперь карта рулона правильно отражает изображения на рулоне бумаги, когда этот рулон подлежит обработке, к карте рулона можно получить доступ с помощью системы управления гофроагрегата/устройства обработки листов. Гофроагрегат продвигается через рулон и по плану, и оба будут совпадать.
Первым значительным изменением заказа, на которое реагирует гофроагрегат, является изменение заказа в положении 8 (первый столбец на Фиг. 13). Гофроагрегат способен изменять заказ, когда гофропресс находится в положении 6, перед изменением заказа наружного слоя в положении 8. Далее это обеспечивает, что бумаги совпадают, а склейки находятся в пределах участка изменения заказа картона. Таким образом, необходимость изменения предусматривается, и изменение может происходить с минимальными отходами при переналадке.
Если гофроагрегат останавливается, или происходит застревание, или рвется бумага, гофроагрегат должен быть выполнен с возможностью запуска и синхронизации с картой рулона снова как можно быстрее. Интеллектуальные метки позволяют это, поскольку они ссылаются на карту рулона так, что положение в рулоне может быть установлено просто путем считывания информационной метки на изображении и нахождения этого изображения на карте рулона. Как показано на Фиг. 14, когда эта остановка или разрыв происходит в середине заказа, эффективно вырезанный участок просто теряет часть заказа. Однако когда обработка возобновляется, слои, проходящие в гофроагрегате, и настройка режущего устройства будут по-прежнему соответствовать заказу. Таким образом, система может быстро возобновлять работу и находить свое местоположение для обеспечения того, чтобы изменения заказа происходили в правильной точке рулонов. Однако, как видно на Фиг. 15, остановка может происходить в положении на рулоне, которое проходит через два разных заказа. Вследствие этого, режущие устройства, возможно, будут ошибаться, и подача бумаги может быть тоже ошибочной. В этом случае вполне вероятно, что оператор должен вмешаться, чтобы принудительно выполнить функцию ручного изменения кода для обновления настроек режущего устройства или бумаги.
В связи с этим настоящее изобретение, как описано и заявлено, обеспечивает более автоматизированное отслеживание печатного рулона и способность лучше исправлять дефекты или проблемы и с меньшим взаимодействием с оператором. Оно также обеспечивает большую гибкость в макете печати и, таким образом, более эффективное использование бумаги. Оно также облегчает более конкретное управление согласно изобретению, поскольку в наличии имеются карты рулонов, хранящие точную запись изображений, напечатанных на различных рулонах. Оно также облегчает сокращение отходов, когда отмечаются дефекты при печати рулонов.
На Фиг. 16 показана мокрая часть гофроагрегата. Как может быть видно, гофроагрегат имеет шесть рулонов 1А, 1B, 2А, 2B, 3A и 3B подачи, блок 200 гофропресса, камеру 300 и блок 400 сушильного стола. В блоке 200 гофропресса первое полотно или лист 210 берется из одного из рулонов (2А или 2B) подачи и объединяется со вторым полотном или листом 220, взятым из второго рулона (3A или 3B) подачи. Перед их объединением одно из полотен или листов (210, 220) гофрируется так, что, как показано на Фиг. 18, выходной облицованный лист 230 представляет собой гофрированный слой с плоским облицовочным листом.
Далее в блоке 400 сушильного стола или, как показано, в блоке 500 объединения этот выходной облицованный лист 230 объединяется с третьим листом или полотном 240, взятым из третьего рулона (1А или 1B), для формирования кашированного и облицованного гофрированного материала, из которого могут быть вырезаны изделия - см., например, Фиг. 20, которая показывает оборудование обработки после гофрирования или оборудование обработки сухой части, такое как оборудование для резки или штамповки. Отметим также, что дополнительные гофрированные слои могут быть нанесены в другом месте в устройстве - Фиг. 19, например, показывает гофроагрегат для формирования гофрированного материала, имеющего верхний лист, средний лист и нижний лист плюс два гофрированных слоя, разделяющих эти листы. Он также может быть подан в оборудование обработки сухой части на Фиг. 20.
Обращаясь к Фиг. 17, можно увидеть, что установлена камера для контроля за одним из листов гофрированного материала - печатным слоем. В этом примере печатный слой представляет собой нижний слой сформированного гофрированного материала. Фиг. 2 вместо этого показывает печатаемый верхний слой. Однако важным является то, что один из листов, контролируемых камерой, печатается, поскольку печать позволяет отслеживать положение слоя с помощью системы управления согласно изобретению - камера контролирует печатные информационные метки, как описано ранее, для обеспечения возможности отслеживания таблицы соответствия данных.
Рулоны цифровой печати показаны загруженными в положениях 1А и 1B, хотя вместо этого они могут быть загружены в положениях 3A и 3B например, для использования внутри короба. Рулоны в положениях 2А и 2B служат для гофрированного слоя, и, поскольку они облицовываются другими листами, они вряд ли когда-нибудь будут отпечатаны, хотя это может быть выполнено в целях дальнейшего отслеживания.
Поскольку информационные метки печатаются на листе, который контролируется, можно ссылаться на карту рулона для этого листа (т.е. с таблицей соответствия можно ознакомиться) так, чтобы знать положение вдоль рулона, в котором камера в настоящее время осуществляет контроль. Поскольку это положение будет определенным положением в тираже изделий, будет известно, как описано выше, какие требования к резке будут позже необходимы для этого положения, таким образом, что подача листов вперед к резакам может регулироваться соответствующим образом. Это относится к преимуществу для сухой части от наличия информационных меток. Однако настоящее изобретение также обеспечивает преимущество для мокрой части, заключающееся в том, что также будет известно, сколько еще изображений изделий будет представлено до запуска следующего тиража изделий. Таким образом, может быть определено, если блок склеивания должен быть активирован для изменения материала-источника для этого следующего тиража изделий, и время этого изменения также может быть скоординировано так, что операция склеивания происходит только в положении изменения печати. Для этой операции склеивания имеются два рулона, обеспеченные для каждого из трех слоев гофрированного материала, и, таким образом, материалы из рулонов могут быть заменены при необходимости. Таким образом, листы для гофрированного материала могут быть изменены. Это, в свою очередь, может быть использовано для обеспечения того, чтобы требуемое изменение бумаги на рулонных стойках 2 и 3 синхронизировалось с изменением заказа на печатном носителе на рулонной стойке 1.
Это отслеживание в мокрой части имеет особые преимущества для мокрой части, поскольку на мостах 600 (смотри Фиг. 19) в мокрой части может формироваться провисание, таким образом, делая время резки в сухой части менее различимым из информационных меток, если они считываются в мокрой части - резка происходит дальше после мостов и в сухой части, поэтому для сухой части снова обеспечены камеры, например, после мостов или в пределах сухой части - например, после того, как сформирован гофрированный материал.
Различные предпочтительные признаки настоящего изобретения были описаны выше исключительно в качестве примера. В изобретении могут быть сделаны модификации в деталях в пределах объема охраны формулы изобретения, приложенной к данному документу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ГОФРИРОВАННОГО КАРТОНА | 2018 |
|
RU2738172C1 |
| Способ децентрализованного изготовления персональных карт и заготовка персональных карт для осуществления способа | 2018 |
|
RU2705768C1 |
| ИСТОЧНИК ЭТИКЕТОК И ПРИНТЕР ЭТИКЕТОК | 2007 |
|
RU2414357C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИВОДКИ КРАСОК ДЛЯ ПЕЧАТНОЙ МАШИНЫ | 2011 |
|
RU2546443C2 |
| СПОСОБ КОНТРОЛЯ И УЧЕТА ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ БУМАЖНОГО ПОЛОТНА ВХОДНОГО РУЛОНА НА ПЕЧАТНОЙ ФАБРИКЕ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2314928C1 |
| СПОСОБ МАРКИРОВКИ И КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПАРАМЕТРА БУМАЖНОГО ПОЛОТНА ВЫХОДНОГО РУЛОНА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2314925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2754886C1 |
| ИНФОРМАЦИЯ НА РАСХОДУЕМЫХ МАТЕРИАЛАХ | 2003 |
|
RU2297333C2 |
| НОСИТЕЛЬ ДАННЫХ С ЭЛЕМЕНТОМ ЗАЩИТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2384884C2 |
| КАРТРИДЖ И ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2416524C2 |
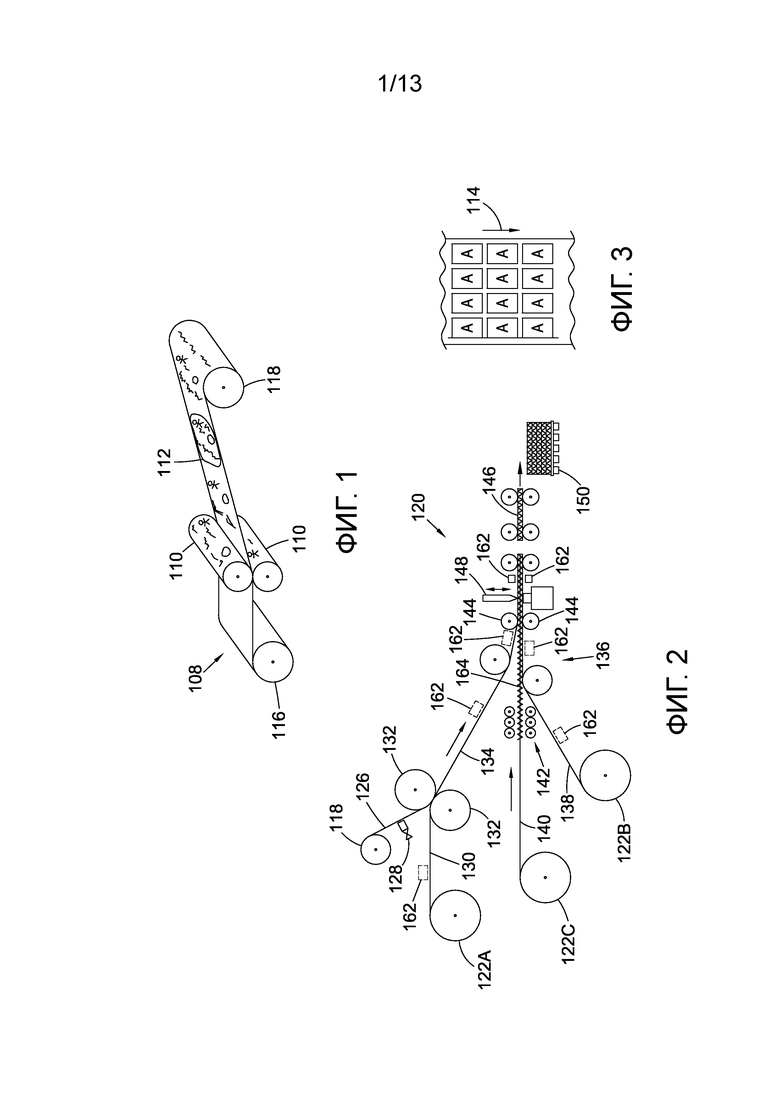
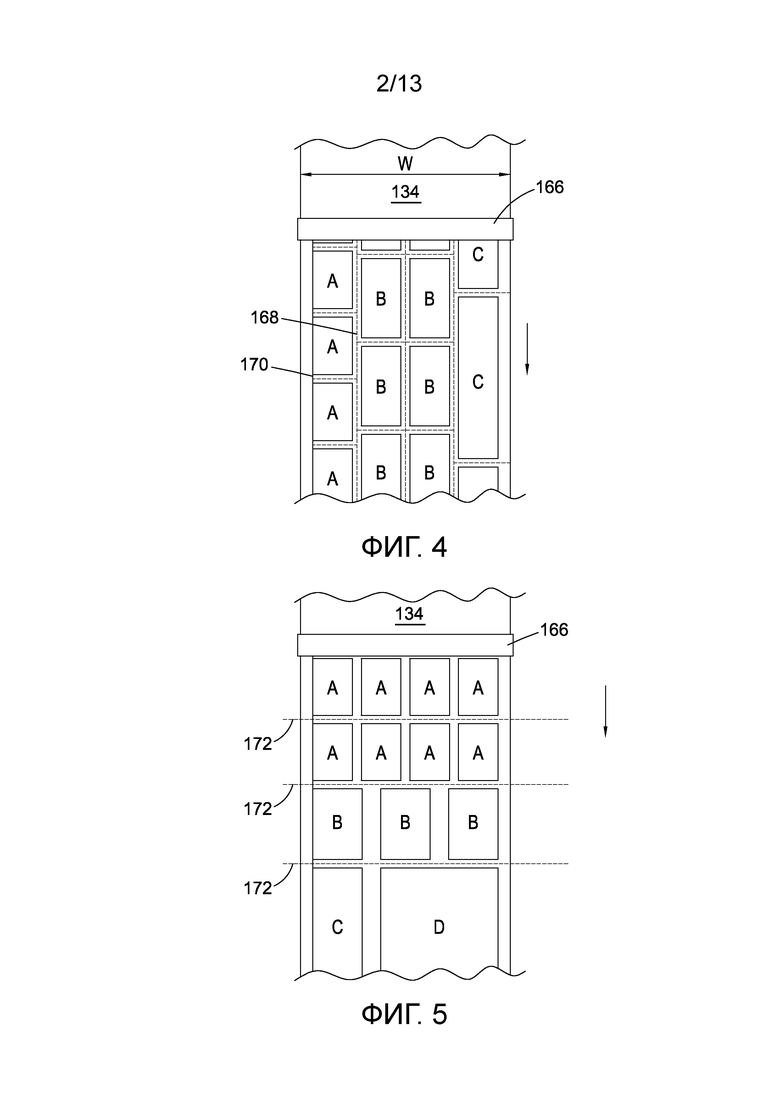
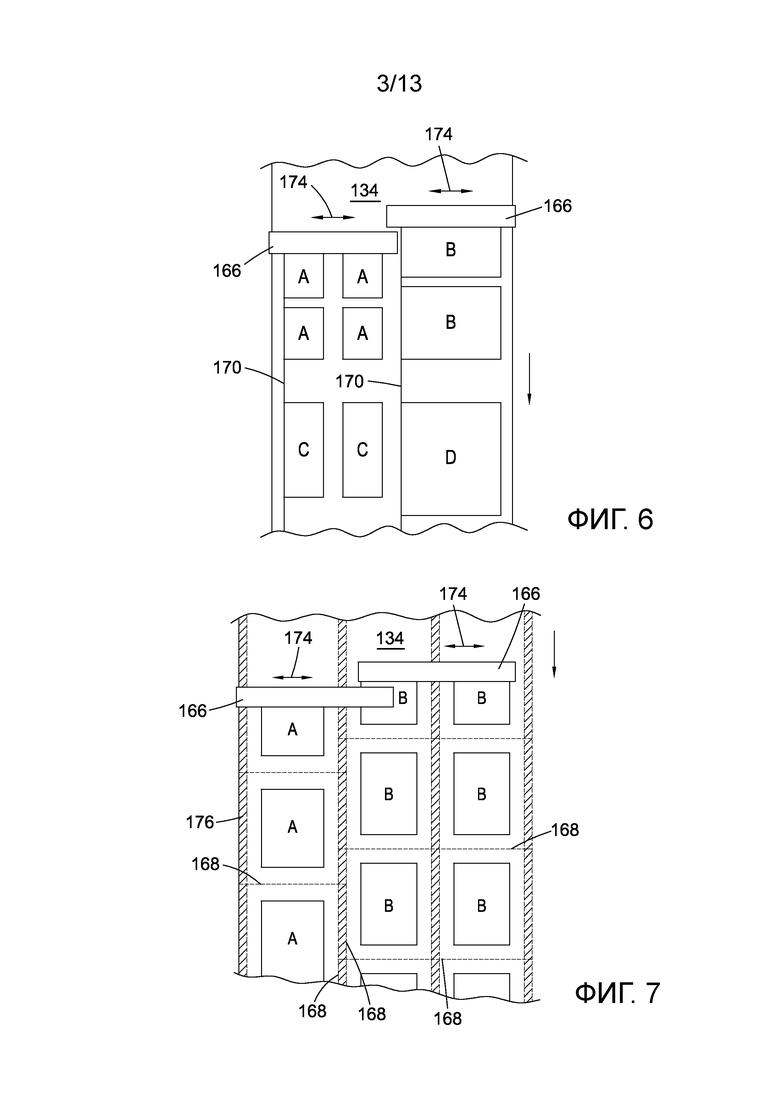
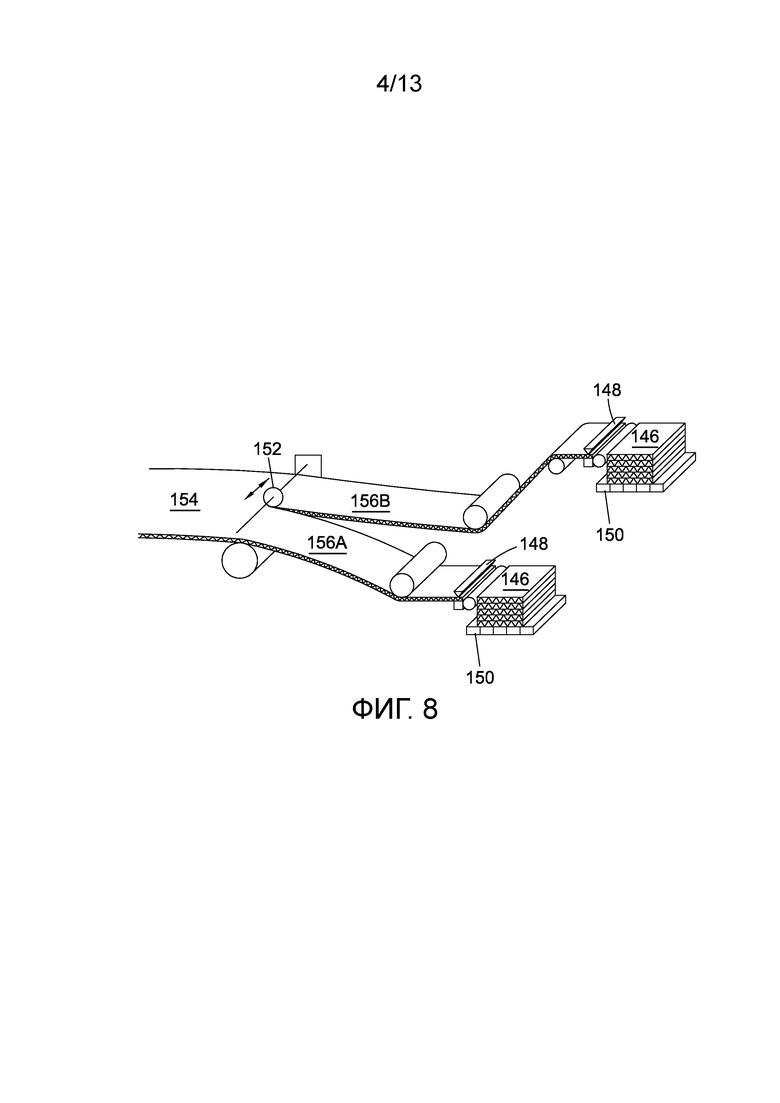
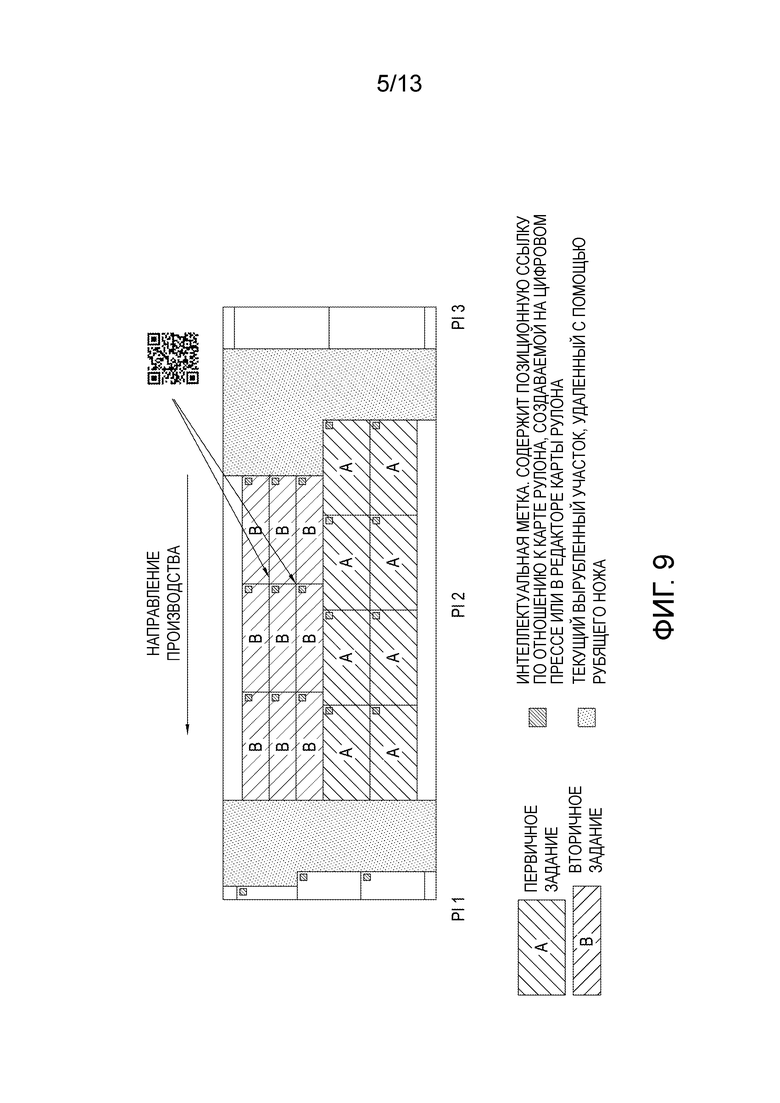
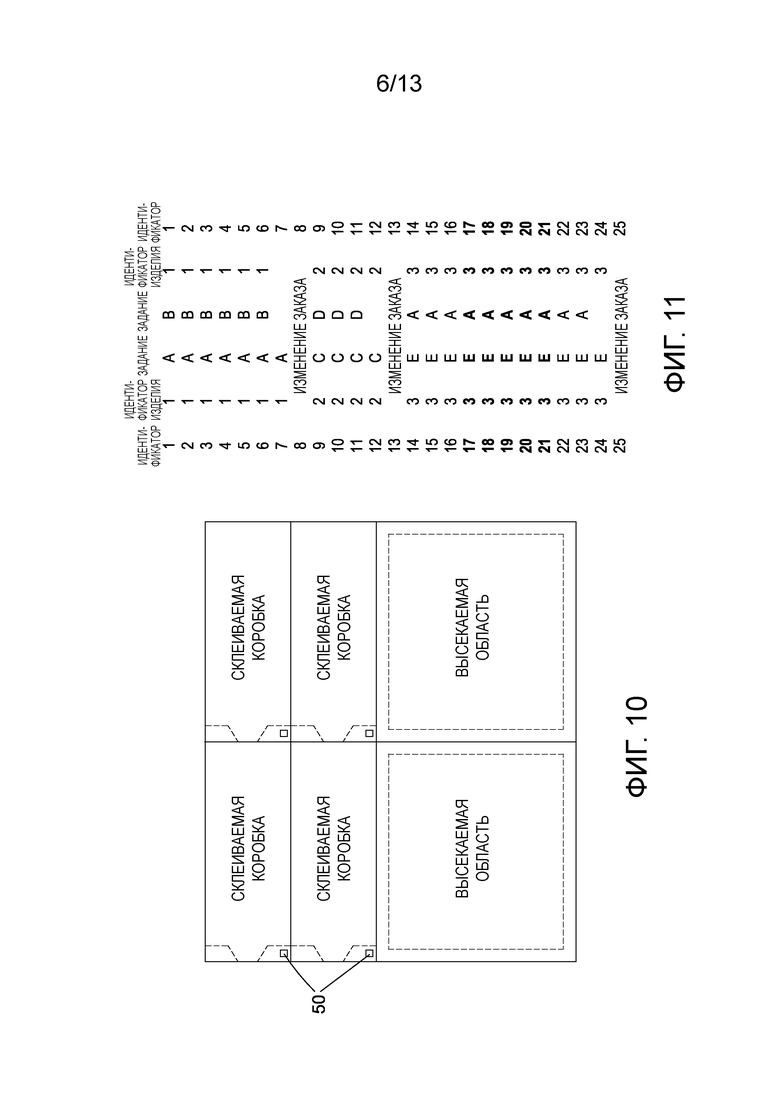
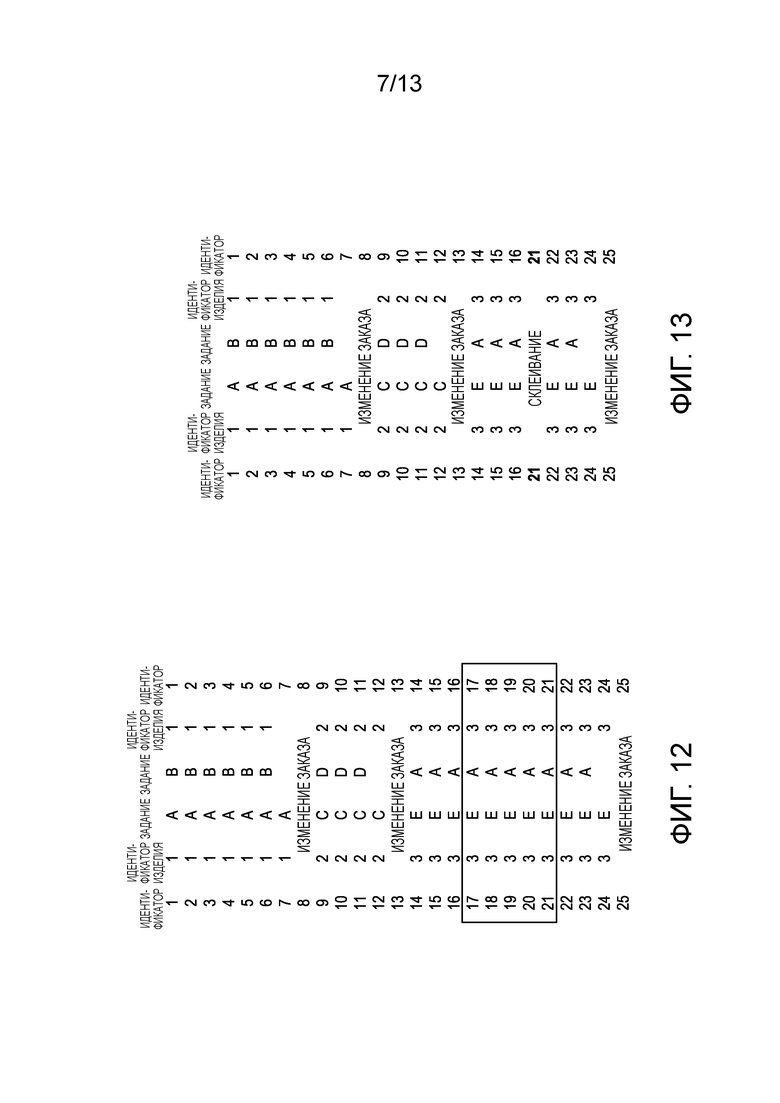
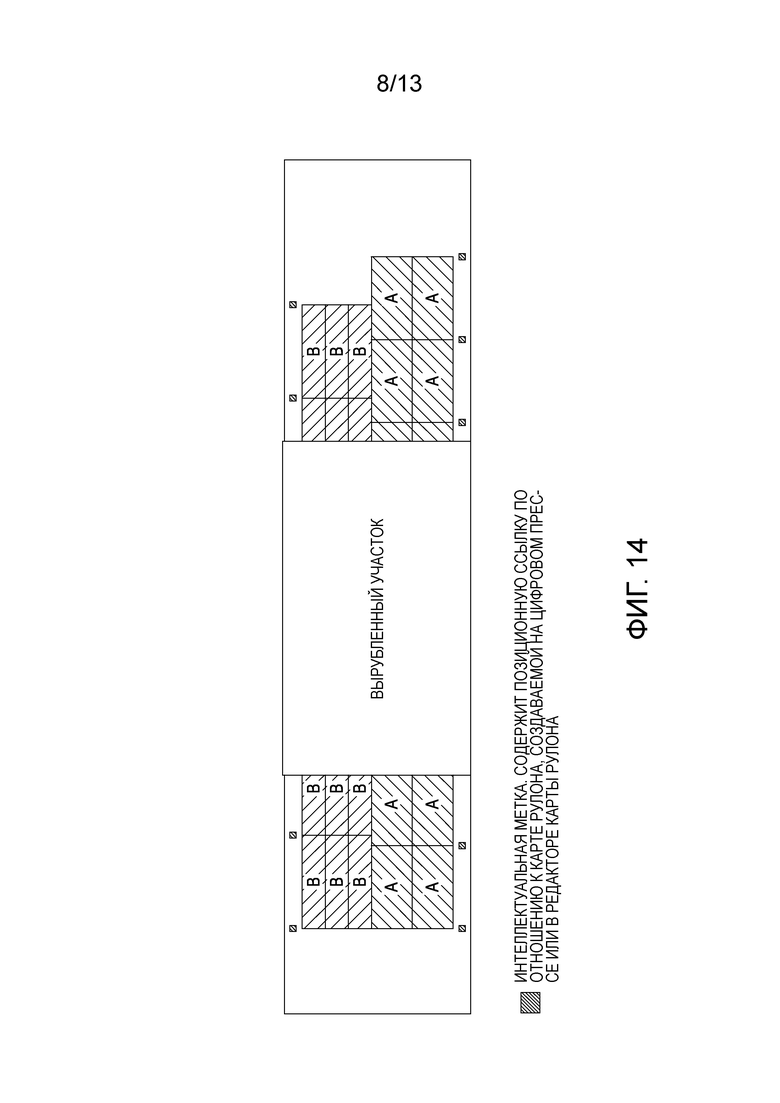
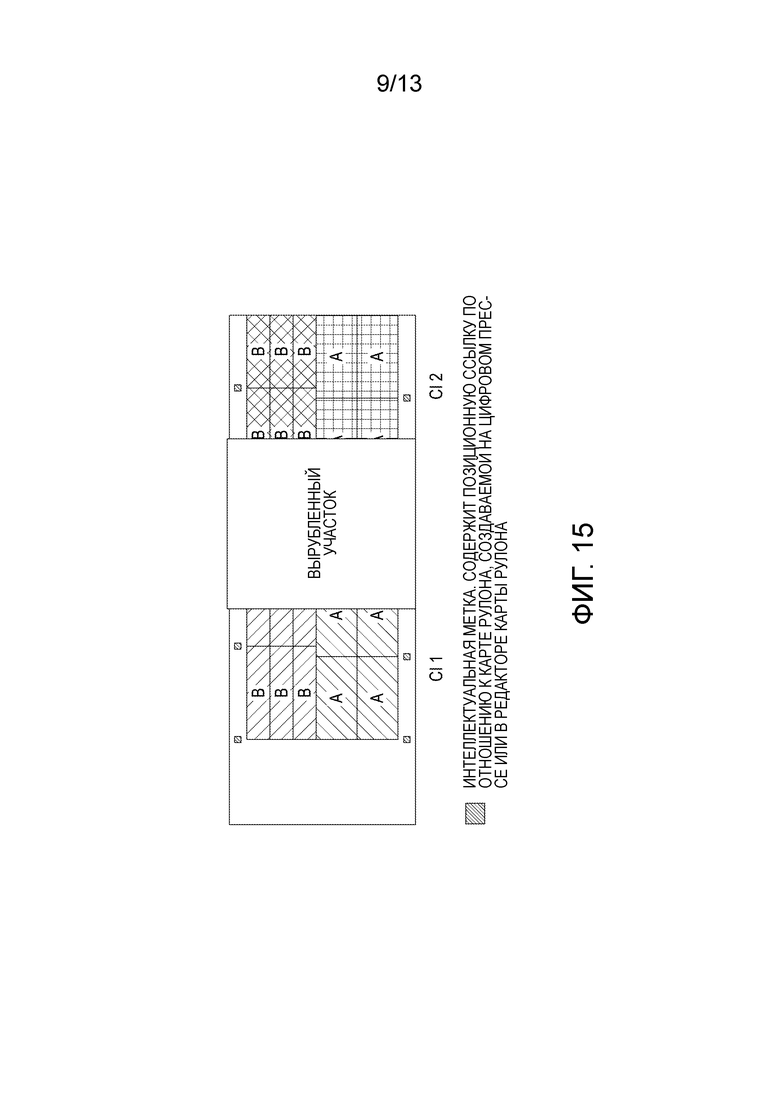
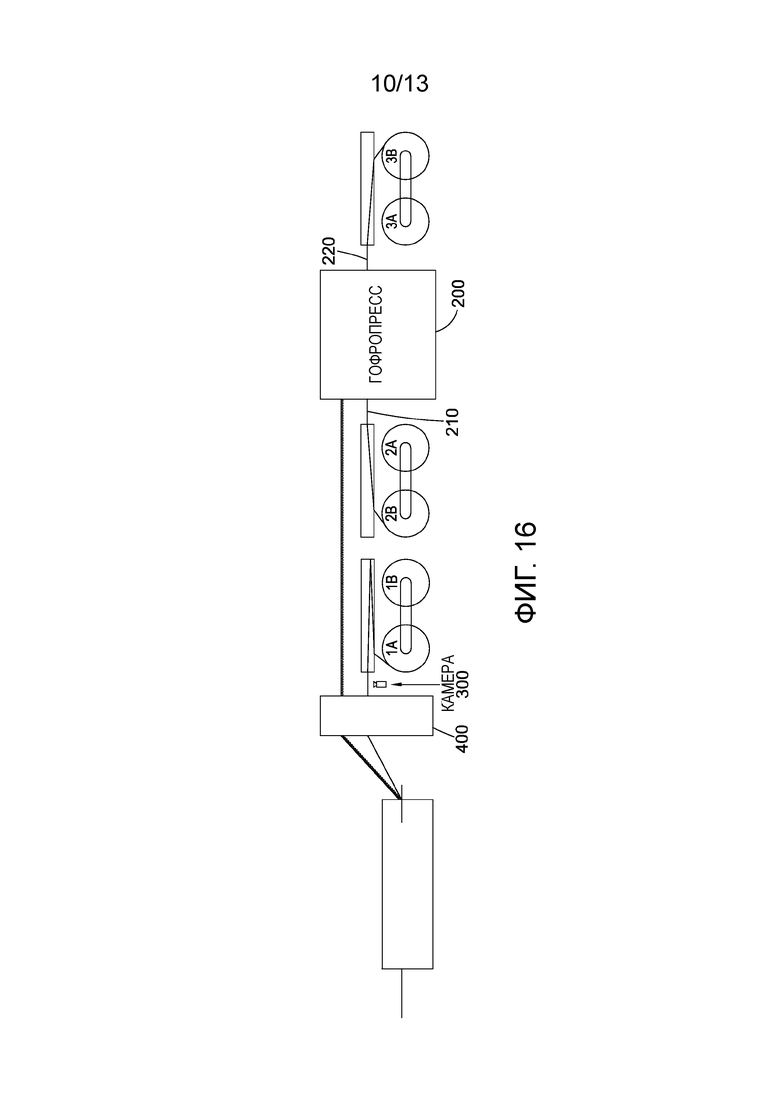
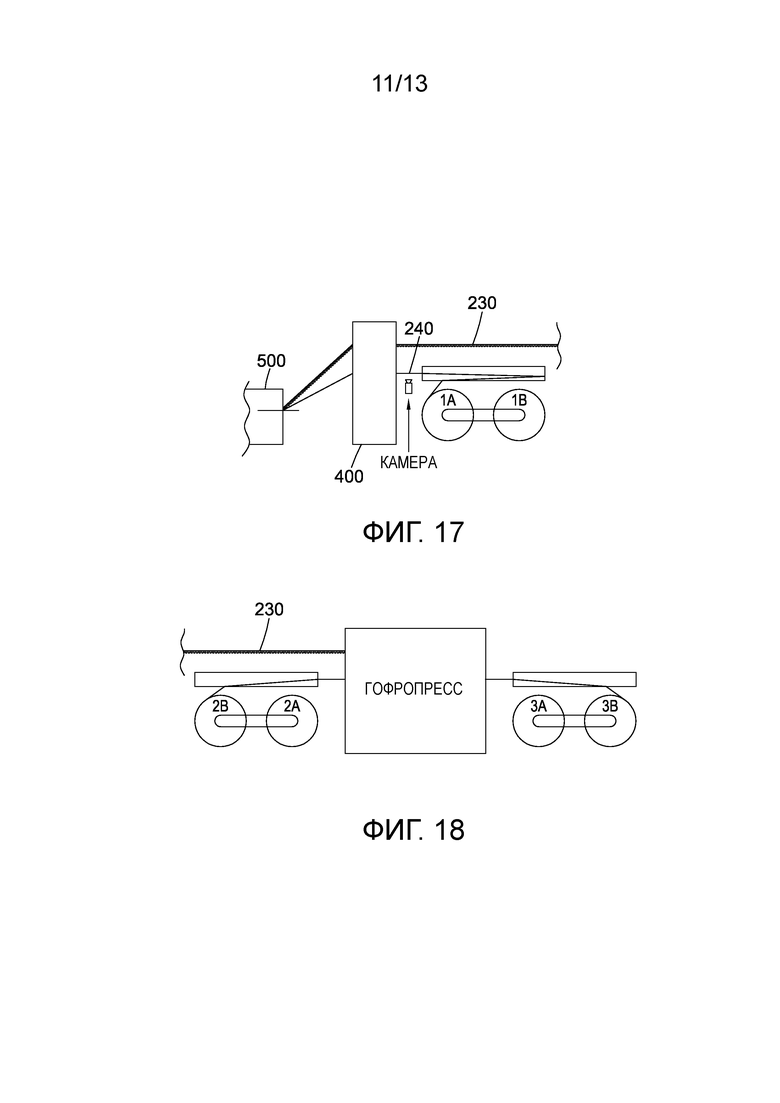
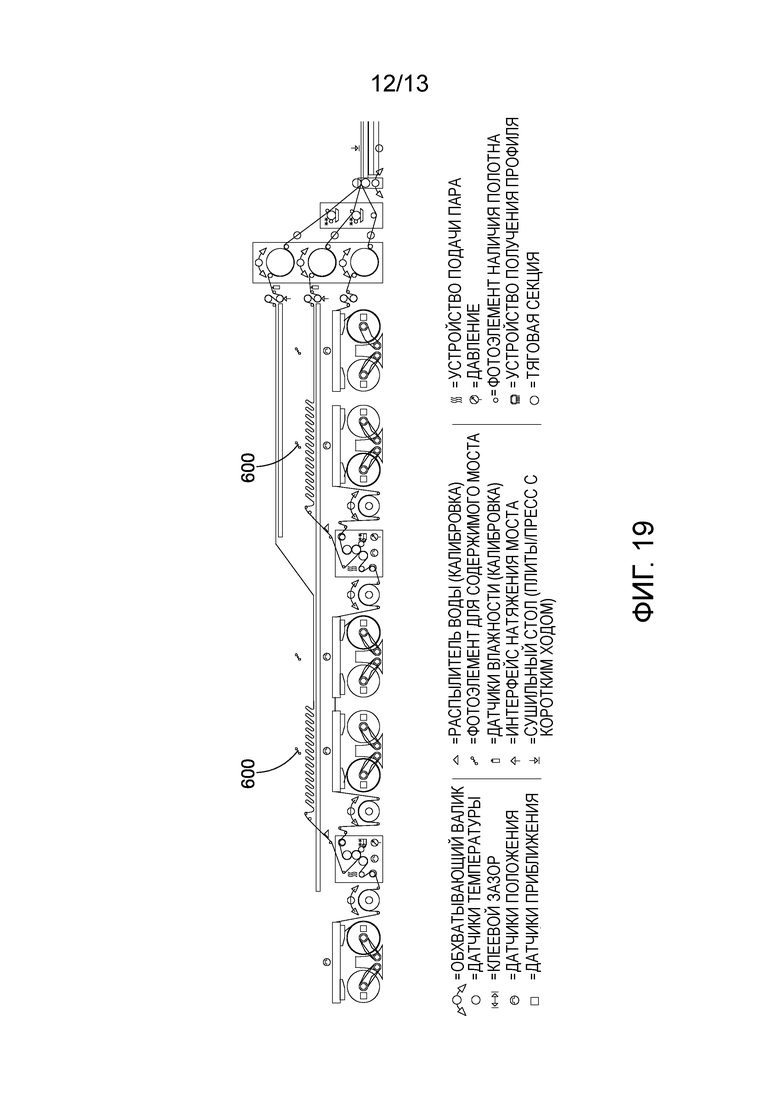
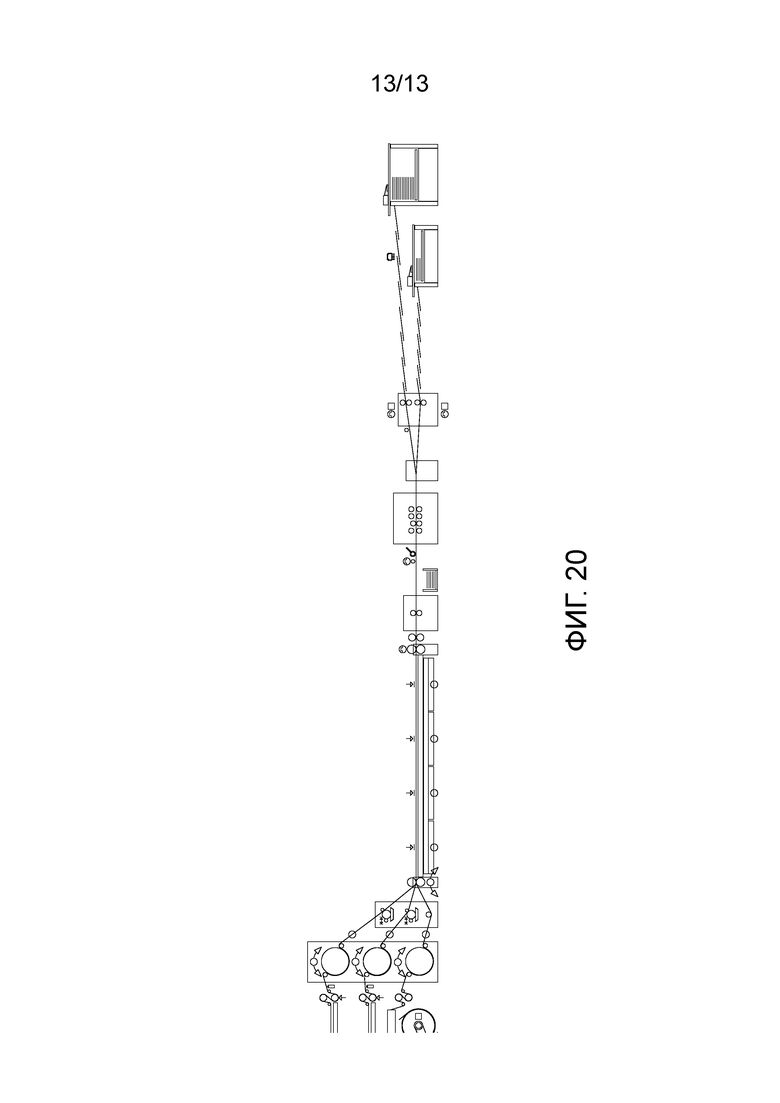
Предложено устройство (120) обработки гофрированных листов, содержащее: оборудование для обработки листов, содержащее по меньшей мере подающие и направляющие ролики для выбора, перемещения и поддержки листов или полотен в гофроагрегате (136) для формирования гофрированного листа, из которого могут быть вырезаны гофрированные изделия (146), при этом по меньшей мере один слой гофрированного листа и, таким образом, изделий формируется из печатного листа или полотна; и систему управления для управления оборудованием (136) для обработки листов или резаком (148); устройство (136) обработки листов дополнительно содержит блок (162) визуального контроля, выполненный с возможностью считывания печатных информационных меток, обеспеченных на по меньшей мере одном печатном листе или полотне, в качестве печатного листа или полотна, и, таким образом, считываемые печатные информационные метки проходят через устройство (136) обработки гофрированных листов или гофроагрегат через блок (162) визуального контроля; и в котором система управления дополнительно содержит таблицу соответствия данных, содержащую либо a) по меньшей мере информацию для изделий, связанную с формой или типом по меньшей мере одного из листов или полотен, используемых в гофрированном листе для этих изделий (146), и связанную с этой информацией конкретную информацию идентификатора, считываемую с печатных информационных меток блоком (162) визуального контроля, посредством чего устройство (120) может определять, какие изделия будут изготавливаться после блока визуального контроля, и требуемые настройки для оборудования для обработки листов или гофроагрегата для этих изделий на основе считываемой печатной информационной метки так, что оборудование для обработки листов или гофроагрегат может находиться под надлежащим управлением системы управления в соответствии с считываемой печатной информационной меткой, либо b) по меньшей мере информацию, связанную с изделиями (146), вырезаемыми из гофрированного листа, включая настройки резака для по меньшей мере одного режущего устройства для этих изделий, и связанную с этими настройками конкретную информацию идентификатора, считываемую с печатных информационных меток блоком визуального контроля, посредством чего устройство (120) может определять требуемые настройки резака для режущего устройства (148) для считываемых печатных информационных меток так, что режущее устройство может находиться под надлежащим управлением системы управления в соответствии со считываемой печатной информационной меткой для обеспечения изменения требований к резаку. 5 н. и 50 з.п. ф-лы, 20 ил.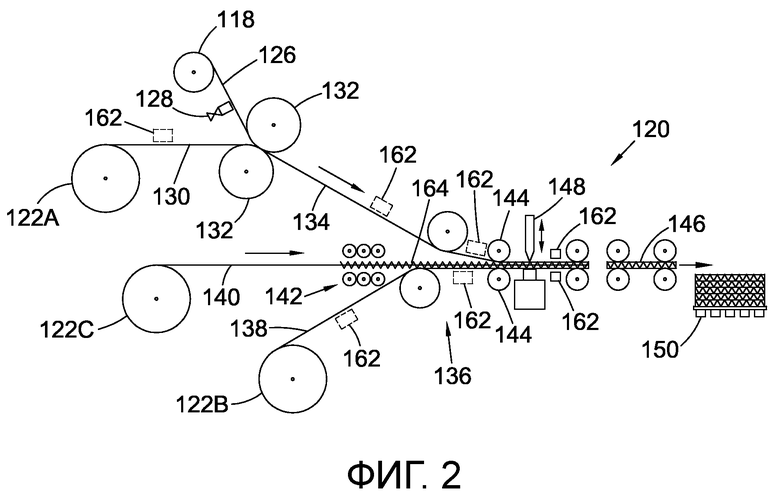
1. Устройство обработки гофрированных листов, содержащее:
оборудование для обработки листов, содержащее гофроагрегат и по меньшей мере подающие и направляющие ролики для выбора, перемещения и поддержки листов или полотен в гофроагрегате для формирования гофрированного листа, из которого могут быть вырезаны гофрированные изделия, при этом по меньшей мере один слой гофрированного листа и, таким образом, изделий формируется из печатного листа или полотна; и
систему управления для управления оборудованием для обработки листов;
причём устройство обработки гофрированных листов дополнительно содержит блок визуального контроля, выполненный с возможностью считывания печатных меток, обеспеченных на по меньшей мере одном печатном листе или полотне, в качестве печатного листа или полотна, и, таким образом, считываемые печатные метки проходят через устройство обработки гофрированных листов или гофроагрегат;
в котором
печатные метки представляют собой печатные информационные метки, имеющие информацию на них;
гофрированный лист предназначен для более чем одного заказа изделий, причём изделия одного заказа по сравнению с предыдущим заказом имеют отличающиеся требуемые детали, содержащие одно или более из a) отличающихся видов или типов для по меньшей мере одного из листов или полотен, b) отличающегося количества полотен и c) отличающихся типов клея, температур клея, толщин клея или местоположений клея; и
система управления дополнительно содержит таблицу соответствия данных, содержащую для изделий, подлежащих вырезанию из гофрированного листа, по меньшей мере
1) информацию о деталях, связанную с упомянутыми различными деталями, и
2) связанную с упомянутой информацией о деталях информацию идентификатора, считываемую с печатных информационных меток блоком визуального контроля, посредством чего устройство может определять, какие изделия должны изготавливаться после блока визуального контроля, и может заранее определять требуемые настройки для оборудования для обработки листов или гофроагрегата для этих изделий в ответ на считываемую печатную информационную метку таким образом, что оборудование для обработки листов или гофроагрегат может находиться под надлежащим управлением системы управления для использования упомянутых требуемых настроек для этого таким образом, чтобы формируемый гофрированный лист из гофроагрегата соответствовал требуемым деталям идентифицированного изделия.
2. Устройство по п. 1, в котором каждая печатная информационная метка представляет собой QR-код или штрихкод, и блок визуального контроля включает в себя соответствующий считыватель для него.
3. Устройство по п. 1 или 2, в котором таблица соответствия представляет собой карту рулона.
4. Устройство по любому из пп. 1-3, в котором каждая метка однозначно идентифицируется ее печатной информацией, посредством чего может быть установлено ее положение в конкретном заказе.
5. Устройство по любому из предыдущих пунктов, в котором два различных заказа на изделия последовательно расположены в продольном направлении по длине гофрированного листа.
6. Устройство по любому из предыдущих пунктов, в котором только некоторые из печатных изображений имеют соответствующую уникальную печатную информационную метку.
7. Способ использования устройства по любому из предыдущих пунктов, в котором лист или полотно с информационной меткой, напечатанной на нем, подают через блок визуального контроля, информацию на информационной метке считывают и информацию на ней используют посредством системы управления для подготовки устройства к каким-либо требуемым изменениям для соответствия требуемым деталям идентифицированного изделия.
8. Способ по п. 7, в котором система управления может автоматизировать время изменения, чтобы обеспечивать изменение гофрированного листа, формируемого в гофроагрегате, в потоке материала для его изменения от одной формы к другой, которая соответствует требованию, установленному в таблице соответствия данных для изделия, подлежащего вырезанию из него.
9. Способ по любому из пп. 7 или 8, в котором оборудование для обработки листов включает в себя по меньшей мере один блок склеивания.
10. Способ по п. 7 или 8, в котором при указании на предстоящее изменение требований путём обращения к таблице соответствия и когда соответствующий другой рулон-источник уже загружен в блок склеивания оборудования для обработки листов, система управления и оборудование для обработки листов работают для переключения с первого рулона-источника и вклеивания другого рулона-источника, чтобы достигать изменения вводимого материала для гофроагрегата.
11. Способ по п. 10, в котором оборудование для обработки листов выполнено с возможностью управления переключением в блоке склеивания в течение 10 секунд после указания на изменение требований.
12. Способ по п. 9, в котором переключение может быть запущено в пределах линейного расстояния перемещения листовых материалов, составляющего 10 м, так что переключение выполняют к тому времени, когда считываемая информационная метка, которая указывает на изменение требований, переместится дальше через устройство не более чем на 10 м.
13. Способ по любому из пп. 7-12, в котором когда указано изменение требований, устройство обработки листов и гофроагрегат замедляются.
14. Способ по любому из пп. 7-13, в котором оборудование для обработки листов содержит блок склеивания для каждого слоя гофрированного листа, так что свойства каждого слоя могут переключаться независимо.
15. Способ по любому из пп. 7-14, в котором оборудование для обработки листов может влиять на уменьшение или увеличение количества слоев в гофрированном материале.
16. Устройство обработки гофрированных листов, содержащее:
систему управления и
последующее обрабатывающее оборудование, причем последующее обрабатывающее оборудование содержит по меньшей мере подающие и направляющие ролики для перемещения или поддержки гофрированного листа и по меньшей мере одно режущее устройство для вырезания изделий из гофрированного листа;
причём:
система управления предназначена для управления по меньшей мере режущим устройством;
устройство обработки гофрированных листов дополнительно содержит блок визуального контроля, выполненный с возможностью считывания печатных меток, обеспеченных на гофрированном листе, когда гофрированный лист и, таким образом, считываемые печатные метки проходят через устройство обработки гофрированных листов через блок визуального контроля;
печатные метки представляют собой печатные информационные метки, имеющие информацию на них;
гофрированный лист предназначен для более чем одного заказа изделий, причём изделия одного заказа по сравнению с предыдущим заказом имеют отличающиеся детали, содержащие одно или более из a) отличающихся форм, b) отличающихся видов или типов для настроек резака для по меньшей мере одного режущего устройства, используемого для изделий этого заказа; и
и система управления дополнительно содержит таблицу соответствия данных, содержащую для изделий, подлежащих вырезанию из гофрированного листа, по меньшей мере
(1) информацию о деталях, связанную с упомянутыми отличающимися деталями, и
(2) связанную с этой информацией о деталях информацию идентификатора, считываемую с печатных информационных меток блоком визуального контроля,
посредством чего устройство может определять, какое изделие должно быть изготовлено после блока визуального контроля, и может заранее определять требуемые настройки резака для по меньшей мере одного режущего устройства в соответствии со считываемой печатной информационной меткой таким образом, что по меньшей мере одно режущее устройство может находиться под надлежащим управлением системы управления для соответствия требуемым требованиям к резаку для идентифицированного изделия;
причём когда указано изменение требований, устройство обработки листов и последующее обрабатывающее оборудование замедляются.
17. Устройство по п. 16 также по любому из пп. 1-6.
18. Устройство обработки гофрированных листов, содержащее:
оборудование для обработки листов, содержащее гофроагрегат и по меньшей мере подающий и направляющий ролики для выбора, перемещения и поддержки листов или полотен в гофроагрегате для формирования гофрированного листа, из которого могут быть вырезаны гофрированные изделия, причём по меньшей мере один слой гофрированного листа и, таким образом, изделий, сформирован из печатного листа или полотна; и
систему управления для управления оборудованием для обработки листов;
причём устройство обработки гофрированных листов дополнительно содержит блок визуального контроля, выполненный с возможностью считывания печатных меток, предусмотренных на по меньшей мере одном печатном листе или полотне, когда печатный лист или полотно и, таким образом, считываемые печатные метки проходят через устройство обработки гофрированных листов или его гофроагрегат;
причём:
печатные метки представляют собой печатные информационные метки, имеющие информацию на них;
гофрированный лист предназначен для более чем одного заказа изделий, причём изделия одного заказа по сравнению с предыдущим заказом имеют отличающиеся детали, содержащие одно или более из a) отличающихся форм, b) отличающихся видов или типов для по меньшей мере одного из листов или полотен; c) отличающихся количеств полотен; и d) отличающихся видов клея, температур клея, толщины клея или местоположений клея; и
система управления дополнительно содержит таблицу соответствия данных, содержащую для изделий, подлежащих вырезанию из гофрированного листа, по меньшей мере информацию, связанную с упомянутыми отличающимися деталями, и связанную с этой информацией информацию идентификатора, считываемую с печатных информационных меток блоком визуального контроля, посредством чего устройство может определять, какие изделия должны быть изготовлены после блока визуального контроля, и может заранее определять требуемые настройки для оборудования для обработки листов или гофроагрегата для этих изделий в соответствии со считываемой печатной информационной меткой таким образом, что оборудование для обработки листов или гофроагрегат могут находиться под надлежащим управлением системы управления для соответствия упомянутым требуемым деталям идентифицированного изделия;
причём, когда указано изменение требуемых деталей, устройство обработки листов и гофроагрегат замедляются.
19. Устройство по любому из пп. 1-6 или 16-18, в котором система управления управляет подающими роликами.
20. Устройство по любому из пп. 1-6 или 16-19, в котором, когда определена необходимость изменения, система управления выполнена с возможностью побуждать подающие ролики или устройство в целом снизить их скорость работы по мере приближения соответствующей части полотна или листа к режущему устройству.
21. Устройство по любому из пп. 1-6 или 16-20, в котором каждая печатная информационная метка представляет собой QR-код или штрихкод и блок визуального контроля включает в себя соответствующий считыватель для него.
22. Устройство по любому из пп. 1-6 или 16-21, в котором таблица соответствия представляет собой карту рулона.
23. Устройство по любому из пп. 1-6 или 16-22, в котором каждая метка однозначно идентифицируется ее печатной информацией, посредством чего может быть установлено ее положение в конкретном заказе.
24. Устройство по любому из пп. 1-6 или 16-23, в котором каждая метка имеет уникальный идентификатор, который включает в себя номер заказа и серийный номер.
25. Устройство по любому из пп. 1-6 или 16-24, в котором в таблице соответствия также записано количество изделий в заказе на них, представленном на листе.
26. Устройство по любому из пп. 1-6 или 16-25, в котором метка расположена в части отходов гофрированного листа.
27. Устройство по любому из пп. 1-6 или 16-26, в котором гофрированный лист содержит печатные изображения на по меньшей мере одной из своих поверхностей для появления на поверхностях готовых изделий.
28. Устройство по п. 27, в котором печатные изображения не перекрывают печатные информационные метки.
29. Устройство по любому из пп. 1-6 или 16-28, в котором гофрированный лист включает в себя множество печатных изображений и соответствующую уникальную печатную информационную метку для каждого из этих печатных изображений.
30. Устройство по любому из пп. 26-29, в котором печатные изображения представляют собой изображения для по меньшей мере двух различных заказов на изделия.
31. Устройство по п. 30, в котором два различных заказа на изделия последовательно расположены в продольном направлении по длине гофрированного листа.
32. Устройство по п. 31, в котором изображения отдельных заказов несколько более разнесены там, где они примыкают друг к другу, относительно любого расстояния между изображениями в пределах одного и того же заказа.
33. Устройство по любому из пп. 1-6 или 16-32, в котором некоторые заказы на листе не содержат печатные изображения - только печатные информационные метки.
34. Устройство по любому из пп. 1-6 или 16-33, в котором только некоторые из печатных изображений имеют соответствующую уникальную печатную информационную метку.
35. Устройство по п. 34, в котором по меньшей мере 15% изображений имеют соответствующую уникальную печатную информационную метку.
36. Устройство по п. 35, в котором по меньшей мере 25% печатных изображений связаны со смежной или совпадающей с ними печатной информационной меткой.
37. Устройство по любому из пп. 1-6 или 16-33, в котором каждое печатное изображение связано со смежной или совпадающей с ним печатной информационной меткой.
38. Устройство по любому из пп. 1-6 или 16-37, в котором печатные информационные метки обеспечены на покрывающем листе для объединения посредством гофроагрегата на слое гофрированного листа или на слое для него.
39. Устройство по любому из пп. 1-6 или 16-38, причем устройство содержит цифровое печатающее устройство, выполненное с возможностью печати на поверхности листа.
40. Устройство по любому из пп. 1-6 или 16-38, в котором печатные информационные метки и печатные изображения, когда они предусмотрены, предварительно печатаются на полотне и перематываются в рулон для последующей подачи в устройство обработки гофрированных листов.
41. Устройство по любому из пп. 16-40, в котором режущее устройство содержит более одного режущего ножа для обеспечения более одного из различных резов.
42. Устройство по любому из пп. 16-41, в котором режущее устройство включает в себя один или более продольных режущих блоков или ножей для разрезания гофрированного листа в продольном направлении на две или более отдельных линий.
43. Устройство по любому из пп. 16-42, в котором режущее устройство включает в себя один или более продольных режущих блоков или ножей для резки гофрированного листа в продольном направлении для формирования заданной ширины его части.
44. Устройство по п. 43, в котором заданная ширина является частью информации, хранящейся в таблице соответствия.
45. Устройство по любому из пп. 16-44, в котором режущее устройство включает в себя один или более поперечных режущих блоков или ножей для резки по меньшей мере частично поперек гофрированного листа.
46. Устройство по любому из пп. 1-6 или 16-45, причем устройство содержит одно или более устройств поперечной резки, выполненных с возможностью разрезания гофрированного листа на заданную длину для формирования длин для укладки.
47. Устройство по п. 46, в котором заданная длина является частью информации, хранящейся в таблице соответствия.
48. Устройство по любому из пп. 1-6 или 16-47, в котором гофрированный лист имеет ширину по меньшей мере 2 м до его разрезания устройством.
49. Устройство по любому из пп. 1-6 или 16-48, в котором гофрированный лист гофрируется только в определенной части устройства, таким образом гофроагрегат, расположенный перед ней, формирует гофры, а перед гофроагрегатом лист представляет собой множество отдельных полотен.
50. Устройство по любому из пп. 1-6 или 16-49, в котором гофрированный лист выполнен с возможностью перемещения через устройство при пиковой скорости свыше 100 метров в минуту.
51. Устройство по любому из пп. 1-6 или 16-50, в котором гофрированный лист выполнен из картона или бумаги.
52. Способ использования устройства по любому из пп. 1-6 или 16-51, содержащий этап, на котором печатают печатный слой гофрированного листа с использованием средства компоновки макетов печати и печатающего устройства, причём средство компоновки предназначено для создания организованного макета печати для печатающего устройства, а печатающее устройство предназначено для печати листа бумаги из рулона с макетом печати на нем, причём макет содержит множество печатных изображений для множества изделий, причём изделия содержат изделия из множества различных заказов, причём изделия по меньшей мере некоторых заказов имеют различные размеры с точки зрения длины или ширины или обоих из них, причем средство компоновки выбирает заказы для макета из каталога заказов, имеющего большее количество заказов, чем количество упомянутого множества заказов на макете, причём каждый заказ в каталоге заказов содержит соответствующие данные, включающие в себя длину и ширину изделия и по меньшей мере одну желаемую или разрешенную характеристику гофрированного материала, причём средство компоновки выбирает для макета те заказы, которые имеют общую желаемую или разрешенную характеристику гофрированного материала, и выставляет на макете изображения для выбранных заказов вдоль макета печати, причём все изображения для каждого заказа группируются вместе по меньшей мере линейно вдоль макета печати.
53. Способ по п. 52, в котором заказы на макете печати размещаются рядом друг с другом, а также линейно вдоль макета печати.
54. Способ по п. 52 или 53, в котором каждый заказ имеет изображение для печати на листе бумаги.
55. Способ по любому из пп. 52-54, в котором по меньшей мере некоторые из размещенных изделий имеют одну или более из упомянутых печатных меток, напечатанную рядом с ними или внутри них.
| US 7114444 B2, 03.10.2006 | |||
| EP 1655116 B1, 18.06.2008 | |||
| US 5816994 A1, 06.10.1998 | |||
| WO 2014128115 A1, 28.08.2014. |

