Изобретение относится к оптической технике, преимущественно к технологии изготовления сферических линз с несплошными поверхностями.
В различных отраслях промышленности для коллимации пучков света большой апертуры широкое распространение получили плоские сферические линзы Френеля, состоящие из отдельных примыкающих друг к другу концентрических колец небольшой толщины, имеющих в сечении форму призм. Данная конструкция характеризуется простотой в изготовлении, малой толщиной и весом.
Для изготовления сферических линз Френеля способом литья под давлением или способом прессования в условиях промышленного производства используют специальную технологическую оснастку, получившую название "мастер-модель". Чаще всего, мастер-моделью является формообразующая поверхность, выполненная в виде обратного (негативного) профиля рабочей поверхности соответствующей линзы Френеля. Мастер-модель используется совместно с пресс-формой для литья или прессования линз.
Известен способ обработки оптических поверхностей для изготовления линз Френеля (Кропивенко И.С. и др. Изготовление оптических деталей из органического стекла. - Оптико-механическая промышленность, 1969, №7, стр.60). Способ заключается в механическом вырезании на вращающейся заготовке профиля линзы, задаваемом с помощью копира. Способ характеризуется низкой точностью обработки из-за кинематических погрешностей.
Известен способ изготовления линз-оригиналов или матриц для пресс-форм, реализованный в устройстве для обработки линз Френеля (авт.св. СССР №724344), заключающийся в механическом вырезании заданного профиля на вращающейся заготовке. Способу присущи те же недостатки.
Известен способ изготовления мастер-модели по заявке ЕР 0011331, выбранный в качестве прототипа заявляемого изобретения. Способ предусматривает начальную механическую обработку поверхности заготовки из твердого недеформируемого материала с целью получения обратного профиля. В качестве твердого недеформируемого материалом может быть использован кремнийсодержащий материал (керамика или стекло). Материал может обрабатываться с помощью алмазного точения (керамика) или с помощью шлифования (кремнийсодержащие стекла) для получения заданного обратного профиля. После этого на поверхность кремнийсодержащего материала наносится покрытие из никеля или сплава никеля с последующей механической обработкой поверхности никеля режущим инструментом, оптической полировкой для получения заданного профиля и вакуумным нанесением на поверхность указанного профиля слоя защитного покрытия из инертного нерастрескивающегося материала (для защиты от царапин). Способ характеризуется сложностью и предполагает использование высокоточного оборудования.
В основу изобретения положена задача упрощения изготовления мастер-модели для производства линз Френеля путем использования концентрических колец, вырезанных из двух заготовок, имеющих одинаковый обратный или прямой профиль образующей сферической поверхности. Это позволит отказаться от использования в процессе изготовления мастер-модели высокоточного оборудования с сохранением точности формирования сферических поверхностей.
Задача решается за счет того, что в первом варианте способа изготовления мастер-модели для производства плоской сферической линзы Френеля, заключающегося в начальной механической обработке заготовки из твердого недеформируемого материала с целью получения обратного заданного профиля линзы с дальнейшим нанесением на формообразующую поверхность защитного слоя, в соответствии с изобретением сначала обрабатывают две заготовки с целью получения одинаковых обратных сферических профилей, после чего каждую заготовку условно разделяют на n слоев, образуемых плоскостями, перпендикулярными главной оптической оси, далее из первой заготовки вырезают четные, считая от центра, слои, а из второй - нечетные слои, после чего из каждого слоя вырезают цилиндр, ось которого совпадает с главной оптической осью, а внешний диаметр равен диаметру максимального отверстия соответствующего слоя, далее полученные элементы закрепляют плоскими торцами на недеформируемой плоской поверхности симметрично главной оптической оси, после чего на формообразующую поверхность наносят защитный слой.
Кроме того, аналогичный эффект может быть достигнут при изготовлении мастер-модели с предварительно изготовленного эталонного макета линзы.
В этом случае поставленная задача решается за счет того, что во втором варианте способа изготовления мастер-модели для производства плоской сферической линзы Френеля с эталонного макета линзы, для изготовления которого осуществляют начальную механическую обработку заготовки из твердого недеформируемого материала с целью получения прямого заданного профиля линзы с дальнейшим нанесением на формообразующую поверхность защитного слоя и в соответствии с изобретением сначала обрабатывают две заготовки с целью получения одинаковых прямых сферических профилей, после чего каждую заготовку условно разделяют на n слоев, образуемых плоскостями, перпендикулярными главной оптической оси, далее из первой заготовки вырезают четные, считая от центра, слои, а из второй - нечетные слои, после чего во всех слоях, кроме центрального, вдоль главной оптической оси вырезают отверстия, причем диаметр конкретного отверстия выбирают равным меньшему диаметру образующей окружности соответствующего слоя, далее полученные элементы закрепляют плоскими торцами на недеформируемой плоской поверхности симметрично главной оптической оси, после чего на формообразующую поверхность наносят защитный слой, а полученный эталонный макет сферической линзы Френеля используют для изготовления мастер-модели.
Первый вариант предлагаемого способа осуществляют следующим образом.
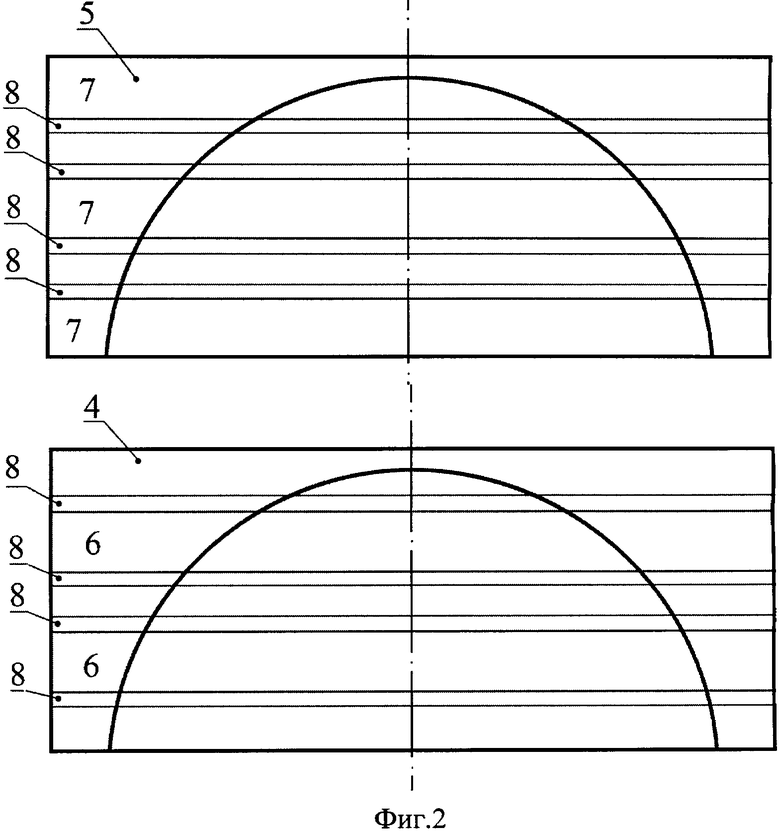
Прежде всего изготавливают две заготовки из твердого недеформируемого материала. После этого в заготовках с помощью известных технологий делают одинаковые сферические выточки, точно повторяющие обратный расчетный профиль сферической линзы. Далее каждую заготовку условно разделяют на n слоев, образуемых плоскостями, перпендикулярными главной оптической оси. Число n выбирают расчетным путем исходя из диаметра линзы, ее максимальной толщины, длины волны доминирующего излучения, величины технологического зазора, который появляется при механическом разделении слоев заготовки. Далее из одной заготовки вырезают четные слои. При этом технологический зазор располагают в нечетных зонах. Аналогично, из второй заготовки вырезают нечетные слои, располагая технологический зазор в четных зонах.
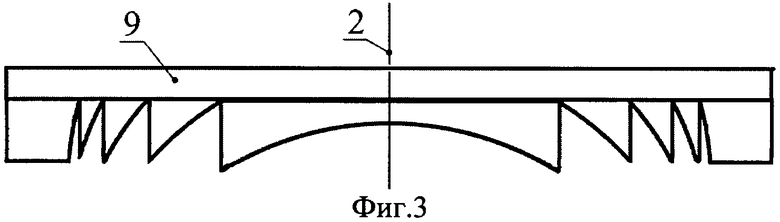
После этого из каждого слоя вырезают цилиндр, ось которого совпадает с главной оптической осью, а внешний диаметр равен диаметру максимального отверстия соответствующего слоя. Полученные элементы, представляющие собой концентрические кольца, закрепляют, например приклеивают, плоскими торцами на недеформируемой плоской поверхности симметрично главной оптической оси. После этого на формообразующую поверхность наносят защитный слой.
Второй вариант предлагаемого способа предполагает предварительное изготовление эталонного макета линзы Френеля, с которой впоследствии может быть изготовлена мастер-модель. При этом для изготовления эталонного макета используются аналогичные операции способа. Отличия в способах определяются отличиями формируемого профиля. В первом случае формируют обратный профиль, во втором - прямой.
Второй вариант предлагаемого способа осуществляют следующим образом.
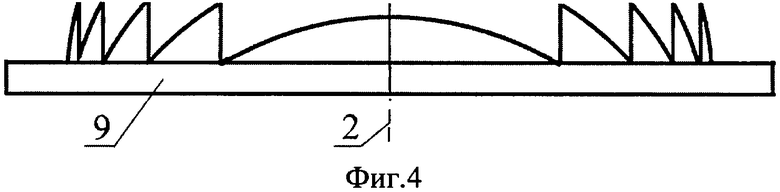
Из двух заготовок из твердого недеформируемого материала с помощью известных технологий делают две плосковыпуклые сферы. Далее каждую заготовку условно разделяют на n слоев, образуемых плоскостями, перпендикулярными главной оптической оси. Из одной заготовки получают четные слои, из другой - нечетные. После этого во всех слоях, кроме центрального, вдоль главной оптической оси вырезают отверстия, причем диаметр конкретного отверстия выбирают равным меньшему диаметру образующей окружности соответствующего слоя. Полученные элементы, представляющие собой концентрические кольца, закрепляют плоскими торцами на недеформируемой плоской поверхности симметрично главной оптической оси, после чего на формообразующую поверхность наносят защитный слой. Полученный эталонный макет сферической линзы Френеля используют для изготовления мастер-модели, например, гальваническим способом.
Варианты предлагаемого способа поясняются чертежами, показанными на фиг.1-7.
На фиг.1 показана операция способа «условное разделение заготовки на n слоев», где 1 - заготовка, 2 - главная оптическая ось, 3 - сферическая выточка.
На фиг.2 показана операция способа «получение четных и нечетных слоев», где 4 - первая заготовка, 5 - вторая заготовка, 6 - четные слои, 7 - нечетные слои, 8 - технологический зазор.
На фиг.3 показана операция первого варианта способа «крепление конических колец на плоской поверхности», где 2 - главная оптическая ось, 9 - поверхность.
На фиг.4 показана операция второго варианта способа «крепление конических колец на плоской поверхности», где 2 - главная оптическая ось, 9 - поверхность.
Для практической реализации предлагаемых вариантов способов могут быть использованы хорошо отработанные технологии обработки оптических деталей, доступные большинству производственных предприятий оптической промышленности.
Наиболее эффективно предлагаемый способ может быть использован при производстве коллиматоров света в светофорах и маяках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАСТЕР-МОДЕЛИ ДЛЯ ПОЛУЧЕНИЯ МНОГОЭЛЕМЕНТНОЙ ЛИНЗЫ ФРЕНЕЛЯ СФЕРИЧЕСКОЙ ФОРМЫ | 2001 |
|
RU2216446C2 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
| Способ изготовления инструмента для производства линз Френеля | 1990 |
|
SU1745402A1 |
| Зонная пластинка | 1951 |
|
SU102939A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ОПТИЧЕСКОГО ЭЛЕМЕНТА | 2019 |
|
RU2722622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ЦИЛИНДРИЧЕСКИХ МИКРОЛИНЗ С РАЗЛИЧНЫМ ПРОФИЛЕМ СЕЧЕНИЯ | 2007 |
|
RU2355652C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКИХ ЛИНЗ С МИНИМАЛЬНЫМ ДВУЛУЧЕПРЕЛОМЛЕНИЕМ | 2005 |
|
RU2310216C2 |
| Способ исследования свойств света | 1990 |
|
SU1805490A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2245852C1 |

Изобретение относится к оптической технике, преимущественно к технологии изготовления сферических линз с несплошными поверхностями. Способ изготовления мастер-модели для производства плоской сферической линзы Френеля заключается в начальной механической обработке заготовки из твердого недеформируемого материала с целью получения обратного заданного профиля линзы. Для этого обрабатывают две заготовки с целью получения одинаковых обратных сферических профилей, после каждую условно разделяют на n слоев, образуемых плоскостями, перпендикулярными главной оптической оси. Из первой заготовки вырезают четные, считая от центра, слои, а из второй - нечетные слои, после из каждого слоя вырезают цилиндр, ось которого совпадает с главной оптической осью, а внешний диаметр равен диаметру максимального отверстия соответствующего слоя. Полученные элементы закрепляют плоскими торцами на недеформируемой плоской поверхности симметрично главной оптической оси, после чего на формообразующую поверхность наносят защитный слой. Изобретение упрощает изготовление мастер-модели для производства линз Френеля и позволяет отказаться от использования в процессе изготовления мастер-модели высокоточного оборудования с сохранением точности формирования сферических поверхностей. 2 н.п. ф-лы, 4 ил.
1. Способ изготовления мастер-модели для производства плоской сферической линзы Френеля, заключающийся в начальной механической обработке заготовки из твердого недеформируемого материала с целью получения обратного заданного профиля линзы с дальнейшим нанесением на формообразующую поверхность защитного слоя, отличающийся тем, что сначала обрабатывают две заготовки с целью получения одинаковых обратных сферических профилей, после чего каждую заготовку условно разделяют на n слоев, образуемых плоскостями, перпендикулярными главной оптической оси, далее из первой заготовки вырезают четные, считая от центра, слои, а из второй - нечетные слои, после чего из каждого слоя вырезают цилиндр, ось которого совпадает с главной оптической осью, а внешний диаметр равен диаметру максимального отверстия соответствующего слоя, далее полученные элементы закрепляют плоскими торцами на недеформируемой плоской поверхности симметрично главной оптической оси, после чего на формообразующую поверхность наносят защитный слой.
2. Способ изготовления мастер-модели для производства плоской сферической линзы Френеля с эталонного макета линзы, для изготовления которого осуществляют начальную механическую обработку заготовки из твердого недеформируемого материала с целью получения прямого заданного профиля линзы с дальнейшим нанесением на формообразующую поверхность защитного слоя, отличающийся тем, что сначала обрабатывают две заготовки с целью получения одинаковых прямых сферических профилей, после чего каждую заготовку условно разделяют на n слоев, образуемых плоскостями, перпендикулярными главной оптической оси, далее из первой заготовки вырезают четные, считая от центра, слои, а из второй - нечетные слои, после чего во всех слоях, кроме центрального, вдоль главной оптической оси вырезают отверстия, причем диаметр конкретного отверстия выбирают равным меньшему диаметру образующей окружности соответствующего слоя, далее полученные элементы закрепляют плоскими торцами на недеформируемой плоской поверхности симметрично главной оптической оси, после чего на формообразующую поверхность наносят защитный слой, а полученный эталонный макет сферической линзы Френеля используют для изготовления мастер-модели.
| ПЛОСКОГУБЦЫ ДЛЯ НАДЕВАНИЯ ЭЛЕКТРИЧЕСКОГО ШНУРА НА РОЛИКИ | 1928 |
|
SU11331A1 |
| МНОГОЗНАЧНАЯ ГАЛОГРАФИЧЕСКАЯ МЕРА ПЛОСКОГО УГЛА | 2006 |
|
RU2332638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАСТЕР-МОДЕЛИ ДЛЯ ПОЛУЧЕНИЯ МНОГОЭЛЕМЕНТНОЙ ЛИНЗЫ ФРЕНЕЛЯ СФЕРИЧЕСКОЙ ФОРМЫ | 2001 |
|
RU2216446C2 |
| Устройство для обработки линз френеля | 1978 |
|
SU724344A1 |

